pg 44 DOWNTIME REDUCTION - Fujitsu · Midhun Mohan & Pradeep G Nair MarCoM Designer: Rahul Babu...
52
www.industry20.com April 2013 PRICE 100 A 9 9 MEDIA PUBLICATION VOLUME 12 ISSUE 08 R. Ramakrishnan Vice Chairman, Joint MD & Group CEO Polycab Wires DELIVERING SUPERIOR VALUE FOR MONEY MANAGING BUSINESS PROCESSES DELIVERING POSITIVE EFFECTS ON SOCIETY AND ENVIRONMENT Pg 20 DOWNTIME REDUCTION PREDICTIVE MAINTENANCE PREVENTS UNTIMELY BREAKDOWNS Pg 16 Cover Story Management & Strategy 5 ESSENTIAL ELEMENTS OF DECISION MAKING RIGHT DECISION MAKING NEEDS A SYSTEMATIC APPROACH Pg 44 Cables & Wires
Transcript of pg 44 DOWNTIME REDUCTION - Fujitsu · Midhun Mohan & Pradeep G Nair MarCoM Designer: Rahul Babu...

www.industry20.com April 2013 PRICE 100A 99 MEDIA PUBLICATION VOLUME 12 ISSUE 08
INDUSTRY 2.0 - TEC
HNO
LOG
Y MA
NA
GEM
ENT FO
R DECISIO
N M
AKERS
ApRIL 2013 VO
L 12 ISSUE 08` 100
R. RamakrishnanVice Chairman, Joint MD & Group CEO
Polycab Wires
Delivering
SuperiorValue for MoneyManaging business processes delivering positive effects onsociety and environMent pg 20
DOWNTIME REDUCTIONpredictive Maintenance prevents untiMely breakdowns pg 16
cover story
Management & strategy
5 essential eleMents of decision Makingright decision Making needs a systeMatic approach pg 44
cables & wires



www.industry20.com2 april 2013 | industry 2.0 - technology management for decision-makers
editorial
The world of 3D printing technology is growing at a rapid pace. Beside the companies and institutes, individual enthusiasts are
also working to make the technology more economic and enriched. Alternatively known as ‘additive manufacturing,’ this technology holds a great potential to drive the manufacturing operations greener by reducing manufacturing wastes to a great extent. Also, it has a consequent potential to reduce carbon footprint by bringing down the need for long distance transportation of products.
Since its inception in 1980s, though the technology was mostly kept at a bay as an expensive way of manu-facturing, its development process continued subduedly. Of late, its true potentials are being reviewed from an altogether different angle. The method, which was sparingly used for anything but rapid prototyping, is now being visualised as a potential solution against the labour intensive production processes. It has reached the point, wherefrom an image of a factory full of 3D printers can be visualised.
It’s undeniable that many challenges are yet to be addressed to make addi-tive technology a perfect substitute for the subtractive ones. As diplomatic
strategies are now being linked with the development of this technology, as evident from the recent developments in the USA, the dream will come true soon. The US government is investing $70 million into a private-public con-sortium of 3D printing experts based out of Youngstown, Ohio, and President Obama says, “This institute will help make sure that the manufacturing jobs of tomorrow take root not in places like China or India, but right here in the United States of America. That’s how we’ll put more people back to work and build an economy that lasts.”
So, the bell of the new economic war game has started ringing, and this is the high time for the Indian manufacturers to start taking seri-ous interest in embracing and further customising this technology. Additive Manufacturing Society of India (AMSI) has started to educate and promote the latest developments and applications in this field among the Indian manufac-turers. Some of our engineering R&D institutes too are working in this field. However, so far the focus has gone mostly towards making the technology more affordable and versatile. But with the changing scenario, we need to step forward with a focus on three points, namely innovation in design, speed and affordability.
Managing Director: Dr Pramath Raj SinhaPrinter & Publisher: Kanak Ghosh
EditorialGroup Editor: R GiridharManaging Editor: P K Chatterjee (PK)
dEsignSr. Creative Director: Jayan K NarayananSr. Art Director: Anil VKAssociate Art Directors: Atul Deshmukh & Anil TSr. Visualisers: Manav Sachdev & Shokeen SaifiVisualiser: NV BaijuSr. Designers: Raj Kishore Verma, Shigil Narayanan & Haridas BalanDesigners: Charu Dwivedi, Peterson PJ Midhun Mohan & Pradeep G NairMarCoMDesigner: Rahul BabustUdioChief Photographer: Subhojit PaulSr. Photographer: Jiten Gandhi
salEs & MarkEtingSr. Vice President: Krishna Kumar KG (09810206034)National Manager - Events & Special Projects: Mahantesh Godi (09880436623)Product Manager: Shreyans Daga (09999493430)GM (South & West): Vinodh Kaliappan (09740714817)Regional Mgr. (North): Rajesh Kandari (09811140424) North: Madhusudan Sinha (09310582516)East: Jayanta Bhattacharya (09331829284)
ProdUCtion & logistiCsSr. GM - Operations: Shivshankar M HiremathManager - Operations: Rakesh UpadhyayAssistant Production Manager: Vilas MhatreAd Coordination: Kishan SinghAssistant Manager - Logistics: Vijay MenonExecutive - Logistics: MP Singh, Mohamed Ansari &Nilesh Shiravadekar
offiCE addrEssNine Dot Nine Interactive Pvt Ltd Office No. B201-B202, Arjun Centre B Wing, Station Road,Govandi (East), Mumbai 400088. Board line: 91 22 67899666 Fax: 91 22 67899667
For any information, write to [email protected] subscription details, write to [email protected] sales and advertising enquiries, write to [email protected] any customer queries and assistance, contact [email protected]
Printed and published by Kanak Ghosh for Nine Dot Nine Interactive Pvt Ltd Plot No. 725 GES, Shirvane, Nerul, Navi Mumbai 400706. Board line: 91 22 67899666 Fax: 91 22 67899667
Editor: Anuradha Das MathurPlot No. 725 GES, Shirvane, Nerul, Navi Mumbai 400706.
Printed atTara Art Printers Pvt ltd.A-46-47, Sector-5, NOIDA (U.P.) 201301
P. K. Chatterjee (PK)[email protected]
VOl. 12 | ISSUe 08 | APRIL 2013
ManufacturingAdditive

Our alliance brings EtherNet/IP™ to life.
Download our FREE guide at:www.apac.rockwellautomation.com/ethernetip/PIINALL
To address customer demands for converged, common network technology that integrates manufacturing operations and IT, we have combined our own world-class expertise in automation control and information with that of Cisco®, global leaders in networking. Leveraging EtherNet/IP™ and building joint reference architectures, we are focussed on market education best practices for global manufacturers. These deliver secure solutions, increased flexibility and improved efficiencies across the whole enterprise.

contents
www.industry20.com4 april 2013 | industry 2.0 - technology management for decision-makers
Editorial .................................................02
Advertisers’ Index .................................04
Industry Update ....................................06
Techwatch ............................................. 14
Event Report .........................................46
Product Gallery ..................................... 47
Business Index ......................................48
market scenario10 Top Technology Trends in IT
Information is one of the forces changing the way business is done...
cables & wires20 Success Mantra: a strong
vision with excellent execution “We intend to make Polycab a strong brand, a great organisation...”
challenges & solutions23 10 Common Causes that
Damage Ethernet Cables If the communication fails in an industrial system, there may be a big economic loss...
26 Location Decision Making Incentives are often available in locations that have to compensate for negatives…
design & optimisation28 Designing a Power Plant Visualisation allows faster client
approvals reducing design time...
32 3 Strategic Steps for Effective Lubrication in Plants Are you aware of the fact that lubrication needs a proper strategy?
green manufacturing33 A New Ray of Hope to Address
Wastewater Pollutants Caffeinated bacteria may help with
waste decontamination...
34 Automotive Connectivity Vehicular pollution is one of the major menaces to our environment...
supply chain37 5 Steps for Selecting Partners Select the best-fit partner by seeing
them in action...
departments
CoVer Story16 Downtime Reduction today’s predictive asset maintenance systems uncover patterns that point to future asset failure, in advance. timely addressing the budding causes of failure, manufacturers can save unwanted downtimes.
Cover Design: Atul Deshmukh Photo Credit: Jiten Gandhi
advertisers’ indexPTC .......................................................FC
Accenture .............................................IFC
NBC ....................................................... 01
Rockwell ................................................03
Zenith Computers .................................05
Microsoft ............................................. IBC
HP ......................................................... BC
38 6 Major Warehouse Challenges An efficient WMS can address all the
emerging challenges in warehouses...
Quality & innovation40 Reducing Development Time
Siemens PLM helped a firm reduce development time drastically...
control & automation42 Powering Growth
A company grew its business with a software and a CNC machine...
management & strategy44 5 Elements of Decision Making Are all your business decisions based
on logic and information?
R. Ramakrishnan Vice Chairman Joint MD & Group CEO, Polycab


industry update
www.industry20.com6 april 2013 | industry 2.0 - technology management for decision-makers
Autodesk has unveiled its new Digi-tal Prototyping software targeting
to offer manufacturers — an unprece- dented access to the Autodesk portfo-lio — spanning the desktop and cloud — to more efficiently design, build and deliver better products faster, and at reduced costs.
The Autodesk 2014 Design Suites portfolio will provide designers and engineers with a complete set of tools and cloud services to simplify and streamline design, visualisation and simulation workflows from product development through delivery.
Additionally, Autodesk’s 2014 Sim-ulation Software portfolio will deliver a faster, more accurate and highly flexible approach to predicting, opti-mising and validating designs early in the design process.
Ingersoll Rand (IR) has recently inaugurated its
greenfield manufacturing facility in Mahindra World City, near Chennai. Talking about the new manufacturing facility, Venkatesh Valluri, Chairman and President, Ingersoll Rand India said, “India is a strategic market for Ingersoll Rand globally. With an established presence of around 100 years in the country, the new facility is part of the company’s overall growth strategy to drive ‘technology innovation’ and product development’ to serve local and global markets. Ingersoll Rand remains committed to indigenously manufacturing solutions driven by innovation. With this inauguration, we continue to commit to providing sustainable and energy efficient solutions in India.”
“Our operations in India are a prime example of Ingersoll Rand building on its existing leadership and combining that with focused investments. With its prox-imity to the local market, this state-of-the-art manufacturing facility epitomises our global strategy to manufacture products that will serve the growing demands of both domestic and international markets,” said Michael W. Lamach, Chairman and Chief Executive Officer, Ingersoll Rand.
Autodesk releases new solutions
IR opens up new manufacturing facilityMining leaders to discuss safety standards
Mining companies operate in
risky environment and deal
with hazardous materials on daily
basis, thus they are prone to risks
involved due to accidents and
hazardous environmental barriers.
Fleming Gulf is back with 2nd
Latam Health, Safety and Rescue
Operations in Mining, which will be
held on June 12 to 13, 2013 at Rio De
Janeiro - Brazil.
This forum aims to elevate safety
and security measures, and set
standards for rescue operations for
minimising risks, and urging this
sector to optimise its potential.
It also brings forth a platform to
discuss, understand, analyse and
enhance the importance of health,
safety and rescue operations in
mining industry.
Michael W. Lamach, Chairman & CEO, Ingersoll Rand, during inauguration of the new manufacturing facility
Whirlpool takes GreenDust’s service
Whirlpool, the home appliances manufacturer, has recently appointed
GreenDust to manage its end-to-end reverse logistics process.
“We are happy that a major and progres-sive brand like Whirlpool has the foresight to recognise that the strength of any supply chain is the strength of its weakest link, and in most cases reverse logistics tends to be that weak link,” said H. Chaturvedi Founder and CEO of GreenDust.
Proper reverse logistics management can create immediate, quantifiable and measur-able results that can act as a catalyst for growth, particulalry in slow economic times; otherwise too, in any developing nation, managing reverse logistics is a big chal-
lenge. These results include creating predictable cash flow, reducing returns management costs, increasing sales margins, generating higher asset recov-ery, avoiding channel conflict, reducing leakage, getting business intelligence on trends in returns and product faults, and most importantly, complying with e-waste regulations.
Hitendra Chaturvedi, Founder & M.D., Green Dust Pvt. Ltd.

www.industry20.com 7 industry 2.0 - technology management for decision-makers | april 2013www.industry20.com
Air India SATS Airport Services (AISATS) was awarded ‘Air Cargo
Terminal Operator of the Year’ by the Indian Chamber of Commerce, for the second consecutive year.
The annual award ceremony was graced by several dignitaries such as Union Railway Minister - Pawan Kumar Bansal, Minister of State for Road Transport and Highways - Dr. Tushar A. Chaudhury and Secretary Ministry of Shipping - P. K. Sinha.
The Indian Supply Chain and Logis-tics Excellence Award is an annual award of the Indian Chamber of Com-merce (ICC) – which evaluates the nominees on the basis of their range of services, operational performance, customer satisfaction and adoption of information technology.
The award recognised AISATS for its best-in-class Air Cargo Terminal at the Bengaluru International Airport on
the basis of ten key parameters, such as range of specialised and value-added services, IT and EDI system, cus-tomer satisfaction and responsiveness, security manage-ment, energy conser-vation and innova-tion, amongst others.
On receiving this award, Willy Ko, CEO of AISATS said, “We at AISATS constantly endeavour to set new benchmarks of excellence in every aspect of our operations. This honour for the second consecutive year is a testimony to our consistent and reliable services. We thank the Indian Cham-ber of Commerce and feel privileged to
accept the award in recognition of our contribution to the industry. AISATS will continue to focus on delivering operational excellence, and adopting best practices to benefit our customers and the industry as a whole.”
With a view to ready itself for
the market – which is anitcipated to experience exponential growth due to the envisaged setting up on the cold chain for the transportation and sale of agricultural products, as well as the opening up of foreign investment in retail, Bitzer plans to expand its owned and operated ‘Green Point’ Service Centres at Mumbai and Delhi to Bengaluru.
The new centre will be opened by April 2013. In addition, the centre will be having resident sales managers at Bengaluru, Chennai and Kolkata.
Bitzer has been present in India since 2007 through its (100 per cent) owned subsidiary - Bitzer India Pvt. Ltd. The company supplies compression products to major OEMs in India, like Blue Star, Voltas, CIAT India, Climiveneta, Motherson Group, Panasonic India, Ingersoll Rand and Reynold India. In addition, it serves clients like Bharat Petroleum Corporation Limited (BPCL), Indian Oil, Reliance Industries and Maruti Suzuki India Limite (MSIL), through its offices in Mumbai and New Delhi.
AISATS gets award from Indian Chamber of Commerce
Bitzer expands service in IndiaKSB supplies pumps to Indian power station
By November 2014, Franken-
thal-based (Germany) pump
manufacturer KSB Aktiengesell-
schaft will supply 16 pumps for the
supercritical power plant being
built by the national energy author-
ity, India. The contract includes
delivery of four large turbine-driven
duty pumps, four smaller start-up
and stand-by pumps driven by
electric motors, and eight booster
pumps. The duty pumps’ maxi-
mum flow rate is 1,265 cc per hour.
The highest head as per project
specifications is around 3,675
metres, and the operating tem-
perature is 190 degrees Celsius.
The maximum input power of one
of the turbine-driven boiler feed
pumps ranges at 13,200 kilowatt.
Henry Christopher, Senior VP, Cargo operations Bangalore, AISATS is receiving the award.
(LtoR) H. Bhatia, GM (Sales) and Rob de Bruyn, MD, Bitzer India; with M. Loistl, Director Marketing Bitzer

industry update
www.industry20.com8 april 2013 | industry 2.0 - technology management for decision-makers
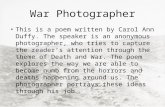
Persistent power cuts held back India’s manufacturers in March 2013. Though condi-
tions improved, the seasonally adjusted HSBC Purchasing Managers’ Index (PMI)
was 52.0, the lowest figure for 16 months, and down from 54.2 in February.
Leif Eskesen, Chief Economist for India and ASEAN at HSBC, said: “Manufacturing
activity lost momentum in March, with output growth slowing notably on the back of a
deceleration in new orders and power outages.”
Manufacturers had run down their stock levels to meet demand ─ because power
cuts caused disruption to day-to-day production schedules. However, output still
increased, albeit modestly. “This suggests that output could get a lift in coming months
as inventories are replenished. Encouragingly, input and output price inflation eased,”
Eskesen commented.
Power cuts affect manufacturing growth
Schneider appoints new MD for India
Schneider Electric has recently appointed
Anil Chaudhry as the Managing Director and Country President, Schneider Electric India. Chaudhry succeeds Olivier Blum.
Commenting on his new role, Chaudhry said, “I am equally pleased to be taking on the new role of Country President and MD, Schneider Electric India. It is a vibrant opportunity, and I am looking forward to guiding the com-
pany in alignment with the synergies and vision of the Schneider Electric Group. The energy efficiency and energy management domains are witnessing new momentum with eve-rything becoming moni-tored, controlled and more efficient. I intend to work closely with stakehold-ers within and outside to help continue the growth momentum of Schneider
Electric India in the incredibly dynamic and important market that India is.”
Clough, an engineering and project services company of Western Aus-
tralia has selected Intergraph Smart-Plant P&ID Engineering Integrity to boost safety, quality and productivity in design. This solution will enable Clough to automate many manual validations of piping and instrumentation diagrams (P&IDs) against best practice engineer-ing rules, safety practices and client-specific standards for improved techni-cal design quality.
“We are continuously looking to establish engineering best practices for our work processes, and SmartPlant P&ID Engineering Integrity will help us eliminate the manual P&ID checking process for significant time and cost savings. This unique Intergraph solu-tion ensures we maintain high-quality P&IDs, and when handed over to own-ers, they meet all operational needs of the project. SmartPlant Enterprise solutions have always delivered great value to our projects, and we are fully confident that SmartPlant P&ID Engi-neering Integrity will drive continued success,” said Paul Rushton, Ggeneral Manager of Engineering at Clough.
HSBC India Composite Output PMI
Australian firm adopts Intergraph’s P&ID solution
Anil Chaudhry, Managing Director and Country President, Schneider Electric India
40
45
50
55
60
65
2006 2007 2008 2009 2010 2011 2012
Increasing rate of contraction
Increasing rate of growth50 = no change on previous month, S.Adj.
Sou
rce:
Mar
kit,
HS
BC
.
RBC Bearings takes over WPA
RBC Bearings, an international manufacturer of highly-engineered
precision plain, roller and ball bearings for the industrial, defence and aerospace industries, has acquired Western Precision Aero (WPA) for approximately $2.6mn. WPA is a manufacturer of precision components and gears for the aerospace and industrial markets. Dr. M. J. Hartnett, Chairman and CEO, RBC Bearings, said, “The addition of WPA’s unique and complimentary products and processes to our portfolio will increases the breadth of our current offerings.”

New Link Road, Andheri (W), Mumbai 400 053.
CHEP INDIA PVT. LTD.3rd.floor, Aver Plaza, Opp. Citi Mall,
Toll Free: 1 800 209 7273 Land Line: +91 22 67839400Email:[email protected] www.chep.com
WHY BUY?JUST HIRE!

www.industry20.com 9 industry 2.0 - technology management for decision-makers | april 2013
Danfoss displays its dairy solutions
Finolex starts production of PVC pipes at Masar plant in Gujarat
Finolex Industries has commenced commercial production of PVC pipes
at its manufacturing plant at Masar, near Vadodara in the State of Gujarat. The company had entered into a MOU with Government of Gujarat during Vibrant Gujarat 2011 Summit for set-ting up this plant at an investment of approximately Rs 100 crore.
The plant is set up on an area of around 29 acres and will go into pro-duction in two phases.
This is the first plant of Finolex Industries outside Maharashtra, where
Recently at the IIDE 2013 in Mumbai,
Danfoss Industries show-cased their expertise in dairy products preserva-tion. The company exhib-ited an innovative range of products including One Gear Drive, Refrigeration Drive, Harmonic Filter, Optyma Slim Pack Con-densing Unit and Indus-trial Refrigeration Line Components.
“Since India is a promi-nent player in the global dairy indus-try, we have a responsibility to provide excellent infrastructure to ensure that
Indian Dairy will reach its potential growth. Danfoss recognises this need and has brought forth innova-tive and energy efficient products to ensure excel-lent storage of dairy prod-ucts. This in turn, will aid in operational efficiency and better food security by reducing wastage,” said Rajesh Premchan-dran, Director of Refrig-eration and Air-condition-ing, Danfoss India.
In a concurrent event, 41st Dairy Industry Conference, Danfoss present-ed a session on its dairy solutions.
Rajesh Premchandran, Director of Refrigeration and Air-conditioning, Danfoss India
Logistics market experiences subdued demand
CBRE’s recently published
“India Logistics Market View
Report H2 2012,” states that the
logistics market in India witnessed
restrained demand in H2 2012 on
the back of continuing global
and domestic uncertainty in the
economy. Compared to the previous
review period, transaction closures
were limited in the H2 of 2012.
However, the general sentiment
across the sector continues to
be positive. Going forward, as the
economic sentiment improves
and occupiers begin expanding
their footprint across the country,
demand levels (and consequently
absorption) are expected to rise
gradually across most leading
logistics and warehousing hubs of
the country.
During the review period, most
of the leading logistics markets
continued to observe strong
occupier preference for Built-to-
Suit (BTS) facilities. Additionally,
contribution by foreign investors
through mergers and acquisitions
and private equity funds is expected
to enhance the growth of this sector
in the near future.
Commenting on the findings of
the report, Anshuman Magazine,
Chairman and Managing Director of
CBRE South Asia Pvt. Ltd., said, “The
prevailing economic uncertainty
in the global and Indian economy
continues to affect all sectors,
including the Logistics Market
in India. On the other hand, the
Government of India continues to
give impetus to this important sector
by implementing various reforms.
This coupled with an expected
revival in the economy will help the
sector in the long run.”
*CB Richard Ellis renamed as CBRE
South Asia Pvt. Ltd.
(LtoR) Prakash Chhabria, Executive Chairman and Saurabh Dhanorkar, Managing Director, Finolex Industries
the company has two manu-facturing plants. “Friendly industrial environment in the state of Gujarat prompted Finolex Industries to set up a Plant for the first time outside Maharashtra. The plant is strategically located to cater to the dynamic and ever grow-ing agriculture and real estate market of not just Gujarat but also Northern states,” said Prakash Chhabria, Executive Chairman, Finolex Industries.
According to him, the first phase of the Masar plant has added to the pro-duction capacity of PVC pipes by about 30,000 tons per annum (TPA). When the second phase will get commissioned during FY 2013-2014, the total capacity added by the plant will be 50,000 TPA.
The company’s total aggregate pro-duction capacity across its three ultra-modern plants; viz one each at Pune and Ratnagiri in Maharashtra and this third one at Masar in Gujarat will reach over 200,000 TPA –when the second phase is commissioned.

market scenario
www.industry20.com10 april 2013 | industry 2.0 - technology management for decision-makers
Information technology research and advisory company, Gartner has identified some of the top technology trends that will
play key roles in modernising Information Management (IM) in 2013 and beyond. According to Gartner, these will make infor-mation governance much more essential than ever before.
“Information is one of the four powerful forces changing the way business is done. Signifi-cant innovation continues in the field of Information Management (IM) technologies and practices driven by the volume, velocity and variety of information, and
the huge amount of value — and potential liability — locked inside all this ungoverned and under-used information, said Regina Casonato, Managing Vice Presi-dent at Gartner.
However, the growth in information volume, velocity, variety and complexity, and new information use cases, makes IM infinitely more difficult going for-ward than it has been in the past. In addition to the new internal and external sources of infor-mation, practically all informa-tion assets must be available for delivery through varied, multiple, concurrent and, in a growing number of instances, real-time P
hoto
Cre
dit:
ww
w.p
hoto
s.co
m
in Information Infrastructure
With the rapid and continuous development in the field of Information Technology (IT), and its varied applications in business, the traditional ways of doing businesses are finding radical facelifts. However, in this era of information dominated business, the role of information governance is becoming increasingly important.
TopTechnology Trends

www.industry20.com 11 industry 2.0 - technology management for decision-makers | april 2013
channels and mobile devices. All this demands the ability to share and reuse information for multiple context delivery and use cases. More importantly, it demands new skills and roles. The top technology trends impacting information infrastruc-ture in 2013 include:
Big dataGartner defines big data as high-volume, high-velocity and high-variety information assets that demand cost-effective, innovative forms of information processing for enhanced insight and deci-sion making.
Big data warrants innova-tive processing solutions for a variety of new and existing data, to provide real business benefits, but processing large volumes or wide varieties of data, remains merely a technological solution, unless it is tied to business goals and objectives.
New forms of processing are not necessarily required, nor are new forms of processing always the least expensive solution (least expensive and cost-effec-tive are two different things). The technical ability to process more varieties of data in larger volumes is not the payoff. The most important aspects of big
data are the benefits that can be realised by an organisation.
Modern information infrastructureIM is a discipline that requires action in many different areas, most of which are not technology specific. Central to success is an enabling technology infrastruc-ture that helps information pro-ducers and information consum-ers organise, share and exchange any type of data and content, anytime, anywhere.
This enabling technology infrastructure is what Gartner calls a modern information infra-structure. Because it must sup-port a wide range of information use cases and information types, it is essential that information infrastructure be viewed as stra-tegic, so that a vision to develop it in a cohesive and aligned way over time is possible.
Organisations that establish a road map for this type of cohe-sive, application-independent and information-source-independent set of IM technology capabilities are best placed to achieve long-term Enterprise IM (EIM) goals.
Semantic technologiesSemantic technologies extract meaning from data, ranging from
quantitative data and text, to video, voice and images.
Many of these techniques have existed for years and are based on advanced statistics, data mining, machine learning and knowledge management.
One reason they are garner-ing more interest is the renewed business requirement for mon-etising information as a strate-gic asset. Even more pressing is the technical need. Increasing volumes, variety and velocity — big data — in IM and business operations, requires semantic technology that makes sense out of data for humans, or auto-mates decisions.
Logical data warehouseData Warehouse (DW) architec-ture is undergoing an important evolution, compared with the relative stasis of the previous 25 years. The DW is evolving from competing repository concepts, to include fully enabled data management and information processing platforms.
These new warehouses force a complete rethink of how data is manipulated, and where in the architecture each type of processing occurs that supports transformation and integration. It also introduces a govern-ance model that is only loosely coupled with data models and file structures, as opposed to the very tight, physical orientation used before.
NoSQL DBMSsNoSQL DBMSs — key-value stores, document-style stores, and table-style and graph data-bases — are designed to support new transaction, interaction and observation use cases involving Web scale, mobile, cloud and clustered environments.
Increasing adoption and growing customer demands have opened up a significant gap Modern information infrastructure

market scenario
www.industry20.com12 april 2013 | industry 2.0 - technology management for decision-makers
between commercially supported NoSQL DBMSs and open-source projects that have only commu-nity support.
The latter remain immature and are used by Web develop-ers for applications that are not mainstream. Commercial products are using their added funding not only to build sales, support and marketing, but also to add enterprise-class features intended to widen adoption and win new business.
The growth of the ecosystem will have an impact on broaden-ing adoption. However, aware-ness is still limited and the lead-ing players remain off the direct sales playing field, slowing their penetration of corporate IT stra-tegic plans. As a result, business impact in 2012 was moderate, but in 2013 is increasing as more organisations investigate and experiment.
In-memory computingIn-memory computing is an emerging paradigm, enabling user organisations to develop applications that run advanced queries on very large datasets, or perform complex transactions at least one order of magnitude faster (and in a more scalable way) than when using conven-tional architectures. In-memory
computing opens unprecedented and partially unexplored oppor-tunities for business innova-tion (for example, via real-time analysis of big data in motion) and cost reduction (for example, through database or mainframe off-loading).
Chief Data Officer and other information-centric rolesEIM requires dedicated roles and specific organisational structures. Higher specific roles, such as chief data officer, infor-mation manager, information architect and data steward, will be critical for meeting the goals of an EIM program.
The fundamental objectives of the roles remain constant: to structure and manage informa-tion throughout its life cycle, and to better exploit it for risk reduc-tion, efficiency and competitive advantage. The enterprises that are moving first to create these roles, and to train for them, will be the first to benefit from infor-mation exploitation.
Information stewardship applicationsGovernance of data is a people- and process-oriented discipline that forms a key part of any EIM program. The decision rights and
authority model that forms gov-ernance has to be enforced and operationalised. This means that this technology is needed to help formalise and combine the day-to-day stewardship pro-cesses of (business) data stew-ards into part of their normal work routines.
The formation of this spe-cific toolset needs to be closely targeted at the stewardship of primarily structured data. The continued high growth and inter-est in Master Data Management (MDM) programs is driving much of the interest in this technology, because MDM gives these solu-tions recent and specific context, which makes them applicable and meaningful to users. Howev-er, other initiatives, such as data quality improvement and broad-ening information governance goals, are also driving demand.
Information valuation/InfonomicsInformation valuation is the pro-cess by which relative value or risk is assigned to a given infor-mation asset or set of informa-tion assets. The question of the value of information has been around for a long time; however, a more formal approach to information valua-tion is beginning to take hold in leading-edge organisations.
When considering how to put information to work for the organisation, it is important to not only think about information being like an asset, but also to actually value and treat it as if it were an asset.
Any number of established methods for valuing intan-gibles (for example, market approach, cost approach or income approach) can be used, or organisations can select valuation methods that map to non-financial key perfor-mance indicators.
In-memory computing enables user organisations to develop applications that run advanced queries on very large datasets. P
hoto
Cre
dit:
ww
w.p
hoto
s.co
m

MEMBERSHIP BENEFITSAnnual membership to Inc. India Leaders Forum will entitle you to the following benefits
PEER NETWORKSProvides an opportunity for chief executive officers and owner managers to engage with a ‘like-minded’ peer group.
LEADERSHIP SUMMITSAnnual meeting to set the agenda for the community’s strategic and most current issues. The Forum’s summits bring together a focused audience and authoritative speakers, in a highly interactive format
BRIEFING SESSIONSA series of quarterly meetings throughout the year. Constructive debate, diverse opinions and in-depth discussions provide a premier networking and instructive forum
COMPLIMENTARY ADVERTISEMENTAccess to the 9.9 Media bouquet of magazines for complimentary advertising (Includes: Inc. India, CTO, CIO&Leader, CFO, IT Next, EDU & I2)
RESEARCH AND ADVISORYAccess to our in-house research reports on issues of relevance to high-growth companies.
Membership to Inc. India Leaders’ Forum is corporate but limited to Entrepreneurs, Directors and Chief Executive Officers
TO KNOW MORE ABOUT THE MEMBERSHIP PROGRAMMEPlease contact Rajat Gupta at [email protected] or call at 0120-4010 914
Inc. India invites all CEOs and
founder managers to an exclusive membership
programme which fosters knowledge
sharing in the community and
strengthens your efforts to build and take
your enterprise to the next
level of growth and business
excellence
CEOs JUST JOINED COCOBERRY | OZONE OVERSEAS | DTDC | DHANUKA AGRITECH | HOLOSTIK | PRECISION INFOMATIC SHRI LAKSHMI COTSYN | O3 CAPITAL | EMI TRANSMISSION | GRAVITA INDIA | AND MANY MORE...
“An ideal platform for business leaders to share leadership strategies and help business flourish”ISHAAN SURIDIRECTOR, INTERARCH BUILDING PRODUCTS

techwatch
www.industry20.com14 april 2013 | industry 2.0 - technology management for decision-makers
GE has developed a prototype of the world’s most efficient high-output
wind turbine – the new 2.5-120 is operational at a test site in Wieringer-meer, Netherlands. The 2.5-120 is the company’s first brilliant wind turbine, driving higher power output, improving service productivity and creating new revenue streams for customers.
The 2.5-120, announced in January, harnesses the power of the industrial Internet to analyse tens of thousands of data points every second allow-ing for management of variable wind sources to provide smooth, predictable power. The turbine integrates energy storage and advanced forecasting algo-rithms while communicating seamless-ly with neighboring turbines, service technicians and operators.
As the first wind turbine to bring together world-class efficiency and power output at low-wind-speed sites,
Specially designed installation vessel SEA INSTALLER has
installed the first two six megawatt wind turbines in the offshore wind power plant Gunfleet Sands III. The company is in the vanguard in the field of offshore wind turbine technology, and has also played a pioneering role in the challenging area of offshore installation of wind turbines.
Its purpose in all these endeavours is
to further reduce the costs of wind energy,
and so enable wind power to compete with
traditional energy sources.
Apart from innovations ─ such as the
new gearless six-megawatt wind turbine,
another important leverage factor here
is the systematic industrialisation of the
offshore logistics.
High-Output Wind Turbine Undergoing Test
Siemens wind turbines installed offshore
the 2.5-120 captures a 25 per cent increase in efficiency and a 15 per cent increase in power output compared to GE’s current model.
The turbine’s high efficiency and high output unlock higher returns for wind farm operators at low-wind-speed sites. Also, its advanced controls and 120-metre rotor enable increased energy capture and greater power out-put in low-wind areas. The taller tower, which has a maximum hub height of 139 metres, makes it ideal for heavily forested regions in places like Europe and Canada.
GE has worked with ECN, a Dutch independent research institute for renewable energy, for the past decade to validate its newest technologies. The 2.5-120 prototype will be tested and validated in accordance with the high-est GE and industry standards through fall 2013.
Optimised Polyamide Grades for WIT
BASF is expanding its assortment of polyamide grades that have been optimised
for the use of Water-Injection Technology (WIT) in injection moulding. The new
WIT grades are Ultramid A3HG6 WIT Balance and Ultramid A3WG7 WIT. Thanks to
water-injection technology, hollow plastic parts, for example, for medium-carrying
lines that require a very good inner surface, can be produced by injection mould-
ing. These two materials are now available in commercial quantities. Owing to its
improved hydrolysis resistance, the polyamide (PA) Ultramid A3HG6 WIT Balance is
particularly well-suited for components
that carry coolant or that come into
contact with water. At the same time, the
content of PA 6.10 in this material also
translates into high stress-cracking resis-
tance to calcium chloride, thus taking into
account the more stringent requirements
made in terms of resistance to road salt.
Particularly in Asia, calcium chloride is
often spread on icy roads.
In contrast, BASF recommends its new
Ultramid A3WG7 WIT, which is rein-
forced with 35 per cent glass fibres, especially for tubes that convey oil such as those
employed for dipsticks, or else for other components that have to meet high demands
in terms of oil resistance, stiffness and dimensional stability. Both materials lend them-
selves very well for WIT processing.
Pho
to C
red
it: G
E
Installation of the prototype of GE’s new 2.5-120 wind turbine at a test site in Wieringermeer in Netherlands
Hollow plastic parts for medium-carrying lines, which require a very good inner surface, can now be produced by injection moulding.

www.industry20.com 15 industry 2.0 - technology management for decision-makers | april 2013
A multidisciplinary team of researchers from Carnegie Mellon
University are working on exploring ─ how heat is transported in organic-inor-ganic hybrid materials. The nanocrystal arrays they are studying are cost-effec-tive potential replacements for single-crystal semiconductors in solar cells, solid-state lighting and thermoelectric energy generators. Thermal manage-ment challenges exist in all these
Most manufacturing companies have by now taken the 'easy'
steps to optimise energy consumption, e.g., by replacing old, energy-guzzling machines by more efficient ones. Pneumatic drives are another example: Here improvements that are relatively easy to implement lead to energy sav-ings of ten per cent or more.
Beyond that, potential efficiency improvements in manufacturing can be realised only if the production as a whole is examined from a process-oriented perspective. For this prob-lem Fraunhofer FIT has developed
Optimising Energy Consumption in Manufacturing
technologies. For example, excess heat generation in solid state lighting leads to higher operating temperature, reduced performance, shorter lifetime, and less reliability.
Previous works on nanocrystal arrays, however, did not consider any thermally related properties. The CMU researchers; led by Jonathan A. Malen and Alan J. H. McGaughey, in collabo-ration with colleagues at the University of Chicago, made the first-ever meas-urements of thermal conductivity in this new class of material.
Nanocrystal arrays are built from nanometre-sized semiconductor spheres linked together by small organ-ic molecules in a periodic arrangement. Endless material combinations, paired with size tunability and scalable manu-facturing, make nanocrystal arrays an exciting next-generation material for energy-related applications. "Our work transcends several fundamental disci-plines and has a direct impact on heat dissipation in organic-inorganic hybrid materials. Novel hybrid materials could be the next big thing in energy, where conventional semiconductors cannot be scalably produced and organic poly-mers cannot perform," Malen said.
a solution. The system is a software platform based on a service-oriented architecture. It makes it easy to link up existing devices and sensors; additional measuring technology can be integrat-ed efficiently.
As it can be extended flexibly, the software platform supports a pragmatic approach. At the start the existing data sources are used. Additional sensors can be added later on, as needed.
First a manufacturing process is represented in a BPMN process model. The machines and sensors involved in a particular process step, and what iden-
New Method for H2 Fuel Production
A team of Virginia Tech research-
ers has discovered a way to
extract large quantities of hydrogen
from any plant. This technology has
the potential to bring a low-cost,
environmentally friendly fuel source
to the world.
“Our new process could help
end our dependence on fossil fuels.
Hydrogen is one of the most impor-
tant biofuels of the future,” says
Y. H. Percival Zhang, Associate
Professor, Biological Systems Engi-
neering in the College of Agriculture
and Life Sciences and the College
of Engineering.
Zhang and his team have suc-
ceeded in using xylose, the most
abundant simple plant sugar, to
produce a large quantity of hydrogen
that previously was attainable only in
theory. Zhang’s method can be per-
formed using any source of biomass.
This new method of producing
hydrogen utilises renewable natural
resources, releases almost no green-
house gases, and does not require
costly or heavy metals. Previous
methods to produce hydrogen are
expensive and polluting.
Carnegie Mellon University's Jonathan A. Malen
tifies its start and end, are defined. This makes it possible to capture the data separately for each process step and optimally adjusted to the task at hand.
The data is aggregated as required and sent to existing IT business sys-tems like an ERP or a MES. This makes it possible to optimise manufacturing processes or to identify machines that are not optimally utilised. In the acqui-sition process, the data is analysed to identify situations that require imme-diate reaction. Then other IT systems or workers responsible for solving the problem are notified ad hoc.
Studying Heat Flow in Hybrid Materials

www.industry20.com16 april 2013 | industry 2.0 - technology management for decision-makers
Today’s predictive asset maintenance systems uncover patterns that point to future asset failure, in advance. Timely addressing the causes of failure, manufacturers can save unwanted downtimes.By P. K. ChatterjeeDesign: Atul Deshmukh
DowntimeReDuction
cover storycover story

www.industry20.com 17 industry 2.0 - technology management for decision-makers | april 2013
Today’s predictive asset maintenance systems uncover patterns that point to future asset failure, in advance. Timely addressing the causes of failure, manufacturers can save unwanted downtimes.By P. K. ChatterjeeDesign: Atul Deshmukh
For capital-intensive industries (say) like high-tech manufacturing, steel plants, automotive manufacturing units, oil and gas production, and fleet manage-ment, even a short downtime caused by
asset failure means huge revenue losses. During any such event, in traditional organisations most of the time is wasted in tracing the cause of failure. However, in modern factories the scene is quite different. Today’s technology vendors have devel-oped different ways to tackle such situations. Many progressive manufacturers are gaining competitive advantage by maximising resources to meet opera-tional and profit goals and comply with safety and environmental mandates.
Need of the hourAs today’s manufacturing environment has been much more versatile, complex and challenging in nature, only an all all-round software solution can help the organisations in running their units with-out unwanted downtimes. Whereby comes up the need for a complete, (as near as possible) real-time visibility that helps instant technical and commer-cial decision making. Also, the new socio-economic forces are requiring the manufacturing business leaders to re-look at the ways they operate.
The need of the hour is to reduce downtimes by using enterprise business intelligence capabilities. Gaining near-real-time insight into the performance of sites and assets enables maintenance engineers to react and solve issues quicker at every level.
Optimisation of maintenance cycles using advanced optimisation algorithms and solvers to expand maintenance cycles is absolutely important. It drastically reduces the chance of sudden failures leading to unscheduled maintenance. Predictive and near-real-time performance alerts enable main-tenance teams to fix issues during already-sched-uled maintenance period. This has a great effect on operational cost as well as business commitments of the manufacturing organisations.
Deep insight of the troubles through root cause analysis using latest analytics and predictive data mining capabilities, which efficient software solu-tions can provide, helps manufacturing leaders take precautions before the actual crises arise. It is a must for any progressive manufacturing company. A continuous effort to enhance reliability, equipment
efficiency and quality improvement keeps a manu-facturing organisation ever ready to face the emerg-ing challenges, by reducing unscheduled downtimes to near zero, maintaining consistent quality stand-ards and ensuring timely dispatch of finished goods. All these are possible only when there is a complete visibility of each and every operation.
Some instances of applicationsPredictive analytics from SAS helps companies, which depend on assets like production equipment, pinpoint the best times to conduct routine mainte-nance and avoid costly disruptions. Companies such as Saudi Aramco, POSCO, Ryder and many others
are gaining business benefits of asset optimisation with SAS software.
Brian Wans, Shell Project Manager, says, “At Shell Upstream Americas, Deep-water in New Orleans, Shell is using the SAS Predictive Asset Maintenance solution to address some of our most sophisticated surveillance challenges in the Gulf of Mexico. Imple-mentation of SAS Predictive Asset Maintenance offers Shell a competitive advantage by predicting and explaining performance anomalies in ultra-deep water production lift systems, allowing Shell to make better, more informed decisions that positively impact Shell by limiting equipment damage, increas-ing runtime, and reducing production deferrals.”
R.H. Technologies provides world-class turnkey services for electronic production assemblies and systems for customers in the industrial, telecommu-nications, security and medical markets. The compa-ny has realised an 80 per cent reduction in machine downtime for material setup and verification with 50 per cent fewer operators using the Valor MSS suite, supplied by Mentor Graphics Corporation.
Additionally, using the materials traceability data in the Valor MSS platform, R.H. Technolo-
Deep insight of the troubles through root cause analysis helps manufacturing leaders take precautions before the actual crises arise.

cover storycover story
www.industry20.com18 april 2013 | industry 2.0 - technology management for decision-makers
gies is more efficiently managing quality issues by avoiding rework of unaffected boards while meeting customer delivery commitments and sav-ing thousands of dollars per occurrence. Compre-hensive visibility of detailed operational metrics, such as feeders that result in component loss and require repair, have reduced material loss by three per cent, and improved machine efficiency by reducing pickup errors.
Valor MSS platform has an efficient user interface for the shop floor workers. The intuitive, easy-to-use interface improves productivity and minimises the time to train new users. Process preparation and production planning are integrated with the manufacturing floor through easier visu-alisation of order status by operators, including the full integration of document delivery. The software also reduces the cost of ownership for customers via simplified packaging and a licensing platform to minimise administrative overhead.
Arnon Sabti, Engineering Manager at R.H. Tech-nologies, informs, “Using Valor MSS, the informa-tion flow is now fluent and errorless at all points in our manufacturing process. I am using the same tool for DFM, NPI and process preparation – every-thing is linked to the manufacturing process to save time and eliminate human errors.”
Downtime reduction as a strategyOf late effort to reduce factory or plant downtime is being treated as a strategic approach at differ-ent levels. Manufacturing leaders are looking at the new technological ways to collect data in different ways to prevent unpredicted failures.
A recent Intel blog states, “With fully inter-connected embedded devices, now the norm in many factory settings, industrial design teams are implementing predictive maintenance strategies to reduce downtime, lower personnel costs, and
increase production. To simplify this remote data collection process, Intel has developed a number of technologies that can be implemented in embedded systems supporting industrial automation applica-tions. Intel Active Management Technology (Intel AMT) is a key element of Intel vPro that enables real-time data collection from production equip-ment sensors that can be used in predictive mainte-nance analysis.”
Today, many companies have rolled out field sensors that are highly efficient to provide real time information on the health of the machinery. For example, Macro Sensors’ non-contacting LVDT Position Sensor helps steel rolling mill operations running smoothly with less downtime. The compa-ny’s Steel Mill Position Sensor monitors the position of milling frames that support rollers during the hot rolling process. Its position feedback ensures frames don’t deform or shift during the rolling pro-cess. These non-contacting LVDTs can also be used to monitor the position of the rollers themselves.
ConclusionA note from the University of Michigan con-veys, “Preventative maintenance on machines in a manufacturing system is an essential ele-ment in modern factory operation. The ben-efits of predictive maintenance are three fold: (1) it reduces the costs associated with unsched-uled downtime (e.g., cost of consumables, lost productivity and damage to machines and prod-uct), (2) it increases Mean Time Between Failure (MTBF) and reduces Mean Time To Repair (MTTR), and (3) it reduces the occurrence of unneces-sary preventive maintenance events.
Thus, the strategic decision to implement predic-tive maintenance solutions has no alternative today — for any manufacturing organisation that wants to keep the manufacturing plant healthy and stay competitive tending its downtime to zero. Untimely machine breakdown increases downtime.
In traditional organisations, most of the time is wasted in tracing the cause of failure.
Pho
to C
redi
t: w
ww
.pho
tos.
com


cables & wires
www.industry20.com20 april 2013 | industry 2.0 - technology management for decision-makers
Polycab is the largest wire & cable manufacturer in India. In a tête-à-tête with P. K. Chatterjee of Industry 2.0, R. Ramakrishnan, Vice Chairman, Joint MD & Group CEO, Polycab, elaborates on the groups’ activities and future plans. Excerpts…
Pho
to C
redi
t: J
iten
Gan
dhi
Stage of
“We are at an Interesting
Evolution”
cables & wires

www.industry20.com 21 industry 2.0 - technology management for decision-makers | april 2013
Q What are the basic principles that have driven Polycab to the path of continuous growth or success? A Due to the government’s heavy investments in infrastructure development, the wires and cables industry has been growing at a steady pace. Increase in the capacity of existing power plants and commissioning of new ones along with growth in infrastructure and housing, has resulted in higher demand for electric wires and cables — and their demand is likely to increase in the future. The growth drivers also include huge investments made by various private companies in the power sector as well as increasing budget allocations by the government for the power sector. Incidentally, the government is the largest consumer of cables in India. Robust industrialisation is the other impor-tant driver.
Additionally, growth will be fuelled by rapid urbanisation that requires cables and wires on a large scale. The market currently has some signifi-cant national players, however, if we were to look back, a number of leading players that were dominant to some extent in the past — have been super-seded by new entrants. With a sharp increase in overseas investment and technology transfer in some sectors, now there seems to be a change in the Indian cable sector: notably in high and extra high voltage power cables. There is also an increased demand from the industrial sector, which does not have to rely only on government projects.
At Polycab, a strong vision with excellent execution is going to be our mantra for success. We will ensure much better customer care by providing the solu-tions required by our customers — and thereby winning their trust.
Q What kind of innovative culture has been developed in Polycab, and how is that helping you make the business expand?A Polycab promises a great combination of busi-ness challenges, institution building opportuni-ties and driving change management along with entrepreneurial opportunities. We intend to make Polycab a strong brand, a great organisation, a
fantastic team of people and an excellent blend of professional management and entrepreneurial zeal. The innovative culture at Polycab will be in terms of creating “Intrapreneurs” i.e., profession-als who will be highly entrepreneurial in their approach to business. We will be fleet footed as a company despite our significant size and market leadership. We hope to build a great future for team Polycab, our vast dealer network and for all our stakeholders.
Our Team of “Intrapreneurs” will be taking up a significant reach expansion strategy by which we will be present in all agglomerations in India above 50000 population within a period of two years. We will be diversifying our Product portfolio into other businesses such as Switches, Switchgears, Light-ing, Luminaires, Fans, Electrical conduits apart from significant market share gains in House wires and cables. An additional sum of Rs.400 crore will be invested to set up three new plants at Vadodara and its vicinity by the end of 2015. In order to
sustain our growth, capacity expansion is a crucial factor.We envisage a future that will also focus on international markets. Our products are currently being exported to over 30 international destina-tions including, Australia, New Zealand, Middle East, South East Asia and Africa. Our focus will be on the energy sector in international markets. Middle East and Northern Africa will receive a lot of focus.
Q How do you manage to maintain consistency of the high quality products
that you offer? A Polycab follows Indian electrical standards like IS and various international standards like IEC, BS, VDE, EN for our products. We have also imple-mented the Health, Safety & Environment (HSE) Management system in our organisation certified by UL DQS Inc. We monitor the safety related issues through monthly safety & 5S score in month-ly dashboard. Instruction manuals are being issued with all our supplies for cable Handling, Storage and Laying at customer end. All our plants are cer-tified under ISO 9000, IS 14000 and OHSHAS. The quality system, process orientation and safety are critical elements of our manufacturing strategy.
Q What are your suggestions to
the next generation business lead-
ers of India?A I believe that an Inspiring vision,
with outstanding execution and
great teamwork, is the mantra for
success whether it be in the past or
in the future. The next generation of
business leaders will have to bring in
a greater emphasis on Ethics along
with a concern for the welfare of the
society and protecting our fragile
environment, to become exemplary
leaders of tomorrow.
SucceSS TIpS

cables & wires
www.industry20.com22 april 2013 | industry 2.0 - technology management for decision-makers
Q How have you been managing just-in-time delivery when it is a big challenge for many Indian companies?A The core values that Polycab has always stood for, is deliver-ing superior value for money to our customers consistently. We have laid significant emphasis on Procurement and Supply Chain Management in terms of inventory norms, replenish-ment norms, company godown infrastructure, reliance on information technology and continuous response to chang-ing needs both in purchase and distribution. Our widespread network of authorised dis-tributors, dealers, and retail-ers is what sets us apart and gives us the winning streak. We have a Polycab retailer at just about every corner of the country – within every five sq. km of India. Seventy per cent of our channel partners have been loyal to the brand for over 25 years now. We are now focused on delivering a “Higher ROI” to our channel partners through significantly lower inventory, much better replenishment models and a higher fill rate.
Q What are your next targets categorically in technical, business and CSR fronts?A On the Technology front Polycab intends to adopt a Sus-tainability agenda and bring out specific products for Solar and Wind related applica-tions. We are also examining newer technology partnerships for EHV Cables and high-end speciality conductors. We are also looking at some unique environment friendly products for the house wires segment.On the business front, Poly-cab, which is a Rs 4300 crores group at present, expects to be a Rs 10,000 crore group
within a span of five years. We are at an interest-ing stage of evolution. We are blending some outstanding professionals into the company to
augment the tremendous entrepreneurial success of the Jaisinghani family, under the visionary leadership of our founder and chairman Mr. Inder Jaisinghani. We want to build stronger systems, higher process orientation and bet-ter controls. While increas-ing the width and depth of our distribution network as well as increasing our market share in the existing business, we will come up with many more synergetic products in the electrical business and surround the customer with a wider product portfolio. This will transform us into a much more profitable and stronger company. Today our wires are coming into people’s homes. Tomorrow, our switches, MCB’s, lighting products, fans and other products will improve their quality of life even further.
On the CSR front, our major emphasis is on making a difference to our large fam-ily of employees, trade part-ners, electricians, shop boys etc. We help our employees to provide excellent quality edu-cation to their children. We also put in a lot of efforts on making them aware of health and hygiene. We propose to take up a massive programme for imparting technical train-ing to electricians in the country as an effort to bridge the skill gaps. Our plants contribute to better environ-ment management, rain water harvesting — and maintain the ecological balance in the neighbouring villages. The promoters of Polycab actively support a number of social and philanthropic causes that we do not make public.
Q Which are the books that
inspire you?A I have been inspired by Ayn Rand’s
“The Fountainhead.” In my own pro-
fessional life, I have been inspired by
the protagonist Howard Roark, an ide-
alistic and maverick young architect
who stood by his own values, dreams
and individuality. Howard Roark was
willing to embrace the tougher path
of obscurity rather than embracing
the easier path of compromising his
artistic and personal vision. I also
read autobiographies and have been
deeply inspired by J R D Tata, Steve
Jobs and Jack Welch.
Q What are the other sources of
your inspiration?A I have been inspired by the amaz-
ing legacy, culture and inclusiveness
of our Indian civilization. My parents,
my spouse and Gandhiji have taught
me the values of patriotism, selfless
service and making a difference to
the society.
H. W. Longfellow’s poem “A Psalm
of Life“ inspires me:
“Trust no Future, howe’er pleasant!
Let the dead Past bury its dead!
Act, — act in the living Present!
Heart within, and God o’erhead!”
SourceS of InSpIrATIon

challenges & solutions
www.industry20.com 23 industry 2.0 - technology management for decision-makers | april 2013
If the communication fails in an Industrial Ethernet system, there may be a big economic loss, thus these systems are built with some unique features like — ability for two-way communications, collision detection etc., which ensure message delivery. The environment is quite different from the office or other settings — where a lost transmission does not have much serious effect.
If an Ethernet switch or cabling system fails in a harsh environment, the real cost to the manufacturer is typically much more than just the replacement cost of the components. In fact, the costs of the parts themselves are often only
a small fraction of the cost of the entire network. That is because the failure of the network could lead to loss of sales, or spoiling of work in progress due to unplanned downtime.
Also, ensuring heath of the Industrial Ethernet cables is very important owing to human and asset safety in the factory or plant environment. The practice of using Commercial Off-The-Shelf (COTS) cables in the industrial landscape too carries high risks for industrial and mission-critical applications. There are several ways the cables get damaged leading to malfunctioning of the Network system.
CommonCauses that
Ethernet Cables
Damage

challenges & solutions
www.industry20.com24 april 2013 | industry 2.0 - technology management for decision-makers
Cables are more likely to experience pulling forces
(i.e., beyond those of the initial installation process) in an indus-trial environment; it may be nec-essary to move cables around as equipment is rearranged. Pulling a commercial-grade Unshielded Twisted Pair (UTP) cable with excessive force will stretch it. This elongation can increase
attenuation, limiting the distance the cable can be run and the resulting imbalance can induce coupling between pairs (i.e., crosstalk), signal echoing (return loss), and increased susceptibili-ty to ambient EMI/RFI. There are more ways in which the perfor-mance of a networking cable in an industrial environment could be compromised.
1. General
3. Abrasion
In an industrial environment, cable abrasion is far more
common than in a controlled office space. Moving vehicles, machinery and people can all become causes of cable abra-sion. If a Commercial Off-The-Shelf (COTS) cable’s jacket is compromised by abrasion — the cable might still be capable of communication, but it certainly won’t be stable on a long-term basis. Eventually, a catastrophic short circuit is likely; and arcing could occur — which would be a safety issue. Industrial cables are designed to last much longer than COTS cable in an environment where cable jacket abrasion is a risk.
4. UV exposure
When COTS cables are exposed to UV radia-
tion, the plastic outer jacket can decompose at an acceler-ated pace, losing mechanical strength. Colour degradation of cable jackets is a precursor to the degradation of the plastic material of the jacket. When the jacket begins to decompose, its mechanical properties are compromised too. As the jacket falls apart, the cable becomes
susceptible to water or moisture permeation — and the situa-tion is only worsened when the UV-weakened jacket is simulta-neously stressed by effects like abrasion, cut-through, etc.
In an industrial environment with UV present, it is important to use a cable with a jacket that resists damage to radiation. This is especially critical when the cable will see application out-doors, or located near a window.
2. Oil resistance
Solvents and other strong chemicals, as well as lubricants, may be used on a manufactur-
ing floor. Petroleum-based lubricants can soak into COTS cables, especially under heat. Expo-sure to oil can make the jacket of a COTS cable brittle and fragile, even at room temperature, with a resulting loss in mechanical properties like tensile strength and elongation. In other words, the service life of a COTS cable can be diminished by oil exposure — even in ‘normal’ heat conditions.
If a COTS cable is exposed to oil long enough and at high enough temperatures, its jacket can swell and blister and, eventually fall apart.
In the process, the geometry of the cable is changed, and along with it the dielectric con-stant and related electrical properties. The brit-tle cable loses complete impact resistance.

www.industry20.com 25 industry 2.0 - technology management for decision-makers | april 2013
In an industrial arena, low temperatures can sometimes combine with mechanical shock
or collision to damage a cable’s jacket. COTS Ethernet cable, designed for relatively light stresses in benign environments, is simply not
built to withstand cold impact. It will be suscep-tible to cracking. This could allow the ingress of chemicals or moisture, and lead to conductor-to-conductor shorts, or catastrophic failure in electrical performance.
9. High temperature
In environments where the Ethernet cable will be located
in an area with a very high ambi-ent temperature, or located near a high temperature source, a COTS cable will simply not be able to maintain an acceptable level of performance.
7. Cold impact
10. Crushing
6. Cut-through
Sometimes workers will step on a cable, run over it with a vehi-cle, or accidentally apply a crushing force in some way. If the
cable is a COTS Ethernet, its performance will likely be degraded or the cable will fail. By contrast, an industrial cable, especially an armoured product, can sustain significantly more crushing force and keep working.
If a commercial-grade Ethernet cable is tightly wrapped around a sharp cutting edge, or is
run into by, say, the sharp corner of the blade on a forklift truck, it takes very little force to functionally damage it. Once it is out of commis-
sion, the entire network may go with it. It takes consider-ably more force to puncture an armoured industrial cable than a normal COTS product.
8. Cold bending
COTS Ethernet cables are fine for the climate-controlled
environment of the office, but they will fail due to embrittlement on prolonged exposure to cold temperatures. Industrial-grade Ethernet networking hardware and cables will operate in a much wider temperature range (-40 to +85ºC) than their commercial counterparts (0 to +40ºC).
5. Water immersion
In the controlled environment of an office, moisture expo-
sure is not a concern. That’s not true in many industrial applica-tions where the cable can be submerged in a tank, placed in troughs or below-grade trays, or exposed to rain or water on a continual basis. Water will eventually breech the jacket of a commercial-grade cable by permeating areas of the jacket
material, or by seeping through pinholes. Once that happens, the dielectric constant can change enough to degrade the attenu-ation performance. In some cases, the cable’s conductors can short out — though before that occurs, you will likely have a loss of communication. The effect is insidious in that it can build up over time, even though the cable worked fine initially.
Pho
to C
redi
t: w
ww
.pho
tos.
com

challenges & solutions
www.industry20.com26 april 2013 | industry 2.0 - technology management for decision-makers
How should you locate the most advantageous spot for your next manufacturing plant? Well! There is IBM-Plant Location International (IBM-PLI) to offer you a very logical solution on this challenge. In an exclusive interview with Industry 2.0, Roel Spee, Global Leader, Plant Location International (PLI), Global Location Strategies, IBM Global Business Services, elucidates P. K. Chatterjee on its Location Benchmarking Tool. Excerpts…
“Incentivesoften are
in locations that have to make up for negatives”
availableoften are

www.industry20.com 27 industry 2.0 - technology management for decision-makers | april 2013
Q How important is ‘location decision making’ in today’s business scenario?A With the ongoing globalisation, multinational companies are faced with many more opportunities to locate their operations around the world.
New growth markets have emerged very quick-ly, creating huge new business opportunities for companies in countries or regions where they don’t have a presence yet.
Also, cost pressures at various moments in the past 10/15 years have made them consider expand-ing into ever more cost efficient locations.
It has been an eye-opener to many decision mak-ers that business conditions in a wide range of pre-viously ‘neglected’ countries are sufficiently attrac-tive to locate operations. Particularly, the access to talent is a factor that is important in pretty much all location choices, and good talent pools are now available in multiple places around the world.
This all has made ‘location decision making’ a more strategic global task, rather than a tactical exercise focused on just one region in the world. Nowadays, we speak much more about ‘location strategy’ rather than ‘site selection.’
Q How does IBM-PLI help in it?A We typically start with helping the company identify and define the precise requirements that will impact their location selection. These requirements range from strategic drivers (such as access to the company’s market, or workforce requirements) to more tactical factors (such as availability of suitable land options).
With the strategic requirements, we help the company assess which locations (countries or regions) are best placed for their manufacturing operations, and then we do more detailed analysis on a set of selected (shortlisted) locations. Dur-ing this detailed analysis, all relevant operational requirements are analysed, and a business case for each shortlisted location is developed.
Q What is ‘Location Benchmarking Tool’?A This is a tool that allows a quick high level assessment of locations around the world (or a specific part of the world) on the basis of a selected number of strategic requirements. It is particularly helpful for companies who regularly wish to monitor their current and/or a group of potential new locations on their attractiveness for specific operations.
It helps in quickly identifying locations of inter-est, and helps save time in situations where a com-pany has to make a (new) location decision within a short period of time.
Q What are the major factors that this tool incorporates as a business tool?A This tool is tailored to every single company, and it includes those factors that are strategically important for that particular company. Common factors for many companies relate to infrastructure, regulatory issues, stability of business environment, and so on.
Company-specific factors relate to requirements for specific skills, presence of competences and technologies among local industries etc.
Q What would you suggest to the Indian manufacturing business owners?A There are a variety of pitfalls that should be avoided when making location decisions. A typical mistake that many companies make is that they choose to locate their facilities in so-called ‘hot spots.’ Their thinking is that these hot spots have been selected by many other companies, and there-fore will probably also be good locations for their operations. One should be very careful with jump-
ing to such conclusion. Hot spots may already be overheating – and consequently turn into locations that should be avoided, rather than selected.
Another mistake is to let subjective preferences become too important in location selection. We have seen many times that decision makers had a personal favourite among the candidate locations, which was not necessarily the best option based on objective evaluations. Preparing a location decision by a team rather than by one individual reduces this risk, as does working with an external inde-pendent expert.
A final example is that companies sometimes give too much weight in their assessment to finan-cial incentives. Although they can be very attrac-tive, and may influence a final choice between 2 or 3 good locations, they should never be seen as a strategic location requirement. Other factors (such as workforce) are more important. And don’t forget that incentives often are available in locations that have to make up for one or a few negatives.
“Many companies choose to locate their facilities in so-called hot spots...”Roel Spee, Global Leader, Plant Location International (PLI), Global Location Strategies, IBM Global Business Services

design & optimisation
www.industry20.com28 april 2013 | industry 2.0 - technology management for decision-makers
Designing a Power Plant in India L&T-S&L is an engineering and consultancy firm in the power sector, born out of the shared visions of Larsen & Toubro (L&T) and Sargent & Lundy – USA (S&L). For a power project, the company delivered detailed engineering design for the Boiler, Turbine and Generator (BTG) island configuration within 24 months. Also, it optimised the plant’s use of space within the constraints of an irregularly shaped site and met environmental and corporate social responsibility requirements for a high-efficiency, low-emissions supercritical power plant.

www.industry20.com 29 industry 2.0 - technology management for decision-makers | april 2013
The expansion project in Nagpur is the first supercritical facility for Maharashtra State Power Generation Co. (MAHAGEN-CO). The net capacity addition is 1,560 MW, replacing the existing 4x105 MW
de-rated units. MAHAGENCO awarded the contract for the main plant to L&T, which subcontracted L&T-S&L to complete engineering services for the Boiler, Turbine, Generator (BTG) island, along with related auxiliaries and the extended Balance of Plant (BoP) configuration.
Overcoming challengesIn support of sustainable economic growth and the associated spike in power demand, India is phasing out old, inefficient power stations in favour of more advanced, environmentally friendly plants. The US $1.5 billion supercritical thermal power plant under construction in Nagpur, Maharashtra, will replace existing facilities with a high-efficiency, low-emis-sion 3x660 megawatt (MW) coal-fired plant. Work-ing extensively on a 3D platform built on Bentley products, L&T-S&L overcame the challenge of site constraints and meeting environment requirements – while delivering an error-free design on budget and within the twenty-month project time frame for bulk engineering.
Primary goal: space optimisationThe 660 MW units called for over-sized facilities to be squeezed into an area constrained by the existing plant and adjacent agricultural land. In India, land is a scarce commodity, and converting agricultural land to non-agricultural use was not an option. As a result, the primary goal was to opti-mise the use of space by creating a compact plant layout within the irregularly shaped site.
The design was further complicated by strict environmental standards and corporate social responsibility requirements. Objectives included minimising the plant’s water consumption, solid waste generation, air pollutant emissions, and carbon footprint.
Jignesh Chokshi, Deputy General Manager – Civil, Structural and Architectural, L&T-S&L described, “Using MicroStation for 3D modeling enabled our client to clearly see how we could reduce plant layout by 10 per cent – while ensuring proper access for operations and maintenance, as well as ease of constructability. Visualisation also allowed for faster client approvals, helping reduce the engineering cycle time.”
Technology unified the global teamThe project called for collaboration among six dis-ciplines: piping, electrical, special engineering ser-vices, civil/structural/architectural, instrumentation and control, and mechanical. Supported by vendors and OEMs, and with oversight by the client (L&T) and the owner, L&T-S&L also had to engage with numerous stakeholders and agencies. Communicat-ing with and integrating input from multiple parties while keeping the project on track posed a signifi-cant challenge. L&T-S&L looked to advanced engi-neering technology to overcome these challenges. “Great performance can be achieved through state-of-the-art tools and technology,” said Chokshi.
Custom software integrated plant modelsSince its inception, L&T-S&L had been using Bent-ley products in conjunction with PLADES (Plant Design Software), a custom system developed by S&L. In addition to supporting 3D design, the envi-ronment facilitated communications through virtual visualisation. Bentley products included MicroSta-tion, Bentley Navigator, STAAD.Pro, and Structural Modeler. The Bentley platform ensured consistent design and execution among the 250 engineering, procurement and construction staff.Architectural view of the service building generated using Bentley Software
Cross sectional views aid in both construction planning and operational training.

design & optimisation
www.industry20.com30 april 2013 | industry 2.0 - technology management for decision-makers
Using MicroStation Visual Basic for Applications (VBA), L&T-S&L customised the platform to devel-op organisation – and project specific tools. Custom modules included physical design, model review, drawings and reports, bill of materials, project status, and system engineering. Parametric tools simplified the creation of complex models, allowing parameters to be changed quickly.
With just a few clicks, revised models were eas-ily generated for facilities, and equipment layouts. This helped in optimising layouts while maintain-ing constructability. “The customised tools helped manage rework effectively and accurately, while also maintaining the team’s enthusiasm. This helped build a ‘culture of innovation’ for continu-ously improving the usage of the 3D environment,” explained Chokshi.
Visualisation aided project communicationUsing the integrated 3D model, L&T-S&L was able to use MicroStation’s Luxology rendering engine
to create high-quality images and animations of the plant design. These visualisations, along with 3D PDFs, helped L&T-S&L obtain faster approvals from their client. “At first our client was hesitant about some aspects of the optimised design. But later we showed them 3D renderings from MicroStation of the plant design, they were very happy and approv-als went much faster,” informed Chokshi.
Integrated model helped eliminate errorsWith all disciplines working on a single platform, engineering information and deliverables were accurate and complete. Having access to the latest plant design data also facilitated materials man-agement. Current, consistent data resided in one central location, from which all bills of quantities were extracted.
Material quantities were substantial. The plant expansion comprised 25,000 metric tons of steel, 180,000 cubic metres of concrete, 6,200 metric tons of power cycle piping, and 8,500 metric tons of large diameter piping. Bentley products provided a solution for modeling and analysing the complex systems and optimising quantities. For example, STAAD.Pro was used to model the 16,000-metric-ton turbine building.
Model reviews ensured constructabilityInter-discipline model reviews eliminated interfer-ences and the mismatching of physical drawings that cause construction errors and delays. Review-ing models with the construction team during the design phase not only confirmed constructability but also identified potential problems before they became issues on site. Drawings extracted from the approved models ensured design integrity.
Visualisations using Bentley Navigator also helped the team plan the sequence of construction. The entire plant was built first in the virtual envi-ronment, where the services and interfaces were integrated and checked for interferences. Rework was managed effectively within this controlled environment using the customised tools, eliminat-ing costly errors, onsite modifications, and delays. L&T-S&L also chose to install Bentley Navigator at the construction site, to aid in the construction and commissioning of the plant. “Our construction per-sonnel now use Bentley Navigator on-site to help ensure the construction process continues to run smoothly,” said Chokshi.
Real-time modeling optimised size and layoutL&T-S&L’s unified platform provided consistency from conceptualisation through detailed deign. The Pump house rendered in 3D
With just a few clicks, revised models were easily generated for facilities, and equipment layouts. This helped in optimising layouts while maintaining constructability.

www.industry20.com 31 industry 2.0 - technology management for decision-makers | april 2013
customised 3D environment fostered a culture of innovation and collaboration among the geographi-cally separated teams. Rather than the conventional approach of drawing production, followed by model production then clash checking, the engineers mod-eled first, then extracted the drawings. Accurate, effective, and user-friendly tools minimised risks and encouraged continuous improvement.
Real-time modeling helped to optimise plant size. For example, a planned 36-metre-wide build-ing was reduced in size by nearly 10 per cent, resulting in significant time and cost savings. The client was skeptical about the feasibility given the difficulty of operations in that building. Visuali-sation of the facility demonstrated how problems could be addressed, and the client agreed to the tighter layout.
The 3D environment also transformed project deliverables, with 3D model PDFs embedded in 2D drawings. The models denoted dimensions, eleva-tions, tags, notations, reference points, and more, to facilitate understanding, planning, and execution of the designs. The 3D PDFs helped construction teams to visualise complex machine foundations, piping systems, and equipment before construction. This resulted in a drastic drop in site clarifications, which in turn accelerated construction progress.
3D deliverables added value for ownerInformation developed by various disciplines was integrated for handover to the owner. This included intelligent piping and instrumentation diagrams; piping stress analysis; models for piping, equip-ment, civil, structural, architectural, and electrical raceways; master schematics; and cable routing interference checks. To ensure the operation and maintenance requirements were met, L&T-S&L also modeled equipment maintenance space, per-sonnel movement aisle spaces, crane operation clearances, and staircase approaches during the detailed engineering design stage.
Bentley Navigator aided the commissioning team in visualising the plant from an operation and maintenance point of view. High-definition
animations produced using 3D models were incor-porated in the O&M planning and organisational knowledge base for later use as part of training programmes. These deliverables added value for the owner.
Engineering time reduced by 10 per centBuilt upon the Bentley platform, the customised 3D environment helped L&T-S&L reduce the area required by the plant expansion by nearly 10 per cent, both by reducing the size of facilities and by reducing the distance between units.
The unified environment also reduced engineer-ing time by approximately 10 per cent, in part due to reduced engineering cycle times and faster approval processes.
As a result, L&T-S&L met an aggressive engi-neering design schedule, delivering the first unit within 51 months of the Letter of Intent, and the third unit 12 months later. The bulk of the engi-neering was completed within 20 months, which was four months less than projected. Initiated in September 2009, the project is scheduled to under-go the first trial run in December 2013.
Control building with view of supporting structures
To get real time, in depth focus on the Indian Manufacturing Industry, please log on to: www.industry20.com
For editorial inputs and enquiries:
P.K. ChatterjeeCell: +91 9320912419E-mail: [email protected]
Industry 2.0, India’s only magazine for the decision makers and influencers across the manufacturing and supply chain industries, invites your valuable inputs and opinions.

www.industry20.com32 april 2013 | industry 2.0 - technology management for decision-makers
Effective LubricationAre you in one of these industries: oil & gas, hydrocarbon processing, chemical processing, power generation, general manufacturing? Then you must realise the importance of lubrication in order to keep your rotating or sliding machinery running. However, are you aware of the fact that effective lubrication needs a proper strategy?
Houston-based Total Lubrica-tion Manage-ment, from Colfax Fluid Handling,
suggests a holistic approach to lubrication of rotating and slid-ing machinery. The company suggests site-specific lubrication programmes, focusing on areas which may provide the great-est opportunities to minimise repairs, lower operating costs, increase uptime and production and create a cleaner, greener facility. It designs and establish-es lubrication programmes via a three-step strategy. Let us see what’re their modus operandi and the idea behind each step.
3 Strategic Steps for
1 MonitorA thorough assessment of a facility’s
existing lubrication programme, includ-ing interviews, inspections and programme reviews is must.
The result: A ‘reliability roadmap’ that highlights areas of significant opportunity for improvement. It also provides a detailed ‘action plan’ for best practices, along with expected ROI.
2 Maintain
A detailed plan for system lubrication points, plus preventive maintenance, to
help keep a facility’s lubrication system clean and functional at all times.
The result: Analysis leads to improvement plans that can extend the lubricant’s life and reduce the need to replace the lubricant. This can save the customer’s money and enhances the facility’s commitment to the environment.
3 Optimise
It’s not a one-lubricant-fits-all approach. A certain lubricant is not fit for all application
areas. So, optimisation calls for customisation.
The result: A customised programme helps in sustaining a lubrication system in an efficient,
green and safe manner. It includes best practices for storage, han-dling and disposal (including reclamation) of all facility lubricants. It also includes rationalisation, working to ensure that lubricant inven-tory meets demand, and documents performance improvements. It can also include training for key people.
design & optimisation

green manufacturing
www.industry20.com 33 industry 2.0 - technology management for decision-makers | april 2013
the scientists who is most con-cerned about the current levels of pollution, Portland State Uni-versity’s Professor Elise Granek.
The creation of a genetically engineered bacterium (a type of Escherichia coli) was undertaken at The University of Texas at Austin, Texas, USA.
The Texas University’s own research briefing indicates that the genetic modification was based on the properties of a natural soil bacterium called Pseudomonas putida CBB5.
The soil bacterium can actu-ally live solely on caffeine, based
As we humans drink caffeinated beverages because caffeine has a biological effect on us – so it isn’t too surprising that caffeine affects other animals too. Even if the wastewater treatment plants are effective at removing caffeine from plant effluents, sometimes high rainfall and combined sewer overflows flush the contaminants out to sea. Thus, development of a natural inhibitor is the need of the hour. By Dr. Tim Sandle
Genetically engineered bacteria that can digest caffeine have been created for the purpose of decon-
tamination of wastewater.The reason for scientists
attempting to create bacteria that can process caffeine is — caffeine and related chemical compounds (such as methylxan-thines in beverages and pharma-ceuticals) have become common, serious, and important water pollutants. This is partly due to the widespread use of caffeine in coffee, soda pop, tea, energy drinks, chocolate and certain medications (such as prescrip-tion drugs for asthma and other lung diseases). Another reason relates to the way in which caf-feine is manufactured on an industrial scale.
For example, caffeine pollu-tion was found in high levels in the Pacific Ocean off Oregon, according to a recent report by the National Geographic. Such levels could be damaging for marine life, according to one of
on a University of Iowa discovery made in 2011.
In order to create a bacte-rium suitable for wastewater, the scientists transferred the genetic material responsible for metabo-lising, or breaking down, caffeine from the soil bacterium into a type of E. coli bacterium.
Trials so far show that the genetically modified E. coli is effective at ‘decaffeination,’ and has a great potential for address-ing wastewater pollutants.
The author is a pharmaceutical microbiolo-gist and science journalist.
Image showing the way the genetically modified bacterium degrades caffeine.
WastewaterPollutants
A New Ray of Hope to Address
Imag
e C
redi
t: T
he U
nive
rsity
of T
exas
at A
ustin
, Aus
tin, T
exas

green manufacturing
www.industry20.com34 april 2013 | industry 2.0 - technology management for decision-makers
Rethinking
ConneCtivityAutomotive
The connectivity challengeHow do you solve one of the auto industry’s great-est challenges? By recognising one of the most important factors in reducing CO2 emissions: reducing the weight of the vehicle. To do so, companies have to rethink automotive connectivity — by taking a three-pronged approach to help automakers:• by designing smaller components and
wire harnesses• by implementing technology that cuts out heavy
metals and materials• by streamlining on-board communication
networks and complex engine systems to improve efficiency. And all these need to be done while keeping pro-
duction times down and total system costs flat.
InnovaTIon 1: Making components smallerReducing a vehicle’s weight begins with minia-turising its components: trimming the electronic contacting blade, downsizing the diameter of cop-per wires, compressing the packing density of an engine’s control units.
All these innovations prove an old adage true — ‘a little bit goes a long way’. For example some of the products like:
• MCON 1.2 contacts: This high-performance contact system cuts the blade size from 1.5 to 1.2 mm. Built for high-vibra-tion applications, the MCON 1.2 has eight contact points and assimilates small wire sizes down to 0.13 mm. Plus, the reliable design of the corre-sponding sealed housing series increases quality while decreasing service costs.
• HPF 1.2 contacts: This high-pressure flat contact reduces blade size from 1.5 or 2.8 to 1.2 mm making a big
Vehicular pollution is one of the major menaces to our environment. Researchers around the world are trying to mitigate the challenge. TE connectivity, a company working in this field has developed some connectivity solutions that can effectively address the issue to a large extent. By Sameer Pagnis
Every day, over one billion vehicles drive along the globe’s highways and byways, main streets and dirt roads. It is a staggering number that grows ever larger when factoring in the amount
of CO2 emitted into the atmosphere. Yet with every challenge comes an opportunity for innovation. As automakers embrace the challenge of reducing emissions and going green, technology companies are working by their side to provide holistic, plat-form-level solutions. P
hoto
Cre
dit:
TE
Con
nect
ivity

www.industry20.com 35 industry 2.0 - technology management for decision-makers | april 2013
difference for sensors inside an engine com-partment. The HPF 1.2 miniaturisation deliv-ers advanced temperature and vibration perfor-mance allowing customers to create smaller, lighter connectors without extra cost.
• 0.50 connectors: With a light and low profile, 0.50 connectors are 54 per cent lighter and 34 per cent smaller than the latest hybrid connectors in Japan. This min-iaturisation connector is compatible with ultra-fine wires — so they can help make devices thinner, smaller and lighter. (0.50 series for only signal circuits is also available.)
InnovaTIon 2: Making connectors lighterCompanies have to push the limits of technology to reduce vehicle emissions by reducing the use of heavy metals for connectors. The innovative solu-tions allow auto manufacturers save weight and money — while increasing capabilities. It is a sim-ple formula: less is more.
• Press-fit technology: This solder-less technology increases the number of connections per connector — while downsizing the packaging volume per connection. And it does so by using less heavy metals per connection point com-pared to standard high-temperature soldering.
• AMP MCP 2.8mm connectors: This connector system is able to decrease the num-ber of contacts in each connection because every contact point offers higher current capability com-
pared to standard contact points. All while reduc-ing the use of materials like copper, nickel, silica, tin, silver or gold.
• Aluminium crimp technology: TE is currently developing a new generation of wire-crimps to connect aluminium wires to stand-ard and proven terminals inside vehicles. While traditional copper conductivity is higher, alumini-um has a much lower density. TE aluminium crimp delivers equal current load performance – at half the weight of copper wire.
InnovaTIon 3: Making systems more intelligentTougher emission standards have translated into more sophisticated engines and increasingly com-plex on-board controls and communications. This means vehicle systems require connections that are more intelligent than ever — without adding extra weight.
• Cylinder head wiring solutions: As engine and valve controls become more criti-cal to modern injection systems, innovations enable automakers to meet their regional emis-sion requirements. The package solution includes design to testing to manufacturing, as well as after-service training to emerging markets with tight-ening standards. Plus the custom-designed cable channel accelerates engine set-up while lowering the risk of assembly errors.Jacketed cable squib connector
Circular connectors

green manufacturing
www.industry20.com36 april 2013 | industry 2.0 - technology management for decision-makers
• J1939 Control and Communication Network (CAN): J1939 provides a common path for controllers, sen-sors and displays and provides instantaneous moni-toring of diagnostic and control systems. This solu-tion collects data to track service and maintenance — while detecting potential problems before they happen. All of which reduce fleet fuel, decrease maintenance costs and improve safety.
• Sensor technology: New legal requirements for fuel and CO2 reduction require intelligent optimisations in the power train, engine management and brake systems. Compa-nies like TE has developed customised sensor solu-tions for double clutch transmissions, exhaust gas recirculation valves, turbo charger actuators, recu-perative brake systems, start stop applications and E-Motor commutation for hybrid and electric vehi-
cles. With the enhanced sensor feedback signals, automakers can implement closed loop control into a system to reduce CO2 emissions. Plus, the innova-tive sensor assembly structures use limited heavy metals, connection interfaces with limited soldering and the latest green plastic materials.
• Latching (bistable) relays: While conventional monostable relays consume a permanent current, latching (bistable) relays from companies like TE only require a very short current pulse to operate — dramatically decreasing power consumption and improving efficiency of the gaso-line engine or electric battery. Less fuel and less current add up to reduced CO2 emissions, lighter batteries and better mileage.
• High current relay HCR 200: Start-stop applications are an increasingly effec-tive way to reduce vehicle emissions. However, while CO2 is reduced by automatically stopping the engine at traffic lights, there are two inherent chal-lenges: a high number of components involved and an even higher frequency of start-stops. The high current relay HCR 200 is specifically designed to meet these requirements — making it an excellent solution for reducing CO2 emissions.
Turning connectivity into competitive advantageBy rethinking automotive connectivity from multi-ple perspectives, companies have to help auto man-ufacturers reduce CO2 emissions around the world. They are making components smaller, making con-nectors lighter, making systems more intelligent. This is how challenges are met, emission goals are exceeded, and automakers go green.
The author is the Director - Automotive, TE Connectivity, India.
Modular relay fuse boxNano NQS 2 Pol
Cable assemblies from TE Connectivity Pho
to C
redi
t: T
E C
onne
ctiv
ity

supply chain
www.industry20.com 37 industry 2.0 - technology management for decision-makers | april 2013
Set your agenda: Your vendor site visit objec-tive is a consistent agen-
da by which each sourcing provider follows and allows for you to gain first-hand experiences in the specific set of solution components that each provider wrote in their RFP response. In addition, you’ll need to compare and contrast each pro-vider against the others, and ultimately evaluate and score each site visit.
Are you planning for a strategic vendor sourcing initiative? Are you trying to improve the present com-plicated situation with right partner-ship? In any case, the best way to see
them in action is by scheduling and conducting a vendor site visit and seeing your potential sourcing provider’s proposed delivery centre(s) and just as importantly, meeting their delivery team members. There are five essential steps you need to take.
A critical success factor for selecting the best-fit partner is seeing them in action, which is possible through conducting a vendor site visit during the selection process.
Essential Steps for
Vendor Site VisitsSuccessful5
Prepare early: This is important especially if your site visit includes any off-shore destinations. Every aspect of the travel logistics, from interna-tional travel documents, to airlines, to hotels, to in-country transportation needs to be well man-aged and coordinated.
Plan and budget for the site visits right off the bat: From the very first plan and business case, build in a full week of effort for vendor site vis-its, and budget to bring the right number of key stakeholders and decision makers.
Step 1 Step 4
Step 5
Step 2
Step 3
Take it all in: It’s very important for you and your team to see and experience as much of each sourcing provid-er’s company and environment as you can. This includes many dimensions; it is not enough for you to just focus on their technical or functional capabilities. You’re making a long-term, partnership decision. The provider and their people are going to be an extension of you and your business.
Evaluate every night: It is crucial for you to dedicate time each evening to per-form a formal evaluation of the day’s vendor site visit. While the experiences are fresh in your mind, evaluate that sourcing pro-vider’s performance.

www.industry20.com38 april 2013 | industry 2.0 - technology management for decision-makers
With the rapid evolution of technology, the way distribution centres do business has changed drastically in the last one decade or so. Are you aware of those changes? Are you tackling the biggest challenges that warehouses are facing today? Here are six eye-opening focus areas for improvement. An efficient Ware House Management System (WMS) can address all the emerging challenges related to a modern warehouse.
6 supply chain
1. Balanced growth
ChallengesMajor
in Warehouses
As the economy starts to improve, you might find
yourself fielding more business. Increasing sales are good. But this doesn’t mean that you nec-essarily have the ability to start hiring right away.
Without the use of warehouse technology, you have little choice but to start hiring, even if your payroll isn’t ready yet.
Many businesses are still in a state of recovery, and new employees require organisational training, for which everyone does not have time.
Warehouse management sys-tems not only keep your employ-
ee roster at a bare minimum by allowing warehouse workers to operate at peak capacity, but it
also helps reduce training time when you are ready to start hir-ing again. T
ext C
redi
t: P
athG
uide
Tec
hnol
ogie
s, In
c.
Pho
to C
redi
t: w
ww
.pho
tos.
com

www.industry20.com 39 industry 2.0 - technology management for decision-makers | april 2013
6. Product diversification
3. E-commerce2. Inventory control
4. More demanding customers
5. Globalisation
You don’t have time to create a special label every time you ship to client ABC. Your warehouse needs a labeling system that is built in – recognising each cus-tomer’s preferences and auto-matically providing your work-ers with the correct customised labels, every time.
There are more competitors in
your market every single day – people who sell nearly the same products you do, from anywhere in the world. Their quality might not be as good, but the products are cheap. If you can’t compete
by keeping overhead down, you lose crucial business to those competitors.
Doing less with more is what warehouse technology is all about – automated processes and precise operations save your time and money, and put your company ahead of the international competition.
You need to have total control of
your inventory, from receiving to ship-ping. Lacking this fundamental under-standing of your DC stock can lead to
too much overstock, or worse, backorders that make customers unhappy. Using real-time cycle counting (and cycle count planning) assures inventory accuracy of up to 98 per cent or bet-ter. The practice is time tested in many manu-facturing companies.
In today’s distribution centre, you must provide very specific
labels for your customers, as well as kitting and assembly of orders. If you can’t comply, you may well lose their business.
You need a warehouse system that enables you to automatically accommodate these customers.
Take a walk around your warehouse and peek into the little-used bins. You’ll see products that
you might not even be aware that you had in stock. Why? Your customer is demanding that you stock these items.
We live in an electronic world. If you aren’t
on the internet, or can’t take orders through the Internet, you are already falling far behind busi-ness that operates on the web. If you can accept EDI (Electronic Data Inter-change) from your custom-
ers and ASNs (Advance Shipping Notes) in your warehouse, you have a distinct competitive advan-tage over businesses that refuse to get on board the e-commerce revolution.

quality & innovation
www.industry20.com40 april 2013 | industry 2.0 - technology management for decision-makers
Bengaluru-based Sansera Engineering manufactures complex forged components for major automotive
OEMs in India and around the world, including crank shafts, rocker arms, gear shifter forks, connecting rods etc.
Challenges encounteredTo help meet the demands of its customers, Sansera Engineer-ing was looking for an inte-grated Computer-Aided Design/Computer-Aided Manufactur-ing (CAD/CAM) system with a proven track record in the forg-ing industry, along with industry experience and know-how from a proven provider. The company’s main business challenge was
that customers were requiring faster product delivery times for increasingly complex products.
Evolving design complexity meant pressure in terms of cost as well as higher workmanship standards on par with leading, international competitors in the forging industry.
As a result of this pressure, some ‘out of the box’ thinking was required to make manufac-turing more robust and depend-able to achieve better results.
Sansera needed to move faster, and find new ways of meeting the needs of its customer base.
The company had been work-ing from 2D drawings for design, and then manually programming its Computer Numerical Control (CNC) machinery. This method-ology was no longer adequate as it took too long to create electrodes, and to respond to engineering change orders.
Moreover, Sansera Engineer-ing depended heavily on the skill
An automotive component
manufacture was facing challenges
like — unacceptably long production time,
poor forging quality, costly rework and slow
development of the new product. Siemens PLM helped
them reduce development time from 16 to 6 weeks and realise twenty per cent cost savings across
product operations.
ReducingDevelopment
TimeProduct development challenges in Sansera were mitigated with a new approach to design.
Pho
to C
redi
t: S
iem
ens
PLM

www.industry20.com 41 industry 2.0 - technology management for decision-makers | april 2013
sets of its engineers — and had no way to capture their knowledge and experience in the process of new product development.
The forging cycle took nearly 16 weeks. Product consistency was another challenge. Rework was absorbing significant time, including time to make product repairs and reengage machin-ery, which in turn led to higher machining and labour costs and delayed product delivery.
Selection criteriaTo select a new 3D CAD/CAM system, Sansera benchmarked several vendors’ solutions, including NX software from Siemens PLM Software. “Before selecting NX, we were facing numerous problems specifically related to design fexibility,” says P. Mahadeva, Senior Manager of Product and Die Design at San-sera Engineering. “We decided to invest in high-end software — and chose NX for a variety of reasons, especially its sophis-ticated design capabilities and proven strengths in significantly reducing design time.”
He also recollects, “As part of the benchmark, we asked all the vendors to design a specific and highly complex forging model, along with the dies, and to create and generate the toolpaths. If a model changes, we wanted the toolpaths to also change auto-matically, knowing that such an integrated approach would help save us a lot of time. Ease of use, modeling features such as hybrid
modeling, robust blending, accu-racy, expression-based modeling, re-use capability and forging ref-erences led us to select NX over the alternative systems.”
NX demonstrated its value early on. Using the design capa-bilities of NX, Sansera Engineer-ing resolved problems that the company had been experiencing related to sophisticated blends in dies. With NX, users can now easily and quickly create models that previously were difficult to handle. “When we design an axle or shaft, the main concern is to implement the exact draft and different blends, so the soft-ware must be flexible enough to accept the features easily,” says L. D. Sathish Hoysal, Senior Manager of New Product Devel-opment at Sansera Engineering. “For an integrated rocker arm project that we recently complet-ed using NX, the draft was three-dimensional and so complex that I can’t imagine it would have been possible to handle using other software.”
Compelling results The forging cycle has been reduced from 16 to 6 weeks. In addition, the company has tracked a 20 per cent cost sav-ings across product development operations, while the number of die rejections has been reduced substantially. The success San-sera Engineering has experi-enced with NX has helped the company enter a new market: the global aerospace industry.
“The integrated approach of NX CAD/CAM has played a key role in our ability to manufac-ture parts to higher standards. Using NX CAM, our engineers were able to successfully gener-ate the programs required for machining the part that was then checked on our Zeiss CMM. The critical, circular angular faces were found to have an accuracy that exceeded customer require-ments,” says Kiran, Deputy Man-ager of Product and Die Design at Sansera Engineering.
Mahadeva concludes, “The latest version of NX now lever-ages synchronous technology, which eliminates the need to choose between constraint-driven or history-free modeling. It also eliminates the concerns associated with using data from multiple CAD systems. The use of synchronous technology provides numerous features that have helped us effectively modify mod-els in significantly less time.”
Sansera Engineering’s ability to prepare required parts and designs im-proved dramatically with the NX software.
To get daily updates on the developments in Indian Manufacturing Industry, please subscribe to the free newsletter from Industry 2.0, just by putting your e-mail ID in the box provided on the website: www.industry20.com

control & automation
www.industry20.com42 april 2013 | industry 2.0 - technology management for decision-makers
Eccles Tooling Sys-tems’ business activities centre on model making, tool making and pattern
making. The company, based in Halesowen, in the UK’s West Midlands, has used a combina-tion of Delcam software, and achieved remarkable growth. The most prominent change has occurred in the size of the machine tools at the company, which has recently added an 8m x 3m x 1.3m Correa five-axis mill and a 3m seven-axis Faro arm to its large range of equipment.
Also, in its growth list there has been an increase in the
range of industries that it sup-plies with tooling, prototypes and machined components to include the aerospace, automotive, defence, marine, medical, motor-sport and rail industries.
Bob Morton, Managing Direc-tor, Eccles, recollects, “Seven or eight years ago, around 95 per
cent of our work was for the auto-motive industry. We were under-taking projects for most of the leading manufacturers, including BMW, Ford, Honda, Jaguar, Land Rover, Mercedes, Renault, and Toyota. Even so, we knew we had to expand into other areas. We had always done a small amount
In today’s circumstances, manufacturing leaders are always under pressure to form the most advanced machining strategies, minimise manufacturing time and maximising quality of the finished products. Let us see how a manufacturing company successfully grew its business with effective software and an efficient CNC machine.
PoweringGrowth
Programming with PowerMILL allows Eccles to machine multiple parts in one operation.

www.industry20.com 43 industry 2.0 - technology management for decision-makers | april 2013
of work in the aerospace industry — so we have focused on growing that business. We are also win-ning projects in the marine and rail sectors.”
Benefits after installation of CNC machinesThe latest changes continue the expansion that the company has experienced since the introduc-tion of its first CNC machine in 1996. This addition, together with the use of Delcam software,
provided the improved produc-tivity, and shortened delivery times that were needed to make the company more competitive. As a result, Eccles was able to increase dramatically the num-ber of projects it was winning. Additional staff, more equipment and larger premises followed, as part of a long-term investment
plan to take the business from strength to strength.
Innovative application of softwareThe ways in which the Del-cam software is used has also changed. “Like most companies, we started with a dedicated CAD-CAM office to carry out both the design work and the program-ming of the machines. However, as we became more confident with the software, we transferred most of the programming onto the shop floor. PowerMILL is so reliable that the operators don’t need to spend so much time monitoring the machines. While one job is running, they usually have time to program the next project,” informs Morton.
The reliability of the soft-ware has also allowed Eccles to do much more round-the-clock machining. “We can run projects overnight or even over a week-end with minimal supervision. Many of the larger parts still need to be produced to fine toler-ances. This means longer machin-ing times — but there is still the same pressure for fast delivery. 24-hour shift machining is essen-tial with the tight deadlines that we now face,” says Morton.
Of course, the eight-large capacity Correa CNC machines at Eccles help the company win larger projects. However, they also increase productivity as the bed sizes range from 2,000 to 8,000mm, which allows a number of parts to be machined in one operation. “The flexibility of the Delcam software is just as important for this multi-part machining. For example, if we need to make a left-hand and right-hand version of a design, we can program one part and then quickly edit the PowerMILL project to produce the mirrored component. Also, we don’t have to complete one piece and then
machine the next one. We can integrate the toolpaths for sev-eral parts into one session and so minimise the number of tool changes,” informs Morton.
Another big change where the Delcam software proved essen-tial was the introduction of five-axis machining. “With five-axis machining, we can cut our larger parts with shorter cutters that give greater accuracy and allow faster machining. Many of the aerospace projects — we are now winning would not be practical without five-axis machining —because of the number of set-ups that would be needed on a three-axis machine. PowerMILL has all the strategies we need to get the maximum productivity from our machines,” explains Morton.
“In the twelve years that we have been using CNC machines, we have seen Delcam grow, and the software become faster and more powerful. We expect our partnership to strengthen fur-ther as we continue our future expansion,” concludes Morton with satisfaction.
Five-axis machining had been essential to win aerospace projects.

management & strategy
www.industry20.com44 april 2013 | industry 2.0 - technology management for decision-makers
Making
5EssentialElements of
Decision
Right decision making needs a system-atic approach. In today’s industries, many decisions are taken, which are nothing but attempts to patch up or hide some failure. So, it is nothing but
jumping from one breaking tree to another to be safe during a cyclone. Even if the decisions are taken based on information from reliable sources or opinions from industry experts — they may fail. Contextually, many decisions are taken based on the senior managements’ daring – the outcome is like in cricket, sometimes they hit six otherwise the batsman is out.
Unfortunately, once a decision comes from the top level, all resources like money, time, work-hour, machine-hour etc., are spent. Ultimately, when it fails or reaches the point prior to obvious failure, yet another decision is taken to improve the situation. So during this phase of economic uncertainty, the question of the hour to all busi-ness leaders is: is there any scientific method-ology to make sound decisions? Let us see five essential elements of decision making process that have helped many business leaders.
Are all your business decisions based on sound logic and supported by sufficient background information collected through thorough analysis?
1 Have you ensured that every mem-ber of your decision-making team understands the challenge?
When everyone defers to the senior most leader’s proposal, and no other idea is being debated (at least), obviously some of the members are not very
clear about the challenge. At least a few alternatives need to be debated. What should be the number of alter-natives — that should depend
on the degree of seriousness of the issue for which the decision is being made.
Remember, for every challenge, there is a best solution. But to reach that, you need to eliminate many — applying logic. If you do not do that, there is every possibility that you are concluding some-thing wrong or impractical or biased or which will fail the test of the time.

www.industry20.com 45 industry 2.0 - technology management for decision-makers | april 2013
4 Have you designed a method of re-finement of the acceptable plans or proposals?
Many of the proposals in a meeting come up out of impulse or hastiness. They may be good up to a high degree, but when a second thought is put — you may find one or two minor glitches of impracticality.
Remember, for any vital decision to be taken, a second or third review often helps. Unless it is an unforeseen event of emergency, leave sufficient time to review the proposals, refine them then draft the final decision.
3Have you compared the ratio-nale behind the decision with the earlier ones?
Everybody recollects some decisions that failed earlier. But hardly anyone remembers what the circumstances were when those failed. Knowing the causes of earlier failure is vital.
Remember, it is easy to say that history repeats itself. But the catchy phrase does not reasonably take into consideration the process of evolution. Thus, even if history re-occurs, its environment, manifestation and characteristics will be different. So, exercise an unbiased think-ing as far as possible while making a decision.
2 Have you attempted to combine all the sugges-tions, and extract the values out of them?Many proposals are jotted down in the minutes of the meeting.
Some are considered valuable, others may not. But it is very impor-tant to get the essence of each proposal.
Remember, every organisation develops a bias towards the manag-ers who had shown successes in earlier occasions. It does not mean that history will repeat always. So, it is always important to review the original ideas and experiences behind a (so called) worthless proposal before rejecting that. After all every operator knows his machine better than others who observe its operation.
5 Have you designed a method to evaluate alternatives?
No games can be won without strategies. And as far as a strategy is concerned, it is unique for an organisation. In majority of the decision making meetings, every man-ager looks at his advantages. What happens when every player in a football team tries to score a goal on his own? Every-
thing becomes messy, and the game is lost.
Remember, an effective deci-sion can be formed when every member heartily agrees to co-operate. Whether senior or jun-ior, unless every member of the team realises the merit of the decision, and heartily agrees to co-operate in its implementa-tion, the decision will remain in files only or its implementation will invite a disaster. P
hoto
Cre
dit:
ww
w.p
hoto
s.co
m

event report
www.industry20.com46 april 2013 | industry 2.0 - technology management for decision-makers
Industry 2.0, in partnership with IBM, hosted an evening round table event in the city of Bengaluru — to discuss and debate the opera-
tional challenges involved in demand and supply planning, and challenges in achieving effective sup-ply chain visibility and control.
Delivering the keynote talk on the occasion, H. G. Raghunath, CEO, Watches and Accessories at Titan Ltd., explained how his organisation was employing technology solutions to effectively keep track of the large number of SKUs, and efficiently tailor manu-facturing planning and production to meet custom-er demand. He fielded a number of questions from
other roundtable participants — and gave advice on tackling tough supply chain issues.
Drawing on his extensive international and retailing expe-riences, Anil Chinnabhandar, Head - Supply chain for Lifestyle International’s Max Retail Divi-sion, recounted the typical busi-ness and strategic confronting supply chain managers in India, and how new business opportu-nities are compelling organisa-tions to review their supply chain operations. Chinnabandar also shed light on the role of ERP and supply chain solutions in making retail supply chains smarter.
Drawing on his extensive expe-rience in consulting with lead-ing companies, Saranik Ghosh, General Manager for Strategy and Transformation with IBM India, summarised the key priorities for SCM heads, and shared best prac-tices from well managed supply chain organisations. He also gave tips on how to create smarter sup-ply chains.
The round table meeting con-cluded with a discussion on the strategic challenges for supply chain leaders in India—and ways to overcome them.
H. G. Raghunath, CEO, Watches and Accessories at Titan Ltd, is delivering the keynote talk.
Saranik Ghosh, General Manager for Strategy and Transformation, IBM India, is sharing international best practices in supply chain.
Anil Chinnabhandar, Head - Supply chain for Lifestyle International’s Max Retail Division, is talking on challenges confronting supply chain managers.
Supply Chain Leaders from different organisations are discussing the ongoing challenges in the field of supply chain.
Developing Smarter Supply ChainsFast changes in customer demand, rising manufacturing costs, advent of new distribution channels and the proliferation of SKUs are propelling organisations to redefine and rearticulate their supply chain strategies. The goal is to transform supply chains from reactive to proactive operations that provides a holistic view.

product gallery
www.industry20.com 47 industry 2.0 - technology management for decision-makers | april 2013
Peristaltic Hose PumPs
ingersoll rand has launched a full range of Peri-
staltic Hose Pumps in india. the new product line
expands ingersoll rand’s existing aro positive dis-
placement pump portfolio that includes air-operated
diaphragm and piston pumps enabling high levels of reliability, efficiency
and productivity.
according to the company, aro’s Peristaltic Hose pumps minimise
total cost of ownership by delivering reliable, energy efficient and safe
fluid transfer. the pumps feature an engineered reinforced hose, dry run-
ning and self-priming capabilities that are suitable for transferring shear
sensitive viscous, corrosive and abrasive liquids in a broad range of critical
process applications. the complete product line-up includes a full range
of high pressure and low pressure peristaltic pumps with flow rates up to
88 m3/hr.
Ingersoll-Rand IndiaTel.: 1800-102-7926 (Tollfree)Website: www.ingersollrand.co.in
Pipe Clamps
stauff offers clamps for quick and easy pipe,
tube, hose and cable installations. the clamp
bodies are available in various materials such as
polyamide, polypropylene, aluminium as well as
shock-absorbing and noise-dampening thermo-
plastic elastomer materials.
mounting-hardware for single or multi-level
stacking installation on weld plates or channel and
mounting rails — is available ex stock in steel and several stainless steel
qualities. these clamps are suitable for the most common metric and impe-
rial outer pipe diameters up to 450 mm / 17 ¾ inches. special materials and
designs are available on request.
StauffenbergTel.: +49 (0) 2392/ 916-154 Website: www.stauff.com
Network Tester
iDeal offers lanXPlorer Pro, an in-line gigabit
network tester capable of troubleshooting passive and
active laN connections over both copper and fiber,
and featuring a Network Discovery/Verify function to
identify all active network devices and compare them
against previous device lists. aimed at installers, it ad-
ministrators, network technicians, system integrators and cable installers,
lanXPlorer Pro meets the testing needs of professionals installing or
maintaining it systems in an enterprise or industrial ethernet environment.
Ideal Industries, Inc. Tel.: +1 800-435-0705 Website: www.idealindustries.com
Backpack Blower
the PB-770 is a backpack
blower with a maximum
air volume of 1440 m3/h and
an air speed of up to 91.1m/sec. this is a super-duty air
filtration system, sophisticated built-in anti-vibration,
and a new design back pack frame for improved opera-
tor comfort.
ecHo hand held and backpack power blowers have
precision manufacturing that ensures easy and com-
fortable to use. there is an ecHo blower to suit every
application.
ECHO ToolsE-mail: [email protected]: www.echo-tools.co.uk
metal FaBricator
the 2012 trumPF 253-
ton truBend 5230 Press
Brake is a versatile bending
machine with a 14’ bending length and a 6-axis back
gauge system. it is quick and accurate, and is suitable
for series production – no matter the tonnage.
the truBend 5230 includes 4-cylinder drive
technology, and the cNc-controlled crowning system
provides precise bending results.
PebcoTel.: (Toll Free) 800.707.3226Website: www.pebco.com
Automotive Jump Starter
clore automotive intro-
duces the JNcair, a 1700
Peak amp Jump starter with
integrated air delivery system,
from Jump-N-carry. the
product features a high performance, replaceable clore
ProFormer battery, designed to deliver high peak
amps, extended cranking power, numerous jumps per
charge and a long service life. its extra heavy-duty case
withstands even the toughest work environments and
its industrial Grade Hot Jaw clamps easily penetrate
corroded battery terminals. it has an integrated, indus-
trial grade air delivery system.
Clore AutomotiveTel.: +1 913 310 1053 Website: www.cloreautomotive.com

product gallery
www.industry20.com48 april 2013 | industry 2.0 - technology management for decision-makers
AC Drives
Vacon is supplying ac
drives to major players
in the cranes and hoists,
providing increased process
control and capacity with
lower operating costs. as
per the company, by converting anything from a few
kilowatts to several megawatts of power, VacoN
ac drives support a wide range of applications, from
simple hoists to the most demanding large construc-
tion and harbour cranes. the company provides
extensive global support.
VaconTel.: +91 94241 00164 Website: http://www.vacon.com
Submersible Mixer
KsB aktiengesellschaft has recently devel-
oped a new kind of low-speed submersible
mixer for use in biogas production and waste
water treatment. the new amaprop 1000 can
serve as a back-up mixer, scum breaker or flow
accelerator. it can be used alone or in combina-
tion with larger mixers and agitators.
the new mixer for use in biogas production has a hard-wearing propel-
ler made of robust nodular cast iron designed for years of reliable service.
its contours were developed with the aid of computational fluid dynamic
(cFD) simulations. it can generate high volumetric flow rates, producing a
maximum axial bulk flow.
KSB AktiengesellschaftTel.: +49 6233-86(0)Website: www.ksb.com
Business indexCompany .....................................................................................Page No.Air India SATS ............................................................................................07Autodesk ................................................................................................... 06BASF ........................................................................................................... 14Bentley ...................................................................................................... 29Bitzer India .................................................................................................07Blue Star ...................................................................................................07BPCL ..........................................................................................................07Carnegie Mellon University ....................................................................... 15CBRE ......................................................................................................... 09CIAT India ...................................................................................................07Climiveneta ................................................................................................07Clore Automotive .......................................................................................47Clough ....................................................................................................... 08Coalfax Fluid Handling ...............................................................................32Danfoss Industries .................................................................................... 09Delcam ................................................................................................ 42, 43Eccles Tooling Systems ...................................................................... 42, 43ECHO Tools.................................................................................................47ECN ............................................................................................................ 14Finolex Industries ..................................................................................... 09Fleming Gulf Conference .......................................................................... 06Fraunhofer FIT ........................................................................................... 15Gartner .......................................................................................................10GE ............................................................................................................... 14Green Dust ................................................................................................ 06HSBC ......................................................................................................... 08IBM ............................................................................................................ 46IBM-PLI ..................................................................................................... 26Ideal Industries, Inc. ...................................................................................47IIDE 2013 ................................................................................................... 09Indian Chamber of Commerce ..................................................................07Indian Oil ....................................................................................................07Ingersoll Rand ......................................................................................06, 47Intel ............................................................................................................ 16
Company .....................................................................................Page No.Intergraph ................................................................................................. 08KSB Aktiengesellschaft .......................................................................07, 48L&T, L&T-S&L ...................................................................................... 28, 29Lifestyle International ............................................................................... 46Macro Sensors ........................................................................................... 16Maharashtra State Power Generation Co. (MAHAGENCO) ..................... 29Maruti Suzuki .............................................................................................07Mentor Graphics Corporation ................................................................... 17Motherson Group.......................................................................................07Panasonic India..........................................................................................07Pebco .........................................................................................................47Polycab Wires ............................................................................................ 20POSCO ....................................................................................................... 17R. H. Technologies ...................................................................................... 17RBC Bearings ........................................................................................... 08Reliance Industries ....................................................................................07Reynold India .............................................................................................07Ryder .......................................................................................................... 17Sansera Engineering................................................................................. 40Sargent & Lundy – USA (S&L) ................................................................. 28SAS ............................................................................................................. 17Saudi Armaco ............................................................................................ 17Schneider Electric India ........................................................................... 08Shell ........................................................................................................... 17Siemens ..................................................................................................... 14Siemens PLM ............................................................................................ 40Stauffenberg ..............................................................................................47TE Connectivity ....................................................................................35, 36Titan Ltd. ................................................................................................... 46Vacon ........................................................................................................ 48Virginia Tech ............................................................................................... 15Voltas .........................................................................................................07Western Precision Aero (WAP) ................................................................. 08Whirlpool ................................................................................................... 06
www.industry20.com48 april 2013 | industry 2.0 - technology management for decision-makers