Piping Engineering Note Nitrogen Backup System
18
Fermilab Particle Physics Division Mechanical Department Engineering Note Number NOvA Document Date: July 30, 2013 Project: NOvA Near Detector Title: Piping Engineering Note - NOvA Near Detector Dry Gas System Author(s): Erik Voirin Reviewer(s): Key Words: NOvA Nitrogen Backup dry gas System ASME B31.9 Applicable Codes: ASME B31.9 Abstract Summary: This document describes the NOvA dry gas system piping which dry the APDs of the NOvA Detector. Contents of the system are dry air and backup nitrogen. The system contains dry air at several pressure levels. The system also contains 2 ASME pressure vessels for dry air accumulation, these pressure vessel notes are in the database. There is also a backup portion of the system which will be used during power outages after reservoir air is exhausted; this backup is provided by pg. 1
-
Upload
snoopdogg89fake -
Category
Documents
-
view
216 -
download
1
description
lljlklmnlmlm;
Transcript of Piping Engineering Note Nitrogen Backup System

FermilabParticle Physics DivisionMechanical Department Engineering Note
Number NOvA Document Date: July 30, 2013
Project: NOvA Near Detector
Title: Piping Engineering Note - NOvA Near Detector Dry Gas System
Author(s): Erik Voirin
Reviewer(s):
Key Words: NOvA Nitrogen Backup dry gas System ASME B31.9
Applicable Codes: ASME B31.9
Abstract Summary:
This document describes the NOvA dry gas system piping which dry the APDs of the NOvA Detector. Contents of the system are dry air and backup nitrogen. The system contains dry air at several pressure levels. The system also contains 2 ASME pressure vessels for dry air accumulation, these pressure vessel notes are in the database. There is also a backup portion of the system which will be used during power outages after reservoir air is exhausted; this backup is provided by 4 ultra-high purity Nitrogen cylinders. The system can be most simply broken in 3 parts for the purposed of this note, which will be the Nitrogen portion, Air High Pressure portion, and Air low pressure portion. This document shows the system conforms to FESHM 5031.1 Table 1, which states compressed air / inert gas systems shall be designed to ASME 31.9. 5031.1 also states gas with pressure below 150 psi does not require an engineering note or review, so this document mainly focuses on the nitrogen portion of the system, with the other parts mentioned only to explain how the nitrogen is integrated with the rest of the system.
pg. 1

FESHM 5031.1 PIPING ENGINEERING NOTE FORM
Prepared by: Erik Voirin Preparation Date: 7-30-2013
Piping System Title: NOvA Near Detector Dry Gas System
Lab Location: Minos Tunnel Location code: N/A
Purpose of system: Dry APDs with dry gas to prevent water/ice accumulation
Piping System ID Number: none assigned yet
Appropriate governing piping code: ASME B31.9
Fluid Service Category (if B31.3): N/A
Fluid Contents: Dry Air / Nitrogen
Design Pressure: (Nitrogen) 2200 psi / (Air High: 100 psi) / (Air Low: 5 psi)
Piping Materials: (Nitrogen) 304SS / Air High: 304SS / Air Low: HDPE, and Viton
Drawing Numbers (PID’s, weldments, etc.): 3929.500-MD-493880 Sheet #1
Designer/Manufacturer: Fermilab
Test Pressure: 2200 psig Test Fluid: Nitrogen Test Date: TBD
Statements of Compliance
Piping system conforms to FESHM 5031.1, installation is not exceptional: Yes
Piping system conforms to FESHM 5031.1, installation is exceptional and has been
designed, fabricated, inspected, and tested using sound engineering principles: N/A
Reviewed by: ______ ___________________________ (Print Name)
Signature: _____________________________________________Date: ___ ___________
D/S Head's Signature: ___________________________________Date: _____________
The following signatures are required for exceptional piping systems:
ES&H Director's Signature: _______________________________Date: _____________
Director's Signature or Designee: __________________________Date: _____________
pg. 2

Pipe Characteristics
Size: N2: ¼” x 0.035” SS Tube and braided cylinder hose Volume: < 0.1 gal
Size: Air: ¼” x 0.035” SS Tube/ ¼” OD HDPE and Viton Volume: < 0.1 gal
Relief Valve Information:
Type: Spring Loaded
Manufacturer: N2: High Side Normal Fluid Service: SVC (Included On Cylinders)
Manufacturer: Air High: Kingston / Air Low: Circle Seal
Set Pressure: not applicable Relief Capacity: 3360 psig / 100 psig / 5 psi
Relief Design Code: CGA / ASME / PED
Is the system designed to meet the identified governing code? Yes
Fabrication Quality Verification:
Process and Instrumentation diagram appended? Yes, Piping Note Attachment #1
Process and Instrumentation component list appended? Yes, Piping Note Attachment #2
Is an operating procedure necessary for safe operation? No
If ‘yes’, procedure must be appended.
Exceptional Piping System
Is the piping system or any part of it in the above category? No
If “Yes”, follow the requirements for an extended engineering note for Exceptional
Piping Systems.
Quality Assurance
List vendor(s) for assemblies welded/brazed off site: None
List welder(s) for assemblies welded/brazed in-house: N/A
Append welder qualification Records for in-house welded/brazed assemblies. N/A
Append all quality verification records required by the identified code (e.g. examiner's
certification, inspector's certification, test records, etc.) N/A
pg. 3

Table of Contents
Body:
1. Introduction / Piping and instrumentation diagram. . . 5
2. Piping and instrumentation diagram . . . . 6
3. Design code and evaluation criteria . . . . 6
4. Materials . . . . . . . . 6
5. Internal Pressure Design . . . . . . 6
6. Relief Valves . . . . . . . . 7
Appendices:
A. Relief Valve and Orifice Sizing Calculations . . . . 8
B. Pressure Test Procedures and Results . . . . 11
pg. 4

1) Introduction / Piping and Instrument diagram
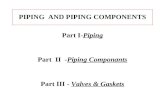
The NOvA dry gas system intends to flow dry gas through APDs to keep the dew point low enough to prevent condensation / freezing of water on the APD surfaces, which can reach -15oC. Most of the system contains dry air at pressures below 100 psi, however, there is also a backup portion of the system which will be used during power outages after reservoir air is exhausted. This backup is provided by 4 ultra-high purity Nitrogen cylinders. This document shows the system conforms to FESHM 5031.1, which states compressed air / inert gas systems shall be designed to ASME 31.9. 5031.1 also states gas with pressure below 150 psi does not require an engineering note or review, so this document mainly focuses on the nitrogen portion of the system, with the other parts mentioned only to explain how the nitrogen is integrated with the rest of the system. Figure #1 shows the portion of the P&ID which includes the high pressure nitrogen section in blue, and low pressure section in grey. The high pressure piping components are also listed to the right. The full P&ID of the system and the valve and instrument list are attached: “Piping and Instrumentation Diagram” Sheet 1, and “Dryer Valve and Inst. List”.
Figure 1: High Pressure Backup Nitrogen portion of the system and all high pressure components and pressure ratings.
pg. 5

2) Design codes and evaluation criteria
This nitrogen portion of the system meets the requirements of section 5031.1 of the Fermilab ES&H Manual. Section 5031.1 states the system piping shall be designed according to ASME B319. The lower pressure dry air portions of the system are also designed to ASME 31.9, but are not thoroughly documented since not required according to FESHM 5031.1.
4) Materials
The tubing in the nitrogen portion of the system is standard ¼” OD x 0.035” wall 304 stainless steel tube purchased from Swagelok. The lowest allowable stress for this material from Table A-1 of ASME B31.3 is 16,700 psi. The piping will be operated at ambient indoor temperatures.
.
5) Internal pressure designCalculations were done for internal pressure rating of the tubing. All fittings
are standard stainless steel or brass fittings, which meet applicable ASTM standards, and have pressure rating given in Figure #1.
The pressure rating of the seamless ¼” SS tube is evaluated below, using the conservative 16.7 ksi allowable tensile stress criteria from piping code. One can see tubing is rated for a nearly 5300 psi.
pg. 6

6) Relief Valves
As there are no additional sources of overpressure other than what has already been addressed by the relief valves on the cylinders themselves, no additional relief valves are used on the nitrogen portion of the system. The cylinder relief valves included on each of the cylinders set to 3360 psi, which is below the pressure rating of every component selected for the nitrogen portion of the tubing. The lower pressure air side of the system contains a relief valve (PSV-44) in case of failure of the primary pressure regulator, (PR-42). An orifice (FO-41) is used after the primary regulator to limit the flow to the 64 SCFM relief capacity of PSV-44. Detailed calculations are in APPENIX A:
pg. 7

pg. 8
Internal Pressure Rating of Tube:
APPENDIX At
P D2 S E W P Y( )
solve P2 E S W tD 2 Y t
Relief Valve and Orifice SizingY 1E 1W 1S 16.7ksi
t 0.035inD 0.25inSince the downstream side of the regulator (PR-42) is protected by a 100 psi relief valve (PSV-44), it must be able to vent the maximum amount of flow which can flow through the upstream regulator (PR-42) and orifice (FO-41). The flow capacity chart of the relief valve is seen below, which shows a 64 SCFM capacity at a 100 psi setting.
Pressure ratingTube2 E S W tD 2 Y t
6494psi
17in 10 in 10in 10 in 2( ) 50 ft 403.607ft3
kJ 1000J PaPa
106
rad 5.67108
W
m2
K4
kmol mol 1000inH2O 1000kg
m3
g 1 ininHg 13600kg
m3
g 1 in
________________________________________________________________________________
Is the resistance of the regulator (PR-42) alone enough to limit the flow to the relief valve (PSV-44) capacity?
Curve fit functionsinterp regress TempArray PropertyArray PolynomialOrder( ) TempArray PropertyArray Temp( )
NIST Cryogenic Database Temperature Curve FitscmHg 13600
kg
m3
g 1 cmmmHg 13600kg
m3
g 1 mm
Cv qcriticalSG Temp 460( )
1
2660Pressure
solve qcritical660Cv Pressure
SG Temp 460
SCFHft
3
hr
Temp 60 10
aa cc Tp0.5 ee Tp gg Temp
1.5 ii Tp2
1 bb Tp0.5 dd Tp ff Tp
1.5 hh Tp2 W
m K
(F) CylinderPressure 2200 (psi) SG 1 SCFM
ft3
min10
aa bb log Tp( ) cc log Tp( )2 dd log Tp( )
3 ee log Tp( )4 ff log Tp( )
5 gg log Tp( )6 hh log Tp( )
7 ii log Tp( )8 W
m K
aa
bb
cc
dd
ee
ff
gg
hh
ii
1.8743
0.41538
0.6018
0.13294
0.26426
0.0219
0.051276
0.0014871
0.003723
Cvregulator 0.09
This is too much flow for the relief valve set at 100 psi; we will use an orifice to limit flow to the rated capacity of the relief valve at 100 psi:
qcritical
660Cvregulator CylinderPressure
SG Temp 460SCFH 95.512SCFM
________________________________________________________________________________

pg. 9
The orifice (FO-41) must limit flow to 64 SCFM under the regulator failure (PR-42) scenario, but alsopermit enough flow (50 SCFH) under normal conditions to provide ample backup flow..
FlowCriteria 50SCFH FlowRestrictionCriteria 64SCFM
Analyze maximum flow rates through orifice sizes based on diameter
Air Properties:
T1 60°F Co 0.816 Ru 8.3144621J
mol K
Z 0.99861 k 1.67 Mair 28.965kg
kmol STD
1atm
Ru
MairT1
1.223kg
m3
ChokedPRk 1
2
k
k 12.055 POrificeUpstreamMax
CylinderPressure psi
ChokedPR1070.671psi
dmax 0.025in1
POrificeUpstreamMax
Ru
MairT1
89.076kg
m3
FlowCapacitySonicdo Co
4
do2
STD k 1 POrificeUpstreamMax
2
k 1
k 1
k 1
0 5 103 0.01 0.015 0.02 0.025 0.03 0.035
0
2.188
4.375
6.563
8.75
10.938
13.125
15.313
17.5
orifice diameter (inches)
Flo
w C
apac
ity (
SC
FM
)
FlowCapacitySonic do in SCFM
do
Given
Find maximum acceptable orifice size
FlowRestrictionCriteria FlowCapacitySonicdmax dmax Find dmax 0.0692in

pg. 10
Based off these calcs, we will choose an orifice with a diameter of 0.063in which has the lowest probability of clogging.
Available orifice sizes:
dorifice 0.063in
Areao4
dorifice2 0.0031in
2
________________________________________________________________________________
How much will the does the orifice flow under standard conditions, it must flow 50 SCFH minimum
PRegulatorSetPoint 35psi P1 1atm PRegulatorSetPoint 49.696psi
P2 33psi 1atm 1
P1
Ru
MairT1
Flow Rate under standard conditions
FlowCapacity Co AreaoP1
STD 2
Mair
Z Ru T1
k
k 1
P2
P1
2
kP2
P1
k 1
k
56.606SCFH
FlowCapacity FlowCriteriaMeets Flow Criteria
________________________________________________________________________________
Double Check: Will the orifice restrict flow enough to lower flow to the relief valves capacity of 64 SCFM under the scenario where the regulator fails?
POrificeUpstreamMax
CylinderPressure psi
ChokedPR1070.671psi P1 POrificeUpstreamMax
1
P1
Ru
MairT1
89.076kg
m3
Sonic flow - Maximum through orifice
FlowCapacitySonic Co
Areao
STD k 1 P1
2
k 1
k 1
k 1 52.995SCFM
FlowCapacitySonic FlowRestrictionCriteria Meets Restriction Criteria

Fermilab
ES&H Manual 5034TA-1Date: May 24, 2013
APPENDIX B / EXHIBIT BPressure Testing Permit*
Type of Test: [ ] Hydrostatic [X] Pneumatic
Test Pressure 2200 psig MAWP 3450 psig+ (Pressure gauge PI-42-I)
Items to be Tested: ¼” x 0.035” SS tubing, fittings, manifold, hoses,, regulator
Location of Test: D-Zero_ Date and Time: August 2013: 13:00
Hazards Involved: 1.) Overpressure of pipe. 2.) Sudden release of pressure.
Safety Precautions Taken: 1). Relief Valve in Place on Cylinder 2.) Eye protection worn during test. 3.) Pressure Testing area restricted access / stay clear area
Special Conditions or RequirementsNone
Qualified Person and Test Coordinator: _Erik Voirin ___ Dept/Date: PPD/_July 30, 2013_
Division/Section Safety Officer ___ Eric McHugh ________ Dept/Date: PPD/_ July 30, 2013_
Results: ______Pass / No Leaks / Pressure held at 2200 psi for 10 minutes________________
Witness/Dept/Date: ____ _ - _ PPD/_June 3, 2013______________________________
(Safety Officer or Designee) ___Eric McHugh____________________________________________________
* Must be signed by division/section safety officer prior to conducting test. It is the responsibility of the test coordinator to obtain signatures.
pg. 11
Internal Pressure Rating of Tube:

Pressure Testing Procedures:The Nitrogen portion of the system will be leak/pressure tested in accordance with
ASME B31.9 which states a pneumatic test shall be performed and the test pressure shall not exceed 1.33 times the design pressure. The lower pressure dry air portion of the system will be tested as well, though that part of the system is not documented here as not required by FESHM 5031.1.
Pressure Testing Schematic:The equipment for pressure testing the system will be comprised of the normal
components of the system in place at its final installation position.
Preliminary Leak Check: Pressure Step 1: 25psig 1. All nitrogen cylinders shall start out closed, 2. CLOSE MV-433. Slowly and momentarily open one of the Nitrogen cylinder valves to
pressurize the system to 25 psig as read by PI-42-I.4. Bubble test all components. If leaks are found, depressurizing system by
opening MV-43 before fixing leaks.
Pressure Test Step 1: 500 psig 1. Slowly and momentarily open one of the Nitrogen cylinder valves to
pressurize the system to 500 psig as read by PI-42-I.2. Monitor Pressure via PI-42-I for 2 minutes, if pressure drops find leaks by
bubble testing. a. If leaks are found, release pressure by opening MV-43, fix leaks, close
MV-43, then repeat Pressure Test Step 1.b. If pressure stays constant, move to Pressure Test Step 2.
Pressure Test Step 2: 1000 psig 1. Slowly and momentarily open one of the Nitrogen cylinder valves to
pressurize the system to 1000 psig as read by PI-42-I.2. Monitor Pressure via PI-42-I for 2 minutes, if pressure drops find leaks by
bubble testing. a. If leaks are found, release pressure by opening MV-43, fix leaks, close
MV-43, then repeat Pressure Test Step 1.b. If pressure stays constant, move to Pressure Test Step 3
pg. 12

Pressure Test Step 3: 1500 psig 1. Slowly and momentarily open one of the Nitrogen cylinder valves to
pressurize the system to 1500 psig as read by PI-42-I.2. Monitor Pressure via PI-42-I for 2 minutes, if pressure drops find leaks by
bubble testing. a. If leaks are found, release pressure by opening MV-43, fix leaks, close
MV-43, then repeat Pressure Test Step 1.b. If pressure stays constant, move to Pressure Test Step 4.
Pressure Test Step 4: 2000 psig 1. Slowly and momentarily open one of the Nitrogen cylinder valves to
pressurize the system to 2000 psig as read by PI-42-I.2. Monitor Pressure via PI-42-I for 2 minutes, if pressure drops find leaks by
bubble testing. a. If leaks are found, release pressure by opening MV-43, fix leaks, close
MV-43, then repeat Pressure Test Step 1.b. If pressure stays constant, move to Pressure Test Step 5.
Pressure Test Step 5: 2200 psig 1. Open all 4 cylinders, then close all 4. 3. Monitor Pressure via PI-42 for 10 minutes, if pressure drops find leaks by
bubble testing. a. If leaks are found, release pressure by opening MV-43, fix leaks, close
MV-43, then repeat Pressure Test Step 1.b. If pressure stays constant for 10 minutes, the system will have passed
the pressure test.
pg. 13