
Potential of combined enzymatic interesterification and ...
20
Potential of combined enzymatic interesterification and fractionation of palm oil and its fractions Koen Dewettinck, Nguyen Tuyet Mai, Nathalie De Clercq, Cecilia Rodriquez, Véronique Gibon
Transcript of Potential of combined enzymatic interesterification and ...

Potential of combined enzymatic interesterification and fractionation of palm oil and its fractions
Koen Dewettinck, Nguyen Tuyet Mai, Nathalie De Clercq, Cecilia Rodriquez, Véronique Gibon

Food Technology and Engineering at the Department of Food Safety and Food QualityProf. Koen Dewettinck
Palm oil
o Equatorial regions
o Largest produced vegetable oil in the world (>40 million T/yr)
o Broad spectrum of triglycerides → ‘fractions’: stearin, olein
o Refined & processed worldwide into frying oils, margarines, baking fats, salad oils…
Modification techniques
o Fractionation: separation of triglycerides by fractional crystallization (sometimeswith aid of a solvent)
o Interesterification: re-arrangement of fatty acids of triglycerides
Combining techniques: synergistic effects
EIEDry
Fractionation
Simple, clean & safe No side reactions Limited post-treatment More healthy, natural
Physical process (no chemicals involved) Fully reversible Limited pre-/post-refining required
Fractionation
Improvement
on process level (faster process, higher yields…) ?on product level (cold stability, structural assets…) ?
+

Food Technology and Engineering at the Department of Food Safety and Food QualityProf. Koen Dewettinck
Enzymatic IE (Batch)
Columns with enzyme
(+/- 90 g in both)
Water bath system(aquarium)
Heater
Pump
Continuous EIE
Desmet Ballestra

Food Technology and Engineering at the Department of Food Safety and Food QualityProf. Koen Dewettinck
Classical way
Fractionation Stearin fraction InteresterificationPalm Oil(PO)
This research: How can interesterification improve fractionation?
Interesterification FractionationPalm Oil or
fractions

Results
Food Technology and Engineering at the Department of Food Safety and Food QualityProf. Koen Dewettinck
Food Technology and Engineering at the Department of Food Safety and Food QualityProf. Koen Dewettinck
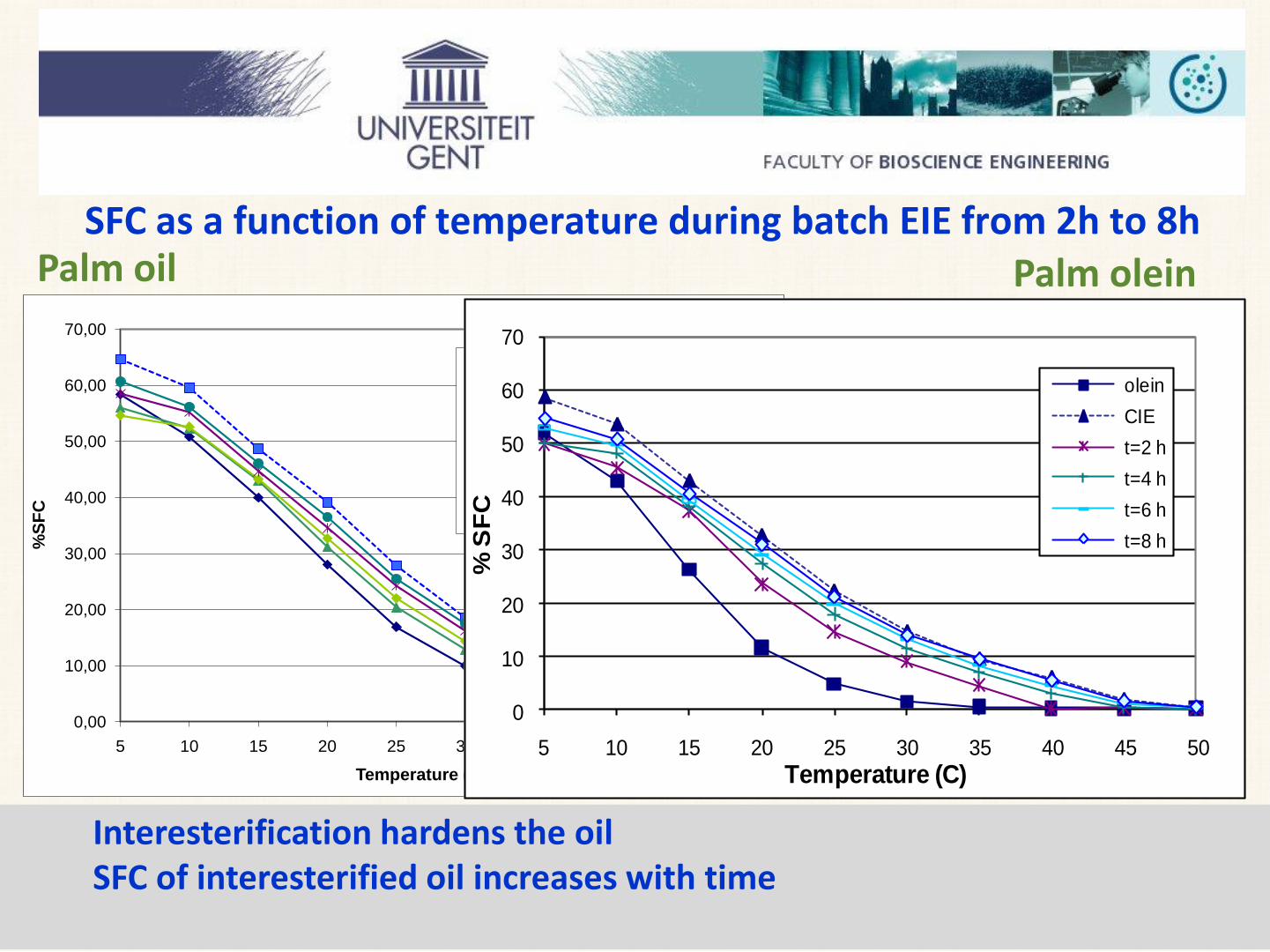
SFC as a function of temperature during batch EIE from 2h to 8hPalm oil Palm olein
Interesterification hardens the oilSFC of interesterified oil increases with time
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
5 10 15 20 25 30 35 40 45 50
%S
FC
Temperature (C)
PO
CIE
B-EIE t=2h
B-EIE t=4h
B-EIE t=6h
B-EIE t=8h
0
10
20
30
40
50
60
70
5 10 15 20 25 30 35 40 45 50
% S
FC
Temperature (C)
olein
CIE
t=2 h
t=4 h
t=6 h
t=8 h

Food Technology and Engineering at the Department of Food Safety and Food QualityProf. Koen Dewettinck
SFC as a function of temperature during batch EIEPalm oil (8h, 22h, 28h & 30h) Palm olein (16h to 24h)
CIE: referenceReaching randomization: Palm oil (after ~22h ), Palm olein (after ~16h)
0
10
20
30
40
50
60
70
5 10 15 20 25 30 35 40 45 50
% S
FC
Temperature (C)
PO
CIE
B-EIE t=22h
B-EIE t=28h
B-EIE t=30h
B-EIE t=8h
0
10
20
30
40
50
60
70
5 10 15 20 25 30 35 40 45 50
% S
FC
Temperature (C)
olein
t=20 h
t=22 h
t=24 h
CIE
t=18 h
t=16 h

Food Technology and Engineering at the Department of Food Safety and Food QualityProf. Koen Dewettinck
SFC of palm oil/palm olein, CIE and EIE (batch and continuous)
Palm oil
Palm olein
No matter which process (batch EIE, continuous EIE), both lead to a randomization(CIE)
0
10
20
30
40
50
60
70
5 10 15 20 25 30 35 40 45 50
% S
FC
Temperature (C)
SFC (%) PO
SFC (%) CIE
SFC (%) EIE batch
SFC (%) EIE cont.
0
10
20
30
40
50
60
70
5 10 15 20 25 30 35 40 45 50
%S
FC
Temperature (C)
POl
CIE
SFC (%) EIE batch
SFC (%) EIE cont.
Food Technology and Engineering at the Department of Food Safety and Food QualityProf. Koen Dewettinck
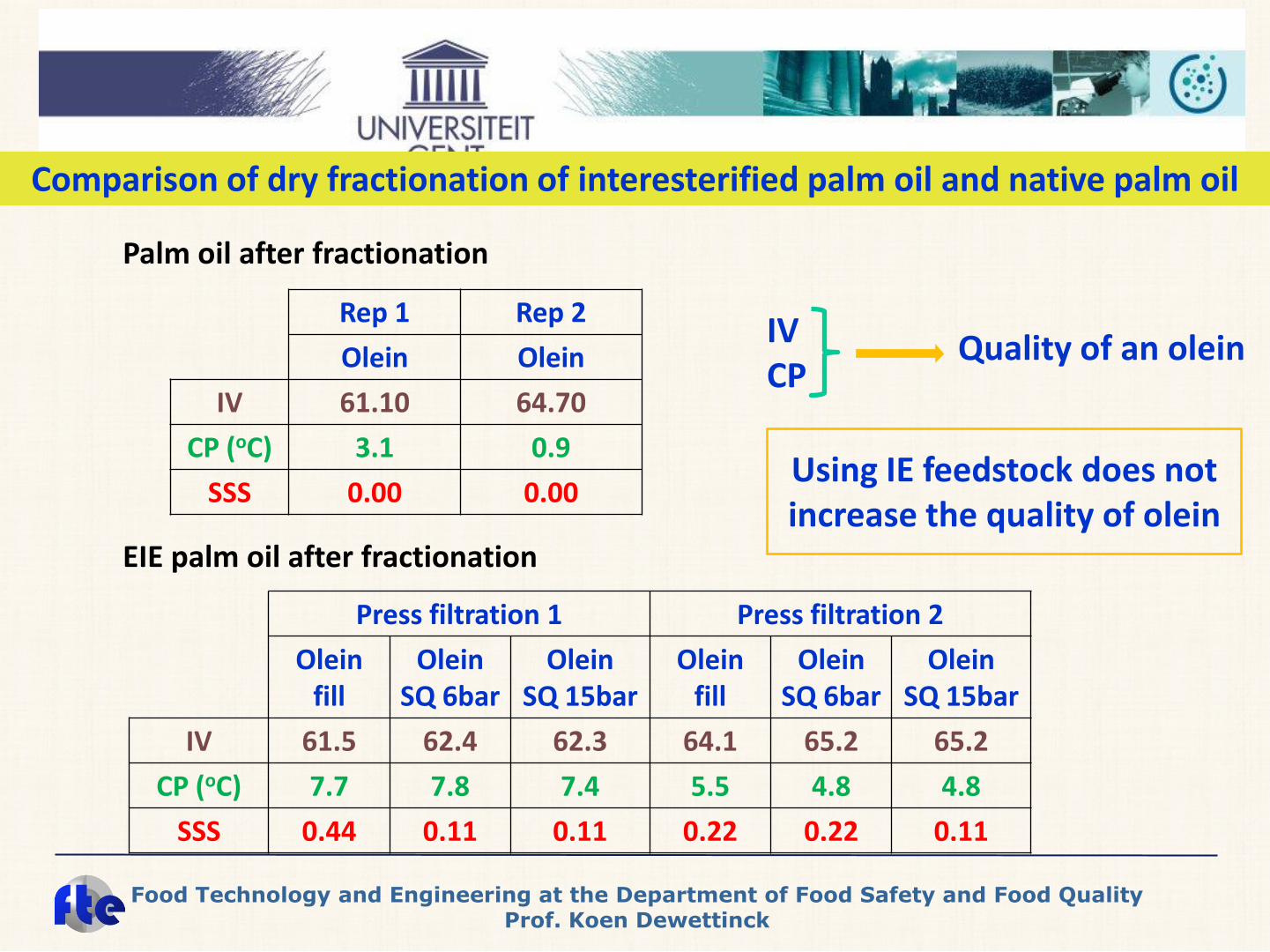
Comparison of dry fractionation of interesterified palm oil and native palm oil
EIE palm oil after fractionation
Palm oil after fractionation
IVCP
Quality of an olein
Using IE feedstock does not increase the quality of olein
Rep 1 Rep 2
Olein Olein
IV 61.10 64.70
CP (oC) 3.1 0.9
SSS 0.00 0.00
Press filtration 1 Press filtration 2
Oleinfill
OleinSQ 6bar
OleinSQ 15bar
Oleinfill
OleinSQ 6bar
OleinSQ 15bar
IV 61.5 62.4 62.3 64.1 65.2 65.2
CP (oC) 7.7 7.8 7.4 5.5 4.8 4.8
SSS 0.44 0.11 0.11 0.22 0.22 0.11

Food Technology and Engineering at the Department of Food Safety and Food QualityProf. Koen Dewettinck
Interesterified palm olein as a seeding agent during the fractionation of palm olein?
Palm oleinInteresterification
Blend 92%p.olein/8%p.oilBlend A (ref)
Fractionation
Blend 98%p.olein/2%EIEp.oleinBlend B
Fractionation
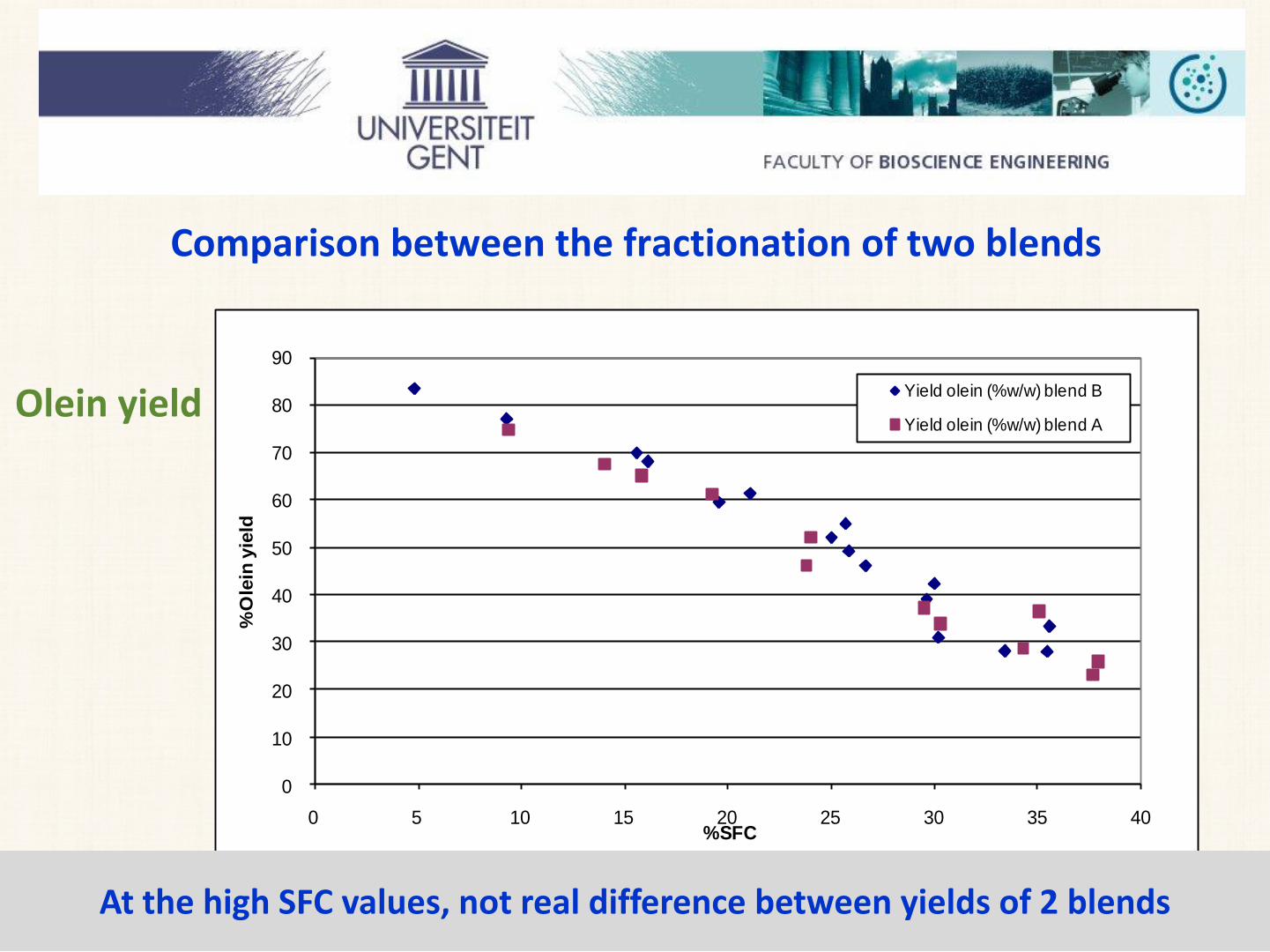
Comparison between the fractionation of two blends
Food Technology and Engineering at the Department of Food Safety and Food QualityProf. Koen Dewettinck
0
10
20
30
40
50
60
70
80
90
0 5 10 15 20 25 30 35 40
%O
lein
yie
ld
%SFC
Yield olein (%w/w) blend B
Yield olein (%w/w) blend AOlein yield
At the high SFC values, not real difference between yields of 2 blends

Iodine value
Food Technology and Engineering at the Department of Food Safety and Food QualityProf. Koen Dewettinck
50
52
54
56
58
60
62
64
66
68
0 5 10 15 20 25 30 35 40
IV c
alc
ula
ted
%SFC
IV mix olein blend B
IV mix olein blend A
IV increased over the whole range of SFCBelow 25% SFC, IV of blend B is higher than blend A

Food Technology and Engineering at the Department of Food Safety and Food QualityProf. Koen Dewettinck
-2
-1
0
1
2
3
4
5
6
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40
Clo
ud
po
int (C
)
%SFC
CP mix (oC) blend B
CP mix (oC) blend A
Cloud point
Above 30% SFC, CP of blend B remains more or less constant

TAG composition of the olein fractions from blend A and Bat SFC between 25% and 35%
Food Technology and Engineering at the Department of Food Safety and Food QualityProf. Koen Dewettinck
Adding interesterified palm olein did not improvethe quality of the palm olein fraction
Blend A Blend B

Why interesterification does not help the fractionation
Food Technology and Engineering at the Department of Food Safety and Food QualityProf. Koen Dewettinck
Food Technology and Engineering at the Department of Food Safety and Food QualityProf. Koen Dewettinck
Interesterification:
The ratio of POP/OPP in IE palm olein is significantly changed
Effect of the POP/OPP ratio
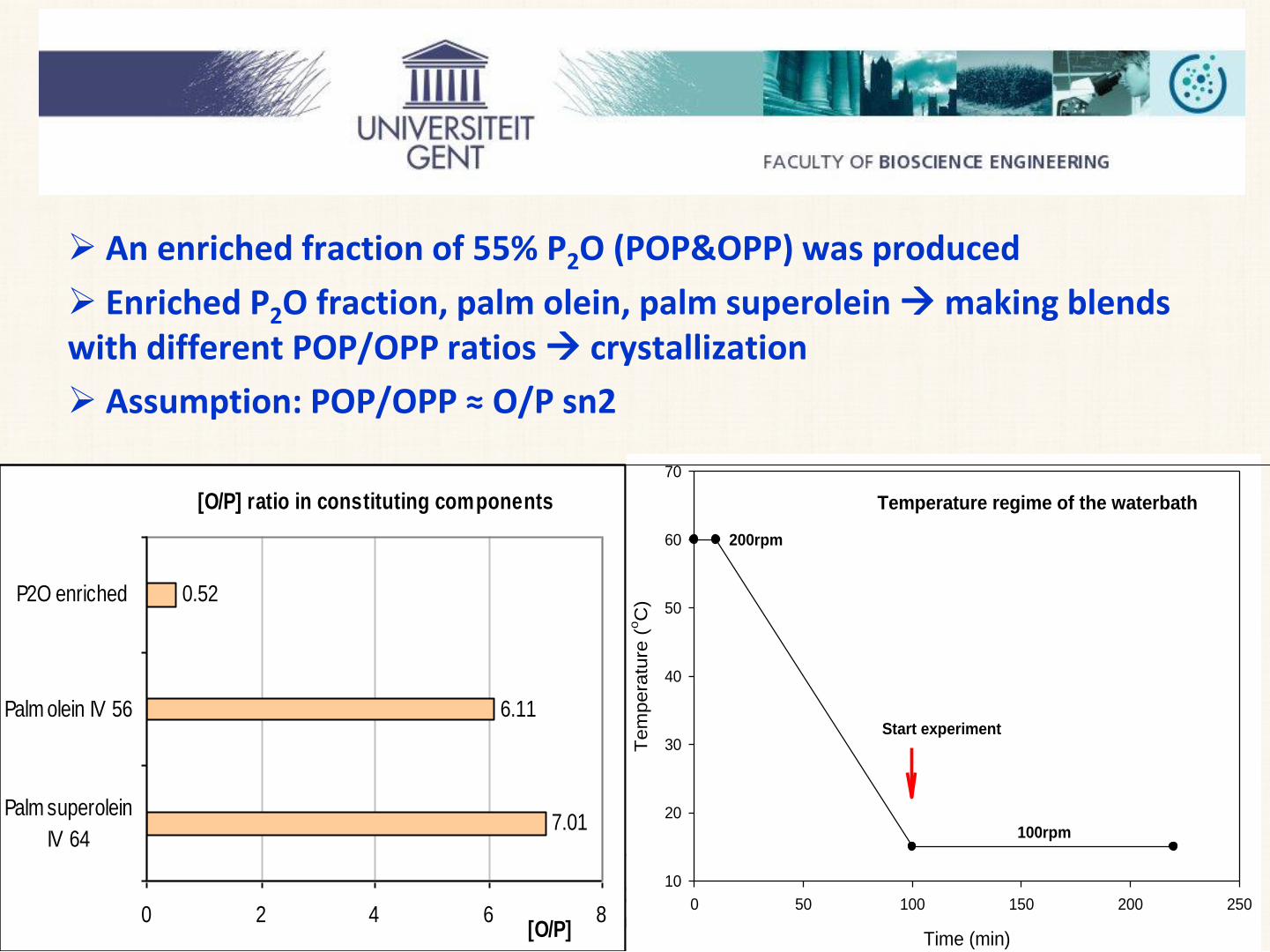
An enriched fraction of 55% P2O (POP&OPP) was produced
Enriched P2O fraction, palm olein, palm superoleinmaking blends with different POP/OPP ratios crystallization
Assumption: POP/OPP ≈ O/P sn2
Food Technology and Engineering at the Department of Food Safety and Food QualityProf. Koen Dewettinck
[O/P] ratio in constituting components
7.01
6.11
0.52
0 2 4 6 8
Palm superolein
IV 64
Palm olein IV 56
P2O enriched
[O/P] Time (min)
0 50 100 150 200 250
Tem
pera
ture
(oC
)
10
20
30
40
50
60
70
Temperature regime of the waterbath
Start experiment
100rpm
200rpm

Food Technology and Engineering at the Department of Food Safety and Food QualityProf. Koen Dewettinck
SFC profiles during lab scale isothermal crystallization at 15oC
0
1
2
3
4
5
0 1 2 3 4 5 6 7
[O/P] ratio
SF
C
30min
60min
90min
120min
Palm olein IV56
Lab scale crystallization
▪ Higher O/P ratio higher SFC better crystallization
▪ Interesterification: O/P ratio decreased crystallization was worse

Food Technology and Engineering at the Department of Food Safety and Food QualityProf. Koen Dewettinck


















