PDCA Scientific Problem Solving Method Introduction And Overview By Todd Mc Cann
14
PLAN DO CHECK ACT (PDCA) “The Scientific Method to Improvement” Introduction and Overview Presented by Todd McCann
-
Upload
tmccann2006 -
Category
Documents
-
view
6.029 -
download
2
Transcript of PDCA Scientific Problem Solving Method Introduction And Overview By Todd Mc Cann

PLAN DO CHECK ACT (PDCA) “The Scientific Method to Improvement”
Introduction and Overview
Presented by Todd McCann

Learning Objectives
• Name 3 people3 people who played a role in the origin of PDCA
• Describe 2 requirements2 requirements of the PDCA Method to problem solving
• Describe each step step of the acronym PDCA
• Name a Leader in QualityLeader in Quality who supported and promoted PDCA scientific process
• Describe Where Where and WhenWhen you should apply PDCA Method
• Describe HowHow to apply PDCA Method to daily problemsPDCA Method to daily problems

Origin of Plan Do Check Act (PDCA) also known as the Shewhart Cycle.
Sir Francis Bacon 1620Sir Francis Bacon 1620 Created the Baconian Method, the “Scientific Method“Scientific Method””
Scientific MethodScientific Method = "hypothesis/theory" - "experiment" - "evaluation" or plan, do, & check He created the foundationfoundation for PDCA
Edwards Deming 1924Edwards Deming 1924 Deming was Walter Shewhart’s boss at Western Electric / Bell Laboratories Made PDCA popularPDCA popular through his work as a Leader in QualityLeader in Quality Deming preferred Plan Do Study Act (PDSA) while teaching quality in Japan in the 1950’s
Walter Shewhart 1924Walter Shewhart 1924 Was an American physicist, engineer, and statistician.
Sometimes known as the Father of Statistical Quality controlFather of Statistical Quality control. Created PDCA cycleCreated PDCA cycle while working at Western Electric / Bell Laboratories

PDCA:PDCA: is a Scientific MethodScientific Method to solving problems
requiresrequires facts, measurement, objective analysis and facts, measurement, objective analysis and critical thinkingcritical thinking surrounding the problem
requiresrequires data and numericaldata and numerical evidence of the problem
is designed to be applied over and overover and over again, not just one time
– referred to as “Closed Loop Thinking”“Closed Loop Thinking”
naturally increases knowledgeincreases knowledge of the individual(s) evaluating the causes of a problemcauses of a problem
What is the Plan Do Check Act (PDCA) Method?

ConstantConsistent &ContinuousChange for the Better
Standards, Process Improvement and the PDCA Method
The Current Current StandardStandard serves as “The Chock” to PREVENT PREVENT BACKSLIDINGBACKSLIDING”
“CHAOS” WILL TAKE OVER > STANDARDS WILL BACKSLIDE
If we DON’T continuously improve wewill experience a NATURALLYNATURALLY occurring Re-action!
CONTINUOUS
IMPROVEMENT
AA
PROCESSPROCESS

What are the steps of PDCA?

Plan
“When faced with a problem, we naturally begin to ask questions”
• WhatWhat is the problem?
• WhyWhy is the problem occurring?
• HowHow does the problem start?
• WhatWhat are the causes of the problem?
• Can we measuremeasure the problem?
Plan =Plan =
Identify, Define, Measure, create a baseline, set a goal/targetCreate a “test/trial” and corrective actions to improve the problem using a Scientific Method to obtain a different result

“Let’s go test our corrective action to the problem”
Do
• Run a Trial Run a Trial and measure measure the results
• TestTest what we believe is the best / workable approachbest / workable approach
• Use the datadata and factsfacts from PlanPlan step as BaselineBaseline
Do =Do =
Implement the Plan Perform the Test/Trial you created Monitor the change during implementation

“Were the results what we expected?”
Check
• MeasureMeasure to Validate and VerifyValidate and Verify what changed
• CompareCompare results of test to baseline databaseline data
• If a change occurred, ask WhyWhy did it change?
• Did the problem: get better, get worse, or stay the same?get better, get worse, or stay the same?
Check =Check =
Reflect and compare baseline data to new data obtained from testDetermine if an improvement occurred

“Implement the New and Improved Standard”
Act
• StabilizeStabilize new StandardStandard• TrainTrain others to new method
• UpdateUpdate process improvement metricsmetrics where and when required
• ShareShare new standard
• Re-Apply the PDCA MethodRe-Apply the PDCA Method over again.
Act =Act =
If No improvement occurred Go Back to Plan
If a change for the better occurred then Stabilize and Standardize the new method, teach others of new method and start the PDCA cycle again.

PDCA Summary

Learning Objectives
• Name 3 people3 people who played a role in the origin of PDCA
• Describe 2 requirements2 requirements of the PDCA Method to problem solving
• Describe each step step of the acronym PDCA
• Name a Leader in QualityLeader in Quality who supported and promoted PDCA scientific process
• Describe Where Where and WhenWhen you should apply PDCA Method
• Describe HowHow to apply PDCA Method to daily problemsPDCA Method to daily problems

Exhibit A: Plan Do Check Act / Standardize Do Check Act
TIME
Con
tinuo
us Im
prov
emen
t
KAIZEN
KAIZEN
KAIZEN
KAIZEN
Measure
Measure
Measure
Measure
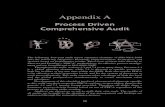
PDCA and SDCA Systematic Continuous Improvement PathwayThe Natural Progression of Improvement by applying Systematic Thinking
(Plan – Do – Check – Act with Standarize – Do – Check – Act)
Created by: Todd McCann(from Gemba KAIZEN Masaaki Imai)Date: 3-15-2009Rev: 3
Natural Progression of C
ontinuous Im
provement
and the Spirit
of KAIZEN
“Large” GAPEasy Change
“Small” GAPHard Change
“Smaller” GAPHarder Change
Diff
icul
ty In
crea
ses
3458.43458.03457.63457.23456.83456.43456.0
LSL USL 3458Process Data
Sample N 693StDev(Within) 0.152393StDev(Overall) 0.354484
LSL 3456.5Target *USL 3457.5Sample Mean 3456.77
Potential (Within) Capability
CCpk 1.09Overall Capability
Pp 0.47PPL 0.26PPU 0.68Ppk
Cp
0.26Cpm *
1.09CPL 0.59CPU 1.59Cpk 0.59
Observed PerformancePPM < LSL 225108.23PPM > USL 1443.00PPM Total 226551.23
Exp. Within PerformancePPM < LSL 37235.72PPM > USL 0.88PPM Total 37236.60
Exp. Overall PerformancePPM < LSL 221596.02PPM > USL 19978.92PPM Total 241574.93
WithinOverall
Unit 1 July 08 MWt 8 hr avg.
3458.43458.03457.63457.23456.83456.43456.0
LSL USL 3458Process Data
Sample N 693StDev(Within) 0.152393StDev(Overall) 0.354484
LSL 3456.5Target *USL 3457.5Sample Mean 3456.77
Potential (Within) Capability
CCpk 1.09Overall Capability
Pp 0.47PPL 0.26PPU 0.68Ppk
Cp
0.26Cpm *
1.09CPL 0.59CPU 1.59Cpk 0.59
Observed PerformancePPM < LSL 225108.23PPM > USL 1443.00PPM Total 226551.23
Exp. Within PerformancePPM < LSL 37235.72PPM > USL 0.88PPM Total 37236.60
Exp. Overall PerformancePPM < LSL 221596.02PPM > USL 19978.92PPM Total 241574.93
WithinOverall
Unit 1 July 08 MWt 8 hr avg.
3458.43458.03457.63457.23456.83456.43456.0
LSL USL 3458Process Data
Sample N 693StDev(Within) 0.152393StDev(Overall) 0.354484
LSL 3456.5Target *USL 3457.5Sample Mean 3456.77
Potential (Within) Capability
CC pk 1.09Overall Capability
Pp 0.47PPL 0.26PPU 0.68Ppk
Cp
0.26Cpm *
1.09CPL 0.59CPU 1.59Cpk 0.59
Observed PerformancePPM < LSL 225108.23PPM > USL 1443.00PPM Total 226551.23
Exp. Within PerformancePPM < LSL 37235.72PPM > USL 0.88PPM Total 37236.60
Exp. Overall PerformancePPM < LSL 221596.02PPM > USL 19978.92PPM Total 241574.93
WithinOverall
Unit 1 July 08 MWt 8 hr avg.
3458.43458.03457.63457.23456.83456.43456.0
LSL USL 3458Process Data
Sample N 693StDev(Within) 0.152393StDev(Overall) 0.354484
LSL 3456.5Target *USL 3457.5Sample Mean 3456.77
Potential (Within) Capability
CCpk 1.09Overall Capability
Pp 0.47PPL 0.26PPU 0.68Ppk
Cp
0.26Cpm *
1.09CPL 0.59CPU 1.59Cpk 0.59
Observed PerformancePPM < LSL 225108.23PPM > USL 1443.00PPM Total 226551.23
Exp. Within PerformancePPM < LSL 37235.72PPM > USL 0.88PPM Total 37236.60
Exp. Overall PerformancePPM < LSL 221596.02PPM > USL 19978.92PPM Total 241574.93
WithinOverall
Unit 1 July 08 MWt 8 hr avg.
S
DDo
AAct
CCheck
StandardizeS
DDo
AAct
CCheck
Standardize
S
DDo
AAct
CCheck
StandardizeS
DDo
AAct
CCheck
Standardize
S
DDo
AAct
CCheck
StandardizeS
DDo
AAct
CCheck
Standardize
S
DDo
AAct
CCheck
StandardizeS
DDo
AAct
CCheck
Standardize
PPlan
DDo
AAct
CCheck
PPlan
DDo
AAct
CCheck
PPlan
DDo
AAct
CCheck
PPlan
DDo
AAct
CCheck
PPlan
DDo
AAct
CCheck
PPlan
DDo
AAct
CCheck
PPlan
DDo
AAct
CCheck
PPlan
DDo
AAct
CCheck
TIME
Con
tinuo
us Im
prov
emen
t
KAIZEN
KAIZEN
KAIZEN
KAIZEN
Measure
Measure
Measure
Measure
PDCA and SDCA Systematic Continuous Improvement PathwayThe Natural Progression of Improvement by applying Systematic Thinking
(Plan – Do – Check – Act with Standarize – Do – Check – Act)
Created by: Todd McCann(from Gemba KAIZEN Masaaki Imai)Date: 3-15-2009Rev: 3
Natural Progression of C
ontinuous Im
provement
and the Spirit
of KAIZEN
“Large” GAPEasy Change
“Small” GAPHard Change
“Smaller” GAPHarder Change
Diff
icul
ty In
crea
ses
3458.43458.03457.63457.23456.83456.43456.0
LSL USL 3458Process Data
Sample N 693StDev(Within) 0.152393StDev(Overall) 0.354484
LSL 3456.5Target *USL 3457.5Sample Mean 3456.77
Potential (Within) Capability
CCpk 1.09Overall Capability
Pp 0.47PPL 0.26PPU 0.68Ppk
Cp
0.26Cpm *
1.09CPL 0.59CPU 1.59Cpk 0.59
Observed PerformancePPM < LSL 225108.23PPM > USL 1443.00PPM Total 226551.23
Exp. Within PerformancePPM < LSL 37235.72PPM > USL 0.88PPM Total 37236.60
Exp. Overall PerformancePPM < LSL 221596.02PPM > USL 19978.92PPM Total 241574.93
WithinOverall
Unit 1 July 08 MWt 8 hr avg.
3458.43458.03457.63457.23456.83456.43456.0
LSL USL 3458Process Data
Sample N 693StDev(Within) 0.152393StDev(Overall) 0.354484
LSL 3456.5Target *USL 3457.5Sample Mean 3456.77
Potential (Within) Capability
CCpk 1.09Overall Capability
Pp 0.47PPL 0.26PPU 0.68Ppk
Cp
0.26Cpm *
1.09CPL 0.59CPU 1.59Cpk 0.59
Observed PerformancePPM < LSL 225108.23PPM > USL 1443.00PPM Total 226551.23
Exp. Within PerformancePPM < LSL 37235.72PPM > USL 0.88PPM Total 37236.60
Exp. Overall PerformancePPM < LSL 221596.02PPM > USL 19978.92PPM Total 241574.93
WithinOverall
Unit 1 July 08 MWt 8 hr avg.
3458.43458.03457.63457.23456.83456.43456.0
LSL USL 3458Process Data
Sample N 693StDev(Within) 0.152393StDev(Overall) 0.354484
LSL 3456.5Target *USL 3457.5Sample Mean 3456.77
Potential (Within) Capability
CC pk 1.09Overall Capability
Pp 0.47PPL 0.26PPU 0.68Ppk
Cp
0.26Cpm *
1.09CPL 0.59CPU 1.59Cpk 0.59
Observed PerformancePPM < LSL 225108.23PPM > USL 1443.00PPM Total 226551.23
Exp. Within PerformancePPM < LSL 37235.72PPM > USL 0.88PPM Total 37236.60
Exp. Overall PerformancePPM < LSL 221596.02PPM > USL 19978.92PPM Total 241574.93
WithinOverall
Unit 1 July 08 MWt 8 hr avg.
3458.43458.03457.63457.23456.83456.43456.0
LSL USL 3458Process Data
Sample N 693StDev(Within) 0.152393StDev(Overall) 0.354484
LSL 3456.5Target *USL 3457.5Sample Mean 3456.77
Potential (Within) Capability
CCpk 1.09Overall Capability
Pp 0.47PPL 0.26PPU 0.68Ppk
Cp
0.26Cpm *
1.09CPL 0.59CPU 1.59Cpk 0.59
Observed PerformancePPM < LSL 225108.23PPM > USL 1443.00PPM Total 226551.23
Exp. Within PerformancePPM < LSL 37235.72PPM > USL 0.88PPM Total 37236.60
Exp. Overall PerformancePPM < LSL 221596.02PPM > USL 19978.92PPM Total 241574.93
WithinOverall
Unit 1 July 08 MWt 8 hr avg.
S
DDo
AAct
CCheck
StandardizeS
DDo
AAct
CCheck
Standardize
S
DDo
AAct
CCheck
StandardizeS
DDo
AAct
CCheck
Standardize
S
DDo
AAct
CCheck
StandardizeS
DDo
AAct
CCheck
Standardize
S
DDo
AAct
CCheck
StandardizeS
DDo
AAct
CCheck
Standardize
PPlan
DDo
AAct
CCheck
PPlan
DDo
AAct
CCheck
PPlan
DDo
AAct
CCheck
PPlan
DDo
AAct
CCheck
PPlan
DDo
AAct
CCheck
PPlan
DDo
AAct
CCheck
PPlan
DDo
AAct
CCheck
PPlan
DDo
AAct
CCheck

Exhibit B: Repeating PDCA
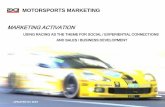
Repeating PDCA – One Point Lesson
DEFINITION: PDCA = A four step quality improvement cycle, based on a process by Walter Shewhart, and adopted by Edwards Deming that involves continuous improvement based on analysis, design, execution & evaluation.
It is important to see and understand the causes that increase the degree of difficulty as you continuously repeat the PDCA cycle.
Each application of the PDCA cycle will present new and more complex improvement challenges
Repeating PDCA – One Point Lesson
DEFINITION: PDCA = A four step quality improvement cycle, based on a process by Walter Shewhart, and adopted by Edwards Deming that involves continuous improvement based on analysis, design, execution & evaluation.
It is important to see and understand the causes that increase the degree of difficulty as you continuously repeat the PDCA cycle.
Each application of the PDCA cycle will present new and more complex improvement challenges