Plant Level Lean Mfg Self Assessment Documents
29
INSTRUCTIONS FOR THE ASSESSMENT SHEETS There are 11 are as for the lean assessment, incl udin g cul tur e & awa reness, probl em solvi ng, standardized work, kaizen, material hand lin g (kanban), quick changeover, 6, visua l management, to tal preventive mai ntenance, fle! ibl e operations and error"proofing# $lease develop a roadmap for impro vement for each area that %ou score less than ' on# f %ou have an% questions fee l free to ask for assistance# *ach area has a two page assessment# +or e!ample, the first page of culture & awareness- has a .easurable- section (with levels and cir cles to be fil led i n)# The second page of cultur e & awareness- consists of questi ons and a chart# The questions are designe d to aid %ou in i dentif %i ng the correct level of the measurable on the first page# The chart (enabler s, disabl ers, and evide nce of best practices) is intended to allow %ou to ide nti f% evidence of factors that encour age lean thi nki ng (enablers) or discourage it (disab lers)# The evide nce of best practices- bo! is where %ou would record practices or procedures which s hould be adopted and spread throughout the compan% # /nce consensus is reached on the number of quarters- that should be filled in for each element, this measura ble can be convert ed to a percentage# +or e!ample, %ou and %our team a chieve consensus that shadin g in three quarters- of the level 0 measu rable i n culture and awareness- i s accurate# +or the purposes of this calculati on, consider all the quarters- below level 0 as shaded in# o the calculat ion would be 11 quarters- (four for level 1, four for level , four for level 0) divided b% ' total quarters- or 22# 3fter the eleven individual areas are assessed, the summar% results are recorded on the radar chart and %ou and %ou team would then fill out the lean planning and lean tracking forms included at the end of this document#
-
Upload
mani-rathinam-rajamani -
Category
Documents
-
view
214 -
download
5
Transcript of Plant Level Lean Mfg Self Assessment Documents

8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 1/29
INSTRUCTIONS FOR THE ASSESSMENT SHEETS
There are 11 areas for the lean assessment, including culture & awareness, problem solving,standardized work, kaizen, material handling (kanban), quick changeover, 6, visual management, total preventive maintenance, fle!ible operations and error"proofing# $lease develop a roadmap for improvement for each area that %ou score less than ' on# f %ou have an% questions feel free to ask for assistance#
*ach area has a two page assessment# +or e!ample, the first page of culture & awareness- has a.easurable- section (with levels and circles to be filled in)# The second page of culture & awareness-consists of questions and a chart# The questions are designed to aid %ou in identif%ing the correct levelof the measurable on the first page# The chart (enablers, disablers, and evidence of best practices) isintended to allow %ou to identif% evidence of factors that encourage lean thinking (enablers) or discourage it (disablers)# The evidence of best practices- bo! is where %ou would record practices or procedures which should be adopted and spread throughout the compan%#
/nce consensus is reached on the number of quarters- that should be filled in for each element, thismeasurable can be converted to a percentage# +or e!ample, %ou and %our team achieve consensus thatshading in three quarters- of the level 0 measurable in culture and awareness- is accurate# +or the purposes of this calculation, consider all the quarters- below level 0 as shaded in# o the calculationwould be 11 quarters- (four for level 1, four for level , four for level 0) divided b% ' total quarters-or 22#
3fter the eleven individual areas are assessed, the summar% results are recorded on the radar chart and%ou and %ou team would then fill out the lean planning and lean tracking forms included at the end of this document#

8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 2/29
Culture and Awareness
(Customer Focused - Employees Aware
!e"#n#t#on$ 4ow management e!plains and acts upon its values# 4ow ordinar% problems aredealt with# 4ow the plant perceives management attitudes and behaviors# 4ow the customer(internal or e!ternal) is regarded# 5ommunication within the plant#
Instruct#ons$ F#ll #n t%e num&er o" 'uarters) "or eac% c#rcle t%at corresponds to t%e le*el
o&ser*ed #n t%e plant+ Use t%e uest#ons on t%e &ac, o" t%#s s%eet to a#d #n e*#dence at%er#n .
/e*el Measura&le E*#dent1 *mplo%ee awareness level of the plant vision, plant goals and customer e!pectations is
minimal# 12
43
*mplo%ees understand who their internal (ne!t process) and e!ternal customers are and what
the% e!pect " the% receive feedback from later processes in the plant emplo%ees visitcustomer sites# ome emplo%ees are aware of the plant vision and goals#
0 3ll emplo%ees have access to ke% information, resources and support to meet and e!ceedcustomer e!pectations, including sales, qualit% and deliver% issues# .ost emplo%ees areaware of the plant vision and goals#
7 The organization fosters and measures emplo%ee satisfaction# There is evidence ofcommitment to organizational goals leaders build and support open "wa% communication,trust, teamwork and continuous improvement# 3ll emplo%ees are aware of the plant visionand goals#
2 $roblem solving teams are consistentl% assigned, trained, given authorit% and are working on
all ke% top customer issues# Teams are obtaining permanent root cause solutions# .ostemplo%ees share and promote the plant vision and goals#
6 The 8customer first8 concept has penetrated to ever% corner of the plant# 9henever a problem or abnormalit% occurs, people get to work at once to make a permanent correctiveimprovement# *ver% emplo%ee shares and promotes the plant vision and goals#
Cultural Awareness Assessment = Filled Quarters / Total Quarters ____/_24_ = _____ %
0ey:
1: ' " ;ot found an%where 2: <2 " =er% t%pical, some e!ceptions
3: 2 " /nl% seen in some areas 4: 1'' " *ver%where in plant, no e!ceptions
5: 2' " 5ommonl% found but not in the ma>orit% of cases

8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 3/29
Culture and Awareness E*#dence 6at%er#n
(Customer Focused - Employees Aware
Questions to ask to people in the plant to aid in your assessment...
4as a customer"first attitude penetrated through ever% area of the plant?
• @o all emplo%ees full% understand who their customers are (ne!t process),
including end products at /*. customers ?
• @o all emplo%ees full% understand the e!pectations of their customers?
• 3re emplo%ees informed about customer satisfaction (their current performance)?
• @o all emplo%ees have access to relevant information in order to e!ceed customer e!pectations
(feedback, measurables, performance results, etc#)?
• s emplo%ee satisfaction of the utmost importance?
• s there openness, trust and teamwork throughout the plant?
• 9henever issues occur, are the% faced quickl% and openl%?
• 3re teams used wherever possible to solve problems?
•
3re emplo%ees well trained in all ke% continuous improvement tools?• @oes management foster a commitment to goals b% building support throughout the plant?
• s there an e!cellent communication process throughout the plant?
• s the communication within the plant both upward and downward?
Ena&lers !#sa&lers E*#dence o" 7est 8ract#ces
9#sual Manaement
8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 4/29
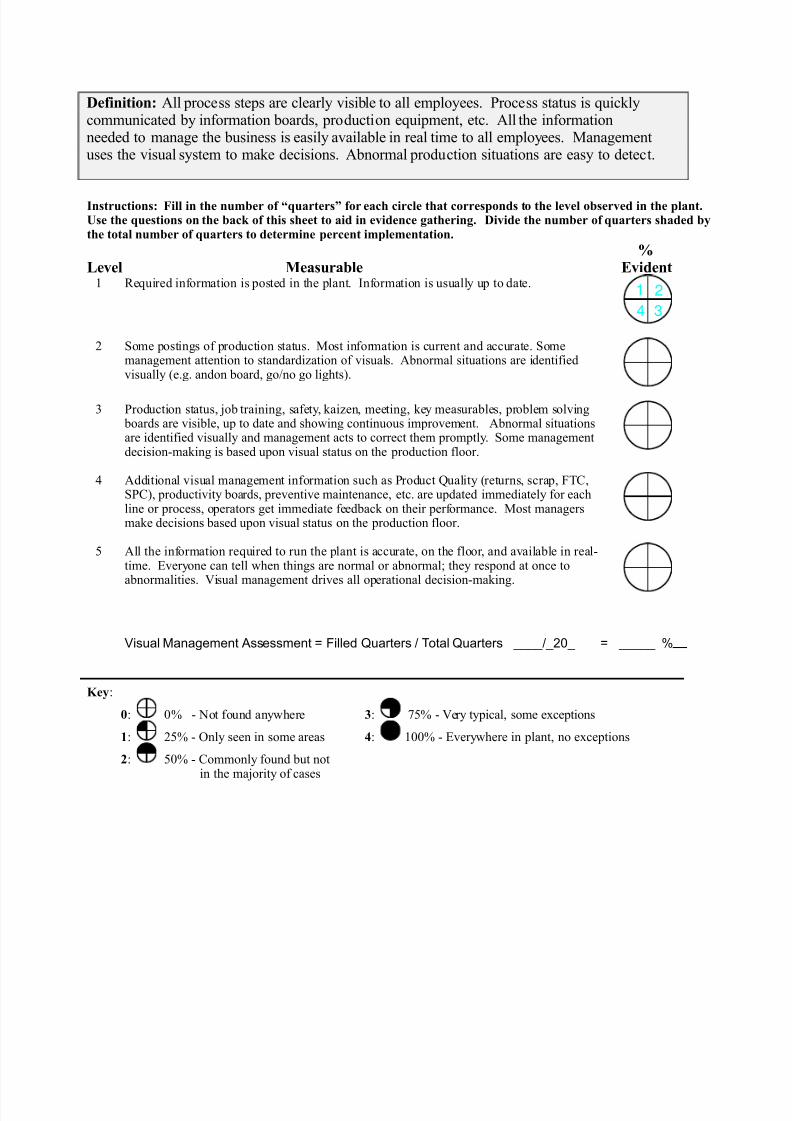
!e"#n#t#on$ 3ll process steps are clearl% visible to all emplo%ees# $rocess status is quickl%communicated b% information boards, production equipment, etc# 3ll the informationneeded to manage the business is easil% available in real time to all emplo%ees# .anagementuses the visual s%stem to make decisions# 3bnormal production situations are eas% to detect#
Instruct#ons$ F#ll #n t%e num&er o" 'uarters) "or eac% c#rcle t%at corresponds to t%e le*el o&ser*ed #n t%e plant+Use t%e uest#ons on t%e &ac, o" t%#s s%eet to a#d #n e*#dence at%er#n+ !#*#de t%e num&er o" uarters s%aded &yt%e total num&er o" uarters to determ#ne percent #mplementat#on+
./e*el Measura&le E*#dent
1 Aequired information is posted in the plant# nformation is usuall% up to date#12
43
ome postings of production status# .ost information is current and accurate# omemanagement attention to standardization of visuals# 3bnormal situations are identifiedvisuall% (e#g# andon board, goBno go lights)#
0 $roduction status, >ob training, safet%, kaizen, meeting, ke% measurables, problem solving boards are visible, up to date and showing continuous improvement# 3bnormal situationsare identified visuall% and management acts to correct them promptl%# ome managementdecision"making is based upon visual status on the production floor#
7 3dditional visual management information such as $roduct Cualit% (returns, scrap, +T5,$5), productivit% boards, preventive maintenance, etc# are updated immediatel% for eachline or process, operators get immediate feedback on their performance# .ost managersmake decisions based upon visual status on the production floor#
2 3ll the information required to run the plant is accurate, on the floor, and available in real"time# *ver%one can tell when things are normal or abnormal the% respond at once toabnormalities# =isual management drives all operational decision"making#
Visual Management Assessment = Filled Quarters / Total Quarters ____/_20_ = _____ %
0ey:
1: ' " ;ot found an%where 2: <2 " =er% t%pical, some e!ceptions
3: 2 " /nl% seen in some areas 4: 1'' " *ver%where in plant, no e!ceptions
5: 2' " 5ommonl% found but not in the ma>orit% of cases

8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 5/29
9#sual Manaement E*#dence 6at%er#n
Questions to ask people in the plant to aid in your assessment...
3re ke% plant performance measures convenientl% posted in the plant?
5an ever%one tell when things are normal or abnormal in their work area?
9hen abnormal conditions occur, are action plans implemented immediatel%?
@oes the visual management provide feedback to team members about their performance and
motivate them to improve?
3re monitors used to communicate plantBcompan% information?
3re visuals simple, eas% to read and understand?
s visual management a wa% of life in the plant?
3re the following elements managed visuall%:
nventor%? DDD Eob training? DDD afet%? DDD 3ttendance? DDDD Aeturns ($$.)? DDD $5? DDD $roductivit%? DDD *quipment $erformance? DDDD *ngineering changes? DDD +inancials? DDD *mplo%ee nvolvement (*) teams? DDD
Faizen activities? DDD 2? DDD 5ost Aeductions? DDD @efects? DDD+irst Aun 5apabilit%? DDD $reventive .aintenance? DDD 3wards? DDD 5ontinuous mprovement? DDD
Ena&lers !#sa&lers E*#dence o" 7est 8ract#ces
8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 6/29
:S
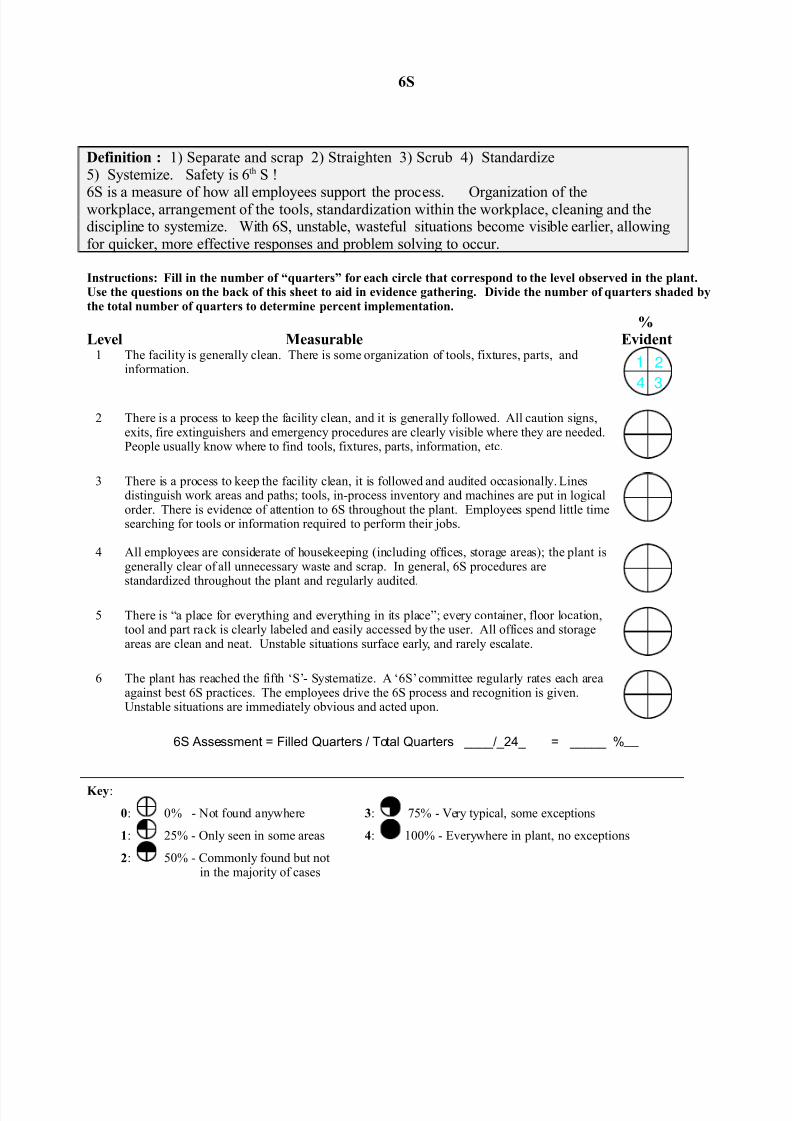
!e"#n#t#on $ 1) eparate and scrap ) traighten 0) crub 7) tandardize2) %stemize# afet% is 6th G
6 is a measure of how all emplo%ees support the process# /rganization of theworkplace, arrangement of the tools, standardization within the workplace, cleaning and thediscipline to s%stemize# 9ith 6, unstable, wasteful situations become visible earlier, allowingfor quicker, more effective responses and problem solving to occur#
Instruct#ons$ F#ll #n t%e num&er o" 'uarters) "or eac% c#rcle t%at correspond to t%e le*el o&ser*ed #n t%e plant+Use t%e uest#ons on t%e &ac, o" t%#s s%eet to a#d #n e*#dence at%er#n+ !#*#de t%e num&er o" uarters s%aded &yt%e total num&er o" uarters to determ#ne percent #mplementat#on+
./e*el Measura&le E*#dent
1 The facilit% is generall% clean# There is some organization of tools, fi!tures, parts, andinformation#
12
43
There is a process to keep the facilit% clean, and it is generall% followed# 3ll caution signs,e!its, fire e!tinguishers and emergenc% procedures are clearl% visible where the% are needed#$eople usuall% know where to find tools, fi!tures, parts, information, etc#
0 There is a process to keep the facilit% clean, it is followed and audited occasionall%# Hinesdistinguish work areas and paths tools, in"process inventor% and machines are put in logicalorder# There is evidence of attention to 6 throughout the plant# *mplo%ees spend little timesearching for tools or information required to perform their >obs#
7 3ll emplo%ees are considerate of housekeeping (including offices, storage areas) the plant isgenerall% clear of all unnecessar% waste and scrap# n general, 6 procedures arestandardized throughout the plant and regularl% audited#
2 There is a place for ever%thing and ever%thing in its place- ever% container, floor location,tool and part rack is clearl% labeled and easil% accessed b% the user# 3ll offices and storageareas are clean and neat# Instable situations surface earl%, and rarel% escalate#
6 The plant has reached the fifth JK" %stematize# 3 J6K committee regularl% rates each areaagainst best 6 practices# The emplo%ees drive the 6 process and recognition is given#Instable situations are immediatel% obvious and acted upon#
6S Assessment = Filled Quarters / Total Quarters ____/_24_ = _____ %
0ey:
1: ' " ;ot found an%where 2: <2 " =er% t%pical, some e!ceptions
3: 2 " /nl% seen in some areas 4: 1'' " *ver%where in plant, no e!ceptions
5: 2' " 5ommonl% found but not in the ma>orit% of cases
8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 7/29
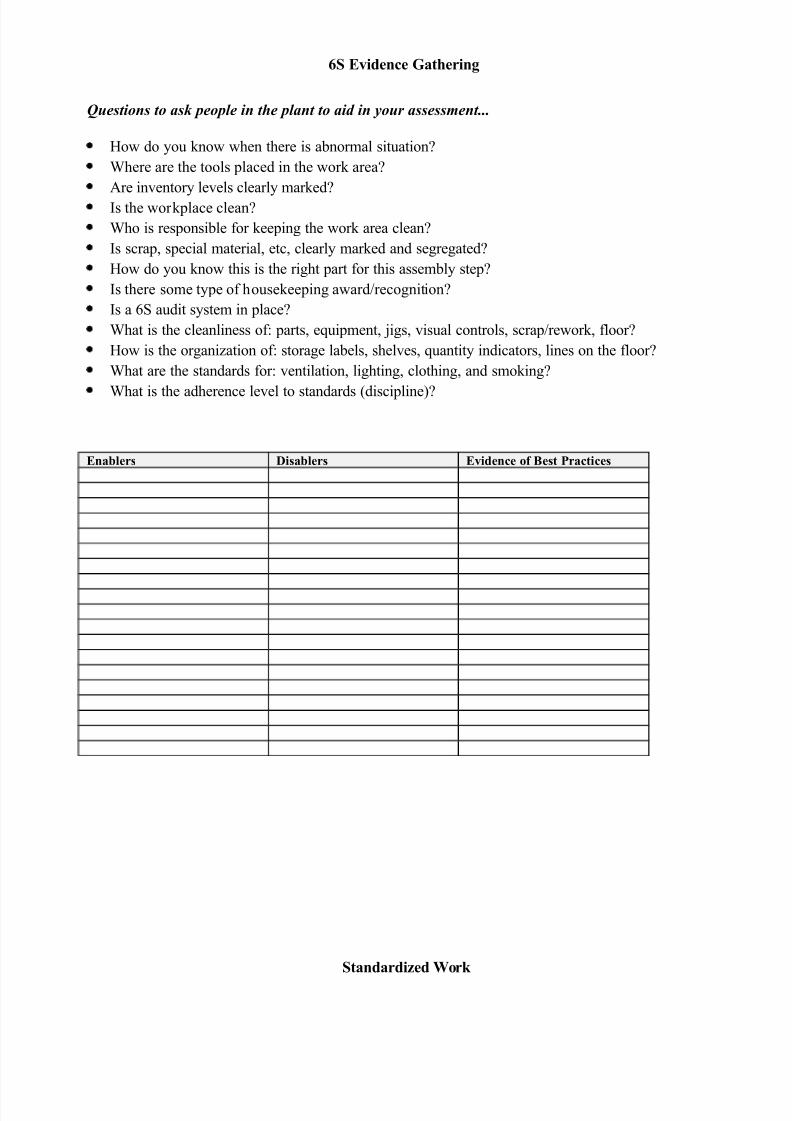
:S E*#dence 6at%er#n
Questions to ask people in the plant to aid in your assessment...
4ow do %ou know when there is abnormal situation?
9here are the tools placed in the work area?
3re inventor% levels clearl% marked?
s the workplace clean?
9ho is responsible for keeping the work area clean?
s scrap, special material, etc, clearl% marked and segregated?
4ow do %ou know this is the right part for this assembl% step?
s there some t%pe of housekeeping awardBrecognition?
s a 6 audit s%stem in place?
9hat is the cleanliness of: parts, equipment, >igs, visual controls, scrapBrework, floor?
4ow is the organization of: storage labels, shelves, quantit% indicators, lines on the floor?
9hat are the standards for: ventilation, lighting, clothing, and smoking?
9hat is the adherence level to standards (discipline)?
Ena&lers !#sa&lers E*#dence o" 7est 8ract#ces
Standard#;ed <or,
8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 8/29
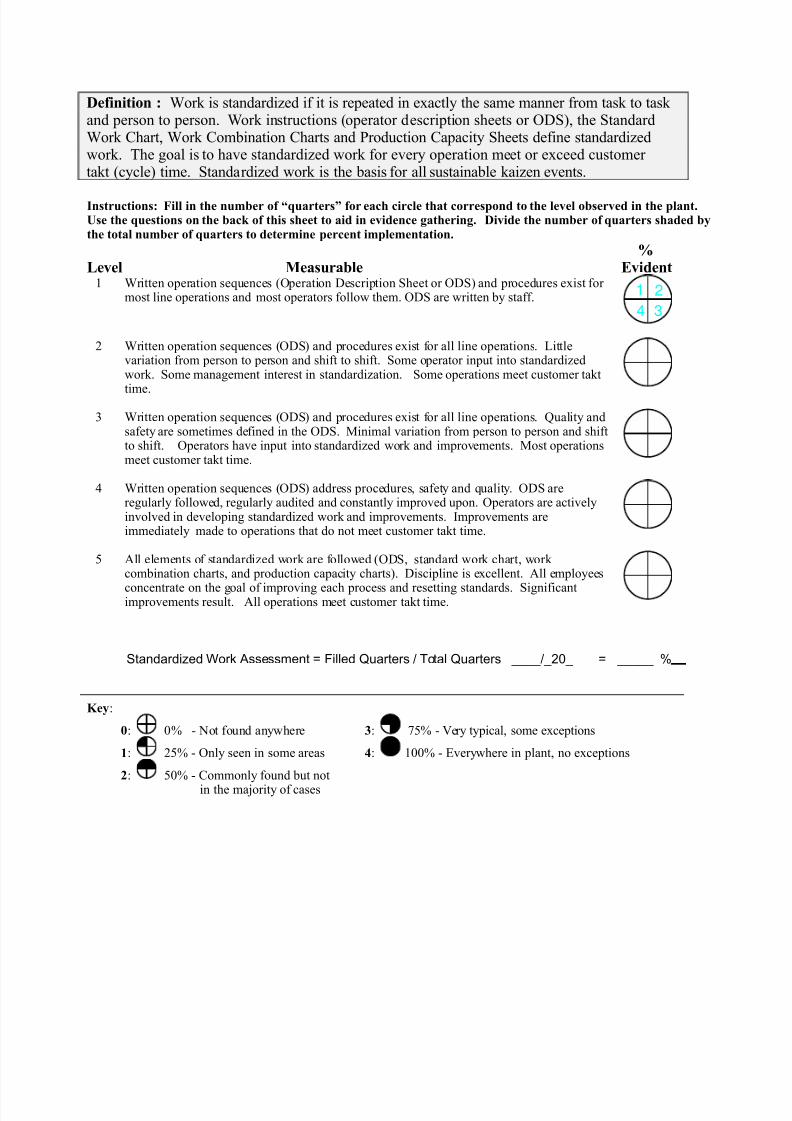
!e"#n#t#on $ 9ork is standardized if it is repeated in e!actl% the same manner from task to task and person to person# 9ork instructions (operator description sheets or /@), the tandard9ork 5hart, 9ork 5ombination 5harts and $roduction 5apacit% heets define standardizedwork# The goal is to have standardized work for ever% operation meet or e!ceed customer takt (c%cle) time# tandardized work is the basis for all sustainable kaizen events#
Instruct#ons$ F#ll #n t%e num&er o" 'uarters) "or eac% c#rcle t%at correspond to t%e le*el o&ser*ed #n t%e plant+Use t%e uest#ons on t%e &ac, o" t%#s s%eet to a#d #n e*#dence at%er#n+ !#*#de t%e num&er o" uarters s%aded &yt%e total num&er o" uarters to determ#ne percent #mplementat#on+
./e*el Measura&le E*#dent
1 9ritten operation sequences (/peration @escription heet or /@) and procedures e!ist formost line operations and most operators follow them# /@ are written b% staff#
12
43
9ritten operation sequences (/@) and procedures e!ist for all line operations# Hittlevariation from person to person and shift to shift# ome operator input into standardizedwork# ome management interest in standardization# ome operations meet customer takt
time#
0 9ritten operation sequences (/@) and procedures e!ist for all line operations# Cualit% andsafet% are sometimes defined in the /@# .inimal variation from person to person and shiftto shift# /perators have input into standardized work and improvements# .ost operationsmeet customer takt time#
7 9ritten operation sequences (/@) address procedures, safet% and qualit%# /@ areregularl% followed, regularl% audited and constantl% improved upon# /perators are activel%involved in developing standardized work and improvements# mprovements areimmediatel% made to operations that do not meet customer takt time#
2 3ll elements of standardized work are followed (/@, standard work chart, workcombination charts, and production capacit% charts)# @iscipline is e!cellent# 3ll emplo%ees
concentrate on the goal of improving each process and resetting standards# ignificantimprovements result# 3ll operations meet customer takt time#
Standardied !or" Assessment = Filled Quarters / Total Quarters ____/_20_ = _____ %
0ey:
1: ' " ;ot found an%where 2: <2 " =er% t%pical, some e!ceptions
3: 2 " /nl% seen in some areas 4: 1'' " *ver%where in plant, no e!ceptions
5: 2' " 5ommonl% found but not
in the ma>orit% of cases

8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 9/29
Standard#;ed <or, E*#dence 6at%er#n
Questions to ask people in the plant to aid in your assessment...
3re standardized work instructions clearl% visible at each work station?
@o the work instructions use a combination of descriptions and pictures (that clearl% describe the
work to be performed) that are clearl% understood?
@o operators do their >ob the same wa% each time according to standardized instructions?
@o operators on different shifts do their >ob the same wa% each time according to standardized
instructions?
3re the work instructions constantl% improved upon b% the team?
3re operators involved in setting the standards?
3re standards ad>usted to reduce 9$ and full% utilize the operators?
@o all operators understand the importance of standardized work to the plant and customers?
@oes management understand the importance of standardized work to the plant and customers?
s there evidence of continuous improvement as a result of the standardized work instructions?
3re operators trained to perform each operation using the standardized work instructions?
3re the standard work chart, work combination chart and production capacit% chart in use?
Ena&lers !#sa&lers E*#dence o" 7est 8ract#ces
Fle=#&le Operat#ons

8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 10/29
!e"#n#t#on $ 9orkers can perform multiple tasks within one process# 9orkers can performtasks in more than one process# .anagement monitors resources, ergonomics and >ob rotation# Cuick response in deplo%ment of resources to changes in product mi! andcustomer demand#
Instruct#ons$ F#ll #n t%e num&er o" 'uarters) "or eac% c#rcle t%at correspond to t%e le*el o&ser*ed #n t%e plant+Use t%e uest#ons on t%e &ac, o" t%#s s%eet to a#d #n e*#dence at%er#n+ !#*#de t%e num&er o" uarters s%aded &yt%e total num&er o" uarters to determ#ne percent #mplementat#on+
./e*el Measura&le E*#dent
1 9orkers are adequatel% trained to do the >ob the% are assigned to do# $rocesses are aligned tofacilitate material flow# .inimal changes in demand can be accommodated#
12
43
9orkers are proficient in their assigned >ob and capable of performing other similar tasks intheir area# ome cross"training and >ob rotation occurs# ome changes in demand can be
accommodated#
0 9orkers are proficient in a variet% of tasks# 5ross"training is planned and >ob rotation isregularl% scheduled# .ost changes in demand can be accommodated#
7 The plant has autonomous machines (self"inspecting " shut down when an abnormalit%occurs, auto"loading and e>ecting, do not need worker while c%cling)# ome processes areoptimized to facilitate material flow# There is evidence of e!tensive cross"training & >obrotation# 3lmost all changes in demand can be accommodated#
2 3ll processes are optimized to facilitate material flows# tandardized work sheets describealternate staffing and >ob descriptions for fluctuations in demand# 9orkers are highl%
proficient at tasks even when demand fluctuates# .achineBman ratios for each task areoptimized#
Fle#i$le &erations Assessment = Filled Quarters / Total Quarters ____/_20_ = _____ %
0ey:
1: ' " ;ot found an%where 2: <2 " =er% t%pical, some e!ceptions
3: 2 " /nl% seen in some areas 4: 1'' " *ver%where in plant, no e!ceptions
5: 2' " 5ommonl% found but not in the ma>orit% of cases
8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 11/29
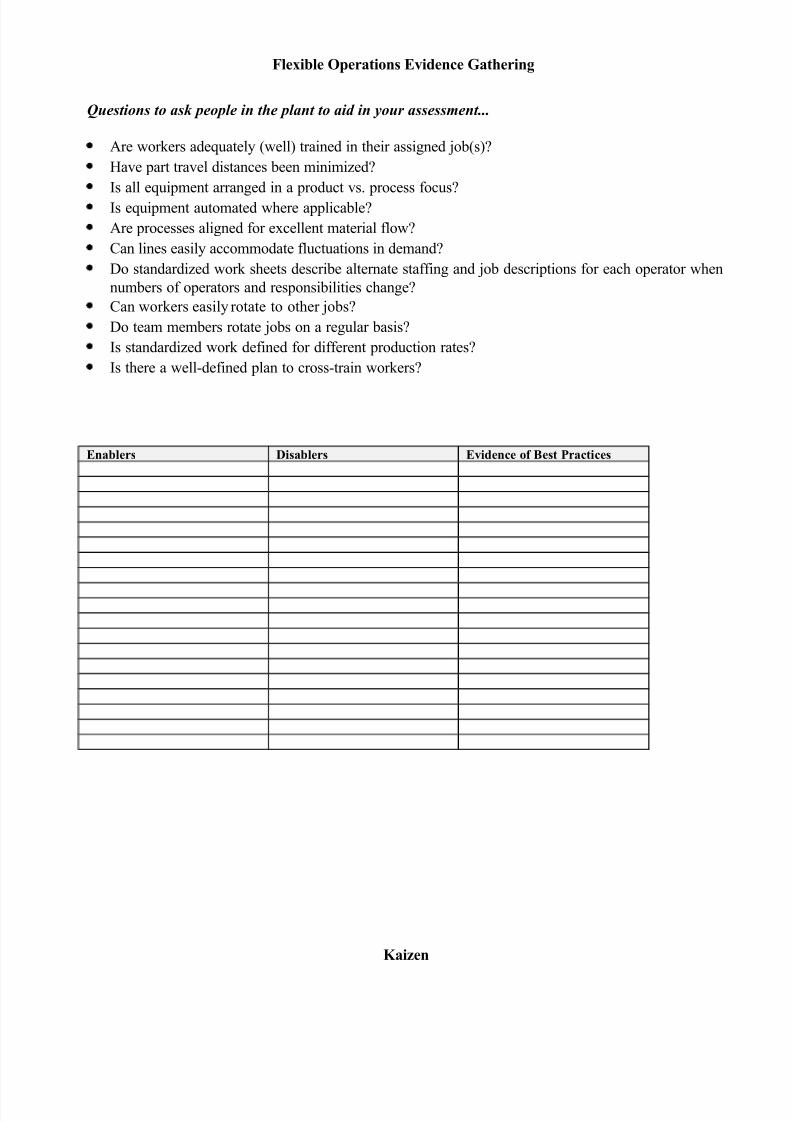
Fle=#&le Operat#ons E*#dence 6at%er#n
Questions to ask people in the plant to aid in your assessment...
3re workers adequatel% (well) trained in their assigned >ob(s)?
4ave part travel distances been minimized?
s all equipment arranged in a product vs# process focus?
s equipment automated where applicable?
3re processes aligned for e!cellent material flow?
5an lines easil% accommodate fluctuations in demand?
@o standardized work sheets describe alternate staffing and >ob descriptions for each operator when
numbers of operators and responsibilities change?
5an workers easil% rotate to other >obs?
@o team members rotate >obs on a regular basis?
s standardized work defined for different production rates?
s there a well"defined plan to cross"train workers?
Ena&lers !#sa&lers E*#dence o" 7est 8ract#ces
0a#;en

8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 12/29
!e"#n#t#on $ Faizen is continuous improvement# 5onstant, incremental, small scale progress#Faizen is measured b% standardized work# Faizen differs from kaikaku- or large scaleinnovation which is top"down, fundamental change#
Instruct#ons$ F#ll #n t%e num&er o" 'uarters) "or eac% c#rcle t%at correspond to t%e le*el o&ser*ed #n t%e plant+Use t%e uest#ons on t%e &ac, o" t%#s s%eet to a#d #n e*#dence at%er#n+ !#*#de t%e num&er o" uarters s%aded &yt%e total num&er o" uarters to determ#ne percent #mplementat#on+
./e*el Measura&le E*#dent
1 mprovements have been made mainl% through capital investments or new products# Thereis a continuous improvement plan# mprovements are made, and sometimes sustainable#
12
43
deas for continuous improvements are asked from emplo%ees and there is evidence that the%are implemented# The continuous improvement plan is generall% followed# ome emplo%ee
involvement# mprovements are made, and generall% sustainable#
0 There is a well"defined strateg% for continuous improvement with evidence of measurableresults in most areas# mprovements are sustained and built upon b% further kaizens# .ostemplo%ees have been involved#
7 3ll emplo%ees have been trained in the basics of kaizen and have been affected b% a kaizen pro>ect# *mplo%ees know the < wastes, identif% waste in their processes and work to reducethe waste# 4igh management attention to developing a kaizen culture#
2 There is a clearl% communicated strateg% for continuous improvement with the necessar%resources and organization planned and implemented# $ro>ects are structured and
continuous successes are recognized and e!panded throughout the plant# t is clearl%evident that Faizen teams are a wa% of life#
'aien Assessment = Filled Quarters / Total Quarters ____/_20_ = _____ %
0ey:
1: ' " ;ot found an%where 2: <2 " =er% t%pical, some e!ceptions
3: 2 " /nl% seen in some areas 4: 1'' " *ver%where in plant, no e!ceptions
5: 2' " 5ommonl% found but not
in the ma>orit% of cases

8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 13/29
0a#;en E*#dence 6at%er#n
Questions to ask people in the plant to aid in your assessment...
3re emplo%ees involved in continuous improvement throughout the plant?
s there a clearl% communicated strateg% for continuous improvement?
3re resources available to support the improvement strateg%?
s management support for continuous improvement evident?
3re continuous improvement results measured and communicated?
3re all emplo%ees trained (or scheduled to be trained) in the basics of kaizen?
@o all emplo%ees know the < Finds of 9aste?
3re all emplo%ees encouraged to @ and eliminate waste in their area?
3re successes recognized throughout the plant?
s a suggestion s%stem in place to stimulate idea generation?
3re there an% incentive programs for continuous improvement?
Ena&lers !#sa&lers E*#dence o" 7est 8ract#ces
Error proo"#n
8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 14/29
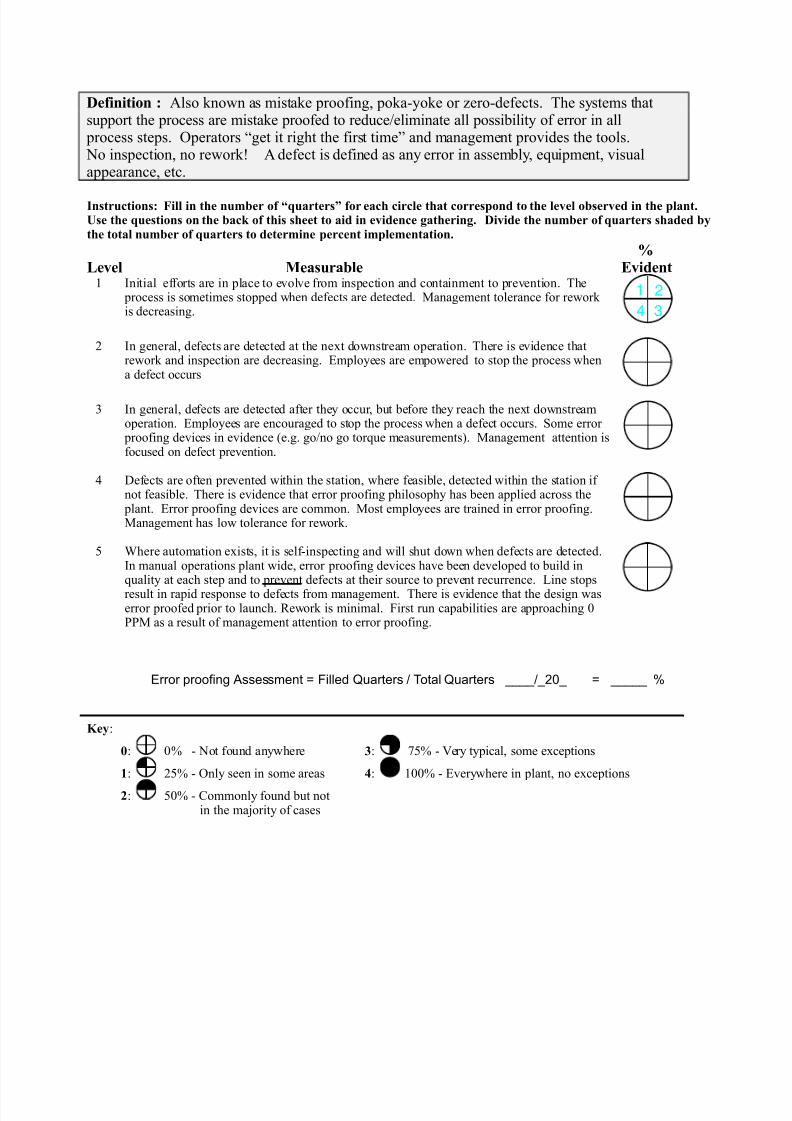
!e"#n#t#on $ 3lso known as mistake proofing, poka"%oke or zero"defects# The s%stems thatsupport the process are mistake proofed to reduceBeliminate all possibilit% of error in all process steps# /perators get it right the first time- and management provides the tools# ;o inspection, no reworkG 3 defect is defined as an% error in assembl%, equipment, visualappearance, etc#
Instruct#ons$ F#ll #n t%e num&er o" 'uarters) "or eac% c#rcle t%at correspond to t%e le*el o&ser*ed #n t%e plant+Use t%e uest#ons on t%e &ac, o" t%#s s%eet to a#d #n e*#dence at%er#n+ !#*#de t%e num&er o" uarters s%aded &yt%e total num&er o" uarters to determ#ne percent #mplementat#on+
./e*el Measura&le E*#dent
1 nitial efforts are in place to evolve from inspection and containment to prevention# The process is sometimes stopped when defects are detected# .anagement tolerance for reworkis decreasing#
12
43
n general, defects are detected at the ne!t downstream operation# There is evidence thatrework and inspection are decreasing# *mplo%ees are empowered to stop the process whena defect occurs
0 n general, defects are detected after the% occur, but before the% reach the ne!t downstreamoperation# *mplo%ees are encouraged to stop the process when a defect occurs# ome error
proofing devices in evidence (e#g# goBno go torque measurements)# .anagement attention isfocused on defect prevention#
7 @efects are often prevented within the station, where feasible, detected within the station ifnot feasible# There is evidence that error proofing philosoph% has been applied across the
plant# *rror proofing devices are common# .ost emplo%ees are trained in error proofing#.anagement has low tolerance for rework#
2 9here automation e!ists, it is self"inspecting and will shut down when defects are detected#n manual operations plant wide, error proofing devices have been developed to build inqualit% at each step and to prevent defects at their source to prevent recurrence# Hine stopsresult in rapid response to defects from management# There is evidence that the design waserror proofed prior to launch# Aework is minimal# +irst run capabilities are approaching '$$. as a result of management attention to error proofing#
(rror &roo)ing Assessment = Filled Quarters / Total Quarters ____/_20_ = _____ %
0ey:
1: ' " ;ot found an%where 2: <2 " =er% t%pical, some e!ceptions
3: 2 " /nl% seen in some areas 4: 1'' " *ver%where in plant, no e!ceptions
5: 2' " 5ommonl% found but not in the ma>orit% of cases

8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 15/29
Error proo"#n E*#dence 6at%er#n
Questions to ask people in the plant to aid in your assessment...
4ave emplo%ees been trained in the process of error proofing?
9herever defects occur, do problem"solving teams identif% permanent corrective actions that
include error proofing?
4ave error"proofing devices been developed and installed at each workstation?
s there a s%stem in place to verif% that error proofing is working?
5an all defects be detected before being passed on to the ne!t process?
3re emplo%ees empowered to stop the process when a defect or abnormal condition occurs?
3re errors detected before the parts are processed at the workstation?
4as error proofing been designed into the product wherever appropriate?
5an operators b%pass error"proofing devices?
9hat is the trend in ke% indicators such as scrap, rework and first run capabilit%?
Ena&lers !#sa&lers E*#dence o" 7est 8ract#ces
>u#c, C%aneo*er
8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 16/29
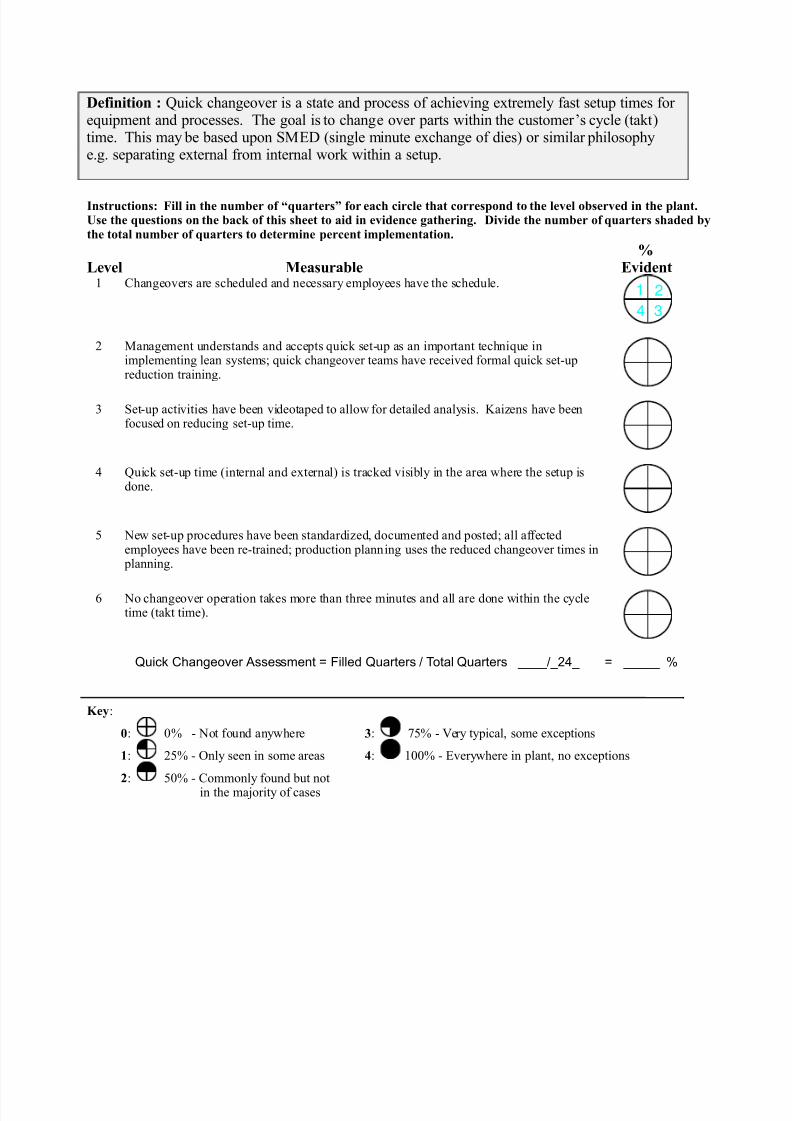
!e"#n#t#on $ Cuick changeover is a state and process of achieving e!tremel% fast setup times forequipment and processes# The goal is to change over parts within the customerKs c%cle (takt)time# This ma% be based upon .*@ (single minute e!change of dies) or similar philosoph%e#g# separating e!ternal from internal work within a setup#
Instruct#ons$ F#ll #n t%e num&er o" 'uarters) "or eac% c#rcle t%at correspond to t%e le*el o&ser*ed #n t%e plant+Use t%e uest#ons on t%e &ac, o" t%#s s%eet to a#d #n e*#dence at%er#n+ !#*#de t%e num&er o" uarters s%aded &yt%e total num&er o" uarters to determ#ne percent #mplementat#on+
./e*el Measura&le E*#dent
1 5hangeovers are scheduled and necessar% emplo%ees have the schedule#12
43
.anagement understands and accepts quick set"up as an important technique inimplementing lean s%stems quick changeover teams have received formal quick set"upreduction training#
0 et"up activities have been videotaped to allow for detailed anal%sis# Faizens have beenfocused on reducing set"up time#
7 Cuick set"up time (internal and e!ternal) is tracked visibl% in the area where the setup isdone#
2 ;ew set"up procedures have been standardized, documented and posted all affectedemplo%ees have been re"trained production planning uses the reduced changeover times in
planning#
6 ;o changeover operation takes more than three minutes and all are done within the c%cletime (takt time)#
Qui*" C+angeo,er Assessment = Filled Quarters / Total Quarters ____/_24_ = _____ %
0ey:
1: ' " ;ot found an%where 2: <2 " =er% t%pical, some e!ceptions
3: 2 " /nl% seen in some areas 4: 1'' " *ver%where in plant, no e!ceptions
5: 2' " 5ommonl% found but not in the ma>orit% of cases

8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 17/29
>u#c, C%aneo*er E*#dence 6at%er#n
Questions to ask people in the plant to aid in your assessment...
4ave emplo%ees been trained in the process of quick changeover?
@o emplo%ees understand .*@ (single minute e!change of dies) philosoph%?
4ow often are changeovers performed? 9eekl%? @ail%? 4ourl%?
4ave kaizens focused on decreasing changeover time?
s there a visual signal s%stem for changeovers?
4ow are changeovers scheduled?
s there a team assigned to reducing set"up times?
@o emplo%ees understand the need for reduced set"up times?
s there a s%stem in place to track changeover times?
Ena&lers !#sa&lers E*#dence o" 7est 8ract#ces
Total 8roduct#*e Ma#ntenance

8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 18/29
!e"#n#t#on $ T$. strives to be based on high worker involvement and responsive supportfunctions# T$. seeks to prevent all failures and process operation disruption# The goalof T$. is a stable production environment where machine failures do not affect production#$lanned versus unplanned downtime is a good wa% to measure the effectiveness of T$.#
Instruct#ons$ F#ll #n t%e num&er o" 'uarters) "or eac% c#rcle t%at correspond to t%e le*el o&ser*ed #n t%e plant+Use t%e uest#ons on t%e &ac, o" t%#s s%eet to a#d #n e*#dence at%er#n+ !#*#de t%e num&er o" uarters s%aded &yt%e total num&er o" uarters to determ#ne percent #mplementat#on+
./e*el Measura&le E*#dent
1 .achines are guarded for safet% and locked out immediatel% when broken# .aintenancedepartment is responsible for all maintenance activities#
12
43
3ccurate and visible maintenance histories are kept up to date and posted near allequipment#
0 $reventive maintenance is practiced " ke% emplo%ees have been trained in the basics of T$.ma>or and minor accidents rarel% occur# /perators fill out maintenance check sheets#
7 $reventive maintenance responsibilities are well defined# /perators are doing dail% taskslike checking, oiling and cleaning machines# .aintenance team is evolving from preventiveto predictive abilities#
2 $lant"wide maintenance activities are consistentl% practiced " available productive time forall equipment is tracked and increasing# .achine breakdowns or accidents rarel% occur#
T-M Assessment = Filled Quarters / Total Quarters ____/_20_ = _____ %
0ey:
1: ' " ;ot found an%where 2: <2 " =er% t%pical, some e!ceptions
3: 2 " /nl% seen in some areas 4: 1'' " *ver%where in plant, no e!ceptions
5: 2' " 5ommonl% found but not in the ma>orit% of cases

8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 19/29
Total 8roduct#*e Ma#ntenance E*#dence 6at%er#n
Questions to ask people in the plant to aid in your assessment...
3re accurate and visible maintenance histories visible on or near each piece of equipment?
3re machines guarded for safet% and locked out immediatel% when not in use#
s maintenance reactive, preventive or predictive?
4ave all ke% emplo%ees been trained in T$.?
s performance tracked for each piece of equipment?
4ow common are equipment breakdowns?
s scheduled vs# unscheduled machine downtime tracked?
s there evidence of permanent corrective actions when breakdowns occur?
s there evidence that maintenance alwa%s occurs as scheduled?
3re there dail% check sheets (lubrication, inspection, calibration, cleaning, etc) for operators to sign
off present and up"to"date on each machine?
3re standards set for each maintenance task?
@o audits occur to verif% the effectiveness of maintenance standards?
s equipment inspected prior to the start of each shift?
9here audits identif% discrepancies, are corrective actions spelled out and completed?
Ena&lers !#sa&lers E*#dence o" 7est 8ract#ces
Mater#al Control?0an&an

8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 20/29
!e"#n#t#on $ $rocess steps are controlled b% downstream customer pull# Fanban cards orsignals or similar mechanisms are used to communicate process demand upstream# Fanbansignals are located on the parts container and highl% visible to all emplo%ees# Fanbanand lot size reduction support a E##T# (Eust n Time) production environment#
Instruct#ons$ F#ll #n t%e num&er o" 'uarters) "or eac% c#rcle t%at correspond to t%e le*el o&ser*ed #n t%e plant+Use t%e uest#ons on t%e &ac, o" t%#s s%eet to a#d #n e*#dence at%er#n+ !#*#de t%e num&er o" uarters s%aded &yt%e total num&er o" uarters to determ#ne percent #mplementat#on+
./e*el Measura&le E*#dent
1 The target and actual hourl% output is displa%ed for each manufacturing cell or line# *ffortsare underwa% to evolve from push- (scheduled) to pull- (kanban)# nventor% accurac%issues are decreasing#
12
43
There are pull s%stems in some parts of the plant# Training in kanban for ke% management,materials and supervisors have been held# nventor% accurac% is rarel% an issue#
0 .aterial movement is based upon actual consumption throughout the plant a pull- signal isgenerated and communicated b% the ne!t operation# nternal and supplier inventor% levelshave been lowered through the use of kanban#
7 @ownstream processes are withdrawing kanban from upstream processes# Fanban s%stem isunderstood and followed b% most emplo%ees# $art shortages still occur# nventor% levelshave been significantl% lowered#
2 Fanban is full% understood and followed b% all emplo%ees# There is evidence of improvementefforts for optimizing batch size and inventor%# $art shortages are rare# ome suppliers are
on kanban with the plant##
6 nventor% levels are optimized# $art outages have been eliminated# .ost suppliers are onkanban with the plant# 1'' inventor% accurac%# t doesnKt get an% better than this#
Material Control Assessment = Filled Quarters / Total Quarters ____/_24_ = _____ %
0ey:
1: ' " ;ot found an%where 2: <2 " =er% t%pical, some e!ceptions
3: 2 " /nl% seen in some areas 4: 1'' " *ver%where in plant, no e!ceptions
5: 2' " 5ommonl% found but not in the ma>orit% of cases
8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 21/29
Mater#al Control?0an&an E*#dence 6at%er#n
Questions to ask people in the plant to aid in your assessment...
4ow is production information communicated between operations?3re there marked areas for inventor%?3re there limits for 9$ (work"in"process), raw materials and finished goods?
3re these limits observed, in general?s the part flow ++/ (first"in, first out)?s the production schedule visible to all emplo%ees?9ho sets the dail% production schedule?9ho updates the production schedule?4ow is the update communicated?4ow is material replenished on the line?9hat information do the kanban cards (signals) contain?
Ena&lers !#sa&lers E*#dence o" 7est 8ract#ces
8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 22/29
8ro&lem Sol*#n
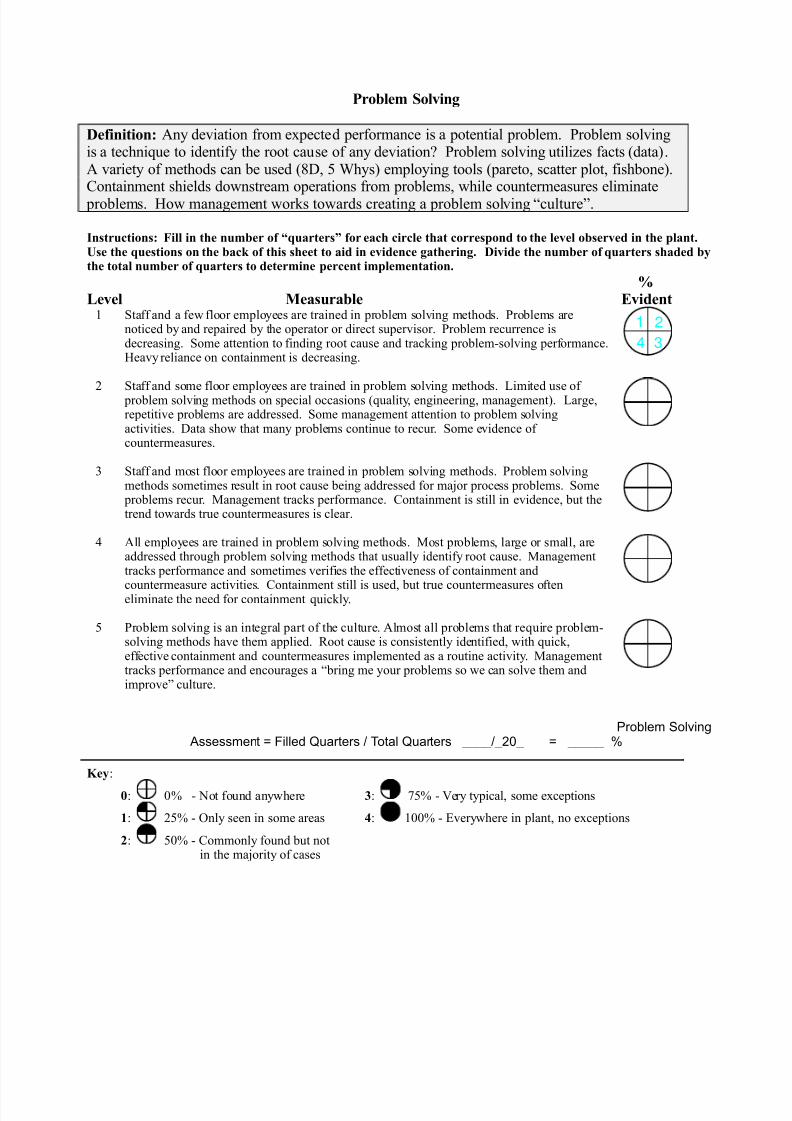
!e"#n#t#on$ 3n% deviation from e!pected performance is a potential problem# $roblem solvingis a technique to identif% the root cause of an% deviation? $roblem solving utilizes facts (data)#3 variet% of methods can be used (L@, 2 9h%s) emplo%ing tools (pareto, scatter plot, fishbone)#5ontainment shields downstream operations from problems, while countermeasures eliminate problems# 4ow management works towards creating a problem solving culture-#
Instruct#ons$ F#ll #n t%e num&er o" 'uarters) "or eac% c#rcle t%at correspond to t%e le*el o&ser*ed #n t%e plant+Use t%e uest#ons on t%e &ac, o" t%#s s%eet to a#d #n e*#dence at%er#n+ !#*#de t%e num&er o" uarters s%aded &yt%e total num&er o" uarters to determ#ne percent #mplementat#on+
./e*el Measura&le E*#dent
1 taff and a few floor emplo%ees are trained in problem solving methods# $roblems arenoticed b% and repaired b% the operator or direct supervisor# $roblem recurrence isdecreasing# ome attention to finding root cause and tracking problem"solving performance#4eav% reliance on containment is decreasing#
12
43
taff and some floor emplo%ees are trained in problem solving methods# Himited use of problem solving methods on special occasions (qualit%, engineering, management)# Harge,repetitive problems are addressed# ome management attention to problem solvingactivities# @ata show that man% problems continue to recur# ome evidence ofcountermeasures#
0 taff and most floor emplo%ees are trained in problem solving methods# $roblem solvingmethods sometimes result in root cause being addressed for ma>or process problems# ome
problems recur# .anagement tracks performance# 5ontainment is still in evidence, but thetrend towards true countermeasures is clear#
7 3ll emplo%ees are trained in problem solving methods# .ost problems, large or small, areaddressed through problem solving methods that usuall% identif% root cause# .anagementtracks performance and sometimes verifies the effectiveness of containment and
countermeasure activities# 5ontainment still is used, but true countermeasures ofteneliminate the need for containment quickl%#
2 $roblem solving is an integral part of the culture# 3lmost all problems that require problem"solving methods have them applied# Aoot cause is consistentl% identified, with quick,effective containment and countermeasures implemented as a routine activit%# .anagementtracks performance and encourages a bring me %our problems so we can solve them andimprove- culture#
-ro$lem Sol,ing Assessment = Filled Quarters / Total Quarters ____/_20_ = _____ %
0ey:
1: ' " ;ot found an%where 2: <2 " =er% t%pical, some e!ceptions
3: 2 " /nl% seen in some areas 4: 1'' " *ver%where in plant, no e!ceptions
5: 2' " 5ommonl% found but not in the ma>orit% of cases

8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 23/29
8ro&lem Sol*#n E*#dence 6at%er#n
Questions to ask people in the plant to aid in your assessment...
3re all emplo%ees trained in problem solving methods?3re pareto charts regularl% used to prioritize and address problems?3re teams formed to address all prioritized problems?
s the status or all problems monitored and communicated?3re permanent corrective actions implemented promptl%?
Ena&lers !#sa&lers E*#dence o" 7est 8ract#ces
8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 24/29
8/ANT TEAM SE/F ASSESSMENT CONSENSUS /IST
Culture and Awareness$ 6raders
/e*el Consensus
3
5
2
4@
:
Total8cs$
T%e @ Ss$ 6raders
/e*el Consensus
3
5
2
4@
:
Total8cs$
9#sual Manaement$ 6raders
/e*el Consensus
3
5
2
4
@
Total8cs$
Standard#;ed <or,$ 6raders
/e*el Consensus
3
5
2
4
@
Total8cs$
Fle=#&le Operat#ons$ 6raders
/e*el Consensus
3

8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 25/29
5
2
4
@
Total8cs$
0a#;en$ 6raders/e*el Consensus
3
5
2
4
@
Total8cs$
Error 8roo"#n ? 8o,a-Bo,e$ 6raders
/e*el Consensus3
5
2
4
@
Total8cs$
8ro&lem Sol*#n$ 6raders
/e*el Consensus3
5
2
4
@
Total8cs$

8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 26/29
>u#c, C%aneo*er$ 6raders
/e*el Consensus
3
5
2
4
@
:
Total8cs$
Total 8roduct#*e Ma#ntenance$ 6raders
/e*el Consensus
3
5
2
4
@
Total8cs$
Mater#al Control?0an&an$ 6raders
/e*el Consensus
3
5
2
4
@
Total8cs$
Total All 8#eces (/ean Inde=$

8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 27/29
Lean Systems Radar Chart
Culture . Awareness
S
Visual Mgmt
Std !or"
Fle# &s
'aien(rror -roo)ing
Qui*" C+angeo,er
T-M
-ro$lem Sol,ing
Material Control
Plant: Date:

8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 28/29
/EAN 8/ANNIN6 FORM
8lant$
!ate$
3+ Start !ates (6et Ready
Introduce Assessment to 8lant$ Assessment !ate$
Assessment Completed$
/ean Manu"actur#n O*er*#ew Tra#n#n (Sta""$
5+ Analy;e 8resent Cond#t#on (6et Set
Ident#"y Top 2 <ea,nesses #n Radar C%art /ean Inde=
2+ 9#s#on
<%at w#ll your plant loo,? operate l#,e w%en #t #s '<orld Class) #n t%e area o" /eanManu"actur#nD$
4+ Results 8lann#n (6o
Step E=#t Cr#ter#a (Results
A+ EI ? 8ro&lemSol*#n
7+ :S ? Std+ <or,
? 0a#;en
@+ Ident#"y Resources
Tra#ner(s "or O*er*#ew EI?8ro&lem Sol*#n and 0a#;en$
Coord#nator? Coac% (E*ent plann#n results trac,#n$
C%amp#on (!r#*es "or employee #n*ol*ement G results attend presentat#ons$
8/ANT TEAM SE/F ASSESSMENT CONSENSUS /IST
/EAN MANUFACTURIN6 TRAC0IN6 FORM

8/10/2019 Plant Level Lean Mfg Self Assessment Documents
http://slidepdf.com/reader/full/plant-level-lean-mfg-self-assessment-documents 29/29
The following chart shows the summar% data from the Hean .anufacturing elf 3ssessment# Ise thisto track efforts towards Hean .anufacturing %stems over time#
Num&er o" >uarters
Sect#on 5nd >tr 2rd >tr 4t% >tr 3st 51== 5nd 51== 2rd 51==
Culture GAwareness
8ro&lemSol*#n
:S
9#sual
Manaement
Standard#;ed<or,
Fle=#&le?Cellular
Operat#ons
0a#;en
Error 8roo" ?
8o,a-Bo,e
>u#c, C%aneo*er
T8M
Matl Control?0an&an
Total '/ean)
Inde=