
PPT on performance collaboration
28
IF you find a path with no obstacles , it probably leads no where
-
Upload
kbsaurabh -
Category
Data & Analytics
-
view
245 -
download
0
Transcript of PPT on performance collaboration
IF you find a path with no obstacles , it probably leads no where
Here is the situation
Incoming Plant Shutdown
Project
Manufacturing Team
Here is the situation
Incoming Plant Shutdown
ProjectUnstoppable :
Project timelines non negotiable for
business
Manufacturing TeamClosing inventory
Needed 45 days equivalent sales for market continuity
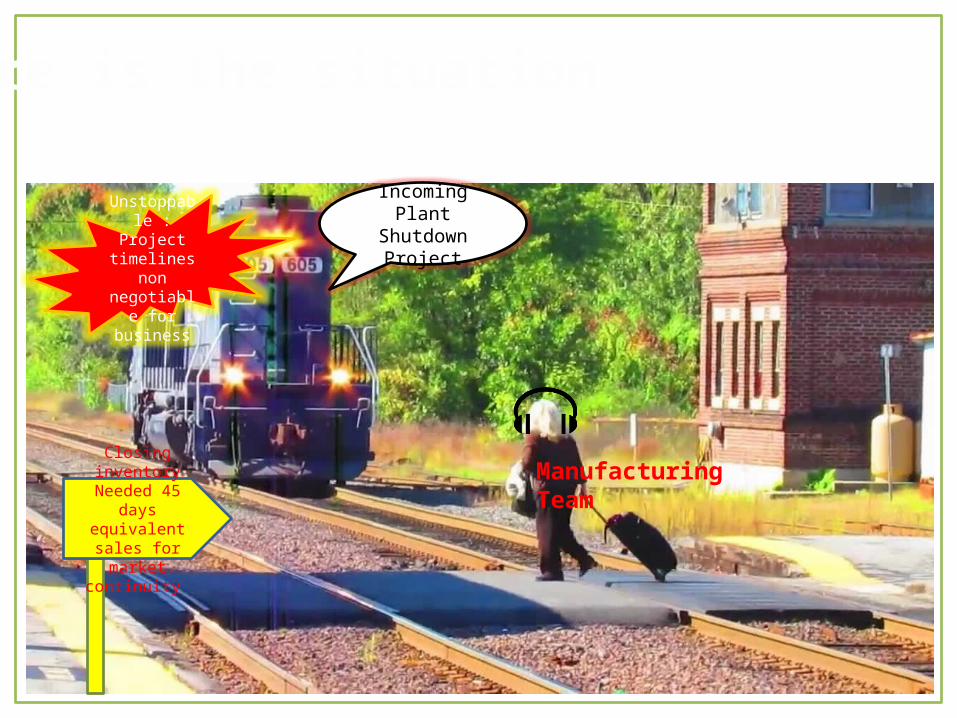
Here is the situation
Unstoppable : Project
timelines non negotiable for
business
Manufacturing TeamClosing inventory
Needed 45 days equivalent sales for market continuity
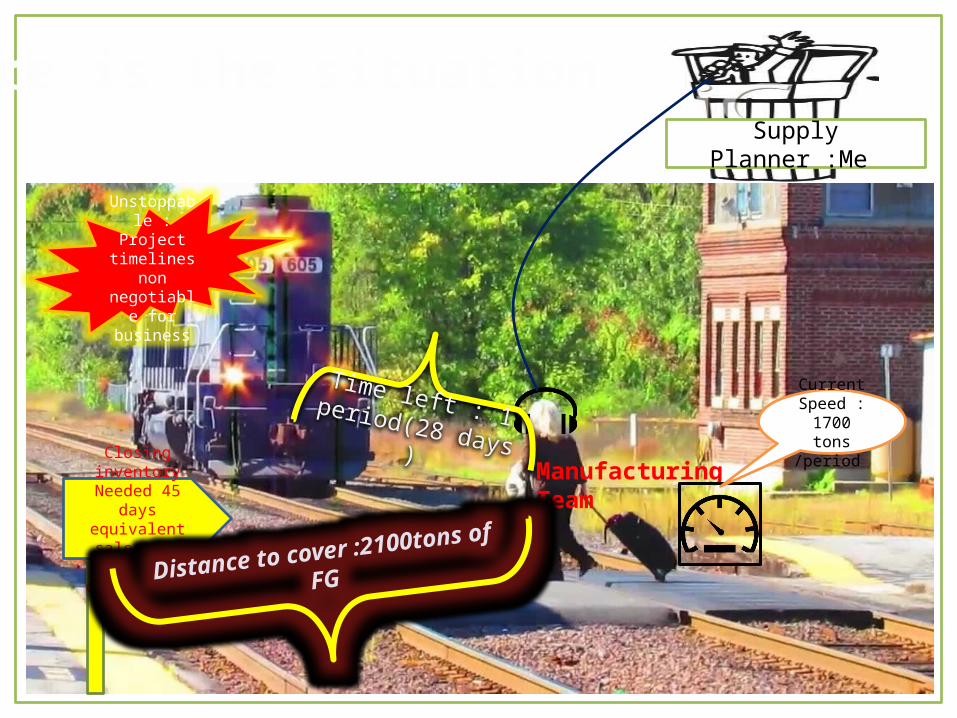
Time left : 1 period(28 days )
Distance to cover :2100tons of FG
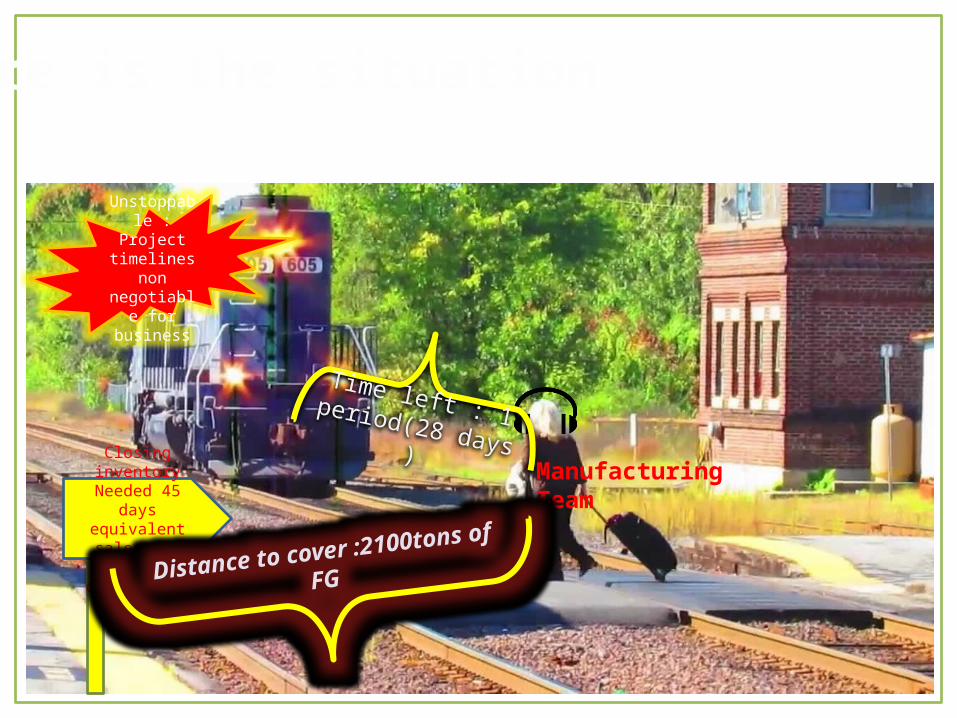
Here is the situation
Closing inventory Needed 45 days
equivalent sales for market continuity
Unstoppable : Project
timelines non negotiable for
business
Manufacturing Team
Current Speed : 1700 tons /period
Supply Planner :Me
Time left : 1 period(28 days )
Distance to cover :2100tons of FG
Here is the situation
• Factory Up gradation project was scheduled in Period 13 ( a.k.a P13 ≈ Dec 2014) • Length of Shutdown is one full period ( 28 days ) • Meant no production possible during the period • The Project dates were not flexible
• For ensuring market continuity for FG ( finished goods ) we required to close P12 with a 45 days of inventory coverage against sales forecast ( approx. 2600 tons of FG stocks )
• The inventory build up was originally planned over 3 periods of production preceding P13 , however due to multiple factors we could not achieve the same
• Ultimately it boiled down to making 2100 tons in P12
WHAT’s THE CHALLENGE IN IT ???
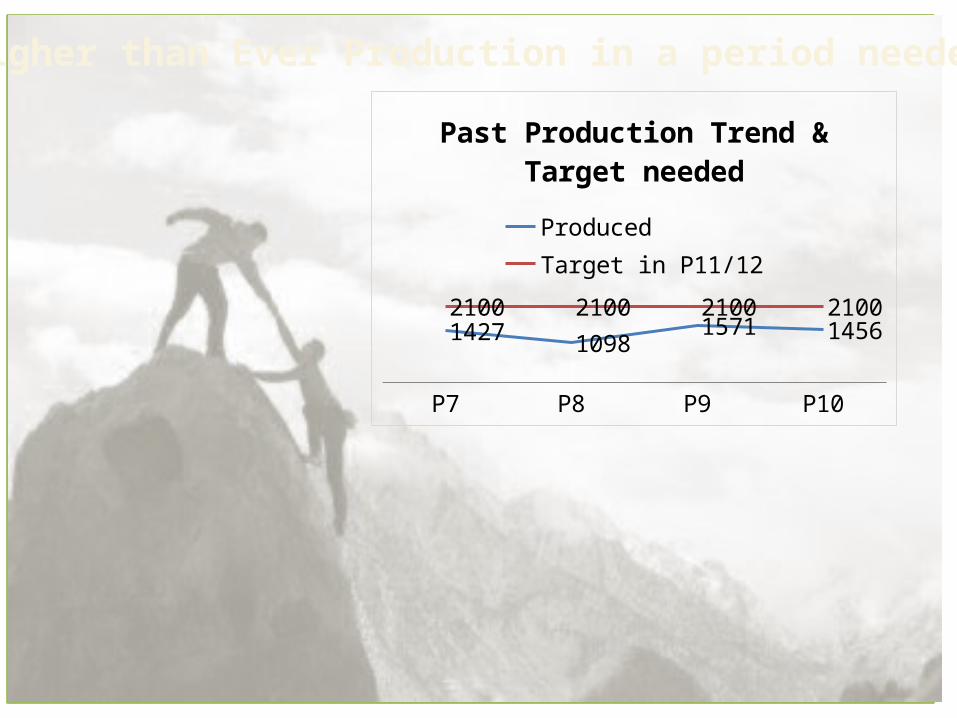
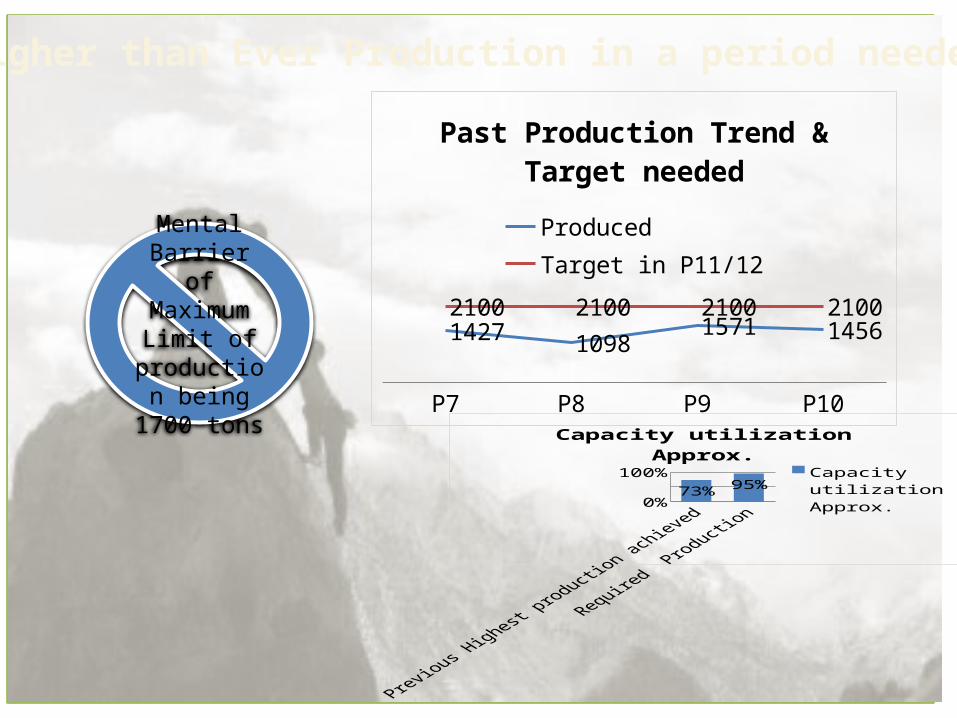
1) Higher than Ever Production in a period needed !!
P7 P8 P9 P10
14271098
1571 1456
2100 2100 2100 2100
Past Production Trend & Target needed
Produced Target in P11/12
P7 P8 P9 P10
14271098
1571 1456
2100 2100 2100 2100
Past Production Trend & Target needed
Produced Target in P11/12
0%40%80%
73%95%
Capacity utilization Approx.
Capacity uti-lization Approx.
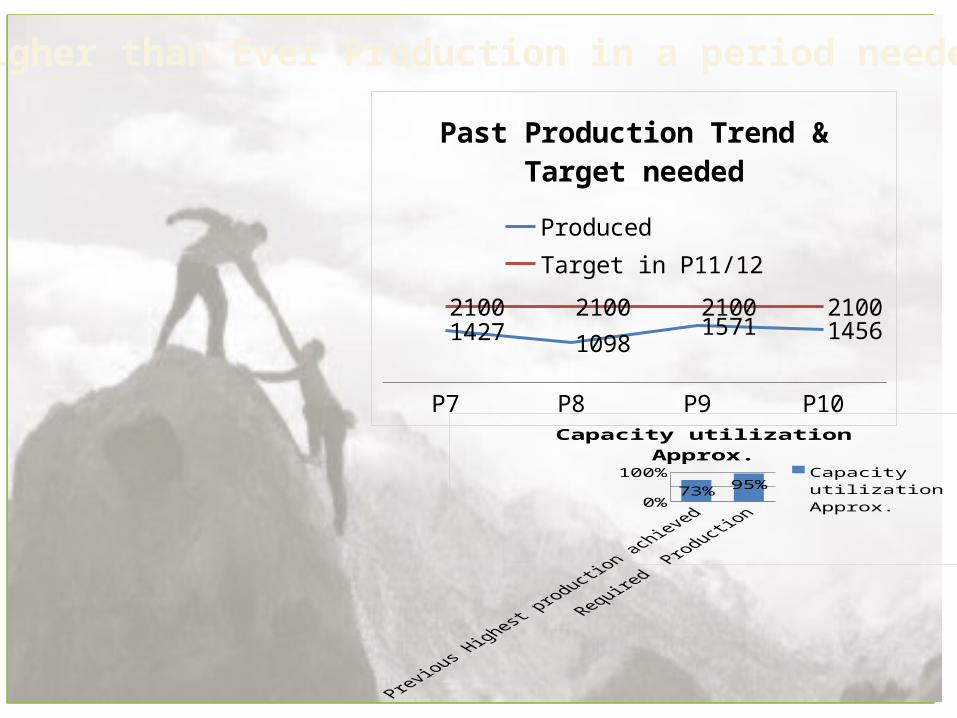
1) Higher than Ever Production in a period needed !!
P7 P8 P9 P10
14271098
1571 1456
2100 2100 2100 2100
Past Production Trend & Target needed
Produced Target in P11/12
0%40%80%
73%95%
Capacity utilization Approx.
Capacity uti-lization Approx.
1) Higher than Ever Production in a period needed !!
Mental Barrier of Maximum
Limit of production being 1700
tons
P7 P8 P9 P10
14271098
1571 1456
2100 2100 2100 2100
Past Production Trend & Target needed
Produced Target in P11/12
0%40%80%
73%95%
Capacity utilization Approx.
Capacity uti-lization Approx.
BREAKING THE BARRIER : CROSSING THE LIMIT
1) Higher than Ever Production in a period needed !!
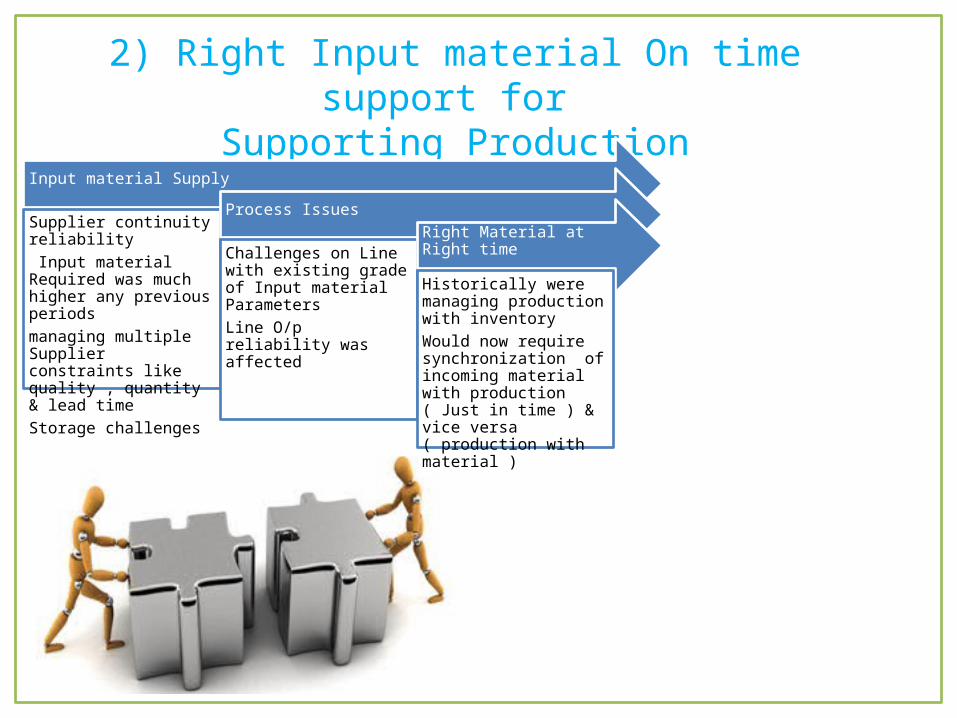
2) Right Input material On time support for Supporting Production
Input material Supply
Supplier continuity reliability Input material Required was much higher any previous periods managing multiple Supplier constraints like quality , quantity & lead time Storage challenges
Process Issues
Challenges on Line with existing grade of Input material Parameters Line O/p reliability was affected
Right Material at Right time
Historically were managing production with inventory Would now require synchronization of incoming material with production ( Just in time ) & vice versa ( production with material )
Input material Supply
Supplier continuity reliability Input material Required was much higher any previous periods managing multiple Supplier constraints like quality , quantity & lead time Storage challenges
Process Issues
Challenges on Line with existing grade of Input material Parameters Line O/p reliability was affected
Right Material at Right time
Historically were managing production with inventory Would now require synchronization of incoming material with production ( Just in time ) & vice versa ( production with material ) Reduced Reliability of
Over all supply ( Of Finished goods )
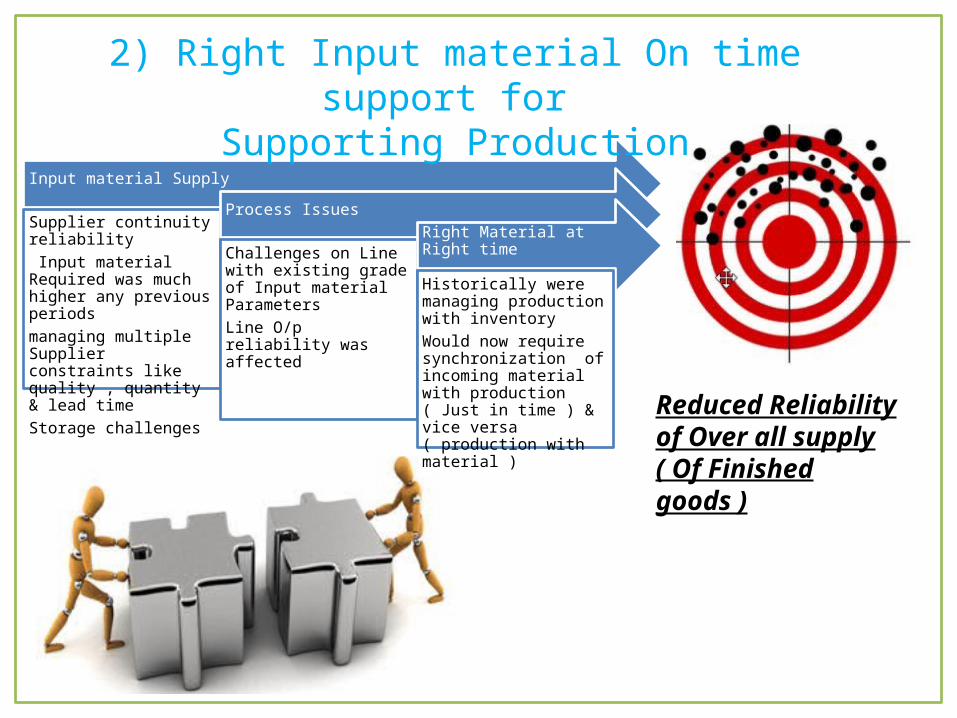
2) Right Input material On time support for Supporting Production
Input material Supply
Supplier continuity reliability Input material Required was much higher any previous periods managing multiple Supplier constraints like quality , quantity & lead time Storage challenges
Process Issues
Challenges on Line with existing grade of Input material Parameters Line O/p reliability was affected
Right Material at Right time
Historically were managing production with inventory Would now require synchronization of incoming material with production ( Just in time ) & vice versa ( production with material ) Reduced Reliability of
Over all supply ( Of Finished goods )
Breaking the NORM: Changing Ways of
working :: Providing material Right on Time
2) Right Input material On time support for Supporting Production
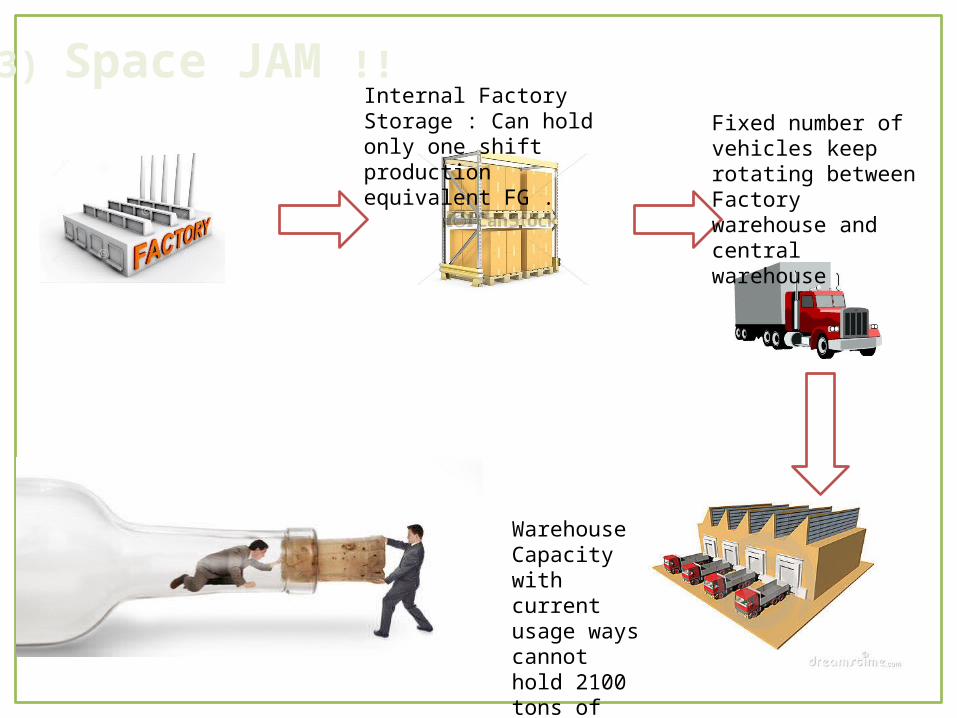
3) Space JAM !!Internal Factory Storage : Can hold only one shift production equivalent FG .
Fixed number of vehicles keep rotating between Factory warehouse and central warehouse
Warehouse Capacity with current usage ways cannot hold 2100 tons of Product
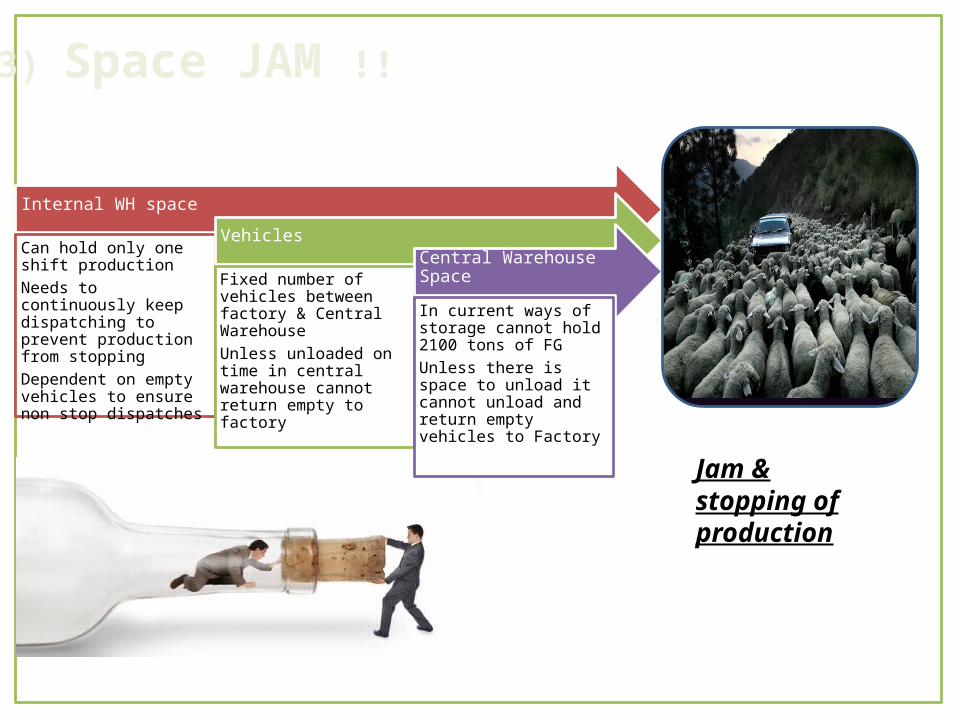
Internal WH space
Can hold only one shift productionNeeds to continuously keep dispatching to prevent production from stopping Dependent on empty vehicles to ensure non stop dispatches
Vehicles
Fixed number of vehicles between factory & Central WarehouseUnless unloaded on time in central warehouse cannot return empty to factory
Central Warehouse Space
In current ways of storage cannot hold 2100 tons of FG Unless there is space to unload it cannot unload and return empty vehicles to Factory
Jam & stopping of production
3) Space JAM !!

Internal WH space
Can hold only one shift productionNeeds to continuously keep dispatching to prevent production from stopping Dependent on empty vehicles to ensure non stop dispatches
Vehicles
Fixed number of vehicles between factory & Central WarehouseUnless unloaded on time in central warehouse cannot return empty to factory
Central Warehouse Space
In current ways of storage cannot hold 2100 tons of FG Unless there is space to unload it cannot unload and return empty vehicles to Factory
Jam & stopping of production
3) Space JAM !!
3) Quality & Manpower
Quality
• Our First principle , we follow stringent Standards
• In View of targeting a high Production need to ensure quality as well
• Weekly 2 Shifts normally is planned downtime for Line cleaning
Manpower • For the targeted production the
Man Hours requirement higher than regular Supply

Quality
• Our First principle , we follow stringent Standards
• In View of targeting a high Production need to ensure quality as well
• Weekly 2 Shifts normally is planned downtime for Line cleaning
Manpower • For the targeted production the
Man Hours requirement higher than regular Supply
Breaking the NORM: Maintain Balance
3) Quality & Manpower
Challenges Pulling focus in Different directionsHow to Achieve
Such High production
Input Material
Space JAM
Maintain Quality
Of Products
Manpower Availability
My Role National Supply Planner – SPOC between Demand ( Sales ) & Supply ( Production )What was done :
1) Highlighted the need of Reaching the Goal & buy in / support garnered from top management
2) Set the overall target for the Supply System 3) Challenged the System to deliver the requirement 4) Individually connected with Stakeholders
( Operations , Warehouse / Supply chain / , Procurement , Quality , HR ) on the challenges voiced
5) Again Set the Goal convinced the entire Supply team that it is possible , got their buy in :: Alignment done, negotiation done on what is required for each function to deliver to ensure over all goal is met
6) Connected All stakeholders Under one platform to achieve ways to complement each other
7) Monitoring and course correct
Led all the discussions and acted as the center point for the entire project planning to achieve the target of 2100 tons production & delivery

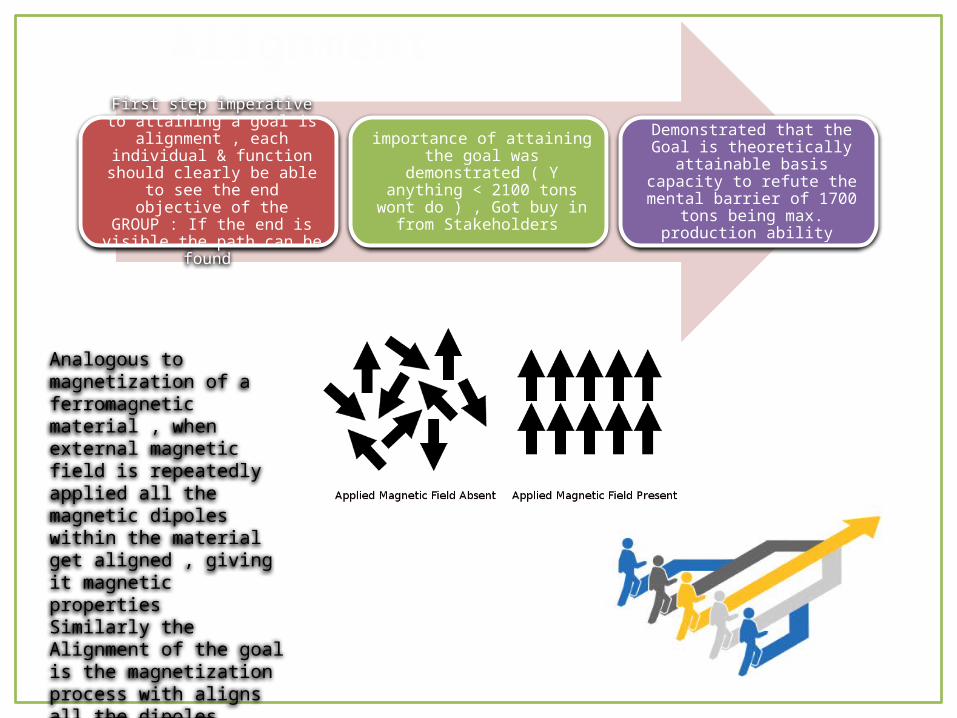
Alignment
First step imperative to attaining a goal is alignment , each individual & function should clearly be able
to see the end objective of the GROUP : If the end is visible the
path can be found
importance of attaining the goal was demonstrated ( Y anything < 2100 tons wont do ) , Got buy in
from Stakeholders
Demonstrated that the Goal is theoretically attainable basis capacity to refute the mental
barrier of 1700 tons being max. production ability
Analogous to magnetization of a ferromagnetic material , when external magnetic field is repeatedly applied all the magnetic dipoles within the material get aligned , giving it magnetic propertiesSimilarly the Alignment of the goal is the magnetization process with aligns all the dipoles ( Functions )within an organization to achieve a magnetic attraction to wards achieving the goal
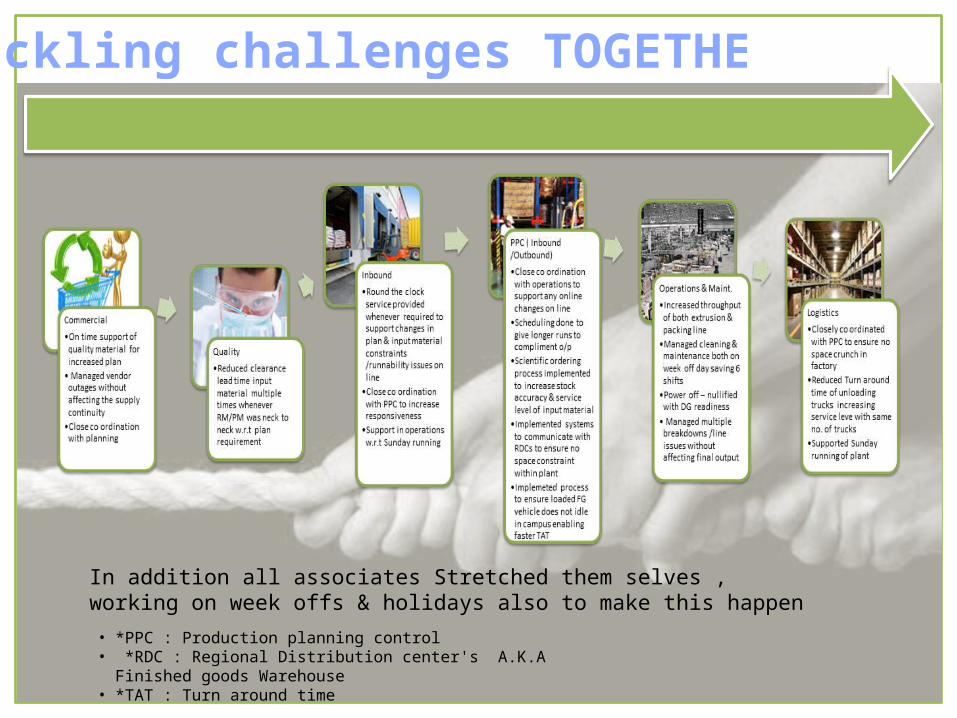
Tackling challenges TOGETHER
•To reach the goal , identified the individual challenges for each function ( Previously Shared)
Identify Challenges
• If u share your challenge with a larger audience , it will become everyone's challenge ! SO together everyone will try to find solution
•The individual challenges for each function was discussed together to find ways all can complement each other .
•Example Production wants more runtime to meet goal , so maintenance team offers to do preventive maintenance on the weekly off DAY !!
Share the challenges with TEAM ( together everybody achieves more )
•List all alternatives & together select best method to deliver result •Set service level expectations within teams ( internal supplier customer relationship )•Commonly agree to the ways of working
Find feasible solutions
Tackling challenges TOGETHER
In addition all associates Stretched them selves , working on week offs & holidays also to make this happen • *PPC : Production planning control• *RDC : Regional Distribution center's A.K.A Finished goods Warehouse• *TAT : Turn around time
Working on a Common Plan
Common plan
• Ensured we all had the same operating plan & alignment • Individual functional plan ( e.g. Incoming material , maintenance
schedule etc. ) were also shared with each stakeholders to enable decision making for individual action
• Defined Success criteria & milestones in each individual operation basis which would trigger the next course of action
Monitoring and course correction
• Daily Cockpit meetings to take stock & take quick responsive decisions
• Multiple Daily Progress reports generated to track situation & raise alerts
• Basis the lag/deviation from plan or changes , change in plans done fast to get back to original target
Results
• We manufactured 2062 tons against targeted 2100 tons• Highest ever manufactured in a period • Lowest cost of conversion & logistics ever achieved • Ensured we had enough pipeline to fill up stocks during plant shutdown
Personally the most Proud feeling was the change in Mindset that was brought about in the entire process
Lets try going even
higherCan doWill DoWill try Possible but very
toughCant do
THANK You









![Performance Appraisal ppt [hrm]](https://static.fdocuments.us/doc/165x107/54c0ea914a795970718b45b8/performance-appraisal-ppt-hrm.jpg)


