
Pratt & Whitney Rocketdyne Supplier Quality Requirements Guide – Canoga Park March 2007.
60
Pratt & Whitney Rocketdyne Supplier Quality Requirements Guide – Canoga Park March 2007
-
Upload
ann-cameron -
Category
Documents
-
view
232 -
download
3
Transcript of Pratt & Whitney Rocketdyne Supplier Quality Requirements Guide – Canoga Park March 2007.

Pratt & Whitney Rocketdyne
Supplier Quality Requirements Guide – Canoga Park
March 2007

Page 2
Pratt & Whitney Rocketdyne
Quality Requirements GuideQuality Requirements Guide
1. Scope/Purpose of Supplier Quality Requirements Guide
2. Quality Requirement Elements
3. Philosophy
4. Process
5. Detailed Characteristic Risk Analysis Worksheet (CRAW)
6. Characteristic Accountability Worksheet (CAW)
7. Validation Plans: Procured Product Acceptance Requirements
(PPAR) or Supplier Technical Requirements (STR’s)
8. Quality Clause Provisions
9. Data Package Submittal
10. Hardware Submittal
11. Acronyms /Glossary

Page 3
Pratt & Whitney Rocketdyne
DisclaimerDisclaimer
• Nothing in this Information Guide shall be construed as giving your
company contractual coverage or direction whether expressed or
implied. If there are any conflicts between the language in this booklet
and the language in your contract the language in your contract will
prevail. Your contract contains the entire agreement of the parties and
supersedes any and all prior agreements, understandings and
communications between Buyer and Seller related to the subject
matter of your specific contract.

Page 4
Pratt & Whitney Rocketdyne
Scope/Purpose of GuideScope/Purpose of Guide
Scope• This guide outlines primarily “high risk” hardware purchases
• Lower risk hardware may not require every step outlined
Purpose• The purpose of this guide is to help users successfully navigate
their way through the Quality Requirements contained within the Purchase Contract
• It will provide users with an understanding of:• The quality philosophy in establishing and meeting
requirements• Steps in the process• Tips on successful accomplishment of quality
requirements• Most frequent rejections• Acronyms and language used

Page 5
Pratt & Whitney Rocketdyne
Quality Requirement ElementsQuality Requirement Elements
• The Purchase Contract is used to communicate Quality
Requirements to suppliers which includes the following:
1. The elements:A. Characteristic Risk Analysis Worksheet (optional based
upon program requirements)
B. Procured Product Acceptance Requirements (PPAR) or Supplier Technical Requirements (STR)
• Includes Characteristic Accountability Worksheet based upon program requirements
2. Quality Clause Provisions

Page 6
Pratt & Whitney Rocketdyne
PhilosophyPhilosophy
1. Spending time up front understanding requirements,
assessing risk, and establishing proper controls
improves quality, safety and First Time Through
success
2. Prevention costs should be in proportion to benefit
• Higher safety, cost, and schedule risk warrants
higher prevention costs
3. Working together and good communication delivers
a better result for everyone

Page 7
Pratt & Whitney Rocketdyne
Operating PrinciplesOperating Principles
1. Communication, knowledge and planning between all
stakeholders up front is critical to Supplier, Procurement,
Quality, Integrated Product Team and Product Acceptance
2. Utilize available data, knowledge, and experience to
understand operational and manufacturing risks
associated with using/building/processing hardware
3. Assure proper controls are in place to mitigate those risks
before production begins

Page 8
Pratt & Whitney Rocketdyne
SSME Program Process FlowSSME Program Process Flow
PWR Q.E.identifies Inspection requirements
PWR Q.E.identifies Inspection requirements
PWR performs initial Characteristic Risk Assessment (CRAW) & PPIA determination
PWR performs initial Characteristic Risk Assessment (CRAW) & PPIA determination
Buyer sends RFQ’s , receives bids, and selects supplier
Buyer sends RFQ’s , receives bids, and selects supplier
QE & Product Team performs CRAW with supplier
QE & Product Team performs CRAW with supplier
QE creates Characteristic Accountability Worksheet (CAW) & fills out left hand side
QE creates Characteristic Accountability Worksheet (CAW) & fills out left hand side
Supplier fills out right hand side of CAW and gives to QE (work shall not begin until right side is approved)
Supplier fills out right hand side of CAW and gives to QE (work shall not begin until right side is approved)
Supplier identifies controls for each CAW line item (work with Sub-Tier if applicable)
Supplier identifies controls for each CAW line item (work with Sub-Tier if applicable)
Call for Source Inspection if applicable (Code Q203/Q223)Call for Government insp. If req’d per contract
Call for Source Inspection if applicable (Code Q203/Q223)Call for Government insp. If req’d per contract
Assemble Data Package and scan into Electronic Certificate of Conformance
Assemble Data Package and scan into Electronic Certificate of Conformance
Submit E C of C for PWR Review
Submit E C of C for PWR Review
PWR notifies supplier of OK to Ship when E C of C is approved
PWR notifies supplier of OK to Ship when E C of C is approved Supplier sends
hardware to PWR
Supplier sends hardware to PWR
Receiving Inspection assures documentation complete, checks I.D. and damage
Receiving Inspection assures documentation complete, checks I.D. and damage
R.I. shows acceptance in database, sends part to stock, and supplier is paid
R.I. shows acceptance in database, sends part to stock, and supplier is paid
P.O. is released to supplier
P.O. is released to supplier
Supplier builds hardware
Supplier builds hardware
1 2 3 4
5 6 7 8
9 10 11 12
13 14 15 16
Page 9
Pratt & Whitney Rocketdyne
PWR QE Identifies Product Acceptance RequirementsPWR QE Identifies Product Acceptance Requirements
1. Hardware need is identified
2. Hardware is classified:
• High risk
• Low risk
3. Based on risk level, varying levels of inspection
requirements are applied
4. Pratt & Whitney Rocketdyne Inspection
Requirements are located in the Procured
Product Acceptance Requirements (PPAR or
STR)
PWR Q.E.identifies Inspection requirements
PWR Q.E.identifies Inspection requirements
1

Page 10
Pratt & Whitney Rocketdyne
PWR Performs Risk AssessmentPWR Performs Risk Assessment
PWR performs initial Characteristic Risk Assessment (CRAW)
PWR performs initial Characteristic Risk Assessment (CRAW)
21. The most critical characteristics are identified
2. Critical characteristics are those drawing or specification
requirements which if nonconforming:
• Lead to SSME explosion and therefore loss of life and Shuttle
3. Potential process pitfalls are identified with their impact
4. Risk is assessed to determine
• The likelihood of ‘Occurrence’ of the nonconformance
• The ‘Severity’ of risk if the nonconformance occurs
• Ability to ‘Detect’ the flaw before the hardware is used
5. High risk numbers require more control
6. The Preliminary CRAW is performed by PWR

Page 11
Pratt & Whitney Rocketdyne
Overview: Characteristic Risk Analysis Worksheet (CRAW)Overview: Characteristic Risk Analysis Worksheet (CRAW)
CharacteristicsRisk
NumbersVariation & Effect Controls
CharacteristicsListed Here
PWR performs initial Characteristic Risk Assessment (CRAW)
PWR performs initial Characteristic Risk Assessment (CRAW)
2
1234567

Page 12
Pratt & Whitney Rocketdyne
Overview: CRAWOverview: CRAW
Important CRAW Classifications:
• Critical Characteristic: Final level verification of a
FMEA/CIL inspection or test (e.g. last time performed)
• Primary Characteristic: Interim level verification of a
FMEA/CIL inspection or test (e.g. 2nd to last time
performed)
• Key Characteristic: Important characteristic to be
managed using statistical process control (SPC)
• Significant Characteristic: Important characteristic
requiring special controls/management
PWR performs initial Characteristic Risk Assessment (CRAW)
PWR performs initial Characteristic Risk Assessment (CRAW)
2

Page 13
Pratt & Whitney Rocketdyne
Buyer Sends RFQ & Selects SupplierBuyer Sends RFQ & Selects Supplier
1. Buyer will send out a Request for Quote with:• Drawings, specifications, Partial PPAR/STR and
documentation requirements
2. Buyer informs supplier change control - supplier designed
(RF020) or Buyer Designed (RF021)
3. Buyer informs supplier that contract will be awarded after
CRAW and Characteristic Accountability Worksheet (CAW) are
Preliminary/Complete and approved by PWR Quality Clause
(Q235*)
Buyer sends RFQ’s , receives bids, and selects supplier
Buyer sends RFQ’s , receives bids, and selects supplier
3
*SSME quality clause

Page 14
Pratt & Whitney Rocketdyne
PWR Performs CRAW with SupplierPWR Performs CRAW with Supplier
1. A face-to-face or teleconference meeting with the supplier is
set up
2. PWR Engineering, Manufacturing, and Quality review the
CRAW with the supplier
3. The supplier adds their expertise to the discussion including
non-conformance history
4. The CRAW is revised to reflect any additional concerns voiced
by the supplier
QE & Product Team performs CRAW with supplier
QE & Product Team performs CRAW with supplier
4

Page 15
Pratt & Whitney Rocketdyne
Selected CharacteristicsFrom CRAW are listed
Here
PWR Fills Out RequirementsPWR Fills Out Requirements Supplier Fills Out Process Control, Acceptance Method
Supplier Fills Out Process Control, Acceptance Method
CAW is CreatedCharacteristic Accountability WorksheetCAW is CreatedCharacteristic Accountability Worksheet
QE creates Characteristic Accountability Worksheet (CAW) & fills out left hand side
QE creates Characteristic Accountability Worksheet (CAW) & fills out left hand side
Supplier fills out right hand side and gives to QE CAW (work should not begin until right side is filled out)
Supplier fills out right hand side and gives to QE CAW (work should not begin until right side is filled out)
Supplier identifies controls for each CAW line item (work with Sub-Tier if applicable)
Supplier identifies controls for each CAW line item (work with Sub-Tier if applicable)
5 6 7
Widget, Casting Name1234567

Page 16
Pratt & Whitney Rocketdyne
CAW is CreatedCharacteristic Accountability WorksheetCAW is CreatedCharacteristic Accountability Worksheet
1. QE takes high risk items identified in CRAW and lists them on
the left hand side of the Characteristic Accountability
Worksheet (CAW)
2. The supplier is required to identify appropriate controls on the
right hand side of the CAW
3. No work can begin on any particular characteristic listed until
the controls for that characteristic are identified and approved
by PWR
QE creates Characteristic Accountability Worksheet (CAW) & fills out left hand side
QE creates Characteristic Accountability Worksheet (CAW) & fills out left hand side
Supplier fills out right hand side and gives to QE CAW (work should not begin until right side is filled out)
Supplier fills out right hand side and gives to QE CAW (work should not begin until right side is filled out)
Supplier identifies controls for each CAW line item (work with Sub-Tier if applicable)
Supplier identifies controls for each CAW line item (work with Sub-Tier if applicable)
5 6 7

Page 17
Pratt & Whitney Rocketdyne
4. For NDT Technique Sheets (T.S.):
• Prime supplier sends T.S. to the QE focal
• QE focal will submit to PWR NDT for approval
• Any issues should be worked directly between NDT and
Supplier performing the NDT operation
• Approved T.S. is returned to QE Focal and flowed back to
Prime Supplier
• Note: Technique Sheet must be submitted on E C of C and
with the hardware
QE creates Characteristic Accountability Worksheet (CAW) & fills out left hand side
QE creates Characteristic Accountability Worksheet (CAW) & fills out left hand side
Supplier fills out right hand side and gives to QE CAW (work should not begin until right side is filled out)
Supplier fills out right hand side and gives to QE CAW (work should not begin until right side is filled out)
Supplier identifies controls for each CAW line item (work with Sub-Tier if applicable)
Supplier identifies controls for each CAW line item (work with Sub-Tier if applicable)
5 6 7
CAW is CreatedCharacteristic Accountability WorksheetCAW is CreatedCharacteristic Accountability Worksheet
Frequent Rejection

Page 18
Pratt & Whitney Rocketdyne
5. For CAW’s Quality Provision Q235 requires:
• Controls to be utilized as listed in “Control” block
• Verifications to be performed as listed in “Verification” block
• Any changes to controls or verifications be submitted to PWR
for approval prior to implementation
• Submit the approved CAW along with a statement on their
Certificate of Conformance that they have processed the
hardware as documented on the CAW
QE creates Characteristic Accountability Worksheet (CAW) & fills out left hand side
QE creates Characteristic Accountability Worksheet (CAW) & fills out left hand side
Supplier fills out right hand side and gives to QE CAW (work should not begin until right side is filled out)
Supplier fills out right hand side and gives to QE CAW (work should not begin until right side is filled out)
Supplier identifies controls for each CAW line item (work with Sub-Tier if applicable)
Supplier identifies controls for each CAW line item (work with Sub-Tier if applicable)
5 6 7
CAW is CreatedCharacteristic Accountability WorksheetCAW is CreatedCharacteristic Accountability Worksheet
Frequent Rejection

Page 19
Pratt & Whitney Rocketdyne
P.O. is ReleasedP.O. is Released
1. P.O. is released with:
• Quality Clause Provisions
• PPAR/STR including CAW if required
• Drawings and Specifications, Outstanding Engineering Orders
2. No changes should be made to supplier drawings, processes
or CAW characteristic controls without notification and
approval from PWR
• Controlling Configuration Codes
• Q235, RF020, RF021
3. The following pages provide tips on navigating through the
Quality Clause Provisions, PPAR/STR and CAW
P.O. is released to supplier
P.O. is released to supplier
8

Page 20
Pratt & Whitney Rocketdyne
P.O. is ReleasedP.O. is Released
1. Understand the requirements
• Quality Clause Provisions noted
• Drawings, specifications and Outstanding Engineering Orders
• PPAR/STR & CAW (as applicable)
2. Assure proper documentation is maintained throughout build
• Certifications
• Processing
• Inspections
3. Contact the Buyer if there are any discrepancies or
inconsistencies with RFQ package
P.O. is released to supplier
P.O. is released to supplier
8

Page 21
Pratt & Whitney Rocketdyne
Quality Provisions TextQuality Provisions Text
1. Look Up Quality Clause Provisions
2. Obtain proper BTP or PPAR Rev & Seq.
3. Note serialization requirements
P.O. is released to supplier
P.O. is released to supplier
8• Steps to reading & understanding Quality Provisions
Contract will state either a BTP with an embedded PPAR/STR or Standalone PPAR
Frequent Rejection
Line 0001 NotesADDITIONAL TEXT:
EARLY DELIVERY CLAUSE C001 IS APPLICABLE TO THIS ITEM. C001 IS MADE AVAILABLE AT: HTTP://WWW.ROCKETDYNETECH.COM/SUPPLIERINFO/
(USE LOWER CASE LETTER WHEN ENTERING ADDRESS)
QUALITY PROVISIONS: / IN ACCORDANCE WITH BUILD TO PACKAGE (BTP)
/ PART NUMBER BTP ID REV SEQ BTP TYPE / ---------------------- --------- --- -------- --------------- /
R085659D1 BTP-001 009 1 PRODUCTION Q008Q019 Q072 Q078 Q093 Q205 Q207Q217 Q218 Q227 Q232 ROCKETDYNE UNIQUE SERIALIZATION REQUIREMENTS:/ PART NUMBER QTY TYPE PROVIDED BY ----------------- ------ -------- ----------- ------------------- { R085659D1 } { 1X } F/R FOUNDRY

Page 22
Pratt & Whitney Rocketdyne
Quality Provision ClausesQuality Provision Clauses
• Most Frequent Quality Code Rejections
• Code Q219 (All Programs)
• Material Review statement not on C of C
• Code Q220 (SSME program)
• Technique sheets not included
• NDT certifications missing
• Traceability from inspection to hardware is missing
• Dates are incorrect
• Code Q235 (SSME Program)
• Approved CAW not submitted with E C of C or data package
• Missing statement on Certificate of Conformance that hardware has been processed as documented on the CAW
Frequent Rejections
P.O. is released to supplier
P.O. is released to supplier
8

Page 23
Pratt & Whitney Rocketdyne
Access Technical Information through Supplier PortalAccess Technical Information through Supplier Portal
Full PDF viewOr specific Sections of
Validation Plan(PPAR)viewing
Full PDF viewOr specific Sections of
Validation Plan(PPAR)viewing
{
P.O. is released to supplier
P.O. is released to supplier
8
Widget, Casting Name1234567

Page 24
Pratt & Whitney Rocketdyne
PWR Inc.Stamp/Date
QE xxx 818-586-xxxx
Technical Documents
Link to Image
Supplier PortalUser clicks onHyper link and
Technical documentis displayed
Technical Documents
Link to Image
Supplier PortalUser clicks onHyper link and
Technical documentis displayed
Access Technical InformationAccess Technical InformationP.O. is released to supplier
P.O. is released to supplier
8
1234567 Widget, Casting Name

Page 25
Pratt & Whitney Rocketdyne
Technical Documents
Link to Image
Supplier PortalUser clicks onHyper link and Dwg. displayed
Access Technical InformationAccess Technical Information P.O. is released to supplier
P.O. is released to supplier
8
Widget, Casting Name1234567
1234567.drw 1.33.01.cgm1234567.drw 1.33.02.cgm1234567.drw 1.33.03.cgm1234567.drw 1.33.03.cgm1234567.drw.1.33.04.cgm1234567.drw.1.33.05.cgm1234567.drw.1.33.06.cgm
RR-1234567
1234567-asm 1.12.igs

Page 26
Pratt & Whitney Rocketdyne
Read Drawings & SpecificationsRead Drawings & Specifications
• Suppliers are required to work to the drawing or specification revision identified in the Reference Documents section of the PPAR/STR• If not specifically listed in Reference Document Section use
the latest revision of drawings and specifications at time of release of contract
• SSME also requires per RL00144 that where called out on drawing, certain revisions of specifications be used as listed in the RL00144 specification
• Do not use superseding industry standards in lieu of obsolete military standards• Obsolete specifications can and should be used if called out on
drawing• If unable to use obsolete standard, contact PWR QE for suitable
replacement which requires a design change Current Problem
P.O. is released to supplier
P.O. is released to supplier
8

Page 27
Pratt & Whitney Rocketdyne
PPAR Procured Product Acceptance RequirementsPPAR Procured Product Acceptance Requirements
• The PPAR/STR contains most of the elements that will be used to accept the hardware (excluding the Quality Clauses)
• Verify Requirements (first page)• CSP verifications• Material• ASL verifications• Identification & Serialization requirements
• Reference Documents• Drawings, Specs and revisions to be used, as applicable Outstanding
Engineering Orders• Special Instructions
• Helpful notes regarding complex requirements• Characteristic Accountability Worksheet
• Identifies agreed upon controls in the way of tooling, planning, NDT technique sheets etc.
• Change Revision Record• Notes changes made to PPAR
• Inspection Requirements• Source • NDT Source • NDT Receiving • Receiving Inspection
P.O. is released to supplier
P.O. is released to supplier
8
Note:The PPAR/STR does not contain all requirements but all requirements must be met.
Note:The PPAR/STR does not contain all requirements but all requirements must be met.

Page 28
Pratt & Whitney Rocketdyne
PPARVerify RequirementsPPARVerify Requirements
{
Verify Requirements Tips1. Assure approved sources are used for ASL and CSP related processes and
materials2. Assure certifications contain proper specification numbers, revisions, and
dates3. Assure hardware is identified properly (#1 rejection at receiving)
Verify Requirements Tips1. Assure approved sources are used for ASL and CSP related processes and
materials2. Assure certifications contain proper specification numbers, revisions, and
dates3. Assure hardware is identified properly (#1 rejection at receiving)
P.O. is released to supplier
P.O. is released to supplier
8
Frequent Rejection
PWR Inc.
1234567 Widget, Casting Name
1234567

Page 29
Pratt & Whitney Rocketdyne
PPARReference DocumentsPPARReference Documents
Reference Document Tips1. Work to the revision listed – if not listed then use latest revision2. Do not use superseding specifications – stick with basic spec number3. Specification RL00144 requires certain first and second tier spec revisions to be used –
check drawing bug note and specs to determine which specs are affected.
Reference Document Tips1. Work to the revision listed – if not listed then use latest revision2. Do not use superseding specifications – stick with basic spec number3. Specification RL00144 requires certain first and second tier spec revisions to be used –
check drawing bug note and specs to determine which specs are affected.
P.O. is released to supplier
P.O. is released to supplier
8
Widget, Casting Name1234567
1234567

Page 30
Pratt & Whitney Rocketdyne
PPARSpecial InstructionsPPARSpecial Instructions
Special Instruction Tips1. Read Special Instructions to get some helpful clarification on:
• Requirements that may not be listed on drawings/specs• Sequence of operations• Complex requirements• Government & NDT Source requirements
Special Instruction Tips1. Read Special Instructions to get some helpful clarification on:
• Requirements that may not be listed on drawings/specs• Sequence of operations• Complex requirements• Government & NDT Source requirements
P.O. is released to supplier
P.O. is released to supplier
8

Page 31
Pratt & Whitney Rocketdyne
PPARChange ActivityPPARChange Activity
Change Record Tips1. Identifies why revisions are made
Change Record Tips1. Identifies why revisions are made
P.O. is released to supplier
P.O. is released to supplier
8
1234567 Widget, Casting Name

Page 32
Pratt & Whitney Rocketdyne
PPARCAWPPARCAW
CAW Tips1. Assure that controls listed are in fact used including proper revision2. Any changes to controls must be approved by PWR as required per *Q2353. Submit approved CAW on E C of C and with data package
CAW Tips1. Assure that controls listed are in fact used including proper revision2. Any changes to controls must be approved by PWR as required per *Q2353. Submit approved CAW on E C of C and with data package
P.O. is released to supplier
P.O. is released to supplier
8
Frequent Rejection
*SSME Quality Clause
1234567 Widget, Casting Name
Housing per xxx
Material per xxx
Allowable alternate
Spec1
Spec2
Spec3

Page 33
Pratt & Whitney Rocketdyne
PPARSource Inspection ReportPPARSource Inspection ReportInspection Tips1. Assure that all Source Inspections are performed and a copy of those buy-offs is
submitted2. Review all inspection requirements to understand what will be required and
inspected for approval
Inspection Tips1. Assure that all Source Inspections are performed and a copy of those buy-offs is
submitted2. Review all inspection requirements to understand what will be required and
inspected for approval
P.O. is released to supplier
P.O. is released to supplier
8
1234567 Widget, Casting Name

Page 34
Pratt & Whitney Rocketdyne
PPARReceiving Inspection ReportPPARReceiving Inspection Report
P.O. is released to supplier
P.O. is released to supplier
8
1234567 Widget, Casting Name

Page 35
Pratt & Whitney Rocketdyne
Example STR(Supplier Technical Requirements)

Page 36
Pratt & Whitney Rocketdyne
Configuration Baseline
•STR number & rev
•Supplier Name & Approvals
•Drawing & Part number
•Part name
•Outstanding EOs
Configuration Baseline
•STR number & rev
•Supplier Name & Approvals
•Drawing & Part number
•Part name
•Outstanding EOs
CompletionState:Partial
state onlyfor Bids,
PreliminaryOr
CompleteSupplier may work
to
ABC company or Generic
1234567
1234567 Widget, Casting Name
1234567, Rev. 001, Seq. 1

Page 37
Pratt & Whitney Rocketdyne
STRApplicable Requirements List

Page 38
Pratt & Whitney Rocketdyne
Applicable Requirements List
General Provisions
• Applicable specifications
Applicable Requirements List
General Provisions
• Applicable specifications
Applicable Requirements List – The Integrated Product Team lists outThe applicable first tier and lower tier
Spec’s required for product acceptance
Supplier Technical Requirements – Validation Plan

Page 39
Pratt & Whitney Rocketdyne
Applicable Requirements List
Product Requirements
• The set of documents required to build and validate the product
• Critical process and material specifications are identified
• Applicable CSP/ASL special management requirements (Requires Cert.)
Applicable Requirements List
Product Requirements
• The set of documents required to build and validate the product
• Critical process and material specifications are identified
• Applicable CSP/ASL special management requirements (Requires Cert.)
Supplier Technical Requirements – Validation Plan
R1234567
R1234567-1

Page 40
Pratt & Whitney Rocketdyne
STRCharacteristics Accountability

Page 41
Pratt & Whitney Rocketdyne
A summary document of the . . .
• Classified characteristics – Key, Critical or Significant product characteristics
– Process Control -- the methods and in-process verifications used to monitor and manage the variation inherent in the production processes
– Seller Product Validation - Final product acceptance and related data requirements
A summary document of the . . .
• Classified characteristics – Key, Critical or Significant product characteristics
– Process Control -- the methods and in-process verifications used to monitor and manage the variation inherent in the production processes
– Seller Product Validation - Final product acceptance and related data requirements
Supplier Technical Requirements – Validation Plan
Marking and IdentificationPer …..
Page 42
Pratt & Whitney Rocketdyne
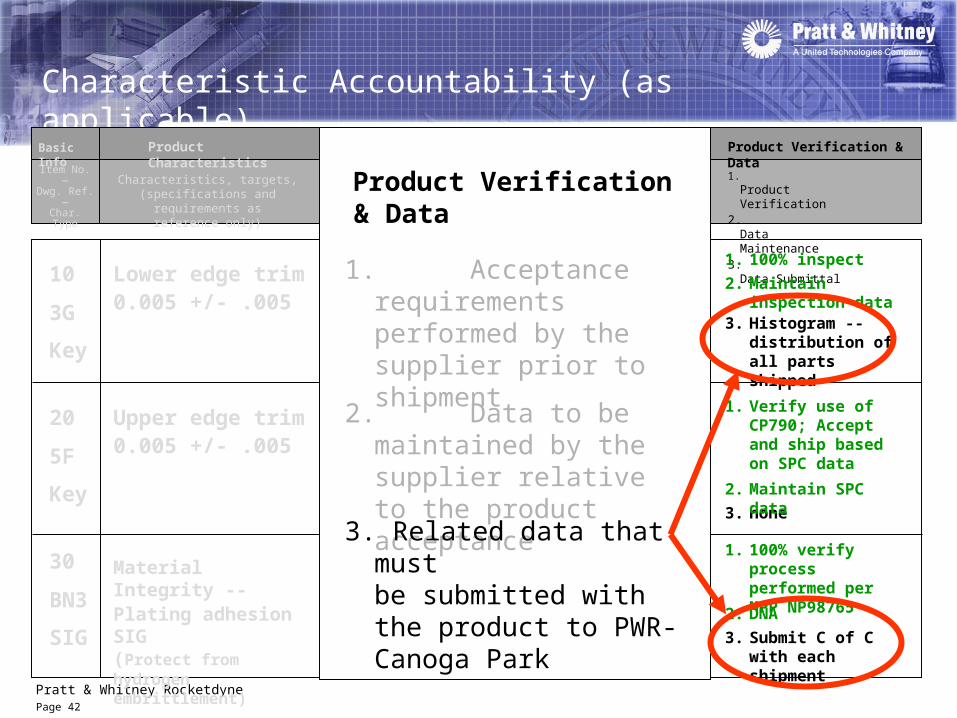
Characteristic Accountability (as applicable) Basic Info Product Characteristics
Item No.—
Dwg. Ref. —
Char. Type
Characteristics, targets,(specifications and requirements
asreference only)
Lower edge trim0.005 +/- .005
Upper edge trim0.005 +/- .005
Key
Key
SIG
10
3G
20
5F
30
BN3
Material Integrity --Plating adhesion SIG(Protect from hydrogen embrittlement)
Product Verification & Data
1. Product Verification
2. Data Maintenance3. Data Submittal
Product Verification & Data
1. Acceptance requirements performed by the supplier prior to shipment
2. Data to be maintained by the supplier relative to the product acceptance
3. Related data that mustbe submitted with the product to PWR-Canoga Park
3. Histogram -- distribution of all parts shipped
3. Submit C of C with each shipment
3. none
1. 100% inspect
1. Verify use of CP790; Accept and ship based on SPC data
1. 100% verify process performed per MPP NP98765
2. Maintain SPC data
2. Maintain inspection data
2. DNA

Page 43
Pratt & Whitney Rocketdyne
STRReceiving and SourceProduct Verification

Page 44
Pratt & Whitney Rocketdyne
Source Validation Plan
• Validation items that will be accomplished by PWR representative at the supplier facility
Source Validation Plan
• Validation items that will be accomplished by PWR representative at the supplier facility
Supplier Technical Requirements – Validation Plan

Page 45
Pratt & Whitney Rocketdyne
Receiving Validation Plan
• Completed at receipt
Receiving Validation Plan
• Completed at receipt
Supplier Technical Requirements – Validation Plan

Page 46
Pratt & Whitney Rocketdyne
Supplier Builds HardwareSupplier Builds Hardware
1. For any quality issues during build, please contact the Buyer
• The Buyer will contact the responsible Quality Engineer
• The Quality Engineers name and phone number can be found
on the PPAR
2. For any other issues contact your Buyer listed on the P.O.
• The Buyers name and phone number can be found on the
face of the Purchase Order
Supplier builds hardware
Supplier builds hardware
9

Page 47
Pratt & Whitney Rocketdyne
Supplier Builds HardwareSupplier Builds Hardware
1. When PWR Source inspection is required as denoted by Code
Q203/Q223 use Supplier Portal to request source visit
2. When Government inspection is required as denoted by
Code *Q202 call the local DCMA and arrange the visit
3. Government Inspection Definitions• Witness: Watch contractor perform operation, inspection, test,
process, etc.• Inspect: Independent, hands-on government Inspection.• Verify: Review of recorded data (inspection, test, etc.) for
conformance to specifications, procedures, test plans drawing requirements, etc.
Call for Source Inspection if applicable (Code Q203)Call for Government insp. If req’d (Code *Q202)
Call for Source Inspection if applicable (Code Q203)Call for Government insp. If req’d (Code *Q202)
10
*SSME Quality Code

Page 48
Pratt & Whitney Rocketdyne
Supplier Builds HardwareSupplier Builds Hardware
4. PWR Inspection Definitions
• Witness: To be present during and to observe an inspection,
test, or other examination performed by the supplier at the
supplier’s facility.
• Inspect: To obtain dimensional or other data by means of
direct measurement, gauging, testing, or examination of
product hardware, and then to compare that data with
applicable requirements to determine compliance.
• Verify: To examine or review inspection or test data,
documentation or other evidence of compliance that is
furnished by the supplier along with the product hardware to
which it refers.
Call for Source Inspection if applicable (Code Q203)Call for Government insp. If req’d (Code Q202)
Call for Source Inspection if applicable (Code Q203)Call for Government insp. If req’d (Code Q202)
10

Page 49
Pratt & Whitney Rocketdyne
Assemble the Data PackageAssemble the Data Package
• Tips on Assembling the Data Package
1. C of C• Include Q219 MR Statement• Include Q235 CAW Statement• Include RF020 or RF021 - No changes made statement
2. Certifications• Assure all certifications are included in E C of C• Assure certs complete, accurate and dates match• Assure Q220 NDT certs are compliant with code• Approved Technique Sheets are submitted
3. PPAR• Submit complete PPAR (all pages)
4. Acceptance• Submit evidence of all buy offs including Government
Assemble Data Package and scan into Electronic Certificate of Conformance
Assemble Data Package and scan into Electronic Certificate of Conformance
11
Frequent Rejections
Frequent Rejections

Page 50
Pratt & Whitney Rocketdyne
Tips to Improve E C of CFirst Time ThroughTips to Improve E C of CFirst Time Through
• Frequent Rejections of Electronic Certificate of Conformance
1. Violations of Quality Code Q220• Assure technique sheets are included• Assure all NDT certs are included• Assure information required per Q220 is on the cert
2. Missing Documentation
3. Documentation errors
4. Dates incorrect• Assure dates on certs and in E C of C are in sync
5. Violations of Quality Code Q219• Assure MR statement is on C of C
6. Violations of Quality Code Q235
Assemble Data Package and scan into Electronic Certificate of Conformance
Assemble Data Package and scan into Electronic Certificate of Conformance
11
Frequent Rejections

Page 51
Pratt & Whitney Rocketdyne
Tips to Improve E C of CFirst Time ThroughTips to Improve E C of CFirst Time Through
• Assure package is complete prior to scanning
• Refer to Scanning Guideline on line
• Submit E C of C using Supplier Portal
• T1 or DSL lines are best for download speed
• If problems occur during download please contact the Supplier Portal help desk
• A double check to assure all proper documents have been included is advisable
Submit E C of C for PWR Review
Submit E C of C for PWR Review
12

Page 52
Pratt & Whitney Rocketdyne
Tips to Improve Product SubmittalFirst Time ThroughTips to Improve Product SubmittalFirst Time Through
• Rejections at Receiving Inspection1. Identification errors
• Typos, Omissions, Wrong chemical etching, Missing Identification and/or serial numbers, wrong location on hardware
• Tip: Visually verify against the Purchase Order and drawing that the Part and serial numbers match each other and that they meet the drawing requirements
2. Quality Code Q207 (Material Testing Report)
• Assure test reports are submitted and meet chemical and physical specification requirements
• Include: Manufacturer's Name, Specification No., Rev. Change and Date, and Lot Number
3. Assure all E C of C documents that were submitted are delivered with the hardware along with X-Ray film if applicable
PWR notifies supplier of OK to Ship when E C of C is approved
PWR notifies supplier of OK to Ship when E C of C is approved
Supplier sends hardware to PWR
Supplier sends hardware to PWR
13 14
Frequent Rejections

Page 53
Pratt & Whitney Rocketdyne
ContactsContacts
• We are always looking for ways to improve so if you have comments or suggestions regarding this guide please contact:
• Neil Bussiere• (818) 586-6664• [email protected]
• Margaret Lunsford• (818) 586-1418• [email protected]

Pratt & Whitney Rocketdyne
Appendix
1. Acronyms2. Glossary
Page 55
Pratt & Whitney Rocketdyne
ASL: Approved Source List for Material
AGL: Activity Guide List (DCMA)
BTP: Buy-To-Package
CSP: Certified Special Process
CAW: Characteristics Accountability Worksheet
CRAW: Characteristics Risk Analysis Worksheet
C of C: Classification of Characteristics
C of C: Certificate of Conformance
CIL: Critical Items List
E C of C: Electronic Certificate of Conformance
FMEA: Failure Mode and Effects Analysis
AcronymsAcronyms

Page 56
Pratt & Whitney Rocketdyne
GMIP: Government Mandatory Inspection Points
IDCR: Inspection Discrepancy Control Record
NOR: Notice of Rejection
PCA: Process Characteristics Accountability
PCB: Process Change Board
PPAR: Procured Product Acceptance Requirements
PPIA: Process-Product Integrity Assessment
SMPP: Supplier Material Processing Procedure
RTS: Return to Supplier
AcronymsAcronyms

Page 57
Pratt & Whitney Rocketdyne
Approved Source List (ASL) ASLs identify the sources of supply from which materials or standard parts controlled by designated PWR specifications may be procured. The supplier should use only those suppliers listed on the Approved Source List for those materials or parts.
Activity Guide List (AGL)Government source inspection flow down from the customer. These are Government mandatory inspection points and must be identified in AGL report. They are required typically on NDT inspections Radiographic, and Penetrant inspections. If the government representative asks for inspections other than specified on the AGL and PPAR, contact the buyer.
Buy-To Package (BTP) The Buy-To Package is a collection of all the information and requirements needed to produce and identify an article of hardware. The BTP contains the Procured Product Acceptance Report with the embedded Characteristic Accountability Worksheet or Supplier Technical Requirements.
Certified Special Process (CSP) Certified Special Process (CSP) are designated processors to perform special processes. CSP’s are designated as such on the cover of the specification for PWR designed specifications. Approved processors will be found through Supplier Portal. Although suppliers must be chosen from the list their work must be managed by the prime contractor who has ultimate responsibility for the work performed. If the supplier has another vendor that they prefer to work with they must submit that name to PWR for approval.
Glossary

Page 58
Pratt & Whitney Rocketdyne
Characteristics Accountability Worksheet (CAW)Characteristics Accountability Worksheet is used to identify the most critical product characteristics and manage their production to preclude nonconformance. Characteristics are identified and controls applied to assure that hardware is built right the first time through.
Characteristics Risk Analysis Worksheet (CRAW)Characteristics Risk Analysis Worksheet is a form and process for assessing the riskassociated with the variation of individual product characteristics. When such variations could result in a significant, adverse effect on product quality, special controls must be instituted to mitigate the risk. Characteristics that receive a high risk number are transferred to the CAW to identify and approve controls.
Classification of Characteristics (C of C) (SSME program reference:)Classification of Characteristics is a method of recognizing characteristics that have been determined to pose some operating risk, as identified in the FMEA/CIL, in order to properly control their manufacture and inspection. Characteristics are classified as:
Critical: It is in the FMEA/CIL and this is the last time we have to assure conformancePrimary: It is in the FMEA/CIL and this is the next to last time we have to assure conformanceSignificant: It is not in the FMEA/CIL but poses some manufacturing risk
Glossary

Page 59
Pratt & Whitney Rocketdyne
Certificate of Conformance (C of C)A document provided by the supplier that assures all drawing and specification requirements have been met.
Critical Items List (CIL)List of critical components that if built improperly may result in catastrophic failure and the inspections that assure proper build.
Electronic Certificate of Conformance (E C of C)The Electronic method of submitting a Certificate of Conformance through the Supplier Portal and any applicable required documentation/certifications/inspections & tested required to validate the purchase as defined by the purchase contract.
Failure Modes and Effect Analysis (FMEA)An assessment performed to understand which hardware conditions may lead to failure.
Government Mandatory Inspection Points (GMIPs)Inspection points that are imposed by the Government (NASA) and verified by local DCMA personnel.
Inspection Discrepancy and Correction ReportA document used to report and correct hardware/documentation that violates drawing or specification requirements.
Glossary

Page 60
Pratt & Whitney Rocketdyne
Notice Of RejectionA document used to return procured product to a Supplier. The form is required to be submitted back to PWR with the return of the corrected product.
Process Characteristics Accountability (PCA)The PCA is used to enhance the level of control for selected processes. These documents are required to document actual sequence and nature of manufacturing, inspection, and in-process controlled operations required to ensure the integrity of the process or inspections method.
Process Change Board (PCB)This procedure establishes the basic system requirements for managing changes to customer and internal baselined documents that control the physical or functional characteristics or processes of our products. Program specific requirements/procedures are defined in the program specific Program Appendices identified below. These appendices shall comply with the basic requirements defined in this procedure.
Rejection Tag Used to document nonconformances found by PWR during the Source or Receiving Inspection Process including Electronic Certificate of Conformance as applicable.
Supplier Material Processing ProcedureThe SMPP is used to document the actual sequence and nature of manufacturing, inspection, and in-process control operations required to ensure the integrity of the process or inspection method.
Glossary


















