Powder Metallurgy
24
WDER METALLUR
-
date post
14-Dec-2015 -
Category
Documents
-
view
11 -
download
3
description
Powder Metallurgy
Transcript of Powder Metallurgy

POWDER METALLURGY

Introduction• Highly developed method of manufacturing
precision metal parts.
• Concerned with the production of metal powders and converted them to useful shape.
• It is a material processing technique in which particulate materials are consolidated to semi-finished products.

History• Early Egyptians iron implants which date
from at least 3000 BC.
• In Greece the manufacture of iron components were widespread in 800-600 BC.
• Manufacture of large objects were known to Indians as early as 300 AD.

• Wollaston (England) and Sobolevskiy (Russia)-early nineteenth century for processing platinum.
• The first modern PM product was the tungsten filament for electric light bulbs developed in the early 1900s.

Advantages
• Complex shapes can be produced
• Scrap is eliminated or reduced
• Wide composition variations are possible
• Eliminates or minimizes machining
• High production rates

Disadvantages
• Inferior strength properties
• High material cost
• the size will always change on sintering.
• potential workforce health problems from atmospheric contamination of the workplace.

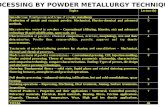
•Atomization
Produces a liquid-metal stream by injecting molten metal through small orifice. The stream is broken up by jets of inert gas, air, or water.

Reduction- Uses gases (hydrogen and CO) to remove oxygen from metal oxides.
Electrolytic deposition- Utilizes aqueous solutions. Produces purest form of metal powder.

Mechanical alloying
-Powders of two or more pure metals are mixed in a ball mill. This process forms alloy powders

Basic Steps In Powder Metallurgy (P/M)
1. Powder Production2. Blending or Mixing3. Compaction4. Sintering5. Finishing

Powder Production
• Atomization the most common• Others
– Chemical reduction of oxides– Electrolytic deposition
• Different shapes produced– Will affect compaction process
significantly

Blending or Mixing• Can use master alloys, (most commonly) or
elemental powders that are used to build up the alloys– Master alloys are with the normal alloy
ingredients
• Elemental or pre-alloyed metal powders are first mixed with lubricants or other alloy additions to produce a homogeneous mixture of ingredients

Blending or Mixing
• The initial mixing may be done by either the metal powder producer or the P/M parts manufacturer.
• When the particles are blended:– Desire to produce a homogenous blend– Over-mixing will work-harden the
particles and produce variability in the sintering process

EQUIPMENT USED IN MIXING:
DOUBLE CONE MIXER


Compaction
• Usually gravity filled cavity at room temperature
• Pressed at 60-100 ksi• Produces a “Green”
compact– Size and shape of
finished part (almost)– Not as strong as
finished part – handling concern
• Friction between particles is a major factor

Isostatic Pressing
• Because of friction between particles Because of friction between particles
• Apply pressure uniformly from all directions (in Apply pressure uniformly from all directions (in theory)theory)

Sintering• Parts are heated to
~80% of melting temperature
• Transforms compacted mechanical bonds to much stronger metal bonds
• Many parts are done at this stage. Some will require additional processing

• Final part properties drastically affected
• Fully sintered is not always the goal– ex. Self lubricated bushings
• Dimensions of part are affected
Sintering

Die Design for P/M• Thin walls and projections create fragile tooling.
• Holes in pressing direction can be round, square, D-shaped, keyed, splined or any straight-through shape.
• Draft is generally not required.
• Generous radii and fillets are desirable to extend tool life.
• Chamfers, rather the radii, are necessary on part edges to prevent burring.
• Flats are necessary on chamfers to eliminate feather-edges on tools, which break easily.

COMMON USESAutomotive ComponentsMedical Implants Tubing and PipingModelsRestoration projectsKitchenwareSculptures Artistic materialsMachinery

IMPORTANCE TO SOCIETY
Powder Metallurgy is an effective and profitable material processing route to produce a variety of products for engineering industries.

CONCLUSIONPowder metallurgy…
• utilizes 95% of the raw material used
• uses less energy compare to any other metal manufacturing