PART #: 80699 - dovertwg.com · 5.9 cid eaton motor.875-14 unc #10 sae ports 18.00 2.75 typ 15.50...
6
FEET 85 1 3 7.37 5 7.77 NOTES: 1. 38:1 I80699 DRAWING NO. 17-538 HEAT TREAT WT: B This drawing is the property of TWG. Reproduction or the divulging of data hereon is not permitted without specific approval of TWG. APPD. BY: DATE: DATE: BAB DRAWN BY: All dimensions are in inches • Min 6% mat'l removal per finish surface 12% on dia. • Inside corner radii .03" • Outside chamfer .03 X 45 • Remove all burrs, break sharp edges • Fastener torque per EN11000 • Tolerances: 1 Place Decimal .100 2 Place Decimal .030 3 Place Decimal .010 Angles 2 Concentricity .010 TIR Machine Finish 125 H938-SRLRODCL, 11 IN.DRUM SHEET 1 OF 1 : H938 PART #: 80699
Transcript of PART #: 80699 - dovertwg.com · 5.9 cid eaton motor.875-14 unc #10 sae ports 18.00 2.75 typ 15.50...

FEET
85
1
3
7.37 5
7.77
NOTES:
1.
38:1
DATE DRAWN APPD. ER NO.
BAB
5 17-538
I80699DRAWINGNO.17-538
HEATTREATWT:
B
This drawing is the property of TWG. Reproduction or the divulging of data hereon is not permitted without speci�c approval of TWG.
APPD. BY: DATE:DATE:BABDRAWN BY:
All dimensions are in inches•Min 6% mat'l removal per finish surface 12% on dia.•Inside corner radii .03"•Outside chamfer .03 X 45•Remove all burrs, break sharp edges•Fastener torque per EN11000•
Tolerances:1 Place Decimal .1002 Place Decimal .0303 Place Decimal .010
Angles 2Concentricity .010 TIRMachine Finish 125
H938-SRLRODCL, 11 IN.DRUM
SHEET 1 OF 1
:
H938
PART #: 80699

3.00
2.50
10.40 5.00 5.40
5.00
10.00
11.69
1.50
5.04
4.44
3.6 CID MOTOR
34.00
3.00 14.70 3.00
23.19
9.00
4.00
2.98 17.57 8.29
8.14
10.00
REV. DESCRIPTION DATE DRAWN APPD. ER NO.
LAYER LINEPULLPOUNDS
LINESPEEDFT/MIN
TOTAL CABLEFEET
1 11,000 23.2 232 9,188 27.8 513 7,889 32.4 834 6,911 37.0 1195 6,149 41.6 160
PERFORMANCE DATA - 1060INPUT SPEED (MAX) 1,200 RPM
INPUT TORQUE (MAX) 793 IN-LBSDYNAMIC EFFICIENCY (GEAR BOX) 51.3 %
CABLE DIAMETER .44GEAR BOX RATIO 60:1
SIMILAR TO: I80035
I83065DRAWINGNO.
ER NUMBER
17-1052HEAT
TREATWT:B
This drawing is the property of TWG. Reproduction or the divulging of data hereon is not permitted without specific approval of TWG.
APPD. BY: DATE:11-28-17DATE:JAJDRAWN BY:
All dimensions are in inches•Min 6% mat'l removal per finish surface 12% on dia.•Inside corner radii .03"•Outside chamfer .03 X 45•Remove all burrs, break sharp edges•Fastener torque per EN11000•
Tolerances:1 Place Decimal .1002 Place Decimal .0303 Place Decimal .010
UNLESS OTHERWISE SPECIFIED
Angles 2Concentricity .010 TIRMachine Finish 125
DO NOT SCALE DRAWING
H1060 INSTALLATION
JAJ 11-28-17 SHEET 1 OF 1:97 LBS
H1060
PART #: 83065

34.00
8.71 17.01 8.29
1.63 16.62 3.00 7.22
9.00
4.00
.38 1.50
3.00
10.00
4.00TYP 10.00
5.00TYP
10.52
6.67
5.03
4.44
6.00
5.9 CID EATON MOTOR.875-14 UNC#10 SAE PORTS
18.00
2.75TYP
15.50
1.25TYP
2.13TYP
29.75TYP
0.754 HOLES
INPUT SPEED (MAX) 800 RPMINPUT TORQUE (MAX) 1309 IN-LBSDYNAMIC EFFICIENCY 53%CABLE DIAMETER .50 INGEAR BOX RATIO 42:1PRESSURE 1600 PSIFLOW 20 gpm
PERFORMANCE DATA
NOTES:
GEARBOX FILLED WITH 1 QT. EP-140 1.WT OIL.
UNIT PRIMED WITH BLACK PRIMER.2.
REV. DESCRIPTION DATE DRAWN APPD. ER NO.1 CHANGE WORM GEAR, ITEM 39 QTY 4 WAS 2 3/17/2017 JAJ JAJ 17-279
LAYER LINE PULLPOUNDS
LINE SPEEDFT/MIN
TOTAL CABLEFEET
1 13000 19 212 10636 23 473 9000 28 774 7800 32 113 SIMILAR TO: 81194
I83052DRAWINGNO.
ER NUMBER
17-279HEAT
TREATWT:B
154 LBS
This drawing is the property of TWG. Reproduction or the divulging of data hereon is not permitted without specific approval of TWG.
APPD. BY: DATE:1.27.17DATE:JAJDRAWN BY:
All dimensions are in inches•Min 6% mat'l removal per finish surface 12% on dia.•Inside corner radii .03"•Outside chamfer .03 X 45•Remove all burrs, break sharp edges•Fastener torque per EN11000•
Tolerances:1 Place Decimal .1002 Place Decimal .0303 Place Decimal .010
UNLESS OTHERWISE SPECIFIED
Angles 2Concentricity .010 TIRMachine Finish 125
DO NOT SCALE DRAWING
H1242 INSTALLATION
JAJ 1.30.17 SHEET 1 OF 1:
H1242
PART #: 83052

13.83
18.00
3.00
.38
3.38
8.08
5.87
9.00
3.00
11.11
DRUM ROTATIONTO RAISE
A A
B
B
GEARBOXFILL/VENT
GEARBOXLEVELGEARBOX
DRAIN
34.00
6.8810.69
16.4414.94 CLUTCH DISENGAGED
13.87 CLUTCH ENGAGED
C C
#10 SAEPRESSURIZETO RAISE
#10 SAEPRESSURIZETO LOWER
2.32
1.80
VIEW A-A
VIEW B-B
LEVEL
DRAIN
BRAKE OILFILL/VENT11.50
11.13
5.0018.00
13.09
15.00
.66
2.63
9.007.50
6.63
VIEW C-C
UNIT PRIMED WITH GRAY PRIMER1.BRAKE FILLED WITH .25 QTS LIGHT WEIGHT2.NON-EP OILGEARBOX FILLED WITH 2.50 QTS EP-140 OIL3.
1 ADDED APPROX. WEIGHT 2-5-09 SWJREV. DESCRIPTION DATE BY
2 PLACE DECIMALS .0303 PLACE DECIMALS .010EXCEPT DRILLED HOLESBREAK CORNERS
UNLESS OTHERWISESPECIFIED
SURFACE FINISH 125
TULSA
B
DRN. BY
CHK. BY
DATE
APPD.BY DATEDATE
CASTING No. REV
CASTING MATERIAL
HEAT TREATMENT
MATERIAL
WT: APPROX 240 LBS
SCALE:
REV
Tulsa Winch
I81556001 1
MODEL H12 INSTALLATION
1-30-07
CAD DRAWING DO NOT SCALEWORK TO DIMENSIONS
REPORT ERRORS
TULSA WINCHINCORPORATED
TULSA, OKLAHOMA
TC
SIMILAR TO: I80523001
H12
PART #: 81556001
13.38
DRUM ROTATIONTO RAISE
1.33
H18G-SLRFXDX
LB
Concentricity .010 TIR3 Place Decimal
Remove all burrs, break sharp edges
.030Machine Finish 125
1/17/18 SHEET 1 OF 1SIMILAR TO: I82216001
I83068001DRAWINGNO.
Outside chamfer .03 X 45
Fastener torque per EN11000Tolerances:
Inside corner radii .03" specific approval of TWG.
APPD. BY: DATE:
•
ER NUMBER
TREAT
•
data hereon is not permitted without Reproduction or the divulging of
18-035B
UNLESS OTHERWISE SPECIFIED
BAB DATE: WT:
•
.0102 Place Decimal
HEAT
•
DRAWN BY: 300 lb01/12/18
This drawing is the property of TWG. All dimensions are in inches•Min 6% mat'l removal per finish surface 12% on dia.•
1 Place Decimal .100 Angles 2
DO NOT SCALE DRAWING:
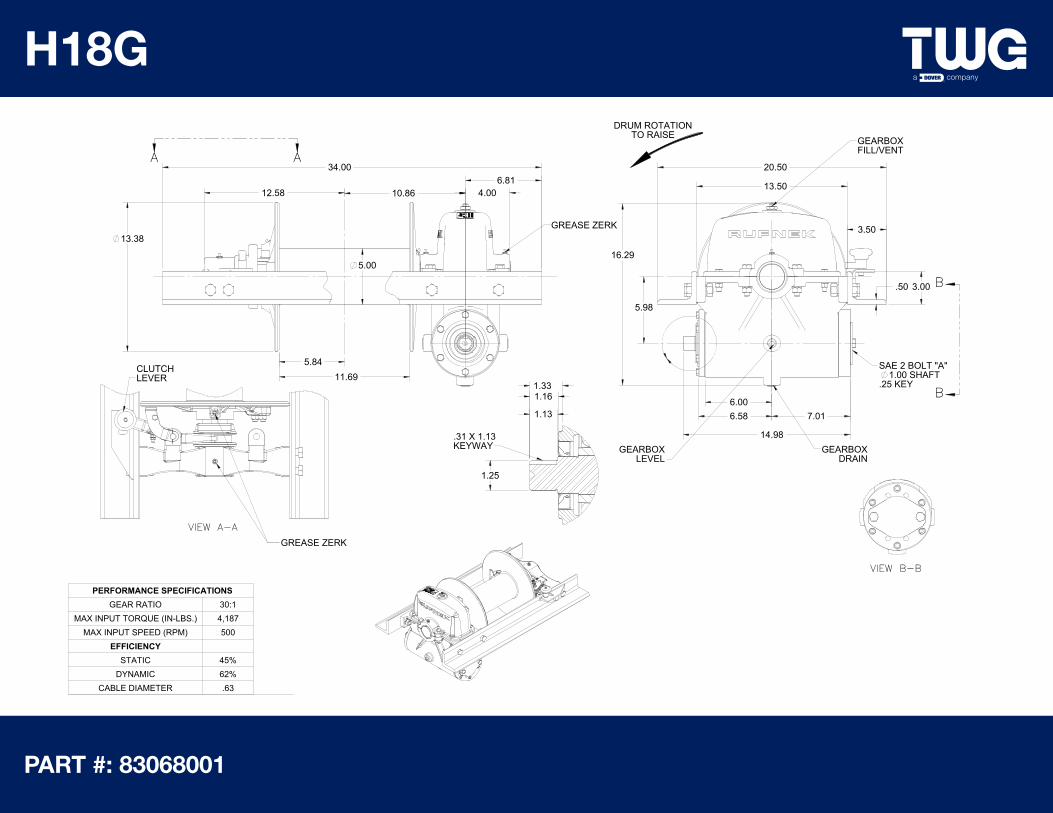
PERFORMANCE SPECIFICATIONSGEAR RATIO 30:1
MAX INPUT TORQUE (IN-LBS.) 4,187MAX INPUT SPEED (RPM) 500
EFFICIENCYSTATIC 45%
DYNAMIC 62%CABLE DIAMETER .63
REV. DESCRIPTION DATE DRAWN APPD. ER NO.
GREASE ZERK
6.81
5.84
12.58 4.00
11.69
34.00
10.86
5.00
A A
VIEW A-A
GREASE ZERK
CLUTCH LEVER
VIEW B-B
GEARBOX DRAIN
GEARBOX
FILL/VENTGEARBOX
LEVEL
SAE 2 BOLT "A"1.00 SHAFT
.25 KEY
20.50
3.00
6.58
14.98
16.29
5.98
7.01
.50
3.50
13.50
6.00
B
B
.31 X 1.13KEYWAY
1.16
1.13
1.25
H18G
PART #: 83068001
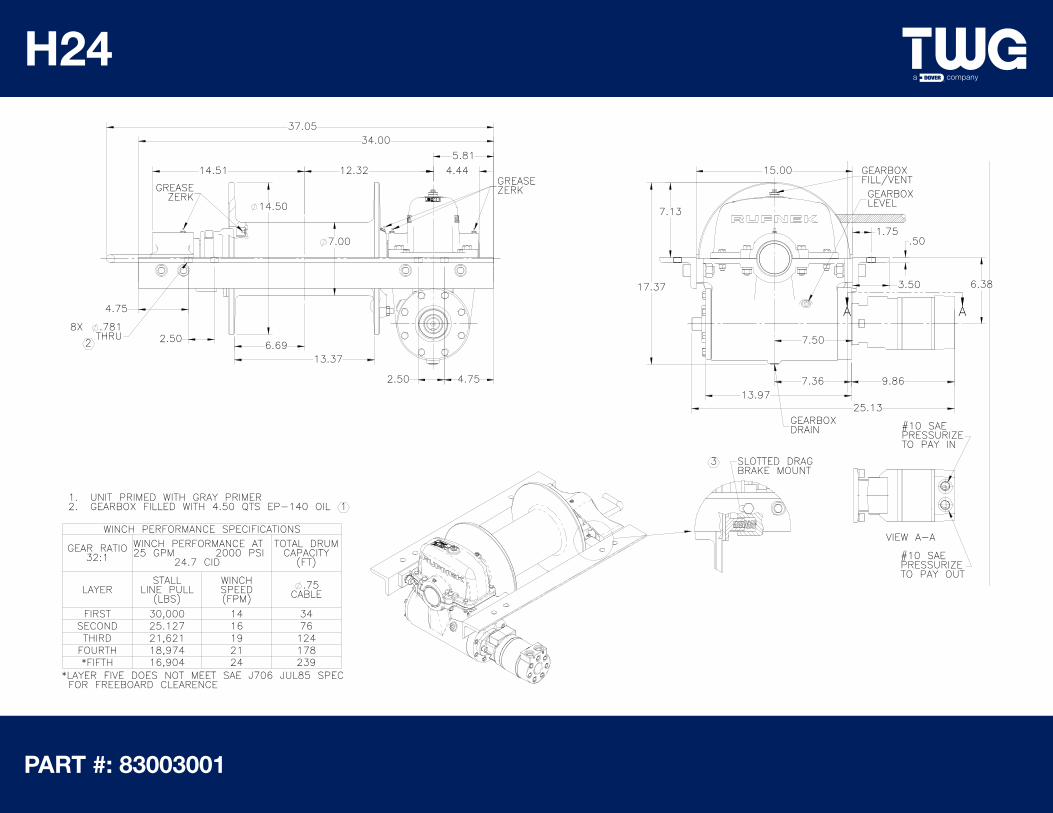
4.75
4.4412.3214.51
5.81
6.69
4.75
2.50
2.50 7.36
7.50
6.38
1.75
1
ZERKGREASE
GREASEZERK
8X .781THRU
2
14.50
34.0037.05
7.00
13.37
UNIT PRIMED WITH GRAY PRIMER1.GEARBOX FILLED WITH 4.50 QTS EP-140 OIL2.
WINCH PERFORMANCE SPECIFICATIONS
GEAR RATIO32:1
WINCH PERFORMANCE AT25 GPM 2000 PSI 24.7 CID
TOTAL DRUMCAPACITY(FT)
LAYERSTALL
LINE PULL(LBS)
WINCHSPEED(FPM)
.75CABLE
FIRST 30,000 14 34SECOND 25.127 16 76THIRD 21,621 19 124FOURTH 18,974 21 178*FIFTH 16,904 24 239
*LAYER FIVE DOES NOT MEET SAE J706 JUL85 SPEC FOR FREEBOARD CLEARENCE
REV. DESCRIPTION DATE DRAWN APPD. ER NO.
1 4.50 WAS 3.00 5/20/2014 RLP LB
2 MOUNTING HOLES WERE 21/32. CHANGED TO 25/32 PER CUSTOMER 1/8/2015 BAB LB 14-836
3 ADDED R.265 X .75 SLOT FOR DRAG BRAKE MOUNT 1/22/2015 CBS LB 15-007
DO NOT SCALE DRAWINGTWG - JENKS, OK - 918-298-8300
H24 INSTALLATION
LBSIMILAR TO: I82383001
Machine Finish 125
Outside chamfer .03 X 45•
2 Place Decimal NO.
REV
3I83003001DRAWING
TREAT
ER NUMBER
.010
Remove all burrs, break sharp edges
Inside corner radii .03" specific approval of TWG.
APPD. BY: DATE:
1/11/2014
This drawing is the property of TWG.
--WT
Tolerances:• Fastener torque per EN11000
DATE:
425 lbs
•
.030
DRAWN BY: SWJ
•
3 Place Decimal
HEAT --B
data hereon is not permitted without Reproduction or the divulging of
UNLESS OTHERWISE SPECIFIEDAll dimensions are in inches•Min 6% mat'l removal per finish surface 12% on dia.•
Fractions 1/32 Angles 1/2Concentricity .010 TIR
1/13/14
GEARBOXFILL/VENTGEARBOXLEVEL
GEARBOXDRAIN
17.37 3.50
9.8613.97
15.00
.50
25.13
7.13
A A
SLOTTED DRAG BRAKE MOUNT
3
#10 SAEPRESSURIZETO PAY IN
#10 SAEPRESSURIZETO PAY OUT
VIEW A-A
H24
PART #: 83003001