Pharmaceutical Experimental Design and Interpretation
237
PHARMACEUTICAL EXPERIMENTAL DESIGN AND INTERPRETATION Second Edition © 2006 by Taylor & Francis Group, LLC
-
Upload
uswatun-khasanah -
Category
Documents
-
view
399 -
download
2
Transcript of Pharmaceutical Experimental Design and Interpretation

PHARMACEUTICAL EXPERIMENTAL DESIGN AND INTERPRETATION
Second Edition
© 2006 by Taylor & Francis Group, LLC

PHARMACEUTICAL EXPERIMENTAL DESIGN AND INTERPRETATION
Second Edition
N. Anthony ArmstrongUniversity of Cardiff
UK
© 2006 by Taylor & Francis Group, LLC

Published in 2006 byCRC PressTaylor & Francis Group 6000 Broken Sound Parkway NW, Suite 300Boca Raton, FL 33487-2742
© 2006 by Taylor & Francis Group, LLCCRC Press is an imprint of Taylor & Francis Group
No claim to original U.S. Government worksPrinted in the United States of America on acid-free paper10 9 8 7 6 5 4 3 2 1
International Standard Book Number-10: 0-415-29901-2 (Hardcover) International Standard Book Number-13: 978-0-415-29901-5 (Hardcover) Library of Congress Card Number 2005024462
This book contains information obtained from authentic and highly regarded sources. Reprinted material isquoted with permission, and sources are indicated. A wide variety of references are listed. Reasonable effortshave been made to publish reliable data and information, but the author and the publisher cannot assumeresponsibility for the validity of all materials or for the consequences of their use.
No part of this book may be reprinted, reproduced, transmitted, or utilized in any form by any electronic,mechanical, or other means, now known or hereafter invented, including photocopying, microfilming, andrecording, or in any information storage or retrieval system, without written permission from the publishers.
For permission to photocopy or use material electronically from this work, please access www.copyright.com(http://www.copyright.com/) or contact the Copyright Clearance Center, Inc. (CCC) 222 Rosewood Drive,Danvers, MA 01923, 978-750-8400. CCC is a not-for-profit organization that provides licenses and registrationfor a variety of users. For organizations that have been granted a photocopy license by the CCC, a separatesystem of payment has been arranged.
Trademark Notice: Product or corporate names may be trademarks or registered trademarks, and are used onlyfor identification and explanation without intent to infringe.
Library of Congress Cataloging-in-Publication Data
Armstrong, N. A. (N. Anthony)Pharmaceutical experimental design and interpretation / N. Anthony Armstrong. -- 2nd ed.
p. ; cm.Includes bibliographical references and index.ISBN-10: 0-415-29901-2 (Hardcover : alk. paper)ISBN-13: 978-0-415-29901-5 (Hardcover : alk. paper)1. Drugs--Research--Methodology. 2. Experimental design. I. Title.[DNLM: 1. Drug Design. 2. Data Interpretation, Statistical. 3. Re-search Design. QV 744 A737p 2006]
RM301.25.A76 2006615'.19'072--dc22 2005024462
Visit the Taylor & Francis Web site at http://www.taylorandfrancis.com
and the CRC Press Web site at http://www.crcpress.com
Taylor & Francis Group is the Academic Division of T&F Informa plc.
TF1589_Discl.fm Page 1 Wednesday, August 31, 2005 2:50 PM
© 2006 by Taylor & Francis Group, LLC

Author
Norman Anthony Armstrong graduated B.Pharm. and Ph.D. from LondonUniversity. After some years in the pharmaceutical industry, Dr. Armstrong joinedthe Welsh School of Pharmacy, Cardiff University, U.K., where he became seniorlecturer in pharmaceutical technology. He retired from that position in 2002.
Dr. Armstrong is a fellow of the Royal Pharmaceutical Society of Great Britainand is the author of over 150 scientific papers, reviews, and books.
TF1589_C000.fm Page v Monday, December 5, 2005 8:37 PM
© 2006 by Taylor & Francis Group, LLC

Table of Contents
Chapter 1 Introduction to Experimental Design
1.1 The Experimental Process ................................................................................ 1 1.2 Computers and Experimental Design............................................................... 2 1.3 Overview of Experimental Design and Interpretation ..................................... 4
Chapter 2 Comparison of Mean Values
2.1 Introduction....................................................................................................... 9 2.2 Comparison of Means when the Variance of the Whole
Population is Known....................................................................................... 10 2.3 Comparison of Two Means when the Variance of the Whole
Population is Not Known ............................................................................... 12 2.3.1 Treatment of Outlying Data Points .................................................... 15
2.4 Comparison of Means between More Than Two Groups of Data............................................................................................................. 18 2.4.1 Analysis of Variance (ANOVA) ......................................................... 192.4.2 The Least Significant Difference........................................................ 21 2.4.3 Two-Way Analysis of Variance .......................................................... 22
Chapter 3 Nonparametric Methods
3.1 Introduction..................................................................................................... 25 3.2 Nonparametric Tests for Paired Data ............................................................. 25
3.2.1 The Sign Test ...................................................................................... 25 3.2.2 The Wilcoxon Signed Rank Test ........................................................ 27
3.3 Nonparametric Tests for Unpaired Data ........................................................ 29 3.3.1 The Wilcoxon Two-Sample Test ........................................................ 29
Chapter 4 Regression and Correlation
4.1 Introduction..................................................................................................... 33 4.2 Linear Regression ........................................................................................... 33
4.2.1 The Number of Degrees of Freedom (Cell B11 in Table 4.4) .......... 37 4.2.2 The Coefficient of Determination (r2) (Cell A10
in Table 4.4) ........................................................................................ 384.2.3 The Standard Errors of the Coefficients (Cells A9
and B9 in Table 4.4) ........................................................................... 40 4.2.4 The F Value or Variance Ratio (Cell A11 in Table 4.4) ................... 40 4.2.5 The Two Regression Lines ................................................................. 41
TF1589_C000.fm Page vii Monday, December 5, 2005 8:37 PM
© 2006 by Taylor & Francis Group, LLC

viii Table of Contents
4.3 Curve Fitting of Nonlinear Relationships .................................................... 41 4.3.1 The Power Series .............................................................................. 42 4.3.2 Quadratic Relationships.................................................................... 42 4.3.3 Cubic Equations................................................................................ 43 4.3.4 Transformations ................................................................................ 44
4.4 Multiple Regression Analysis....................................................................... 44 4.4.1 Correlation Coefficients.................................................................... 47 4.4.2 Standard Error of the Coefficients and the Intercept....................... 48 4.4.3 F Value.............................................................................................. 48
4.5 Interaction between Independent Variables.................................................. 48 4.6 Stepwise Regression ..................................................................................... 49 4.7 Rank Correlation........................................................................................... 50 4.8 Comments on the Correlation Coefficient ................................................... 52
Chapter 5 Multivariate Methods
5.1 Introduction................................................................................................... 55 5.2 Multivariate Distances .................................................................................. 55
5.2.1 Distance Matrices ............................................................................. 55 5.3 Covariance Matrices ..................................................................................... 59 5.4 Correlation Matrices ..................................................................................... 62 5.5 Cluster Analysis............................................................................................ 63
5.5.1 Cartesian Plots .................................................................................. 63 5.5.2 Dendrograms..................................................................................... 65
5.6 Discrimination Analysis ............................................................................... 67 5.7 Principal Components Analysis ................................................................... 70 5.8 Factor Analysis ............................................................................................. 75
Chapter 6 Factorial Design of Experiments
6.1 Introduction................................................................................................... 83 6.2 Two-Factor, Two-Level Factorial Designs ................................................... 84
6.2.1 Two-Factor, Two-Level Factorial Designs with Interaction between the Factors........................................................ 86
6.3 Notation in Factorially Designed Experiments ............................................ 89 6.4 Factorial Designs with Three Factors and Two Levels ............................... 91 6.5 Factorial Design and Analysis of Variance.................................................. 94
6.5.1 Yates’s Treatment.............................................................................. 95 6.5.2 Factorial Design and Linear Regression .......................................... 98
6.6 Replication in Factorial Designs ................................................................ 100 6.7 The Sequence of Experiments.................................................................... 103 6.8 Factorial Designs with Three Levels.......................................................... 104 6.9 Three-Factor, Three-Level Factorial Designs............................................. 110
6.9.1 Mixed or Asymmetric Designs....................................................... 114 6.10 Blocked Factorial Designs.......................................................................... 115 6.11 Fractional Factorial Designs....................................................................... 118
TF1589_C000.fm Page viii Monday, December 5, 2005 8:37 PM
© 2006 by Taylor & Francis Group, LLC

Table of Contents ix
6.12 Plackett–Burman Designs......................................................................... 1216.13 Central Composite Designs ...................................................................... 122 6.14 Box–Behnken Designs.............................................................................. 126 6.15 Doehlert Designs....................................................................................... 127 6.16 The Efficiency of Experimental Designs ................................................. 129
Chapter 7 Response-Surface Methodology
7.1 Introduction............................................................................................... 135 7.2 Constraints, Boundaries, and the Experimental Domain......................... 136 7.3 Response Surfaces Generated from First-Order Models ......................... 137 7.4 Response Surfaces Generated by Models of a Higher Order.................. 143 7.5 Response-Surface Methodology with Three or More Factors................. 150
Chapter 8 Model-Dependent Optimization
8.1 Introduction............................................................................................... 157 8.2 Model-Dependent Optimization ............................................................... 158
8.2.1 Extension of the Design Space................................................... 161 8.3 Optimization by Combining Contour Plots ............................................. 163 8.4 Location of the Optimum of Multiple Responses by
the Desirability Function .......................................................................... 165 8.5 Optimization Using Pareto-Optimality..................................................... 168
Chapter 9 Sequential Methods and Model-Independent Optimization
9.1 Introduction............................................................................................... 173 9.2 Sequential Analysis................................................................................... 173
9.2.1 Wald Diagrams............................................................................ 173 9.3 Model-Independent Optimization............................................................. 177
9.3.1 Optimization by Simplex Search................................................ 177 9.4 Comparison of Model-Independent and
Model-Dependent Methods ...................................................................... 184
Chapter 10 Experimental Designs for Mixtures
10.1 Introduction............................................................................................... 189 10.2 Three-Component Systems and Ternary Diagrams ................................. 190 10.3 Mixtures with More Than Three Components ........................................ 193 10.4 Response-Surface Methodology in Experiments with Mixtures ............. 195
10.4.1 Rectilinear Relationships between Composition and Response............................................................................... 195
10.4.2 Derivation of Contour Plots from Rectilinear Models............... 197 10.4.3 Higher-Order Relationships between Composition
and Response............................................................................... 198 10.4.4 Contour Plots Derived from Higher-Order Equations ............... 200
TF1589_C000.fm Page ix Monday, December 5, 2005 8:37 PM
© 2006 by Taylor & Francis Group, LLC

x Table of Contents
10.5 The Optimization of Mixtures................................................................... 202 10.6 Pareto-Optimality and Mixtures ................................................................ 203 10.7 Process Variables in Mixture Experiments ............................................... 205
Chapter 11 Artificial Neural Networks and Experimental Design
11.1 Introduction................................................................................................ 209 11.1.1 Pharmaceutical Applications of ANNs ...................................... 212
Appendix 1 Statistical Tables
A1.1 The Cumulative Normal Distribution (Gaussian Distribution)................. 219 A1.2 Student’s t Distribution.............................................................................. 219 A1.3 Analysis of Variance.................................................................................. 221
Appendix 2 Matrices
A2.1 Introduction................................................................................................ 223 A2.2 Addition and Subtraction of Matrices....................................................... 225 A2.3 Multiplication of Matrices ......................................................................... 226
A2.3.1 Multiplying a Matrix by a Constant ........................................... 226 A2.3.2 Multiplication of One Matrix by Another.................................. 226 A2.3.3 Multiplication by a Unit Matrix ................................................. 227 A2.3.4 Multiplication by a Null Matrix ................................................. 228 A2.3.5 Transposition of Matrices ........................................................... 228 A2.3.6 Inversion of Matrices .................................................................. 229
A2.4 Determinants .............................................................................................. 229
TF1589_C000.fm Page x Monday, December 5, 2005 8:37 PM
© 2006 by Taylor & Francis Group, LLC

Dedication
for Kenneth Charles James, 1926–1997
The first two editions of this book were written in collaboration with Dr. KennethCharles James, reader in pharmaceutics at the Welsh School of Pharmacy, CardiffUniversity. Sadly, just as the second edition was being completed, Ken’s healthdeteriorated and he died shortly after its publication.
This edition is therefore dedicated to the memory of Ken James, mentor,colleague, and friend.
TF1589_C000.fm Page xi Monday, December 5, 2005 8:37 PM
© 2006 by Taylor & Francis Group, LLC

1
1 Introduction to Experimental Design
1.1 THE EXPERIMENTAL PROCESS
Experimentation is expensive in terms of time, work force, and resources. It istherefore reasonable to ask whether experimentation can be made more efficient,thereby reducing expenditure of time and money.
Scientific principles of experimental design have been available for some time now.Much of the work originated with Sir Ronald Fisher and Professor Frank Yates, whoworked together at Rothamsted Agricultural Research, U.K.1 The principles that theyand others devised have found application in many areas, but it is surprising how littlethese principles have been used in pharmaceutical systems. The reasons for this neglectare a matter of speculation, but there is no doubt that principles of experimental designdo have a widespread applicability to the solution of pharmaceutical problems.
Experimentation may be defined as the investigation of a defined area witha firm objective, using appropriate tools and drawing conclusions that are justifiedby the experimental data so obtained. Most experiments consist of measuring theeffect that one or more factors have on the outcome of the experiment. The factorsare the independent variables, and the outcome is the response or dependentvariable.
The overall experimental process may be divided into the following stages:
1. Statement of the problem. What is the experiment supposed to achieve?What is its objective?
2. Choice of factors to be investigated, and the levels of those factors thatare to be used.
3. Selection of a suitable response. This may be defined in Stage 1, statementof the problem. If so, then we must be sure that the measurement of thechosen response contributes to achieving the objective. The proposedmethods of measuring the response and their accuracy must also beconsidered at this stage.
4. Choice of the experimental design. This is often a balance between costand statistical validity. The more an experiment is replicated, the greaterthe reliability of the results. However, replication increases cost, and theexperimenter must therefore consider what is an acceptable degree ofuncertainty. This in turn is governed by the number of replicates that canbe afforded. Inextricably linked with this stage is selection of the methodto be used to analyze data.
TF1589_C001.fm Page 1 Monday, December 5, 2005 8:43 PM
© 2006 by Taylor & Francis Group, LLC

2 Pharmaceutical Experimental Design and Interpretation
5. Performance of the experiment: the data collection process. 6. Data analysis. 7. Drawing conclusions.
The steps in the process may be illustrated using a simple example that is developedfurther in Chapter 4. Gebre-Mariam et al.2 investigated the relationship between thecomposition of mixtures of glycerol and water and the viscosity of those mixtures,as part of a study of diffusion through gels.
Thus, the objective (Stage 1) was to establish the dependence of the viscosityof glycerol–water mixtures on their composition. The factor to be investigated(Stage 2) was composition of the mixture up to a maximum of about 40% w/wglycerol. The response (Stage 3) was the viscosity of the liquids, measured by anappropriately accurate method, in this case a U-tube viscometer. Because onlyone factor was to be investigated, any other factor that might influence the responsehad to be eliminated or kept constant. Temperature was an obvious example inthis case.
At the outset, it was not known whether the relationship would be rectilinearor curvilinear. Furthermore, results were to be fitted to a model equation, andfor both these reasons, an adequate number of data points had to be obtained.Five concentrations of glycerol were selected, covering the desired range (Stage 4).This was expected to be the minimum number that would enable a valid regressionanalysis to be performed. Many data points could have been used, therebyimproving the reliability of any relationship, but of course this would haveinvolved additional work.
The experiments were then carried out (Stage 5), the data was subjected toregression analysis (Stage 6), and the relationship between composition and viscositywas established (Stage 7).
Thus, the experimental design and the method to be used to analyze the dataare selected before the experiment is carried out. Conclusions that can be drawnfrom the data depend, to a large extent, on the manner in which the data werecollected. Oftentimes, the objective of the experiment is imperfectly defined, theexperiment is then carried out, and only after these are methods of data analysisconsidered. It is then discovered that the experimental design is deficient and hasprovided insufficient or inappropriate data for the most effective form of analysisto be carried out. Thus, the term experimental design must include not only theproposed experimental methodology, but also the methods whereby the data fromthe experiments is to be analyzed. The importance of considering both parts of thisdefinition together cannot be overemphasized.
1.2 COMPUTERS AND EXPERIMENTAL DESIGN
A point that must be considered at this stage is the availability of computing facilitiessuch as mainframes, personal computers (PCs), and even a pocket calculator. Theadvantages of the computer are obvious. The chore of repetitive calculation has beenremoved as well as an undeniable disincentive to use statistical methods. However,
TF1589_C001.fm Page 2 Monday, December 5, 2005 8:43 PM
© 2006 by Taylor & Francis Group, LLC

Introduction to Experimental Design 3
using a computer can cause two related problems. The first is absolute reliance onthe computer — if the computer says so, it must be so. The second is the assumptionthat the computer can take unreliable data or data from a badly designed experimentand somehow transform them into a result which can be relied upon. The computerjargon GIGO — garbage in, garbage out — is just as appropriate to problems ofexperimental design as to other areas in which computers are used.
It is undeniable that access to a computer is invaluable. Many readers will haveaccess to a mainframe computer equipped with comprehensive statistical packagesincluding SPSS® (McGraw-Hill, New York, NY, USA), SAS® (SAS Institute, Cary,NC, USA), and MINITAB® (Minitab, State College, PA, USA). Bohidar3 has describedthe application of SAS to problems of pharmaceutical formulation.
MINITAB contains many features that are relevant to experimental design. Inaddition to useful statistical techniques, it includes programs for determinant analysisand principal component analysis (Chapter 5). The commands FFDESIGN andPBDESIGN generate fractional factorial designs and Plackett–Burman designsrespectively for a specified number of experimental factors (Chapter 6). Random-ization of the order in which the experiments are to be performed can also be carriedout. The command FFACTORIAL analyzes data from experiments based on thesedesigns, and facilities for drawing contour plots from the data are also available(Chapters 7 and 8). Details are given in Ryan and Joiner.4
However, a desktop computer will suffice for many of the calculations describedin this book, because many statistical packages for PCs are now commercially available.Spreadsheet packages such as Lotus 1-2-3® (Lotus Development Corporation,Cambridge, MA, USA) and Excel® (Microsoft Corporation, Redmond, WA, USA)are of great value for these calculations.5 The latter is used extensively in this book.
Several software packages specifically intended for experimental design andoptimization purposes are also available. One example is the RS/Discover® suiteof programs from BBN Software Products Corporation (Cambridge, MA, USA).The menu-driven program in this package prompts the user to specify the independentvariables, together with their units, the ranges of values for the variables, and therequired degree of precision and to indicate whether the value of a given variablecan be easily altered. The program then produces a worksheet that gives the designof the experiment (full factorial, central composite, etc.) and the values of theindependent variables for each experiment. The experiments are usually given inrandom order, except in those cases where a particular experimental variable cannotbe easily altered in value. In such cases, the experiments are grouped so that thetime taken to alter that variable is minimized. After the experiments are carried out,the responses are added to the worksheet. Data can then be analyzed and fitted tomodels and contour plots, and response surfaces can be produced. Applications ofthis package have been reported by McGurk et al.6
The Design-Ease® and Design-Expert® packages offered by Stat-Ease(Minneapolis, MN, USA) provide facilities for the design and analysis of factorialexperiments. The programs generate worksheets of experiments in random order orin blocks for experiments involving process variables or mixtures and, from theresults, can produce a statistical analysis and three-dimensional response surfaceand contour graphs.
TF1589_C001.fm Page 3 Monday, December 5, 2005 8:43 PM
© 2006 by Taylor & Francis Group, LLC

4 Pharmaceutical Experimental Design and Interpretation
Similar programs include ECHIP® (Expert on a Chip, Hockessin, DE, USA),which has been reviewed by Dobberstein et al.,7 CHEOPS® (Chemical Operationsby Simplex, Elsevier Scientific Software, Amsterdam, The Netherlands), StatgraphicsPlus® (Statgraphics, Rockville, MD, USA), and CODEX® (Chemometrical Optimi-sation and Design for Experimenters, AP Scientific Services, Stockholm, Sweden).
1.3 OVERVIEW OF EXPERIMENTAL DESIGN AND INTERPRETATION
This is not a textbook on statistics. However, some statistical knowledge is essentialif the full power of techniques in experimental design is to be appreciated. Neitheris this a compendium of methods of experimental design. Rather, it discusses methodsthat are of value in the design of experiments and in the interpretation of resultsobtained from them.
The literature in this area is considerable, and for readers wishing to developtheir knowledge of a particular technique, references to further reading are given atthe end of each chapter. Moreover, statistical textbooks and some general texts onexperimental design are given at the end of this chapter.
Many experiments consist in acquiring groups of data points, each group havingbeen subjected to a different treatment, and methods for evaluating data from suchexperiments are included in Chapter 2. Essentially, these methods are based onestablishing whether the mean values of the various groups differ significantly. Whenthere are only two groups of data, Student’s t-test is usually applied, but for threeor more groups, analysis of variance is the method of choice. The latter also formsthe basis of many of the methods of experimental design described in later chapters.
For Student’s t-test and analysis of variance to be applicable, the data should,strictly speaking, be normally distributed about the mean and must have truenumerical values. Such tests cannot be applied to adjectival information or whendata have been assigned to numbered but arbitrarily designated categories. In suchcases, nonparametric methods come into their own. These methods do not dependfor their validity on a normal or Gaussian distribution, and “adjectival” data canbe assessed using them. However, such methods depend on the presence of anadequate number of data points to facilitate comparison, and hence the degree ofreplication in the experiment must be appropriate if such methods are to be used.Nonparametric methods involve either paired data, where each subject acts as itsown control, or unpaired data. Both are discussed in Chapter 3.
Having obtained raw data from the experiment, one has to decide on how bestto use them. The decision may be simple; for example, all that is required is a meanvalue and standard deviation or the plot of one value against another, which givesa perfect straight line. Usually, more is required, in which case the statistical methodthat is most appropriate to the problem must be chosen.
An obvious example involves a series of pairs of results where it is required toknow whether they are related, and if so how. A simple example could be the variationof the weights of a collection of laboratory animals with their heights. A plot ofheight (h) against weight (w) drawn on a graph paper may not give a definite answer,
TF1589_C001.fm Page 4 Monday, December 5, 2005 8:43 PM
© 2006 by Taylor & Francis Group, LLC

Introduction to Experimental Design 5
because the points could be such that it is not clear whether or not the results arescattered around a straight line. The probability that the results are so related is givenby regression analysis, together with the value of the line in predicting unknownresults. Alternatively, the relationship may be curved but fits a quadratic equation.
If the results are not related, a third property, for example, age (A), may makean important contribution. It is not possible to plot a graph in this situation, althoughone could construct a three-dimensional model.
It is not possible to visually represent equations with more than three variables,but such higher relationships can be expressed by an equation. Thus, for example, ifthe variation of animals’ weights (w) with height, age (A), and waist circumference (c)is examined, a relationship of the form shown in (1.1) can be devised:
w = b0 + b1h + b2A + b3c (1.1)
in which b0, b1, b2, and b3 are constants and can be derived by regression analysis.A minimum of four sets of data (because there are four variables) would be requiredto derive such an equation, and a perfect relationship would result. For a reliablerelationship, a minimum of five sets of data for each unknown, giving a minimumof 20 sets of results, are necessary.
Other relationships can be detected, either by trial and error or by suspected rela-tionships, derived theoretically or found for similar systems in the literature; for example,logarithmic (1.2), ternary (1.3), or square root (1.4). Some examples are given in thebook, and methods for calculating them and evaluating their reliability are described.
y = b0+ b1log x (1.2)
y = b0+ b1+ b2x2 + b3x3 (1.3)
y = b0 + b1x1/2 (1.4)
Regression analysis looks for relationships between a dependent variable and oneor more independent variables. This method of analysis is called a univariate method.Multivariate methods look for relationships between several variables, consideringthem collectively. These data are often presented in the form of a matrix, an exampleof which follows:
(1.5)
Each column represents a property of the materials under examination. For example,1 could represent tablet weight, 2 disintegration time, 3 crushing strength, and4 moisture content. Each row represents a combination of the properties of oneexample, in this case the properties of a different tablet formulation. To work
a a a a
b b b b
c c c c
d d d d
1 2 3 4
1 2 3 4
1 2 3 4
1 2 3 4
TF1589_C001.fm Page 5 Monday, December 5, 2005 8:43 PM
© 2006 by Taylor & Francis Group, LLC

6 Pharmaceutical Experimental Design and Interpretation
with these, one must have a knowledge of matrices and their manipulation, whichdiffers from basic algebraic methods. The basic matrix algebra necessary to under-stand this section is given in Appendix 2, followed by examples of their use.
When a series of results is presented, the individual results can frequently bearranged into unrelated groups, within which the results are related. This is calledcluster analysis. Alternatively, the validity of preconceived classifications can beexamined by discrimination analysis.
Relationships within sets of results can often be detected and used to simplifydata. Thus, the number of rows shown in (1.5) could possibly be reduced to threeor even less by principal components analysis and the columns reduced in a similarmanner by factor analysis. Cluster, discrimination, principal components, and factoranalysis are all described in Chapter 5.
Experimental programs can, if not efficiently designed, consume much time,materials, and labor, and hence, it is essential that programs be designed in the mostcost-effective manner. In Chapter 6, the principles of factorial design are discussed.Factorial design, when allied to statistical techniques such as analysis of variance,is a powerful tool for gaining the maximum amount of information from a limitednumber of experiments.
Factorial design involves the variation of two or more experimental variablesor factors in a planned manner, and the factors are investigated at two or more levels.The technique establishes the relative order of importance of the factors and canalso indicate whether factors interact and whether such interactions are significant.
Even so, full factorial designs involving several factors at three or even morelevels can demand considerable resources. Therefore, methods by which the numberof experiments can be reduced in factorial designs are also explored. The potentialhazards of using such limited designs are also discussed.
Having determined which factors and interactions make a significant contribu-tion to the response, one can use the same experiments to predict the response forcombinations of factors that have not been studied experimentally. The predictionis carried out by deriving a mathematical model relating the factors to the response.The construction of the model equation and establishing its validity draw heavilyon correlation and regression techniques described in Chapter 4.
Once the model is established, it can be used to construct contour plots. Theseplots are diagrams of the value of the response in terms of the values of theexperimental variables. The model can also be used to derive the response surface.This is usually a three-dimensional diagram, with the response plotted on the verticalaxis and two factors forming the horizontal axes. Such diagrams are invaluable invisualizing relationships between independent and dependent variables and also inassessing the robustness of the response. Both are described in Chapter 7.
Many pharmaceutical formulations and processes lend themselves to optimizationprocedures, whereby the best possible result is sought, given a series of limits orconstraints. Thus, the best possible solution is not necessarily a maximum (or minimum)value, but is rather a compromise, taking many factors into account. There are twoprincipal methods of optimization. One is model-dependent optimization, in whicha group of experiments is carried out and the results are then fitted to an equation(the model). Such techniques are discussed in Chapter 8.
TF1589_C001.fm Page 6 Monday, December 5, 2005 8:43 PM
© 2006 by Taylor & Francis Group, LLC

Introduction to Experimental Design 7
Model-dependent methods require that a series of experiments should be carriedout and the results assessed only when the whole series has been completed. Methodsby which the results of only a few experiments govern the conditions of furtherexperiments are sequential or model independent, and the results are examinedcontinuously as they become available. No attempt is made to express results ina model equation. Such methods are described in Chapter 9, which also includesa comparison between model-dependent and model-independent techniques.
Many pharmaceutical formulations involve mixtures of several ingredients, thetotal mass or volume of which is fixed. The composition of a fixed-volume injectionor the contents of a hard-shell capsule are good examples. Here, if the proportionof one ingredient is changed, then the proportion of at least one of the others mustalso change. Such mixtures are amenable to the principles of experimental design,the applications of which are described in Chapter 10.
In the final chapter, the use of artificial neural networks in pharmaceutical exper-imental design is considered (Chapter 11). Artificial neural networks are machinesthat learn from experience, in a similar manner to the brain. Their underlying functionis to identify patterns, that is, to recognize the relationship between input data and thecorresponding response. These relationships are then applied in a predictive manner.
Each chapter is illustrated by a number of worked examples. Their selection hassometimes caused problems. Inevitably the author has tended to select exampleswhich he has found of value, and which are therefore in fields in which he ispersonally interested. However he accepts that there are many other areas ofpharmaceutical science that could have been explored. Therefore, many of the chaptersend with a bibliography that indicates those areas where a particular technique hasbeen used, and the reader is referred to the original articles.
The appendices of the book contain material to which reference may be required,but which would be intrusive if it was contained in the main body itself. Tabulatedstatistical data (e.g., values of Student’s t-test, F-test, and correlation coefficients atgiven significance levels) has been reduced to a minimum and only includes materialthat is needed in the worked examples used in the book. Complete tables are readilyavailable elsewhere.
USEFUL STATISTICAL TEXTS
Bolton, S. and Bon, C., Pharmaceutical Statistics: Practical and Clinical Applications, 4thed., Marcel Dekker, New York, 2004.
Clarke, G. M. and Cooke, D. A., A Basic Course in Statistics, 4th ed., Arnold, London, 1998. Jones, D. S., Pharmaceutical Statistics, Pharmaceutical Press, London, 2002.
USEFUL GENERAL TEXTS ON EXPERIMENTAL DESIGN
Anderson, V. L. and McLean, R. A., Design of Experiments: A Realistic Approach, MarcelDekker, New York, 1974.
Box, G. E. P., Hunter, W. G., and Hunter, J. S., Statistics for Experimenters: Introduction toDesign, Data Analysis and Model Building, Wiley, New York, 1978.
Cornell, J. A., Experiments with Mixtures, 3rd ed., Wiley, New York, 2002. Fisher, R. A. and Yates, F., The Design of Experiments, 8th ed., Oliver & Boyd, Edinburgh, 1966.
TF1589_C001.fm Page 7 Monday, December 5, 2005 8:43 PM
© 2006 by Taylor & Francis Group, LLC

8 Pharmaceutical Experimental Design and Interpretation
Hicks, C. R. and Turner, K. V., Fundamental Concepts in the Design of Experiments, 5thed., Oxford University Press, Oxford, 1999.
Montgomery, D. C., Design and Analysis of Experiments, 5th ed., Wiley, New York, 2001. Strange, R. S., Introduction to experiment design for chemists, J. Chem. Educ., 67, 113, 1990.
REFERENCES
1. Fisher, R. A., The Design of Experiments, Oliver & Boyd, London, 1926. 2. Gebre-Mariam, T. et al., The use of electron spin resonance to measure microviscosity,
J. Pharm. Pharmacol., 43, 510, 1991. 3. Bohidar, N. R., Pharmaceutical formulation optimization using SAS, Drug Dev. Ind.
Pharm., 17, 421, 1991. 4. Ryan, B. F. and Joiner, B. L., Minitab Handbook, 4th ed., Duxbury Press, Pacific
Grove, 2001. 5. Dranchuk, J., Excel for Windows Spreadsheet Databases, Wiley, New York, 1994. 6. McGurk, J. G., Storey, R., and Lendrem, D. W., Computer-aided process optimisation,
J. Pharm. Pharmacol., 41, 128P, 1989. 7. Dobberstein, R. H. et al., Computer-assisted experimental design in pharmaceutical
formulation, Pharm. Technol., 3, 84, 1994.
TF1589_C001.fm Page 8 Monday, December 5, 2005 8:43 PM
© 2006 by Taylor & Francis Group, LLC

9
2 Comparison of Mean Values
2.1 INTRODUCTION
A common feature of many experimental programs is to obtain groups of data undertwo or more sets of experimental conditions. The question then arises: Has thechange in experimental conditions affected the data? The question may be rephrasedto a more precise form: Do the means of each group differ significantly or are allgroups really taken from the same population, the change in experimental conditionshaving had no significant effect? A variety of experimental techniques exist to answerthis question. Hence, it is all too easy to select an inappropriate technique, withmisleading results.
For selecting the correct procedure, further questions must be asked:
1. Are the data truly numerical? Some data are purely nominal, in that theyare given a name, for example, male or female, black or white. Such data,especially if they are to be processed by a computer, are often given anumerical value, for example, male = 0, female = 1, but these are labels,not actual numbers. Data can also be ordinal, in that they are ranked. Forexample, five children can be ranked in order of increasing height, withthe value of 1 assigned to the shortest child and 5 to the tallest. These arenot truly numerical values, in that the series does not represent a scalewith equal intervals. Thus, there is no suggestion that the difference inheight between numbers 1 and 2 is the same as that between 2 and 3. If,however, the actual heights of the children had been used, then these aretruly numerical data and can be used in the tests described below.
2. Are there more than two sets of data? 3. Are the data normally distributed? 4. Are there many data points in each group (more than 30)? 5. If there are only two sets of data, do these sets represent the total popu-
lation or do they represent samples drawn from a larger population? Dowe know the variance of the whole population? Examples of the formercould be sets of examination results, when the performance of everycandidate is known. Also, in a long-running industrial process, wheremany batches have been made under identical conditions, the pooledvariance of all the batches will be very close to or even equal to thevariance of the total population or universe.
6. Are the data paired or unpaired?
TF1589_C002.fm Page 9 Monday, December 5, 2005 8:46 PM
© 2006 by Taylor & Francis Group, LLC

10 Pharmaceutical Experimental Design and Interpretation
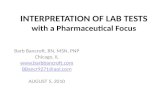
Figure 2.1 shows Questions 1 to 6 in a diagrammatic form. The available procedures can best be illustrated by examples which, though
apparently straightforward, will serve as media through which several aspects ofexperimental design can be explored.
2.2 COMPARISON OF MEANS WHEN THE VARIANCE OF THE WHOLE POPULATION IS KNOWN
Twenty university students are taught a given subject in two groups of ten (GroupsA and B), each group having its own tutor. At the end of the course, all 20 studentstake the same examination, the results of which are shown in Table 2.1.
Are data numerical?
Yes No
How many sets of data? Nonparametric methods
2 >2
Are data normally distributed? Analysis of variance
Yes Don’t know No
Large number of data points? Nonparametric methods
Nonparametric methods
Yes No
Is the variance of the wholepopulation known?
NoYes Paired data?
Yes No
Normal deviate Student’s t
Sign testSigned rank test
Wilcoxontwo-sample test
FIGURE 2.1 Chart to help select the correct statistical test for comparison of the means ofgroups of data.
TF1589_C002.fm Page 10 Monday, December 5, 2005 8:46 PM
© 2006 by Taylor & Francis Group, LLC

Comparison of Mean Values 11
The means differ by over 5% on marks of about 50%, which seems quite large.On the other hand, the values of the standard deviations show that there is consid-erable scatter around each mean. The university is concerned by the difference inmean marks between the two groups and wishes to assess whether this differenceis statistically significant.
Figure 2.1 shows that use of the normal deviate is an appropriate test, becausethe data relate to the whole of the population and not just to samples. The procedureis to use the normal deviate to construct confidence intervals for the means. Theconfidence interval for Group A is given by (2.1):
(2.1)
where xmA= mean of Group A σ= standard deviation of Group A nA= number of observations in Group A P = required level of probability ZP= normal deviate corresponding to the (P + 1)/2 percentile of the cumulative
standard normal distribution.
Thus, a key point to be decided is the required level of probability, as thisgoverns the value of ZP, and this decision must be taken before the calculationcan be made. In most physicochemical experiments, a significance level of 0.05is selected, which means that there is a 1 in 20 chance of the wrong inferencebeing made.
TABLE 2.1Marks Obtained by Two Groups of Ten Students (%)
Group A Group B
70 66 60 56 59 55 56 53 56 48 54 45 52 45 51 44 44 42 44 38
n 10 10 Mean 54.6 49.2 Variance 53.4 61.8Standard deviation 7.3 7.9
confidence interval mAA
= ±
x
Z
nPσ
TF1589_C002.fm Page 11 Monday, December 5, 2005 8:46 PM
© 2006 by Taylor & Francis Group, LLC

12 Pharmaceutical Experimental Design and Interpretation
Table A1.1 in Appendix 1 summarizes a selection of values of the standardnormal variable. The value to choose is that corresponding to (P + 1)/2, which inthis case is 0.975. Therefore, Z = 1.96. Hence, the confidence interval for the mean of Group A is
The mean of Group B falls outside this range; therefore, it can be concludedthat, at this level of significance, there is a difference between the means. It maybe, however, that the university foresees serious consequences if a significant dif-ference between the performances of the two groups is established. It thereforedecides to choose a significance level of 0.01, so that there is now only a 1 in 100chance of an incorrect inference being made. The chosen value of the standardnormal deviate now corresponds to (P + 1)/2 = 0.995. Therefore, the tabulated valueof Z is now 2.58. Substituting this into (2.1) gives the confidence interval for themean of Group A as 48.6 to 60.6. The mean of Group B lies within this range, andit could be claimed that there is no significant difference between the means. Thus,whether a significant difference exists depends on the level of significance that ischosen. This, in turn, is selected with the consequences of drawing the wrongconclusion firmly in mind.
2.3 COMPARISON OF TWO MEANS WHEN THE VARIANCE OF THE WHOLE POPULATION IS NOT KNOWN
In the previous example, every member of the population (all 20 students) was tested.In many cases, however, this is not feasible. The total population may be too highfor it all to be tested or the testing may be destructive. In such cases, the variancemust be estimated from data obtained from samples.
As an example, consider the following situation. Hard-shell capsules are filledwith a mixture of active ingredients and diluents (Formulation A). A new formulationis devised (Formulation B) which, it is believed, will alter the disintegration timesof the capsules. The objective of the experiment is therefore to establish whethera significant difference exists between the mean disintegration times of the twoformulations. The capsules are subjected to the disintegration test of the EuropeanPharmacopoeia, and the results are given in Table 2.2.
Figure 2.1 indicates that the appropriate test in this case is Student’s t-test. Thereare two formulae that can be used for calculating t. The first is (2.2):
(2.2)
where xmA and xmB= means from Formulations A and B, respectively nA and nB= the number of data points in each group
54 61 96 7 3
1054 6 4 5 50 1 to 59.1.
. .. . .± × = ± =
tx x
s n n=
−
+( )
mA mB
p A B2 1 1/ /
TF1589_C002.fm Page 12 Monday, December 5, 2005 8:46 PM
© 2006 by Taylor & Francis Group, LLC

Comparison of Mean Values 13
Sp2= the pooled variance, which is, in turn, given by (2.3)
(2.3)
where SA
2 and SB2 = the variances of the data from Formulations A and B, respectively.
Alternatively, t can be calculated from (2.4)
(2.4)
Equation (2.2) is used when the variances of the two sets of data do not differconsiderably. A ratio between the variances of less than 3 is a good rule of thumb.If the variances differ by more than this, (2.4) is used instead. Use of (2.4) givesa more conservative estimate of significance than (2.2), even when both sampleshave similar variances. For the data shown in Table 2.2, the ratio of the variancesis 4.8 (3.4:0.7); therefore, (2.4) is used to calculate t.
Statistical tests such as Student’s t involve comparison of a value of tcalculated from the data with a tabulated value. If the calculated value exceedsthe tabulated value, then a significant difference between the means of the twogroups has been detected. Tabulated values of t are shown in Table A1.2 in Appendix 1.Before the correct tabulated value can be selected, two items of informationare required, which are in turn dependent on the design of the experiment.The first is the required level of significance, that is, the required value of P
TABLE 2.2Disintegration Time (Minutes) of Hard-Shell Capsules Containing Two Formulations, A and B
Formulation A Formulation B
11.1 9.2 10.3 10.3 13.0 11.2 14.3 11.3 11.2 10.5 14.7 9.5
n 6 6 Mean 12.43 10.33 Variance 3.36 0.74 Standard deviation 1.83 0.86
sn s n s
n np
A A B B
A B
22 21 1
2= − + −
+ −( ) ( )
( )
tx x
s n s nB
= −
+( )mA mB
A A B2 2/ /
TF1589_C002.fm Page 13 Monday, December 5, 2005 8:46 PM
© 2006 by Taylor & Francis Group, LLC

14 Pharmaceutical Experimental Design and Interpretation
in the top row of Table A1.2 in Appendix 1. The usual value of P for physico-chemical experiments is 0.05.
The second decision to be taken before the experiment can be carried out is thenumber of replicate determinations that will be made. The higher the number ofreplicates, the higher will be the cost of the experiment. On the other hand, anincrease in replication increases the number of degrees of freedom shown in the firstcolumn of Table A1.2 in Appendix 1. Table A1.2 shows that the tabulated value oft falls as the number of replicates increases. Hence, even if the mean and varianceof the measurements remain the same, a significant difference is more likely to bedetected with an increase in the number of replicates.
The calculated value of t is also altered by changing the number of replicates.Equation (2.2) and Equation (2.4) show that if the number of degrees of freedom isincreased, the calculated value of t will rise, and a significant difference betweenthe means is again more likely to be detected.
After these decisions are taken, the experiment can be carried out. In accordancewith the disintegration test of the European Pharmacopoeia, six measurements arecarried out on each formulation, and the results are shown in Table 2.2. Because theratio of the variances is greater than 3, t is calculated using (2.4), giving a calculatedvalue of 2.540 for t. There are 10 degrees of freedom (nA− 1 + nB− 1), and hence,the tabulated value at P = 0.05 for a two-tail test is 2.228. Because the calculatedvalue of t is greater than this, a significant difference exists between the meandisintegration times of the two formulations at this level of probability.
It is worthwhile exploring the conclusions that might have been drawn if theexperiment had been designed differently concerning the chosen probability leveland the number of replicates, assuming that, irrespective of the number of measure-ments, the means and standard deviations remain unchanged from the values givenin Table 2.2. Table 2.3 shows the effect of increasing the value of n on both thecalculated and tabulated values of t. The conclusion that a significant differenceexists between the means is confirmed at P = 0.05. If a different level of significanceis chosen, for example, P = 0.01, then with only six determinations per formulation
TABLE 2.3Changes in the Calculated and Tabulated Values of t with Increased Replication, Assuming that the Means and Standard Deviations of the Data in Table 2.2 Remain Unchanged
Two-Tail Testa One-Tail Testa
Measurements in Each Group (nA= nB) Calculated t
Degrees of Freedom P=0.05 P=0.01 P=0.05 P=0.01
6 2.540 10 2.228 3.169 1.812 2.764 12 3.593 22 2.074 2.819 1.717 2.508 18 4.400 34 2.042 2.750 1.697 2.457 24 5.081 46 2.021 2.704 1.684 2.423
a Data are tabulated t
TF1589_C002.fm Page 14 Monday, December 5, 2005 8:46 PM
© 2006 by Taylor & Francis Group, LLC

Comparison of Mean Values 15
it is not possible to support the view that the mean disintegration time has changedsignificantly. However, it does become possible if the disintegration times of 12capsules of each formulation are measured.
This example has investigated whether or not a significant difference exists betweenthe mean disintegration times of the two formulations. This is a two-tail test, as thevalue of mA – mB can be either positive or negative. However, a claim might have beenmade that Formulation B disintegrated more quickly, that is, mB would be less than mA,and so mA – mB would always be expected to be positive. This is a one-tail test. Thecalculated values of t remain the same, but the tabulated values must take into accountthat this is now a one-tail test. The critical value of t at a level of significance of P=0.05and 10 degrees of freedom is now 1.812. Hence, it can be concluded that FormulationB gives capsules with a significantly shorter disintegration time.
2.3.1 TREATMENT OF OUTLYING DATA POINTS
Measurements are inherently variable, and occasionally a result may be obtainedwhich is very different from that which was expected. This is termed an outlyingresult. The way in which outlying results are to be treated is another aspect thatshould be considered before the experiment is carried out, rather than after the resultshave been obtained. Consider the data in Table 2.4. These are identical to those inTable 2.1, except that the last result in Group B (38) is replaced by zero. This hasa marked effect on the mean and variance of Group B’s results and hence on theconclusions that can be drawn from the experiment as a whole. Different conclusionswould be drawn if that result were to be left out of the calculation.
TABLE 2.4Marks Obtained by Two Groups of Students (%)
Group A Group B
10 Students 8 Students 10 Students 8 Students 9 Students
70 — 66 — 66 60 60 56 56 56 59 59 55 55 55 56 56 53 53 53 56 56 48 48 48 54 54 45 45 45 52 52 45 45 45
51 51 44 44 44 44 44 42 42 42 44 — 0 — —
n 10 8 10 8 9 Mean 54.6 54.0a 45.4 48.5a 50.4 Variance 53.4 22.8 276.8 25.8 53.1 Standard deviation 7.3 4.8 16.6 5.1 7.3
a Trimmed mean
TF1589_C002.fm Page 15 Monday, December 5, 2005 8:46 PM
© 2006 by Taylor & Francis Group, LLC

16 Pharmaceutical Experimental Design and Interpretation
There are several possible sources of error in obtaining experimental data;for example, human, instrumentation, and calculation errors may occur. However,as a rule, data should not be rejected unless there is a very good reason for doingso. In this case, the question must be asked: why did that particular student scorezero? An explanation for that outlying result must be sought. If a zero scorewas obtained because he or she did not attend the examination, then omissionof that mark is justified. If, however, the student took the test in the same wayas the others, then there is no justification for leaving that mark out of thecalculation.
Techniques are available for identifying and dealing with outlying data points.One such technique is to calculate what is known as a trimmed mean, whichdisregards a proportion of the highest and lowest values in the data set. Table 2.4gives trimmed information for the two groups in which the highest and lowest datapoints in each group are omitted from the calculation. The problem that arises fromthis approach is that perfectly valid data (the highest value in Group B and theextreme values in Group A) are no longer part of the calculation. Reducing the numberof data points [the denominator in (2.1)] has the unavoidable consequence of wid-ening the confidence interval and hence increasing the difficulty of establishing asignificant difference between the groups.
Several more objective tests to identify outlying data points are available. Onesuch test eliminates data points that are more than four standard deviations from themean, because it is extremely unlikely to find such a value (P < 0.00005) so far fromthe mean. On the basis of this, none of the results from Group B would be identifiedas an outlier, because four standard deviations (4 × 16.6) from the mean (45.4) wouldgive a range of −21.0 to 111.8. The presence of an outlying result inevitably increasesthe standard deviation. In addition, the probability level quoted above is derived onthe assumption that the data are normally distributed. This is unlikely if potentialoutliers are present, unless there are many data points.
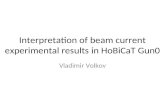
Another method of identifying outlying results is to construct what is known asa box plot (Figure 2.2).
Figure 2.2 is constructed as follows. The lower and upper quartiles (Q1 and Q3)of the data are identified. These are 44 and 55, respectively, and from these, the
Q1(44) Q3(55)
Interquartilerange = 11
Innerfence (42)
Innerfence (66)
Outerfence (11)
Outerfence (88)
Extremevalue (0)
0 10 30 40 50 60 70 80 90 10020
FIGURE 2.2 Box plot derived from data in Table 2.4, Group B.
TF1589_C002.fm Page 16 Monday, December 5, 2005 8:46 PM
© 2006 by Taylor & Francis Group, LLC

Comparison of Mean Values 17
interquartile range (Q3− Q1) is calculated. This value of 11 constitutes the central“box.” From either side of the box, lines are extended as far as the last observationwithin 1.5 times the interquartile range. These extremities are called the inner fencesof the plot. The lines are then extended further to 3 times the interquartile range,giving the outer fences. Any value lying between the inner and outer fences isconsidered to be a potential outlier, and any value outside the outer fence constitutesan extreme value. The box plot is a method of identifying outlying data points. Itis not suggested that all extreme values should be discarded, but rather they shouldbe scrutinized to ensure that they do form part of that data set. There is one extremevalue (0) in Group B and none in Group A.
A third test for identifying outlying data points is Hampel’s rule. In thisprocess, the data are normalized by subtracting the median from each data point,and the absolute values of these deviations are noted, that is, the sign of thedeviation is disregarded. Use of the median avoids any assumption that the dataare normally distributed. The median of these absolute deviations is calculatedand multiplied by 1.483 to give the median of absolute deviations (MAD). Theabsolute value of each deviation is divided by the MAD to give the absolutenormalized deviation. Any result greater than 3.5 is considered an outlier. The processapplied to the data from Group B is shown in Table 2.5. The median of the datapoints is 46.5, and the median of the absolute deviations is 5.5. Hence, the MADis 5.5 × 1.483 = 8.16. Only the final data point (0) has an absolute normalizeddeviation greater than 3.5.
The use of tests to identify outlying data points is discussed in the 28th editionof United States Pharmacopoeia.1
TABLE 2.5Identification of Outlying Data Points Using Hampel’s Rule
Group B
(10 Students)Deviation
from MedianAbsolute Deviation
Absolute Normalized Deviation
66 19.5 19.5 2.42 56 9.5 9.5 1.18 55 8.5 8.5 1.06 53 6.5 6.5 0.81 48 1.5 1.5 0.19 45 −1.5 1.5 0.19 45 −1.5 1.5 0.19 44 −2.5 2.5 0.31 42 −4.5 4.5 0.56 0 −46.5 46.5 5.78 Median 46.5 5.5 MAD 8.16
Note: MAD = median of absolute deviation.
TF1589_C002.fm Page 17 Monday, December 5, 2005 8:46 PM
© 2006 by Taylor & Francis Group, LLC

18 Pharmaceutical Experimental Design and Interpretation
2.4 COMPARISON OF MEANS BETWEEN MORE THAN TWO GROUPS OF DATA
The examples discussed so far involve the comparison of the means of only twogroups of data. However, there may be more than two groups. Consider the followingexample.
Tablets are made using three different formulations: A, B, and C. A sample of tentablets is selected from each batch and the crushing strength of each tablet measured.The data are given in Table 2.6. Do the mean crushing strengths differ significantly?
A possible way forward would be to carry out multiple t-tests, that is, compareBatch A with Batch B, Batch B with Batch C, and Batch C with Batch A. Theresults of this are
Batch A and Batch B: t = 1.51 Batch A and Batch C: t = 3.07 Batch B and Batch C: t = 1.80
Thus, the mean of Batch C is significantly different from that of Batch A at aprobability level of P = 0.05, the tabulated value of t with 18 degrees of freedombeing 2.10.
There is a serious flaw in this approach: a probability level of 0.05 means thatin 95% of cases, the statement associated with that level will be correct. In 5% ofcases it will be wrong. Now three probability statements have been made, and ifthere is a 5% chance of each being wrong, then there is a 15% chance of one of the
TABLE 2.6The Crushing Strengths of Tablets (kg) from Batches A, B, and C
Batch A Batch B Batch C
5.2 5.5 3.8 5.9 4.5 4.8 6.0 6.6 5.1 4.4 4.2 4.2 7.0 5.6 3.3 5.4 4.5 3.5 4.4 4.4 4.0 5.6 4.8 1.7 5.6 5.3 5.9 5.1 3.8 4.8
n 10 10 10 Total 54.6 49.2 41.1 Mean 5.46 4.92 4.11 Grand total 144.9 Variance 0.59 0.69 1.34 Standard deviation 0.77 0.83 1.16
TF1589_C002.fm Page 18 Monday, December 5, 2005 8:46 PM
© 2006 by Taylor & Francis Group, LLC

Comparison of Mean Values 19
three being wrong. Furthermore, there is no way of knowing which result is incorrect.Thus, as the number of groups of data increases, there is a rapidly diminishingchance of a correct overall assessment being made using the t-test. The proper wayto proceed in these circumstances is to use analysis of variance (ANOVA).
2.4.1 ANALYSIS OF VARIANCE (ANOVA)
ANOVA is an extremely powerful statistical tool, permitting the comparison of themeans of several populations. It assumes that a random sample has been taken fromeach population, that each population has a normal distribution, and that all thepopulations have the same variance. In practice, the last two requirements are notessential if sample sizes are approximately equal. The question that ANOVA seeksto answer is, are there significant differences among the means of the groups?
Obviously, within each group of data there will be scatter, and there will alsobe scatter between the groups. The variation within a group is an unexplainedvariation arising from random differences between the subjects and sources ofvariation that either are unknown or are being ignored. The problem is to answerthe question: is the between-group variation significantly greater than the within-group variation?
The ANOVA procedure is best approached as a series of numbered steps, usingas an example the data given in Table 2.6:
1. Calculate the total and the mean of every column. 2. Calculate the grand total. (The results of these first two steps are in Table 2.6.) 3. Calculate the (grand total)2/(number of observations)
= (144.9)2/30 = 699.87. This term is used several times in this calculation. It is often called thecorrection term and denoted by the letter C.
4. Calculate the sum of (every result)2 = (5.2)2 + (5.9)2 + . . . + (4.8)2 = 732.71.
5. Subtract C from the result of Step 4 = 732.71 − 699.87 = 32.84. This gives the value of the term (Sx2− (Sx)2/n) and is known as the total sum of squares.
6. Calculate the sums of squares between means = [(54.6)2/10 + (49.2)2/10 + (41.1)2/10] − C = (298.12 + 242.06 + 168.92)
− 699.87 = 9.23. 7. Calculate the difference between the total sum of squares and the sum of
squares between means = 32.84 − 9.23 = 23.61. This is known as the residual sum of squares.
8. At this stage, it is useful to begin to draw an ANOVA table (Table 2.7).The degrees of freedom for the whole experiment are (3 × 10) − 1 = 29.There are three groups of tablets and hence three means. There are hence(3 − 1) 2 degrees of freedom here. Thus, the residual sum of squares has(29 − 2) 27 degrees of freedom.
TF1589_C002.fm Page 19 Monday, December 5, 2005 8:46 PM
© 2006 by Taylor & Francis Group, LLC

20 Pharmaceutical Experimental Design and Interpretation
9. The mean squares are obtained by dividing the sum of squares by therelevant number of degrees of freedom. The two mean squares are thus4.62 and 0.87. These are inserted into Table 2.7.
10. The F ratio (named after Fisher) is the ratio between the mean squares.This equals 5.31 and is inserted into Table 2.7.
11. The ANOVA table is now complete (Table 2.8).12. The ratio is compared with the appropriate tabulated value of F.
Separate F tables are given in Table A1.3 and Table A1.4 in Appendix 1 forprobability levels of 0.05 and 0.01, respectively. Use of either of these tables requirestwo values for degrees of freedom. That for the mean square between means formsthe top row of the table, and that for the mean square of the residuals forms the firstcolumn of the table.
For the data under consideration and with a significance level of 0.05, thetabulated value of F is 3.35. Thus, there is a significant difference between the meansat P=0.05. The corresponding value for F at P=0.01 is 5.49. This is greater than thecalculated value, and hence, the difference is not significant at that probability level.
The value of ANOVA as a tool should now be apparent. There is no limit to thenumber of groups of data, and all groups need not necessarily be of the same size.
ANOVA shows that a significant difference occurs between the means ofmany groups of data. However, it gives no information on which group issignificantly different from the others. Therefore, having established that there
TABLE 2.7Analysis of Variance Table Derived from Tablet Crushing Strength Data in Table 2.6
Source of Error Sum of SquaresDegrees
of Freedom Mean Square F
Between means 9.23 2 — —Within each group 23.61 27 — —Total 32.84 29 — —
TABLE 2.8Complete Analysis of Variance Table Derived from Tablet Crushing Strength Data in Table 2.6
Source of Error Sum of Squares Degrees of Freedom Mean Square F
Between means 9.23 2 4.62 5.31Within each group 23.61 27 0.87 — Total 32.84 29 — —
TF1589_C002.fm Page 20 Monday, December 5, 2005 8:46 PM
© 2006 by Taylor & Francis Group, LLC

Comparison of Mean Values 21
are differences, it is necessary to establish whether all groups differ from eachother or some groups are effectively the same. There are many tests availablewhich help establish this point. The simplest of these is to calculate the leastsignificant difference.
2.4.2 THE LEAST SIGNIFICANT DIFFERENCE
This test uses the Student’s t value. This is an inappropriate test to use when thereare more than two groups of data to establish whether significant differences exist.However, it is now used after a significant difference has been shown to exist byANOVA
(2.5)
Then, the least significant difference between the means of Batch A and Batch B(i.e., xmA− xmB) is
where t = the tabulated value of t with the appropriate number of degrees of freedom
(18) and required significance level (0.05). In this case, the critical value of t is 2.101.
The variance s2 is equal to the mean square within each group (in this case,0.87). Therefore, the least significant difference
The differences between the means are:
Batch A and Batch B: 0.54 Batch A and Batch C: 1.35 Batch B and Batch C: 0.81
Thus, any difference above 0.88 is significant, and in this case the difference betweenA and C proves significant. Also, though not significant, the difference between Band C approaches 0.88. Hence, this is a reasonable indication that, of the threetreatments, Batch C is the one that is most likely to be different.
There are several other methods of determining which, if any, treatment givessignificantly different results after ANOVA. These include the Duncan multiple rangetest, the Dunnett test, the Tukey multiple range test, and the Scheffé test. All givea parameter equivalent to the least significant difference, and each has its ownclaimed advantages. Interested readers should refer to a textbook on statistics forfurther details.
tx x
s n nB
=−
+( )
mA mB
p A2 1 1/ /
t s n np A B2 1 1/ /+( )
= × × =2 101 0 87 2 10 0 88. . / .
TF1589_C002.fm Page 21 Monday, December 5, 2005 8:46 PM
© 2006 by Taylor & Francis Group, LLC

22 Pharmaceutical Experimental Design and Interpretation
2.4.3 TWO-WAY ANALYSIS OF VARIANCE
The ANOVA test described above is more properly called one-way ANOVA. Onefactor is deliberately changed (e.g., Batch A, B, or C). However, a situation mayarise when two factors are changed. For example, results may be obtained ondifferent equipments or in different geographical areas. The aim is therefore todetermine whether the treatments have a significantly different effect when takingthe known underlying variation into account. Two-way ANOVA is employed in thiscase. The situation is best illustrated by a worked example.
In three different countries, a multinational pharmaceutical company producestablets containing a certain active ingredient. Each country uses its own formulation forthe tablets. It is decided to produce the tablets using the same formulation in all the threecountries. In vitro dissolution data appear to indicate differences among the threeformulations, but the differences might occur due to formulations being produced atdifferent sites.
Let the formulations be designated A, B, and C and the three sites of manufactureI, II, and III. Batches are produced at all three sites using all three formulations.Three batches of each formulation are thus obtained, and an ANOVA shows whethersignificant differences between the batches are present. However, there might be factorsconnected with the site that affect the results, such as equipment, personnel, or thefamiliarity a particular site will have with the production of its local formulation. In fact,apparent differences between formulations might be almost entirely due to such factors.
The following experiments are therefore carried out. Tablets of each formulationare prepared at all three sites, and the dissolution of six tablets from each batch isdetermined. The results are expressed at t50%, the time in minutes for half of theactive ingredient contained in each tablet to dissolve. The data are given in Table 2.9.The italicized numbers in the tables are the totals and means for each particulargroup of six measurements.
The total variance is made up of four components, namely, the variance amongformulations, the variance among sites of manufacture, the residual variance, andthe variance among determinations within the same group of measurements. Thelast is termed the within-cell variance. The stages in the calculation of two-wayANOVA are very similar to those in the calculation of a one-way analysis.
1. Calculate the grand total, that is, the sum of all the data, and the totalsfor each site and for each formulation. These are shown in Table 2.9.
2. Calculate the correction term = (1620)2/54 = 48,600.
3. Calculate the total sum of squares and subtract the correction term = [(33)2 + (37)2+ . . . + (162)] − 48,600 = 3258.
4. Calculate the between formulations sum of squares = [(708)2/18 + (504)2/18 + (408)2/18] − 48,600 = 2608.
5. Calculate the between sites sum of squares = [(504)2/18 + (576)2/18 + (540)2/18] − 48,600 = 144.
6. Because each cell contains replicated results, there is an additional stagein the calculation, that of the within-cell sum of squares. If measurements
TF1589_C002.fm Page 22 Monday, December 5, 2005 8:46 PM
© 2006 by Taylor & Francis Group, LLC

Comparison of Mean Values 23
had not been replicated, this step would not be carried out. The mean ofeach cell is subtracted from every result in that cell and the differencesquared. Thus, the within-cell sum of squares is = (33 − 35)2+ (37 − 35)2+ . . . + (16 − 19)2= 294.
7. The residual sum of squares = 3258 − (144 + 2608 + 294) = 212.
8. The ANOVA table can now be constructed (Table 2.10). The degrees offreedom are calculated as follows. The total number of degrees of freedomfor n observations is n – 1, in this case 53. If there are R rows in the tableand C columns, then the numbers of degrees of freedom associated withrows and columns are R – 1 and C – 1, respectively. In this case, thereare 2 degrees of freedom associated with both. The degrees of freedom
TABLE 2.9 Dissolution Data (t50% Minutes) from Tablets Made from Three Formulations (A, B, and C) at Three Sites (I, II, and III)
Formulation
Site A B C Site total
I 33 37 35 22 24 30 23 23 25 36 33 36 28 29 23 21 24 22 210 156 138 504 35 26 23 II 41 38 39 27 27 29 23 24 26 42 44 42 33 31 27 28 27 28 246 174 156 576 41 29 26 III 42 38 39 28 27 32 19 19 19 42 42 49 33 29 25 20 21 16 252 174 114 540 42 29 19 Formulation total 708 504 408 1620
The italicized figures are the totals and means for each group of six determinations.
TABLE 2.10Analysis of Variance Table for Dissolution Data from Table 2.9
Sources of Error Sum of Squares Degrees of Freedom Mean Square F
Between formulations 2608 2 1304.0 200.6Between sites 144 2 72.0 11.1 Residuals (interaction) 212 4 53.0 8.2 Within cells 294 45 6.5 —Total 3258 53 — —
TF1589_C002.fm Page 23 Monday, December 5, 2005 8:46 PM
© 2006 by Taylor & Francis Group, LLC

24 Pharmaceutical Experimental Design and Interpretation
associated with the residuals are (R – 1) × (C – 1), in this case 4. Degreesof freedom associated with the error within the cells thus total 45.
9. F is calculated by dividing the mean squares for formulation, site, andresiduals by the mean square for within cells.
Tabulated values of F from Table A1.3 in Appendix 1 at P = 0.05 are F2,45 = 3.21 andF4,45= 2.59. All effects are thus significant at this level of probability, though theeffect of the formulation is much greater than that of the others. The residual termis called the interaction term. In the absence of interaction, the interaction meansquare would, on average, equal the within-cell mean square.
FURTHER READING
Bolton, S. and Bon, C., Pharmaceutical Statistics: Practical and Clinical Applications, 4thed., Marcel Dekker, New York, 2004.
Clarke, G.M. and Cooke, D., A Basic Course in Statistics, 4th ed., Arnold, London, 1998. Jones, D. S., Pharmaceutical Statistics, Pharmaceutical Press, London, 2002.
REFERENCE
1. United States Pharmacopoeia, 28th ed., Chapter 1010, United States PharmacopeialConvention, Rockville, MD, 2005.
TF1589_C002.fm Page 24 Monday, December 5, 2005 8:46 PM
© 2006 by Taylor & Francis Group, LLC

25
3 Nonparametric Methods
3.1 INTRODUCTION
The tests so far employed for comparing the means of groups of data (t-test andanalysis of variance [ANOVA]) depend on the assumption that the populationsinvolved are normally distributed. In many cases, this cannot be known withcertainty, though it can often be assumed. Moreover, the distribution of a samplemean approaches that of a normal distribution as the sample size is increased.However, increase in the sample size may not be practicable. A further considerationare that the data to be manipulated by parametric methods must have numerical values.Ordinal data based on rank order, for example, social class or severity of reaction,are not amenable to parametric treatment. However, there is a series of nonparametrictests available that are designed to handle such information. These have the advan-tage that they make no prior assumptions about the underlying distribution andparameters of the population involved.
As in parametric tests of comparison, the distinction must be made whether thetwo samples come from independent populations or whether the variates are pairedin some way, perhaps by each subject acting as its own control. This obviouslydepends on the design of the experiment. Hence, here is another example of thedesign of the experiment and the method of evaluating the results being inextricablylinked. Some of the tests which can be used are:
1. Sign test for paired data. 2. Wilcoxon signed rank test for paired data (the Mann–Whitney U-test is
very similar). 3. The Wilcoxon two-sample test for unpaired data.
3.2 NONPARAMETRIC TESTS FOR PAIRED DATA
3.2.1 THE SIGN TEST
This is used to test the significance of the difference between the means of two setsof data in a paired experiment. Each subject thus acts as its own control. Only thesign of the differences between each pair of data points is used, and because of itssimplicity, this test may be used for a rapid examination of data before a moresensitive test is applied.
Consider the following example. The dissolution rate of tablets is measured ona long-established piece of apparatus. Some modifications to the apparatus havebeen proposed, but it has been suggested that these will alter the dissolution rate of
TF1589_C003.fm Page 25 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

26 Pharmaceutical Experimental Design and Interpretation
tablets tested in it. The dissolution rates of ten different tablet formulations (A to L)are measured both on the old apparatus (I) and on the modified apparatus (II), givingthe results in Table 3.1.
There is no suggestion that the new apparatus will cause tablets to dissolve eithermore quickly or more slowly; therefore, this is a two-tail test. The ten formulationsare all different, so there is no reason why the data should be normally distributed.Hence, a nonparametric test should be used.
Tabulation of the differences between Apparatus I and Apparatus II shows tenpositive signs and one negative sign, and in one case, both pieces of apparatus givethe same result. For the purposes of these calculations, results that are tied areignored. Hence, data from Formulation D are omitted, leaving the data from 11formulations to be considered.
If the two pieces of apparatus were truly equivalent, then the probability of eithera positive or a negative result for any given formulation would be 0.5. When thenumber of observations is small, the probabilities of various experimental outcomes,that is, 11 positives, 10 positives, and 1 negative etc, can be calculated from the binomialdistribution. The number of positive or negative signs needed for significance forthe sign test is given in Table 3.2.
For 11 pairs of observations, there should be at least 10 with the same sign fora significant difference at the 5% level, and so the two pieces of dissolution apparatusappear to differ significantly at this level. For a significant difference at the 1%level, all 11 pairs should have the same sign.
For a larger number of observations, (3.1) can be used.
(3.1)
TABLE 3.1Percentage of the Active Ingredient of Ten Tablet Formulations (A to L) Dissolved for 30 min, Using Two Different Pieces of Dissolution Apparatus (I and II)
Tablet Formulation Apparatus I Apparatus II Difference (II – I)
A 83 88 +5 B 59 66 +7 C 78 83 +5 D 79 79 0 E 88 92 +4 F 82 90 +8 G 90 92 +2 H 81 83 +2 I 87 77 −10 J 65 68 +3 K 68 72 +4 L 83 89 +6
Z =− −number of positive signs number of negative signs
number of
0 5.
( ppositive signs number of negative signs+ )
TF1589_C003.fm Page 26 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

Nonparametric Methods 27
If Z is greater than 1.96, there is a significant difference at the 5% level ofprobability, and if Z is greater than 2.60, there is a significant difference atthe 1% level. Substitution of the numbers in the last row of Table 3.2 into(3.1) gives values for Z of 2.12 and 3.02, respectively, for the two levels ofsignificance.
An important aspect of experimental design arises from the information inTable 3.2. For a 5% level of significance, the smallest number of paired observationsthat can be expected to yield a significant result is six, and for a 1% level, thecorresponding number is eight. If this test is to be used, planning of the experimentmust take these minimum requirements into account, and sufficient replicatedeterminations must be made.
3.2.2 THE WILCOXON SIGNED RANK TEST
This is a more sensitive nonparametric test. In this, the magnitude of the differencebetween the paired variates as well as its sign is taken into account.
From the data given in Table 3.1, the differences are ranked in order of increasingmagnitude, disregarding the sign. Ties such as D are discounted, and identicaldifferences are given a mean rank. Thus, G and H have a rank of (1 + 2) / 2 = +1.5(Table 3.3a). The results are then rearranged taking into account the signs and theirmagnitude. Ranks with negative signs and ranks with positive signs are summedseparately (Table 3.3b).
TABLE 3.2Number of Positive or Negative Signs Needed for Significance for the Sign Test
Sample Size
Number of Positive or Negative Signs for Significance At
5% Level 1% Level
6 6 —7 7 —8 8 89 8 9
10 9 1011 10 1112 10 1113 11 1214 12 1315 12 1316 13 1417 13 1518 14 1519 15 1620 15 17
TF1589_C003.fm Page 27 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

28 Pharmaceutical Experimental Design and Interpretation
Table 3.4 gives the values of the smaller of the two rank sums at a 5% signif-icance level for a range of sample sizes. The smaller rank sum must be equal to orless than the number given in the table. Significance is established neither at the5% level nor at the 1% level.
TABLE 3.3AAssigned Ranks with and without Signs for Data from Table 3.1, Arranged in Increasing Order of Magnitude
Formulation Assigned Rank Rank with Sign
G 1.5 +1.5 H 1.5 +1.5 J 3 +3 E 4.5 +4.5 K 4.5 +4.5 A 6.5 +6.5 C 6.5 +6.5 L 8 +8 B 9 +9 F 10 +10 I 11 −11
TABLE 3.3B Ranks with Positive and Negative Signs Derived from Table 3.3a
Ranks
Positive Signs Negative Signs
+1.5 −11+1.5+3 +4.5+4.5 +6.5 +6.5+8+9+10
Sum +55 −11
TF1589_C003.fm Page 28 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

Nonparametric Methods 29
3.3 NONPARAMETRIC TESTS FOR UNPAIRED DATA
3.3.1 THE WILCOXON TWO-SAMPLE TEST
This test deals with two groups of data that have been obtained independently. Anitem in one group does not act as the control for an item in the second group. Thedata need not be normally distributed, and the groups need not even be of the samesize. The test is best illustrated by an example.
Armstrong et al.1 described a method for measuring the release of drugs fromoily bases. The drug was released into an aqueous medium, which was then analyzed.The method was used to compare drug release from bases of differing composition,and some of the data obtained are given in Table 3.5.
The objective is to answer the question: Does a change of base have asignificant effect on drug release? Cursory examination of the data indicatesthat Base B gives a slower release, in that most of the values for Base B areless than those of Base A. However, no suggestion is made that release is eitherspecifically accelerated or specifically retarded; hence, a two-tail test is indicated.There is no evidence that the data are normally distributed; otherwise, a t-testcould have been used.
The Wilcoxon two-sample test is carried out by arranging the data in ascendingorder of magnitude (Table 3.6).
TABLE 3.4Values Giving Significance for the Wilcoxon Signed Rank Test
Significance Level
Sample Size 5% 1%
6 0 — 7 2 — 8 3 0 9 5 1
10 8 3 11 10 5 12 13 7 13 17 10 14 21 13 15 25 16 16 30 19 17 35 23 18 40 28 19 46 32 20 52 37
TF1589_C003.fm Page 29 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

30 Pharmaceutical Experimental Design and Interpretation
The sum of the ranks of data from Base B is
1 + 2 + 3 + 4 + 6 = 16
Similarly, for Base A, the sum is
5 + 7 + 8.5 + 8.5 + 10 = 39
Adding 16 to 39 gives 55, which is the sum of the integers 1 to 10. This has nobearing on the outcome of the experiment, but it serves as a useful check whetherthe ordering has been carried out correctly. Note that in Group A there are twoidentical results (0.790). If these were slightly different, they would be ranked 8 and9 in the ascending order. These positions are therefore averaged (8.5), and this rankis given to each. The total remains the same.
TABLE 3.5Drug Release from Two Topical Bases after 120 min (Data are mg% in the Aqueous Phase)
Sample Size
Base A Base B
0.782 0.7420.790 0.7790.798 0.748 0.772 0.7640.790 0.757
Mean 0.786 0.758
TABLE 3.6Drug Release from Two Topical Bases after 120 min
Base A Rank Base B Rank
— — 0.742 1 — — 0.748 2 — — 0.757 3 — — 0.764 4 0.772 5 — — — — 0.779 6 0.782 7 — — 0.790 8.5 — — 0.790 8.5 — — 0.798 10 — — Sum of ranks 39 16
Note: The results shown in this table are arranged in rank order (dataare mg% in the aqueous phase).
TF1589_C003.fm Page 30 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

Nonparametric Methods 31
If there were no difference in drug release between the two bases, then the totals foreach group would be about the same. The difference (16 to 39) looks large and is anindication of a difference in drug release, but nevertheless could have occurred by chance.
The next step is to determine how many of all the possible arrangements of fiveof the numbers 1 to 10 will give a total of 16 or less. There are two, namely,
1 + 2 + 3 + 4 + 5 = 15
1 + 2 + 3 + 4 + 6 = 16
If r objects are taken from a total of n objects, then the number of differentcombinations is given by n! / [r!(n – r)!]. In this example, n = 10 and r = 5, so 252different combinations are possible. Thus, the probability (P) of obtaining a sum ofranks less than or equal to 16 is 2 / 252 = 0.00794.
P, as calculated above, is for a one-tail test, in that it is the probability thatrelease from Base B is less than that from Base A. If a significant difference betweenBase A and Base B is to be established, then P should be doubled and becomes0.0159. From the above, it follows that a significant difference occurs between thetwo bases at a probability level of 1.59%. It is of interest to apply the t-test to thesedata, assuming for the moment that both populations follow a normal distribution.t is found to be 3.63, which is equivalent to a probability of 1.66% for a two-tailtest, close to that calculated by the Wilcoxon test.
This test, being nonparametric, can also be applied to nonnumerical data. Consider thefollowing example. A new treatment has been devised for patients suffering from aparticular disease. In a group of eight patients, four patients receive the new treatment(designated N) and four the old treatment (designated O). A double-blind trial is carriedout to protect from bias, and improvements in the condition of the patients areassessed by an independent observer. The observer puts the degree of improvementof the patients into ascending rank order, giving the information in Table 3.7. Thus, thetwo patients who showed the greatest improvement had received the new treatment,and the old treatment had been given to the two who showed the least improvement.
The sum of ranks of patients receiving the new treatment is
3 + 5 + 7 + 8 = 23
If there were no difference between the two treatments, then the ranks 1 to 8would be assigned at random to the patients. Therefore, the ranks scored by the fourpatients who were on the new treatment would be any combination of four from the
TABLE 3.7Rank Order of Improvement of Patients Receiving Either Old (O) or New (N) Treatments
Improvement (Rank Order) 1 2 3 4 5 6 7 8
Treatment received O O N O N O N N
TF1589_C003.fm Page 31 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

32 Pharmaceutical Experimental Design and Interpretation
numbers 1 to 8. There are 70 ways in which four items can be selected from a group ofeight, and all are equally likely. Some of these combinations are shown in Table 3.8.
There is 1 chance in 70 of getting a rank sum of 26, 1 chance in 70 of a rank sumof 25, 2 in 70 of a sum of 24, and 3 in 70 of a sum of 23. Therefore, the total probabilityof achieving a rank sum greater than or equal to 23 is (3 + 2 + 1 + 1) / 70 = 0.1. Becausea significant improvement rather than a significant difference is being sought, thisis a one-tail test. Thus, if a probability of 0.05 is required as an indication of success,this experiment must be considered a failure.
A key point for all nonparametric tests is that an adequate number of replicatedeterminations are carried out. In the last example, if only four patients had beenused, two on the new treatment and two on the old, then it would have beenimpossible to achieve a significance of 0.05, even if the two patients receiving thenew treatment had shown the most improvement. If six patients had been treated,then the new treatment would have had to achieve ranks 4, 5, and 6 for the resultto be significant at this level of probability. Any other combination of results wouldnot have established a significant difference.
FURTHER READING
Clarke, G. M. and Cooke, D., A Basic Course in Statistics, 4th ed., Arnold, London, 1998.
REFERENCE
1. Armstrong, N. A., Griffiths, H.-A., and James, K. C., An in-vitro model to simulatedrug release from oily media, Int. J. Pharm., 41, 115, 1988.
TABLE 3.8Possible Combinations of Four Items Chosen from a Group of Eight, Giving Their Rank Sums
Ranks
1 2 3 4 5 6 7 8 Rank Sum
N N N N 10N N N N 11N N N N N 12N N N 12N N N N 13— — — — — — — — —
N N N N 23 N N N N 23
N N N N 23N N N N 24
N N N N 24N N N N 25
N N N N 26
TF1589_C003.fm Page 32 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

33
4 Regression and Correlation
4.1 INTRODUCTION
Many experiments consist of changing the value of a factor (the independentvariable, the predictor) and measuring the response (the dependent variable, theoutcome). This produces many pairs of data points. It is often convenient to presentthese in graphical form, and it is conventional to plot the factor on the X axis (theabscissa) and the response on the Y axis (the ordinate). The independent variable,for example, time and concentration, is chosen by the experimenter and shouldbe subject to negligible error. The response is subject to random error asso-ciated with measurement.
Before the advent of computers, a rectilinear relationship was detected byplotting a graph of the response against the factor and observing whether the pointscould reasonably be considered to follow a straight line. The best straight linewas judged subjectively, and if required, the slope and intercept of that line wereobtained by measuring distances on the graph. A method for calculating the bestequation relating the points, called regression or least squares analysis, wasknown, but it was a highly protracted procedure, particularly if there were manydata points. Though such calculations are now carried out easily by a computer,the results they yield can, without careful consideration, lead to inappropriateconclusions.
Regression is the process of deriving a relationship between one or more factorsand a response. When a factor and a response are directly related, a plot of oneagainst the other will be a straight line. Hence, linear regression applies to suchrelationships.
The closely related topic of correlation seeks to determine how well a linear orother equation describes the relationship between the variables. Both regression andcorrelation are important techniques in experimental design and are particularlyrelevant to model-dependent designs and to constructing and interpreting contourplots, topics that are dealt with in later chapters. It is thus worthwhile to considerboth topics in some detail. For deriving many of the expressions used in this chapter,the reader is referred to texts on statistics such as A Basic Course in Statistics byClarke and Cooke1 and An Introduction to Linear Regression and Correlation byEdwards.2
4.2 LINEAR REGRESSION
The process of linear regression can be illustrated using data gathered by Gebre-Mariam et al.3 These workers were interested in the diffusion of solutes through
TF1589_C004.fm Page 33 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

34 Pharmaceutical Experimental Design and Interpretation
glycerogelatin gels such as the shells of soft capsules. In such systems, the gelatinforms a porous matrix, and the pores are filled with a mixture of glycerol and water.As with all diffusion processes, the viscosity of the liquid medium was thought toplay an important role. With this in mind, the viscosities of a series of mixtures ofglycerol and water were determined. The data are given in Table 4.1 and showngraphically in Figure 4.1.
The equation of the best-fitting straight line through the data points is called theregression line and can be calculated by regression or least squares analysis. It takesthe form shown in (4.1):
y = b0 + b1x (4.1)
where b1 = the slope of the line b0 = the intercept on the ordinate, that is, the value of y when x = 0.
Information used for calculating b0 and b1, derived from data given in Table 4.1, isgiven in Table 4.2.
TABLE 4.1 Viscosities of Mixtures of Glycerol and Water at 23 °C
Source: Gebre-Mariam et al.3
Glycerol (%w/w) 12.3 18.5 24.6 30.8 36.9 Viscosity (N·s·m−2 × 103) 4.83 6.32 7.50 9.66 11.90
Glycerol concentration (%w/w)
0 4 8 12 16 20 24 28 32 36 400
2
4
6
8
10
12
Vis
cosi
ty (
N. s
. m–2
× 103 )
FIGURE 4.1 Viscosities of mixtures of glycerol and water at 23 °C (Gebre-Mariam et al.3)(data taken from Table 4.1).
TF1589_C004.fm Page 34 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

Regression and Correlation 35
The regression line is the line for which the sum of the vertical distances betweenit and the experimental points is less than the sum obtained with any other straightline. The vertical distances are known as residuals. If the observed result is Yobs andthe value predicted by the regression line is Ypred, then the residual is Yobs − Ypred.Some residuals will be positive and some negative and so will tend to cancel eachother out. This is avoided by squaring the residuals so they all become positivebefore summation. This is the origin of the phrase “least squares analysis.”
The slope (b1) of the regression line, known as the regression coefficient, iscalculated from (4.2)
(4.2)
∑(xy) is the sum of the products of each value of x and the corresponding value ofy, so that for the information given in Table 4.1
∑(xy) = (12.3 × 4.83) + (18.5 × 6.32) + . . . + (36.9 × 11.90) = 1097.47
Σ(x)Σ(y) / n is the sum of all the x multiplied by the sum of all y, divided by thenumber of pairs of data points. Because ∑(x) = 123.1 and ∑(y) = 40.21, then
∑(x2) is the sum of the square of each value of x; therefore,
∑(x2) = 12.32+ 18.52+ . . . + 36.92 = 3408.95
TABLE 4.2 Viscosities of Mixtures of Glycerol and Water at 23 °C and Derived Information Used in the Calculations
Source: Gebre-Mariam et al.3
Glycerol
(%w/w) (x)Viscosity
(N·s·m−2×103) (y) x2 y2 xy
12.3 4.83 151.3 23.32 59.41 18.5 6.32 342.3 39.94 116.92 24.6 7.50 605.2 56.25 184.50 30.8 9.66 948.6 93.32 297.53 36.9 11.90 1361.6 141.61 439.11
n 5 5 Sum 123.1 40.21 3409.0 354.44 1097.47Sum2 15,153.6 1616.84 11,621,281 125,627.71 Mean 24.6 8.04
bxy x y n
x x n1
2 2=
−
−∑ ∑ ∑
∑ ∑( ) ( ) ( ) /
( ) ( ) /
( ) ( )x y
n∑ ∑ = × =123.1 40.21
5989.97
TF1589_C004.fm Page 35 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

36 Pharmaceutical Experimental Design and Interpretation
∑2(x) / n is the squared sum of all the x’s, divided by the number of pairs of x andy. Therefore,
Substitution into (4.2) gives b1
Substituting 0.284 for b1, together with the mean value for x (24.6) and the meanfor y (8.04) into (4.1) yields the regression equation (4.3)
y = 1.045 + 0.284x (4.3)
This is the regression equation of Y on X, because Y, the response, is estimated fromX, the factor. It is represented by the continuous line in Figure 4.2.
By substituting any value of x between 12.3% glycerol and 36.9% glycerolinto (4.3), the viscosity of a mixture of that strength can be confidently pre-dicted. However, for mixtures containing less than 12.3% glycerol or more than36.9% glycerol, prediction of viscosity involves extrapolation, that is, usingconcentrations outside the range that has been explored experimentally. Suchpredictions must always be made with caution, because no evidence has beenobtained to suggest that (4.3) applies outside the concentration range that hasbeen studied. Extrapolation is particularly dangerous for relationships that arenot rectilinear.
2
5( )x
n∑
= 123.1
= 3030.722
b11097 47 989 973408 95 3030 72
0 284= −−
=. .. .
.
Glycerol concentration (%w/w)
0 4 8 12 16 20 24 28 32 36 40
2
4
6
8
10
12
Vis
cosi
ty (
N. s
. m–2
× 103 )
0
FIGURE 4.2 The relationship between viscosity (Y) and glycerol concentration (X). Contin-uous line: the linear regression line of Y on X; dashed line: the linear regression line of X onY; dotted line: the quadratic regression line of Y on X.
TF1589_C004.fm Page 36 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

Regression and Correlation 37
The general equation for the regression line is given by (4.4).
Y = b0 + b1X1 + b2X2+ . . . + bn− 1Xn− 1 + bnXn (4.4)
where Y = the response X1 to Xn= n factors b0 to bn= the coefficients.
If there is only one factor and one response, n = 1, and so (4.4) reduces to (4.1). Calculation of the coefficients of a regression equation is now conveniently
carried out by a computer. Most suites of statistical programs will give not onlythese coefficients but also considerable information on how well the regressionequation describes the relationship between the independent variables and theresponse, that is, the goodness of fit. The output of statistical analysis by MicrosoftExcel® will be used as an example. In Microsoft Excel, use of the LINEST commandcalculates the statistics of a line using the least squares method and returns an arrayof numbers which describes that line. These are shown in Table 4.3.
Regression of the data in Table 4.1 gives the output shown in Table 4.4. Thesignificance of this information is now discussed.
4.2.1 THE NUMBER OF DEGREES OF FREEDOM (CELL B11 IN TABLE 4.4)
This is governed by the number of pairs of data points used to calculate the regressionequation. Obviously, the greater the number of pairs of data points, the more reliablewill be the equation as a means of predicting new information. The number ofdegrees of freedom is given by (4.5).
degrees of freedom = n − (k + 1) (4.5)
where n = the number of pairs of data points (in this case 5) k = the number of factors in the regression equation (in this case 1).
Therefore, the number of degrees of freedom in this case is 3.
TABLE 4.3 Microsoft Excel Output after Linear Regression Using the LINEST Command
Coefficient bn Coefficient bn− 1 . . . Coefficient b1 Coefficient b0
Standard error of bn Standard error of bn − 1 Standard error of b1 Standard error of b0 Coefficient of
determination (r2) Standard error of Y #N/A #N/A
F Degrees of freedom #N/A #N/A Regression sum of squares Residual sum of squares #N/A #N/A
TF1589_C004.fm Page 37 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

38 Pharmaceutical Experimental Design and Interpretation
4.2.2 THE COEFFICIENT OF DETERMINATION (r2) (CELL A10 IN TABLE 4.4)
The coefficient of determination is the square of the correlation coefficient (r). The basis of the correlation coefficient can be seen if two straight lines are drawn
at right angles and parallel to the axes of Figure 4.1, intersecting at the mean valuesof x and y (xm= 24.6 and ym= 8.04, respectively). If x is positively related to y, thenmost points will be located in areas B and C, and if they are negatively related, mostpoints will be in areas A and D. If they are unrelated, the points will be scatteredin all four areas (Figure 4.3).
TABLE 4.4 Microsoft Excel Output after Linear Regression of the Data Given in Table 4.1
A B
1 Glycerol concentration Viscosity 2 12.3 4.83 3 18.5 6.32 4 24.6 7.50 5 30.8 9.66 6 36.9 11.90 7 8 0.284 (coefficient b1) 1.045 (coefficient b0) 9 0.022 (standard error of b1) 0.562 (standard error of b0)
10 0.983 (coefficient of determination) 0.419 (standard error of Y) 11 174.17 (F) 3 (degrees of freedom) 12 30.55 (regression sum of squares) 0.526 (residual sum of squares)
Glycerol concentration (%w/w)
0 4 8 12 16 20 24 28 32 36 400
2
4
6
8
10
12A B
C D
Vis
cosi
ty (
N. s
. m–2
× 103 )
FIGURE 4.3 The graphical basis of the linear correlation coefficient.
TF1589_C004.fm Page 38 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

Regression and Correlation 39
For all points in areas B and C, the terms x−xm and y−ym will both be either positiveor negative, whereas in areas A and D they will have different signs. Therefore, forpositive relationships between x and y, ∑(x−xm)(y−ym) will have a positive value, and fornegative relationships it will have a negative value. If the points were to be distributedover all four areas, those in A and D will tend to cancel out those in B and C, so thatthe correlation coefficient will have a low value, which might be positive or negative.
The value of the correlation coefficient ranges from −1 through 0 to +1. However,it is conventional for the sign not to be quoted, and so it is reported in the range 0 to 1.
The correlation coefficient is given by (4.6)
(4.6)
Substituting the appropriate values from Table 4.2 gives
The higher the value of r, the greater the likelihood that x and y are correlated. Whatconstitutes a satisfactory value of r depends on the value of n, the number of pairsof data points. If n = 2, r must have the maximum possible value of 1.000, no matterwhat the data are. If n is a larger number, a lower value of r would be acceptableas evidence of correlation. Table 4.5 shows values of the correlation coefficient fora range of sample sizes that are significant at a 5% probability level. There are three
rxy x y n
x x n y y n=
−
−
−
∑ ∑ ∑∑ ∑ ∑ ∑
( ) ( ) ( ) /
( ) ( ) / ( ) ( ) /2 2 2 2
r = −
− −[ ]=1097 47 989 97
3408 95 3030 72 354 45 323 37
. .
( . . )( . . )0.99
TABLE 4.5 Theoretical Values of the Correlation Coefficient (P=0.05)
Number of Pairs of Data Points (n)
Degrees of Freedom (φ)
Correlation Coefficient (r)
3 1 0.997 4 2 0.950 5 3 0.878 6 4 0.811 7 5 0.754 8 6 0.707 9 7 0.666
10 8 0.632 15 13 0.514 20 18 0.444 30 28 0.361 50 48 0.279
100 98 0.197
TF1589_C004.fm Page 39 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

40 Pharmaceutical Experimental Design and Interpretation
degrees of freedom (Φ=3), and so the theoretical value of r is 0.878. As this is lowerthan the calculated value of r, it is likely that x and y are correlated.
The coefficient of determination is the proportion of the variation of the depen-dent variable that is explained by the regression equation. In regression analysis,the squared difference between the observed value of Y and that predicted by theregression equation is calculated. The total of these squared differences is called theresidual sum of squares (cell B12 in Table 4.4). The difference between eachobserved value of Y and the mean value of Y is also calculated. After squaring andsummation, the total sum of squares is obtained. This in turn is equal to the regressionsum of squares (cell A12 in Table 4.4) plus the residual sum of squares. The smallerthe residual sum of squares is when compared with the total sum of squares, thebetter the equation explains the relationship between the variables.
Thus, for the data shown in Table 4.4, the regression sum of squares (cell A12)is 30.55 and the residual sum of squares (cell B12) 0.526. Therefore, the total sum ofsquares is 31.08, and the ratio between the regression sum of squares and the totalsum of squares
= 30.55 / 31.08 = 0.983 = r2 (cell A10)
Thus, 98.3% of the variation in the viscosities of the glycerol solutions with con-centration is explained by (4.3).
4.2.3 THE STANDARD ERRORS OF THE COEFFICIENTS (CELLS A9 AND B9 IN TABLE 4.4)
The value of the standard error indicates that if the experiment were to be repeated,the value of the coefficient b1 should lie between 0.284± 0.022. Also, the value of thecoefficient b0 should be between 1.045 ± 0.562. The greater the standard error ofthe coefficient, the less reliable is the coefficient and the less likely that the regressionequation represents the raw data.
The confidence in a coefficient can be assessed by dividing the coefficient byits standard error and comparing the result with the appropriate tabulated value ofStudent’s t. Taking coefficient b1 as an example, the t value of the observed resultsis 0.284 /0.022= 12.91. There are three degrees of freedom. The critical t value at aprobability level of 0.05 is 2.35, so the chance that the coefficient does not representa true relationship is less than 1 in 20. Thus, the glycerol concentration is animportant factor in predicting viscosity.
4.2.4 THE F VALUE OR VARIANCE RATIO (CELL A11 IN TABLE 4.4)
The F value indicates whether the equation is a true relationship between the resultsrather than coincidence, using the analysis of variance technique described inChapter 2. The calculated value of F (in this case, 174.17) is compared with the tabulatedcritical values of F shown in Table A1.3 and Table A1.4. The numbers runningalong the top of Table A1.3 and Table A1.4 represent the number of variables on
TF1589_C004.fm Page 40 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

Regression and Correlation 41
the right-hand side of the regression equation (in this case, 1 — the glycerolconcentration), and the numbers running down the left of the table represent thenumber of degrees of freedom. The critical value of F1,3 is 34.1 at a probability levelof 0.01; therefore, the probability of the relationship being due to chance is less than1 in 100.
4.2.5 THE TWO REGRESSION LINES
The reason why Gebre-Mariam et al.3 collected the data shown in Table 4.1 was topredict the viscosity of the contents of the pores in a glycerogelatin matrix. Thus,glycerol concentration was the independent variable (X) and viscosity the dependentvariable (Y). The regression line was that of Y on X, and the residuals were thevertical distances of the regression line from the data points, that is, yobs − ypred.
As this work progressed, it was found that the viscosity of the fluid within thepores could be measured by electron spin resonance. This in turn could be used topredict the composition of the fluid, which might not have the same compositionas the mixture of glycerol and water originally used to make the gel. Now theviscosity is the independent variable, glycerol concentration is the dependent vari-able, the regression line is of X on Y, and the residuals are the horizontal distancesfrom the regression line to the data points (xobs − xpred).
If the regression line passes perfectly through all the points, the correlationcoefficient will equal 1 and the two regression lines will be the same. This cannotbe the case with data in Table 4.1, as it has been already shown that the correlationcoefficient is less than 1.
The slope of the regression line of X on Y is given by (4.7) and equals 3.46.
(4.7)
The intercept on the X axis is −3.20. Therefore, the regression equation of Xon Y is
x = −3.20 + 3.46y
This is shown as a dashed line in Figure 4.2.
4.3 CURVE FITTING OF NONLINEAR RELATIONSHIPS
There is an infinite number of ways in which a pair of variables may be related.The simplest situation occurs when the variables are directly proportional, so that aplot of one variable against the other yields a straight line. Linear regression analysiscan then be applied. However, variables may not be directly proportional but areotherwise related, and alternative means must be applied to derive a mathematicalformula that fits the results.
bxy x y n
y y n1
2 2=
−
−∑ ∑ ∑
∑ ∑( ) ( ) ( ) /
( ) ( ) /
TF1589_C004.fm Page 41 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

42 Pharmaceutical Experimental Design and Interpretation
4.3.1 THE POWER SERIES
Often, a plot of one variable against another follows a regular profile that is not astraight line. Fitting the results to a power series, which is a series of terms inprogressively increasing or decreasing powers of the independent variable, is anempirical method of obtaining an equation that relates such data.
The virial equation for unexpanded gases is probably the best-known exampleof the power series approach. Expanded gases follow the perfect gas law (4.8)
(4.8)
where P, V, and T = pressure, volume, and temperature, respectively R = the gas constant.
As the volume decreases, gas molecules move closer together and intermolecularforces become more important. As a result, the volume of the gas deviates moreand more with increasing pressure from the relationship expressed in (4.8). Devia-tions are accommodated in the virial equation by transforming the relationship to apower series in V, as shown in (4.9)
(4.9)
where B, C, and D = virial coefficients and are constant for the system under scrutiny.
The powers of V are negative, so that as new powers of V are added, the correctionbecomes progressively smaller and usually ceases to be of practical importance afterthe third term on the right-hand side. Therefore, as V increases, the series progres-sively reduces to (4.8).
Tests for goodness of fit of polynomial equations present the problem that linearitycannot be established by plotting a function of one variable against a function ofthe other, because the terms on the right-hand side of the equation cannot be resolvedinto one function of the independent variable. The easiest way of testing such arelationship is to compare observed results with calculated results in the form of atable or a plot or through regression analysis of observed results against calculatedresults. For a good fit, a straight line passing through the origin should be observed.
4.3.2 QUADRATIC RELATIONSHIPS
The quadratic equation, of which (4.10) is an example, is the lowest power seriesand is represented graphically by a parabola.
y = b0+ b1x + b2x2 (4.10)
PV
RT = 1
PV
RT BV CV DV= 1 1 2 3+ + + +− − − �
TF1589_C004.fm Page 42 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

Regression and Correlation 43
The terms making up (4.10) control the shape and position of the resulting parabola. Thus
1. When b2 is positive, the parabola passes through a minimum, and whenb2 is negative, it passes though a maximum.
2. If b0= b1 = 0, the plot will be symmetrical about the Y axis, with theminimum or maximum, whichever applies, passing through the origin.
3. If b1 = 0 but b0≠ 0, the plot will still be symmetrical about the Y axis, butthe minimum or maximum will pass through x = 0 and y = b0.
4. If neither b0 nor b1 = 0, the plot will not be symmetrical about the Y axis,and the minimum or maximum will pass through b1 / 2b2.
5. As b1 increases with b2 remaining constant, the arms become steeper andthe parabola narrows. Alternatively, as b2 decreases with b1 remainingconstant, the arms become less steeper and the parabola broadens.
The position of the maximum or minimum of a parabola is easily determined bydifferentiating the equation and placing the result equal to zero.
Because the regression lines and correlation coefficients are now so easy tocalculate, it may be tempting to attempt to fit data to a parabola to ascertain whetheran improved correlation coefficient is obtained compared with linear regression. Forexample, fitting the data given in Table 4.1 to a quadratic equation yields (4.11)
viscosity = 2.35 + 0.139C + 0.00322C2 (4.11)
where C = the concentration of glycerol.
This relationship is shown graphically as the dotted line on Figure 4.2. Thecorrelation coefficient is 0.998, which is slightly greater than the linear correlationcoefficient calculated from (4.3). However, such an approach needs careful consid-eration. The curvature of the dotted line in Figure 4.3 indicates that at the extremevalues of x, the values of the residuals, that is, yobs − ypred, are at their highest. Hence,using this line to predict viscosity at low and high glycerol concentrations will givepredictions of ever-increasing error. This emphasizes the danger of extrapolatingfrom nonlinear relationships to which reference has been already made.
4.3.3 CUBIC EQUATIONS
When a plot of y against x that deviates from linearity fails to fit a quadratic equation,the next step up the power series may be considered. This is the cubic equation asshown in (4.12)
y = b0+ b1x + b2x2 + b3x3 (4.12)
Theoretically, cubic equations should have three solutions and pass through a maximumand a minimum, but in practice, this is not always the case. As with quadratic equations,the shapes of the plots depend on the signs and magnitudes of the coefficients.
TF1589_C004.fm Page 43 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

44 Pharmaceutical Experimental Design and Interpretation
4.3.4 TRANSFORMATIONS
Rather than fit a polynomial to curved data, it is often preferable to try trans-formations to determine whether a simpler model can be found. Rectilinear relationshipscan sometimes be found by plotting the logarithms of one or both variables.
Thus, an exponential relationship (4.13) can be transformed into a straight-linerelationship (4.14).
y = b0b1x (4.13)
log y = log b0+ xlog b1 (4.14)
Similarly, a geometric relationship (4.15) can be expressed in logarithmic form (4.16)
y = b0xb1 (4.15)
log y = log b0+ b1log x (4.16)
If a plot of y against x gives a line that curves upward at high values of x, it isnecessary to shrink the upper end of the y scale. This can be achieved by plottingy1/2 or log y or −1 /y against x. All these have the required effect on the y scale, −1 /yhaving the greatest impact. If the line curves downward, the upper end of the x scaleshould be shrunk. Therefore, y can be plotted against either x1/2, log x, or −1/x. It isalso possible to transform both scales.
4.4 MULTIPLE REGRESSION ANALYSIS
Regression and correlation, as discussed so far, concern the relationship betweenone dependent variable (y) and one independent variable (x). Because there are onlytwo variables, the relationship involves only two dimensions, so that the results canbe plotted as a line that may or may not be straight.
Sometimes, more than two variables are involved. A dependent variable maybe related to two independent variables x1 and x2, as in (4.17). b0, b1, and b2 areconstants or coefficients.
y = b0+ b1x1 + b2x2 (4.17)
This is multiple regression analysis, which is an essential part of the response surfacemethodology and model-dependent optimization techniques described in later chapters.
Regression of (4.17) involves three dimensions. Therefore, for visual representation,a three-dimensional diagram is required. Many computer packages for experimentaldesign have the facility to produce these, which show a regression plane rather thana regression line.
An illustration of the use of multiple regression analysis can be obtained fromthe work of Evans et al.4 The objective of their experiment was to investigate thecarminative (or flatulence-relieving) properties of a series of 26 volatile compounds.All compounds possessed a substituent group containing an oxygen atom linked to
TF1589_C004.fm Page 44 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

Regression and Correlation 45
hydrogen, an alkyl group or an alkoxy group. The hypothesis was that carminativeaction was dependent on two factors. The first was the bulkiness of the smallergroup attached to oxygen, expressed by the van der Waal’s volume (VW, measuredin nm3). The second was the octanol–water partition coefficient of the compounds (P).The response (ID50) was the concentration (M × 103) needed to reduce the responseto a standard dose of carbachol by 50%.
The general equation (4.17) can be expressed as (4.18)
(4.18)
The data for the 26 compounds are shown in Table 4.6, and regression yields (4.19)
log log1
500
IDW
= + +b b V b Pv P
TABLE 4.6 Substituent Groups with Their Molar Volumes, Partition Coefficients, and Carminative Activities of a Series of Volatile Compounds
Source: Evans et al.4
Compound Substituent Group Vw (nm3) (x1) log P (x2) log (1/ID50) (M×103) (y)
Isobutanol H 0.22 0.74 0.77 n-Butyl acetate CH3C=O 3.64 1.74 1.36 1,2-Dihydroxybenzene H 0.22 0.95 1.02 1,3-Dihydroxybenzene H 0.22 0.79 1.05 1,4-Dihydroxybenzene H 0.22 0.55 0.91 1-Cresol H 0.22 1.95 1.64 2-Cresol H 0.22 1.99 1.54 3-Cresol H 0.22 1.93 1.54 Dibutyl ether CH3(CH2)3 6.51 3.06 1.23 Diethyl ether CH3CH2 3.41 0.80 0.59 3,4-Dimethylphenol H 0.22 2.42 1.91 Di-isopropyl ether (CH3)2CH 4.97 1.63 0.71 Di-n-propyl ether CH3(CH2)2 4.97 3.03 1.00 Ethyl acetate CH3C=O 3.64 0.70 0.59 Ethylvinyl ether CH2=CH 3.01 1.04 1.21 Eugenol H 0.22 2.99 2.43 1-Hexanol H 0.22 2.03 1.47 Menthol H 0.22 3.31 2.13 2-Methoxyphenol H 0.22 1.90 1.26 4-Methoxyphenol H 0.22 1.34 1.32 1-Pentanol H 0.22 1.16 1.11 2-Phenoxyethanol H 0.22 1.16 0.90 Isopropyl acetate CH3C=O 3.64 1.02 0.96 n-Propyl acetate CH3C=O 3.64 1.50 0.94 Salicylaldehyde H 0.22 1.76 1.70 Thymol H 0.22 3.30 2.66
Total 41.17 44.79 33.95 Mean 1.58 1.72 1.31 SD 2.01 0.86 0.53 ∑(y2) = 51.42; ∑(x1
2) = 166.29; ∑(x22) = 95.55; ∑(x1y) = 41.75; ∑(x2y) = 67.14; ∑(x1x2) = 73.65
TF1589_C004.fm Page 45 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

46 Pharmaceutical Experimental Design and Interpretation
(4.19)
As with linear regression, multiple regression analysis can be used to predict valuesof the dependent variables for given values of the independent variables. Thus, bysubstituting the appropriate values of VW and log P into (4.19), predicted values oflog(1/ID50) can be obtained. These are given in Table 4.7.
If multiple regression is carried out using Microsoft Excel, the output is as shownin Table 4.8.
log . . . log1
0 670 0 132 0 49050ID
W
= − +V P
TABLE 4.7 Measured Values of Carminative Activity of a Series of Volatile Compounds and Values Predicted from (4.19) and (4.22)
Source: Evans et al.4
log (1/ID50) (M× 103) (y)
Predicted From
Compound Measured (4.19) (4.22)
Isobutanol 0.77 1.00 0.88 n-Butyl acetate 1.36 1.04 1.09 1,2-Dihydroxybenzene 1.02 1.11 1.01 1,3-Dihydroxybenzene 1.05 1.03 0.91 1,4-Dihydroxybenzene 0.91 0.91 0.77 1-Cresol 1.64 1.60 1.60 2-Cresol 1.54 1.62 1.62 3-Cresol 1.54 1.59 1.58 Dibutyl ether 1.23 1.31 1.02 Diethyl ether 0.59 0.61 0.76 3,4-Dimethylphenol 1.91 1.83 1.87 Di-isopropyl ether 0.71 0.81 0.92 Di-n-propyl ether 1.00 1.50 1.31 Ethyl acetate 0.59 0.53 0.71 Ethylvinyl ether 1.21 0.78 0.88 Eugenol 2.43 2.12 2.21 1-Hexanol 1.47 1.64 1.64 Menthol 2.13 2.26 2.40 2-Methoxyphenol 1.26 1.57 1.57 4-Methoxyphenol 1.32 1.30 1.24 1-Pentanol 1.11 1.21 1.13 2-Phenoxyethanol 0.90 1.21 1.13 Isopropyl acetate 0.96 0.69 0.83 n-Propyl acetate 0.94 0.93 1.01 Salicylaldehyde 1.70 1.50 1.48 Thymol 2.66 2.26 2.39
v
TF1589_C004.fm Page 46 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

Regression and Correlation 47
As before, additional parameters are required to support the validity of theregression equation. The more important of these follow.
4.4.1 CORRELATION COEFFICIENTS
There are four correlation coefficients associated with (4.17). Three are linear cor-relation coefficients, one for each combination of two variables, that is, rx1y, rx2y, andrx1x2
, and these are calculated according to (4.6). The other is the coefficient ofmultiple regression, ry, x1x2
, which applies to the complete equation. It can be calcu-lated from (4.20)
(4.20)
If the correlation coefficient between x1 and x2 is significant, then the so-calledindependent variables are not truly independent but are related. In this situation, oneshould consider ignoring either x1 or x2 and working with a simpler relationship suchas (4.1).
The linear correlation coefficients for the data in Table 4.6 are rx1y = 0.758,rx2y = −0.449, and rx1x2
= 0.063. The low value of rx1x2 suggests that the two inde-
pendent variables are unlikely to be related. Hence, the coefficient of multiple regression is obtained by substitution into (4.20)
What constitutes a satisfactory correlation coefficient is dependent on the purposefor which it is to be used and on the nature of the raw data. For a given number of
TABLE 4.8 Microsoft Excel Output after Multiple Regression of the Data Given in Table 4.6, Fitting the Data to an Equation of the Form of (4.17)
A B C
1 0.490 (coefficient b2) −0.132 (coefficient b1) 0.670 (coefficient b0)
2 0.055 (standard error of b2) 0.023 (standard error of b1) 0.109 (standard error of b0)
3 0.822 (coefficient of determination)
0.234 (standard error of Y)
4 53.18 (F) 23 (degrees of freedom)
5 5.827 (regression sum of squares)
1.260 (residual sum of squares)
rr r r r r
ry x x
x y x y x y x y x x
x x
, 1 2
1 2 1 2 1 2
1 2
2 2
2
2
1=
( ) + ( ) −
− ( )
ry x x,. . [ . ( . ) . ]
..
1 2
0 758 0 449 2 0 758 0 449 0 0631 0 063
0 902 2
2= + − × − ×−
= 77
TF1589_C004.fm Page 47 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

48 Pharmaceutical Experimental Design and Interpretation
sets of data, the more variables that are considered, the better the coefficient ofmultiple regression will appear to be. For example, if there are two variables andtwo pairs of results, linear regression analysis will inevitably give a correlationcoefficient of 1.000, even if the numbers have been chosen at random, because thebest fit of any two points is a straight line. Similarly, if we are trying to relate fivesystems, and data on five variables are available, then the more variables that aredrawn into the correlation, the better will be the coefficient of multiple regression,until when all five variables are considered, the coefficient will equal 1.000. Theresulting equation will be a perfect fit, and can be used as a model for that specificdata, but is of little value in predicting new data. A useful point is that five regressionpoints are the minimum necessary for each independent variable in an equation usedfor prediction purposes. Thus, if there are two independent variables, there shouldbe at least ten sets of data points. This obviously has major implications for thedesign of an experiment.
4.4.2 STANDARD ERROR OF THE COEFFICIENTS AND THE INTERCEPT
These are calculated in a similar manner to that shown for linear regression and aredisplayed in the same way. However, the calculation is more protracted.
4.4.3 F VALUE
This has the same meaning as in linear regression analysis and is displayed in thesame manner. An additional degree of freedom is subtracted for each additionalvariable. Thus, if n is the number of sets of data and m the number of variables inthe regression equation, the F value will be displayed as F(m− 1),(n− m).
4.5 INTERACTION BETWEEN INDEPENDENT VARIABLES
An interaction may occur between independent variables, in that the response toa change in one independent variable is governed by the value of the secondindependent variable. If this is so, an interaction term is introduced into (4.17),giving (4.21)
y = b0 + b1x1+ b2x2+ b12x1x2 (4.21)
The simplest way of solving an equation of this type is to calculate the interactionterms x1x2 beforehand and introduce them as another independent variable with thecoefficient b12. Applying the data in Table 4.6 yields the regression equation (4.22),with a correlation coefficient of 0.907. The full Microsoft Excel output is shown inTable 4.9.
(4.22)
The predicted values of log(1/ID50) using this equation are given in Table 4.7.
log . . . log . log1
0 449 0 0015 0 602 0 06450ID
W W
= + + −V P V P
TF1589_C004.fm Page 48 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

Regression and Correlation 49
If there are three independent variables x1, x2, and x3, then the regression equationbecomes (4.23)
y = b0 + b1x1 + b2x2+ b3x3+ b12x1x2 + b13x1x3 + b23x2x3 + b123x1x2x3 (4.23)
There are three two-way interaction terms, and the final term in the equation rep-resents a three-way interaction. Because four dimensions would be required, suchrelationships cannot be portrayed graphically.
A further possibility is to combine nonlinear regression and multiple regressionin the form of an equation such as (4.24)
y = b0 + b1x1+ b2x2+ b11x12+ b22x2
2+ b12x1x2 (4.24)
4.6 STEPWISE REGRESSION
The introduction of additional variables, all or some of which may be raised topowers of 2 or more, together with interaction terms, will lead to long and complicatedregression equations. Note that not all terms in the equation might be important.It is therefore necessary to find out which combination of independent variablesshows the best relationship to the response. Stepwise regression is one way ofachieving this.
The dependent variable is first regressed with each independent variable in turn,and the independent variable that alone gives the highest value of r2 is selected. Inthe second step, the dependent variable is regressed against the selected independentvariable in conjunction with each of the rejected variables in turn, giving a seriesof three-variable equations. The combination giving the highest value of r2 is thenselected and the process repeated with each of the remaining independent variables,
TABLE 4.9 Microsoft Excel Output after Multiple Regression of the Data Given in Table 4.6, Fitting the Data to an Equation of the Form of (4.21)
A B C D
1 −0.064 (coefficient b12) 0.602 (coefficient b2) 0.0015 (coefficient b1) 0.449 (coefficient b0)
2 0.022 (standard error of b12)
0.062 (standard error of b2)
0.0507 (standard error of b1)
0.122 (standard error of b0)
3 0.871 (coefficient of determination)
0.204 (standard error of Y)
4 49.36 (F) 22 (degrees of freedom)
5 6.170 (regression sum of squares)
0.917 (residual sum of squares)
TF1589_C004.fm Page 49 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

50 Pharmaceutical Experimental Design and Interpretation
plus the two selected variables. The process is continued within the confines of theamount of experimental data available, and the value of each additional predictorcan be judged from the improvement in r2.
From the data in Table 4.6, regression of log(1/ID50) against log P, VW, and theinteraction term log P·VW gives r2 values of 57.5%, 20.1%, and 5.5%, respectively.Thus, the highest value of r2 is obtained by regressing the dependent variable againstlog P. The next stage is to regress log(1/ID50) against the combinations of log P andVW and log P and log P·VW, which gives r2 values of 82.2% and 87.1%, respectively.Lastly, regression of the dependent variable against all three independent variables,including the interaction term, gives a value of r2 of 87.1%.
Stepwise regression techniques have been used to investigate several problemsin pharmaceutical fields. For example, Wehrle et al.5 have used this technique tostudy the relative importance of factors involved in wet granulation in a high shearmixer. Bohidar etal.6 used stepwise regression to identify the relative importance of fivefactors in a tablet formulation — diluent, compression pressure, disintegrantconcentration, amount of granulating fluid, and lubricant concentration — in relationto ten tablet properties. Tattawasart and Armstrong7 identified the important factorsin producing plugs of lactose for hard-shell capsule fills by using a similar technique.
4.7 RANK CORRELATION
In all the correlation techniques described so far, the variables have been measuredon a continuous scale, that is, they have truly numerical values. The differencebetween a value of 1 and a value of 2 is the same as, say, the difference between 5and 6. In Chapter 3, nonparametric tests were discussed after data had been placedin rank order. Here, there is no certainty that the difference between the first andsecond ranks is the same as that between the fifth and sixth. In such cases, the rankcorrelation coefficient, often called the Spearman coefficient of rank correlationafter its originator, can be used.
This is best illustrated by an example. A pharmaceutical company makes eightdifferent oral liquids, designated here A to H. Each formulation contains sucrose.A tasting panel evaluates all eight for palatability and draws up an order of prefer-ence, with the most palatable scoring 1 and the least 8.
Subsequently, sucrose is replaced by a synthetic sweetening agent, the medicinesare assessed for palatability as before, and a second rank order is constructed.
The information is shown in Table 4.10. The Spearman rank correlation coefficient (rs) is given by (4.25)
(4.25)
where d = the difference in ranking awarded to each medicine n = the number of medicines, in this case 8.
rd
n ns = −
−( )∑
16
1
2
2
TF1589_C004.fm Page 50 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

Regression and Correlation 51
Substitution into (4.25) gives
As in many statistical tests, the calculated value of rs is compared with a tabulatedvalue. Values of Spearman’s rank correlation coefficient are given in Table 4.11.
The tabulated value of rs for a sample size of 8 at the 5% level is 0.714; therefore,it can be concluded that, at this probability level, there is no significant differencebetween the rankings.
If both rankings had agreed exactly, ∑d2 would equal 0 and rs would equal +1.If one ranking had been the reverse of the other, then rs would have a value of −1.The convention of omitting the plus or minus sign before the value of the correlationcoefficient should not therefore be applied in this case.
The table of values of the Spearman coefficient goes up to a value of n = 10.For larger sample sizes, rs is approximately related to Student’s t, with n − 2 degreesof freedom, by (4.26).
(4.26)
Hence, if n exceeds 10, rs is converted to t using (4.26) and the result comparedwith the appropriate tabulated value of t.
TABLE 4.10 Ranking of Eight Oral Liquids for Palatability
Product A B C D E F G H
Sweetening agent Sucrose 1 2 5 8 4 6 7 3 Synthetic 2 4 1 6 5 3 8 7 d −1 −2 4 2 −1 3 −1 −4 ∑d = 0 d2 1 4 16 4 1 9 1 16 ∑d2 = 52
rs 0.381= − ×−
= +16 52
8 64 1( )
TABLE 4.11 Values of Spearman’s Rank Correlation Coefficient that Differ Significantly from Zero at the 5% and 1% Levels, Using a Two-Tail Test
Sample Size(%) 5 6 7 8 9 10
0.05 1.000 0.886 0.750 0.714 0.683 0.648 0.01 — 1.000 0.893 0.857 0.833 0.794
t rn
r= −
−s2
1 2s
TF1589_C004.fm Page 51 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

52 Pharmaceutical Experimental Design and Interpretation
The value of rs in Table 4.11 is 1.000 for a sample size of 5 at the 5% level ofsignificance. Therefore, 5 is the minimum sample size that can be used for this test,and if this minimum is used, even identical ranking will not give a calculated valueof rs in excess of the tabulated value. This has implications for the design of theexperiment.
4.8 COMMENTS ON THE CORRELATION COEFFICIENT
The computed value of the correlation coefficient is an indication of the goodnessof fit to the type of equation that is assumed. Thus, if a linear equation is assumed,and (4.3) gives a value of r which is close to 0, then there is almost no linearcorrelation between the variables. It does not mean that there is no correlation atall. If a higher-order equation had been assumed, fit might have been improved anda higher value of r obtained.
It is essential to distinguish between correlation and causality. If the correlationcoefficient of y on x has a high value (i.e., near −1 or +1), this does not necessarilymean that a change in x causes a proportionate change in y. Simply because twovariables are correlated does not necessarily mean that one is the cause and the otheris the effect.
The ideal experimental situation is where the value of one or more factors isdeliberately changed by a known amount, everything else is kept constant, and theresponse is measured. In such cases, there will be little doubt as to which is causeand which is effect. However, even in a laboratory situation, this ideal is oftendifficult to achieve, and outside the laboratory, keeping all other factors constant isvirtually impossible, particularly when time forms an independent variable. Thereis apparently a strong positive correlation, from the 1930s to 1940s, between salesof radio sets and admissions to mental hospitals. Which is cause and which is effect?Does owning a radio lead to insanity, or do only insane people buy radios? Or isthis a spurious correlation? The two “responses” are in no way related but are merelyboth changing in the same direction at the same time.
A more subtle spurious correlation is that of purchases of cars and televisionsets in the U.K. in the second half of the 20th century. This is not an example ofcause and effect but rather that both of them are the effects of the same cause,namely, that they reflect a rise in prosperity that enabled the two purchases to bemade. Just because a correlation exists between two variables does not necessarilymean that they are related.
FURTHER READING
Robinson, E. A., Least Squares Regression Analysis in Terms of Linear Algebra, Goose PondPress, Houston, 1981.
Bou-Chaira, N. A., Pinto, T. D., and O’Hara, M. T., Evaluation of preservative systemsin a sunscreen formula by the linear regression method, J. Cosmet. Sci., 54, 1, 2003.
Gohel, M. C. and Jogani, P. D., Exploration of melt granulation technique for the developmentof coprocessed directly compressible adjuvant containing lactose and microcrystallinecellulose, Pharm. Dev. Technol., 8, 175, 2003.
TF1589_C004.fm Page 52 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

Regression and Correlation 53
Hariharan, M., Wheatley, T. A., and Price, J. C., Controlled release target matrices fromcarrageenans: compression and dissolution studies, Pharm. Dev. Technol., 2, 383,1997.
Lee, K. J. et al., Evaluation of critical formulation factors in the development of a rapidlydispersing captopril oral dosage form, Drug Dev. Ind. Pharm., 29, 967, 2003.
Merrku, P. and Yliruusi, J., Use of 33 factorial design and multilinear stepwise regressionanalysis in studying the fluidised bed granulation process, Eur. J. Pharm. Biopharm.,39, 75, 1993.
Nazzal, S. et al., Optimisation of a self-nanoemulsified tablet dosage form of ubiquinone usingresponse surface methodology: effect of formulation ingredients, Int. J. Pharm., 240,103, 2002.
Pinto, J. F., Podczeck, F., and Newton, J. M., Investigation of tablets prepared from pelletsproduced by extrusion and spheronisation. II. Modelling the properties of the tabletsproduced using linear regression, Int. J. Pharm., 152, 7, 1997.
Rambali, B., Baert, L., and Massart, D. L., Scaling up of the fluidised bed granulation process,Int. J. Pharm., 252, 197, 2003.
Rambali, B. et al., Using deepest regression method for optimisation of fluidised bed granu-lation on semi full scale, Int. J. Pharm., 258, 85, 2003.
Stephens, D. et al., A statistical experimental approach to cosolvent formulation of a waterinsoluble drug, Drug Dev. Ind. Pharm., 25, 961, 1999.
REFERENCES
1. Clarke, G. M. and Cooke, D., A Basic Course in Statistics, 4th ed., Arnold, London,1998.
2. Edwards, A. L., An Introduction to Linear Regression and Correlation, 2nd ed.,Freeman, San Francisco, 1984.
3. Gebre-Mariam, T. et al., The use of electron spin resonance to measure microviscosity,J. Pharm. Pharmacol., 43, 510, 1991.
4. Evans, B. K., James, K. C., and Luscombe, D. K., Quantitative structure–activityrelationships and carminative activity, J. Pharm. Sci., 67, 277, 1978.
5. Wehrle, P. et al., Response surface methodology: interesting statistical tool for processoptimisation and validation: example of wet granulation in a high shear mixer, DrugDev. Ind. Pharm., 19, 1637, 1993.
6. Bohidar, N. R., Restaino, F. A., and Schwartz, J. B., Selecting key pharmaceuticalformulation factors by regression analysis. Drug Dev. Ind. Pharm., 5, 175, 1979.
7. Tattawasart, A. and Armstrong, N. A., The formation of lactose plugs for hard shellcapsule fills, Pharm. Dev. Technol., 2, 335, 1997.
TF1589_C004.fm Page 53 Monday, December 5, 2005 8:47 PM
© 2006 by Taylor & Francis Group, LLC

55
5 Multivariate Methods
5.1 INTRODUCTION
Regression analysis, as discussed in the previous chapter, looks for relationshipsbetween a dependent variable (the response) and one or more independent variables(the factors). These are called univariate methods. Multivariate methods, on the otherhand, look for relationships between random variables, considering them collectively.Multivariate methods initially consider each relationship to be equally importantand then go on to assess which variables are related and which are not. As with somany other statistical techniques, the approach to multivariate methods has beenrevolutionized by the ready availability of computing power.
Multivariate analysis usually involves transformation of raw data into some formof matrix in which relationships are more easily identified. Hence, use is made ofmatrix algebra, and a brief introduction to this is given in Appendix 2. Some typesof matrices relevant to experimental interpretation are discussed in this chapter.
Manly1 provides a good general introduction to multivariate methods. Theirapplication to pharmaceutical systems has been reviewed by Lindberg andLundstedt.2
5.2 MULTIVARIATE DISTANCES
Many multivariate methods consist of measuring “distances,” either between obser-vations or populations. The simplest case is where there are n individuals, each ofwhich has values for p variables X1, X2, . . . , Xp.
5.2.1 DISTANCE MATRICES
In these, distances between individual observations are determined. This is illustratedin the following example.
A frequently encountered task is to find alternative sources of excipients forpharmaceutical formulations. Materials from all sources must meet analytical spec-ifications, but it is obviously desirable that the ingredients from the alternativesources resemble the original material as closely as possible. Multivariate analysiscan help in finding solution to such problems by constructing a distance matrix.
A topical semisolid contains olive oil, and the oil currently used is fromsource A. The specification for the olive oil prescribes an acceptable range fortwo properties, namely, acid value and iodine value. The relevant data for source A areshown in Table 5.1. Two alternative sources of oil become available (B and C), andtheir acid and iodine values are also shown in Table 5.1. The question to be resolvedis whether the oil from source B or from source C most closely resembles oil from
TF1589_C005.fm Page 55 Monday, December 5, 2005 8:48 PM
© 2006 by Taylor & Francis Group, LLC

56 Pharmaceutical Experimental Design and Interpretation
source A. The iodine value of B is nearer to that of A, but the acid value of C iscloser to that of A.
The technique is to compare the three samples in two-dimensional space. Thethree pairs of data points are shown in Figure 5.1, with both axes drawn on thesame scale.
The distance between samples (the Euclidean distance) is calculated by Pythagoras’theorem. Thus, the distance between A and B is given by (5.1)
(AB)2 = (acid value difference)2+ (iodine value difference)2 (5.1)
Substitution from Table 5.1 gives
AB2 = (0.5 − 0.1)2+ (82 − 79)2= 9.160
TABLE 5.1 Analytical Data for Three Samples of Olive Oil
Sample Acid Value Iodine Value
A 0.1 79 B 0.5 82 C 0.2 88
Mean 0.267 83.000 Standard deviation 0.208 4.583
Aci
d va
lue
Iodine value78 80 82 84 86 88
2
4
6
8
10
AB C
0
FIGURE 5.1 Graphical representation of analytical data from three samples of olive oil,using raw data.
TF1589_C005.fm Page 56 Monday, December 5, 2005 8:48 PM
© 2006 by Taylor & Francis Group, LLC

Multivariate Methods 57
Therefore, AB = 3.027. The corresponding value for AC = 9.000. One problem should be apparent at this stage, that the two properties have very
different orders of magnitude. The acid values of all three samples are less than 1,whereas all iodine values are about 80. Therefore, even minor differences in iodinevalue will, on a numerical basis, greatly outweigh any differences in acid value. Thedistance between A and B is almost totally controlled by the iodine values, and theinfluence of change in the acid values is negligible. Even if the acid value of B isdoubled to 1.0, the distance AB is only changed to 3.132.
Therefore, the elements of the matrix must be standardized so that all are ofequal importance. This is done by subtracting the mean of the column from eachelement in it and dividing the result by the standard deviation of that column. Thus,the standardized value of the acid value of sample A is
The standardized results are shown in Table 5.2 and Figure 5.2. A characteristic ofthe standardized results is that the sum of the elements in each column is zero andthe standard deviations are unity.
Substituting the standardized values from Table 5.2 into (5.1) gives
(AB)2 = (−0.803 − 1.120)2 + [−0.873 − (−0.218)]2= 4.127
Therefore, AB = 2.031. Similarly, the distance from A to C is given by
(AC)2 = [−0.803 − (−0.322)]2+ (−0.873 − 1.090)2= 4.085
Therefore, AC = 2.021. Hence, oil from source C more closely resembles that from source A than does thatfrom source B.
The same technique can be used for any number of properties and any numberof samples. For three properties, graphical representation is by a three-dimensional
0 1 0 2670 208
0 803. .
..
− = −
TABLE 5.2 Standardized Values of the Analytical Data for Three Samples of Olive Oil
Sample Acid Value Iodine Value
A −0.803 −0.873 B 1.120 −0.218 C −0.322 1.090
TF1589_C005.fm Page 57 Monday, December 5, 2005 8:48 PM
© 2006 by Taylor & Francis Group, LLC

58 Pharmaceutical Experimental Design and Interpretation
diagram, but this is impossible for more than three properties. Despite this, cal-culation of the distance between samples can be achieved using the Pythagorastheorem as described above. Thus, for example, imagine there are five sources ofolive oil (A, B, C, D, and E) and five different properties (acid value, iodine value,refractive index, saponification value, and weight per milliliter). The individualvalues are shown in Table 5.3 and their standardized values in Table 5.4. Notethat the standardized values of acid and iodine values for samples A, B, and Cdiffer from those shown in Table 5.2 because the means and standard deviationsare now different.
The distance between A and B is given by
= 2.939
Aci
d va
lue
Iodine value–1 0 +1
0
+1
A
B
C
–1
FIGURE 5.2 Graphical representation of analytical data from three samples of olive oil,using standardized data.
TABLE 5.3 Analytical Data for Five Samples of Olive Oil
Sample Acid Value Iodine ValueRefractive
IndexSaponification
Value Weight per ml (g)
A 0.1 79 1.469 192 0.911 B 0.5 82 1.470 193 0.911 C 0.2 88 1.471 192 0.912 D 0.4 83 1.468 195 0.913 E 0.3 85 1.470 193 0.912
Mean 0.300 83.400 1.470 193.000 0.912 Standard deviation 0.158 3.362 0.001 1.225 0.001
( . . ) . ( . ) ( . . ) ( .− − + − − − + − − + −1 266 1 266 1 309 0 416 0 526 0 351 0 82 2 2 116 0 000 0 956 0 9562 2− + − − − . ) . ( . )
TF1589_C005.fm Page 58 Monday, December 5, 2005 8:48 PM
© 2006 by Taylor & Francis Group, LLC

Multivariate Methods 59
All computed distances are shown in the distance matrix Table 5.5. Therefore,oil from source E most closely resembles that from source A, taking all fiveproperties into consideration.
The numbers below the leading diagonal are a mirror image of those above it.For this reason, this half of the matrix is usually omitted.
Distance matrices as described above are useful for establishing how closelyone material resembles another. The various properties are independent, and thereis no suggestion that they are in any way related to or dependent upon each other.
5.3 COVARIANCE MATRICES
A common problem is to establish whether one property (termed the dependentvariable or response) is governed by the magnitude of one or more of the otherproperties (the independent variables or the factors). This has already been coveredin the chapter on regression and is covered again in chapters on response surfacemethodology and modeling, but covariance and correlation matrices offer an alter-native approach.
The work of James et al.3 offers a useful example. These workers attempted toestablish a structure–activity relationship involving the androgenic activities of fiveesters of testosterone. Their hypothesis was that activity might depend on one ormore of three properties of the esters that were related to their structures. Thesewere the catalytic rate constant (kc), the partition coefficient (Rm), and the bulkinessof the ester group (Es). The experimental data, together with full definitions of the
TABLE 5.4 Standardized Analytical Data for Five Samples of Olive Oil
Sample Acid Value Iodine Value Refractive IndexSaponification
Value Weight per ml
A −1.266 −1.309 −0.526 −0.816 −0.956B 1.266 −0.416 0.351 0.000 −0.956C 0.633 1.368 1.228 −0.816 0.239D −0.633 −0.119 −1.403 1.633 1.434E 0.000 0.476 0.351 0.000 0.239
TABLE 5.5 Distance Matrix for Five Samples of Olive Oil
Sample A B C D E
A — 2.939 3.908 3.781 2.766 B 2.939 — 2.539 3.891 1.955 C 3.908 2.539 — 4.261 1.621 D 3.781 3.891 4.261 — 2.815 E 2.766 1.955 1.621 2.815 —
TF1589_C005.fm Page 59 Monday, December 5, 2005 8:48 PM
© 2006 by Taylor & Francis Group, LLC

60 Pharmaceutical Experimental Design and Interpretation
terms used, are given in Table 5.6. Conversion of these data to a covariance matrixreveals more information on their interdependence.
The variance of a column of elements is the square of the standard deviation ofthose elements. The variance (V) is equal to the sum of the squares of the differencesbetween each element in the column and their mean, divided by the number ofelements minus 1, as expressed in (5.2). Sometimes, in multivariate analysis, n isused rather than n – 1. However, it is more convenient to use n – 1 to bring resultsinto line with normal statistical practice. It makes no difference in the long runwhich denominator is used, provided it is used consistently.
(5.2)
where xm= the mean x = individual values n = the number of elements.
Variance is more easily computed from (5.3)
(5.3)
TABLE 5.6 Androgenic Activities and Quantitative Structure–Activity Relationship (QSAR) Parameters of Some Testosterone Esters
Source: James et al.3
Ester Log Overall Androgenic
Response (log OAR) Log Catalytic
Constant (log kc) Rm Es
Formate 1.63 1.27 0.58 0.00 Acetate 2.04 1.48 0.46 −1.24 Propionate 2.70 2.00 0.11 −1.58 Butyrate 2.96 2.09 −0.09 −1.60 Valerate 2.84 2.06 −0.26 −1.63
Mean 2.434 1.780 0.160 −1.210 Standard deviation 0.573 0.378 0.356 0.695
Note: Overall androgenic response represents the area under the curve obtained when the weightsof prostate gland plus seminal vesicles of castrated rats were plotted against time since dosing.Catalytic constant (kc) is the rate constant for the in vitro hydrolysis of the esters with standardizedliver homogenate. Rm is a chromatographic parameter derived from the Rf value and logarithmicallyrelated to partition coefficient.4 Es is a parameter related to the bulkiness of the ester group.5
( )=
∑ ∑2 2( ) /
1
x x nV
n
TF1589_C005.fm Page 60 Monday, December 5, 2005 8:48 PM
© 2006 by Taylor & Francis Group, LLC

Multivariate Methods 61
where Σ(x2) = the sum of the squares of all the elements in that column Σ(x)2/n = the square of the sum of all the elements divided by the number of
elements.
Thus, the variance of the first column of elements in Table 5.6 is calculated asfollows
Σ(x2) = (1.632 + 2.042 + 2.702+ 2.962 + 2.842) = 30.9357
Thus, the variance = (30.9357 − 29.6218) / 4 = 0.328. The covariance (cxy) between a column of elements (x) and another column of
elements (y) is given by (5.4) but can be more easily calculated from (5.5)
(5.4)
(5.5)
Σ(xy) is the sum of the products of x and y and Σ(x)Σ(y) the product of the sumsof x and y. n now represents the number of pairs of elements, x and y.
From the second and third columns of Table 5.6
Σ(xy)=[(1.63×1.27)+(2.04×1.48)+(2.70×2.00)+(2.96×2.09)+(2.84×2.06)]=22.5261
Σ(x) = 12.17 and Σ(y) = 8.90
Therefore, Σ(x)Σ(y) /n = 21.6626. Therefore, the covariance between the elements in columns 1 and 2 (V12)
Covariance values between all the columns are shown in Table 5.7.
( ) ( . . . . . ).
x
n
2 21 63 2 04 2 70 2 96 2 845
29 6218∑ = + + + + =
cxy x y n
nxy =
−
−∑ ∑ ∑( ) ( ) ( ) /
1
= −−
=22 5261 21 66265 1
. .0.216
TF1589_C005.fm Page 61 Monday, December 5, 2005 8:48 PM
© 2006 by Taylor & Francis Group, LLC

62 Pharmaceutical Experimental Design and Interpretation
If every value in column 1 of Table 5.6 had been identical, then Σ(x − xm) wouldbe zero and (5.4) reduces to zero. A covariance of zero therefore indicates norelationship between the two columns, and following this, the greater the covariance,the more likely there is to be a relationship.
The results shown in Table 5.7 suggest that the dependent variable or response(log OAR) is more dependent on the steric factor Es with a covariance of −0.359than on either log kc, with a value of 0.216, or Rm, with a value of −0.193. However,there are no criteria with respect to covariances to suggest which values are encour-aging and which are not.
An important feature of covariance matrices is that they are always square matrices,even when the matrices from which they have been derived are not. The importanceof this is that several parameters associated with multivariate analysis, for example,determinants, can only be calculated for square matrices. This is the situation withTable 5.6, in which there are five rows and four columns, but determinants can becalculated after conversion to the covariance matrix shown in Table 5.7.
5.4 CORRELATION MATRICES
Table 5.8 shows the standardized form of the data given in Table 5.6. As the data in Table 5.8 have been standardized, the sum of each column is zero,
and the standard deviation (and hence the variance) of each column is unity. Sub-stitution of values of columns 2 and 3 of Table 5.8 into (5.5) yields (5.6)
TABLE 5.7 Covariance Matrix Derived from Data in Table 5.6
log OAR log kc Rm Es
log OAR 0.328 0.216 −0.193 −0.359 log kc 0.143 −0.128 −0.232 Rm 0.127 0.198 Es 0.483
TABLE 5.8 Standardized Values of Androgenic Activities and Quantitative Structure–Activity Relationship (QSAR) Parameters of Some Testosterone Esters
Source: James et al.3
Ester log OAR log kc Rm Es
Formate −1.403 −1.349 1.180 1.741Acetate −0.688 −0.794 0.843 −0.043Propionate 0.464 0.582 −0.140 −0.532Butyrate 0.918 0.820 −0.702 −0.561Valerate 0.708 0.741 −1.180 −0.604
TF1589_C005.fm Page 62 Monday, December 5, 2005 8:48 PM
© 2006 by Taylor & Francis Group, LLC

Multivariate Methods 63
(5.6)
The covariance matrix of the standardized values given in Table 5.8 is shown in Table5.9 and displayed in cross-reference form in the same way as Table 5.7. An identicalresult is obtained by linearly regressing each column of elements in turn with the othercolumns and displaying the correlation coefficients. Each element in a correlationmatrix is equal to the correlation coefficient between the row and the column in whichit lies. Therefore, Table 5.9 is usually described as a correlation matrix.
Table 5.9 reveals that the logarithm of the catalytic constant is rectilinearlyrelated to the logarithm of the overall androgenic response (r = 0.997), but a rela-tionship between log OAR and Rm (r = −0.945) is also indicated. However, theintersection of the Rm column with the log kc row (r = −0.948) suggests that this maybe explained by relationships between Rm and log kc. Further tests would be necessaryto resolve these issues and will be described in the book as they arise.
Note that all elements in the leading diagonal of Table 5.9 are equal to unityand that the elements in the top right-hand half of the matrix are reflected acrossthe leading diagonal. For this reason, one half of the table is frequently omittedwhen this type of matrix is presented.
5.5 CLUSTER ANALYSIS
5.5.1 CARTESIAN PLOTS
Cluster analysis is a form of multivariate analysis that is used to solve the followingproblem. There are n objects, each of which is assessed by means of p variables.Can these objects be sorted into groups or clusters so that “similar” ones are in thesame group? It is a useful technique for assessing preliminary data when quantitativeresults have not yet been established. However, because the data are not quantitative,regression methods cannot be used.
The work of McFarland and Gans6 provides a good example. The objective ofthis work was to relate the monoamine oxidase-inhibiting (MAOI) properties toHansch Π values,7 which assess lipophilicity, and Taft substituent parameters (Es),5
which are a measure of the bulk of the substituting group in the molecule. McFarlandand Gans6 studied the activities of 20 compounds of similar structure, and so the
cxy = − × − + + ×−
=( . . ) ( . . )1 403 1 349 0 708 0 7415 1�
0.997
TABLE 5.9 Correlation Matrix Derived from Data in Table 5.6
log OAR log kc Rm Es
log OAR 1.000 0.997 −0.945 −0.901log kc 0.997 1.000 −0.948 −0.882Rm −0.945 −0.948 1.000 0.800Es −0.901 −0.882 0.800 1.000
TF1589_C005.fm Page 63 Monday, December 5, 2005 8:48 PM
© 2006 by Taylor & Francis Group, LLC

64 Pharmaceutical Experimental Design and Interpretation
two groups are “active” and “inactive.” Seven compounds were found to be active.Table 5.10 summarizes the results.
Two one-dimensional plots can be prepared from the results, as shown in Figure5.3. A one-dimensional plot is of course a straight line. Figure 5.3(a) is scaled interms of Hansch Π values, and Figure 5.3(b) uses Taft substituent parameters.Scrutiny of the plots reveals that, with the exception of a few outliers, the inactivecompounds are clustered toward the high Π values and the low Es values,suggesting that biological activity is dependent on low lipid solubility and theabsence of large substituent groups.
An alternative is to prepare a two-dimensional plot, as shown in Figure 5.4. Thepositions of the points confirm the dependence of monoamine oxidase inhibition onsteric factors, and the fact that all the active compounds have low Π values confirmsthe importance of low lipid solubility. The procedures applied to these results areexplained in more detail in McFarland and Gans’s article, together with applicationto more complicated systems. It can be used equally well with quantitative data bychoosing an activity threshold, below which the observation is considered to repre-sent inactivity. The precise value of the threshold is not critical, because decisionsare based on recognition of patterns, which allows latitude with respect to the levelat which the threshold is pitched.
TABLE 5.10 Activities and Physicochemical Parameters of 20 Monoamine Oxidase Inhibitors6
Compound Active (+) or Inactive (−) Π Es
1 + 1.3 0.002 + 1.2 0.323 + 1.3 0.324 + 2.2 −0.075 + 1.7 0.006 + 1.0 0.007 + 0.8 0.328 − 1.7 0.009 − 1.7 −0.66
10 − 2.7 −0.6611 − 4.2 −0.6812 − 3.5 −0.6813 − 1.0 −0.6614 − 1.0 0.0015 − 2.6 −1.0816 − 2.6 −1.0817 − 2.1 −1.0818 − 0.8 0.3219 − 1.4 −0.6620 − 4.7 −0.68
TF1589_C005.fm Page 64 Monday, December 5, 2005 8:48 PM
© 2006 by Taylor & Francis Group, LLC

Multivariate Methods 65
5.5.2 DENDROGRAMS
In an example earlier in this chapter, five samples of olive oil were compared todetermine which two samples were nearest to each other with respect to five ana-lytical properties. Cluster analysis can be used as an extension of this, in whichsamples are classified into clusters of nearest neighbors. The procedure does not
ActiveInactive
0.0 1.0 2.0 3.0 4.0 5.0
(a) Π
–1.5 –1.0 –0.5 0.0 +0.5
(b) Es
+
+++ ++
+ +
+
+
++
+++
––
– –
– – –
– – –– – – –
–
––––
–– –
–
––
FIGURE 5.3 One-dimensional cluster plot of (a) monoamine oxidase-inhibiting (MAOI)activity against Π and (b) MAOI activity against Es (data taken from Table 5.10).
–0.5
–1.0
–1.5
0.0
+0.5
Es
2.0 5.0Π
–2.0
1.0 3.0 4.0++++
+ ++
+ ActiveInactive
–
–
– – – – –
–
– –
–
FIGURE 5.4 Two-dimensional cluster plot of monoamine oxidase-inhibiting (MAOI) activ-ity against Π and Es (data taken from Table 5.10).
TF1589_C005.fm Page 65 Monday, December 5, 2005 8:48 PM
© 2006 by Taylor & Francis Group, LLC

66 Pharmaceutical Experimental Design and Interpretation
determine the number of groups, but given the number of groups required, it selectswhich samples go into which clusters. Considering the five samples of olive oil, thesamples initially fall into five groups: A, B, C, D, and E. The distance matrix(Table 5.5) shows that C and E are closest in properties; therefore, if we wish toclassify the data into four clusters, we would combine C and E, which are separatedby only 1.621 units, to give (C, E), A, B, and D.
B and E are the next nearest to each other (1.955); therefore, for three clusters,the arrangement is (B, C, E), A, and D. For two clusters, it is (A, B, C, E) andD (2.766), and for one cluster, the next nearest neighbors are D and E, with a distanceof separation of 2.815 units. This information can be plotted in the form of adendrogram, in which the clusters are arranged along the abscissa and the distancesbetween the clusters from the ordinate. The dendrogram can be plotted in terms ofnearest neighbors, as in Figure 5.5(a), or of the furthest neighbor distance, as shownin Figure 5.5(b). The latter has the same overall shape as the nearest neighbor plot,but the heights of some of the blocks are greater. The distance between C and E isfixed at 1.621 units, and so this block has the same height in both plots, but thesecond cluster takes the greatest distance between a pair from B, C, and E, whichis 2.539 units. Similarly, the furthest distances for A, B, C, E and A, B, C, D, E are3.908 and 4.261, respectively.
Note that the samples are not arranged in alphabetical order in Figure 5.5. Thisis because the samples should be arranged in a manner in which the information ismost easily understood. Thus, in the present situation, if A, B, C, D, and E werearranged in alphabetical order, it would be impossible to plot a dendrogram.
D E A
1.621
2.7662.815
1.621
2.539
3.9084.261
1.955
(a)
(b)
C B
D E AC B
FIGURE 5.5 Dendrograms of analytical data from five samples of olive oil (data taken fromTable 5.4): (a) nearest neighbor plot, (b) furthest neighbor plot.
TF1589_C005.fm Page 66 Monday, December 5, 2005 8:48 PM
© 2006 by Taylor & Francis Group, LLC

Multivariate Methods 67
5.6 DISCRIMINATION ANALYSIS
Discrimination analysis can be regarded very loosely as the reverse of cluster analysis.In cluster analysis, the data are processed as a whole, with the object of identifyinggroups of related results, whereas in discrimination analysis the data are initiallydivided into groups, according to a preconceived hypothesis, and the credibility of theclassification then assessed. In the simplest situation, the hypothesis that a collectionof values of one variable is divisible into two subgroups can be tested by plotting thevariable on a scatter diagram, in the same way as was employed with clustering. Thehypothesis can be tested by visual observation and is characterized by the pointsseparating into two groups. A subsequent, more sophisticated treatment could use atest for significance, such as the Student’s t test, from which the probability of therebeing two groups can be assessed.
Typical results with two variables are shown in Figure 5.6. The variables maybe directly related, giving one or two straight lines [Figure 5.6(a) and (b)], or givingelliptical plots [Figure 5.6(c) and (d)]. The existence of one or two groups can bejudged from the degree or absence of overlap of points, which have been tentativelyallocated to different groups. Alternatively, the two variables may be independent,giving scattered plots [Figure 5.6(e) and (f)], but Figure 5.6(f) also provides a methodof discriminating between two groups.
Scatter diagrams can therefore be used to establish the existence of two or moresubgroups within the complete data set. They can also be used to allocate new resultsto their various sets by ascertaining where the results lie in the diagram. The process hasthe advantage that the number of individual results within each group need not be thesame. However, it is essential that the variances within the groups be similar; otherwise,the outcome would be biased in favor of the variables with the greatest variance. Forthis reason, it is advisable to standardize the data before analysis is carried out.
When assignment to a group is ambiguous, it becomes necessary to calculate towhich cluster an individual result belongs. Such calculations are dependent on thedistance between the point and a position representative of the profile, usually themean coordinates. Thus, in two dimensions, the distance (d) between a point (x, y)and the average value of cluster A (xm, ym) is given by (5.7). Similarly, the distancefrom the average of cluster B is given by (5.8), so that if dA< dB, the point belongsto cluster A and vice versa.
(5.7)
(5.8)
The method can be extended to any number of dimensions.
d x x y yA m m= −( ) + −( )2 2
d x x y yB m m= −( ) + −( )2 2
TF1589_C005.fm Page 67 Monday, December 5, 2005 8:48 PM
© 2006 by Taylor & Francis Group, LLC

68 Pharmaceutical Experimental Design and Interpretation
Discriminant analysis can be demonstrated using data published by Rushton.8
Rushton was interested in the structure of hair, and the objective of that work was toinvestigate whether male and female hair differed according to three criteria. These were:
1. The total number of hairs per square centimeter of scalp. 2. The number of hairs per square centimeter with a diameter greater than
40 µm and a length greater than 30 mm. These values were chosen becausethey are the lower limits of the dimensions of fibers that contribute to theaesthetic quality of the hair.
3. The number of actively growing hairs per square centimeter of scalp,expressed as a percentage of the total number of hairs.
y
y
y y
y
y
x x
(a) (b)
x x
(e) (f)
x x
(c) (d)
FIGURE 5.6 Scatter diagrams: (a) x related to y, one group; (b) x related to y, two groups;(c) x correlated with y, one group; (d) x correlated with y, two groups; (e) no correlation, onegroup; (f) no correlation, two groups.
TF1589_C005.fm Page 68 Monday, December 5, 2005 8:48 PM
© 2006 by Taylor & Francis Group, LLC

Multivariate Methods 69
Rushton’s results are shown in Table 5.11. Scores in each column are standardized by subtracting the mean for males plus
females and dividing by the corresponding standard deviation. Thus, for example,the standardized total number of hairs on the first male in Table 5.11 is given by (5.9)
(5.9)
Standardized means are given in Table 5.11. The root mean square distances betweeneach standardized result and the male and female standardized means are thencalculated. For example, for the first male, comparison with the average male gives
TABLE 5.11 Parameters for Male and Female Hair8
Total Hairs
Hairs >40 µm in Diameter and >30 mm
in Length Actively Growing
Hair
Number Standardized Number Standardized % StandardizedMales
1 177 −0.738 154 −0.600 61.9 −1.0522 175 −0.782 159 −0.480 48.6 −2.2093 180 −0.671 167 −0.287 59.8 −1.2354 231 0.462 219 0.966 73.4 −0.0525 222 0.262 193 0.340 75.2 0.1046 218 0.173 174 −0.118 61.5 −1.0877 240 0.662 208 0.701 79.5 0.4788 239 0.640 205 0.629 72.8 −0.1049 276 1.462 234 1.328 67.4 −0.574
10 269 1.307 241 1.496 89.3 1.330Mean 222.7 0.278 195.4 0.398 68.9 −0.440Standard deviation 36.3 31.1 11.6
Females 1 125 −1.893 108 −1.708 86.8 1.1132 154 −1.249 138 −0.986 80.1 0.5303 156 −1.204 137 −1.010 75.2 0.1044 172 −0.848 113 −1.588 75.1 0.0965 236 0.573 223 1.063 88.0 1.2176 259 1.084 158 −0.504 73.1 −0.0787 245 0.773 210 0.749 89.9 1.383Mean 192.4 −0.395 155.3 −0.569 81.2 0.624Standard deviation 53.0 45.2 6.99
Statistical Parameters for Male Plus Female Mean 210.2 178.9 74.0 Standard deviation 45.0 41.5 11.5
standardized result =177 210 2
45 00 738
− =−..
.
TF1589_C005.fm Page 69 Monday, December 5, 2005 8:48 PM
© 2006 by Taylor & Francis Group, LLC

70 Pharmaceutical Experimental Design and Interpretation
Similarly, comparison with the average female gives
1.550 is less than 1.711, so Male 1 is assigned to the male group. The completeresults are presented in Table 5.12.
In all cases, the distances between male subjects and the average male are lessthan the distances from the average female. For similar reasons, the females fall intoa separate group. There is one exception, in that Female 7 gives virtually the sameEuclidean distance from both male and female means. This must be considered to bean interface result, as exemplified by the point marked with an asterisk in Figure 5.6(f).It may be concluded that, according to the three parameters quoted, male hair isdifferent from female hair, and therefore, discrimination into two groups is justified.
5.7 PRINCIPAL COMPONENTS ANALYSIS
Principal components analysis is one of the simplest multivariate methods and hasbeen widely used for interpreting experimental data in pharmaceutical fields. Itsobject is to reduce the number of variables of possible importance in characterizingan array of numbers. The data are transformed into a small number of linearcombinations of the original variables, called principal components. If there are nvariables, X1, X2, X3, . . . , Xn, there will be n possible principal components, Z1, Z2,Z3, . . ., Zn, that are uncorrelated. Lack of correlation is important, because it meansthat the variables represent different aspects of the data. Correlation, on the otherhand, means that the same aspect is measured in more than one way. There wouldthus be redundancy in the data, and the experimental design could be simplified. The
dA 1.55= − −( ) + − −( ) + − − −[ ] =0 738 0 278 0 600 0 398 1 052 0 4402 2 2
. . . . . ( . ) 00
TABLE 5.12 Euclidean Distances between Male and Female Hair Parameters
Male Female Versus Male Versus Female Versus Male Versus Female
1 1.550 1.711 3.408 1.942 2 2.241 2.859 2.278 0.947 3 1.414 1.899 2.115 1.051 4 0.712 1.888 2.346 1.231 5 0.547 1.241 1.992 1.809 6 0.834 1.861 1.647 1.262 7 1.040 1.665 1.921 1.923 8 0.545 1.747 9 1.511 2.918
10 2.323 2.773
TF1589_C005.fm Page 70 Monday, December 5, 2005 8:48 PM
© 2006 by Taylor & Francis Group, LLC

Multivariate Methods 71
indices are ordered, so that Z1 displays the highest amount of variation, Z2 the secondhighest, and so on, and when combined they will explain the whole of the varianceof the data.
The aim of a principal components analysis is to establish whether or not anyof the indices has such a low value that its effect is negligible. This means thatvariation in the data can be described by a smaller number of indices whose effectis not negligible. If all the original indices are unrelated, then principal componentsanalysis will achieve nothing, in that the number of variables will remain unchanged.
The quantitative structure–activity relationship (QSAR) study of androgenicactivities of testosterone esters described earlier3 will be used as an example. Theoverall androgenic response described in Table 5.6 may be divided into two parts:the maximum weight achieved by the organ (the maximum biological responseBRmax) and the time taken to achieve that weight (time of maximum response Tmax).The logarithms of these, together with parameters previously described in Table 5.6,are given in Table 5.13.
The first step in carrying out a principal components analysis on these data is toconvert them to a standardized form, as described earlier. These are given in Table 5.14.
A correlation matrix is then constructed from the standardized data, also by usingmethods described earlier in this chapter. The correlation matrix is given in Table 5.15.
TABLE 5.13 Androgenic Activities and Quantitative Structure–Activity Relationship (QSAR) Parameters of Some Testosterone Esters3
Ester log Tmax log BRmax log kc Rm Es
Formate 0.30 1.60 1.27 0.58 0.00Acetate 0.48 1.73 1.48 0.46 −1.24
Propionate 0.78 2.10 2.00 0.11 −1.58
Butyrate 0.78 2.31 2.09 −0.09 −1.60
Valerate 0.90 2.02 2.06 −0.26 −1.63
Mean 0.648 1.952 1.780 0.160 −1.210Standard deviation 0.249 0.286 0.378 0.356 0.695
TABLE 5.14 Standardized Values of Androgenic Activities and Quantitative Structure–Activity Relationship (QSAR) Parameters Shown in Table 5.13
Ester log Tmax log BRmax log kc Rm Es
Formate −1.398 −1.231 −1.349 1.180 1.741Acetate −0.675 −0.776 −0.794 0.843 −0.043Propionate 0.530 0.517 0.582 −0.140 −0.533Butyrate 0.530 1.252 0.820 −0.702 −0.561Valerate 1.020 0.238 0.741 −1.180 −0.604
TF1589_C005.fm Page 71 Monday, December 5, 2005 8:48 PM
© 2006 by Taylor & Francis Group, LLC

72 Pharmaceutical Experimental Design and Interpretation
The next stage is to calculate eigenvalues and eigenvectors for the data givenin Table 5.14. These calculations are too protracted to carry out manually but arereadily processed by computer. This yields Table 5.16.
Some general rules with respect to a principal components display are:
1. Each row of eigenvectors is called a principal component, and the sum of thesquares of the terms in each principal component is always equal to unity.Thus, for the first principal component of Table 5.16, the sum of squares is
0.462 + 0.432+ 0.472 + (−0.45)2+ (−0.43)2= 1.00
2. The elements running from the top left-hand corner to the bottom right-hand corner of a matrix form the leading diagonal. The sum of theelements in the leading diagonal of the original matrix is always equal tothe sum of the eigenvalues. Thus, in Table 5.15
sum of the elements in the leading diagonal = (1 + 1 + 1 + 1 + 1) = 5
and in Table 5.16
sum of the values = (4.57 + 0.21 + 0.20 + 0.02 + 0.00) = 5
TABLE 5.15 Correlation Matrix of Standardized Androgenic Activity Data from Table 5.14
log Tmax log BRmax log kc Rm Es
log Tmax 1.000 0.856 0.980 0.967 0.900log BRmax 0.856 1.000 0.945 0.835 0.808 log kc 0.980 0.945 1.000 0.948 0.883 Rm 0.967 0.835 0.948 1.000 0.800 Es 0.900 0.808 0.883 0.800 1.000
TABLE 5.16 Eigenvectors and Eigenvalues for Androgenic Activity Data
Eigenvectors (Fn)
Principal Component (Zn) Eigenvalues log Tmax log BRmax log kc Rm Es
1 4.57 0.46 0.43 0.47 −0.45 −0.432 0.21 −0.03 −0.21 −0.14 0.44 −0.86 3 0.20 0.37 −0.80 −0.10 −0.46 −0.04 4 0.02 −0.54 0.18 −0.47 −0.62 −0.27 5 0.00 −0.60 −0.31 0.73 −0.09 −0.07
TF1589_C005.fm Page 72 Monday, December 5, 2005 8:48 PM
© 2006 by Taylor & Francis Group, LLC

Multivariate Methods 73
3. The eigenvalues are all positive. This is always so when they are derivedfrom a correlation matrix.
4. Each eigenvalue expresses the fraction of the variance of the elements ofthe matrix that is explained by the component. Thus, the first principalcomponent explains
of the variance. 5. The sum of the squares of the eigenvectors in each principal component
is called the communality of the row. As stated above, this should equal 1.The importance of an eigenvector in a row can therefore be assessed bycalculating the communality without that vector and by noting how far itdeviates from unity. Thus, the communality of the first principal compo-nent without the first term is
1.00 − 0.462= 0.79
which indicates that this term is important. In contrast, the communality ofthe third principal component without the last term is
(1.00 − 0.042) = 0.998
indicating that this term is not of importance to its principal component. Scrutiny of Table 5.16 therefore tells us:
1. 91.4% of the variance of the data is explained by an expression involvingall five variables, that is,
0.46 log Tmax + 0.43 log BRmax+ 0.47 log kc − 0.45 Rm− 0.43 Es
2. (0.21×100) / 5=4.2% can be explained by the second principal component. Communalities without the first and third terms are
[1.00 − (−0.03)2] = 1.00
and
[1.00 − (−0.14)2] = 0.98
indicating that 4.2% of the variance is explained by an expression involvinglog BRmax, Rm, and Es.
3. 4.0% of the variance is explained by an expression involving the twobiological responses, log Tmax and log BRmax, together with Rm.
4 57 1005
. × = 91.4%
TF1589_C005.fm Page 73 Monday, December 5, 2005 8:48 PM
© 2006 by Taylor & Francis Group, LLC

74 Pharmaceutical Experimental Design and Interpretation
4. The remaining principal components explain only 0.4% and 0.0% of thevariance. The fourth and fifth principal components can therefore beignored. A zero eigenvalue also suggests a rectilinear relationship withinthe variables. Thus, two of the variables may be measuring the same thing,or one variable plus another variable may add up to 100%, that is, defi-nition of one automatically defines the other. There would thus be scopefor simplifying the design of future experiments.
5. The signs of the eigenvectors in Table 5.16 indicate that 99.6% of thevariance involves inverse relationships between the biological parametersand partition, and 95.4% involves inverse relationships between durationof biological action and the size of the ester group.
The information therefore suggests that the net biological response is a combinationof three mechanisms, with one mechanism predominant. However, the amount ofraw data presented does not allow much confidence in this conclusion, because acomparatively simple system has been used to illustrate a statistical technique tomake the procedures easier to follow. As stated before, five extra points are theminimum necessary for each additional variable.
Useful information can sometimes be obtained by plotting the eigenvectors forone principal component against the corresponding eigenvectors of another compo-nent. The first two principal components are usually chosen for this purpose.
A much larger series of experiments was carried out by Benkerrour et al.,9 whoused principal components analysis to study granule and tablet properties. Usingthree diluents (lactose, tricalcium phosphate, and a 1:1 mixture of the two) and twovarieties of guar gun as binding agents, each at concentrations of 0.5%, 1.0%, and1.5%, they prepared 18 granule formulations. For each formulation, they measuredseven properties of the granules. The granules were then compressed into tablets,and five tablet properties were then determined. There were thus 12 items of infor-mation for each of the 18 formulations. They constructed a 12 × 12 correlation matrixof the granule and tablet properties and found that some of the properties were veryhighly correlated, for example, tablet pore volume and surface area had a correlationcoefficient of 0.994. The former was also highly correlated with granule porevolume, applied pressure, and tablet hardness, and thus they were in effect measuringthe same thing. Benkerrour et al. were also able to show that the nature of the diluentwas much more important than the type or concentration of binder.
Another large study was performed by Hogan et al.10 These workers used adesign of 33 experiments to study the relationship between formulation factors andthe filling into and active ingredient release from hard-shell gelatin capsules. Nineformulation properties, for example, drug solubility, disintegrant type, and concen-tration, were considered, and for each formulation, five properties related to fillingperformance (e.g., bulk density, variation of fill weight) were assessed, togetherwith five related to drug release, such as disintegration time and characteristics ofthe dissolution curve. An interesting feature of this work was that the datawere examined by both parametric and nonparametric methods. Most of the datawere numerical, but some, for example, filler type, were not. For parametric analysis,the nonnumerical data were allocated a dummy numerical value, whereas for
TF1589_C005.fm Page 74 Monday, December 5, 2005 8:48 PM
© 2006 by Taylor & Francis Group, LLC

Multivariate Methods 75
nonparametric analysis, the numerical data were transformed into ordinal forms byputting them into rank order. Some of the responses were found to be highlycorrelated with others and hence could be excluded from future experiments.
Other pharmaceutical applications of principal components analysis are givenin the bibliography of this chapter.
5.8 FACTOR ANALYSIS
This branch of multivariate analysis is closely related to principal componentsanalysis. The basic premise is that it may be possible to describe a set of n variables,X1, X2, . . . , Xn, in terms of a smaller number of indices, which will help establish arelationship between the variables. Unlike principal components analysis which isnot based on any specific statistical model, factor analysis is based on a model firstreported by Spearman.11 In his seminal paper, he studied correlations between testscores and found that many correlations could be accounted for by a simple model.Expressing his data as a correlation matrix, he noted that if the diagonals of thematrix are ignored, any two rows are often proportional.
Factor analysis can be applied to many types of experimental data but has mostfrequently been used to assess examination results, as in the following example.
Twenty students each take examinations in six subjects, designated A to F. Theresults are given in Table 5.17.
The normal procedure is to arrange the subjects in columns, and average thenumbers along each row, to give the overall performances of the candidates. Byplacing these scores in numerical order, a rank order of achievement is obtained. Ina similar way, the standards in each subject can be compared by calculating themeans of the columns.
A candidate’s score in a particular subject can be resolved into two factors: thecandidate’s ability and the degree of difficulty of the subject, which can be expressedmathematically in the form of (5.10)
x = aF (5.10)
where x = the score obtained by a given candidate in the given subject F = a constant, specific to the subject and independent of the candidate a = a constant, specific to the candidate.
The concept can be extended to the full diet of subjects by using (5.11) for thefirst candidate and by similar equations for each of the remaining candidates.
X1= a1AFA+ a1BFB+ a1CFC+ a1DFD+ a1EFE+ a1FFF (5.11)
These equations, embracing 20 dependent variables and 120 independent vari-ables, are difficult to handle statistically. It would be useful to simplify the pictureby principal components analysis, but this is not possible, because the independent
TF1589_C005.fm Page 75 Monday, December 5, 2005 8:48 PM
© 2006 by Taylor & Francis Group, LLC

76 Pharmaceutical Experimental Design and Interpretation
variables form a 6 × 20 matrix, and principal components analysis can be appliedonly to square matrices.
The problem can be overcome by using the corresponding correlation matrix,as given in Table 5.18, which is derived from the standardized values of the datapresented in Table 5.17.
TABLE 5.17 The Scores for 20 Students in 6 Examinations
Subject Score (%) Candidate Number A B C D E F Aggregate Score Class Position
1 30 51 44 38 35 37 235 202 48 43 61 52 58 50 312 123 52 54 72 68 59 51 356 64 41 46 56 65 56 24 288 155 52 62 65 46 61 57 343 96 56 67 72 73 51 49 368 47 51 43 58 42 62 57 313 118 41 40 51 53 54 57 296 149 48 68 59 58 56 55 344 8
10 56 87 70 73 65 66 417 111 44 63 57 43 52 46 305 1312 51 69 62 71 60 44 357 513 58 69 75 63 68 67 400 214 48 56 45 47 51 39 286 1615 57 71 70 71 65 63 397 316 53 58 55 56 52 40 314 1017 42 48 54 42 54 37 277 1718 35 43 50 39 50 41 238 1919 36 59 47 50 39 42 273 1820 45 65 66 66 55 48 345 7
Mean 47.2 58.1 59.5 55.8 55.2 48.5 Standard deviation 7.8 12.2 9.4 12.2 8.1 11.0
TABLE 5.18 Correlation Matrix of Standardized Examination Scores from Table 5.17
A B C D E F
A 1.000 0.582 0.814 0.642 0.904 0.643 B 0.582 1.000 0.579 0.626 0.351 0.487 C 0.814 0.579 1.000 0.740 0.758 0.645 D 0.642 0.626 0.740 1.000 0.503 0.323 E 0.904 0.351 0.758 0.503 1.000 0.648 F 0.643 0.487 0.645 0.323 0.648 1.000
TF1589_C005.fm Page 76 Monday, December 5, 2005 8:48 PM
© 2006 by Taylor & Francis Group, LLC

Multivariate Methods 77
If the leading diagonal results are ignored, the ratios of the numbers in any pairof rows are approximately constant. For example, with rows A and C in Table 5.18and if columns A and C are ignored, the ratios A / C are all about equal to unity. Thus,
From results like these, Spearman speculated that examination results could besimplified by ignoring some of the subjects, using (5.12)
x = aF + e (5.12)
where x = the score obtained by a given candidate in a given subject F= a constant, the factor value, specific to the subject and independent of the
candidate e = related to both subject and candidate.
If a subject, or a column, is ignored, e represents the error involved in making theapproximation. From (5.13) it can be assessed that
e = (1 – communality of remaining terms) (5.13)
The operation of factor analysis depends on the transposition of matrices. Amatrix is said to be transposed when the rows are interchanged with the columns,as shown, for example, in (5.14)
(5.14)
This procedure is permissible with principal components. Therefore, for two candi-dates 1 and 2, and two subjects A and B, the principal components Z1 and Z2 aregiven by (5.15) and (5.16), respectively
Z1= b1Ax1A+ b2Ax2A (5.15) Z2 = b2Ax2A+ b2Bx2B (5.16)
These can be transposed to (5.17) and (5.18).
X1 = bA1zA1+ bB1zB1 (5.17) X2 = bA2zA2+ bB2zB2 (5.18)
0 5820 579
1 00 6420 740
0 90 6430 645
1 0..
. ,..
. ,..
.= = =
a b
c d
a c
b d
is the transpose of
TF1589_C005.fm Page 77 Monday, December 5, 2005 8:48 PM
© 2006 by Taylor & Francis Group, LLC

78 Pharmaceutical Experimental Design and Interpretation
where X = a candidate’s overall performance x = that candidate’s performance in one subject Z = principal component for all subjects z = principal component for one subject.
Transposition of the equations requires scaling the principal components so as tohave unit variances. This is done by dividing the values of Z by their standarddeviations, which are equal to the square roots of the corresponding eigenvalues, togive the factors (F), that is,
(5.19)
Eigenvalues and eigenvectors are shown in Table 5.19.Substitution of the eigenvectors for b, and F√λ for Z in the coefficients shown
in (5.17) and (5.18) then gives (5.20) to (5.25). For example, the first term on the right-hand side of (5.20) is equal to
−0.45 × FA√4.08 = −0.91FA, the second term equal to −0.11 × FB√0.82 = −0.10FB, andthe third term equal to −0.46 × FC√0.56 = + 0.10FC. Similarly, the first term on theright-hand side of (5.21) is −0.36 × FA√4.08 = −0.73FA.
X1 = −0.91FA− 0.10FB+ 0.10FC+ . . . (5.20) X2 = −0.73FA+ 0.49FB− 0.44FC+ . . . (5.21) X3 = −0.93FA− 0.00FB+ 0.15FC+ . . . (5.22) X4 = −0.79FA+ 0.49FB+ 0.28FC+ . . . (5.23) X5 = −0.83FA− 0.40FB+ 0.24FC+ . . . (5.24) X6 = −0.75FA− 0.41FB− 0.44FC+ . . . (5.25)
Only the first three components need to be considered, because the eigenvaluesindicate that these alone will explain over 90% of the variation, that is,
FZ=λ
TABLE 5.19 Eigenvectors and Eigenvalues of Standardized Examination Scores from Table 5.17
Eigenvalues Eigenvectors
4.08 −0.45 −0.36 −0.46 −0.39 −0.41 −0.37 0.82 −0.11 0.54 0.00 0.54 −0.44 −0.45 0.56 0.14 −0.59 0.20 0.38 0.32 −0.59 0.25 −0.52 −0.37 0.36 0.40 −0.30 0.46 0.15 0.55 −0.18 0.44 −0.27 −0.63 −0.06 0.14 −0.44 0.25 0.66 0.42 0.21 −0.30
TF1589_C005.fm Page 78 Monday, December 5, 2005 8:48 PM
© 2006 by Taylor & Francis Group, LLC

Multivariate Methods 79
In equations (5.20) to (5.22), apart from the first term on the right-hand side, onlyone factor loading (0.49) is near 0.5, and none exceeds it. The conclusion thereforeis that the overall abilities of most of the candidates can be estimated from theirperformances in one subject.
Problems of this type could also be examined using the rank order correlationcoefficient described in Chapter 4. If the original marks in the six subjects arearranged into a rank order, the Spearman rank order correlation coefficient can becalculated for each pair of results. These are shown in Table 5.20. Results for subjectsA and C are highly correlated with those of the other subjects.
FURTHER READING
Chatfield, C. and Collins, A. J., Introduction to Multivariate Analysis, Chapman & Hall,London, 1989.
Everitt, B., Landau, S., and Leese, M., Cluster Analysis, 4th ed., Arnold, London, 2001. Kendall, M., Multivariate Analysis, 2nd ed., Griffin, High Wycombe, 1980. Romesburg, H. C., Cluster Analysis for Researchers, Krieger, Malabar, 1984. Adams, E. et al., Evaluation of dissolution profiles using principal components analysis, Int.
J. Pharm., 212, 41, 2001. Baines, E., Factor analysis in the evaluation of cosmetic products, J. Soc. Cosmet. Chem.,
29, 369, 1978. Bjerknes, K. et al., Evaluation of different formulation studies on air-filled polymeric micro-
capsules by multivariate analysis, Int. J. Pharm., 257, 1, 2003. Bohidar, N. R. and Bohidar, N. R., Multivariate analyses of a production formulation opti-
mization experiment, Drug Dev. Ind. Pharm., 20, 2165, 1994. Dias, V. H. and Pinto, J. F., Identification of the most relevant factors that affect and reflect
the quality of granules by application of canonical and cluster analysis, J. Pharm.Sci., 91, 273, 2002.
( . . . ). . . . . .
. %4 08 0 82 0 56 100
4 08 0 82 0 56 0 25 0 15 0 1491 0
+ + ×+ + + + +
=
TABLE 5.20 Spearman Rank Order Correlation Matrix of Examination Scores from Table 5.17
A B C D E F
A 1.000 0.631 0.811 0.636 0.693 0.655 B 0.631 1.000 0.603 0.639 0.394 0.406 C 0.811 0.603 1.000 0.732 0.735 0.694 D 0.636 0.639 0.732 1.000 0.467 0.397 E 0.693 0.394 0.735 0.467 1.000 0.734 F 0.655 0.406 0.694 0.397 0.734 1.000
TF1589_C005.fm Page 79 Monday, December 5, 2005 8:48 PM
© 2006 by Taylor & Francis Group, LLC

80 Pharmaceutical Experimental Design and Interpretation
Dyrstad, K., Veggeland, J., and Thomassen, C., Multivariate method to predict the watervapor diffusion rate through polypropylene packaging, Int. J. Pharm., 188, 767, 1999.
Frutos, G., Frutos, P., and Alonso, M. A., Application of the statistical multivariate analysisto the release characterisation of matrix tablets, Drug Dev. Ind. Pharm., 20, 2685,1994.
Gabriellson, J. et al., Multivariate methods in the development of a new tablet formulation,Drug Dev. Ind. Pharm., 29, 1053, 2003.
Hardy, I. J. and Cook, W. G., Predictive and correlative techniques for the design, optimisationand manufacture of solid dosage forms, J. Pharm. Pharmacol., 55, 3, 2003.
Harris, A. J. et al., Assessment of auxiliary detergents in shampoo mixtures, Cosmet. Perfum.,90, 23, 1975.
Horhota, S. T. and Aitken, C. L., Multivariate cluster analysis of pharmaceutical data usingAndrews plots, J. Pharm. Sci., 80, 85, 1991.
Jorgensen, A. et al., Hydrate formation during wet granulation studied by spectroscopicmethods and multivariate analysis, Pharm. Res., 19, 1285, 2002.
Magnusson, B. M., Pugh, W. J., and Roberts, M. S., Simple rules defining the potential ofcompounds for transdermal delivery or toxicity, Pharm. Res., 21, 1047, 2004.
Onuki, Y., Morishita, M., and Takayama, K., Formulation optimisation of water-in-oil-watermultiple emulsion for intestinal insulin delivery, J. Control. Release, 97, 91, 2004.
Persson, B. et al., Multivariate parameter evaluation of pharmaceutically important celluloseesters, J. Pharm. Sci., 88, 767, 1999.
Rogers, L. J. and Adams, M. J., Factor analysis for pharmaceutical solutions, Pharm. Sci., 3,333, 1997.
Romoran, K. et al., The influence of formulation variables on in vitro transfection efficiencyand physicochemical properties of chitosan-based polyplexes, Int. J. Pharm., 261,115, 2003.
Rotthauser, B., Kraus, G., and Schmidt, P. C., Comparison of lubricants for effervescenttablets by principal components analysis, Pharm. Ind., 60, 541, 1998.
Sande, S. A. and Dyrstad, K., A formulation strategy for multivariate kinetic responses, DrugDev. Ind. Pharm., 28, 583, 2002.
Westerhuis, J. A., Coenengracht, P. M., and Lerk, C. F., Multivariate modelling of the tabletmanufacturing process with wet granulation and in-process control, Int. J. Pharm.,156, 109, 1997.
REFERENCES
1. Manly, B. F., Multivariate Statistical Methods – A Primer, 2nd ed., Chapman & Hall,London, 1994.
2. Lindberg, N.-O. and Lundstedt, T., Application of multivariate analysis in pharma-ceutical development work, Drug Dev. Ind. Pharm., 21, 987, 1995.
3. James, K. C., Nicholls, P. J., and Richards, G. T., Correlation of androgenic activitiesof the lower testosterone esters in rat with Rm values and hydrolysis rates, Eur. J.Med. Chem., 10, 55, 1975.
4. Bate-Smith, E. C. and Westall, R. G., Chromatographic behaviour and chemicalstructure. 1. Some naturally occurring phenolic substances, Biochim. Biophys. Acta,4, 427, 1950.
5. Newman, M. S., Ed., Steric Effects in Organic Chemistry, Wiley, New York, 1956. 6. McFarland, J. W. and Gans, D. J., The significance of clusters in the graphical display
of structure–activity relationships, J. Med. Chem., 29, 505, 1986.
TF1589_C005.fm Page 80 Monday, December 5, 2005 8:48 PM
© 2006 by Taylor & Francis Group, LLC

Multivariate Methods 81
7. Iwasa, J., Fujita, T., and Hansch, C., Substituent constants for aliphatic functionsobtained from partition coefficients, J. Med. Chem., 8, 150, 1965.
8. Rushton, D. H., Chemical and Morphological Properties of Scalp Hair, Ph.D. thesis,University of Wales, 1988.
9. Benkerrour, L. et al., Granule and tablet formulae study by principal componentsanalysis, Int. J. Pharm., 19, 27, 1984.
10. Hogan, J. et al., Investigations into the relationship between drug properties, fillingand release of drugs from hard gelatin capsules using multivariate statistical analysis,Pharm. Res., 13, 944, 1996.
11. Spearman, C., “General intelligence,” objectively determined and measured, Am. J.Psychol., 15, 201, 1904.
TF1589_C005.fm Page 81 Monday, December 5, 2005 8:48 PM
© 2006 by Taylor & Francis Group, LLC

83
6 Factorial Design of Experiments
6.1 INTRODUCTION
A classical approach to experimentation is to investigate the effects of oneexperimental variable while keeping all others constant. A well-known examplewould be the investigation of the relationship between the volume of a gas andpressure, keeping the temperature constant. This approach is valid provided that, asin this case, the underlying laws relating cause and effect are known with somecertainty. However, in many cases, such knowledge is not available and it is notknown, out of the many variables that might affect the outcome of an experiment,which will prove the most important and hence justify more extensive study.
Furthermore, it is possible that variables may interact with each other. Thus, themagnitude of the effect caused by altering one factor will depend on the magnitudeof one or more of the other factors. An experimental design that investigates theeffect of one factor while keeping all other factors at a constant level is unlikely todisclose the presence of such interactions.
An agricultural rather than a pharmaceutical example highlights the problem.Imagine that a study is to be carried out to compare the milk yields of Jersey cowsand Highland cattle. If the test took place in an English meadow, the Jersey cowswould be expected to have the highest yield. If, however, the site of the experimentwere to be changed to a Scottish moor, the reverse result would be obtained, as theJersey cows would probably not survive the harsher climate. Thus, the yield isdependent on both the breed of cow and the environment.
Factorial design, a technique introduced by Fisher1 in 1926, is a system ofexperimental design that is intended to avoid such difficulties. It provides a meanswhereby the factors that may have an influence on a reaction or a process can beevaluated simultaneously and their relative importance assessed. It is thus a meansof separating those factors that are important from those that are not. The techniquecan be applied to many pharmaceutical problems, and it forms the basis for manytests that seek to find an optimum solution.
The basis of the process is to elucidate the effects of many factors simultaneously,to assess their relative importance, and to determine whether the factors interact.All possible combinations of factors and levels are investigated, and thus all maineffects and all interactions can be evaluated.
There are three decisions that have to be taken at the outset.
1. The factors to be studied: Factors can be quantitative, that is, they havenumerical values, or they can be qualitative. The latter will often have
TF1589_C006.fm Page 83 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

84 Pharmaceutical Experimental Design and Interpretation
names rather than numbers, such as Method I, Site B, or Present or Absent.They will be chosen in accordance with the objectives of the experiment.Though the stated objectives of the experiment may define two or morefactors, there may be other factors that would influence the outcome of theexperiment, and these must be kept constant. A preliminary scanning programmight be necessary to establish the relative importance of the factors.
2. The levels of the factors: This is often a difficult decision, in which theexperience of the researcher plays an important part. A commonly usedstarting point is to select the 25th and 75th percentile levels of the rangeof possible values of the factor, though this might not be practicable.
3. The response to be measured: This is usually defined in the experimentalobjectives. The response must be capable of being expressed numerically.Adjectival descriptions (big, bigger, and biggest) or ordinal numerals(designating the biggest response as 1, the next biggest as 2, and so on)are not permissible.
6.2 TWO-FACTOR, TWO-LEVEL FACTORIAL DESIGNS
The simplest factorial design is one in which two factors are studied at two levels:low and high. The design consists of four experiments. These are:
Experiment A: Both factors are at their lower levels. Experiment B: The first factor is at its higher level and the second at its lower. Experiment C: The first factor is at its lower level and the second factor at
its higher. Experiment D: Both factors are at their higher levels.
Ideally, all four experiments are carried out simultaneously, the responses are mea-sured, and the results are then assessed.
The procedure can be illustrated with the following example. Compound E isan ester and therefore would be expected to undergo hydrolysis when in aqueoussolution. It is anticipated that the rate of hydrolysis will be influenced by temperatureand the presence of a catalyst. Thus, the objective of the experiment is to ascertainthe influence of two factors — temperature and catalyst concentration — on the rateof hydrolysis of Compound E. Two temperatures (20 °C and 40 °C) and two con-centrations of catalyst (0 M and 0.1 M) are selected. The response that is measuredis the loss of Compound E after a specified time. The four experiments are carriedout simultaneously; the experimental conditions are shown in Table 6.1, which alsoshows the responses.
It is often helpful to envisage the experimental design as a diagram, which inthis case is a square (Figure 6.1). Temperature forms the horizontal axis and thecatalyst concentration the vertical axis.
The effect of the two factors can now be calculated. The effect of any givenfactor is the change in response produced by altering the level of that factor,averaged over the levels of all the other factors. Therefore, the effect of tem-perature is the mean of the results on the right-hand side of the square minus
TF1589_C006.fm Page 84 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

Factorial Design of Experiments 85
the mean of those on the left-hand side. Similarly, the effect of the concentrationof catalyst is the average of all results on the top of the square minus that ofthose results on the bottom.
Thus, the effect of temperature is given by (6.1)
(6.1)
TABLE 6.1 A Two-Factor, Two-Level Factorial Design to Study the Hydrolysis of Compound E
Experiment Temperature (°C) Catalyst Concentration (M) Loss of E (%)
A 20 0 10 B 40 0 25 C 20 0.1 30 D 40 0.1 45
Experiment C Experiment D
Experiment A Experiment B
Cat
alys
t con
cent
ratio
n (M
)
Temperature (°C)
0.1
0
20 40
FIGURE 6.1 A two-factor, two-level experimental design.
TF1589_C006.fm Page 85 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

86 Pharmaceutical Experimental Design and Interpretation
Similarly, the effect of catalyst concentration is given by (6.2)
(6.2)
Hence, in this example, both factors have an approximately equal effect and aretherefore equally worthy of consideration.
However, consider an equally feasible alternative situation (Table 6.2). By thesame method of calculation, the effect of temperature is 10 and the effect of thecatalyst is 65. In this case, the catalyst concentration proves to have a more importanteffect, and attention should be focused on that.
The foregoing is a very straightforward example. However, the same principlescan be used for much more complex systems.
6.2.1 TWO-FACTOR, TWO-LEVEL FACTORIAL DESIGNS WITH INTERACTION BETWEEN THE FACTORS
In the data presented in Table 6.1, an assumption has been made that the factors actindependently to produce their effects. In many cases, this will be so, but in others,the level of one factor may govern the magnitude of the effect of another. This istermed factor interaction.
Interactions can often be detected graphically. In the data given in Table 6.1,raising the temperature causes an increased loss of Compound E, by 15%(25% − 10%). Similarly, the presence of a catalyst causes an increased loss of 20%(30% − 10%). When both factors are at a high level, the total increase in loss is35% (45% − 10%), which is numerically equal to the total of the increased lossescaused by the two factors considered separately. Thus, there is no interactionbetween the two factors. This situation is shown in Figure 6.2. A line is drawnjoining the two results with catalyst concentration at a higher level (ExperimentsC and D) and another line joining the two experiments in which the same factoris at its lower level (Experiments A and B). If no interaction occurs, the lines willbe parallel.
TABLE 6.2 A Two-Factor, Two-Level Factorial Design to Study the Hydrolysis of Compound E
Experiment Temperature (°C) Catalyst Concentration (M) Loss of E (%)
A 20 0 10 B 40 0 25 C 20 0.1 70 D 40 0.1 95
TF1589_C006.fm Page 86 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

Factorial Design of Experiments 87
A quantitative estimation of factor interaction is made as follows. A furthercolumn is added to Table 6.1 and Table 6.2, “Factor interaction.” For ExperimentA, both the temperature and the catalyst concentration are at their lower levels, andhence “low× low” is entered in the “Factor interaction” column. Other rows in this columnare completed in a similar manner. The results are shown in Table 6.3 and Table 6.4.
The interaction of temperature with catalyst concentration is given by (6.3)
(6.3)
When the data from Table 6.3 are substituted into (6.3), the numerical value ofthe interaction is
Experiment C
Los
s of
E (
%)
Experiment D
Experiment A
Experiment B
Temperature (°C)
0
10
20
30
40
50
Catalyst concentration 0.1 M
Catalyst concentration 0 M
20 40
FIGURE 6.2 A two-factor, two-level experimental design with no interaction.
Experiment C
Los
s of
E (
%)
Experiment D
Experiment A
Experiment B
Temperature (°C)
0
10
20
30
40
50
Catalyst concentration 0.1 M
Catalyst concentration 0 M
20 40
TABLE 6.3 A Two-Factor, Two-Level Factorial Design to Study the Hydrolysis of Compound E
Experiment Temperature (°C) Catalyst Concentration (M) Factor Interaction Loss of E (%)
A 20 0 Low × low 10 B 40 0 High × low 25 C 20 0.1 Low × high 30 D 40 0.1 High × high 45
TF1589_C006.fm Page 87 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

88 Pharmaceutical Experimental Design and Interpretation
However, when data from Table 6.4 are used, the numerical value of the interaction is
Thus, the interaction is not zero. If the data from Table 6.4 are plotted in an analogousmanner to Figure 6.2, Figure 6.3 is obtained. The two lines are no longer parallel.
If the combined effect of the two factors is to produce a loss in Compound Egreater than that produced by the factors individually, then the interaction is said tobe synergistic. An interaction which produces a smaller loss is termed antagonistic.
Finding that an interaction has a significant effect can have a beneficial result.If, for example, an interaction occurs between the temperature of a reaction and the
TABLE 6.4 A Two-Factor, Two-Level Factorial Design to Study the Hydrolysis of Compound E
Experiment Temperature (°C) Catalyst Concentration (M) Factor Interaction Loss of E (%)
A 20 0 Low × low 10 B 40 0 High × low 25 C 20 0.1 Low × high 70 D 40 0.1 High × high 95
Experiment C
Experiment D
Experiment A
Experiment B
Los
s of
E (
%)
Temperature (°C)
0
20
40
60
80
100
Catalyst concentration 0.1 M
Catalyst concentration 0 M
20 40
FIGURE 6.3 A two-factor, two-level experimental design with interaction.
TF1589_C006.fm Page 88 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

Factorial Design of Experiments 89
quantity of catalyst present, then yield is highest either with a low temperature anda large amount of catalyst or with a high temperature and a small amount of catalyst.Hence, the most economical solution depending on the relative costs of energy andcatalyst can be selected.
Caution must be exercised while interpreting Figure 6.2 and Figure 6.3. Thepair of values of each factor has been joined together by a straight line. This line ispurely illustrative, and no experimental evidence has been generated to support arectilinear relationship. Further experiments at interpolated levels are needed toestablish whether or not a factor and a response are related by a straight line.
6.3 NOTATION IN FACTORIALLY DESIGNED EXPERIMENTS
In the previous example, the four experiments were designated A, B, C, and D.These designations are simply labels and have no significance apart from that. Sucha simple system is perfectly adequate for a two-factor, two-level design that is usedsolely to discover the relative importance of the two factors, that is, for screeningpurposes. However, if the design is to be used to derive response surfaces or foroptimization purposes, a more elaborate system of notation is required. Severalsystems have been used, and they can often be the source of confusion.
Ideally, a system of notation should be selected that can be used for any exper-imental design, irrespective of the number of factors and the number of levels. Also,it should be capable of being used in conjunction with multiple regression techniques,which, as will be seen in later chapters, are the foundation of response-surface methods.
The notation that is used in the remainder of this chapter and in subsequentchapters is derived as follows. The factors are sequentially designated X1, X2, X3, and soon. Thus, in the above example, temperature becomes X1 and catalyst concentration X2.
The actual values of the factors are now subject to a process known as “coding”and are expressed in terms of experimental units (e.u.). In Chapter 5, there is aworked example on distance matrices in which the properties of samples of oliveoil were compared. Because the numerical values of the properties were so different(all iodine values were about 80, whereas all acid values were less than unity), itwas necessary to standardize the data by subtracting the mean and dividing by thestandard deviation. Coding is an analogous process that brings the values of all thefactors into the same range. For a two-level experiment, the lower level is designated−1 and the upper level +1. Thus, for the factor temperature in the above example,20 °C is designated −1 and 40 °C becomes +1. The range is 2 e.u. (−1 to +1), andas this equals 20 °C, 1 e.u. equals 10 °C. For the catalyst concentration, the lowerconcentration (0) is designated −1 and the higher (0.1 M) becomes +1. Therefore,1 e.u. of catalyst concentration equals 0.05 M. Use of the range −1 to +1 permitsthe interpolation and definition of a central point (0, 0) in the design.
Table 6.3 and Figure 6.1 can now be reconstructed using this notation to formTable 6.5 and Figure 6.4, respectively. The values for the interaction term areobtained by multiplying together the values for the individual factors. Thus, forexperiment (−1, −1), the value of the interaction is −1 × −1 = +1.
TF1589_C006.fm Page 89 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

90 Pharmaceutical Experimental Design and Interpretation
A common system of notation that can only be used in two-level studies is todesignate the factors by uppercase letters, beginning with A. Any experiment inwhich a given factor is at a high level is designated by the corresponding lowercaseletter. Thus, if only Factor A is at a high level, then that experiment is designatedexperiment “a,” and if Factors A and B are both at high levels, the designation is “ab.”The experiment in which all factors are at their lower level is denoted by (1).A further convention is to designate the lower level as “−” and the higher level as “+.”
TABLE 6.5 A Two-Factor, Two-Level Factorial Design to Study the Hydrolysis of Compound E, Using Coded Values of the Factors
ExperimentFactor X1
(Temperature) (e.u.)Factor X2 (Catalyst
Concentration) (e.u.)Factor
Interaction X1X2 Loss of E (%)
(−1, −1) −1 −1 +1 10 (+1, −1) +1 −1 −1 25 (−1, +1) −1 +1 −1 30 (+1, +1) +1 +1 +1 45
Note: e.u. = experimental unit; center point (0, 0): temperature = 30 °C, catalyst concentration = 0.05 M.1 e.u. of temperature = 10 °C. 1 e.u. of catalyst concentration = 0.05 M.
(–1, +1) (+1, +1)
(–1, –1) (+1, –1)
Fact
or X
2 (c
atal
yst c
once
ntra
tion)
Factor X1 (temperature)
+1
–1
–1 +1
FIGURE 6.4 A two-factor, two-level experimental design, using coded values of the factors.
TF1589_C006.fm Page 90 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

Factorial Design of Experiments 91
This is particularly useful when considering interactions between factors. Using thisconvention, Table 6.3 becomes Table 6.6.
There is also a convention in the order in which the experiments are writtendown in tabular form. A design is said to be in standard order when all the factorsare at their lowest level for the first experiment, the first factor changes level everyexperiment, the second factor changes level every two experiments, the third factorevery four experiments, and so on. Thus, the standard order for a two-factor, two-level design is (−1, −1), (+1, −1), (−1, +1), (+1, +1). Hence, the first row in the tabledenotes the experiment in which both factors are at their lower levels, and the fourthis when both factors are at their higher levels. This convention is unimportant withtwo-factor experiments, but its usefulness will become more apparent with designsof greater complexity.
This convention relates to the order in which the experiments are written down.It is not the order in which they should be performed. Ideally, all experiments arecarried out simultaneously, using identical apparatus and the same personnel. Thisis because there may be uncontrolled or even unknown factors that can affect theresponse. Simultaneous performance will ensure that all experiments are equallyaffected by these. If this is not possible, then the experiments should be carried outin random order.
6.4 FACTORIAL DESIGNS WITH THREE FACTORS AND TWO LEVELS
The previous discussion was limited to two experimental factors and a possibleinteraction between them. However, the principles of factorial design can be extendedto situations in which many more factors can be examined.
Consider the situation in which three factors and their interactions are suspectedof having an influence on the response. The procedures involved are best shown bymeans of a worked example.
Lactose is a commonly used diluent for tablet and capsule formulations. Thoughrelatively inert, it can take part in the Maillard reaction to form small amounts ofbrown pigments, which in turn cause discoloration of the dosage form. Among thefactors which may affect the rate of the reaction and hence the degree of discoloration
TABLE 6.6 A Two-Factor, Two-Level Factorial Design to Study the Hydrolysis of Compound E, Using an Alphabetical Notation
ExperimentFactor A
(Temperature)Factor B
(Catalyst Concentration)Factor
Interaction AB Loss of E (%)
(1) − − + 10 a + − − 25 b − + − 30 ab + + + 45
TF1589_C006.fm Page 91 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

92 Pharmaceutical Experimental Design and Interpretation
are temperature and humidity. Because the Maillard reaction is base catalyzed andhence favored by alkaline conditions, the presence of a base would also be expectedto increase discoloration.
Discoloration has been a particular problem with tablets containing spray-driedlactose, and Armstrong and Cartwright2 examined varieties of lactose, both sprayand conventionally dried, to determine their propensity to develop a brown color.
The following factors and levels were selected:
Factor X1: concentration of base (benzocaine) (0% = −1; 5% = +1) Factor X2: temperature (25 °C = −1; 40 °C = +1) Factor X3: humidity (50% RH = −1; 75% RH = +1)
The experiments were set up as shown in Table 6.7. Experiment (+1, +1, −1) iscarried out in the presence of 5% benzocaine, the storage temperature is 40 °C, andthe relative humidity is 50%. All experiments were carried out simultaneously, andafter storage for 2 months in these conditions, tablet color was measured using areflectance meter, pure white scoring zero. The greater the degree of discoloration,the higher the number. The results given in the table are those for lactosemonohydrate.
Two points are worth mentioning at this stage. First of all, note that the tabletcolor must be expressed as a numerical value. Adjectival descriptions such as whiteand light brown cannot be used in designs of this type. Equally unacceptable arerank orders such as white = 1 and the next lightest tablet = 2. Next, note the standardorder of the experiments in the table. The reason for adherence to this order will beapparent later.
Possible interactions must now be considered. In this case, there are three two-way interactions (Factor X1 with Factor X2, Factor X1 with Factor X3, and Factor X2
with Factor X3) and one three-way interaction (Factor X1 with Factor X2 and Factor X3).
TABLE 6.7 Three-Factor, Two-Level Factorial Design to Investigate the Discoloration of Lactose Monohydrate Tablets
ExperimentFactor X1
(Base Concentration) (%)Factor X2
(Temperature) (°C)Factor X3
(Humidity) (% RH) Tablet Color
(−1, −1, −1) 0 25 50 1.6 (+1, −1, −1) 5 25 50 5.3 (−1, +1, −1) 0 40 50 3.4 (+1, +1, −1) 5 40 50 6.6 (−1, −1, +1) 0 25 75 2.6 (+1, −1, +1) 5 25 75 3.6 (−1, +1, +1) 0 40 75 3.0 (+1, +1, +1) 5 40 75 7.0
Note: Center point (0, 0, 0): base concentration = 2.5%, temperature = 32.5°C, humidity = 62.5% RH.1 e.u. of base concentration = 2.5%. 1 e.u. of temperature = 12.5 °C. 1 e.u. of humidity = 12.5% RH.
TF1589_C006.fm Page 92 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

Factorial Design of Experiments 93
The signs of these interactions are determined by normal algebraic rules, and theoverall design in coded data is shown in Table 6.8. Note that each column has anequal number of plus and minus signs. This is a useful check to ascertain whethersigns have been correctly allocated.
It is often useful to depict three factor designs as a cube (Figure 6.5). Allexperiments with a high level of Factor X1 [(+1, −1, −1), (+1, +1, −1), (+1, −1, +1),(+1, +1, +1)] appear on the right-hand face of the cube and all with a low level ofthe same factor [(−1, −1, −1), (−1, +1, −1), (−1, −1, +1), (−1, +1, +1)] on the left-hand face. Similarly, the high and low levels of Factor X2 are represented by the topand bottom faces of the cube, respectively. High and low levels of Factor X3 arerepresented by the back and front faces, respectively.
The magnitudes of the main effects of the factors and their interactions can nowbe calculated. The method is the same as before. Thus, for Factor X1, the magnitudeis the mean of all experiments with a high level of Factor X1 minus the mean of allthose with a low level of the same factor.
Taking this information from Table 6.8, the magnitude of the effect of Factor X1 is
Similarly, the magnitude of Interaction X1X2X3 is the mean of all experiments witha positive value for X1X2X3 minus the mean of all experiments with a negative valuefor X1X2X3. Therefore, from Table 6.8, the effect of Interaction X1X2X3 is
TABLE 6.8 Signs to Calculate Main Effects and Interactions of a Three-Factor, Two-Level Factorial Design
Factor Interaction
Experiment X1 X2 X3 X1X2 X1X3 X2X3 X1X2X3 Tablet Color
(−1, −1, −1) −1 −1 −1 +1 +1 +1 −1 1.6 (+1, −1, −1) +1 −1 −1 −1 −1 +1 +1 5.3 (−1, +1, −1) −1 +1 −1 −1 +1 −1 +1 3.4 (+1, +1, −1) +1 +1 −1 +1 −1 −1 −1 6.6 (−1, −1, +1) −1 −1 +1 +1 −1 −1 +1 2.6 (+1, −1, +1) +1 −1 +1 −1 +1 −1 −1 3.6 (−1, +1, +1) −1 +1 +1 −1 −1 +1 −1 3.0 (+1, +1, +1) +1 +1 +1 +1 +1 +1 +1 7.0
Note: Center point (0, 0, 0): base concentration = 2.5%, temperature = 32.5 °C,humidity = 62.5% RH. 1 e.u. of base concentration = 2.5%. 1 e.u. of temperature = 12.5 °C.1 e.u. of humidity = 12.5% RH.
TF1589_C006.fm Page 93 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

94 Pharmaceutical Experimental Design and Interpretation
The complete set of values for main effects and interactions is given in Table 6.9. Agraphical representation such as Figure 6.6 is useful for visualizing the relativeimportance of these.
The most important factors are the concentration of base and the storage tem-perature. The environmental humidity is of less importance, as are all interactions.These conclusions, however, are based on a subjective assessment of the valuesshown in Table 6.9.
6.5 FACTORIAL DESIGN AND ANALYSIS OF VARIANCE
Factorial design becomes an even more powerful technique when allied toanalysis of variance (ANOVA), because then an objective rather than a subjective
(–1, +1, –1) (+1, +1, –1)
(–1, –1, –1) (+1, –1, –1)
Fact
or X
2 (t
empe
ratu
re)
Factor X1 (concentration of base)
+1
–1
–1 +1Factor X 3 (h
umidity)
–1
+1
(–1, –1, +1) (+1, –1, +1)
(–1, +1, +1) (+1, +1, +1)
FIGURE 6.5 A three-factor, two-level experimental design.
TABLE 6.9 Magnitudes of the Main Effects and Interactions of the Factors Given in Table 6.8
Factor Interaction X1 X2 X3 X1X2 X1X3 X2X3 X1X2X3
+2.975 +1.725 −0.175 +0.625 −0.475 +0.175 +0.875
TF1589_C006.fm Page 94 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

Factorial Design of Experiments 95
assessment of the relative importance of the various factors and interactions canbe obtained.
6.5.1 YATES’S TREATMENT
A useful technique for linking factorial design to ANOVA was first described byYates3 and is best demonstrated by using the same worked example as before.
The experimental data are first tabulated in standard order. Then, the first two resultsrelating to experiments (−1, −1, −1) and (+1, −1, −1) are added together (1.6 and 5.3)and the result (6.9) is put into in the first row of the column headed “Column1” of Table 6.10a. The next two figures, relating to experiments (−1, +1, −1) and(+1, +1, −1), are then added together (3.4 + 6.6 = 10) and the result is put into thesecond row of Column 1. The next two pairs (2.6 + 3.6 = 6.2, 3.0 + 7.0 = 10) are treatedsimilarly. Then, the difference between the first two experiments (+1, −1, −1) and(−1, −1, −1) is calculated (5.3 − 1.6 = 3.7) and the result placed in the fifth row ofColumn 1. The remaining three adjacent pairs are treated identically. At this stage,Table 6.10a appears as shown.
The process is then repeated using the numbers in Column 1, and the resultsare placed into Column 2. Thus, the first number in Column 2 is 16.9, obtained byadding together the first two rows in Column 1, namely, 6.9 and 10.0. The differencebetween these two numbers, 3.1, forms the fifth row of Column 2. The identicalprocess is repeated yet again on the numbers in Column 2, and the results are placedin Column 3 (Table 6.10b).
Column 3 is now divided by 2N− 1, where N is the number of factors examined(in this case, 3). Therefore, 2N− 1 = 4. These results, the average effects, are put intoColumn 4. Lastly, the mean squares are obtained by squaring the numbers in Column 3
–1 0 +1 +2 +3Magnitude
Base × temperature × humidity
Temperature × humidity
Base × humidity
Base × temperature
Humidity
Temperature
Base
Factor/interaction Effect Magnitude
+2.975
+1.725
–0.175
+0.625
–0.475
+0.175
+0.875
FIGURE 6.6 Graphical representation of the magnitudes of main effects and interactionsof the factors shown in Table 6.9.
TF1589_C006.fm Page 95 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

96 Pharmaceutical Experimental Design and Interpretation
and dividing by 2N. Thus, the mean square attributable to experiment (+1, −1, −1) is11.92/8 = 17.70. The mean squares are put into Column 5, and the table now becomesTable 6.10c.
The importance of listing the experiments in standard order should now beapparent. Also, the values in Column 4 are those of the main effects and interactionsfirst shown in Table 6.9.
The mean squares can now be placed in an ANOVA table (Table 6.11). In anyfactorial of the form 2N, each effect and interaction has 1 degree of freedom. Itremains to calculate F, the ratio between the mean squares and the residual squares,also known as the error mean square.
If the whole experiment had been replicated, then more than one observationwould be available for each experiment and hence an estimate of the experimentalerror could be made. This is undoubtedly the favored approach and is dealt with
TABLE 6.10A Commencement of Yates’s Treatment of Data from a Three-Factor, Two-Level Factorial Experimental Design
Experiment Tablet Color Column 1
(−1, −1, −1) 1.6 6.9(+1, −1, −1) 5.3 10.0(−1, +1, −1) 3.4 6.2(+1, +1, −1) 6.6 10.0(−1, −1, +1) 2.6 3.7(+1, −1, +1) 3.6 3.2(−1, +1, +1) 3.0 1.0(+1, +1, +1) 7.0 4.0
Note: The tablet color data is taken from Table 6.7.
TABLE 6.10B The Second Stage in Yates’s Treatment of Data from a Three-Factor, Two-Level Factorial Experimental Design
Experiment Tablet Color Column 1 Column 2 Column 3
(−1, −1, −1) 1.6 6.9 16.9 — (+1, −1, −1) 5.3 10.0 16.2 11.9(−1, +1, −1) 3.4 6.2 6.9 6.9(+1, +1, −1) 6.6 10.0 5.0 2.5(−1, −1, +1) 2.6 3.7 3.1 −0.7(+1, −1, +1) 3.6 3.2 3.8 −1.9(−1, +1, +1) 3.0 1.0 −0.5 0.7(+1, +1, +1) 7.0 4.0 3.0 3.5
TF1589_C006.fm Page 96 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

Factorial Design of Experiments 97
later. However, replication may lead to an unacceptably high number of experimentalruns. In these circumstances, the usual approach is to assume that some interactionshave a negligible effect, and hence experimental runs containing these can be com-bined to give the experimental error. Alternatively, results that give very low valuesin the mean squares column may be combined for this purpose. Some caution isnecessary here, in that incorrect assumptions can be made, and factors and interac-tions that are truly significant are assumed to be zero. Knowledge of the experimentalsystem being studied and the use of common sense will help select those interactionsthat are likely to be of least significance. Adopting this approach for the informationshown in Table 6.11, the mean squares relating to experiments (−1, −1, +1) and(−1, +1, +1) are distinctly lower than the others. These can therefore be combinedto give a mean of 0.06, as the experimental error of the system, and F is calculatedby dividing the other mean squares by this number. Table 6.11 gives the completeANOVA table.
The significance of the values of F is assessed by comparing them with tabulatedvalues. The numerator has 1 degree of freedom and the denominator has 2. Therefore,
TABLE 6.10C The Final Stage in Yates’s Treatment of Data from a Three-Factor, Two-Level Factorial Experimental Design
Experiment Tablet Color Column 1 Column 2 Column 3 Column 4 Column 5
(−1, −1, −1) 1.6 6.9 16.9 — — — (+1, −1, −1) 5.3 10.0 16.2 11.9 2.975 17.70(−1, +1, −1) 3.4 6.2 6.9 6.9 1.725 5.95(+1, +1, −1) 6.6 10.0 5.0 2.5 0.625 0.78(−1, −1, +1) 2.6 3.7 3.1 −0.7 −0.175 0.06(+1, −1, +1) 3.6 3.2 3.8 −1.9 −0.475 0.45(−1, +1, +1) 3.0 1.0 −0.5 0.7 0.175 0.06(+1, +1, +1) 7.0 4.0 3.0 3.5 0.875 1.53
TABLE 6.11 Analysis of Variance Table Following Yates’s Treatment of Data Originally Shown in Table 6.7
Factor or Interaction Experiment Degrees of Freedom Mean Square F
Base (+1, −1, −1) 1 17.70 295Temperature (−1, +1, −1) 1 5.95 99Humidity (−1, −1, +1) 1 0.06 — Base × temperature (+1, +1, −1) 1 0.78 13Base × humidity (+1, −1, +1) 1 0.45 7Temperature × humidity (−1, +1, +1) 1 0.06 —Base × temperature × humidity (+1, +1, +1) 1 1.53 25
TF1589_C006.fm Page 97 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

98 Pharmaceutical Experimental Design and Interpretation
for P < 0.05, F should exceed 18.5. For P < 0.01, F should be greater than 98.5. Thusthe presence of base is clearly the most important factor.
6.5.2 FACTORIAL DESIGN AND LINEAR REGRESSION
Yates’s method of applying ANOVA to factorial design involves tedious albeit simplecalculations. Evaluating mean effects and interactions resulting from a factoriallydesigned experiment by application of multiple regression involves more complexcalculations. However, the ready availability of computing power has removed boththe tedium and the complexity of the calculations, and hence the use of regressionis now overwhelmingly the method of choice. This is a particularly useful techniquebecause it is the basis of relating factorial design to response-surface methodologyand will be used extensively in later chapters.
It is essential to transform the numerical values of the factors by coding beforeregression is carried out. The coded factors are now represented by x1, x2, and x3,and the response, tablet color, by y. Therefore, an equation which takes into accountall the main effects and interactions is given by (6.4)
y = β0 + β1x1 + β2x2+ β3x3+ β12x1x2 + β13x1x3 + β23x2x3 + β123x1x2x3 (6.4)
where β0, β1, and so on = the coefficients of the various terms in the equation.
The values of the coefficients of (6.4) are determined by multiple linear regressionanalysis. They are shown in Table 6.12 and in graphical form in Figure 6.7. Main effectsrepresent the average result of changing one factor from −1 to +1, and the interactionsshow the result when any two or all three factors are changed simultaneously. Ifnone of the factors had had any effect, then the responses, that is, tablet color, wouldbe scattered randomly around their mean value, 4.1. Approximately the same value,4.138, is obtained for b0 when values of zero for x1, x2, and x3 are substituted into (6.4).
TABLE 6.12 Regression Coefficients Corresponding to all Main Factors and Interactions
Mean b0 = 4.138Main effects b1 = 1.486 b2 = 0.863 b3 = −0.088Interactions b12 = 0.312 b13 = −0.238 b23 = 0.088 b123 =0.438
TF1589_C006.fm Page 98 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

Factorial Design of Experiments 99
From the results, it is apparent that only b1, b2, b12, b13, and b123 are significant.Hence, the dominant effects in the experiment are exerted by Factor X1, Factor X2, andInteractions X1X2, X1X3, and X1X2X3. To support this conclusion, the coefficients of anequation (6.5) involving only these factors are calculated by multiple linear regression
y = β0+ β1x1 + β2x2 + β12x1x2 + β13x1x3 + β123x1x2x3 (6.5)
These values are given in Table 6.13. The values of the coefficients quoted in Table6.13 are virtually identical to the corresponding values in Table 6.12. The overallcorrelation coefficient of 0.9977 indicates goodness of fit.
–1 0 +1 +2 +3
Magnitude
Base × temperature × humidity
Temperature × humidity
Base × humidity
Base × temperature
Humidity
Temperature
Base
Factor/interaction EffectCoefficient
b1
b2
b3
b12
b13
b23
b123
b0
+4
FIGURE 6.7 Graphical representation of the magnitudes of main effects and interactionsof the factors shown in Table 6.12, calculated by linear regression.
TABLE 6.13 Regression Coefficients Corresponding to all Significant Main Factors and Interactions
Mean b0 = 4.138 Main effects b1 = 1.488 b2 = 0.863 Interactions b12 = 0.313 b13 = −0.238 b123 = 0.438Correlation coefficient r = 0.9977
TF1589_C006.fm Page 99 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

100 Pharmaceutical Experimental Design and Interpretation
With the exception of the constant term b0, the values of the regression coeffi-cients are half the value of those shown in Table 6.9. This is because each coefficientin the latter table measures the change in response over a change in the correspondingfactor of two units (−1 to +1). The significant main effects and interactions areshown in Table 6.14, and these are virtually identical to those obtained by the Yatestreatment. The application of linear regression to factorial design has been fullydiscussed by Strange4 and Gonzalez.5
6.6 REPLICATION IN FACTORIAL DESIGNS
As described in Chapter 4, calculation of the eight coefficients in (6.4) is carriedout by solving eight simultaneous equations. Each of the latter is derived from oneof the experiments by substituting the values of the factors of that experiment into(6.4). Thus, taking the first experiment in Table 6.8 as an example, (6.4) becomes (6.6)
1.6 = b0+ (b1× −1) + (b2× −1) + (b3× −1) + (b12× +1)+ (b13 × +1) + (b23 × +1) + (b123 × −1) (6.6)
The other seven experiments in the design give similar equations, solution of whichgives the coefficients.
The design shown in Table 6.7 is described as a saturated design, because thereare as many experiments (8) as there are coefficients in the model equation (6.4).No experiment is repeated. Hence, there is no way of assessing whether a measuredchange in the response is brought about by changing the values of the factors orwhether it is due to experimental error in measuring the response.
The regression equation (6.4) is a simplification, because in any experimentalprocedure there will always be uncontrolled factors or errors associated withmeasurement, so the measured response will vary randomly even if all the factorsare kept constant. To account for this, an extra term (ε) is introduced into (6.4) togive (6.7)
y = β0+ β1x1+ β2x2 + β3x3 + β12x1x2+ β13x1x3+ β23x2x3+ β123x1x2x3 + ε (6.7)
A saturated design cannot give an estimate of ε, and hence, the significance of thecoefficients cannot be measured by statistical techniques. Nevertheless, a fundamen-tal property of all factorial designs is that all the coefficients are estimated with
TABLE 6.14 Significant Main Factors and Interactions
Main Effects Interactions
X1 X2 X1X2 X1X3 X1X2X3
2.97 1.72 0.62 −0.47 0.87
TF1589_C006.fm Page 100 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

Factorial Design of Experiments 101
equal precision. Furthermore, all coefficients have the same units, namely, that ofthe response, because they are coefficients of the coded variables which aredimensionless. Therefore, provided coding has taken place, they can be directlycompared with each other.
To assess the underlying experimental error, some degree of replication mustoccur. One way of achieving this would be to repeat the whole experimental design,thus doubling the number of experiments. This will be described using the examplegiven earlier involving the discoloration of lactose tablets. Every experiment isperformed twice, and Table 6.15a shows the experimental design as before and twosets of responses.
The means of the eight pairs of duplicates are calculated, then the difference ofeach result from that mean, and hence the variance. The total variance is 0.160 andis for 16 experiments. There are 16 − 1 = 15 degrees of freedom. Each factor andinteraction has 1 degree of freedom, and hence, there are 15 − 7 = 8 degrees offreedom for the experimental error.
It is convenient for the application of Yates’s treatment to carry out the calcu-lations based on the total of each pair of duplicated results, which will have 1 degreeof freedom each. The various stages of the Yates treatment are summarized inTable 6.15b, which is similar in structure to Table 6.10c. The corresponding ANOVAtable (Table 6.16) is similar to Table 6.11.
The mean square of each factor and interaction is divided by the mean squareof the experimental error to give F. In this way, a value for F is obtained for eachfactor and interaction, rather than assuming that some of these were negligible andtherefore could be used as a substitute for experimental error.
Regression can also be applied to the 16 values of tablet color given in Table 6.15a,giving (6.8)
Y = 4.175 + 1.538X1+ 0.925X2− 0.125X3+ 0.288X1X2− 0.238X1X3+ 0.1X2X3+ 0.438X1X2X3 (6.8)
TABLE 6.15A A Duplicated Three-Factor, Two-Level Experimental Design
Tablet Color Experiment Set 1 Set 2 Mean (Xm− X) Σ(Xm− X)2/(n− 1)
(−1, −1, −1) 1.6 1.5 1.55 0.05 0.005 (+1, −1, −1) 5.3 5.5 5.40 0.10 0.020 (−1, +1, −1) 3.4 3.6 3.50 0.10 0.020 (+1, +1, −1) 6.6 6.9 6.75 0.15 0.045 (−1, −1, +1) 2.6 2.3 2.45 0.15 0.045 (+1, −1, +1) 3.6 3.6 3.60 0.00 0.000 (−1, +1, +1) 3.0 3.1 3.05 0.05 0.005 (+1, +1, +1) 7.0 7.2 7.10 0.10 0.020 Total 0.160
TF1589_C006.fm Page 101 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

102 Pharmaceutical Experimental Design and Interpretation
The correlation coefficient of this equation is 0.9986. This approach was adopted by Plazier-Vercammen and De Neve6 in a study of
complex formation by povidone with salicylic and benzoic acids. In this context, replication means carrying out the whole experimental design
on more than one occasion. It must not be confused with replicated measurementsof the response from the same experiment.
Complete replication of the whole design may not be feasible because of theextra work that it would generate. A more usual method of assessing the underlyingexperimental error in the measurement of the response is to replicate only some ofthe experiments. The center point of the design is often chosen for this purpose.Thus, for a three-factor, two-level design, the center point is designated (0, 0, 0).For the data described in Table 6.7, the values of the three factors at the center pointare X1 = 2.5%, X2= 32.5 °C, and X3 = 62.5% RH. This has the effect of introducing
TABLE 6.15B The Final Stage in Yates’s Treatment of Data from a Duplicated Three-Factor, Two-Level Experimental Design
Tablet Color Experiment Set 1 Set 2 Total Column 1 Column 2 Column 3 Column 4 Column 5
(−1, −1, −1) 1.6 1.5 3.1 13.9 34.4 — — — (+1, −1, −1) 5.3 5.5 10.8 20.5 32.4 24.6 6.15 37.87 (−1, +1, −1) 3.4 3.6 7.0 12.1 14.2 14.8 3.70 13.69 (+1, +1, −1) 6.6 6.9 13.5 20.3 10.4 4.6 1.15 1.32 (−1, −1, +1) 2.6 2.3 4.9 7.7 6.6 −2.0 −0.5 0.75 (+1, −1, +1) 3.6 3.6 7.2 6.5 8.2 −3.8 −0.95 0.90 (−1, +1, +1) 3.0 3.1 6.1 2.3 −1.2 1.6 0.40 0.16 (+1, +1, +1) 7.0 7.2 14.2 8.1 5.8 7.0 1.75 3.06
TABLE 6.16 Analysis of Variance Table Following Yates’s Treatment of the Data Originally Shown in Table 6.15a
Factor or Interaction Experiment Degrees of Freedom Mean Square F
Base (+1, −1, −1) 1 37.87 1893Temperature (−1, +1, −1) 1 13.69 684Humidity (+1, +1, −1) 1 0.25 12Base × temperature (−1, −1, +1) 1 1.32 66Base × humidity (+1, −1, +1) 1 0.90 45Temperature × humidity (−1, +1, +1) 1 0.16 8Base × temperature × humidity (+1, +1, +1) 1 3.06 153Experimental error 8 0.02
TF1589_C006.fm Page 102 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

Factorial Design of Experiments 103
a third level and will be discussed more fully when three-level designs are introducedlater in this chapter.
6.7 THE SEQUENCE OF EXPERIMENTS
As mentioned earlier, all experiments in a design should ideally be carried outsimultaneously, using the same equipment and personnel. In this way uncontrolledfactors, both known and unknown, will affect each experiment equally. This is rarelypossible. The most common solution to this problem is to carry out the experimentsin a random order. Hence, uncontrolled variables will affect the responses in arandom manner. However, before a randomized design is embarked upon, there mustbe confidence that the response to all experiments in the design can be measuredwith the same precision.
For example, the crushing strength of tablets is increased by raising the com-pression pressure and is reduced in the presence of a lubricant. Thus, in an experi-mental design to study the effects of pressure and lubricant on tablet strength, theexperiment in which pressure is highest and lubricant content lowest would beexpected to produce the strongest tablets. All equipment used to measure crushingstrength has an upper limit; therefore, it would be prudent to carry out the experimentthat gives the strongest tablets first. If the testing apparatus can accommodate thesetablets, then one can be confident that tablets from all the other experiments in thedesign can be measured. If they cannot, the design can be modified at an early stage.
An alternative to randomization is possible if the response is believed to changeuniformly with time. If a three-factor, two-level experiment is carried out in standardorder, and each experiment is separated by the same time interval (t), then therelationship between the measured response (y′) and the true response (y) of the ithexperiment is given by (6.9)
y′i = yi + (i − 1)t (6.9)
Thus, the observed response for the second experiment will be y2 + t and for theeighth experiment y8 + 7t.
If the experiments are carried out in standard order, responses altered by a timetrend will affect the calculated magnitudes of all main effects. Thus, referring toFigure 6.5, the effect of Factor X1 will be
As this equation is further simplified, the values of t do not cancel out, and thereforethe response to this factor will apparently be increased by 1/4 × 4t. However, in thecalculation of the three-way interaction X1X2X3, all t’s are eliminated, and hence the
TF1589_C006.fm Page 103 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

104 Pharmaceutical Experimental Design and Interpretation
time trend has no effect. It is always desirable for the main effects to be independentof the time trend rather than the interactions, and it is possible to rearrange the orderof the experiments to achieve this. The revised order is shown in Table 6.17.
Factor X1 now becomes
and all the t’s cancel out. The complete list of responses is given in Table 6.17.
6.8 FACTORIAL DESIGNS WITH THREE LEVELS
The applications of factorial analysis so far described deal with only two levels of aparticular factor, for example, low and high, or −1 or +1. If there are only two points,they can only be joined by a straight line. This implies that there is a rectilinearrelationship between the magnitude of the factor and the response. If this assumptionis not true, then a maximum or minimum value of the response may occur betweenthe chosen levels of the factors and this would not be detected. Therefore, if a rectilinearrelationship cannot be safely assumed, then it is necessary to use more than two levels.
The numerical notation used earlier in this chapter can be extended to three ormore levels. If a third level is to be used, it is usually, though not always, setequidistant from the lower (−1) to higher (+1) levels and is designated 0. Obviously,the alternative alphabetical notation previously described can only be used for two-level studies and hence is inappropriate here.
TABLE 6.17 Three-Factor, Two-Level Factorial Design with a Time Trend
Experiments in Standard Order
Observed Response (y ′)
Rearranged Order
Observed Response (y ′)
(−1, −1, −1) y1 (−1, +1, +1) y7 (+1, −1, −1) y2 + t (+1, +1, −1) y4 + t (−1, +1, −1) y3 + 2t (+1, −1, +1) y6 + 2t (+1, +1, −1) y4 + 3t (−1, −1, −1) y1 + 3t (−1, −1, +1) y4 + 4t (+1,−1, −1) y2 + 4t (+1, −1, +1) y6 + 5t (−1, −1, +1) y5 + 5t (−1, +1, +1) y7 + 6t (−1, +1, −1) y3 + 6t (+1, +1, +1) y8 + 7t (+1, +1, +1) y8 + 7t
TF1589_C006.fm Page 104 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

Factorial Design of Experiments 105
Factors are usually designated by capital letters X1, X2, and so on, as before, andalso as before, it is often useful to envisage the experimental design in diagrammaticform. Thus, Figure 6.8 represents a two-factor, three-level experimental design.
The use of three levels implies the possibility of nonlinear relationships betweenthe two factors and the response. The full regression equation (6.10) contains linearterms (Xn to the power 1) and quadratic terms (Xn to the power 2) and all interactionsbetween the factors.
y = β0 + β1X1+ β11X12+ β2X2 + β22X2
2+ β12X1X2+ ε (6.10)
As before, this will be demonstrated by a worked example. A metered-dose inhalerdelivers droplets to the lung with a wide spectrum of sizes. Only some of thesedroplets can be deposited in the required part of the respiratory tract, and these formthe respirable fraction, expressed as a percentage. The magnitude of this fraction isgoverned by many factors. Two of these are the concentration of surfactant in thesystem and the concentration of water. A third important factor is the aperture of thevalve on the pack, and this is introduced into the discussion later. However, for thepresent example, it will be assumed that the same design of valve is used throughout.
The objective of the experiment is therefore to determine the effect of surfactantand water concentrations on the respirable fraction delivered by the device. Surfac-tant concentration is designated Factor X1, and three levels (0.5, 1.0, and 1.5%) arechosen. These are designated levels −1, 0, and +1, respectively. Water concentrationis designated Factor X2, and the levels are 1.4, 2.8, and 4.2%, and these too are
(–1, +1) (+1, +1)
(–1, –1) (+1, –1)
Fact
or X
2
Factor X1
(0, +1)
(0, –1)
(–1, 0) (0, 0) (+1, 0)
–1 0 +1
–1
0
+1
FIGURE 6.8 A two-factor, three-level experimental design.
TF1589_C006.fm Page 105 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

106 Pharmaceutical Experimental Design and Interpretation
designated −1, 0, and +1, respectively. The design of the experiment is shown inTable 6.18, and the values of the factors are given in experimental units.
The nine experiments are carried out in random order, and the results are shownin Table 6.18. Data are analyzed as described under Two-Way Analysis of Variancein Chapter 2.
1. The total of every column, row, and the grand total (397.5) is calculated. 2. The “correction term” = 397.52/9 = 17,556.25. 3. The total sum of squares minus the correction term
= (52.52+ 50.02 + . . . + 24.12) − 17,556.25 = 18,461.51 − 17,556.25 = 905.26
4. The sum of squares of Factor X1 minus the correction term
5. The sum of squares of Factor X2 minus the correction term
6. The residual sum of squares
= 905.26 − (741.86 + 67.44) = 95.96
The ANOVA table (Table 6.19) can now be constructed.
TABLE 6.18 Two-Factor, Three-Level Factorial Design to Investigate the Influence of Surfactant Concentration (Factor X1) and Water Concentration (Factor X2) on the Respirable Fraction (%) Obtained from a Metered-Dose Inhaler
Factor X1 Factor X2 −1 0 +1 Total
−1 (−1, −1) 52.5 (0, −1) 50.0 (+1, −1) 39.1 141.6 0 (−1, 0) 53.2 (0, 0) 47.9 (+1, 0) 33.1 134.2
+1 (−1, +1) 56.3 (0, +1) 41.3 (+1, +1) 24.1 121.7 Total 162.0 139.2 96.3 397.5
Note: Center point (0, 0): surfactant concentration = 1%, water concentration = 2.8%. 1 e.u. of surfactantconcentration = 0.5%. 1 e.u. of water concentration = 1.4%.
TF1589_C006.fm Page 106 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

Factorial Design of Experiments 107
Both Factors X1 and X2 have linear and quadratic terms, and hence analysis can nowbe taken further. The responses are multiplied by the coefficients given in Table 6.20.The derivation of these coefficients is beyond the scope of this book, but appropriatereferences for further study are given in the Further Reading section. Consider the firstrow of coefficients in Table 6.20. This refers to the linear effect of Factor X1 and comparesthe responses at the three lowest levels of Factor X1, that is, experiments (−1, −1), (−1, 0),(−1, +1), with responses at the three highest levels of Factor X1 [(+1, −1), (+1, 0),(+1, +1)], taken across all levels of Factor X2. The coefficients of the interaction termsare obtained by multiplying together those of the main effects. These coefficients arenow applied to the responses given in Table 6.18.
Thus,
X1= (52.5 × −1) + (53.2 × −1) + (56.3 × −1) + (50.0 × 0) + (47.9 × 0)+ (41.3 × 0) + (39.1 × +1) + (33.1 × +1) + (24.1 × +1) = −65.7
The corresponding sum of squares is −65.72/6 = 719.4. By identical methods, the multiples of the other responses and coefficients and
sums of squares are calculated. They are summarized in Table 6.21, which alsocontains ANOVA data.
TABLE 6.19 Analysis of Variance Table of Data Given in Table 6.18
Source Sum of Squares Degrees of Freedom Mean Square
X1 741.86 2 370.93X2 67.45 2 33.73X1X2 95.95 4 23.99Total 905.26 8 —
TABLE 6.20 Coefficients for a Two-Factor, Three-Level Factorial Design
Factor
Treatment Combination Coefficients
Sum of Squared
Coefficients(−1, −1) (−1, 0) (−1, +1) (0, −1) (0, 0) (0, +1) (+1, −1) (+1, 0) (+1, +1)
X1 −1 −1 −1 0 0 0 +1 +1 +1 6X1
2 +1 +1 +1 −2 −2 −2 +1 +1 +1 18X2 −1 0 +1 −1 0 +1 −1 0 +1 6X2
2 +1 −2 +1 +1 −2 +1 +1 −2 +1 18X1X2 +1 0 −1 0 0 0 −1 0 +1 4X1X2
2 −1 +2 −1 0 0 0 +1 −2 +1 12X1
2X2 −1 0 +1 +2 0 −2 −1 0 +1 12X1
2X22 +1 −2 +1 −2 +4 −2 +1 −2 +1 36
TF1589_C006.fm Page 107 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

108 Pharmaceutical Experimental Design and Interpretation
The absence of replication precludes a proper calculation of the underlying error ofthe system. However, if the smallest mean squares (X2
2, X12X2, X1X2
2, X12X2
2) are averaged,this can form the denominator of the F ratio. These F values are given in Table 6.21. Thus,X1, X1
2, X2, and X1X2 are all significant at P=0.05, and of these, all except X12 are significant
at P=0.01. From this, it can be inferred that because all quadratic terms of the main factorsand interactions are of low significance, a reasonably rectilinear relationship linksboth factors and the response, though interaction between the main effects is significant.
The Yates treatment can be applied to three-level factorial designs. Table 6.22shows the standard order for a two-factor, three-level design, and the data in theresponse column are the same as those shown in Table 6.18.
The entries in the column headed “Column 1” are derived as follows. The firstnumber in Column 1 is the sum of the first three responses, that is, experiments (−1, −1),(0, −1), and (+1, −1). Items 2 and 3 of this column are the sums of experiments(−1, 0), (0, 0), and (+1, 0) and (−1, +1), (0, +1), and (+1, +1), respectively.
TABLE 6.21 Sum of Squares and ANOVA for Data from Table 6.18
Source
Response×
CoefficientSum of Squares
Degrees of Freedom
Mean Squares F
X1 741.8 2 370.9 X1 −65.7 719.4 1 719.4 319 X1
2 −20.1 22.4 1 22.4 10X2 67.4 2 33.7 X2 −19.9 66.0 1 66.0 29 X2
2 −5.1 1.4 1 1.4X1X2 96.0 4 24.0 X1X2 −8.8 88.4 1 88.4 39 X1X2
2 −5.4 2.4 1 2.4 X1
2X2 6.2 3.2 1 3.2 X1
2X22 8.4 2.0 1 2.0
TABLE 6.22 Yates’s Treatment Applied to a Two-Factor, Three-Level Design, Using Data from Table 6.18
Experiment Response Column 1 Column 2 Effect Divisor Mean Square
(−1, −1) 52.5 141.6 397.5 — — — (0, −1) 50.0 134.2 −65.7 X1 6 719.4 (+1, −1) 39.1 121.7 −20.1 X1
2 18 22.4 (−1, 0) 53.2 −13.4 −19.9 X2 6 66.0 (0, 0) 47.9 −20.1 −18.8 X1X2 4 88.4 (+1, 0) 33.1 −32.2 6.2 X1
2X2 12 3.2 (−1, +1) 56.3 −8.4 −5.1 X2
2 18 1.4 (0, +1) 41.3 −9.5 −5.4 X1X2
2 12 2.4 (+1, +1) 24.1 −2.2 8.4 X1
2X22 36 2.0
TF1589_C006.fm Page 108 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

Factorial Design of Experiments 109
The fourth number in Column 1 is the difference between the first row of Column 1and the third row of Column 1, that is, the response to experiment (+1, −1) minus thatof experiment (−1, −1). The fifth number in this column is the difference betweenexperiments (+1, 0) and (−1, 0), and the sixth the difference between (+1, +1) and(−1, +1). This process computes the linear component of the effect. The last thirdof the column is obtained by calculating the sum of the first and third items in eachgroup of three minus twice the middle item of the group. This computes the quadraticcomponent of that effect. Thus, the last number in Column 1 is given by 56.3+24.1−(2 × 41.3)=−2.2. The numbers in Column 2 are derived from those in Column 1 in thesame way. The effects to which they relate are shown in the column headed “Effect.”
The entries in the “Divisor” column are derived from the formula
divisor = 2r3tn
where r = the number of factors in the effect t = the number of factors in the experiment minus the number of linear terms in
this effect n = the number of replicates (in this case, 1).
The sum of squares is obtained by squaring each item in Column 2 and dividing bythe corresponding entry in the divisor column. For example, the entry in the divisorcolumn for the last term is 36. There are two factors in this effect (X12X22), there aretwo factors in this experiment but no linear terms, and the number of replicates is 1.The divisor is therefore 22 × 32× 1 = 36. Consequently, the last term in the meansquare column is 8.42/36 = 1.96, which is rounded to 2.0.
An ANOVA table can now be constructed (Table 6.23) and the results analyzedas before by calculating F.
TABLE 6.23 Analysis of Variance Table for the Data in Table 6.22
Source of Variation Sum of Squares
Degrees ofFreedom Mean Square F
X1 741.8 2 370.9 X1 719.4 1 719.4 319 X1
2 22.4 1 22.4 10X2 67.4 2 33.7 X2 66.0 1 66.0 29 X2
2 1.4 1 1.4X1X2 96.0. 4 24.0 X1X2 88.4 1 88.4 39 X1X2
2 2.4 1 2.4 X1
2X2 3.2 1 3.2 X1
2X22 2.0 1 2.0
Error 27Total 905.3 35
TF1589_C006.fm Page 109 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

110 Pharmaceutical Experimental Design and Interpretation
Regression of the data in Table 6.18 gives (6.11), with a correlation coefficientof 0.9958.
y = 46.966 − 10.95X1 − 3.350X12 − 3.317X2− 0.850X2
2− 4.70X1X2 (6.11)
6.9 THREE-FACTOR, THREE-LEVEL FACTORIAL DESIGNS
The next stage in complexity is the three-factor design where each factor is studied atthree levels. The experimental layout and notation are shown in Figure 6.9. As thereare 27 possible combinations, there are 26 degrees of freedom. Each main effect has 2degrees of freedom, the two-factor interactions have 4 degrees of freedom each, andthe three-factor interaction has 8 degrees of freedom. If the factors are quantitative andequally spaced, the main effects can be partitioned into linear and quadratic componentsas before, as can the interaction terms. The eight possible combinations which can bederived from the three-way interaction (X1X2X3, X1
2X2X3, etc.) are often difficult toexplain on a practical basis, and hence the X1X2X3 interaction often serves as the “error”by which the main effects and two-way interactions are tested.
The example involving a metered-dose inhaler used earlier can usefully beextended into a three-factor, three-level design. The third factor to be introduced is
Fact
or X
2
Factor X1
Factor X 3
(–1, –1, +1)
+1
–1
–1 +1
–1
+1
0
0
0
(
(–1, –1, 0)
(–1, –1, –1)
(0, –1, +1)
(0, –1, 0)
(0, –1, –1)
(+1, –1, +1)
(+1, –1, 0)
(+1, –1, –1)
(–1, 0, +1)
(–1, 0, 0)
(–1, 0, –1)
(0, 0, +1)
(0, 0, 0)
(0, 0, –1)
(+1, 0, +1)
(+1, 0, 0)
(+1, 0, –1)
(–1, +1, +1)
(–1, +1, 0)
(–1, +1, –1)
(0, +1, +1)
(0, +1, 0)
(0, +1, –1)
(+1, +1, +1)
(+1, +1, 0)
(+1, –1, –1)
FIGURE 6.9 A three-factor, three-level experimental design.
TF1589_C006.fm Page 110 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

Factorial Design of Experiments 111
the aperture of the valve. Thus, surfactant concentration is Factor X1, water concen-tration Factor X2, and valve aperture Factor X3. The experimental design and dataare shown in Table 6.24. The relative importance of the factors and interactions iscalculated by ANOVA as before.
1. The total of every column, row, and the grand total (1034.4) is calculated. 2. The “correction term” = (1034.4)2/27 = 39,629.0. 3. The next stage is to calculate the sums of squares of the main effects of
Factors X1, X2, and X3. Thus, for Factor X1 The sum of squares of all results when Factor X1 is at level −1
Similarly, when Factor X1 is at level 0, the sum of squares
Similarly, when Factor X1 is at level +1, the sum of squares
TABLE 6.24 Three-Factor, Three-Level Factorial Design to Investigate the Influence of Surfactant Concentration (Factor X1), Water Concentration (Factor X2), and Valve Aperture (X3) on the Respirable Fraction (%) Obtained from a Metered Dose Inhaler
Factor X1 (Surfactant Concentration) −1 0 +1
Factor X2 (Water Concentration)
Factor X3 (Valve Aperture) −1 0 +1 −1 0 +1 −1 0 +1 Total
−1 52.5 53.2 56.3 50.0 47.9 41.3 39.1 33.1 24.1 397.50 46.2 53.8 33.5 52.9 43.4 19.1 47.0 32.7 18.5 347.1
+1 40.3 38.6 29.4 39.7 34.2 21.9 40.2 30.5 15.0 289.8Total 139.0 145.6 119.2 142.6 125.5 82.3 126.3 96.3 57.6 1034.4
TF1589_C006.fm Page 111 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

112 Pharmaceutical Experimental Design and Interpretation
Adding these three terms together and subtracting the correction term gives
(18,117.2 + 13,642.2 + 8723.6) − 39,629.0 = 40,483.0 − 39,629.0 = 854.0
By identical methods, the main effects of Factors X2 and X3 can be calculated.For Factor X2 The sum of squares when Factor X2 is at level −1
The sum of squares when Factor X2 is at level 0
The sum of squares when Factor X2 is at level +1
Totaling these three terms and subtracting the correction term gives
(18,486.9 + 14,998.1 + 7459.2) − 39,629.0 = 1315.2
For Factor X3 The sum of squares when Factor X3 is at level −1
The sum of squares when Factor X3 is at level 0
The sum of squares when Factor X3 is at level +1
TF1589_C006.fm Page 112 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

Factorial Design of Experiments 113
Totaling these three terms and subtracting the correction term gives
(17,556.3 + 13,386.5 + 9331.6) − 39,629.0 = 40,274.4 − 39,629.0 = 645.4
4. The next stage is to calculate the three two-factor interactions X1X2, X1X3,and X2X3. For the X1X2 interaction, changes in Factor X3 are ignored. Forexample, the results of experiments (−1, −1, −1), (−1, −1, 0), and (−1, −1,+1) are added together and the sum squared. Because there are three terms,the sum of squares is divided by three, and the correction term subtracted.From this is then subtracted the sums of squares of the main effects ofFactor X1 and Factor X2. What remains is the sum of the squares of theinteraction X1X2. Thus, the sum of squares of the X1X2 interaction
Similarly, to calculate the X1X3 interaction, changes in Factor X2 are ignored.Thus, results from experiments (−1, −1, −1), (−1, 0, −1), and (−1, +1, −1)are grouped together. The sum of squares for the X1X3 interaction
The sum of squares for the X2X3 interaction
5. The next stage is to calculate the sum of squares of the three-wayinteraction X1X2X3. This is done by calculating the sum of the squaresof all the terms and subtracting from it the three main effects and the
TF1589_C006.fm Page 113 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

114 Pharmaceutical Experimental Design and Interpretation
three two-way interactions. Thus, the sum of squares of the X1X2X3interaction
= (52.52 + 46.22+ . . . + 15.02) − 39,629.0 (the correction term) − (854.0 + 1315.2 + 645.4) (the three main effects) − (245.3 + 180.9 + 297.1) (the three two-way interactions)
= 88.1
The ANOVA table can now be constructed (Table 6.25). In the absence of replicationof individual data points, the X1X2X3 interaction with its 8 degrees of freedom isused as the error term. Dividing all other mean squares by the mean square of theX1X2X3 interaction gives the values of F shown in the right-hand column of Table6.25. All main effects are significant at the 1% level of significance, but none of theinteractions has significance even at the 5% level.
The Yates treatment can also be used in three-factor, three-level designs. In thiscase, the standard order is (−1, −1, −1), (0, −1, −1), (+1, −1, −1), (−1, 0, −1), (0, 0,−1), (+1, 0, −1), (−1, +1, −1), (0, +1, −1), (+1, +1, −1), (−1, −1, 0), (0, −1, 0), . . . ,(+1, +1, +1).
Regression of the data given in Table 6.24 yields (6.12), with a correlationcoefficient of 0.9511
y = 41.7 − 6.866X1− 0.933X12− 8.269X2− 3.766X2
2− 6.433X3− 0.383X32
− 4.075X1X2+ 4.139X1X3− 2.833X2X3+ 0.563X1X2X3 (6.12)
6.9.1 MIXED OR ASYMMETRIC DESIGNS
It is not essential that all factors should be explored with the same number of levels.If it can be confidently assumed that a rectilinear relationship exists between thetwo extreme levels of the factor (i.e., −1 to +1) and a response, then a two-levelstudy can be carried out using that factor, with more levels for the other factors. Agood example of that approach is the work of Sanderson et al.7 These workersassessed the relative importance of various formulation and process factors in the
TABLE 6.25 ANOVA Table for Data Presented in Table 6.24
Source Sum of Squares Degrees of Freedom Mean Square F
X1 854.0 2 427.0 38.8X2 1315.2 2 657.6 59.8X3 645.4 2 322.7 29.3X1X2 245.3 4 61.3 5.6X1X3 180.9 4 45.2 4.1X2X3 297.1 4 74.3 6.8X1X2X3 88.1 8 11.0 —Total 3626.1 26 — —
TF1589_C006.fm Page 114 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

Factorial Design of Experiments 115
properties of paracetamol tablets. The factors examined at two levels were mixingtime (1 min and 5 min), starch concentration (1% and 7%), and drug particle size(<20 µm and >20 µm). Three compression pressures were used (100, 150, and200 MN·m−2). A four-factor, three-level design would require 81 experiments (34),whereas the mixed design used by Sanderson needed 24 experiments plus anynecessary replicates.
6.10 BLOCKED FACTORIAL DESIGNS
From the worked examples given earlier in this chapter, it is seen that as the numberof factors and levels is increased, the number of experiments rises steeply, even ifthe experiments are not replicated. Thus, a two-factor, two-level design requires 4experiments, a three-factor, two-level design requires 8 experiments, and a three-factor, three-level design requires 27 experiments. In general terms, if there are Ffactors and L levels, then LF experiments are needed for a complete factorial design.Hence, the number of experiments can grow rapidly, and the consequent high con-sumption of time and materials may nullify the advantages of the factorial approach.
A further consequence of the large number of experiments is the difficulty inarranging for all experiments to be carried out simultaneously. One approach tominimize the impact of sequential rather than simultaneous experimentation is togroup the experiments into blocks.
Consider the two-factor, two-level experiment described at the beginning of thischapter, in which the effects of temperature and catalyst concentration on the lossof Compound E were studied (Figure 6.4 and Table 6.5). For a complete design,four experiments are necessary, and these should ideally all be carried out at thesame time. If only one set of apparatus is available, then the experiments must becarried out singly but in random order. However, consider the situation in whichtwo sets of apparatus are available, so that the four experiments could be carriedout in two pairs. It is possible to arrange the two pairs of samples in three ways.These are shown in Table 6.26.
Taking the first of these arrangements, experiments (−1, −1) and (+1, −1) areperformed, followed by (−1, +1) and (+1, +1). In the first pair the catalyst concen-tration is low, and in the second pair the catalyst concentration is higher. Therefore,if catalyst concentration plays a role, the two pairs will be expected to differ.However, if the point in time at which the experiments were carried out also affectsthe results, then this latter effect cannot be separated from the effect of the catalyst.The two effects are said to be confounded.
TABLE 6.26 Possible Arrangement of Four Experiments into Two Pairs
First Pair Second Pair
Arrangement 1 (−1, −1), (+1, −1) (−1, +1), (+1, +1)Arrangement 2 (−1, −1), (−1, +1) (+1, −1), (+1, +1)Arrangement 3 (−1, −1), (+1, +1) (+1, −1), (−1, +1)
TF1589_C006.fm Page 115 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

116 Pharmaceutical Experimental Design and Interpretation
By a similar argument, if the second arrangement is used, the effect of temper-ature would be confounded with that of time. The third arrangement is (−1, −1) and(+1, +1), followed by (+1, −1) and (−1, +1). In this case, neither main effect isconfounded, but the interaction is. As a rule, main effects should not be confounded,and if confounding is unavoidable, it is better to confound an interaction, which ofcourse may not play a significant role in any case.
This can be illustrated by further consideration of the experimental designdescribed in Table 6.5. Using the data given there, and assuming that all experimentswere carried out at the same time, the effect of Factor X1 was found to be 15, thatof Factor X2 was 20, and the effect of the Interaction X1X2 was zero. Let us nowsuppose that the four experiments were then carried out in two pairs separated by atime interval, using the arrangements shown in Table 6.26. Also suppose that,unbeknown to the experimenter, some additional factor was operational when thesecond pair of experiments was performed; the effect of this additional factor is toincrease the loss of E by an additional 10%.
The results of these experiments are shown in Table 6.27, together with thecalculated values of the main effects and the interaction. It is seen that when a maineffect is confounded, its value changes. Where the interaction is confounded, thevalues of the main effects remain unchanged, though that of the interaction changes.
In the above example, confounding is unavoidable because of constraintsimposed by lack of equipment. However, confounding can often be used to advantageto reduce the number of experiments. If it can be decided at the outset that someinteractions either do not occur or can safely be ignored, it is possible to run fewercombinations of factors than is theoretically necessary. This topic is developedfurther in the next section. However, it must be clearly understood that a price mustbe paid, and a complete evaluation of all factors and all interactions cannot be madeif a confounded design is used.
The underlying basis of dividing a group of experiments into two blocks is toselect the most complex interaction and to ensure that all combinations with apositive value for that interaction are in one block and all those with negativevalues in the other. Thus, consideration of Table 6.8 shows that in a design for a
TABLE 6.27 Two-Factor, Two-Level Factorial Design Carried Out as Two Pairs of Two Experiments
Combinations of Pairs of Experiments
Arrangement 1 Arrangement 2 Arrangement 3Experiment Loss of E (%) Loss of E (%) Loss of E (%)
(−1, −1) 10 10 10(+1, −1) 25 35 35(−1, +1) 40 30 40(+1, +1) 55 55 45Effect of Factor X1 15 25 15Effect of Factor X2 30 20 20Effect of Interaction X1X2 0 0 −10
TF1589_C006.fm Page 116 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

Factorial Design of Experiments 117
three-factor, two-level experiment, the three-way interaction X1X2X3 is positive inexperiments (+1, −1, −1), (−1, +1, −1), (−1, −1, +1), and (+1, +1, +1) and negativein the remaining four. If the design is divided into two blocks as shown in Table6.28, Block 1 contains all those combinations in which the three-way interaction isnegative, and Block 2 all those in which it is positive. Therefore, the three-wayinteraction is confounded with the blocks. Any inadvertent change introduced byperforming the design in two blocks is hence only confounded with the three-wayinteraction term. In earlier examples, the three-way interaction was often used asthe “error” term in designs of this type, that is, it was assumed to have negligiblesignificance. Hence, its confounding cannot be regarded as a major loss.
A four-factor two-level design is shown in Table 6.29. Interaction X1X2X3X4 isconfounded with the blocks, with 1 degree of freedom, and the four three-wayinteractions could be pooled with 4 degrees of freedom as the error term. Such adesign can be further subdivided into four blocks, as shown in Table 6.30. The firststage is division into two blocks on the basis of the four-way interaction, as describedabove. Then, one of the three-way interactions is chosen, and each of the two blocksis divided into two, on the basis of positive or negative signs of that interaction.Thus, Block 1 contains only negative values of the four-way interaction and negativevalues of the three-way interaction X2X3X4. The blocks are confounded with
TABLE 6.28 Three-Factor, Two-Level Factorial Design Divided into Two Blocks
Block 1 (X1X2X3=−1) Block 2 (X1X2X3=+1)
(−1, −1, −1) (+1, −1, −1) (+1, +1, −1) (−1, +1, −1) (+1, −1, +1) (−1, −1, +1) (−1, +1, +1) (+1, +1, +1)
TABLE 6.29 Four-Factor, Two-Level Factorial Design Divided into Two Blocks
Block 1 (X1X2X3X4=−1) Block 2 (X1X2X3X4=+1)
(+1, −1, −1, −1) (−1, −1, −1, −1) (−1, +1, −1, −1) (+1, +1, −1, −1) (−1, −1, +1, −1) (+1, −1, +1, −1) (+1, +1, +1, −1) (−1, +1, +1, −1) (−1, −1, −1, +1) (+1, −1, −1, +1) (+1, +1, −1, +1) (−1, +1, −1, +1) (+1, −1, +1, +1) (−1, −1, +1, +1) (−1, +1, +1, +1) (+1, +1, +1, +1)
TF1589_C006.fm Page 117 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

118 Pharmaceutical Experimental Design and Interpretation
X1X2X3X4, X2X3X4, and X1X4. The blocks and their interactions account for 3 degreesof freedom, and the error term could be X1X2X4, X1X3X4, and X1X2X3X4, also with3 degrees of freedom.
Blocked designs for three-level factorials are also available. The usual proce-dure is to arrange the experiments in blocks that are multiples of 3. Thus, a three-factor, three-level design is arranged in three blocks of nine experiments, as inTable 6.31. All main effects (X1, X2, and X3) and all two-way interactions can beisolated. Examples such as this can be evaluated using the Yates method, asdescribed earlier.
6.11 FRACTIONAL FACTORIAL DESIGNS
As stated earlier, as the number of factors in a design increases, the number ofexperiments needed to form a complete design can rapidly outgrow the resourcesavailable to the experimenter. If it can be safely assumed that some or all of thehigher-order interactions have a negligible effect, then information on the main
TABLE 6.30 Four-Factor, Two-Level Factorial Design Divided into Four Blocks
Block 1 Block 2 Block 3 Block 4 X1X2X3X4=−1 X1X2X3X4=−1 X1X2X3X4=+1 X1X2X3X4=+1 X2X3X4=−1 X2X3X4=+1 X2X3X4=−1 X2X3X4=+1
(+1, −1, −1, −1) (−1, +1, −1, −1) (−1, −1, −1, −1) (+1, +1, −1, −1) (+1, +1, +1, −1) (−1, −1, +1, −1) (−1, +1, +1, −1) (+1, −1, +1, −1) (+1, +1, −1, +1) (−1, −1, −1, +1) (−1, +1, −1, +1) (+1, −1, −1, +1) (+1, −1, +1, +1) (−1, +1, +1, +1) (−1, −1, +1, +1) (+1, +1, +1, +1)
TABLE 6.31 Three-Factor, Three-Level Factorial Design Divided into Three Blocks
Block 1 Block 2 Block 3
(−1, −1, −1) (0, −1, −1) (+1, −1, −1) (0, 0, −1) (+1, 0, −1) (−1, 0, −1) (+1, +1, −1) (−1, +1, −1) (0, +1, −1) (+1, −1, 0) (−1, −1, 0) (0, −1, 0) (−1, 0, 0) (0, 0, 0) (+1, 0, 0) (0, +1, 0) (+1, +1, 0) (−1, +1, 0) (0, −1, +1) (+1, −1, +1) (−1, −1, +1) (+1, 0, +1) (−1, 0, +1) (0, 0, +1) (−1, +1, +1) (0, +1, +1) (+1, +1, +1)
TF1589_C006.fm Page 118 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

Factorial Design of Experiments 119
factors and lower-order interactions can be obtained by performing only a fractionof the total experimental design, without losing too much information.
Fractional designs are extremely useful in screening experiments where manyfactors are considered. Those factors that have large effects can be identified, andthese can be more thoroughly investigated. Consider a three-factor, two-leveldesign. There are eight experiments, but let us assume that only four can be carriedout. Only half a full-factorial design is performed. This is conventionally repre-sented as a 23− 1 design. The plus and minus signs for a three-factor, two-leveldesign is shown in Table 6.8, and this can be divided into two blocks (Table 6.28).The three-way interaction has a value of −1 in all experiments in Block 1 and +1in the experiments of Block 2.
If the experiments only in Block 2 are carried out, then the effects of the mainfactors and two-way interactions are calculated as follows:
Thus, the effect of Factor X1 is given by an equation that is identical to that whichgives the effect of Interaction X2X3, and so on. Consequently, it is impossible todifferentiate between X1 and X2X3, X2 and X1X3, and X3 and X1X2. The estimation ofFactor X1 is really an estimation of (X1+ X2X3). If it is required to differentiate betweenthe main effect and the interaction, then the other half of the design must be carried out.
Fractional factorials are available for more elaborate designs. Thus, if there arefour factors — X1, X2, X3, and X4 — to be studied at two levels, but only eight experimentscan be carried out from the possible 16 combinations, a suitable half-factorial fractionaldesign (24−1) is shown in Table 6.32, which is identical to Block 2 in Table 6.29.
TF1589_C006.fm Page 119 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

120 Pharmaceutical Experimental Design and Interpretation
Because of the reduction in the number of experiments, considerable confoundinghas occurred. Thus,
Main effect X1 is confounded with Interaction X2X3X4 Main effect X2 is confounded with Interaction X1X3X4 Main effect X3 is confounded with Interaction X1X2X4 Main effect X4 is confounded with Interaction X1X2X3 Interaction X1X2 is confounded with Interaction X3X4 Interaction X1X3 is confounded with Interaction X2X4 Interaction X2X3 is confounded with Interaction X1X4
Note that there are three pairs of two-factor interactions. The results of such a designcan be analyzed by Yates’s method.
Further fractional designs can be devised. For example, a quarter design for afour-factor, two-level design (24− 2) is based on one of the four blocks in Table 6.30.Other fractional combinations are given in Table 6.33 and Table 6.34.
TABLE 6.32 Four-Factor, Two-Level Fractional Factorial Design
Factor X1 X2 X3 X4
−1 −1 −1 −1 +1 +1 −1 −1 +1 −1 +1 −1 −1 +1 +1 −1 +1 −1 −1 +1 −1 +1 −1 +1 −1 −1 +1 +1 +1 +1 +1 +1
TABLE 6.33 Six-Factor, Two-Level Fractional Factorial Design in Eight Experiments
Factor X1 X2 X3 X4 X5 X6
−1 −1 −1 +1 +1 +1 +1 −1 −1 −1 −1 +1 −1 +1 −1 −1 +1 −1 +1 +1 −1 +1 −1 −1−1 −1 +1 +1 −1 −1 +1 −1 +1 −1 +1 −1 −1 +1 +1 −1 −1 +1 +1 +1 +1 +1 +1 +1
TF1589_C006.fm Page 120 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

Factorial Design of Experiments 121
6.12 PLACKETT–BURMAN DESIGNS
Techniques involving even more factors are available, notably those devised byPlackett and Burman.8 They prepared two-level factorial designs for studying N − 1variables in N experiments, where N is a multiple of 4. If N is a power of 2, thedesigns are identical to those already discussed. Table 6.35 gives the combinationsof −1 and +1 conditions used to construct Plackett–Burman designs for N = 4, 8, 12,16, 20, and 24. The complete designs are obtained by writing the relevant row as acolumn. The next column is generated by moving the elements down by one rowand placing the last element in the first position. Subsequent columns are preparedin the same way. Lastly, the design is completed by adding a row of minus 1’s. APlackett–Burman design for studying 11 factors in 12 experiments is given inTable 6.36. If the number of factors is less than 11 but greater than 8, then 12experiments must still be carried out. However, replicates can be incorporated, thusproviding the error term in subsequent analysis.
Experimental designs of this type exhibit an extremely high degree of confound-ing. This is not surprising when one considers that a full 11-factor, 2-level design
TABLE 6.34 Seven-Factor, Two-Level Fractional Factorial Design in Eight Experiments
Factor X1 X2 X3 X4 X5 X6 X7
− − − + + + − + − − − − + + − + − − + − + + + − + − − − − − + + − − + + − + − + − − − + + − − + − + + + + + + +
TABLE 6.35 Combinations of −1 and +1 for the Construction of Plackett–Burman Experimental Designs with 4, 8, 12, 16, 20, and 24 Factors
N = 4 +1 +1 −1 N = 8 +1 +1 +1 −1 +1 −1 −1 N = 12 +1 +1 −1 +1 +1 +1 −1 −1 −1 +1 −1 N = 16 +1 +1 +1 +1 −1 +1 −1 +1 +1 −1 −1 +1 −1 −1 −1 N = 20 +1 +1 −1 −1 +1 +1 −1 +1 −1 +1 −1 +1 −1 −1 −1 −1 +1 +1 −1 N = 24 +1 +1 +1 +1 +1 −1 +1 −1 +1 +1 −1 −1 +1 +1 −1 −1 +1 −1 +1 −1 −1 −1 −1
TF1589_C006.fm Page 121 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

122 Pharmaceutical Experimental Design and Interpretation
would require 2048 (211) individual experiments, involving 11 main effects,55 second-order interactions, and no fewer than 1981 further interactions of ordersranging from 3 to 11. Because they are so highly confounded, Plackett–Burmandesigns cannot be used to evaluate individual main effects and interactions. However,they are of great value in screening experiments. In these, a comparatively largenumber of factors may have an influence on the response, and it is hence of valueto distinguish those which have an effect from those which do not. They are partic-ularly useful in compatibility studies between active ingredients and excipients, whenthe two levels of the excipient are “absent” and “present.”
Good examples of the use of Plackett–Burman designs in pharmaceutical sys-tems are given by the work of Durig and Fassihi9 and Sastry et al.10
6.13 CENTRAL COMPOSITE DESIGNS
Central composite designs are a progression from the factorial designs discussedearlier in this chapter and were introduced by Box and Wilson.11 They have beenwidely used in response-surface modeling and optimization.
A two-factor, two-level (22) design as illustrated in Figure 6.4 can be developed byinclusion of a center point. A horizontal line and a vertical line are drawn through thecenter point, and these form the axes of a central composite design. Further experimentsare positioned along the axes, at a distance α from the center point. Thus, when X2=0,X1=±α, and when X1=0, X2=±α, these are called axial points, and if α=1, then thedesign becomes a full two-factor, three-level design, as shown in Figure 6.8.
If it is possible to go outside the original square experimental domain, the designcan be extended further. For a two-factor design, the domain becomes a circle,centered on (0, 0) and passing through the factorial points (−1, −1), (+1, −1), and
TABLE 6.36 Plackett–Burman Design for the Study of Eleven Factors in Twelve Experiments
Factor
X1 X2 X3 X4 X5 X6 X7 X8 X9 X10 X11
+1 −1 +1 −1 −1 −1 +1 +1 +1 −1 +1 +1 +1 −1 +1 −1 −1 −1 +1 +1 +1 −1 −1 +1 +1 −1 +1 −1 −1 −1 +1 +1 +1 +1 −1 +1 +1 −1 +1 −1 −1 −1 +1 +1 +1 +1 −1 +1 +1 −1 +1 −1 −1 −1 +1 +1 +1 +1 −1 +1 +1 −1 +1 −1 −1 −1 −1 +1 +1 +1 −1 +1 +1 −1 +1 −1 −1 −1 −1 +1 +1 +1 −1 +1 +1 −1 +1 −1 −1 −1 −1 +1 +1 +1 −1 +1 +1 −1 +1 +1 −1 −1 −1 +1 +1 +1 −1 +1 +1 −1 −1 +1 −1 −1 −1 +1 +1 +1 −1 +1 +1 −1 −1 −1 −1 −1 −1 −1 −1 −1 −1 −1
TF1589_C006.fm Page 122 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

Factorial Design of Experiments 123
so on. This means that α has a value of √2, and all the axial points are thereforesituated 1.414 e.u. along the axes from the center point. Essentially, the additionalpoints are derived from a two-factor, two-level factorial design by rotating the designthrough 45°. Because of its shape, this design is sometimes called a star design.
A full central composite design for two factors is shown in Figure 6.10. The exper-imental values in coded data needed to achieve such a design are given in Table 6.37,with the center point replicated as required. There are thus five levels of each factor.The design permits a full second-order model to be investigated. The experimentation
(–1, 1) (1, 1)
(–1, –1) (1, –1)
Fact
or X
2
Factor X1
(0, 0) (+1.414, 0)(–1.414, 0)
(0, +1.414)
(0, –1.414)
FIGURE 6.10 Central composite design for a two-factor experiment.
TABLE 6.37 Central Composite Design for a Two-Factor Experiment
Factor X1 Factor X2
Center point 0 0 Factorial points −1 −1 −1 +1 +1 +1 +1 −1 “Star” points −1.414 0 +1.414 0 0 −1.414 0 +1.414
TF1589_C006.fm Page 123 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

124 Pharmaceutical Experimental Design and Interpretation
can be carried out in two blocks. The first block consists of the factorial points and acenter point, and the second block the star points and replicates of the center point.
Central composite designs can also be derived for more than two factors. Thus,an experimental design for three factors, the domain of which is essentially a sphere,is shown in Figure 6.11 and Table 6.38. It consists of a three-factor, two-level design,plus six star points on the axes plus replicated points at the center of the design.The position of the “star” points is given by α= 2N/4, where N is the number offactors. For a two-factor study, α= 1.414, for a three-factor study α= 1.682, and fora four-factor study α= 2.000.
If a central composite design is to be used, the designer must be confident thatthe values of the factors are capable of being extended outside the range of theconventional square or cubical design to encompass the star points. Few factors canhave values less than zero. In the experiment shown in Figure 6.4, the catalystconcentration corresponding to −1 e.u. was zero. Therefore, values of this factorcannot be extended to α= ±1.414 e.u. Other factors may have minimum and maxi-mum values. The force exerted by a tablet press cannot be less than zero, but neithercan it be much greater than about 40 kN. Thus, if it is anticipated that a centralcomposite design will be used, then the position of the center point and the magnitudeof each experimental unit must be chosen with care before experimentation begins,with the factorial points located well within the limits of each variable.
Factor X1
Factor X3
Fact
or X
2
(0, 0, 0)(–1.682, 0, 0) (+1.682, 0, 0)
(0, –1.682, 0)
(0, +1.682, 0)
(0, 0, –1.682)
(0, 0, +1.682)
FIGURE 6.11 Central composite design for a three-factor experiment.
TF1589_C006.fm Page 124 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

Factorial Design of Experiments 125
A variation in the central composite design that reduces the number of experi-ments still further is the center of gravity design described by Podczeck and Wenzel.12
The design commences with a center point. From this, at least four points are placedalong the axis of each coordinate, giving a spherical design space. The extremevalues of each variable will define the overall size of the experimental domain, andhence it is sensible to make these as large as possible. However, the experimentalpoints must be located so that only realistic values of the factors are used. A centerof gravity design for three factors is shown in Table 6.39. There are 13 experiments.
TABLE 6.38 Central Composite Design for a Three-Factor Experiment
Factor X1 Factor X2 Factor X3
Center point 0 0 0 Factorial points −1 −1 −1 +1 −1 −1 −1 +1 −1 +1 +1 −1 −1 −1 +1 +1 −1 +1 −1 +1 +1 +1 +1 +1 “Star” points −1.682 0 0 +1.682 0 0 0 −1.682 0 0 +1.682 0 0 0 −1.682 0 0 +1.682
TABLE 6.39 Central of Gravity Design for a Three-Factor Experiment
Factor X1 Factor X2 Factor X3
Center point 0 0 0Axial points −2 0 0 −1 0 0 +1 0 0 +2 0 0 0 −2 0 0 −1 0 0 +1 0 0 +2 0 0 0 −2 0 0 −1 0 0 +1 0 0 +2
TF1589_C006.fm Page 125 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

126 Pharmaceutical Experimental Design and Interpretation
6.14 BOX–BEHNKEN DESIGNS
In a central composite design, it is essential that every factor can be extended beyondthe domain defined by the factorial points. If this is not possible, then Box–Behnkendesigns may be used as an alternative.13 These use only three levels for each factor,and the domain is within the original factorial shape.
The overall structure of a three-factor Box–Behnken design is shown in Figure 6.12.The design is represented as a cube, but the experimental points are at the midpointsof the edges of the cube rather than at the corners and centers of the faces, thatis, √2 or 1.414 e.u. from the center point. The values of the experimental pointsfor this design are given in Table 6.40. Each combination of the extreme valuesof two of the variables is examined with the third variable having a value of zero.
The Box–Behnken design does not cover the whole of the cube of a conventionalthree-factor design, because the corners of the cube are not investigated. A conven-tional three-factor design (Figure 6.5) has a domain equal to 8 e.u.3, the domain ofa three-factor central composite design (Figure 6.11) has a volume of about 20 e.u.3,but a three-factor Box–Behnken design has a domain volume of only 6 e.u.3
A four-factor Box–Behnken design has all possible combinations of factorialdesign in two of the factors, with the remaining two factors taking a value ofzero. There are six combinations of factors and 24 experiments plus replicatedcenter points.
Factor X1
Factor X3
Fact
or X
2 (0, 0, 0)
(–1, 0, –1)
(–1, 0, +1)
(+1, 0, –1)
(+1, 0, +1)
(0, –1, –1)
(0, –1, +1)
(–1, –1, 0)
(0, +1, –1)
(0, +1, +1)
(–1, +1, 0) (+1, +1, 0)
(+1, –1, 0)
FIGURE 6.12 Box–Behnken design for a three-factor experiment.
TF1589_C006.fm Page 126 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

Factorial Design of Experiments 127
6.15 DOEHLERT DESIGNS
Essentially, a Doehlert or uniform shell design forms part of a lattice, consistingof a single point and its neighbors.14 The Doehlert design for a two-factor exper-iment is a regular hexagon with a center point. There are thus seven experimentalpoints.
TABLE 6.40 Box–Behnken Design for a Three-Factor Experiment
Factor X1 Factor X2 Factor X3
Center point 0 0 0 −1 −1 0 +1 −1 0 −1 +1 0 +1 +1 0 −1 0 −1 +1 0 −1 −1 0 +1 +1 0 +1 0 −1 −1 0 +1 −1 0 −1 +1 0 +1 +1
(0, 0) (1, 0)
(0.5, 0.866)(–0.5, 0.866)
(–1, 0)
(–0.5, –0.866) (0.5, –0.866)
0–1 +1
0
–1
+1
X2
X1
FIGURE 6.13 Doehlert design for a two-factor experiment.
TF1589_C006.fm Page 127 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

128 Pharmaceutical Experimental Design and Interpretation
The initial stage of the design is an equilateral triangle. Starting from each pointof the triangle, a separate hexagon can be constructed. The three experiments arecarried out, and the “best” point is selected as the center point. This point can be amaximum or a minimum, depending on whether the “best” response has a high orlow value. The initial triangle and the resulting hexagon are shown as solid lines inFigure 6.13, and the other two hexagons shown as dotted lines.
If the position of the best point is (0, 0), then the locations of the six pointsforming the hexagon are shown in Table 6.41. The center point of the design canbe replicated as required.
Because Doehlert designs are part of a continuous network, the experimentaldomain can be shifted in any direction by adding experiments to one side of the
TABLE 6.41 Doehlert Design for a Two-Factor Experiment
X1 X2
0 01 00.5 0.866
−0.5 0.866−1 0−0.5 −0.866
0.5 −0.866
TABLE 6.42 Doehlert Design for a Three-Factor Experiment
X1 X2 X3
0 0 01 0 00.5 0.866 00.5 0.289 0.816
−0.5 0.866 0−1 0 0−0.5 −0.866 0
0.5 −0.866 0−0.5 0.289 0.816
0 −0.577 0.8160.5 −0.289 −0.816
−0.5 −0.289 −0.8160 0.577 −0.816
TF1589_C006.fm Page 128 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

Factorial Design of Experiments 129
design and taking them away from the other, always providing that a fundamentallimit, for example, a concentration of less than zero, is not breached.
A three-factor Doehlert design is constructed in a similar manner. Here, theinitial design is a regular tetrahedron, the positions of the corners of which shownin the first four rows of Table 6.42. The full design of 13 experiments is given inTable 6.42, assuming that the best response is situated at (0, 0, 0).
6.16 THE EFFICIENCY OF EXPERIMENTAL DESIGNS
Because the purpose of experimental design is to improve the productivity of exper-imentation, it is reasonable to expect that some quantitative measures of efficiencyare available. The simplest of these is termed the R-efficiency. This is the ratio ofthe number of coefficients in the model (P) to the number of experiments in thedesign (N).
Thus,
R may alternatively be expressed as a percentage. Obviously, the smaller the numberof experiments, the higher will be the value of R. However, efficiency in experimentaldesign is not just a matter of carrying out fewer experiments. Its purpose is to carryout the experiments as effectively as possible.
A second measure of efficiency is called the D-efficiency, and its calculationinvolves the use of matrices (see Appendix 2). For any design within a given domain,a design is D-optimal if the determinant of the dispersion matrix, |(X′X)–1|, isminimal. This means that the coefficients of the regression equation are estimatedwith maximum precision.
As described in Appendix 2, the determinant of a matrix is equal to the reciprocalof the determinant of its inverse, that is,
|X′X| is the information matrix, and this, in turn, can be transformed into the momentmatrix M by use of equation (6.13)
(6.13)
RP
Neff = ≤ 1
′ =′ −
X XX X
11( )
M N X X= × ′−1
TF1589_C006.fm Page 129 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

130 Pharmaceutical Experimental Design and Interpretation
The determinant of the moment matrix is in turn given by (6.14)
(6.14)
Any given experimental design (A) has a greater D-efficiency than another design(B) if |MA| > |MB|. Design efficiency is dealt with more fully by Box and Draper.15
FURTHER READING
A comprehensive survey of factorial designs, including a full discussion of confounding,blocked designs, and fractional designs, has been provided by Montgomery.
Montgomery, D. C., Design and Analysis of Experiments, 3rd ed., Wiley, New York, 1991.
The following articles describe the use of factorial techniques in the design ofexperiments.
GENERAL REVIEW
Bolton, S., Factorial designs in stability studies, J. Pharm. Sci., 72, 362, 1983.
TWO-FACTOR, THREE-LEVEL FULL-FACTORIAL DESIGNS
Bodea, A. and Leucuta, S. E., Optimisation of propranolol hydrochloride sustained releasepellets using a factorial design, Int. J. Pharm., 154, 49, 1997.
Gohel, M. C. and Patel, L. D., Processing of nimesulide PEG 400 PG-PVP solid dispersions,preparation, characterisation and in vitro dissolution, Drug Dev. Ind. Pharm., 29, 299,2003.
Khattab, I., Menon, A., and Sakr, A., Effect of mode of incorporation of disintegrants on thecharacteristics of fluid-bed wet granulated tablets, J. Pharm. Pharmacol., 45, 687,1993.
Singh, B. and Ahuja, N., Development of buccoadhesive hydrophilic matrices of diltiazemHCl optimisation of bioadhesion, dissolution and diffusion parameters, Drug Dev.Ind. Pharm., 28, 431, 2002.
THREE-FACTOR, TWO-LEVEL FULL-FACTORIAL DESIGNS
Chang H. C. et al., Development of a topical suspension containing three active ingredients,Drug Dev. Ind. Pharm., 28, 29, 2002.
Dansereau, R., Brock, M., and Furey-Redman, N., Solubilisation of drug and excipient intoa hydroxypropyl methyl cellulose based film coating as a function for the coatingparameters in a 24 inch Accela-Cota, Drug Dev. Ind. Pharm., 19, 793, 1993.
Iskandarani, B., Shiromani, P. K., and Claire, J. H., Scale-up feasibility in high shear mixers –detection through statistical procedures, Drug Dev. Ind. Pharm., 27, 651, 2001.
Itiola, O. A. and Pilpel, N., Formulation effects on the mechanical properties of metronidazoletablets, J. Pharm. Pharmacol., 43, 145, 1991.
MX X
N p=′
TF1589_C006.fm Page 130 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

Factorial Design of Experiments 131
Khanvilkar, K. H., Huand, Y., and Moore, A. D., Influence of HPMC mixture, apparentviscosity and tablet hardness on drug release using a full 23 factorial design, DrugDev. Ind. Pharm., 28, 641, 2002.
Li, S. F. et al., The effect of HPMC and Carbopol on the release and floating propertiesof a gastric floating delivery system using factorial design, Int. J. Pharm., 253,13, 2003.
THREE-FACTOR, THREE-LEVEL FULL-FACTORIAL DESIGNS
Merrku, P. and Yliruusi, J., Use of 33 factorial design and multilinear stepwise regressionanalysis in studying the fluidised bed granulation process, Eur. J. Pharm. Biopharm.,39, 75, 1993.
FOUR-FACTOR, TWO-LEVEL FULL-FACTORIAL DESIGNS
Appel, L. E., Clair, J. H., and Zentner, G. M., Formulation and optimisation of a modifiedmicroporous cellulose acetate latex coating for osmotic pumps, Pharm. Res., 9,1664, 1992.
Chawla, A. et al., Production of spray dried salbutamol sulphate for use in a dry powderaerosol formulation, Int. J. Pharm., 108, 233, 1994.
Dillen, K. et al., Factorial design, physicochemical characterisation and activity of ciproflox-acin-PLGA nanoparticles, Int. J. Pharm., 275, 171, 2004.
Jorgensen, K. and Jacobsen, L., Factorial design used for ruggedness testing of flow throughcell dissolution method by means of Weibull transformed drug release profiles, Int.J. Pharm., 88, 23, 1992.
Kuentz, M. and Rothlisberger, D., Determination of the optimal amount of water in liquidfill masses for hard gelatin capsules by means of textual analysis and experimentaldesign, Int. J. Pharm., 236, 145, 2002.
Stahl, K. et al., The effect of process variables on the degradation and physical properties ofspray dried insulin intended for inhalation, Int. J. Pharm., 233, 227, 2002.
Vilhelmsen, T., Kristensen, J., and Schafer, T., Melt pelletisation with polyethylene glycol ina rotary processor, Int. J. Pharm., 275, 141, 2004.
FOUR-FACTOR, TWO-LEVEL FRACTIONAL FACTORIAL DESIGNS
Gao, J. Z. et al., Fluid bed granulation of a poorly water soluble low density micronised drug:comparison with high shear granulation, Int. J. Pharm., 237, 1, 2002.
Timmins, P. et al., Evaluation of the granulation of a hydrophilic matrix sustained releasetablet, Drug Dev. Ind. Pharm., 17, 531, 1991.
Worakul, N., Wongpoowarak, W., and Boonme, P., Optimisation in development of acetami-nophen syrup formulations, Drug Dev. Ind. Pharm., 28, 345, 2002.
FIVE-FACTOR, TWO-LEVEL FULL-FACTORIAL DESIGNS
Ku, C. C. et al., Bead manufacture by extrusion/spheronisation: statistical design for processoptimisation, Drug Dev. Ind. Pharm., 19, 1505, 1993.
Malinowski, H. J. and Smith, W. E., Use of factorial design to evaluate granulations preparedby spheronisation, J. Pharm. Sci., 64, 1688, 1975.
TF1589_C006.fm Page 131 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

132 Pharmaceutical Experimental Design and Interpretation
FIVE-FACTOR, TWO-LEVEL FRACTIONAL FACTORIAL DESIGNS
Billon, A. et al., Development of spray dried acetaminophen microparticles using experimentaldesign, Int. J. Pharm., 203, 159, 2000.
Holm, P., Schafer, T., and Larsen, C., End point detection in a wet granulation process, Pharm.Dev. Technol., 6,181, 2001.
Li, L. C. and Tu, Y. H., In vitro release from matrix tablets containing a silicone elastomerlatex, Drug Dev. Ind. Pharm., 17, 2197, 1991.
Rambali, B. et al., Using deepest regression method for optimisation of fluidised bed granu-lation on semi full scale, Int. J. Pharm., 258, 85, 2003.
Williams, S. O. et al., Scale-up of an oil/water cream containing 40% diethylene glycolmonoethyl ether, Drug Dev. Ind. Pharm., 26, 71, 2000.
SIX-FACTOR, TWO-LEVEL FRACTIONAL FACTORIAL DESIGNS
Lindberg, N. O. and Jonsson, C., Granulation of lactose and starch in a recording high speedmixer: Diosna P25, Drug Dev. Ind. Pharm., 11, 387, 1985.
PLACKETT–BURMAN DESIGNS
Rambali, B. et al., Using experimental design to explore the process parameters in fluid bedgranulation, Drug Dev. Ind. Pharm., 27, 47, 2001.
TWO-FACTOR CENTRAL COMPOSITE DESIGNS
Linden, R., et al., Response surface analysis applied to the preparation of tablets containinga high concentration of vegetable spray-dried extract, Drug Dev. Ind. Pharm., 26,441, 2000.
Martinez, S. C. et al., Acyclovir poly(D, L-lactide–co-glyceride) microspheres for intravitrealadministration using a factorial design study, Int. J. Pharm., 273, 45, 2003.
THREE-FACTOR CENTRAL COMPOSITE DESIGNS
Hariharen, M. and Mehdizadeh, E., The use of mixer torque rheometry to study the effect offormulation variables on properties of wet granulations, Drug Dev. Ind. Pharm., 28,253, 2002.
BOX–BEHNKEN DESIGNS
Lee, K. J. et al., Evaluation of critical formulation factors in the development of a rapidlydispersing captopril oral dosage form, Drug Dev. Ind. Pharm., 29, 967, 2003.
Nazzal, S. et al., Optimisation of a self-nanoemulsified tablet dosage form of ubiquinone usingresponse surface methodology: effect of formulation ingredients, Int. J. Pharm., 240,103, 2002.
DOEHLERT DESIGNS
Vojnovic, D. et al., Experimental research methodology applied to wet pelletisation in a high-shear mixer, STP PHARMA Science, 3, 130, 1993.
TF1589_C006.fm Page 132 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

Factorial Design of Experiments 133
REFERENCES
1. Fisher, R. A., The Design of Experiments, Oliver & Boyd, Edinburgh, 1926. 2. Armstrong, N. A. and Cartwright, R. G., The discoloration on storage of tablets
containing spray-dried lactose, J. Pharm. Pharmacol., 36, 5P, 1984. 3. Yates, F., The Design and Analysis of Factorial Experiments, Commonwealth Agri-
cultural Bureaux, Farnham Royal, 1959. 4. Strange, R. S., Introduction to experiment design for chemists, J. Chem. Educ., 67,
113, 1990. 5. Gonzalez, A. G., Optimization of pharmaceutical formulations based on response-
surface methodology, Int. J. Pharm., 97, 149, 1993. 6. Plazier-Vercammen, J. A. and De Neve, R. E., Evaluation of complex formation by
factorial analysis, J. Pharm. Sci., 69, 1403, 1980. 7. Sanderson, I. M., Kennerley, J. W., and Parr, G. D., An evaluation of the relative
importance of formulation and process variables using factorial design, J. Pharm.Pharmacol., 36, 789, 1984.
8. Plackett, R. L. and Burman, J. P., The design of optimum multifactorial experiments,Biometrika, 33, 305, 1946.
9. Durig, T. and Fassihi, A. R., Identification of stabilising and destabilising effects ofexcipient–drug interactions in solid dosage form design, Int. J. Pharm., 97, 161, 1993.
10. Sastry, D. V. et al., Atenolol gastrointestinal therapeutic system: 1. Screening offormulation variables, Drug Dev. Ind. Pharm., 23, 157, 1997.
11. Box, G. P. E and Wilson, K. B., On the experimental attainment of optimum condi-tions, J. Royal Stat. Soc. Ser. B, 13, 1, 1951.
12. Podczeck, F. and Wenzel, U., Development of solid oral dosage forms by means ofmultivariate analysis: Part 3, Pharm. Ind., 52, 496, 1990.
13. Box, G. E. P. and Behnken, D. W., Some new three level designs for the study ofquantitative variables, Technometrics, 30, 95, 1960.
14. Doehlert, D. H., Uniform shell designs, Appl. Stat., 19, 231, 1970. 15. Box, N. J. and Draper, N. R., Factorial designs, the |X′X| criteria and some related
matters, Technometrics, 13, 731, 1971.
TF1589_C006.fm Page 133 Monday, December 5, 2005 8:49 PM
© 2006 by Taylor & Francis Group, LLC

135
7 Response-Surface Methodology
7.1 INTRODUCTION
Most experiments consist of an investigation into the relationship between two typesof variables. The independent variables, or the factors, are those that are set by orunder the control of the experimenter. The dependent variables, or the responses,are those that are the outcomes of the experiment. Thus, the values of the dependentvariables are controlled by the values of the independent variables.
In the previous chapter, various types of experimental designs have beendescribed. One important role of such designs is to establish the relative importanceof two or more factors and also to indicate whether or not interaction occurs betweenthese factors, thereby affecting the magnitude of the response.
Having established those factors and interactions that determine the response,the same experiments can be used for a predictive purpose, namely, estimating theresponse at combinations of factors that have not been studied experimentally, andthis is the role of response-surface methodology. The surface can be visualized byusing contour plots or three-dimensional diagrams. The prediction is carried out byderiving a mathematical model relating the response to the factors. This model isusually empirical and is based on responses to experiments that have been carriedout as part of the experimental design.
Response-surface methodology permits a deeper understanding of a process orproduct and has many important applications. The two most important of these arein optimization and in establishing the robustness of that process or product.
The design of pharmaceutical products and processes often involves a compromisebetween two or more conflicting responses. For example, tablets must be strong enoughto withstand the rigors of packaging, handling, and transport, yet at the same timethey must comply with pharmacopoeial standards for disintegration and dissolution,both of which are adversely affected when the physical strength of the tablet isincreased. Also, in virtually every process, time or cost is a limiting factor. Thus,an optimum is required, which is the best possible compromise in the given circum-stances. In general terms, the optimum solution is those values of the factors which,when taken together, give the “best” values for two or more dependent variables.Optimization forms the subject of succeeding chapters.
A product or process is said to be robust if it is relatively insensitive to changesin the values of the experimental variables. It is obviously undesirable if smallvariations have a major impact on product or process quality. Response-surfacemethodology can be used to establish how robust the product is and the values ofthe factors that can be used to achieve maximum robustness.
TF1589_C007.fm Page 135 Monday, December 5, 2005 8:50 PM
© 2006 by Taylor & Francis Group, LLC

136 Pharmaceutical Experimental Design and Interpretation
The essential steps in response-surface methodology are as follows:
1. The objective of the experiment is decided upon. 2. The important factors and their interactions are identified, perhaps after
a screening experiment. The levels of the factors which are to be usedare also established.
3. A possible mathematical model is selected. 4. An experimental design that is appropriate to the model is chosen. 5. The experiments are carried out, and the values of the factors and the
response fitted to the mathematical model. 6. The model is validated. 7. If the model does not represent the data in a satisfactory manner, then
another model equation or new experimental design is selected. Stages3, 4, 5, and 6 are repeated using models and designs of increasingcomplexity until a model is obtained, which is an acceptable represen-tation of the data.
8. If required, a graphical representation of the surface is generated.
7.2 CONSTRAINTS, BOUNDARIES, AND THE EXPERIMENTAL DOMAIN
Experiments may be classified into two types: unconstrained and constrained. Consider the following quotation:
We shall defend our island, whatever the cost may be . . . we shall never surrender
Winston Churchill, June 4, 1940
This is an unconstrained situation, as the objective is to be achieved unconditionally. Consider another historic quotation:
The U.S. will land a manned spacecraft on the moon before the decade is out.
President John F. Kennedy, May, 1961
Here, there are several constraints or conditions. It is to be the United States that isto land a spacecraft on the moon, the spacecraft will be manned and a time limithas been imposed. However, the usual constraint on our actions, availability offinance, is noticeably absent!
TF1589_C007.fm Page 136 Monday, December 5, 2005 8:50 PM
© 2006 by Taylor & Francis Group, LLC

Response-Surface Methodology 137
Virtually all pharmaceutical experiments are subject to constraints or boundaries.The concentration of an ingredient cannot be less than zero, and often there is a maximumacceptable value. A piece of manufacturing equipment will pose its own constraints.Thus, a tablet press cannot exert a negative pressure, and there is also a maximumpressure above which damage to the press will ensue. These constraints form boundariesthat cannot be crossed, and all experiments, irrespective of the experimental design, mustbe conducted within them. They must be distinguished from the experimental domain,which is the space covered by the experimental design. It is unlikely that the experimentsin the design will be positioned at the constraints, and hence the domain lies within andcovers a smaller space than that established by the boundaries.
7.3 RESPONSE SURFACES GENERATED FROM FIRST-ORDER MODELS
The principles of response-surface methodology will first be described by a verysimple example that is then developed into a more complex situation.
The objective of the experiment is to investigate the response surface thatillustrates the influence of two factors, namely, compression pressure (X1) anddisintegrant concentration (X2), on the crushing strength of a tablet formulation (Y1).It is proposed to use a first-order model equation (7.1)
Y1= β0 + β1X1+ β2X2 + ε (7.1)
The initial design is a two-factor, two-level study without replication. There are thusfour experiments in the design. The chosen values of the factors are 100 MPa and300 MPa for compression pressure and 2.5% and 7.5% for disintegrant concentration.The lower value of each factor is designated −1 and the higher value +1. The experimentaldesign is shown in Figure 7.1, and possible constraints must now be considered.
With a linear relationship, there is no maximum or minimum value, and hencein an unconstrained situation, there is an infinite number of combinations of the twoindependent variables which will give a specified value of the response. However,constraints are applicable to this experiment.
1. The compression pressure X1 cannot be less than 0 MPa. In terms ofexperimental units (e.u.), X1 cannot be less than −2.
2. Likewise, the disintegrant concentration X2 cannot be less than 0% or −2 e.u.These two constraints represent the axes of Figure 7.1.
3. X1 cannot exceed the maximum pressure that the tablet press can safelyapply. This might be 400 MPa or +2 e.u.
4. The concentration of disintegrating agent (X2) cannot exceed a givenconcentration limited by the formulation. This might be 10% or +2 e.u.
These constraints are represented by the axes of Figure 7.1 and the two dotted linesdrawn at +2 e.u. on each axis. However, it must be remembered that the experimentaldata will be generated from a much smaller domain, represented by the rectangleABCD in Figure 7.1.
TF1589_C007.fm Page 137 Monday, December 5, 2005 8:50 PM
© 2006 by Taylor & Francis Group, LLC

138 Pharmaceutical Experimental Design and Interpretation
Tablets are prepared and the measured values of their crushing strengths areshown in Table 7.1.
The relative importance of the factors and the interaction on the tablet crushingstrength are now calculated as described in Chapter 6. Thus, the effect of Factor X1,the compression pressure on crushing strength (Y1),
Compression pressure (e.u.) (X1)
–1(100 MPa)
0(200 MPa)
+1(300 MPa)
+2(400 MPa)
Dis
inte
gran
t con
cent
ratio
n (e
.u.)
(X
2)
0 (5%)
–1(2.5%)
+1 (7.5%)
+2 (10%)
(–1, +1) (+1, +1)
(–1, –1) (+1, –1)
–2 (0%)–2
(0 MPa)
A B
CD
FIGURE 7.1 Two-factor, two-level factorial design to investigate the effect of compressionpressure and disintegrant concentration on tablet crushing strength, showing constraints onthe experimental domain.
TABLE 7.1 The Effect of Compression Pressure and Disintegrant Concentration on Tablet Crushing Strength, Using a Two-Factor, Two-Level Design
ExperimentCompression
Pressure (MPa) (X1)Disintegrant
Concentration (%) (X2)Crushing Strength
(kg) (Y1)
(−1, −1) 100 2.5 6.1 (+1, −1) 300 2.5 9.4 (−1, +1) 100 7.5 4.9 (+1, +1) 300 7.5 8.2
Note: 1 e.u. of compression pressure = 100 MPa. 1 e.u. of disintegrant concentration = 2.5%.
TF1589_C007.fm Page 138 Monday, December 5, 2005 8:50 PM
© 2006 by Taylor & Francis Group, LLC

Response-Surface Methodology 139
Similarly, the effect of Factor X2, the disintegrant concentration, on crushing strength (Y1)
Thus, both factors have a major influence. As might be expected, an increase in thecompression pressure has a positive effect on crushing strength and an increase inthe concentration of disintegrant has a negative effect.
The next stage is to fit the data from Table 7.1 into a regression equation of theform (7.1). This gives (7.2)
Y1= 7.15 + 1.65X1− 0.6X2 (7.2)
The associated statistics are: Standard error of b0= 0 Standard error of b1= 0 Standard error of b2= 0 Standard error of Y1 = 0 Coefficient of determination (r2) = 1.000 F = ∞ Degrees of freedom = 1 Sum of squares of the regression equation = 12.33 Sum of squares of the residuals = 0
Because no experiment is replicated, there is no means of estimating ε or the standarderrors associated with the coefficients.
The validity of the model must now be assessed. One way to achieve this is tocalculate the effect of the interaction term X1X2 between the two factors. Interaction X1X2
TF1589_C007.fm Page 139 Monday, December 5, 2005 8:50 PM
© 2006 by Taylor & Francis Group, LLC

140 Pharmaceutical Experimental Design and Interpretation
Fitting the data into an equation of the form (7.3) gives a value of zero for thecoefficient of the interaction term.
Y1= β0+ β1X1 + β2X2+ β12X1X2 (7.3)
Another method of validation is to carry out experiments with combinations ofvalues of factors that were not part of the original design and to compare theseresponses with those predicted by the model equation. The center point of the design,(0, 0) in terms of experimental units, is often chosen for this purpose because it isthe point within the design space that is furthest from any of the original fourexperimental points. The values of both factors at the center point are zero, so thepredicted value of the response at the center point is the constant term b0, that is,7.15 kg. If the observed value is close to this, then confidence that the model equationhas validity is increased. If the observed value differs appreciably from 7.15 kg, thena more complex model may be required.
An objection to the procedure outlined above is that the experiment at the centerpoint is carried out after the other four experiments, thus incurring the risk ofconfounding with respect to time. It is therefore better to include the experiment atthe center point as part of the original study.
Let us assume that the experiment carried out at the center point yields tabletswith a mean crushing strength of 7.3 kg; the predicted value from (7.2) is 7.15 kg.This suggests that the response surface is not planar but is curved with a peak situatedsomewhere within the space of the original experimental design. However, noexperiment has been replicated, and hence there is no information about the under-lying variability of the observations. Therefore, there is no means of knowingwhether the result of 7.3 kg really represents a peak or whether it is within the rangeof experimental variability that can be expected. It is therefore prudent to duplicatethe experiment at the center point. This will give an indication of the variabilityof the replicated results. If the result of this second experiment is below 7.15 kg,then the absence of a peak would be indicated, whereas another result above 7.15 kgwould be further evidence of a nonplanar response surface.
Let us now assume that the two center point experiments give crushing strengthsof 7.3 kg and 7.1 kg. The experimental design of six experiments, carried out simul-taneously or in random order, and the results can now be summarized in Table 7.2.
The regression equation now becomes (7.4)
Y1= 7.17 + 1.65X1− 0.6X2 (7.4)
The associated statistics are: Standard error of b0= 0.036 Standard error of b1= 0.044 Standard error of b2= 0.044 Standard error of Y1 = 0.088 Coefficient of determination (r2) = 0.9981 F = 792.6 Degrees of freedom = 3
TF1589_C007.fm Page 140 Monday, December 5, 2005 8:50 PM
© 2006 by Taylor & Francis Group, LLC

Response-Surface Methodology 141
Sum of squares of the regression equation = 12.33 Sum of squares of the residuals = 0.0233
From these data, it appears that a relatively simple relationship such as (7.4) provides areasonable model. The coefficient of determination is 0.9981, indicating that over 99.8%of the variation in the responses is accounted for by the regression equation. Inclusionof an interaction term X1X2 in the model has no effect on the coefficient of determination.
Having established that (7.4) is a good model for the data in Table 7.2, theresponse surface can now be generated by substituting combinations of X1 and X2
into (7.4) and calculating the resultant value of the response Y1. These are thepredicted values in the fifth column of Table 7.2. The response surface is shown inFigure 7.2. The experimental domain, that is, the area covered by the experiments,is represented by a horizontal rectangle. From each corner of this rectangle, a verticalline is erected, the height of which is proportional to the size of the predictedresponse. The tips of these verticals are joined by straight lines, and the rectangleso formed (ABCD) is the response surface.
Because there is no interaction term, the boundaries of the response surfaceare straight lines. As both factors had an effect on the response, the rectangleforms a planar structure inclined in two dimensions. If one factor had had no effecton the response, then the line joining the responses at the lower and upper valuesof that factor would be horizontal, and hence inclination would be in only onedimension.
TABLE 7.2 The Effect of Compression Pressure and Disintegrant Concentration onTablet Crushing Strength, Using a Two-Factor, Two-Level Design withDuplicated Experiments at the Center Point
Experiment
Compression Pressure
(MPa) (X1)
Disintegrant Concentration
(%) (X2)
Observed Crushing Strength
(kg) (Y1)
Crushing Strength Predicted from (7.4)
(kg)
Residual (Observed
Value – Predicted Value) (kg)
(−1, −1) 100 2.5 6.1 6.12 −0.02 (+1, −1) 300 2.5 9.4 9.42 −0.02 (−1, +1) 100 7.5 4.9 4.92 −0.02 (+1, +1) 300 7.5 8.2 8.22 −0.02 (0, 0) 200 5.0 7.3 7.17 +0.13 (0, 0) 200 5.0 7.1 7.17 −0.07 Sum of
(residuals)2 = 0.0234
Note: Center point (0, 0): compression pressure = 200 MPa, disintegrant concentration = 5%. 1 e.u. ofcompression pressure = 100 MPa. 1 e.u. of disintegrant concentration = 2.5%.
TF1589_C007.fm Page 141 Monday, December 5, 2005 8:50 PM
© 2006 by Taylor & Francis Group, LLC

142 Pharmaceutical Experimental Design and Interpretation
It is now possible to answer a question such as “if tablets of a given crushingstrength (Y1) and containing a given concentration of disintegrating agent (X2) arerequired, what compression pressure (X1) is needed to produce them?” or, in generalterms, “what values of the factors are needed to give a product having specifiedproperties?”
Equation (7.1) can be rearranged to give (7.5)
(7.5)
Y1 and X2 are specified, the coefficients are known, and the only unknown is X1.For example, if the tablets are to contain 5% disintegrating agent (zero whenexpressed in experimental units), and should have a crushing strength of 6 kg, then(7.5) becomes (7.6)
(7.6)
The required compression pressure is therefore −0.71 e.u., equivalent to 129 MPa.
Dis
inte
gran
t con
cent
ratio
n (%
) (X 2
)
Compression pressure (MPa) (X1)
100 300
2.5
7.5
B
C
D
Cru
shin
g st
reng
th (
kg)
(Y1)
0
2
4
6
8
10 A
FIGURE 7.2 The response surface of tablet crushing strength (kg) as a function of compres-sion pressure and disintegrant concentration, using responses derived from (7.4).
X16 7 17 0 6 0
1 651 17
1 65=
− − ×=−
−( . . )
..
.= 0.71
TF1589_C007.fm Page 142 Monday, December 5, 2005 8:50 PM
© 2006 by Taylor & Francis Group, LLC

Response-Surface Methodology 143
By using (7.6), combinations of X1 and X2 can be obtained, which will give anyspecified value of Y1. If these combinations are plotted, a series of straight, parallellines is obtained (Figure 7.3). Because these lines join points of equal value of theresponse, they are called contour lines and Figure 7.3 is termed a contour plot.
The contour plot is a useful indicator of the robustness of the product. If the contourlines are close together, it means that a slight change in either disintegrant concentrationor compression pressure would have a marked effect on tablet crushing strength.A robust product should yield a contour plot in which the lines are widely separated.
It can be seen from the contour plot that tablets with a crushing strength outsidethe range 5 kg to 9 kg can only be made in two very restricted areas of the originaldesign space. This range can be extended only if the assumption is made that (7.4)applies outside the original design space.
7.4 RESPONSE SURFACES GENERATED BY MODELS OF A HIGHER ORDER
A model equation such as (7.1) can only represent a response surface that is planar.If a curved response surface is to be investigated, then a more complex equation inwhich factors are raised to a power of 2 or greater is needed. Such an equation is (7.7)
–1 0 +1 +2
Dis
inte
gran
t con
cent
ratio
n (e
.u.)
(X
2)
0
–1
+1
+2
–2–2
5
7 8 9
6
Compression pressure (e.u.) (X1)
FIGURE 7.3 Contour plot of tablet crushing strength (kg) as a function of compressionpressure and disintegrant concentration, using responses derived from (7.6).
TF1589_C007.fm Page 143 Monday, December 5, 2005 8:50 PM
© 2006 by Taylor & Francis Group, LLC

144 Pharmaceutical Experimental Design and Interpretation
Y1 = β0 + β1X1+ β11X12+ β2X2 + β22X2
2 + β12X1X2+ ε (7.7)
There are six coefficients in this equation that require evaluation, and the chosenexperimental design must have sufficient points to enable this to be done.
The use of higher-order designs can be explored using an experiment similar tothat described earlier. In this case, the objective of the experiment is to investigatethe relationship between tablet disintegration time (the response Y2) and the factorscompression pressure (X1) and disintegrant concentration (X2). Initially, the experi-mental design first described in Table 7.2 will be used, with four experiments situatedat the corners of a square design space and two duplicated experiments at the centerpoint. The constraints are the same as before. The details of the experiments andthe results are shown in Table 7.3.
The relative importance of the factors and the interaction on the tablet disinte-gration time are calculated as described earlier. Thus the effect of Factor X1, thecompression pressure on disintegration time (Y2)
TABLE 7.3 The Effect of Compression Pressure and Disintegrant Concentration on Tablet Disintegration Time, Using a Two-Factor, Two-Level Design with Duplicated Experiments at the Center Point
Experiment
Compression Pressure
(MPa) (X1)
Disintegrant Concentration
(%) (X2)
Observed Disintegration Time (sec) (Y2)
Disintegration Time Predicted from (7.8) (sec)
Residual (Observed
Value – Predicted
Value) (sec)
(−1, −1) 100 2.5 500 421.7 +78.3(+1, −1) 300 2.5 1070 991.7 +78.3(−1, +1) 100 7.5 140 61.7 +78.3(+1, +1) 300 7.5 290 211.7 +78.3(0, 0) 200 5.0 250 421.7 −171.7(0, 0) 200 5.0 280 421.7 −141.7 Sum of
(residuals)2 = 74084
Note: Center point (0, 0); compression pressure = 200 MPa, disintegrant concentration = 5%. 1 e.u.compression pressure = 100 MPa. 1 e.u. of disintegrant concentration = 2.5%.
TF1589_C007.fm Page 144 Monday, December 5, 2005 8:50 PM
© 2006 by Taylor & Francis Group, LLC

Response-Surface Methodology 145
Similarly, the effect of Factor X2, the disintegrant concentration, on disintegration time
The effect of the interaction X1X2 on disintegration time
As might be expected, increasing the compression pressure increases the tabletdisintegration time and increasing the disintegrant concentration shortens it. Unlikethe crushing strength data used earlier, the interaction of the factors has a relativelyhigh negative influence.
The data are now fitted to a model equation of the form shown in (7.3),giving (7.8)
Y2 = 421.7 + 180X1− 285X2 − 105X1X2 (7.8)
The associated statistics are: Standard error of b0= 78.57 Standard error of b1= 96.23 Standard error of b2= 96.23 Standard error of b12= 96.23 Standard error of Y2 = 192.46 Coefficient of determination (r2) = 0.8706 F = 4.4868 Degrees of freedom = 2 Sum of squares of the regression equation = 498600 Sum of squares of the residuals = 74084
Substitution of values of X1 and X2 into (7.8) gives the predicted values of Y2 shownin Table 7.3.
Equation (7.8) does not fit the data particularly well. The coefficient of determi-nation is 0.8706, showing that just over 87% of the variation among the data isexplained by the regression equation. Further evidence that the equation is not a goodrepresentation of the data is obtained by examining the residuals. The residuals forthe four corner points in the design are all positive, but those for the two central
TF1589_C007.fm Page 145 Monday, December 5, 2005 8:50 PM
© 2006 by Taylor & Francis Group, LLC

146 Pharmaceutical Experimental Design and Interpretation
points are both negative. This indicates that a planar response will lie between theplane of the corner points and the position of the center point. This implies that theobserved response at the center point lies in a depression, and the response surfaceis concave upward. Use of a model equation such as (7.7) is therefore indicated, andhence a more elaborate experimental design must be selected. Additional points mustbe added, and this can be done in two ways. First, a full two-factor, three-levelexperimental design can be used, as shown in Figure 6.8. Alternatively, a centralcomposite design can be employed, as shown in Figure 6.10. Both of these designsinvolve experiments positioned at nine combinations of values of the factors.
The star or axial points in a central composite design are obtained by expandingthe axes of the design to a distance equal to α e.u. from the center point. Thus, whenX1= 0, X2= ±α, and when X2 = 0, X1 = ±α. If α = 1, then the central composite designbecomes identical to the full two-factor, three-level factorial design.
A value of α=±1.414 is usually chosen for a central composite design of twofactors. This gives a circular design space with an area of 2Π square e.u. Thecorresponding area of the design space of a two-factor, three-level factorial design isonly 4 square e.u. for the same number of experiments. Hence, for this reason, the centralcomposite design is usually chosen. However, the choice of design is also governed bythe practicability of extending the axes outside the original design space. If there is adanger of the axial points being near or even beyond the constraints, then the originalfour points in the design must be positioned well within these limits. The alternative isto use a three-level factorial design that does not extend the design space.
A central composite design with α = ±1.414 is used to develop the experiment further.The complete design is shown in Table 7.4 and in diagrammatic form in Figure 7.4.
There are now four experiments carried out at the center point. The initialexperimental design involved four experiments at the corners of the initial designspace plus two experiments at the center point. It was only after these six experimentshad been evaluated that a decision was taken to use a central composite design, thatis, the whole of the central composite design was not carried out at the same timeor in random order. Therefore, two further center point experiments are carried outin association with the star points to ensure that the overall design has not beenconfounded by being carried out in two blocks.
Regression of the tablet disintegration time results in Table 7.4 gives (7.9),together with associated statistical information
Y2 = 261.3 + 174.86X1 + 179.06X12− 230.03X2 + 100.31X2
2− 105X1X2 (7.9)
The associated statistics are Standard error of b0= 39.90 Standard error of b1= 28.22 Standard error of b11= 31.55 Standard error of b2= 28.22 Standard error of b22= 31.55 Standard error of b12= 39.90 Standard error of Y2 = 79.81 Coefficient of determination (r2) = 0.9611
TF1589_C007.fm Page 146 Monday, December 5, 2005 8:50 PM
© 2006 by Taylor & Francis Group, LLC

Response-Surface Methodology 147
F = 29.67 Degrees of freedom = 6 Sum of squares of the regression equation = 944861 Sum of squares of the residuals = 38183
The residuals are also shown in Table 7.4. The quadratic equation is a much betterfit to the data and thus is a more appropriate model than (7.8).
A contour plot of the disintegration time data can now be constructed. Equation (7.7)can be rearranged to give (7.10), which is a quadratic equation in terms of X1.
β11X12+ (β1 + β12X2)X1 + (β2X2 + β22X2
2 + β0 − Y2) = 0 (7.10)
There are two solutions to a quadratic equation, given by (7.11)
(7.11)
where a, b, and c = the coefficients of X raised to the powers 2, 1, and 0, respectively.
TABLE 7.4 The Effect of Compression Pressure and Disintegrant Concentration on Tablet Disintegration Time, Using a Central Composite Design
Experiment
Compression Pressure (MPa)
(X1)
Disintegrant Concentration
(%) (X2)
Observed Disintegration Time (sec) (Y2)
Disintegration Time Predicted from (7.9) (sec)
Residual (Observed
Value – Predicted
Value) (sec)
(−1, −1) 100 2.5 500 490.8 +9.2(+1, −1) 300 2.5 1070 1050.5 +19.5(−1, +1) 100 7.5 140 240.7 −100.7(+1, +1) 300 7.5 290 380.5 −90.5(−1.414, 0) 59 5.0 420 373.2 +46.8(+1.414, 0) 341 5.0 900 865.6 +34.4(0, −1.414) 200 4.0 750 787.1 −37.1(0, +1.414) 200 6.0 255 136.6 +118.4(0, 0) 200 5.0 250 261.3 −11.3(0, 0) 200 5.0 280 261.3 +18.7(0, 0) 200 5.0 250 261.3 −11.3(0, 0) 200 5.0 265 261.3 +3.7
Sum of (residuals)2 = 38183
Note: Center point (0, 0); compression pressure = 200 MPa, disintegrant concentration = 5%. 1 e.u. ofcompression pressure = 100 MPa. 1 e.u. of disintegrant concentration = 2.5%.
Xb b ac
a= − ± −2 4
2
TF1589_C007.fm Page 147 Monday, December 5, 2005 8:50 PM
© 2006 by Taylor & Francis Group, LLC

148 Pharmaceutical Experimental Design and Interpretation
For (7.10), a = β11, b = (β1 + β12X2), and c = (β2X2+ β22X22 + β0 − Y2). Therefore, the two
solutions to (7.10) are given by (7.12) and (7.13)
(7.12)
(7.13)
The values of the coefficients b0, b1, b11, b2, b22, and b12 have been obtained bymultiple regression, and hence for specified values of X2 and Y2, the required valueof X1 can be calculated. The use of a computer spreadsheet is invaluable at this point.
Figure 7.5 shows a contour plot of disintegration time as a function of compres-sion pressure and disintegrant concentration. The same constraints apply as before.The contours are curved and are located within a circular experimental domain, theradius of which is 1.414 e.u.
Cross sections through the response surface are illustrated in Figure 7.6. Thefirst row of diagrams shows the disintegration times when X1, the compressionpressure, equals −1 e.u., 0 e.u., and +1 e.u., respectively. The second row illustratesthe analogous situation when X2, the concentration of disintegrant, equals −1 e.u.,0 e.u., and +1 e.u. The shallower the curve, the more robust the formulation.
Compression pressure (e.u.) (X1)
–1 0 +1 +2
Dis
inte
gran
t con
cent
ratio
n (e
.u.)
(X
2)
0
–1
+1
+2
(–1, +1) (+1, +1)
(–1, –1) (+1, –1)
(0, +1.414)
(0, –1.414)
(+1.414, 0)(–1.414, 0)
–2–2
FIGURE 7.4 Central composite design to investigate the effect of compression pressure anddisintegrant concentration on tablet disintegration time.
TF1589_C007.fm Page 148 Monday, December 5, 2005 8:50 PM
© 2006 by Taylor & Francis Group, LLC

Response-Surface Methodology 149
Compression pressure (e.u.) (X1)
–1 0 +1 +2
Dis
inte
gran
t con
cent
ratio
n (e
.u.)
(X
2)
0
–1
+1
+2
200
600
600
1000
1000
400
400
800
800
–2–2
200x
x
x x
x
xx
xx
xx
x
xx
xx
xx
xx
x
x
xx
xx
xx
x
xx
x
xx
x
x
xx
xxx
x
FIGURE 7.5 Contour plot of tablet disintegration time (s) as a function of compressionpressure and disintegrant concentration, using responses derived from (7.9).
X2 (e.u.) X2 (e.u.) X2 (e.u.)–1 0 +1 –1 0 +1–1.414 –1 0 +1.414
X1 = –1 e.u. X1 = 0 e.u. X1 = +1 e.u.
X1 (e.u.) X1 (e.u.) X1 (e.u.)
–1 0 +1 –1.414 –1 0 +1 +1.414 –1 0 +1
X2 = –1 e.u. X2 = 0 e.u. X2 = +1 e.u.
Dis
inte
grat
ion
time
(s)
0
200
400
600
800
1000
0
200
400
600
800
1000
+1
FIGURE 7.6 Cross sections through the response surface of tablet disintegration time (s) asa function of compression pressure and disintegrant concentration, using responses derivedfrom (7.9).
TF1589_C007.fm Page 149 Monday, December 5, 2005 8:50 PM
© 2006 by Taylor & Francis Group, LLC

150 Pharmaceutical Experimental Design and Interpretation
Models of a higher order than 2 are rarely used in response-surface methodology.Considerably more experiments are needed, and also the predictive power of suchmodels is often low, especially if extrapolation is involved.
7.5 RESPONSE-SURFACE METHODOLOGY WITH THREE OR MORE FACTORS
As the number of factors increases, so does the complexity of the model equation,and because of this, a more elaborate experimental design is needed. Thus, if threefactors are studied at two levels, then the relevant equation would be (7.14), withthree two-way interactions and one three-way interaction.
Y = β0+ β1X1 + β2X2+ β3X3+ β12X1X2 + β13X1X3+ β23X2X3 + β123X1X2X3+ ε (7.14)
A three-factor, two-level full-factorial design as shown in Figure 6.8 could be usedto study this. However, this design has only eight experiments and hence is asaturated design as (7.14) has eight coefficients. There is no possibility of valida-tion, and because no experiment is replicated, no indication of the error term ε canbe made.
If a quadratic relationship is sought, then (7.15) would be used.
Y = β0+ β1X1+ β11X12+ β2X2+ β22X2
2+ β3X3+ β33X32
+ β12X1X2+ β13X1X3 + β23X2X3+ β123X1X2X3 + ε (7.15)
This equation has 11 coefficients, so a design of at least 11 experiments plusreplication at the center point is needed. These extra experiments could be suppliedin many ways. First, a full three-factor, three-level design could be used. This has27 experiments plus replication at the center point. An alternative is a three-factorBox–Behnken design (Figure 6.12) of 13 points plus center point replication. Such adesign was employed by Tattawasart and Armstrong1 in a study of the properties oflactose plugs used as fills of hard-shell capsules. The three factors were lubricant concen-tration (X1), applied pressure (X2), and dosator piston height (X3), and six propertiesof the plug formed the responses. Details of the design are given in Table 7.5. TheBox–Behnken design was particularly useful in this case because of the limitedrange of the dosator piston height setting. Extension of the design space to encompassa central composite design was not feasible. Also, as piston movement could onlybe changed in increments of 1.0 mm, the “center point” of the design had a valueof +0.14 e.u. for factor X3 rather than zero.
A central composite design may also be appropriate for experiments with threeor more factors. By using a model of this type, Pourkavoos and Peck2 studied theeffect of three factors involved in tablet film coating conditions. The factors wereinlet air temperature (X1), coating pan rotational speed (X2), and coating solution
TF1589_C007.fm Page 150 Monday, December 5, 2005 8:50 PM
© 2006 by Taylor & Francis Group, LLC

Response-Surface Methodology 151
spray rate (X3). The central composite design is shown in Table 7.6, which in turnwas divided into three orthogonal blocks. All experiments in a block were carriedout on the same day in a randomized order. Five responses were measured.
For four independent variables studied at two levels, the model equationbecomes (7.16)
TABLE 7.5 Three-Factor Box–Behnken Design to InvestigateFactors Involved in Lactose Plug Formation
Source: Tattawasart and Armstrong1
Variable −1 0 (+0.14 for X3) +1
X1 (%w/w) 0.5 1.0 1.5 X2 (MPa) 4 6 8 X3 (mm) 8 12 15
X1 X2 X3
−1 −1 +0.14 −1 0 −1 −1 +1 +0.14 −1 0 +1 0 −1 −1 0 +1 −1 0 +1 +1 0 −1 +1
+1 −1 +0.14 +1 0 −1 +1 +1 +0.14 +1 0 +1 0 0 +0.14
0 0 +0.14
TABLE 7.6 Three-Factor Central Composite Design to Investigate Factors Involved in Tablet Film Coating
Source: Pourkavoos and Peck2
Variable −1.633 −1 0 +1 +1.633
X1 (°C) 50 55 62.5 70 75 X2 (rpm) 10 11 12.5 14 15 X3 (g·min−1) 75 79 85 91 94
TF1589_C007.fm Page 151 Monday, December 5, 2005 8:50 PM
© 2006 by Taylor & Francis Group, LLC

152 Pharmaceutical Experimental Design and Interpretation
Y = β0+ β1X1+ β2X2+ β3X3+ β4X4+ β12X1X2+ β13X1X3 (7.16)+ β14X1X4 + β23X2X3 + β24X2X4+ β34X3X4 + ε
This has 11 coefficients, and hence there must be a minimum of 11 experiments inthe design. A complete four-factor, two-level design consists of 16 experiments, butsome points must be replicated so that the error term can be estimated.
An example using this model is the work of Iskandarani et al.3 These workersselected four independent variables involved in capsule and tablet formulation. Thesewere the quantity of granulating agent (X1), quantity of lubricant (X2), quantity ofgranulating solution (X3), and quantity of disintegrating agent (X4) in each unit. Sixcapsule and tablet properties were measured as the responses.
By choosing to ignore all interactions involving X4, Iskandarani et al. were ableto reduce (7.16) to (7.17), with a consequent simplification of the experimentaldesign. They were able to use a fractional four-factor design with duplicated exper-iments at the center point. Their design is shown in Table 7.7.
Y = β0 + β1X1+ β2X2 + β3X3+ β4X4 + β12X1X2 + β13X1X3+ β23X2X3 + ε (7.17)
If a quadratic model with four factors is to be used, the model equation becomes(7.18).
TABLE 7.7 Four-Factor Fractional Factorial Design to Investigate Factors Involved in Capsule and Tablet Formulation
Source: Iskandarani et al.3
Variable −1 0 +1
X1 (mg) 3.00 5.00 13.00 X2 (mg) 0.85 1.70 2.50 X3 (mg) 23.20 31.00 38.60 X4 (mg) 2.00 5.00 8.00
X1 X2 X3 X4
1 1 1 1 1 1 −1 −1 1 −1 1 −1 1 −1 −1 1
−1 1 1 1 −1 1 −1 1 −1 −1 1 1 −1 −1 −1 −1
0 0 0 0 0 0 0 0
TF1589_C007.fm Page 152 Monday, December 5, 2005 8:50 PM
© 2006 by Taylor & Francis Group, LLC

Response-Surface Methodology 153
Y = β0+ β1X1+ β11X12+ β2X2+ β22X2
2+ β3X3+ β33X32+ β4X4+ β44X4
2 (7.18)+ β12X1X2+ β13X1X3 + β14X1X4+ β23X2X3 + β24X2X4+ β34X3X4+ ε
This equation has 15 coefficients. One of the earliest applications of response-surface methodology to pharmaceu-
tical systems was that published by Schwartz et al.4 These workers looked at fiveindependent variables relevant to a tablet formulation. These were diluent compo-sition (X1), compression pressure (X2), disintegrant content (X3), granulating agentcontent (X4), and lubricant content (X5). For each formulation, eight responses weremeasured. These were disintegration time, hardness, dissolution rate, friability,weight, thickness, porosity, and mean pore diameter. Each response was fitted intoan equation containing all independent variables up to the power 2 and all two-wayinteractions (7.19)
Y = β0 + β1X1+ β11X12+ . . . + β5X5 + β55X5
2 + β12X1X2+ . . . + β45X4X5 (7.19)
This equation contains 21 unknown coefficients, and hence an experimental designhad to be chosen which would provide sufficient data points for these to becalculated.
The design used by Schwartz et al., comprising 27 experiments, is shown inTable 7.8. Experimental units are used throughout, and the experiments are num-bered 1–27 for convenience. The first 16 experiments represent a half-factorialdesign for five factors at two levels. A full-factorial design would require 32 exper-iments even with no replication, and hence the reduction to 16 leads to someconfounding. However, none of the two-way interactions are confounded with maineffects or with each other, but three-way interactions are considerably confounded,for example, X1X2X3 with X4X5.
The remainder of the 27 experiments are needed to provide sufficientexperimental points and also to achieve symmetry. Thus, for each factor, threeadditional levels were selected. Zero represents the midpoint of each factor in thedesign, and −1.547 and +1.547 are the extreme values of each variable. Experiment27 represents the midpoint of the whole design, with all five factors set to 0 e.u.
In this study, factor X5 is lubricant content in milligrams, and one experimentalunit represents 0.5 mg of lubricant. Therefore, the five levels of lubricant—whichin experimental units are −1.547, −1, 0, +1, and +1.547—are, when expressed inphysical units, 0.2, 0.5, 1.0, 1.5, and 1.8 mg, respectively. A full translation ofexperimental units into physical units is shown in Table 7.8.
The reason for selecting a value of α = ±1.547 as the extra values of the factorsis not given in the original paper by Schwartz et al. A central composite design of fivefactors would have its star points at a distance α from the center point of 25/4= 2.378e.u. If this value of α were to be applied to the design used by Schwartz et al., thensome of the values of the factors would be outside the constraints of the experimentaldesign, with, for example, negative values for X2, X4, and X5.
It is impossible to diagrammatically represent a contour plot or the responsesurface with more than two factors in the design. However, this can be obtained if
TF1589_C007.fm Page 153 Monday, December 5, 2005 8:50 PM
© 2006 by Taylor & Francis Group, LLC

154 Pharmaceutical Experimental Design and Interpretation
all but two of the factors are kept constant. Thus, for a three-factor experiment inthe form of a cube, a contour plot is obtained by taking a “slice” through the design,for example, by joining the points (0, −1, −1), (0, +1, −1), (0, +1, +1), and (0, −1, +1).Thus, the variation in factors X2 and X3 can be evaluated, factor X1 being constantat a value of 0 e.u.
TABLE 7.8 Five Factor Fractional Factorial Design to Investigate Factors Involved inTablet Formulation
Source: Schwartz et al.4
Factor
Designation Description 1 e.u. Equivalent −1.547 −1 0 +1 +1.547
X1 Diluent 10 mg 24.5 30 40 30 55.50X2 Compression pressure 0.5 ton 0.25 0.5 1 1.5 1.75 X3 Disintegrant 1mg 2.5 3 4 5 5.5 X4 Granulating agent 0.5 mg 0.2 0.5 1 1.5 1.8 X5 Lubricant 0.5 mg 0.2 0.5 1 1.5 1.8
Factor Level (In Experimental Unit)
Experiment X1 X2 X3 X4 X5
1 −1 −1 −1 −1 +1 2 +1 −1 −1 −1 −1 3 −1 +1 −1 −1 −1 4 +1 +1 −1 −1 +1 5 −1 −1 +1 −1 −1 6 +1 −1 +1 −1 +1 7 −1 +1 +1 −1 +1 8 +1 +1 +1 −1 −1 9 −1 −1 −1 +1 −1
10 +1 −1 −1 +1 +1 11 −1 +1 −1 +1 +1 12 +1 +1 −1 +1 −1 13 −1 −1 +1 +1 +1 14 +1 −1 +1 +1 −1 15 −1 +1 +1 +1 −1 16 +1 +1 +1 +1 +1 17 −1.547 0 0 0 0 18 +1.547 0 0 0 0 19 0 −1.547 0 0 0 20 0 +1.547 0 0 0 21 0 0 −1.547 0 0 22 0 0 +1.547 0 0 23 0 0 0 −1.547 0 24 0 0 0 +1.547 0 25 0 0 0 0 −1.54726 0 0 0 0 +1.54727 0 0 0 0 0
TF1589_C007.fm Page 154 Monday, December 5, 2005 8:50 PM
© 2006 by Taylor & Francis Group, LLC

Response-Surface Methodology 155
FURTHER READING
Myers, R. H. and Montgomery, D. C., Response Surface Methodology: Process and ProductOptimisation using Designed Experiments, 2nd ed., Wiley, New York, 2002.
Bodea, A. and Leucuta, S. E., Optimisation of propranolol hydrochloride sustained releasepellets using a factorial design, Int. J. Pharm., 154, 49, 1997.
Chang, H. C. et al., Development of a topical suspension containing 3 active ingredients,Drug Dev. Ind. Pharm., 28, 29, 2002.
Gohel, M. C., Patel, M. M., and Amin, A. F., Development of modified release diltiazemHCl tablets using composite index to identify optimal formulation, Drug Dev. Ind.Pharm., 29, 565, 2003.
Iskandarani, B., Shiromani, P. K., and Claire, J. H., Scale-up feasibility in high shearmixers – detection through statistical procedures, Drug Dev. Ind. Pharm., 27,651, 2001.
Kiekens, F. et al., Influence of the punch diameter and curvature on the yield pressure ofmicrocrystalline cellulose compacts during Heckel analysis, Eur. J. Pharm. Sci.,22, 117, 2004.
Kuentz, M. and Rothlisberger, D., Determination of the optimal amount of water in liquidfill masses for hard gelatin capsules by means of textual analysis and experimentaldesign, Int. J. Pharm., 236, 145, 2002.
Levina, M. and Rubinstein, M. H., Effect of ultrasonic vibration on compaction characteristicsof ibuprofen, Drug Dev. Ind. Pharm., 28, 495, 2002.
Lewis, G. A. and Chariot, M., Non-classical experimental designs in pharmaceuticalformulation, Drug Dev. Ind. Pharm., 17, 1551, 1991.
Linden, R. et al., Response surface analysis applied to the preparation of tablets containinga high concentration of vegetable spray-dried extract, Drug Dev. Ind. Pharm.,26, 441, 2000.
Magee, G. A. et al., Bile salt/lecithin mixed micelles optimised for the solubilisation ofa poorly soluble steroid molecule using statistical experimental design, Drug Dev.Ind. Pharm., 29, 441, 2003.
Rambali, B. et al., Itraconazole formulation studies of the melt extrusion process with mixturedesign, Drug Dev. Ind. Pharm., 29, 641, 2003.
Singh, B. and Ahuja, N., Development of buccoadhesive hydrophilic matrices of diltiazemHCl: optimisation of bioadhesion, dissolution and diffusion parameters, Drug Dev.Ind. Pharm., 28, 431, 2002.
Vilhelmsen, T., Kristensen, J., and Schafer, T., Melt pelletisation with polyethylene glycolin a rotary processor, Int. J. Pharm., 275, 141, 2004.
Ye Huang, K. H. et al., Effects of manufacturing process variables on the in vitro dissolutioncharacteristics of extended release tablets formulated with HPMC, Drug Dev. Ind.Pharm., 29, 79, 2003.
REFERENCES
1. Tattawasart, A. and Armstrong, N. A., The formation of lactose plugs for hard shellcapsule fills, Pharm. Dev. Technol., 2, 335, 1997.
2. Pourkavoos, N. and Peck, G. E., Effect of aqueous film coating conditions on waterremoval efficiency and physical properties of coated tablet cores containing superd-isintegrants, Drug Dev. Ind. Pharm., 20, 1535, 1994.
TF1589_C007.fm Page 155 Monday, December 5, 2005 8:50 PM
© 2006 by Taylor & Francis Group, LLC

156 Pharmaceutical Experimental Design and Interpretation
3. Iskandarani, B., Clair, J. H., Patel, P., Shiromani, P. K., and Dempski, R. E., Simul-taneous optimization of capsule and tablet formulation using response surfacemethodology, Drug Dev. Ind. Pharm., 19, 2089, 1993.
4. Schwartz, J. B., Flamholz, J. R., and Press, R. H., Computer optimisation ofpharmaceutical formulations. 1. General procedure. J. Pharm. Sci., 62, 1168, 1973.
TF1589_C007.fm Page 156 Monday, December 5, 2005 8:50 PM
© 2006 by Taylor & Francis Group, LLC

157
8 Model-Dependent Optimization
8.1 INTRODUCTION
Most experiments consist of an investigation into the relationship between theindependent variable(s) and one or more dependent variables.
In some cases, there is only one dependent variable of interest. The values ofthe independent variables are chosen so that the process is maximized or mini-mized, or to obtain some predetermined target. However, sometimes, there maybe two or more responses, both of which must be considered. Unless the tworesponses are highly correlated, it is unlikely that the values of the independentvariables needed to achieve the maximum value of one response will be the sameas those needed for the maximum value of a second response. Hence, the mostfavorable solution must be sought bearing in mind the values of both responses.This is termed the optimum solution, and the process is known as optimization ormulticriteria decision-making.
There are many strategies available that can be used to determine the positionof the optimum response, and these can conveniently be divided into two groups:sequential methods and simultaneous methods. The former commences with theperformance of a small number of experiments. The results of these are considered,and a further small number of experiments is carried out, followed by furtherconsideration. The process is repeated until the optimum solution is reached. Thisis analogous to climbing a hill in poor visibility. By proceeding ever upward insmall steps, a summit can eventually be reached. Sequential or model-independentmethods are discussed in Chapter 9.
Simultaneous methods are the alternative to sequential methods. Here, acomplete set of experiments is performed, after which mathematical modelingtakes place, usually by employing regression techniques. This enables the posi-tion of the optimum to be calculated. It can be likened to finding the summit ofa hill by preparing a contour map, joining together points of equal altitude. Theexperimental designs are usually some form of factorial design, as described inChapter 6.
Irrespective of which method is used, some idea of the relationships betweenthe responses and the independent variables is obtained. This is termed the responsesurface and is described in Chapter 7. Many techniques for studying the responsesurface have been developed, and the subject has been comprehensively reviewedby Myers and Montgomery.1
TF1589_C008.fm Page 157 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

158 Pharmaceutical Experimental Design and Interpretation
8.2 MODEL-DEPENDENT OPTIMIZATION
In Chapter 7, an example based on tablet formulation was used to illustrate response-surface methodology. The two independent variables were compression pressureand disintegrant concentration, and the two responses were tablet crushing strengthand disintegration time. This is a classical case of optimization where a compromiseis needed. Increased compression pressure will raise crushing strength, but it willprolong disintegration time. Conversely, increasing the disintegrant concentrationshortens the disintegration time of the tablets but also weakens them.
The objective of the experiment now becomes to find the values of the independentvariables that will give the optimum tablet properties, bearing in mind both crushingstrength and disintegration time. The constraints on the experimental design are asbefore, namely:
1. The compression pressure X1 cannot be less than 0 MPa. In terms ofexperimental units (e.u.), X1 cannot be less than −2.
2. Likewise, the disintegrant concentration X2 cannot be less than 0% or −2e.u. These two constraints represent the axes of Figure 8.1 and Figure 8.2.
3. X1 cannot exceed the maximum pressure that the tablet press can safelyapply. This might be 400 MPa or +2 e.u.
4. The concentration of disintegrating agent (X2) cannot exceed a givenconcentration limited by the formulation. This might be 10% or +2 e.u.In addition, there is a fifth constraint that is
5. Y2 cannot be greater than 900 seconds (the European Pharmacopoeial limitfor tablet disintegration time).
–1 0 +1 +2
Dis
inte
gran
t con
cent
ratio
n (e
.u.)
(X
2)
0
–1
+1
+2
–2–2
5
7 8 9
6
Compression pressure (e.u.) (X1)
FIGURE 8.1 Contour plot of tablet crushing strength derived from a two-factor, centralcomposite design with replicated central points.
TF1589_C008.fm Page 158 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

Model-Dependent Optimization 159
Because it is anticipated that the interaction term X1X2 and the terms in whichX1 and X2 are raised to the power 2 might be significant, a central compositedesign is chosen. The experimental conditions and the responses are shown inTable 8.1.
The first stage in the optimization procedure is to carry out multiple regressionanalysis to derive model equations, as described in Chapters 4 and 7. Threepossible models will be investigated, these having the forms shown in (8.1), (8.2),and (8.3).
Yn= β0+ β1X1 + β2X2 + e (8.1)
Yn= β0 + β1X1+ β2X2 + β12X1X2+ e (8.2)
Yn = β0 + β1X1+ β11X12+ β2X2 + β22X2
2 + β12X1X2+ e (8.3)
Considering the crushing strength data first, fitting them into (8.1) yields (8.4)
Y1= 7.17 + 1.65X1− 0.60X2 (8.4)
Compression pressure (e.u.) (X1)
–1 0 +1 +2
Dis
inte
gran
t con
cent
ratio
n (e
.u.)
(X
2)
0
–1
+1
+2
200
600
600
400
400
800
800
–2–2
200
900
900
FIGURE 8.2 Contour plot of tablet disintegration time derived from a two-factor centralcomposite design with replicated central points.
TF1589_C008.fm Page 159 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

160 Pharmaceutical Experimental Design and Interpretation
with a coefficient of determination (r2) of 0.9989. Use of (8.2) or (8.3) has no effecton the coefficient of determination and gives negligible values for β11, β22, and β12.Hence, (8.4) can be regarded as a satisfactory representation of the relationship ofY1 with X1 and X2.
The disintegration time data are treated similarly and yields the three regressionequations (8.5), (8.6), and (8.7). The coefficient of determination is given in each case.
Y2= 447.50 + 174.87X1 − 230.03X2 r2= 0.6793 (8.5)
Y2= 447.50 + 174.87X1− 230.03X2− 105.00X1X2 r2= 0.7242 (8.6)
Y2= 261.25 + 174.87X1+ 179.06X12 − 230.03X2 (8.7)
+ 100.31X22 − 105.00X1X2 r2= 0.9611
It is useful at this stage to check the signs of the coefficients. An increase incompression pressure should prolong disintegration time, and hence a positive signwould be expected for coefficient β1. Similarly, a negative sign for the coefficientβ2 would reflect the expected outcome of the disintegration time, being reduced inthe presence of a greater amount of disintegrating agent.
Equation (8.7) is a much better representation of the relationship of disintegrationtime with compression pressure and disintegrant concentration than are (8.5) and (8.6).
TABLE 8.1 The Effect of Compression Pressure (X1) and Disintegrant Concentration (X2) on Tablet Crushing Strength (Y1) and Tablet Disintegration Time (Y2), Using a Central Composite Design with Replicated Experiments at the Center Point
Experiment
Compression Pressure
(MPa) (X1)
Disintegrant Concentration
(%) (X2)
Tablet Crushing Strength (kg) (Y1)
Disintegration Time (sec) (Y2)
(−1, −1) 100 2.5 6.1 500(+1, −1) 300 2.5 9.4 1070(−1, +1) 100 7.5 4.9 140(+1, +1) 300 7.5 8.2 790(−1.414, 0) 60 5.0 4.8 420(+1.414, 0) 340 5.0 9.5 900(0, −1.414) 200 1.5 8.0 750(0, +1.414) 200 8.5 6.3 255(0, 0) 200 5.0 7.3 250(0, 0) 200 5.0 7.1 280 (0, 0) 200 5.0 7.2 250 (0, 0) 200 5.0 7.2 265
Note: Center point (0, 0): compression pressure = 200 MPa, disintegrant concentration = 5%. 1 e.u. ofcompression pressure = 100 MPa. 1 e.u. of disintegrant concentration = 2.5%.
TF1589_C008.fm Page 160 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

Model-Dependent Optimization 161
Equation (8.4) can be rearranged to form (8.8), as described in the previouschapter, so that for given values of X2, the required value of X1 is obtained to givea predetermined value of the response.
(8.8)
A contour plot joining points of equal values of crushing strength can now beconstructed from (8.8), giving Figure 8.1, which is a series of straight lines.
The solution for (8.7), a quadratic equation, is more complex. There are twopossible solutions: (8.9) and (8.10)
(8.9)
(8.10)
The corresponding contour plot, a series of curves, is shown in Figure 8.2.
8.2.1 EXTENSION OF THE DESIGN SPACE
There is no certainty that the combinations of factors chosen for the original exper-imental design will encompass an area in which the optimum of the responses issituated. Figure 8.1 and Figure 8.2, considered individually, will give indications ofthe range of responses which can be achieved within the constraints. The possibilitymust now be considered that the selected combinations of experimental conditionsmay not give tablets possessing the required properties. For example, imagine thatthere is a constraint to the effect that tablets must have a minimum crushing strengthof 10 kg. This is greater than the strength of any of the tablets reported in Table 8.1.It is tempting to extrapolate and calculate combinations of conditions that will givetablets of the required strength. However, the inherent hazards of this approach mustbe borne in mind, because there is no evidence that (8.4) applies outside the exper-imental range within which it was derived.
A more satisfactory procedure is to extend the study using one or more additionalfactorial designs. An example of this is shown in Figure 8.3. A line is drawn passingthrough the coordinates of the center point of the study and perpendicular to theseries of contours. This is known as the path of steepest ascent. The point ofintersection between this line and the “box” of the original design then forms thecenter point of the next factorial design. This intersection is at point A, the coordi-nates of which are +1 e.u. of compression pressure and −0.4 e.u. of disintegrantconcentration, equivalent to a pressure of 300 MPa and 4.0% disintegrant. Thus, asuitable second two-factor, two-level design would be to use the combination ofvalues of factors shown in Table 8.2. The experiments are performed, linear regression
XY X
11 27 17 0 60
1 65=
− +( ). .
.
TF1589_C008.fm Page 161 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

162 Pharmaceutical Experimental Design and Interpretation
is carried out as before, and contour lines are constructed across the new designspace.
A variation of the path of steepest ascent method is to construct a line throughthe center of the design and perpendicular to the contours as before. Then, experi-ments are performed at intervals along this line, measuring the response at eachpoint. If a maximum or target value is found at a point along the line, that pointcould serve as the center for a new experimental design.
Compression pressure (e.u.) (X1)
–1 0 +1 +2
Dis
inte
gran
t co
ncen
trat
ion
(e.u
.) (
X2)
0
–1
+1
+2
–2–2
5
7 8 9
6
A
FIGURE 8.3 Procedure for determining the position of a second factorial design, using thepath of steepest ascent method.
TABLE 8.2 Combination of Factors for a Second Two-Factor, Two-Level Design after Use of the Path of Steepest Ascent Technique on the Data Presented in Table 8.1
Experiment Compression Pressure
(MPa) (X1) Disintegrant Concentration
(%) (X2)
(+0.5, −0.9) 250 2.75 (+1.5, −0.9) 350 2.75 (+0.5, +0.1) 250 5.25 (+1.5, +0.1) 350 5.25 (+1, −0.4) 300 4.00 (+1, −0.4) 300 4.00
Note: Center point (+1, −0.4): compression pressure = 300 MPa, disintegrant concentration = 4.00%. 11 e.u. of compression pressure = 100 MPa. 1 e.u. of disintegrant concentration = 2.5%.
TF1589_C008.fm Page 162 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

Model-Dependent Optimization 163
The new experimental design need not necessarily take the same form as theoriginal. For example, if an inflection point, that is, a maximum or a minimum, wereto be found along the path of steepest ascent, then a more complex design, forexample, a central composite design, with its center at point A would be moreappropriate than the two-level design shown in Figure 8.3.
8.3 OPTIMIZATION BY COMBINING CONTOUR PLOTS
The preceding treatment deals with the two dependent variables separately and hencegives the extreme values of the disintegration time and crushing strength that canbe obtained within the given experimental domain. However, these values are notoptimal. Experimental conditions that give short disintegration times also give weaktablets, and hence a compromise solution, involving both dependent variables, mustbe sought.
Figure 8.1 and Figure 8.2 are plotted on identical axes and hence can be super-imposed. This gives a “window” in which is contained all permissible combinationsof disintegrant concentration and compression pressure which yield tablets complyingwith the imposed constraints of dependent and independent variables. This processis facilitated by drawing these graphs on transparent sheets and superimposing them.
Calculations of the type above can be used to ascertain the maximum (orminimum) values of a dependent variable, given certain constraints. A more usualapproach is to specify acceptable ranges of values for the dependent variables andthen attempt to ascertain the values of the independent variables needed to meet thatspecification. Suppose that it is required to produce tablets, the disintegration timeof which does not exceed 600 sec and which should have a crushing strength inexcess of 6 kg, the process being subject to the same constraints as before. Thesolution space is represented by the hatched portion of Figure 8.4. Any combinationof compression pressure and disintegrant concentration lying in this area should givetablets with the specified properties. Thus, the combinations shown in Table 8.3, allobtained without extrapolation, should suffice. For a formulation containing −1.0e.u. of disintegrant (2.5%), compression should take place within the limited rangeof −1.05 to +0.05 e.u. (95 to 205 MPa). At higher disintegrant concentrations, forexample, +0.50 e.u. (6.2%), a wider range of compression pressures (−0.50 to +1.25e.u., 150 to 325 MPa) will yield tablets meeting the specifications.
Which of these combinations is chosen will depend on other factors. For exam-ple, it would be best to avoid combinations which are at or near the constraints, orwhich give tablets whose properties are near the specification limits. Alternatively,a cost criterion may be appropriate. This would not be applicable in the present casebut could apply when both independent variables are concentrations of two of theingredients. In such circumstances, the cheapest combination would be chosen.
It is often more important to know whether slight and perhaps inadvertentchanges in the values of the independent variables can change the responses andperhaps give rise to an out-of-specification product. This is a measure of the “robust-ness” of the formulation or process.
TF1589_C008.fm Page 163 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

164 Pharmaceutical Experimental Design and Interpretation
Of equal importance is the use of composite contour plots such as Figure 8.4to ascertain whether specifications are feasible. For example, a specification thattablets should disintegrate in less than 200 sec and have a crushing strength of notless than 8 kg cannot be achieved, because there is no combination of disintegrantconcentration and pressure that will yield such tablets while remaining withinexperimental constraints (Figure 8.5). Thus, the specifications of one or bothresponses must be relaxed.
None of the combinations shown in Table 8.3 is the optimum, and in practice,the precise position of the optimum is often of little importance. However, sometimes,a precise optimum is required. One way to obtain this is to progressively reduce thesolution space of Figure 8.4 by moving one or both of the two boundaries, that is,tablet crushing strength and disintegration time. Which of these is moved dependson the perceived relative importance of the two responses. Thus, a target crushingstrength of greater than 7 kg could be investigated, keeping the target disintegrationtime at less than 600 sec.
A similar approach can be used to optimize two responses derived from threefactors. Only two factors can be shown on a contour plot. Therefore, the factor that
Compression pressure (e.u.) (X1)
–1 0 +1 +2
0
–1
+1
+2
600
600
–2–2
6
6 kg
600 sec
6
Dis
inte
gran
t con
cent
ratio
n (e
.u.)
(X
2)
FIGURE 8.4 Composite contour plot to obtain combinations of compression pressure anddisintegrant concentration that will give tablets of minimum strength 6 kg and maximumdisintegration time of 600 sec.
TF1589_C008.fm Page 164 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

Model-Dependent Optimization 165
appears to have the smallest effect on the responses is identified and the responsesurface plotted at specified values of that factor.
8.4 LOCATION OF THE OPTIMUM OF MULTIPLE RESPONSES BY THE DESIRABILITY FUNCTION
The superimposition of contour plots, as described above, identifies an area in whichthe values of each response are acceptable, for example, a tablet crushing strengthgreater than 6 kg and a tablet disintegration time not exceeding 600 sec. Every pointwithin the hatched area of Figure 8.4 produces tablets that meet these criteria and,hence, are all equally acceptable.
If a more precise location of the optimum is needed, some form of weightingof the responses is required. One method of achieving this is to use the desirabilityfunction introduced by Derringer and Suich.2 To each response (Y1, Y2, etc.) isattached a target value (T1, T2, etc.) and a value (or values) which are unacceptable(U1, U2, etc.). If a particular response is to be maximized, then if the target value isequalled or exceeded, that response is assigned a partial desirability function (d) of1. An unacceptable response is assigned the value zero, and if the response lies
Compression pressure (e.u.) (X1)
–1 0 +1 +2
Dis
inte
gran
t con
cent
ratio
n (e
.u.)
(X
2)
0
–1
+1
+2
200 sec
–2–2
200
8 kg
200
8
8
FIGURE 8.5 Composite contour plot showing the impossibility of obtaining tablets of min-imum strength 8 kg and maximum disintegration time of 200 sec.
TF1589_C008.fm Page 165 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

166 Pharmaceutical Experimental Design and Interpretation
between unacceptability and the target, the partial desirability function lies between0 and 1 and is calculated from (8.11).
(8.11)
If a minimum response is sought, then the partial desirability function of 1 is appliedto all responses equal to or less than the target, and values between the target andthe unacceptable responses are calculated from (8.12)
(8.12)
A situation may also arise whereby there are unacceptable responses both belowand above the target value. The partial desirability function may fall below 1 forany deviation from the target, or there may be a range over which all responses are“on target,” but outside this range the partial desirability function eventually declinesto zero. Figure 8.6(a)–(d) shows these situations in diagrammatic form.
The partial desirability functions for each individual response (d1, d2, etc.) cannow be combined to give an overall desirability function (D) using (8.13)
D = (d1× d2× . . . × dn)1/n (8.13)
D is the geometric mean of all the partial functions and has a range of values from0 to 1. The geometric mean is used here because if any of the partial desirabilityfunctions has a value of zero (i.e., an individual response is unacceptable), then D
TABLE 8.3 Combinations of Disintegrant Concentration and Compression Pressure that will Give Tablets with a Crushing Strength Greater than 6kg and a Disintegration Time of Less than 600 sec
Disintegrant Concentration Compression Pressure Range
e.u. % e.u. MPa
−1.25 1.9 −0.75 to −0.45 125 to 155 −1.00 2.5 −1.05 to +0.05 95 to 205 −0.75 3.1 −0.95 to +0.30 105 to 230 −0.50 3.7 −0.85 to +0.60 115 to 260 −0.25 4.3 −0.80 to +0.85 120 to 285 0.00 5.0 −0.70 to +0.95 130 to 295 +0.25 5.6 −0.60 to +1.15 140 to 315 +0.50 6.2 −0.50 to +1.25 150 to 325 +0.75 6.8 −0.40 to +1.10 160 to 310 +1.00 7.5 −0.30 to +0.90 170 to 290 +1.25 8.1 −0.20 to +0.55 180 to 255
dY U
T Un
n n
n n
=−( )−( )
dU Y
U Tn
n n
n n
=−( )−( )
TF1589_C008.fm Page 166 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

Model-Dependent Optimization 167
will also have a value of zero. Use of the arithmetic mean would permit thecalculation of a positive value of D, even though one or more of the individualresponses were unacceptable.
The desirability technique can be applied to the tablet crushing strength anddisintegration time data described earlier. The crushing strength (response Y1) is tobe maximized, with a target level (T1) of 8 kg or more and an unacceptable level(U1) of 6 kg or less. The disintegration time (response Y2) is to be minimized, witha target level (T2) of 300 sec or less and an unacceptable level (U2) of 600 sec or more.
The design space is divided into a series of squares, each square representing aconvenient increment in both X1 and X2, for example, 0.25 e.u. The responses arenow calculated from (8.4) and (8.7), respectively. For example, when X1 = −0.5 andX2= −0.5, the crushing strength given by (8.4) is 6.65 kg and the disintegration timegiven by (8.7) is 332 sec. Both of these responses are acceptable, but they areconsiderably short of the target values.
The partial desirability function (d1) of the crushing strength, given by (8.11), is
and that for the disintegration time, given by (8.12), is
d
0
1
U T
(a)
d
0
1
T U
(b)
d
0
1
U T
(c)
d
0
1
U T
(d)
U T U
FIGURE 8.6 The relationships between the partial desirability function (d), the targetresponse (T), and the unacceptable response (U): (a) response to be maximized, (b) responseto be minimized, (c) single point acceptability, and (d) response acceptable over a range of values.
d16 65 6
8 60 323= −
−=.
.
d2600 332600 300
0 892= −−
= .
TF1589_C008.fm Page 167 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

168 Pharmaceutical Experimental Design and Interpretation
Therefore, the overall desirability function, given by (8.13), is
(0.323 × 0.892)1/2 = 0.536
Table 8.4 shows the desirability functions for the tablet crushing strength anddisintegration time data, using increments of 0.25 e.u. for each factor. The highestvalue of the combined desirability function is 0.959. This is located at a compressionpressure of +0.75 e.u. (275 MPa) and a disintegrant concentration of +0.75 e.u.(6.8%). If a more precise location of the optimal point is needed, then that part ofthe design space in which the optimum is probably situated can be divided intosquares using smaller increments of the factors. Thus, if each square represents anincrement of 0.05 e.u., then the optimum is found to be located at a compressionpressure of +0.75 e.u. (275 MPa) and a disintegrant concentration of +0.85 e.u.(7.1%). The combined desirability function here is 0.969.
8.5 OPTIMIZATION USING PARETO-OPTIMALITY
Pareto-optimality (named after Vilfredo Pareto, an Italian economist and sociologist)is another technique that uses model equations to locate optimal values.
Using the experimental data given in Table 8.1, regression equations (8.4) and(8.7) are derived as before. Then, using these equations, the values of the dependentvariables are calculated for specific values of the independent variables.
Thus, for example, taking the (+1, +1) point of the design, where the compressionpressure (X1) = +1 e.u. (300 MPa) and the disintegrant concentration (X2) = +1 e.u.(7.5%), substitution into (8.4) gives a value of crushing strength of 8.22 kg. Similarly,substitution into (8.7) gives a disintegration time of 380 sec. In this way, a pair of
TABLE 8.4 Combined Desirability Function of Tablet Crushing Strength and Disintegration Time Data
X1 (e.u.)
−1.25 −1.00 −0.75 −0.50 −0.25 0 +0.25 +0.50 +0.75 +1.00 +1.25
−1.25 0 0.098 0.162 0.071 0 0 0 0 0 0 0 −1.00 0 0.148 0.323 0.404 0.390 0.158 0 0 0 0 0 −0.75 0 0 0.356 0.504 0.571 0.544 0.343 0 0 0 0 −0.50 0 0 0.322 0.536 0.656 0.698 0.640 0.366 0 0 0 −0.25 0 0 0.203 0.498 0.674 0.778 0.785 0.657 0.279 0 0
X2 (e.u) 0 0 0 0 0.415 0.615 0.765 0.865 0.829 0.597 0 0 +0.25 0 0 0 0.312 0.551 0.714 0.846 0.912 0.770 0.456 0 +0.50 0 0 0 0.150 0.478 0.660 0.801 0.921 0.887 0.651 0 +0.75 0 0 0 0 0.392 0.600 0.752 0.879 0.959 0.774 0.428 +1.00 0 0 0 0 0.281 0.534 0.701 0.835 0.951 0.855 0.587 +1.25 0 0 0 0 0.061 0.488 0.645 0.789 0.910 0.907 0.671
TF1589_C008.fm Page 168 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

Model-Dependent Optimization 169
results for crushing strength and disintegration time is obtained. This is repeated forother values of compression pressure and disintegrant concentration. In this example,it would be convenient to use intervals of 0.25 e.u. (25 MPa) for compressionpressure and 0.25 e.u. (about 0.6%) for disintegrant concentration, which would give101 pairs of results in the area bounded by the original circular design space. Oneof each pair of results is then plotted against the other, as shown in Figure 8.7.
Consider any point P on Figure 8.7. The graph can be divided through P intofour quadrants, designated I to IV. The objectives of this experiment were to maketablets which have as short a disintegration time as possible and as high a crushingstrength as possible. Consider now what these four quadrants signify in relation toP and the experimental objectives.
1. Quadrant I: In relation to P, any points lying in this area have a shorterdisintegration time but a lower crushing strength. They would thereforebe inferior to P.
2. Quadrant II: In relation to P, any points lying in this area have a longerdisintegration time and a lower crushing strength. They would thereforebe inferior to P.
II
1400
1200
1000
800
Dis
inte
grat
ion
time
(sec
) (Y
2)
Crushing strength (kg) (Y1)
600
400
200
04 5 6 7 8 9 10
III
I
P
IV
FIGURE 8.7 Pareto-optimal plot of the relationship between tablet disintegration time andcrushing strength using data from Table 8.1 and results derived from (8.4) and (8.7). Pareto-optimal points are shown with a larger symbol.
TF1589_C008.fm Page 169 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

170 Pharmaceutical Experimental Design and Interpretation
3. Quadrant III: In relation to P, any points lying in this area have a longerdisintegration time and a higher crushing strength. They would thereforebe inferior to P.
4. Quadrant IV: In relation to P, any points lying in this area have a shorterdisintegration time and a higher crushing strength. Therefore, for the purposesof this experiment, points lying in Quadrant IV would be superior to P.
The process can now be repeated, using every other point as a substitute for P until allinferior points have been eliminated. Only the superior or Pareto-optimal points remain.A point is Pareto-optimal if there exists no other point in that space which yields animprovement in one criterion or response without causing a deterioration in another. Ifa superior point is designated as point P, there are then no points in Quadrant IV.
The Pareto-optimal points are shown with a different symbol in Figure 8.7. Theirvalues and those of the independent variables that give them are shown in Table 8.5.
An advantage of the Pareto-optimal method is that all values of responses withinthe space covered by the experiment are used. It is not necessary to select predeter-mined values of the responses, for example, a tablet crushing strength greater than6 kg. This technique gives more than one “optimum,” and the experimenter mustthen choose which of these is the most acceptable. For example, some points maygive tablets with an unacceptably low crushing strength, or where disintegrationtimes exceed compendial standards. These will therefore be rejected.
The Pareto-optimal method can be applied to regression equations derived fromthe responses of any experimental design. Pareto-optimality has been comprehensivelyreviewed by Cohon3 and has been used in a study of tablet formulation by de Boer et al.4
FURTHER READING
Response surface methodology and model-dependent optimization have beenapplied to a wide range of pharmaceutical situations. Reference is made to manyreview articles, followed by a selected bibliography. Much of the bibliography ofChapter 7 also deals with model-dependent optimization.
TABLE 8.5 Pareto-Optimal Points Obtained from Figure 8.7
Crushing Strength (kg) (Y1)
Disintegration Time (sec) (Y2)
Compression Pressure
(MPa) (X1)
Disintegrant Concentration
(%) (X2)
6.5 151 175 6.3 7.2 197 250 8.1 8.4 420 275 5.6 9.1 676 325 5.6 9.5 965 325 3.7
10.0 1368 325 1.9
TF1589_C008.fm Page 170 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

Model-Dependent Optimization 171
REVIEWS
Lewis, G. A., Optimisation methods, in Encyclopaedia of Pharmaceutical Technology, Swar-brick, J. and Boylan, J. C., Eds., Dekker, New York, vol. 2, 2002, pp. 1922–1937.
Gonzalez, A. G., Optimization of pharmaceutical formulations based on response-surfaceexperimental designs, Int. J. Pharm., 97, 149, 1993.
Schwartz, J. B., Optimization techniques in product formulation, J. Soc. Cosmet. Chem., 32,287, 1981.
Sucker, H., Use of optimization techniques in pharmaceutical development, Drug Dev. Ind.Pharm., 15, 1021, 1989.
Appel, L. E., Clair, J. H., and Zentner, G. M., Formulation and optimization of a modifiedmicroporous cellulose acetate latex coating for osmotic pumps, Pharm. Res., 9, 1664,1992.
Bodea, A. and Leucuta, S. E., Optimisation of propranolol hydrochloride sustained releasepellets using a factorial design, Int. J. Pharm., 154, 49, 1997.
Bonelli, D. et al., Chemometric modelling of dissolution rates of griseofulvin from soliddispersions with polymers, Drug Dev. Ind. Pharm., 15, 1375, 1989.
Carlotti, M. E. et al., Optimization of emulsions, Int. J. Cosmet. Sci., 13, 209, 1991. Ceschel, G. C., Maffei, P., and Badiello, R., Optimisation of a tablet containing chlorthalidone,
Drug Dev. Ind. Pharm., 25, 1167, 1999. Costa, F. O. et al., Comparison of dissolution profiles of ibuprofen tablets, J. Control. Rel.,
89, 199, 2003. Dawoodbhai, S., Suryanarayan, E. R., and Woodruff, C. W., Optimization of tablet formu-
lations containing talc, Drug Dev. Ind. Pharm., 17, 1343, 1991. Diemunsch, A. M. et al., Tablet formulation: Genichi Taguchi’s approach, Drug Dev. Ind.
Pharm., 19, 1461, 1993. Hauer, B., Remmele, T., and Sucker, H., Rational development and optimization of capsule
formulations with an instrumented dosator capsule filling machine. Part 2: Funda-mentals of the optimization strategy, Pharm. Ind., 55, 780, 1993.
Johnson, A. D., Anderson, V. L., and Peck, G. E., Statistical approach for the developmentof an oral controlled-release tablet, Pharm. Res., 7, 1092, 1990.
Lemaitre-Aghazarian, V. et al., Texture optimization of water in oil emulsions, Pharm. Dev.Technol., 9, 125, 2004.
Marengo, E. et al., Scale-up and optimization of an evaporative drying process applied toaqueous dispersions of solid lipid nanoparticles, Pharm. Dev. Technol., 8, 299,2003.
Martinez, S. C. et al., Aciclovir poly(D, L-lactide–co-glyceride) microspheres for intravitrealadministration using a factorial design study, Int. J. Pharm., 273, 45, 2003.
McGurk, J. G., Lendrem, D. W., and Potter, C. J., Use of statistical experimental design inlaboratory scale formulation, optimization and progression to plant scale, Drug Dev.Ind. Pharm., 17, 2341, 1991.
Pena-Romero, A. et al., Statistical optimization of a sustained release form of sodiumdiclofenac on inert matrices. Part 2. Statistical optimization, Pharmaceutica ActaHelvetiae, 63, 333, 1988.
Senderak, E., Bonsignore, H., and Mungan, D., Response surface methodology as an approachto optimization of an oral solution, Drug Dev. Ind. Pharm., 19, 405, 1993.
Shirakura, O. et al., Particle size design using computer optimization techniques, Drug Dev.Ind. Pharm., 17, 471, 1991.
Takayama, K. et al., Formulation design of indomethacin gel ointment containing D-limoneneusing computer optimization methodology, Int. J. Pharm., 61, 225, 1990.
TF1589_C008.fm Page 171 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

172 Pharmaceutical Experimental Design and Interpretation
Vojnovic, D. et al., Simultaneous optimization of several response variables in a granulationprocess, Drug Dev. Ind. Pharm., 19, 1479, 1993.
Wehrle, P. et al., Response surface methodology: interesting statistical tool for process opti-mization and validation: example of wet granulation in a high-shear mixer, DrugDev. Ind. Pharm., 19, 1637, 1993.
REFERENCES
1. Myers, R. H. and Montgomery, D. C., Response Surface Methodology: Process andProduct Optimisation using Designed Experiments, 2nd ed., Wiley, New York, 2002.
2. Derringer, G. and Suich, R., Simultaneous optimisation of several response variables,J. Qual. Tech., 12, 214, 1980.
3. Cohon, J. L., Multiobjective Programming and Planning, Academic Press, New York,1978.
4. De Boer, J. H., Smilde, A. K., and Doornbos, D. A., Introduction of multi-criteriadecision making in optimization procedures for pharmaceutical formulations, ActaPharm. Technol., 34, 140, 1988.
TF1589_C008.fm Page 172 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

173
9 Sequential Methods and Model-Independent Optimization
9.1 INTRODUCTION
In most experiments, the experiment is designed, then carried out, and only aftercompletion are the accumulated data evaluated. It is thus possible to predict theamount of data that will be amassed even before experimentation has been started.Such experiments are therefore called fixed sample tests. A disadvantage of sucha design is that a significant result could remain unnoticed until data collection iscomplete.
In sequential methods, results are continually examined as they become available.Most applications of sequential analysis have been in the medical field, when it isimportant to know as soon as possible whether a significant result has been obtained.The trial can then be stopped and all patients given the successful treatment. Indeed,it would be unethical to do otherwise. However, there is no reason to limit sequentialmethods to medical trials, and they form a useful method of goal seeking andoptimization.
9.2 SEQUENTIAL ANALYSIS
The requisites for sequential analysis are two treatments, termed A and B, and criteriafor success or failure.
9.2.1 WALD DIAGRAMS
This is the most straightforward technique in sequential analysis. It is describedbriefly here, but for full mathematical details, together with other sequential analyticaltechniques, the reader is referred to Whitehead.1 The experiments are carried out inpairs, one of each pair receiving treatment A and the other treatment B. There isthus a series of individual small trials, each involving a paired comparison.
For a given pair of experiments, there are four possible outcomes:
1. Both treatments are successful 2. Both treatments fail 3. Treatment A succeeds and treatment B fails 4. Treatment B succeeds and treatment A fails.
TF1589_C009.fm Page 173 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

174 Pharmaceutical Experimental Design and Interpretation
1 and 2 are called tied pairs, and though they may provide valuable information,they are not used in sequential analysis.
The technique is illustrated using data shown in Table 9.1. These data were originally obtained by Brown et al.,2 who investigated the effects
of two doses of antitoxin in clinical tetanus. A high dose is designated treatment Aand a low dose treatment B. The criteria for success or failure were the survival orthe death of the patient. The necessity of obtaining a conclusive result as soon aspossible is apparent!
Although Table 9.1 shows 25 pairs of results, each pair is examined as it becomesavailable. The results are plotted on a Wald diagram3 (Figure 9.1). The horizontalaxis represents the number of untied pairs (nA+ nB) and the vertical axis the resultsof paired comparisons. Zero is halfway up the vertical axis. A positive scale repre-sents pairs in which treatment A succeeds, and a corresponding negative scalerepresents failure for treatment A, that is, success for treatment B.
The plot starts at the origin. Success for treatment A is represented by a linewith a positive slope (/), drawn across the first square. Success for treatment B isrepresented by a line drawn in the opposite direction (\). The procedure is carriedout for each successive pair, the new line starting where the previous one ended.With the data given in Table 9.1, the results give a zigzag line with an overallpositive slope, indicating that treatment A is superior to treatment B. Had the linegone in the other direction, the superiority of treatment B would be indicated. If an
TABLE 9.1 Paired Results for Treatments A and B
Treatment
Pair A B
1 Success Failure 2 Success Failure 3 Failure Success 4 Success Failure 5 Success Failure 6 Success Failure 7 Success Failure 8 Failure Success 9 Success Failure
10 Success Failure 11 Failure Failure 12 Success Failure 13 Success Failure 14 Success Failure 15 Success Success 16 Failure Failure 17 Success Failure 18 Failure Success 19 Success Failure 20 Success Failure 21 Success Failure 22 Failure Failure 23 Failure Success24 Success Failure 25 Failure Success
TF1589_C009.fm Page 174 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

Sequential Methods and Model-Independent Optimization 175
approximately horizontal line had been followed, the inference would be that neithertreatment was superior.
The solid lines above and below the plot and on the right constitute barriersor boundaries. If the plot of the original results crosses the upper boundary, thisindicates that treatment A is significantly better, and if the plot crosses the lowerboundary, then treatment B is significantly better. If the end or truncation barrier iscrossed, then the experiment is inconclusive.
The positions of the barriers are thus crucial. The upper and lower barriers areconstructed using the principles of the paired sign test described in Chapter 3. If thereis no significant difference between items of paired data, then the difference betweenthe two items in a pair is as likely to be positive as it is to be negative. Thus, the verticalscale of a Wald diagram represents the number of untied pairs favoring treatment A(nA) minus the number of untied pairs favoring treatment B (nB), that is, nA−nB.
Figure 9.2 represents the upper part of Figure 9.1 in more detail. The numbers given in Table 9.2 are derived from the paired sign test discussed
in Chapter 3. The “excess positives” are the number of positive untied pairs to givesignificance at P = 0.05. Thus, for a sample size (nA+ nB) of 6, all results would haveto be positive, whereas for a sample size of 12, the number of excess positives forsignificance would be 8.
The upper boundary of Figure 9.2 is obtained by plotting nA+ nB from Table 9.2as the abscissa against the corresponding value of nA− nB. Because of their shape,these barriers are often called ‘Christmas tree’ boundaries. It is common practice to
0
5
10
–5
–10
n A –
nB
5 10 nA + nB 45
Truncationbarrier
Upper barrier
Lower barrier
FIGURE 9.1 Wald diagram of the data presented in Table 9.1.
TF1589_C009.fm Page 175 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

176 Pharmaceutical Experimental Design and Interpretation
plot the best straight line through these points and use the regression line as theboundary. Linear regression analysis of excess positives (nA− nB) against the totalnumber of untied pairs (nA+ nB) gives (9.1)
(nA− nB) = 0.279(nA+ nB) + 5.11 (9.1)
The coefficient of determination (r2) of this line is 0.807.
5
10
5 10 1500
n A –
nB
nA + nB
Experimental resultsRegression line‘Christmas tree’ barrier
X
X
X
X
X
X
X
X
X
X
X
X
FIGURE 9.2 Derivation of the barriers of a Wald diagram, using data presented in Table 9.1.
TABLE 9.2 Excess Positives for Sequential Analysis (P=0.05)
Sample Size (nA+ nB)
Number of Positives (nA)
Number of Negatives (nB)
Excess Positives(nA− nB)
6 6 0 67 7 0 78 8 0 89 8 1 7
10 9 1 811 10 1 912 10 2 813 11 2 914 12 2 1015 12 3 916 13 3 1017 13 4 918 14 4 1019 15 4 1120 15 5 10
Note: nA represents the number of untied pairs favoring A and nB thenumber favoring B.
TF1589_C009.fm Page 176 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

Sequential Methods and Model-Independent Optimization 177
The barrier line for the lower half of Figure 9.1 is derived in the same way, butwith a negative slope and intercept, as shown in (9.2)
(nA− nB) = −0.279(nA+ nB) − 5.11 (9.2)
Thus, when the line formed by plotting the untied pairs of results crosses either theupper or lower boundary lines, a significant result is obtained at P = 0.05. If thislevel of significance is satisfactory, the trial can then be terminated.
The possibility that neither the top nor the bottom boundary is crossed must now beconsidered. This may happen for two reasons. Either there is no difference between thetreatments, in which case neither boundary will ever be crossed. Or there is a difference, butit is small, and therefore significance will only be established after many experiments. Forthis reason, the boundary on the right side of the Wald diagram is constructed by a processcalled truncation. The first stage of this process is to calculate the “longest path” from (9.3)
longest path = k(number of paired experiments) (9.3)
This total includes all tied as well as untied pairs. In turn, k is given by (9.4)
(9.4)
where pB= the proportion of successes expected from treatment B pA= the proportion of successes of treatment A, which would be considered a
worthwhile improvement over treatment B.
A judgment is taken before the experiment is started over what an acceptableresponse would be. For example, if treatment B would be expected to succeed on 40%of occasions, pB=0.4. If a success rate of at least 80% for treatment would make treatmentA worthwhile, then pA=0.8. Substitution into (9.4) gives a value of k of 1.785. Then,substitution into (9.3) gives a longest path of 45. A vertical barrier is then drawn onFigure 9.1 at this value and the experiment stopped if the upper and lower boundariesare not reached by this point. Other truncation techniques are described by Whitehead.1
All truncation methods are arbitrary and are therefore not totally satisfactory. Indeed,it can be argued that truncation is not necessary at all. If the number of pairs (25 in thiscase) is exhausted without crossing an upper or lower barrier, then the trial becomes a fixedsample test, and decisions can be made on the basis of traditional significance test methods.
9.3 MODEL-INDEPENDENT OPTIMIZATION
9.3.1 OPTIMIZATION BY SIMPLEX SEARCH
In the model-dependent methods described in Chapter 8, a series of experiments isdesigned, the experiments carried out, and only when all experiments have beencompleted is a model devised. On the other hand, the simplex search method,developed by Spendley et al.,4 is an optimization procedure that adopts a moreempirical sequential approach. The results of previous experiments are used in a
TF1589_C009.fm Page 177 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

178 Pharmaceutical Experimental Design and Interpretation
mathematically rigorous manner to define the experimental conditions of subsequentexperiments in an attempt to find the optimal response. The optimum is approachedby moving away from the undesirable values of the response.
The name simplex derives from the shape of the geometric figure that movesacross the response surface. It is defined by the number of vertices equal to one morethan the number of variables in the space. Thus, a simplex of two variables is a triangle.
The basis of the method is most readily grasped in the case where there are twoindependent variables: X1 and X2. The simplex is constructed by selecting threecombinations of these two variables. These combinations are designated A, B, and C.The three experiments represented in Figure 9.3 are carried out, and the response ismeasured in each case. These responses are designated RA, RB, and RC, respectively.
It must be decided at the outset whether the desired goal is a maximum (e.g., tabletcrushing strength which should be as high as possible) or a minimum (such as tabletdisintegration time which should be as short as possible). In the next few paragraphsand in Table 9.3, the terms “better” or “worse” are used rather than “greater” or “less.”“Better” implies progress toward the goal, be that a maximum or a minimum.
Let us assume that the response at A is worse than those at B and C. The valuesof the independent variables for the next experiment (D) are therefore chosen bymoving away from point A. This is achieved by reflecting the triangle ABC aboutthe BC axis. Hence, AP = DP. The experiment at point D is performed and theresponse RD compared with the responses at points A, B, and C (Figure 9.4).
Fact
or X
2
Factor X1
A
B
C
FIGURE 9.3 The first stage in optimization by simplex search.
TABLE 9.3 Procedure to Determine the Course of Action in a Simplex Search after Responses are Obtained at Points A, B, C, and D
Relative Value of Response Course of Action
RD better than RA, RB, and RC Expand further along line APD to point E (Figure 9.5a) RD better than RA and RB, but worse than RC Reflect triangle BCD about CD axis to point F (Figure 9.5b)RD better than RA, but worse than RB and RC Contract along line PD to point G (Figure 9.5c) RD worse than RA, RB, and RC Contract along line AP to point H (Figure 9.5d)
TF1589_C009.fm Page 178 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

Sequential Methods and Model-Independent Optimization 179
The next move depends on the relative values of the four responses:
1. If RD is better than RA, RB, or RC, then it is worthwhile proceedingfurther in the AD direction. The next point E is located along thisline such that PD = DE (Figure 9.5a). This procedure is termedexpansion.
2. If RD is better than RA and RB but worse than RC, then vertex D is retained,and the next point F is located by moving away from B, reflecting triangleBCD about axis CD (Figure 9.5b).
3. If RD is worse than RB and RC, but better than RA, the next experiment(G) is located along the AD axis at (P + 0.5AP) (Figure 9.5c).
4. Lastly, if RD is worse than RA, RB, or RC, then point H is located alongthe same axis at (P − 0.5AP) (Figure 9.5d).
Fact
or X
2
Factor X1
A
B
C
D
P
FIGURE 9.4 The second stage in optimization by simplex search.
Fact
or X
2
Factor X1
A
B
C
D
P
E
(a)
FIGURE 9.5 [(a)–(d)] Alternative courses of action in subsequent stages in optimizationby simplex search.
TF1589_C009.fm Page 179 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

180 Pharmaceutical Experimental Design and Interpretation
Fact
or X
2
Factor X1
A
B
C
D
P
F
(b)
A
B
C
D
P
G
(c)
Fact
or X
2
Factor X1
A
B
C
D
P
H
Fact
or X
2
Factor X1
(d)
FIGURE 9.5 [(a)–(d)] continued
TF1589_C009.fm Page 180 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

Sequential Methods and Model-Independent Optimization 181
The last two procedures are known as contractions. The overall position is summarized in Table 9.3. The procedure is then repeated, comparing the result of the latest experiment
(i.e., E, F, G, or H) with those that have gone before and positioning furtherexperiments according to the strategies laid down in Table 9.3. It is likely that theposition of some experiments will violate the boundaries or constraints of the designspace and hence cannot be used.
An example of how the simplex approach can be applied is provided by thework of Gould and Goodman.5 They used the technique to determine the blend ofethanol, propylene glycol, and water in which caffeine showed the greatest solubility.The objective of this series of experiments is thus to maximize solubility.
The three initial combinations of ethanol and propylene glycol are designatedVertices 1, 2, and 3, respectively, in Table 9.4. Of these, Vertex 3 gives thelowest solubility, and hence Vertex 4 is located by reflection along the 1–2 axis.Solubility at Vertex 4 is higher than that at Vertices 2 and 3, and hence furtherexpansion along the 1–4 axis to Vertex 5 is probably worthwhile. However, thiscombination gives the lowest solubility of all, and hence further progressionalong this line is pointless. Consideration, thus, returns to Vertices 1, 2, and 4.Of these, Vertex 1 is the lowest, and hence reflection from that point about the2–4 axis gives Vertex 6.
The triangle formed by Vertices 2, 4, and 6 is now considered. Vertex 2 is thelowest of these three points, so reflection now occurs about the 4–6 axis to giveVertex 7. Solubility at Vertex 7 is lower than that at both Vertices 4 and 6 but higherthan at Vertex 2, so contraction now occurs to give Vertex 8, and then the experimentat Vertex 9 is carried out. The last two points give virtually the same result, indicatingthat a maximum is nearby. The precise point of the maximum could be found byfurther experiments if this is considered worthwhile. The sequence of experimentsis shown in Figure 9.6.
TABLE 9.4 Vertices, Solvent Blends, and the Solubility of Caffeine in Those Solvent Blends
Vertex Ethanol (%v/v)
Propylene Glycol (%v/v)
Solubility (mg · ml−1)
Vertices Retained
Vertex Rejected Process
1 0 40 24.0 – – – 2 20 0 26.2 – – – 3 0 0 17.2 – – – 4 20 40 44.9 1, 2 3 Reflection 5 30 60 17.5 1, 2 3 Expansion 6 40 0 52.4 2, 4 1 Reflection 7 40 40 36.7 4, 6 2 Reflection 8 35 30 52.9 4, 6 7 Contraction 9 29 28 53.0 4, 6 8 Contraction
From Gould, P. L. and Goodman, M., J. Pharm. Pharmacol., 35, 3P, 1983. With permission.
TF1589_C009.fm Page 181 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

182 Pharmaceutical Experimental Design and Interpretation
As only one response, solubility, is considered in this series of experiments,the outcome is the maximum solubility, not an optimum value. At least tworesponses are required for optimization. Also, it must be noted that though theauthors consider changes in the concentration of only two of the liquids, a third(water) is present, the concentration of which is unavoidably altered if the sumof the other two ingredients is changed. Optimization of mixtures, in which thesum of the proportions of all the ingredients totals unity, is dealt with in moredetail in Chapter 10.
A true example of optimization by the simplex approach is given by the workof Shek et al.,6 who investigated factors involved in capsule formulation. Fourindependent variables were chosen, namely, the concentrations of drug, disintegrant,and lubricant, and the total capsule weight. As there are four independent variables,the simplex for this design is a pentagon. Shek et al. decided that there were threeresponses of interest, namely, rate of packing down or consolidation of the powder(R1), percentage of drug dissolved at 30 min (R2), and percentage of drug dissolvedat 8 min (R3). The first of these was determined using a mechanical tapping device,and the units are the number of taps required to achieve the final volume of thepowder. Because rapid consolidation of the powder was considered to be desirable,the number of taps should be as low as possible. Dissolution rate should be as rapidas possible, and thus the maximum percentage dissolved in a specific time isrequired. Thus, an optimum solution is sought.
Prop
ylen
e gl
ycol
(%
v/v
)
Ethanol (% v/v)0 20 40 60
20
40
60
0
1
23
4
5
6
7
89
VertexSolubility(mg ⋅ ml–1)
1 24.02 26.23 17.24 44.95 17.56 52.47 36.78 52.99 53.0
FIGURE 9.6 Optimization by simplex search. The numbers on the graph refer to thevertices shown in Table 9.4. (From Gould, P. L. and Goodman, M., J. Pharm. Pharmacol.,35, 3P, 1983. With permission.)
TF1589_C009.fm Page 182 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

Sequential Methods and Model-Independent Optimization 183
The units in which both independent and dependent variables are expressed mustbe considered. In this example, three of the four independent variables have unitsof percentage concentration, but the regions of interest that they cover are verydifferent. For example, Shek et al. used disintegrant concentrations between 0% and50%, whereas the lubricant concentration ranged between 0% and 2.2%. The fourthindependent variable has a completely different unit, namely, weight, and covers arange of several hundred milligrams. All four variables must therefore be put on thesame unitary basis. This is achieved by a process of “normalization.” The processis as follows: upper and lower limits of each independent variable are selected.These are designated H and L and are the extreme values of a particular variable,which are likely to be of interest. Their selection is based on experience or on limitsimposed by the variables themselves. For example, Shek et al. selected limits ofcapsule weight to be 100 mg and 400 mg, and these values presumably were derivedfrom the sizes of available capsule shells or filling equipment. This is the equivalentof setting constraints in a model-dependent optimization procedure.
Values of the independent variables are then normalized by (9.5), where N isthe normalized value and X is the uncorrected value of that variable
(9.5)
Thus, a capsule weight of 200 mg, when normalized, would become
Normalization of the independent variables is not necessary, if all are expressed inthe same units and cover the same range. For example, in Gould and Goodman’swork discussed earlier, all had units of %v/v and covered the range 0–100%.
As described so far, the simplex search method can be used to independentlymaximize or minimize each of the three dependent variables or responses. However,to determine the optimum response, two further procedures are needed. The first isto normalize the responses. If the desired response is tending toward as high a valueas possible, as with R2 and R3 in this case, then (9.5) is used. Where the desiredresponse tends toward as low a value as possible, as with R1, then (9.6) is used
(9.6)
This ensures that all normalized values are positive. The second procedure is to give each individual response a weighting factor
that reflects the relative importance of that response to the overall success of theexperiment. Shek et al. decided that the three responses should have the relativeimportance of 0.5, 0.4, and 0.1, respectively. This means that the rate of packingdown was considered to be the most important, followed by the percentage of drugdissolved in 30 min. The percentage of drug dissolved in 8 min was viewed as the
TF1589_C009.fm Page 183 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

184 Pharmaceutical Experimental Design and Interpretation
least important response. Because rapid packing down is considered desirable, thenumber of taps should be as low as possible. The other two responses are maxima.
Thus, if Rt is the total response, then (9.7) applies
Rt = −0.5R1+ 0.4R2+ 0.1R3 (9.7)
Each of the responses is measured and normalized and the total response calculatedaccording to (9.7).
In general terms, if at any given combination of independent variables theresponses are R1, R2, R3, . . . , Rn, and the weighting factors a1, a2, a3, . . . , an
respectively, then the total response, Rt, is given by (9.8)
Rt = a1R1 + a2R2+ a3R3 + . . . + anRn (9.8)
where a1+ a2+ a3+ . . . + an= 1.
If all n responses are judged to be of equal importance, then the weightingfactor is 1/n. These weighting factors should be selected before experimentationstarts.
The calculated value of Rt has the units of percent, and the precise optimumcombination of responses will therefore have a value of 100%. It is unlikely thatthis would ever be achieved. Among other considerations, it implies that all theH and L values in the normalization process have been selected with total accuracy.Hence, experimentation can be reduced by specifying a lower but acceptably highvalue for Rt.
9.4 COMPARISON OF MODEL-INDEPENDENT AND MODEL-DEPENDENT METHODS
The simplex approach can be regarded as a step-by-step process of achieving theoptimum. It must be conceded that many steps may be needed before that optimumis reached. For example, Gould and Goodman carried out 9 experiments and Sheket al. 45 before a satisfactory optimum was achieved. However, a willingness tosettle for less than the precise optimum greatly reduces the number of experiments.Thus, if Gould and Goodman, rather than searching for the maximum solubility,had looked for a solvent mixture in which caffeine was soluble in excess of50 mg·ml−1, then this would have been discovered in six experiments. Though thenumbers of experiments used by Shek et al. may seem high, a full three-levelfactorial design, using four factors, would necessitate 81 experiments. However,use of some form of fractional design would reduce this number (see Chapter 6).A further point in favor of a sequential approach is that if all experiments arecarried out simultaneously, it may be that the experimental design has been devisedwith inappropriate values for the independent variables. As an example, considerthe tablet formulation exercise described in Chapter 8. If the highest compression
TF1589_C009.fm Page 184 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

Sequential Methods and Model-Independent Optimization 185
pressure yielded tablets whose crushing strength exceeded the range of themeasuring apparatus, then the design would have to be repeated using lowercompression pressures. Even then, derivation of the model might show that theoptimum lay outside the chosen ranges of values for the independent variables.This would necessitate extrapolation or repeating the design over other ranges.
However, if one is willing to accept a response that is less than optimal, thenit must also be accepted that there may well be many combinations of experimentalconditions that will give this. Thus, for example, Gould and Goodman founda solvent blend in which the solubility of caffeine exceeded 50 mg·ml−1 in theirsixth experiment. However, this may not be the “best” blend of ethanol, propyleneglycol, and water that gives this solubility. An obvious further consideration iscost. If the three components of the mixture differ in cost, as seems likely in thiscase, then it is sensible to select the cheapest combination that gives the requiredeffect. It may therefore be useful to combine the model-independent simplexapproach with a model-dependent technique. Using data derived in the simplexsearch, regression analysis is carried out, followed by mapping of the responsesurface. This combined approach was used by Shek et al., and the reader is referredto their article for further details.
However, the model-independent method has disadvantages. Though fewerexperiments may be needed to reach an optimal solution, this number is not knownat the outset, and hence difficulties in planning the work may arise.
Of more importance is that the simplex search leads to one optimal solution (orone maximum or minimum, depending on the experiment). Nothing is known aboutother areas of the response surface, and there may be better solutions to the problemin areas that have not been explored. To persist with the analogy of climbing amountain, reaching a summit does not guarantee that the highest peak in the wholemountain range has been achieved. Neither is anything known about the stability orrobustness of the solution. The peak may be a plateau, so that slight deviation fromthe optimal conditions will have little effect on the response. On the other hand,with a sharp peak, a slight variation will lead to a major change in response. Ifcontour plots are derived as part of a model-dependent design, then the nature ofthe peak is apparent.
Another potential weakness of the model-independent method is the need tonormalize the values of the independent variables and responses and the consequentselection of upper and lower limits. These are bound to be based, in part at least,on informed guesswork.
The use of weighting factors to achieve an optimal solution can also causeproblems, because the choice of inappropriate factors can alter the conclusions drawnfrom the experiment. This can be appreciated from the following example. Thesolubility data are those presented in Table 9.4, but the aim is now to produce a solutionthat is optimal with regard to both solubility and cost. For the purposes of thisexample, the price of one liter of ethanol is assumed to be £10.00, that of propyleneglycol £5.00, and that of water £0.50.
Consider the first three experiments in Table 9.4. There is no need to normalizethe independent variables as they all have the same units, but the responses mustbe normalized. The aim is thus to maximize solubility and minimize cost. In
TF1589_C009.fm Page 185 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

186 Pharmaceutical Experimental Design and Interpretation
calculating the total response, solubility (R1) is normalized according to (9.5) andcost (R2) is normalized according to (9.6).
The chosen range of solubilities is 0 to 60 mg·ml−1, and the cost range is £0.50to £10.00 per liter, that is, pure water to pure ethanol. The actual and normalizedcost and solubility data is given in Table 9.5.
The total response can be calculated according to (9.9).
Rt = a1R1+ a2R2 (9.9)
It is instructive to consider three pairs of weighting factors. With the first pair, bothresponses are considered to be of equal importance. Therefore, a1= a2= 0.5. In theother two pairs, one response is considered to be four times more important thanthe other. Thus, a1 = 0.8, a2= 0.2 and a1= 0.2, a2 = 0.8. The total responses calculatedfrom these three pairs are shown in Table 9.6.
When both responses have equal weighting, or when cost is deemed to be fourtimes as important as solubility, Vertex 2 gives the lowest total response, and hencethe position of the next experiment is located by moving away from Vertex 2. Fullreflection is not possible because the boundaries of the design would be violated,and hence the next experiment is located at Vertex 4A (Figure 9.7). The composition
TABLE 9.5 Solvent Blends and Normalized Solubility and Cost Responses, Adapted from Table 9.4
Solubility Cost
Vertex Ethanol (%v/v)
Propylene Glycol (%v/v)
Water (v/v)
Actual (mg·ml−1)
Normalized (%)
Actual (£·liter−1)
Normalized (%)
1 0 40 60 24.0 40.0 2.30 81.1 2 20 0 80 26.2 43.7 2.40 74.7 3 0 0 100 17.2 28.7 0.50 94.7
TABLE 9.6 Calculation of the Total Response to the Experiments Shown in Table 9.5
Total Response
a1= 0.5 a1= 0.8 a1= 0.2 Experiment a2= 0.5 a2= 0.2 a2= 0.8
1 60.6 48.2 72.9 2 59.2 49.9 68.5 3 61.7 41.9 81.5 Lowest vertex 2 3 2 Position of next experiment 4A 4B 4A
TF1589_C009.fm Page 186 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

Sequential Methods and Model-Independent Optimization 187
of the solvent blend at this point is 20% propylene glycol and 80% water. On theother hand, if the solubility response is considered to be four times as important asthe cost, then Vertex 3 gives the lowest response and hence the next experiment issituated at Vertex 4B, the composition of which is 20% ethanol, 40% propyleneglycol, and 40% water. This, in turn, will affect the positioning of all subsequentexperiments.
FURTHER READING
The following articles describe the use of model-independent optimization in the design andevaluation of experiments. Reference to two review articles is given, followed by a selectedbibliography. De Boer, J. H., Smilde, A. G., and Doornbos, D. A., Introduction of multi-criteria
decision-making in optimization procedures for pharmaceutical formulations,Acta Pharm. Technol., 34, 140, 1988.
Schwartz, J. B., Optimization techniques in product formulation, J. Soc. Cosmet. Chem., 32, 287, 1981. Armitage, P., Sequential Medical Trials, 2nd ed., Blackwell, Oxford, 1975. Bross, I., Sequential medical plans, Biometrics, 8, 188, 1952. Dols, T. J. and Armbrecht, B. H., Simplex optimization as a step in method development,
J. Assoc. Off. Anal. Chem., 59, 1204, 1976. Gould, P. L., Optimisation methods for the development of dosage forms, Int. J. Pharm.
Technol. Prod. Manuf., 5, 19, 1984. Hamed, E. and Sakr, A., Application of multiple response optimisation techniques to extended
release formulations, J. Control. Rel., 73, 329, 2001.
Prop
ylen
e gl
ycol
(%
v/v
)
Ethanol (% v/v)
0 20 40 60
20
40
60
0
1
23
4B
4A
FIGURE 9.7 The effect of choice of weighting factors on the positioning of experiments ina simplex search, using data shown in Table 9.6.
TF1589_C009.fm Page 187 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

188 Pharmaceutical Experimental Design and Interpretation
Lewis, A. E., Biostatistics, Reinhold, New York, 1966. Masilungan, F. C., Carabba, C. D., and Bohidar, N. R., Application of simplex and statistical
analysis for correction of pitting in aqueous film coated tablets, Drug Dev. Ind.Pharm., 17, 609, 1991.
Masilungan, F. C. and Kraus, K. F., Determination of precompression and compressionforce levels to minimize tablet friability using simplex, Drug Dev. Ind. Pharm.,15, 1771, 1989.
Thoennes, C. J. and McCurdy, V. E., Evaluation of a rapidly disintegrating moisture resistantlacquer film coating, Drug Dev. Ind. Pharm., 15, 165, 1989.
Wehrle, P., Nobilis, P., and Stamm, A., Study of the lubrication of a soluble tablet. Part 1.Treatment of sodium benzoate for the improvement of its lubricant properties, STPPHARMA Science, 4, 202, 1988.
REFERENCES
1. Whitehead, J., The Design and Analysis of Sequential Clinical Trials, 2nd ed., EllisHorwood, Chichester, 1997.
2. Brown, A. et al., Value of a large dose of antitoxin in clinical tetanus, Lancet, 2, 227,1960.
3. Wald, A., Sequential Analysis, Wiley, New York, 1948. 4. Spendley, W., Hext, G. R., and Himsworth, F. R., Sequential application of simplex
designs in optimisation and evolutionary operations, Technometrics, 4, 441, 1962. 5. Gould, P. L. and Goodman, M., Simplex search in the optimisation of the solubility
of caffeine in parenteral cosolvent systems, J. Pharm. Pharmacol., 35, 3P, 1983. 6. Shek, E., Ghani, M., and Jones, R. E., Simplex search in optimization of capsule
formulation, J. Pharm. Sci., 69, 1135, 1980.
TF1589_C009.fm Page 188 Monday, December 5, 2005 8:51 PM
© 2006 by Taylor & Francis Group, LLC

189
10 Experimental Designs for Mixtures
10.1 INTRODUCTION
Much of the foregoing discussion has considered the effect of altering one or morefactors, often environmental factors such as temperature, on the outcome of anexperiment. However, pharmaceutical formulations are almost invariably mixturesof active ingredients and excipients. In this case, the experimental response may bea property of that mixture, and the factor is the composition of the mixture.
It is important to distinguish between the proportions of ingredients in aformulation and the actual amounts. For example, in a tablet, the total weight ofeach unit is not usually fixed. Hence, if the amounts of excipients such as lubricantor disintegrating agent are changed, this will change the final weight of each tablet.There will then be a consequent effect on the proportions of those excipients inthe formulation, but it is usually the concentration of excipient in the overall for-mulation, for example, 0.5% magnesium stearate, which is of interest. On the otherhand, the solubility of an active ingredient in a mixture of cosolvents is governedby the composition of the mixture, and aspects of experimental design related tosuch systems are dealt with in this chapter.
Because the proportions of all components in a mixture must total unity, theseproportions are not truly independent. Any alteration in the proportion of onecomponent in the mixture must of necessity change the proportion of at least oneother ingredient. Furthermore, each of the proportions of the components must benonnegative, that is, they must be either zero or a positive number.
Putting the foregoing in general terms, a pharmaceutical formulation can beregarded as a mixture consisting of q components that are the active ingredient(s)and the excipients.
If we designate the proportions of these components X1, X2, . . . , Xq, then
0 ≤ Xi ≤ 1
where Xi= any number from 1 to q.
The sum of the proportions of all the components is unity. Therefore, X1 + X2+ . . . + Xq = 1.
The factor space, which is the area representing all possible combinations of thecomponents, can be represented by the interior and the boundaries of a regular figurewith q vertices and q−1 dimensions. Therefore, all proportions of two ingredients can
TF1589_C010.fm Page 189 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

190 Pharmaceutical Experimental Design and Interpretation
be represented by a straight line. Consider Figure 10.1, which shows the crushingstrength of tablets (the response) as a function of the relative proportions of two solidcomponents X1 and X2. The factor space is the line joining the points representingpure X1 and pure X2. This is the abscissa of Figure 10.1, and the two “vertices,”that is, the ends of the line, are the crushing strengths of pure X1 and pure X2.
If the responses to the ingredients are purely additive, then the response linewill be the straight line joining the crushing strengths of the two pure diluents. Thesetwo points can be regarded as “single component mixtures,” and the shape of theline joining them is a useful benchmark to assess whether mixing the two componentstogether has a beneficial or a detrimental effect. An upwardly concave line indicatesthat the tablets made of a mixture have a lower crushing strength than would havebeen predicted by simple proportionality, and hence mixing the ingredients has anantagonistic effect. An upwardly convex line indicates synergism, in that the tabletsof mixtures are stronger than simple proportionality would predict.
10.2 THREE-COMPONENT SYSTEMS AND TERNARY DIAGRAMS
If there are three components (q = 3), then the factor space is represented by atwo-dimensional, three-cornered figure, which is an equilateral triangle. From anypoint within an equilateral triangle, the sum of the distances perpendicular to eachside is equal to the height of the triangle. By taking the length of each side as unity,
Tab
let c
rush
ing
stre
ngth
(kg
)
Proportion of component X2
0.2 0.4 0.6 0.8 1.00.00
2
4
6
8
10
12 Beneficial effect ofmixing the two components
(synergism)
Detrimental effect ofmixing the two components
(antagonism)
FIGURE 10.1 Tablet crushing strength as a function of the proportions of ComponentsX1 and X2.
TF1589_C010.fm Page 190 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

Experimental Designs for Mixtures 191
and expressing the amounts of the three components as fractions or proportions ofthe whole, it is possible to represent the composition of any mixture by a point onFigure 10.2, giving a ternary diagram.
The three components are designated X1, X2, and X3. Each of the three cornersof the triangle represents a pure component. Hence, the proportion of that componentat that point is 1. Thus, point B represents a formulation consisting entirely ofComponent X2, Components X1 and X3 being absent. The boundaries of the triangle,being straight lines, represent two-component systems. Thus, the base of the trianglerepresents all possible mixtures of Component X1 and Component X3. Point D, whichis halfway along this line, represents a mixture containing equal proportions ofX1 and X3, Component X2 being absent. The scale for all three sides must be thesame. It is usual, though not essential, for the scales to increase in a clockwisedirection rather than anticlockwise. Thus, an increased proportion of Component X1is signified by moving to the left, along the base of the triangle. The essential pointis that consistency of direction must be preserved along all three boundaries.
The interior of the triangle represents mixtures in which all three componentsare present. Point E, for example, represents a mixture of 0.3X1, 0.4X2, and 0.3X3.A line joining B and D represents all values of Component X2, with ComponentsX1 and X3 present in equal proportions. Point E falls on this line. In general terms,a line joining an apex to a given point on the opposite side of the triangle representsa constant ratio of two components, with an ever-decreasing proportion of the third.As stated above, the line AC represents a situation in which Component X2 is absent.Lines denoting any other proportion of Component X2 (e.g., X2= 0.4) are drawn
Prop
ortio
n of
com
pone
nt X
2
Proportion of component X1
Proportion of component X
3
010
1 0
1A
B
CD
E
0.5
0.5 0.5
FIGURE 10.2 An equilateral triangle representing a three-component system.
TF1589_C010.fm Page 191 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

192 Pharmaceutical Experimental Design and Interpretation
parallel to AC. Thus, a line drawn parallel to one side of the triangle represents aconstant proportion of one of the components.
Not all the area of the triangle may represent feasible formulations. Thus, ifComponent X1 is the active ingredient in a tablet, then point C is impossible to achieve,because it would imply a zero content of active material. Similarly, a tablet containingonly the drug (represented by point A) is, if not impossible, extremely unlikely.
Hence, in a formulation, there may be lower and upper limits to the proportions ofa given component. Let us assume that lower limits are placed on the proportions of allthree components, the limits being 0.20, 0.10, and 0.25 for X1, X2, and X3, respectively.If these limits are transferred to Figure 10.2, the feasible space becomes the smallerequilateral triangle shown in Figure 10.3. Note that the imposition of lower limitson the components does not alter the shape of the figure. If the magnitudes of thelower limits are the same for all three components, then the resultant figure, as wellas having the same shape as the original, has the same center point. Also note thatall the three components cannot simultaneously assume their minimum values, becausethese would total 0.55, rather than unity, and hence would not form a valid mixture.
If lower boundaries are placed on the values of the components, then attentioncan be focused on to a subregion of the original space. It may then be useful toredefine the coordinates of the region in terms of “pseudocomponents.” If thesethree pseudocomponents are represented by X′1, X′2, and X′3, respectively, then eachcorner of the smaller triangle represents the situation where only one of thepseudocomponents is present, even though all three of the actual components are
Prop
ortio
n of
com
pone
nt X
2
Proportion of pseudocomponent X
3
0
0.1
1
01
0
1
0.25
Proportion of component X1
0.2
A
B
C
A′
B′
C′
D′
E′
F′G′
Proportion of component X
3
Proportion of pseudocomponent X1
Prop
ortio
n of
pse
udoc
ompo
nent
X2
FIGURE 10.3 Triangular diagram representing a three-component system, all componentshaving lower limits.
TF1589_C010.fm Page 192 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

Experimental Designs for Mixtures 193
present. Consider point A′. This represents Pseudocomponent X′1 in a proportion ofunity, yet the actual composition of this mixture is 0.65 of X1, 0.10 of X2, and 0.25of X3. The pseudocomponent and original component composition of several pointsin Figure 10.3 are shown in Table 10.1. The use of pseudocomponents andproportions based on them rather than on the actual proportions present is helpfulin the computation of models. See by analogy the use of coded values for model-dependent optimization in Chapter 8.
If lower limits are introduced into the permissible ranges of components, thenthe shape of the resultant space does not change. If an upper limit, or both upperand lower limits are imposed, then the shape of the space is changed. The unhatchedarea in Figure 10.4, an irregular pentagon, represents a situation in which ComponentX1 lies between 0.25 and 0.60, Component X2 between 0.20 and 0.75, and ComponentX3 between 0.10 and 0.35. The available space for the design, in addition to beinga different shape to the original, is greatly restricted. All the components cannot beat their minimum or their maximum values at the same time, because the sum of thethree proportions then would either be less than or exceed unity.
One of the components of the mixture may be in a considerable excess over allthe other components, which in turn vary within relatively narrow limits. Examplesof this could be the solvent in a liquid formulation, or a diluent in a tablet or capsule.In such cases, this component can be excluded, as its proportion will show littlechange. The other ingredients are then independent factors and can be treated bymethods such as factorial design described in earlier chapters.
10.3 MIXTURES WITH MORE THAN THREE COMPONENTS
If there are four components (X1, X2, X3, and X4), all of which can vary in proportionfrom zero to unity, then there are three dimensions and four vertices, and the spaceis represented by a regular tetrahedron (Figure 10.5). As before, X1 + X2 + X3+ X4 = 1.If, however, the proportion of one of the components is fixed, then all mixtures of
TABLE 10.1 Pseudocomponents and Actual Composition of Points A′ to G′ in Figure 10.3
Pseudocomponent Composition Actual Composition
Point X ′1 X ′2 X ′3 X1 X2 X3
A′ 1.00 0.00 0.00 0.65 0.10 0.25 B′ 0.00 1.00 0.00 0.20 0.55 0.25 C′ 0.00 0.00 1.00 0.20 0.10 0.70 D′ 0.50 0.50 0.00 0.42 0.33 0.25 E′ 0.50 0.00 0.50 0.42 0.10 0.48 F′ 0.00 0.50 0.50 0.20 0.33 0.48 G′ 0.33 0.33 0.33 0.35 0.25 0.40
TF1589_C010.fm Page 193 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

194 Pharmaceutical Experimental Design and Interpretation
Prop
ortio
n of
com
pone
nt X
2
Proportion of component X1
Proportion of component X
3
010
1
10.6 0.25
0.20
0.75
0.1
0.35
0
FIGURE 10.4 Triangular diagram representing a three-component system, all componentshaving both upper and lower limits. The unhatched area represents the available experimentalspace.
Proportion of component X2
Proportion of component X1
Proportion of component X3
Prop
ortio
n of
com
pone
nt X
4
FIGURE 10.5 A regular tetrahedron representing a four-component system.
TF1589_C010.fm Page 194 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

Experimental Designs for Mixtures 195
the other three can be represented by an equilateral triangle, using the method ofpseudocomponents described earlier.
Components X1, X2, and X3 form the triangular base of the tetrahedron. Thefourth component X4 is represented by measurement in a vertical direction awayfrom the center of the base. Thus, the top point of the figure represents a “mixture”composed entirely of Component X4. A point halfway between the top point andthe center of the base represents a mixture, of which half is represented byComponent X4 and the other half by equal proportions of Components X1, X2, andX3. Guidance on the construction of diagrams for four-component systems is givenby Findlay.1
Four is the highest number of components that can be depicted diagrammatically,though with suitable mathematical techniques, the number of components that canbe considered is unlimited.
10.4 RESPONSE-SURFACE METHODOLOGY IN EXPERIMENTS WITH MIXTURES
The properties of mixtures can be studied by response-surface methodology andmixtures can be optimized by using adaptations of the techniques described inChapters 7 and 8. As before, this is best illustrated by a simple example.
The objective of the experiment is to study the solubility of Compound A inblends of three solvents, namely, ethanol, propylene glycol, and water. Thus, the“factor” in this experiment is the composition of the solvent blend and the responseis the solubility of Compound A. The next stage is to decide whether there are anylower or upper limits to the proportions of each of the components. This will definethe shape and size of the space available for the experiment design. The decisionwhether to consider the actual proportions of the components or of the pseudocom-ponents can now be taken. As all possible blends are acceptable in the currentexperiment, no limits are applied.
Then, the number of experiments and their position in the factor space must beconsidered. Obviously, for reasons of economy, the number of experiments shouldbe as low as possible, but the decision will depend on whether the results are to beassessed by model-dependent or model-independent methods.
To maintain consistency with the methods used in Chapters 7 and 8, the pro-portions of the three components will be represented by the terms X1, X2, and X3 inthe subsequent discussion. If model-dependent methods are to be used, the numberof experiments will depend on whether or not a linear relationship between theresponse and the composition of the mixture is anticipated.
10.4.1 RECTILINEAR RELATIONSHIPS BETWEEN COMPOSITION AND RESPONSE
If a linear relationship is expected, then three experimental points are chosen at thevertices of the triangle representing pure components only, and the response ismeasured. These three experiments are designated Mixtures 1, 2, and 3 inFigure 10.6 and in Table 10.2.
TF1589_C010.fm Page 195 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

196 Pharmaceutical Experimental Design and Interpretation
The data can be fitted to an equation of the form of (10.1)
Y = β1X1+ β2X2 + β3X3+ e (10.1)
where Y = the response β1, β2, and β3 = the coefficients.
Prop
ortio
n of
com
pone
nt X
2
Proportion of component X1
Proportion of component X
3
1
2
3
7
4 6
5
9
8 10
FIGURE 10.6 Experimental design for a three-component mixture assuming a linear rela-tionship between composition and response.
TABLE 10.2 Composition of Mixtures of Ethanol, Propylene Glycol, and Water and the Solubility (g · l−1) of Compound A in These Mixtures at 20 °C
Mixture Number
Composition Solubility of A
Ethanol (X1) Propylene Glycol (X2) Water (X3) Measured Predicted by (10.4)
1 1.0 0.0 0.0 6.5 6.5 2 0.0 1.0 0.0 3.3 3.3 3 0.0 0.0 1.0 1.1 1.1 4 0.5 0.5 0.0 4.6 4.9. 5 0.5 0.0 0.5 2.6 3.8 6 0.0 0.5 0.5 2.3 2.2 7 0.33 0.33 0.33 1.7 3.6 8 0.67 0.17 0.17 3.6 9 0.17 0.67 0.17 3.3
10 0.17 0.17 0.67 1.3
TF1589_C010.fm Page 196 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

Experimental Designs for Mixtures 197
But X1 + X2 + X3= 1. Therefore, X3 = 1 − (X1+ X2). Substitution into (10.1) gives (10.2)
Y = β1X1+ β2X2 + β3 − β3X1− β3X2 (10.2)
Rearrangement of (10.2) gives (10.3)
Y = (β1 − β3)X1 + (β2− β3)X2+ β3 (10.3)
At the corner of the triangle where X1= 1, X2 and X3 must be 0. Therefore, bysubstitution of the value of the response at this corner into (10.1), the value of β1can be obtained. Coefficients β2 and β3 can be calculated in the same way.
Equation (10.1) thus becomes (10.4)
Y = 6.5X1 + 3.3X2 + 1.1X3 (10.4)
To establish the validity of the linear model equation, it is necessary to measure theresponses at other points. Suitable blends are at the midpoints of each side and alsoat the central point of the triangle. The former (designated Mixtures 4, 5, and 6 inTable 10.2 and Figure 10.6) represent blends of equal proportions of two solvents,the third being absent. The latter (designated Mixture 7) represents a blend of equalproportions of all three solvents. The measured solubilities and those predicted by(10.4) are given in Table 10.2. The differences between observed and predictedsolubilities are quite large, and a more complex relationship between solvent blendand solubility is therefore worth investigating.
If lower limits had been introduced to the proportions of some or all of thecomponents, then similar positions on the restricted design space would be chosen.If lower and upper limits were imposed, the points would be dispersed across theirregularly shaped space.
10.4.2 DERIVATION OF CONTOUR PLOTS FROM RECTILINEAR MODELS
The regression equation can be used to derive contours linking combinations ofsolvents, giving equal solubilities of Compound A. The values of all three variables,X1, X2, and X3, can be substituted into the equation. As the values of the coefficientsare known, the responses can be calculated. If this is done at, for example, intervalsrepresenting a proportion of 0.1 for each component, the response at each point canbe calculated and the position of the contour lines quickly, if only approximately,established.
Alternatively, (10.3) can be rearranged to give (10.5)
(10.5)
Thus, if the coefficients β1, β2, and β3 are known, then for any given value of X1,the value of X2, which will give a specified response for Y, can be calculated.
TF1589_C010.fm Page 197 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

198 Pharmaceutical Experimental Design and Interpretation
A contour plot derived from (10.4) is shown in Figure 10.7. It consists of aseries of straight lines.
10.4.3 HIGHER-ORDER RELATIONSHIPS BETWEEN COMPOSITION AND RESPONSE
If a higher-order relationship is suspected, then more experiments must be carriedout because there will be more coefficients in the model equation. A second-order equation linking the response to the proportions of the three solvents isgiven by (10.6)
Y = β1X1 + β2X2+ β3X3+ β12X1X2 + β13X1X3+ β23X2X3 + e (10.6)
It should be noted that there are no squared terms in this equation because, forexample, X
21 is replaced by X1(1 − X2− X3). The products of this expression, namely,
X1, X1X2, and X1X3, are included in the first-order and interaction terms. There are six coefficients in (10.6), so an experimental design using Mixtures
1 to 6 described in Table 10.2 would give a saturated design. It would be betterto include at least one more experiment in the design, and Mixture 7 is the mostsuitable. The coefficients of (10.6) can be determined by multiple regression,as described in earlier chapters, the multiple regression program being modified
Proportion ofpropylene glycol
(X2)
Proportion of ethanol (X1)
Proportion ofwater (X3)
6g ⋅ l–1
5g ⋅ l–1
4g ⋅ l–1
3g ⋅ l–1
2g ⋅ l–1
010
1 0
1
FIGURE 10.7 Contour plot of solubility of Compound A (g · l−1) in blends of three solvents,derived from (10.4).
TF1589_C010.fm Page 198 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

Experimental Designs for Mixtures 199
so that there is no constant term (β0). Equation (10.6) becomes (10.7), with acoefficient of determination of 0.9500
Y = 6.58X1 + 3.38X2 + 1.18X3− 2.94X1X2 − 6.54X1X3− 1.34X2X3 (10.7)
The equation can be validated by measuring the solubility at points not included inthe original design. These are Mixtures 8, 9, and 10, and their composition is givenin Table 10.3. The measured solubilities and those predicted by (10.7) are also givenin Table 10.3.
The model can be developed further by including the three-way interaction termin the model equation, giving (10.8). This is known as a reduced cubic equation. Itsderivation is beyond the scope of this chapter, but the interested reader is referredto Scheffé.2
Y = β1X1+ β2X2 + β3X3+ β12X1X2 + β13X1X3 + β23X2X3+ β123X1X2X3 (10.8)
There are now seven coefficients in the equation. Using Mixtures 1 to 7 will givea saturated design, so additional design points should be included. These areMixtures 8 to 10 in Table 10.3.
Multiple regression gives (10.9), and the solubilities predicted by (10.9)are given in Table 10.4. The coefficient of determination is now 0.9840,indicating that inclusion of the X1X2X3 term has improved the fit of the modelto the data.
Y = 6.42X1 + 3.45X2 + 1.09X3− 1.06X1X2 − 5.00X1X3+ 0.69X2X3− 31.72X1X2X3 (10.9)
Stephens etal.3 have adopted this approach to formulate a solution of a vitamin D2 analog.
TABLE 10.3 Composition of Mixtures of Ethanol, Propylene Glycol, and Water and the Solubility (g · l−1) of Compound A in These Mixtures at 20 °C
Mixture Number
Composition Solubility of A
Ethanol (X1) Propylene Glycol (X2) Water (X3) Measured Predicted by (10.7)
1 1.0 0.0 0.0 6.5 6.58 2 0.0 1.0 0.0 3.3 3.38 3 0.0 0.0 1.0 1.1 1.18 4 0.5 0.5 0.0 4.6 4.25 5 0.5 0.0 0.5 2.6 2.25 6 0.0 0.5 0.5 2.3 1.95 7 0.33 0.33 0.33 1.7 2.49 8 0.67 0.17 0.17 3.6 4.07 9 0.17 0.67 0.17 3.3 2.90
10 0.17 0.17 0.67 1.3 1.50
TF1589_C010.fm Page 199 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

200 Pharmaceutical Experimental Design and Interpretation
10.4.4 CONTOUR PLOTS DERIVED FROM HIGHER-ORDER EQUATIONS
Substituting X3 = (1 − X1− X2) into (10.6) gives (10.10)
Y = β1X1+ β2X2+ β3(1 − X1− X2) + β12X1X2+ β13X1(1 − X1− X2)+ β23X2(1 − X1 − X2) (10.10)
Multiplying out and gathering the terms to give a quadratic equation in X2
yields (10.11)
Y = −β23X22+ (β2− β3+ β12X1− β13X1+ β23− β23X1)X2+
(β1X1 + β3− β3X1 + β13X1 − β13X12 − Y) (10.11)
The general solution of a quadratic equation is given in (10.12)
(10.12)
In this case, a, b, and c, the coefficients of the X2, X1, and X0 terms, respectively,are as follows:
a = −β23
b = (β2 − β3+ β12X1− β13X1+ β23− β23X1)
c = (β1X1+ β3 − β3X1+ β13X1− β13X12− Y)
TABLE 10.4 Composition of Mixtures of Ethanol, Propylene Glycol, and Water and the Solubility (g · l−1) of Compound A in These Mixtures at 20 °C
Mixture Number
Composition Solubility of A
Ethanol (X1) Propylene Glycol (X2) Water (X3) Measured Predicted by (10.9)
1 1.0 0.0 0.0 6.5 6.42 2 0.0 1.0 0.0 3.3 3.45 3 0.0 0.0 1.0 1.1 1.09 4 0.5 0.5 0.0 4.6 4.67 5 0.5 0.0 0.5 2.6 2.50 6 0.0 0.5 0.5 2.3 2.44 7 0.33 0.33 0.33 1.7 1.89 8 0.67 0.17 0.17 3.6 3.79 9 0.17 0.67 0.17 3.3 2.79
10 0.17 0.17 0.67 1.3 1.27
Xb b ac
a=
− ± −2 4
2
TF1589_C010.fm Page 200 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

Experimental Designs for Mixtures 201
The coefficients are known from the regression calculation, and Y is the requiredresponse that is the value of the contour. Hence, if a value of X1 is selected, thecorresponding values of X2 can be calculated. Note that there will be two values ofX2. These are the roots of the equation that satisfy (10.11). Some of these roots willnot be applicable in problems of this type. For example, the value of X2 cannot benegative. Neither can values of X2 be accepted which, when added to the corre-sponding value of X1, give a sum in excess of unity, because this would result inan impossible negative value for X3. If two inappropriate values for X2 are obtained,this means that for the chosen value of Y, a solution of the equation within thedesignated space is not possible.
If a reduced cubic equation (10.8) is used as the model, this too is transformedinto a quadratic equation. In this case, the coefficients for the X2, X1, and X0 terms are:
a = −(β23+ β123X1)
b = (β2− β3+ β12X1 − β13X1 + β23 + β23X1 + β123X1 − β123X12)
c = (β1X1+ β3− β3X1 + β13X1− β13X12)
Contours derived from second-order model equations and reduced cubic equationsare curves. Figure 10.8 shows contours of solubility of Compound A in blends ofthree solvents obtained from (10.9).
A full discussion of the selection of appropriate designs and models is given byHuisman et al.4
Proportion ofpropylene glycol
(X2)
Proportion of ethanol (X1)
Proportion ofwater (X3)
010
1
1
4g ⋅ l–13g ⋅ l–1
2g ⋅ l–1
5g ⋅ l–1
6g ⋅ l–1
0
FIGURE 10.8 Contour plot of solubility of Compound A (g · l−1) in blends of three solvents,derived from (10.9).
TF1589_C010.fm Page 201 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

202 Pharmaceutical Experimental Design and Interpretation
10.5 THE OPTIMIZATION OF MIXTURES
The application of optimization techniques to three-component mixtures can beillustrated by an extension of the example used earlier in this chapter.
Compound A is to be dissolved in a mixture of three liquids: ethanol, propyleneglycol, and water. It is anticipated that many blends of these three liquids will providea satisfactory solvent system, but the cheapest possible mixture should be identified.Thus, the problem can be divided into two parts: the question of solubility and thequestion of cost. The latter, being more straightforward, will be addressed first.
It is reasonable to expect that the cost of a mixture of liquids is directly relatedto the proportion of each component in that mixture. Thus, if C is the cost of themixture, then
C = β1X1+ β2X2 + β3X3 (10.13)
where X1, X2, and X3= the proportions of ethanol, propylene glycol, and water, respectively β1, β2, and β3 = their respective coefficients.
Let us assume that the costs per liter of the three liquids are £10.00 for ethanol,£5.00 for propylene glycol, and £0.50 for water.
The coefficients in (10.13) are easily calculated. Imagine a “mixture” containingonly ethanol (X1). Then the cost of one liter of this “mixture” will be the same asthat of one liter of ethanol, that is, £10.00. It follows that the coefficient β1= 10.00.Using similar arguments, β2= 5.00 and β3 = 0.50.
Equation (10.13) now becomes (10.14)
C = 10.00X1 + 5.00X2+ 0.50X3 (10.14)
Thus, the cost of any blend of the three solvents can be calculated from this equation.For example, a mixture containing proportions of 0.5 ethanol, 0.3 propylene glycol,and 0.2 water will cost (£10.00 × 0.5)+ (£5.00 × 0.3) + (£0.50 × 0.2) = £6.60.
The factor space for this equation can be represented by the triangle shownin Figure 10.9. Because there are only three terms in (10.14), and a linearrelationship can be assumed to apply between the total cost and the proportionsof each liquid, then an accurate model for the whole factor space can be derived fromonly three data points. These are the apices of the triangle, points 1, 2, and 3 onFigure 10.9.
A contour plot for costs can be derived from (10.14), which now becomes (10.15)
(0.50 − 5.00)X2= (10.00 − 0.50)X1+ 0.50 − C (10.15)
If, for example, the £6.00 contour is required, and hence 6.00 is substituted for Cin (10.15), then for specified values of X1, the corresponding value of X2 can becalculated. Thus, if X1 (the proportion of ethanol) = 0.5, then a proportion of 0.167propylene glycol is needed. The remainder (0.333) is water, and the total cost of
TF1589_C010.fm Page 202 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

Experimental Designs for Mixtures 203
the mixture is £6.00. Contours of the different total costs are shown in Figure 10.9.Note that they are straight lines.
The question of the solubility of Compound A can now be addressed. It isuncertain whether a simple proportionality will apply to solubility data in three-component solvents, and it is therefore prudent to use a higher-order model equationwith interaction terms. The reduced cubic model (10.9) has already been shown togive a good representation of the solubility data, which is given in Table 10.3.
The possibility of optimal solutions to this problem should now be apparent.Though water is by far the cheapest solvent, the solubility of Compound A in wateris lower than in the other two liquids, and the best solvent (ethanol) is the mostexpensive.
The contour plot of the cost data (Figure 10.9) can now be superimposed on thesolubility contour plot (Figure 10.8), giving Figure 10.10.
In many experiments involving solubility, the required concentration of thesolute will be known, because the usual objective is to prepare a solution containinga specified weight of solute in a given volume of solution. For example, in this case,let the required concentration be 3 g · l−1. The cheapest blend of solvents that willgive the required solubility for Compound A can now be read off from Figure 10.10.
10.6 PARETO-OPTIMALITY AND MIXTURES
The above example of optimizing cost and solubility can also be approached usingPareto-optimality techniques. The two regression equations (10.14) and (10.9) are
Proportion ofpropylene glycol
(X2)
Proportion of ethanol (X1)
Proportion ofwater (X3)
£9
£8
£7
£6
£5
£4
£3
£2
£1
1 0
1
01
0
FIGURE 10.9 Contour plot of the cost of mixtures of ethanol, propylene glycol, and water,derived from (10.15).
TF1589_C010.fm Page 203 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

204 Pharmaceutical Experimental Design and Interpretation
obtained and the goodness of fit determined as before. Convenient values of theproportions of the three liquids are now chosen, for example, by selecting values atintervals of 0.1. Thus, X1= 0.0, X2 = 0.0, X3= 1.0, followed by X1= 0.0, X2 = 0.1,X3= 0.9, and so forth. There are 66 such points. Substituting these combinations andthe coefficients into the two regression equations gives the responses. Thus, forexample, for the point representing X1= 0.8, X2 = 0.1, X3= 0.1, the cost is £8.55 andthe solubility is 4.9 g· l−1.
By carrying out this calculation for all 66 points, 66 pairs of cost and solubilitydata are obtained. These are shown in Figure 10.11, point Z representing the twoitems of information for X1 = 0.8, X2 = 0.1, X3= 0.1.
Any point in Figure 10.11, for example, point P, is selected, and two intersectingand perpendicular lines are then drawn through this point, as described in Chapter 8,dividing the space into four quadrants. Because the cost is to be minimized, and thesolubility maximized, Quadrant II is the quadrant of interest. The Pareto-optimalpoints are shown in Figure 10.11, and the corresponding compositions, cost, andsolvent power are given in Table 10.5.
For all these points, a higher solubility cannot be obtained without an increasein cost. If a specific solubility is required (e.g., 3 g· l−1), then the lowest cost of amixture which can produce such a solubility is given by the point of intersection ofa line drawn at 3 g· l−1 with the line joining the Pareto-optimal points. This occursat about £4.00 per liter.
The application of Pareto-optimality to mixture designs with a special referenceto the selection of solvents for high-performance liquid chromatography (HPLC)
Proportion ofpropylene glycol
(X2)
Proportion of ethanol (X1)
Proportion ofwater (X3)
£9
£8
£7
£6
£5
£4
£3
£2
£1
1
10
01
4g ⋅ l–1
5g ⋅ l–1
6g ⋅ l–1
3g ⋅ l–1
2g ⋅ l–1
0
FIGURE 10.10 Combined contour plots of the solubility of Compound A in mixtures ofethanol, propylene glycol, and water, and the cost of those mixtures.
TF1589_C010.fm Page 204 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

Experimental Designs for Mixtures 205
has been described by Smilde et al.5 The technique has been used in tablet formu-lation by De Boer et al.6
10.7 PROCESS VARIABLES IN MIXTURE EXPERIMENTS
The earlier discussion in this chapter has dealt entirely with mixtures in which thecomposition of the mixture was changed. However, in addition to being affected bythe composition of the mixture, the response may be affected by process factors orenvironmental conditions.
In general terms, suppose that there is a mixture of q components. There are nprocess variables, which are to be studied at two levels: z = −1 and z = +1. Such adesign could be the three-component liquid mixtures referred to earlier in thischapter, with the solubilities measured at a temperature other than 20 °C. In this,there are three components (q = 3) and one process variable, the temperature. Hence,n = 1. The experimental design at each value of the process variable is representedby an equilateral triangle, using seven mixtures of solvents and solubility beingmeasured at 20 °C as before. Thus, the value of z = −1 is 20 °C. All the experimentsare then repeated at a higher temperature (say, 40 °C). The experimental design isshown in Figure 10.12 and consists of two equilateral triangles, one representingmixtures of the three components at 20 °C and the other the same mixtures at 40 °C.Point A in this diagram represents a solvent system comprising equal proportionsof the three components at 40 °C. The corresponding mixture at 20 °C is representedby point B.
0 1 2 4 5 6 7 9 101
2
3
4
5
6
7
Cost (£ ⋅ l–1)
Solu
bilit
y (g
⋅ l–1
)
ZP
Quadrant I
Quadrant II Quadrant III
Quadrant IV
83
FIGURE 10.11 Pareto-optimal diagram of the cost and solvent power of mixtures of ethanol,propylene glycol, and water.
TF1589_C010.fm Page 205 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

206 Pharmaceutical Experimental Design and Interpretation
TABLE 10.5 Pareto-Optimal Points Obtained from Figure 10.11: Their Composition and Resultant Cost (£ · l−1) and Solvent Power (g · l−1)
Cost (£ · l−1)Solvent
Power (g · l−1)Proportion of Ethanol (X1)
Proportion of Propylene Glycol (X2)
Proportion of Water (X3)
0.50 1.09 0.0 0.0 1.0 0.95 1.39 0.0 0.1 0.9 1.40 1.67 0.0 0.2 0.8 1.85 1.94 0.0 0.3 0.7 2.30 2.20 0.0 0.4 0.6 2.75 2.44 0.0 0.5 0.5 3.20 2.67 0.0 0.6 0.4 3.65 2.89 0.0 0.7 0.3 4.10 3.09 0.0 0.8 0.2 4.55 3.28 0.0 0.9 0.1 5.00 3.45 0.0 1.0 0.0 5.50 3.65 0.1 0.9 0.0 6.00 3.87 0.2 0.8 0.0 6.50 4.12 0.3 0.7 0.0 7.00 4.38 0.4 0.6 0.0 7.50 4.67 0.5 0.5 0.0 8.00 4.98 0.6 0.4 0.0 8.50 5.31 0.7 0.3 0.0 9.00 5.63 0.8 0.2 0.0 9.50 6.03 0.9 0.1 0.0
10.00 6.42 1.0 0.0 0.0
The data is derived from Figure 10.11.
z = +1(40 °C)
z = –1(20 °C)
A
B
FIGURE 10.12 Combined experimental design for a three-component mixture and oneprocess variable studied at two levels.
TF1589_C010.fm Page 206 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

Experimental Designs for Mixtures 207
More elaborate factorials can also be incorporated into each point of the mixturediagram. Thus, if there are two variables of interest (n1 and n2) to be studied at twolevels, then each mixture is studied at four combinations of the two factors. Thisdesign can be represented as a square that is repeated for every mixture. Figure10.13 shows such a design for seven mixtures of liquids. In this case, point Arepresents a mixture of equal proportions of three components, with both factors attheir lower level.
For a full discussion of the design of such experiments and the mathematicaltreatment of the data, the reader is referred to Cornell.7 Duineveld et al.8 have applieddesigns incorporating mixture and process variables to tablet formulation.
FURTHER READING
The following articles describe the use of mixture designs in the design and evaluationof experiments. Reference is made to two review articles, followed by a selectedbibliography.
De Boer, J. H., Smilde, A. G., and Doornbos, D. A., Introduction of multi-criteria decisionmaking in optimization procedures for pharmaceutical formulations, Acta Pharm.Technol., 34, 140, 1988.
Lewis, G. A., Optimization methods, in Encyclopaedia of Pharmaceutical Technology,Swarbrick, J. and Boylan, J. C., Eds., Dekker, New York, vol. 2, 2002, p. 1922.
Anik, S. T. and Sukumar, L., Extreme vertexes design in formulation development: solubilityof butoconazole nitrate in a multicomponent system, J. Pharm. Sci., 70, 897, 1981.
Chu, J. S. et al., Mixture experimental design in the development of a mucoadhesive gelformulation, Pharm. Res., 8, 1401, 1991.
Geoffroy, J. M., Fredrickson, J. K., and Shelton, J. T., A mixture experiment approach forcontrolling the dissolution rate of a sustained-release product, Drug Dev. Ind. Pharm.,24, 799, 1998.
A
FIGURE 10.13 Combined experimental design for a three-component mixture with twoprocess variables studied at two levels.
TF1589_C010.fm Page 207 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

208 Pharmaceutical Experimental Design and Interpretation
Hariharan, M. et al., Effect of formulation composition on the properties of controlled releasetablets prepared by roller compaction, Drug Dev. Ind. Pharm., 30, 565, 2004.
Konkel, K. and Mielck, J. B., A compaction study of directly compressible vitamin prepara-tions for the development of a chewable tablet: Part I, Pharm. Technol., March, 138,1992.
Marti-Mestres, G. et al., Optimisation with experimental design of nonionic, anionic andamphoteric surfactants in a mixed system, Drug Dev. Ind. Pharm., 23, 993, 1997.
Minarro, M. et al., Study of formulation parameters by factorial design in metoprolol tartratematrix systems, Drug Dev. Ind. Pharm., 27, 965, 2001.
Ramachandran, S., Chen, S., and Etzler, F., Rheological characterization of hydroxypropylcellulose gels, Drug Dev. Ind. Pharm., 25, 153, 1999.
Rambali, B. et al., Itraconazole formulation studies of the melt extrusion process with mixturedesigns, Drug Dev. Ind. Pharm., 29, 641, 2003.
Van Kamp, H. V., Bolhuis, G. K., and Lerk, C. F., Optimization of a formulation based onlactoses for direct compression, Acta Pharm. Technol., 34, 11, 1988.
Vojnovic, D. and Chicco, D., Mixture experimental designs applied to solubility predictions,Drug Dev. Ind. Pharm., 23, 639, 1997.
Yazici, E. et al., Phenytoin microcapsules: bench scale formulation, process characterisationand release kinetics, Pharm. Dev. Technol., 1, 175, 1996.
REFERENCES
1. Findlay, A., The Phase Rule and its Applications, 9th ed., Dover, New York, 1951. 2. Scheffé, H., Experiments with mixtures, J. R. Stat. Soc., Ser. B, 20, 344, 1958. 3. Stephens, D. et al., A statistical experimental approach to co-solvent formulation of
a water soluble drug, Drug Dev. Ind. Pharm., 25, 961, 1999. 4. Huisman, R. et al., Development and optimization of pharmaceutical formulations
using a simplex lattice design, Pharmaceutisch Weekblad. Scientific Edition, 6, 185,1984.
5. Smilde, A. K., Knevelman, A., and Coenegracht, P. M. J., Introduction of multi-criteria decision making in optimization procedures for high-performance liquidchromatographic separations, J. Chromatogr., 369, 1, 1986.
6. De Boer, J. H., Bolhuis, G. K., and Doornbos, D. A., Comparative evaluation ofmulti-criteria decision making and combined contour plots in optimization of directlycompressed tablets, Eur. J. Pharm. Biopharm., 37, 159, 1991.
7. Cornell, J. A., Experiments with Mixtures, 3rd ed., Wiley, New York, 2002. 8. Duineveld, C. A. A., Smilde, A. K., and Doornbos, D. A., Designs for mixture and
process variables applied in tablet formulations, Anal. Chim. Acta, 277, 455, 1993.
TF1589_C010.fm Page 208 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

209
11 Artificial Neural Networks and Experimental Design
11.1 INTRODUCTION
Much of the pharmaceutical development process involves the optimization offormulation and process variables, as described in Chapters 7 and 8. Prediction ofthe behavior of formulations is often difficult, and response-surface methodologyhas proven useful in this respect. In model-dependent optimization, the regressionline which best fits the independent variables (formulation or processing factors)and the responses of a series of experiments is determined. The key point is that thetype of regression line—rectilinear or quadratic, with or without interaction terms—is preselected by the experimenter, together with predetermined statistical signifi-cance levels. Indeed, the chosen experimental design will at least in part begoverned by the relationship into which the data are to be fitted. For example, a designof at least three levels is essential if a quadratic relationship is to be explored.
The fitting of data to a regression line is now almost invariably carried out bythe use of a computer. This essentially consists of an arithmetic/logic unit thatmanipulates data held in memory. Instructions control where the data are held, whatis done with them, and where the result is to be stored. Such instructions are termedalgorithms, which can be defined as a series of steps that achieve a desired aim.Computers work because of hierarchies of and interactions between algorithms, allof which must be devised by human beings. The range of tasks which can be carriedout by a conventional computer is limited to those for which algorithms can bedevised, and every step of the process must be spelt out to it.
In recent years, considerable use has been made in pharmaceutical studies ofexpert systems that attempt to capture the knowledge and experience of experts ina defined area.1,2 These too are algorithmic methods, in that factual information issupplied together with rules for using that information. Hence, such systems are notcreative and only deal with situations which have been anticipated. Nevertheless,expert systems have brought benefits such as improved knowledge availability andprotection and consistency in the use of such information as well as cost savings.Indeed, Rowe1 has claimed that with an efficient expert system, the optimizationprocess, as described in earlier chapters of this book, is redundant.
The introduction of artificial neural networks (ANNs) (neural computing, paralleldistributed processing, and connectionism are all synonyms) offers an alternativeapproach. Neural computing has been defined by Aleksander and Morton3 as “thestudy of networks of adaptable nodes which, through a process of learning from task
TF1589_C011.fm Page 209 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

210 Pharmaceutical Experimental Design and Interpretation
examples, store experiential knowledge and make it available for use.” This definitionis wide enough to include the living brain (hence the use of the term neural) whichacquires knowledge by being exposed to examples, that is, we learn by experience.ANNs are therefore attempts to create machines that learn from experience in a similarway to the brain, though since little is known of the detail of how the brain actuallyworks, the analogy should not be pressed too strongly.
The underlying function of a neural network is to identify patterns, that is, whenpresented with an input pattern, it produces an output pattern. To do this, the networkhas to recognize the relationship between input data and the corresponding response.Thus, in contrast to response-surface methodology, it is the neural network thatidentifies the relationship rather than the experimenter a priori deciding what formthe relationship is to take and then fitting the input and output to that relationship.
However, there is more to neural networks than just being able to recognizepatterns. Neural networks have the ability to learn and to generalize. Learning isachieved during the training phase, in which the network gains experience as itattempts to learn the underlying relationships between input and output. Havingestablished these relationships, the network can then apply them to input data notpreviously encountered in the training phase and predict the outcome.
ANNs consist of input devices, interconnected processing elements or nodes,and output devices. Typically, there is one input layer, one output layer, and one ormore hidden layers between them. Figure 11.1 shows a network with three inputs(the independent variables), a hidden layer with several processing elements, andtwo outputs (the responses). The connections between the individual units representthe architecture of the system. Processing takes place in the hidden layer(s) and theoutput layer but not in the input layer.
Consider the processing unit Q in the hidden layer and the three units P1, P2,and P3 in the input layer. P1, P2, and P3 have outputs O1, O2, and O3, respectively.
Q
Outputlayer
Hiddenlayer
Inputlayer
P1 P2 P3
W1
W2
W3
Weightedconnection
Weightedconnection
FIGURE 11.1 A fully interconnected artificial neural network with an input layer, onehidden layer and an output layer.
TF1589_C011.fm Page 210 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

Artificial Neural Networks and Experimental Design 211
The strength of the connection between any two units is called the weight and, forthe connections among P1, P2, and P3 and Q, are W1, W2, and W3, respectively. Thethree outputs to unit Q are summed (SQ) to give (11.1)
SQ= O1W1 + O2W2+ O3W3 (11.1)
After SQ is computed, it is transformed by the sigmoid transfer function (11.2)that gives an output between 0 and 1, both extreme values being approachedasymptotically.
(11.2)
This value is then transmitted to the next layer in the network, modified by thestrength of the relevant connections, transformed again, and so on until the outputlayer is reached.
The network must now be trained, the purpose of training being to find a set ofweight values that minimizes the differences between the output of the network andthe measured value of the response. Sets of input data (the independent variables)and the corresponding responses are selected. Because the independent variablesand the responses will almost certainly have different units and magnitudes, theymust first be normalized, a process already encountered in Chapter 9. If L and Uare the minimum and maximum values of a particular input or output, conversionof each value to a range between 0 and 1 is carried out using (11.3)
(11.3)
The weighting of each connection is initially set at a low randomly chosen value.Input data are then fed into the network, modified by the weightings, and receivedby the output layer. The computed value of a particular output is compared withthe known value of that response, and then by a process known as backpropaga-tion, the weights are changed and the process is repeated. Weight changes aregoverned by one of many learning algorithms, the most commonly used beingthe generalized delta rule.
Training is thus an iterative process which continues either for a specifiednumber of cycles or until the difference between the calculated value of the responseand the observed value reaches a predefined level. In fact, the root mean squareerror is usually used as a measure of learning and reflects the degree to which thenetwork has been trained.
The next stage is to feed other sets of values of the independent variables intothe network. These data will be changed according to the weightings derivedduring the training phase, and the output of the network is then compared withthe responses obtained experimentally. If the network is properly trained to a pointwhere generalization is possible, then the predicted values and the observed valuesof the responses should be close to each other. If not, then the training process isunsatisfactory.
FS SQ Q=
+ −1
1 e
converted valuevalue= −
−L
U L
TF1589_C011.fm Page 211 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

212 Pharmaceutical Experimental Design and Interpretation
The network is not fitting the input and output data into a specific relationship.Thus, the question ‘how well do the data fit the relationship?’ cannot arise, andthere is no objective test of fit such as the coefficient of determination (r2). Thecomputed relationship between input and output depends entirely on the trainingof the network. It is therefore essential that the set of training data cover the entireexpected range of inputs, and “extrapolation,” that is, using inputs from outsidethe training range, is particularly dangerous. Nor in the absence of a specificrelationship between input and output is it possible to create a response-surfaceor contour plots.
Description of the many forms of architecture of ANNs and the rules governingweight and learning rate adjustment is beyond the scope of this book, but interestedreaders are referred to books such as An Introduction to Neural Computing byAleksander and Morton,3 Neural Networks by Picton,4 and Artificial Intelligence:a Modern Approach by Russell and Norvig.5 The number of nodes in the hiddenlayer is critical. If there are too few, then the network cannot detect patterns. If thereare too many, then the network “memorizes” the patterns and its ability to generalizeis handicapped. It has been suggested that if there are N input nodes, there shouldbe at least 2N − 1 hidden nodes. This is known as the Kolmogorov theorem.5
11.1.1 PHARMACEUTICAL APPLICATIONS OF ANNS
Neural networks have been used in a wide variety of scientific purposes, becauseany problem that involves the processing of information from sensors to give aresponse should be amenable to the application of neural network technology. Thus,areas such as image processing, speech recognition, and fault diagnosis have allbeen examined using neural networks.
Achanta et al.6 have suggested several areas in the medical and pharmaceuticalsciences where neural networks might be useful. These include epidemiology,medical decision-making, and drug interactions. Until relatively recently, therehas been little attempt to use neural networks in pharmaceutical development andtechnology. However, the possibility of such applications is now being realized.
One of the earliest applications of neural networking to pharmaceuticaltechnology was made by Murtoniemi et al.,7 who used it to model the fluidizedbed granulation process.
The independent variables investigated by Murtoniemi et al. were inlet airtemperature (40 °C, 50 °C, and 60 °C), atomizing air pressure (1.0 bar, 1.5 bar, and2.0 bar), and the amount of binder solution (150 g, 300 g, and 450 g). Responseswere granule size and friability. The original experiments were carried out byMerrku and Yliruusi,8 and full experimental details can be found in their article.
The experimental design was a complete three-factor, three-level design,that is, there were 27 sets of experimental conditions. In addition, there were11 replicated batches, so 38 batches of granulate were produced and tested.These batches constituted the training data for the network, and several networkarchitectures were studied. There were three input processing units, because threeexperimental factors were being investigated, and there were two output unitsbecause two granule properties were of interest.
TF1589_C011.fm Page 212 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

Artificial Neural Networks and Experimental Design 213
After training, the ability of the network to generalize was then tested bypreparing five additional batches of granulate (Table 11.1). The values of theindependent variables are all within the ranges used in the training data. There wasthus no extrapolation.
An interesting feature of the work of Murtoniemi et al. was that the ability ofthe network to generalize was examined by increasing the number of processingunits in the hidden layer and also by arranging these as one or two hidden layers.As there are three input parameters, the Kolmogorov theorem predicts that at leastfive hidden neurons should be present. After each change, the network wasretrained and tested. After the addition of the 15th hidden neuron, no furtherimprovement in the generalization ability of the network was achieved. In fact,the improvement brought about by increasing the number of units beyond 6 wasvery small, and no advantage accrued by having the hidden units in two ratherthan in one layer.
In an earlier part of this work, Merrku and Yliruusi8 had derived regressionequations relating the responses of granule size and friability to the three inputfactors. These equations could be used to predict granule size and friability for thefive batches used to test the generalization of the network. Hence, a means wasavailable to compare the predictive abilities of the neural network and regressionequations. The results for granule size are shown in Figure 11.2.
In general, both the neural network and the regression equations led to aconsiderable underestimate of granule size, though the prediction by the networkwas closer to the experimental figures. A similar result was found with predictionsfor granule friability, though the underestimate was not always present in this case.A suggestion put forward by the authors for these underestimates was that theregression equations only included terms significant at p < 0.05. Though they werenot statistically significant, the missing terms would have made some contributionto the response. Other studies in which the predictive properties of ANNs andconventional multivariate and regression methods are compared are given in thebibliography.
Chen et al.9 compared the ability of four commercially available ANN programsto predict in vitro dissolution from controlled-release tablets. The input data
TABLE 11.1 Input Data (Factor Levels) and Output Data (Responses) to Test the Ability of the Artificial Neural Network to Generalize (T, Inlet Air Temperature; p, Atomizing Air Pressure; m, Binder Solution Amount)
Experiment Number T (°C) P (bar) m (g) Granule Size (µm) Friability (%)
1 45 1.8 225 409 42.3 2 55 1.8 225 396 43.3 3 45 1.3 375 530 12.8 4 50 1.4 200 344 32.7 5 50 1.7 410 403 25.4
From Murtoniemi, E. et al., Int. J. Pharm., 108, 15, 1994. With permission.
TF1589_C011.fm Page 213 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

214 Pharmaceutical Experimental Design and Interpretation
consisted of ten variables, namely, seven independent formulation variables andthree tablet variables—water content, granule size, and tablet hardness. Twenty-twodifferent formulations were used. The output data were dissolution time profiles atten sampling times. The optimum network architecture was obtained for each of thefour systems by varying the number of hidden layers and the number of nodes ineach layer. Interestingly, the optimum architectures were different, although thesame data set was used in each case.
The four systems used and their optimal architectures were as follows:
• BrainMaker© v 3.7 (California Scientific Software, Nevada City, CA,U.S.A.), four nodes in the first hidden layer and eight nodes in the secondhidden layer.
• CAD/CHEM© v 5.0 (AI Ware, Cleveland, OH, U.S.A.), nine nodes in asingle hidden layer.
• NeuralWorks Professional II/PLUS© (NeuralWare, Pittsburgh, PA, U.S.A.),ten nodes in a single hidden layer.
• NeuroShell 2© v 3.0 (Ward Systems, Frederick, MD, U.S.A.), 8 nodes in thefirst hidden layer and 15 nodes in the second hidden layer.
Chen et al. plotted the observed percent dissolved data against the results predictedby the neural networks. If prediction had been perfect, each graph would have hada slope of +1 and a value of r2 of 1.00. In fact, slopes ranged from 0.95 to 1.01,with an r2 range of 0.95–0.99. The conclusion was drawn that all four programs
Mea
n gr
anul
e si
ze (
µm)
0
100
200
300
400
500
1 2 3 4 5Experiment number
a b c a b c a b c a b c a b c
FIGURE 11.2 Mean granule size (µm): (a) experimental results, (b) results predicted by anartificial neural network, (c) results predicted by regression techniques (From Murtoniemi, E.et al., Int. J. Pharm., 108, 15, 1994. With permission.)
TF1589_C011.fm Page 214 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

Artificial Neural Networks and Experimental Design 215
gave reasonable predictions, with NeuroShell 2 as the best overall. The optimalarchitecture derived from this system is the only one that meets the requirements ofthe Kolmogorov theorem.
A study reported by Plumb et al.10 is of particular interest. These workersstudied the effect of six independent variables in a film coating formulation,the two responses of interest being crack velocity and film opacity. They foundthat the predictive ability of the ANN was superior to that of classical experi-mental designs, because some of the response surfaces were highly curvedand were thus poorly represented by model equations. They suggested thatclassical experimental designs such as Box–Behnken and central compositedesigns were inappropriate for use in modeling by ANNs. Pseudorandom designsthat covered the whole internal volume of the design space gave a much betterprediction.
Bourquin et al.11 also compared the predictive properties of ANNs andclassical statistical methods. Using a tablet formulation with six independentvariables and two responses, they too found that highly nonlinear relationshipswere difficult to model with classical designs and that the predictive propertiesof an ANN were much superior. However, they showed a potential weaknessof the neural network method by introducing an outlying result into their data.This result was not detected by the network, and hence poor prediction wasobtained. The regression equation, on the other hand, had a low value for thecorrelation coefficient, and this served as a warning that some of the data weresuspect.
In addition to predicting responses, ANNs have also been used to determineoptimal solutions. Several responses are incorporated into a single function toconsider all those responses simultaneously. The desirability function of Derringerand Suich,12 as described in Chapter 8, can be used for such purposes. Eachindividual output of the network can be normalized to partial desirability functionsd1, d2, d3, . . . , dn, which have values in the range 0–1. These are then combinedinto an overall desirability function D as shown in (11.4)
D = (d1 × d2× d3× . . . × dn)1/n (11.4)
Takayama et al.13 have described such an approach to the formulation of atransdermal product, comparing their results with those obtained by classicalmethods.
FURTHER READING
Bourquin, J. et al., Advantages of artificial neural networks (ANNs) as alternative modellingtechnique for data showing non-linear relationships using data from a galenical studyon a solid dosage form, Eur. J. Pharm. Sci., 7, 5, 1998.
Chen, Y. et al., Prediction of drug content and hardness of intact tablets using artificialneural networks and near-infrared spectroscopy, Drug Dev. Ind. Pharm., 27, 623,2001.
Degim, T. et al., Prediction of skin penetration using artificial neural network (ANN)modelling, J. Pharm. Sci., 92, 656, 2003.
TF1589_C011.fm Page 215 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

216 Pharmaceutical Experimental Design and Interpretation
Erb, R. J., Introduction of backpropagating neural network computation, Pharm. Res., 10,165, 1993.
Fu, X. C. et al., Predicting blood–brain barrier penetration of drugs using an artificial neuralnetwork, Pharmazie, 59, 126, 2004.
Hussain, A. S., Yu, X., and Johnson, R. D., Application of neural computing in pharmaceuticalproduct development, Pharm. Res., 8, 1248, 1991.
Kuppuswamy, R. et al., Practical limitations of tabletting indices, Pharm. Dev. Technol., 6,505, 2001.
Pillay, V. and Danckwearts, M. P., Textual profiling and statistical optimisation of cross-linked calcium alginate pertinate cellular acetophthalate gelisphere masses,J. Pharm. Sci., 91, 2559, 2002.
Plumb, A. P. et al., Effect of varying optimisation parameters on optimisation by guidedevolutionary simulated annealing (GESA) using a tablet film coat as an exampleformulation, Eur. J. Pharm. Sci., 18, 259, 2003.
Reis, M. A. A., Sinisterra, R. D., and Belchor, J. C., An alternative approach based on artificialneural networks to study controlled release, J. Pharm. Sci., 93, 418, 2004.
Rocksloh, K. et al., Optimisation of crushing strength and disintegration time of a high doseplant extract by neural networks, Drug Dev. Ind. Pharm., 25, 1015, 1999.
Sathe, P. M. and Venitz, J., Comparison of neural networks and multiple linear regression asdissolution predictors, Drug Dev. Ind. Pharm., 29, 349, 2003.
Takahara, J. et al., Multiobjective simultaneous optimisation based on artificial neural networkin a ketoprofen hydrogel formula containing O-ethylmenthol as a percutaneousabsorption enhancer, Int. J. Pharm., 158, 203, 1997.
Takayama, K. et al., Neural network based optimisation of drug formulations, Adv. Drug Del.Rev., 55, 1217, 2003.
Turkoglu, M., Ozarslan, R., and Sakr, A., Artificial neural network analysis for a directcompression tabletting study, Eur. J. Pharm. Biopharm., 41, 315, 1995.
Wang, X. et al., Preparation and evaluation of high drug content matrices, Drug Dev. Ind.Pharm., 29, 1109, 2003.
Wu, T. et al., Formulation optimisation technique based on an artificial neural network insalbutamol sulfate osmotic pump tablets, Drug Dev. Ind. Pharm., 26, 211, 2000.
REFERENCES
1. Rowe, R. C., Expert systems, in Encyclopaedia of Pharmaceutical Technology,2nd ed., Swarbrick, J. and Boylan, J. C., Eds., Marcel Dekker, New York, vol. 2,2002, p. 1188.
2. Lai, S., Podczeck, F., Newton, J. M., and Daumesnil, R., Expert system to aid thedevelopment of capsule formulations. Pharm. Technol. Eur., 8, 60, 62–64, 66, 68,1996.
3. Aleksander, I. and Morton, H., An Introduction to Neural Computing, 2nd ed.,Chapman & Hall, London, 1995.
4. Picton, P., Neural Networks, 2nd ed., Palgrave, London, 2000. 5. Russell, S. and Norvig, P., Artificial Intelligence: a Modern Approach, 2nd ed.,
Prentice-Hall, London, 2003. 6. Achanta, A. S., Kowalski, J. G., and Rhodes, C. T., Artificial neural networks:
implications for the pharmaceutical sciences, Drug Dev. Ind. Pharm., 21, 119, 1995. 7. Murtoniemi, E. et al., The advantages by the use of neural networks in modelling the
fluidised bed granulation process, Int. J. Pharm., 108, 15, 1994.
TF1589_C011.fm Page 216 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

Artificial Neural Networks and Experimental Design 217
8. Merrku, P. and Yliruusi, J., Use of 33 factorial design and multilinear stepwiseregression analysis in studying the fluidised bed granulation process, Eur. J. Pharm.Biopharm., 39, 75, 1993.
9. Chen, Y. X., et al., Comparison of four artificial neural network software programsused to predict in vitro dissolution of controlled release tablets, Pharm. Dev. Technol.,7, 373, 2002.
10. Plumb, A. P. et al., The effect of experimental design on the modelling of a tabletcoating formulation using artificial neural networks, Eur. J. Pharm. Sci., 16, 281,2002.
11. Bourquin, J. et al., Pitfalls of artificial neural network (ANN) modelling techniquefor data sets containing outlier measurements using a study on mixture properties ofa direct compressed dosage form, Eur. J. Pharm. Sci., 7, 17, 1998.
12. Derringer, G. and Suich, R., Simultaneous optimisation of several response variables,J. Qual. Tech., 12, 214, 1980.
13. Takayama, K., Fujikawa, M., and Nagai, T., Artificial neural network as a novelmethod to optimise pharmaceutical formulations, Pharm. Res., 16, 1, 1999.
TF1589_C011.fm Page 217 Monday, December 5, 2005 8:52 PM
© 2006 by Taylor & Francis Group, LLC

219
Appendix 1 Statistical Tables
Full sets of mathematical tables for techniques used in this book are widelyavailable in reference sources and textbooks on statistics. Hence, the tables given hereare those that are referred to in the worked examples in the chapters of this book.
A1.1 THE CUMULATIVE NORMAL DISTRIBUTION (GAUSSIAN DISTRIBUTION)
A normal distribution occurs with an infinite number of random events and can berepresented by a plot of the magnitudes of the events (X axis) against their frequenciesof occurrence (Y axis). The normal distribution is a theoretical concept, but it isfollowed in practice by large populations of random events. The plot is bell shaped,in which the maximum coincides with the arithmetic mean of the events, togetherwith the median and the mode. The distribution is defined by (A1.1).
(A1.1)
where z = the normal deviate, defined as the difference between the event size of interest
and the universe mean, divided by the universe standard deviation.
Integration of (A1.1) gives the results shown in Table A1.1. These are the fractionsof the total number of events represented by events within a particular size range.Thus, for example, in a normal distribution over 95% of the events lie betweenµ−1.96 and µ+1.96.
A1.2 STUDENT’S t DISTRIBUTION
Normal deviates can only be used when the universe mean and standard deviationare known. These values are not usually available, and the mean and standard deviationof the experimental sample must be used instead. These will be similar to the universeparameters, or even identical. Student’s t values (Table A1.2) must be used underthese circumstances instead of the normal deviates provided in Table A1.1.
TF1589_A001.fm Page 219 Monday, December 5, 2005 8:43 PM
© 2006 by Taylor & Francis Group, LLC

220 Appendix 1
TABLE A1.1 Values of the Normal Deviate
P′ z
0.05 0.06 0.10 0.13 0.20 0.25 0.30 0.39 0.40 0.52 0.50 0.67 0.60 0.84 0.70 1.04 0.80 1.28 0.90 1.65 0.95 1.96 0.99 2.58 0.995 2.81 0.999 3.29
TABLE A1.2 Values of Student’s t
continued
t Value Degrees of Freedom (ϕ) P′=0.05 2P′=0.05 P ′=0.01 2P ′=0.01
1 6.31 12.7 31.8 63.72 2.92 4.30 6.97 9.923 2.35 3.18 4.54 5.844 2.13 2.78 3.75 4.605 2.02 2.57 3.37 4.036 1.94 2.45 3.14 3.717 1.89 2.36 3.00 3.508 1.86 2.30 2.90 3.369 1.83 2.26 2.82 3.25
10 1.81 2.23 2.76 3.1712 1.78 2.18 2.68 3.0515 1.75 2.13 2.60 2.9518 1.73 2.10 2.55 2.8820 1.72 2.09 2.53 2.8525 1.71 2.06 2.49 2.7930 1.70 2.04 2.46 2.7540 1.68 2.02 2.42 2.7050 1.68 2.01 2.40 2.68
TF1589_A001.fm Page 220 Monday, December 5, 2005 8:43 PM
© 2006 by Taylor & Francis Group, LLC

Appendix 1 221
A1.3 ANALYSIS OF VARIANCE
The Student’s t value is used to compare the means of two sets of data. When themeans of more than two groups are to be compared, analysis of variance is employed.The statistical parameter F is calculated (Chapter 2) and compared with tabulatedvalues of F. Critical values of F are also used in regression analysis (Chapter 4).
TABLE A1.2 continued
t Value Degrees of Freedom
(ϕ)P′=0.0
52P ′=0.0
5P′=0.0
12P ′=0.0
1
60 1.67 2.00 2.39 2.6670 1.67 1.99 2.38 2.6580 1.66 1.99 2.37 2.6490 1.66 1.99 2.37 2.63
100 1.66 1.98 2.36 2.63120 1.66 1.98 2.36 2.62∞ 1.66 1.96 2.36 2.58
TABLE A1.3 Upper 5% Values of the F Distribution
Degrees of Freedom in Denominator
Degrees of Freedom in Numerator1 2 3 4 5
1 161 200 216 225 230 2 18.5 19.0 19.2 19.2 19.3 3 10.1 9.55 9.28 9.12 9.01 4 7.71 6.94 6.59 6.39 6.26 5 6.61 5.79 5.41 5.19 5.05 6 5.99 5.14 4.76 4.53 4.39 8 5.32 4.46 4.07 3.84 3.69
10 4.96 4.10 3.71 3.48 3.33 15 4.54 3.68 3.29 3.06 2.90 20 4.35 3.49 3.10 2.87 2.71 27 4.21 3.35 2.96 2.73 2.57 30 4.17 3.32 2.92 2.69 2.53 40 4.08 3.23 2.84 2.61 2.45 45 4.06 3.21 2.82 2.59 2.43 50 4.03 3.18 2.79 2.56 2.40
100 3.94 3.09 2.70 2.46 2.31 ∞ 3.84 3.00 2.60 2.37 2.21
TF1589_A001.fm Page 221 Monday, December 5, 2005 8:43 PM
© 2006 by Taylor & Francis Group, LLC

222 Appendix 1
TABLE A1.4 Upper 1% Values of the F Distribution
Degrees of Freedom in Denominator
Degrees of Freedom in Numerator 1 2 3 4 5
1 4052 4999 5203 5625 5764 2 98.5 99.0 99.2 99.2 99.3 3 34.1 30.8 29.5 28.7 28.2 4 21.2 18.0 16.7 16.0 15.5 5 16.3 13.3 12.1 11.4 11.0 6 13.8 10.9 9.78 9.15 8.75 8 11.3 8.65 7.59 7.01 6.63
10 10.0 7.56 6.55 5.99 5.64 15 8.68 6.36 5.42 4.89 4.56 20 8.10 5.85 4.94 4.43 4.10 27 7.68 5.49 4.60 4.11 3.78 30 7.56 5.39 4.51 4.02 3.70 40 7.31 5.18 4.31 3.83 3.51 45 7.24 5.12 4.25 3.77 3.46 50 7.17 5.06 4.20 3.72 3.41
100 6.90 4.82 3.98 3.51 3.21 ∞ 3.94 3.09 2.70 2.46 2.31
TF1589_A001.fm Page 222 Monday, December 5, 2005 8:43 PM
© 2006 by Taylor & Francis Group, LLC

223
Appendix 2 Matrices
Matrices have been used from time to time in this book. This section is written forthe benefit of readers who are not familiar with the subject and is provided to makethe book easier to understand.
A2.1 INTRODUCTION
Equations (A2.1) and (A2.2) are an example of a pair of simultaneous equationswhich can be solved to evaluate x and y. Solution of the equations first involvesmultiplication of each of the terms in (A2.1) by the coefficient of x in (A2.2), whichis 2, followed by multiplication of each of the terms in (A2.2) by the coefficient ofx in (A2.1), which is 4.
4x + y = 8 (A2.1)
2x + 3y = 12 (A2.2)
This yields (A2.3) and (A2.4)
8x + 2y = 16 (A2.3)
8x + 12y = 48 (A2.4)
Subtraction of (A2.3) from (A2.4) then gives (A2.5)
10y = 32 (A2.5)
Therefore,
y = 3.2
Substitution in (A2.1) or (A2.2) then gives x = 1.2. This elementary mathematical procedure is also the basis of the concept of
matrices. Equations (A2.1) and (A2.2) can be regarded in another way. For the coefficients
4, 1, 2, and 3, and for the solution x = 1.2 and y = 3.2, there are only two possiblevalues on the right-hand sides of (A2.1) and (A2.2), namely, 8 and 12. These twovalues form the linear mapping of the left-hand sides of (A2.1) and (A2.2) whenx = 1.2 and y = 3.2.
TF1589_A002.fm Page 223 Monday, December 5, 2005 8:21 PM
© 2006 by Taylor & Francis Group, LLC

224 Appendix 2
The study of matrices is less concerned with solutions than with relationshipsbetween coefficients, expressed for (A2.1) and (A2.2) in the form
This block of numbers is an example of a matrix, generally defined as a rectangulararray of numbers. Each number in the array is called an element, each set of elementsrunning along a matrix is a row, and each vertical set of elements is a column. Theabove example is a 2 × 2 matrix, because it has two rows and two columns. It isalso a square matrix, because the number of rows equals the number of columns.A matrix with n rows and n columns is called an nth-order matrix. Matrices aretraditionally surrounded by square brackets, as shown above. In studies involvingmatrices, the elements form the data under investigation.
A single row of elements enclosed in square brackets, for example,
is called a row vector, and a column enclosed in square brackets, for example,
is a column vector. Matrices can be of any size. Equations (A2.1) and (A2.2) can be written in matrix form, as shown in (A2.6)
(A2.6)
or in general terms
(A2.7)
Equation (A2.7) tells us that if the column matrix
4 1
2 3
1 0
1 4
1 2
1 5
1 3
.
.
.
.
.
8
12
4 1
2 3
1 2
3 2
=
.
.
′′
=
x
y
x
y
4 1
2 3
x
y
TF1589_A002.fm Page 224 Monday, December 5, 2005 8:21 PM
© 2006 by Taylor & Francis Group, LLC

Appendix 2 225
is multiplied by the square matrix
the answer will be the column matrix
The matrix algebra procedure for multiplication of the square matrix by thecolumn matrix can be derived by comparison with the classical method of solvingsimultaneous equations. Thus, substitution for x = 1.2 and y = 3.2 in (A2.1) and(A2.2) gives
x′ = (4 × 1.2) + (1 × 3.2) = 8 (A2.8)
and
y′ = (2 × 1.2) + (3 × 3.2) = 12 (A2.9)
Thus, to multiply the column vector and the 2 × 2 matrix in (A2.6),
1. x′ is equal to the product of the first element in the first row of the2 × 2 matrix and the top element of the column vector on the right-handside, giving 4 × 1.2, plus the product of the second element of thetop row of the 2 × 2 matrix and the bottom element of the columnvector on the right-hand side, to give 1 × 3.2, yielding a total of(4 × 1.2) + (1 × 3.2) = 8.
2. The y coordinate is the product of the first element of the bottom rowof the 2 × 2 matrix and the top element of the column vector on theright-hand side, plus the product of the second element of the bottomrow of the 2 × 2 matrix and the bottom element of the column vectoron the right-hand side, yielding a total of (2 × 1.2) + (3 × 3.2) = 12.
Matrices can be subjected to other mathematical manipulations, such as additionand subtraction, but as with multiplication, the procedures involve different rulesfrom classical algebra. Some of these are outlined below.
A2.2 ADDITION AND SUBTRACTION OF MATRICES
These processes can only be carried out between matrices having the sameorder. The procedures follow logically from classical mathematics, in that eachelement in the right-hand matrix is added to or subtracted from its corresponding
4 1
2 3
TF1589_A002.fm Page 225 Monday, December 5, 2005 8:21 PM
© 2006 by Taylor & Francis Group, LLC

226 Appendix 2
element in the left-hand matrix. Thus, for example, to add the following 2 × 2matrices,
(A2.10)
and to subtract
(A2.11)
The same procedures apply to larger matrices, for example,
A2.3 MULTIPLICATION OF MATRICES
Multiplication procedure varies with the functions that are being multiplied.
A2.3.1 MULTIPLYING A MATRIX BY A CONSTANT
This process is represented by placing the constant (b) outside the brackets, as shownbelow, and follows the logical course of multiplying all the elements by the constant,as shown in (A2.12)
(A2.12)
The same procedure applies to larger matrices, for example,
A2.3.2 MULTIPLICATION OF ONE MATRIX BY ANOTHER
Multiplication of matrices is related to the solving of simultaneous equations andhence to the derivation of regression equations used in Chapters 4, 7, and 8.
Consider the two matrices A and B. Matrix A can only be multiplied by matrixB if the number of columns in matrix A is the same as the number of rows inmatrix B. The resultant matrix (C) will have the same number of rows as matrixA and the same number of columns as matrix B.
4 2 1
3 4 2
6 3 6
1 2 3
4 5 6
7 8 9
5 4 4
7 9 8
13 11 15
+
=
ba a
a a
ba ba
ba ba11 12
21 22
11 12
21 22
=
5
4 2 1
3 4 2
6 3 6
20 10 5
15 20 10
30 15 30
=
TF1589_A002.fm Page 226 Monday, December 5, 2005 8:21 PM
© 2006 by Taylor & Francis Group, LLC

Appendix 2 227
An element cij in matrix C is obtained from row i of matrix A and column j ofmatrix B by multiplying the corresponding elements together, followed by additionof all the products. Thus, in general terms, each element of the product matrix iscalculated according to (A2.13)
cij = ai1× b1j + a12 × b2j + . . . + aik × bkj (A2.13)
The multiplication of two 2 × 2 matrices is shown in (A2.14). The result is another2 × 2 matrix.
(A2.14)
The product of a 4 × 4 matrix and a 4 × 2 matrix is a matrix with four rows and twocolumns (A2.15), each element of which is calculated from (A2.13)
(A2.15)
Equation (A2.15) shows the multiplication of a 4 × 4 matrix (matrix A) and a 4 × 2matrix (matrix B). This is possible because the number of columns in matrix Aequals the number of rows in matrix B. It is not possible to multiply matrix B bymatrix A, because the number of columns in matrix B does not equal the numberof rows in matrix A.
Furthermore, in classical mathematics, a product of two numbers is the same,irrespective of the order in which the numbers are taken. For example, a × b is equalto b × a. This does not always apply in matrix algebra. Thus, reversing the order ofthe matrices on the left-hand side of (A2.14) gives a different matrix from thatshown, as demonstrated below, using simple numbers
but
A2.3.3 MULTIPLICATION BY A UNIT MATRIX
In any square matrix, the elements running diagonally from the top left-hand cornerto the bottom right-hand corner form the leading diagonal. Multiplication by a matrix
a a a a
a a a a
a a a a
a a a a
11 12 13 14
21 22 23 24
31 32 33 34
41 42 43 44
×
=
b b
b b
b b
b b
c c
c c
c
11 12
21 22
31 32
41 42
11 12
21 22
331 32
41 42
c
c c
4 2
3 1
5 7
6 8
32 44
21 29
×
=
5 7
6 8
4 2
3 1
41 17
48 20
×
=
TF1589_A002.fm Page 227 Monday, December 5, 2005 8:21 PM
© 2006 by Taylor & Francis Group, LLC

228 Appendix 2
in which all the elements in the leading diagonal are the same and the remainingelements are all zero is equivalent to multiplying by the diagonal element alone, as,for example, in (A2.16)
(A2.16)
which is the solution given by (A2.12). A square matrix in which all the elements in the leading diagonal are equal
to 1 and the remainder is equal to zero is called a unit matrix. The unit matrix isthe matrix equivalent to unity in classical mathematics, because if a matrix ismultiplied by a unit matrix, the answer will be the original matrix, as shown in(A2.17)
(A2.17)
In general,
where X is a constant, is equal to X.
A2.3.4 MULTIPLICATION BY A NULL MATRIX
All the elements of a null matrix are zero. For example,
is a third-order null matrix. The null matrix is the matrix equivalent of zero inclassical mathematics. The product of any matrix with the null matrix of the sameorder is equal to zero.
A2.3.5 TRANSPOSITION OF MATRICES
Each element in a matrix is defined by its row and column number; for example,in the matrix C, element Cij is in row i and column j. The transpose matrix is obtainedby exchanging rows and columns, so that the element Cij becomes element C′ji inthe transpose matrix C′.
Thus, the transposition of the matrix
X
X
0
0
0 0 0
0 0 0
0 0 0
1 2 3
4 5 6
TF1589_A002.fm Page 228 Monday, December 5, 2005 8:21 PM
© 2006 by Taylor & Francis Group, LLC

Appendix 2 229
is
These matrices satisfy the conditions whereby they can be multiplied together. Theproduct C′C is called the information matrix and in the above example has the form
It is a square matrix and is symmetrical, in that the top right element is equal to thebottom left element.
A2.3.6 INVERSION OF MATRICES
If the product of matrix A and matrix B is a unit matrix, then matrix B is theinverse of matrix A. Thus, if A × B = I, then B = A−1. For inversion of matrix A tobe possible, then A must be a square matrix and its determinant must not be equalto zero (see below).
The transpose of the inverse of matrix A is identical to the inverse of its transposematrix, that is,
(A′)−1= (A−1)′
A2.4 DETERMINANTS
Matrix algebra is a relatively recent science in terms of the history of mathematics.The word matrix was first used in mathematics in 1850 by Sylvester, whereas theuse of determinants is older, originating with Leibniz in 1693. Determinants areexpressions associated with square arrays of numbers and were originally used tosolve simultaneous linear equations. The traditional way of solving such equationshas been demonstrated with (A2.1) and (A2.2) above.
The procedure involving the terms on the left-hand sides was
(4 × 2) + (4 × 3) − (2 × 4) − (2 × 1)
which reduces to
(4 × 3) − (2 × 1) = 10
The procedure can be expressed in the form
1 4
2 5
3 6
14 32
32 77
TF1589_A002.fm Page 229 Monday, December 5, 2005 8:21 PM
© 2006 by Taylor & Francis Group, LLC

230 Appendix 2
The vertical lines on each side of the numbers indicate that the expression is thedeterminant of the corresponding matrix.
The determinant is solved by subtracting the product of the second elementin the first row and the first element in the second row from the product of thefirst element in the first row and the second element in the second row. It is asecond-order determinant, because it has two rows and two columns and, in thiscase, solves to 10.
In general terms, the determinant of the matrix
An important characteristic of determinants is that when the elements in two or morecolumns of a matrix are related in the same way, its determinant reduces to zero.Thus, in the matrix
both elements in row 2 are twice the value of the elements above them, and becauseof this proportionality, the determinant is zero [(2 × 6) − (4 × 3) = 0]. This property isused in multivariate analysis as a test for relationships between columns of elements.
Determinants of 3 × 3 matrices are more difficult to calculate. Each element ismultiplied in turn by the determinant of the 2 × 2 matrix whose elements are neitherin the same row nor in the same column as the first row element.
The result for the second element in the top row is then subtracted from the sumof the other two results. Thus, taking the following matrix as an example:
determinant = a11[(a22 × a33) − (a23× a32)] − a12[(a21× a33) − (a23 × a31)] + a13[(a21 × a32)− (a22× a31)]
The directions of the signs between the second-order determinants follow logicallyfrom the classical method of solving simultaneous equations. The order in whichthe elements are taken is also important. The columns must be represented in thelower-order determinants in the same way as they appear in the original matrix.
The value of a third-order determinant in establishing relationships betweenvariables can be illustrated by using the results in Table A2.1. This gives the diffusioncoefficients of 4-hydroxybenzoic acid in three gelatin gels, A, B, and C, togetherwith the microscopic and macroscopic viscosities of the gels.1 The objective of theexperiment was to ascertain whether macroviscosity or microviscosity influenceddiffusion. Observation of the results is all that is needed to give the answer to
a a a
a a a
a a a
11 12 13
21 22 23
31 32 33
TF1589_A002.fm Page 230 Monday, December 5, 2005 8:21 PM
© 2006 by Taylor & Francis Group, LLC

Appendix 2 231
this question, so that statistical methods need not be used to establish relationshipsin this case. However, by looking at such a simple situation, it can be seen howthe methodology can be applied to more complicated problems. A matrix of thestandardized values of data from Table A2.1 is shown in Table A2.2.
The calculation of the determinant of this matrix is shown in (A2.18).
(A2.18)
The determinant is very small (−0.0069), signifying that at least two of the columnsare related. The number and nature of the columns which are related can beassessed by calculating the determinants of the second-order matrices. There arethree second-order determinants involving the diffusion coefficient and micro-viscosity. The largest of these, ignoring the sign, is 0.0617. This indicates thatthe diffusion coefficient and the microviscosity are related in some way, that is,
TABLE A2.1 The Influence of Viscosity on the Migration of 4-Hydroxybenzoic Acid through Glycerogelatin Gels1
Sample Diffusion Coefficient
(mm2 · h−1)Microscopic Viscosity
(Ns · m−2× 103)Macroscopic Viscosity
(Ns · m−2× 103)
A 0.021 13.30 2.20 B 0.040 6.52 20.2 C 0.027 10.86 26.8 Mean 0.0293 10.23 16.40 Standard deviation 0.0097 3.434 12.73
TABLE A2.2 Standardized Values of the Data in Table A2.1
Sample Diffusion Coefficient Microscopic Viscosity Macroscopic Viscosity
A −0.8557 0.8940 −1.1155B 1.1031 −1.0804 0.2985C −0.2371 0.1835 0.8170
TF1589_A002.fm Page 231 Monday, December 5, 2005 8:21 PM
© 2006 by Taylor & Francis Group, LLC

232 Appendix 2
the microviscosity is a predictor of the diffusion coefficient. Direct proportionalitywould give a value of zero for all three determinants, but this is not achievedbecause of experimental scatter.
There are also three second-order determinants involving the diffusioncoefficient and macroviscosity. The smallest of these, ignoring the sign, is 0.964,indicating that the diffusion coefficient is not related to macroviscosity. Also, allthe three second-order determinants of microviscosity and macroviscosity havevalues in excess of 0.9, indicating that there is no relation between these either.
The determinant of a fourth-order matrix is obtained by multiplying eachelement in the first row by the determinant of the 3 × 3 matrix with which it sharesneither a row nor a column. The results for the first and third elements in the firstrow are added together, and the second and fourth row element results subtractedfrom the total.
Determinants are tedious to calculate, but many spreadsheet packages containfacilities to calculate determinants and manipulate data in matrix form. For example,in Microsoft Excel®, the command MDETERM returns the matrix determinant ofan array of numbers and MMULT returns the matrix product of two arrays.
FURTHER READING
Bronson, R., Matrix Methods, An Introduction, 2nd ed., Academic Press, New York, 1991. Coulson, A. E., Introduction to Matrices, Longman, London, 1965.
REFERENCE
1. Armstrong, N. A. et al., The influence of viscosity on the migration of chlorampheni-col and 4-hydroxybenzoic acid through glycerogelatin gels, J. Pharm. Pharmacol.,39, 583, 1987.
TF1589_A002.fm Page 232 Monday, December 5, 2005 8:21 PM
© 2006 by Taylor & Francis Group, LLC