
Page - Unknown - Asignment case study.doc
15
CE00783-7- QUALITY AND PROJECT MANAGEMENT FOR TECHNOLOGY ASSIGNMENT 1 - Case Study – JEEVES PLC Your company manufactures and sells an electronic consumer durable product. This is a DOMESTIC ROBOT of (more or less) human appearance, which is designed to carry out a wide range of domestic chores. The machine looks like this: The machine is made of light alloy and is equipped with sensory apparatus (a form of radar) to enable it to move around without bumping into things. It is programmable through a keyboard and hypercard storage system underneath the panel in the chest. Such programmes enable the machine to walk, move its hands and arms and perform other movement. It has recently been equipped with 'voice programming' (i.e., it responds to verbal commands) and given some simple speaking abilities. Various standard software programmes for domestic chores are offered within the initial purchase price. A recent estimate of quality costs showed that they were distributed as follows, Staff turnover has averaged 15% and has been fairly consistent over a period of time. Absenteeism has averaged 6% peaking in August and December but consistent over several years. After the initial spurt of investment the amount of capital employed in the factory has been flagging – expressed in terms of £ per employee. Productivity, Failure prevention cost 4% Appraisal and inspection cost 44% Internal in plant failure cost 22% External field failure cost 30% Total 100% Yea r Output per Person Capital Employed (per person) 201 6 15.3 units/annum £47,000 p.p 201 7 10.1 units/annum £32,000 p.p 201 8 10.4 units /annum £34,000 p.p 201 9 9.7 units/annum £31,000 p.p 202 0 8.8 units/annum £30,000 p.p 1
Transcript of Page - Unknown - Asignment case study.doc

CE00783-7- QUALITY AND PROJECT MANAGEMENT FOR TECHNOLOGY
ASSIGNMENT 1 - Case Study – JEEVES PLC
Your company manufactures and sells an electronic consumer durable product. This is a DOMESTIC ROBOT of (more or less) human appearance, which is designed to carry out a wide range of domestic chores. The machine looks like this:
The machine is made of light alloy and is equipped with sensory apparatus (a form of radar) to enable it to move around without bumping into things. It is programmable through a keyboard and hypercard storage system underneath the panel in the chest. Such programmes enable the machine to walk, move its hands and arms and perform other movement. It has recently been equipped with 'voice programming' (i.e., it responds to verbal commands) and given some simple speaking abilities. Various standard software programmes for domestic chores are offered within the initial purchase price.
A recent estimate of quality costs showed that they were distributed as follows,
Staff turnover has averaged 15% and has been fairly consistent over a period of time. Absenteeism has averaged 6% peaking in August and December but consistent over several years.
After the initial spurt of investment the amount of capital employed in the factory has been flagging – expressed in terms of £ per employee. Productivity, expressed in terms of output per 'direct' (factory) employee has been as follows:
PRODUCTION PROCESS
At the beginning of the exercise, the sequence for the production of the robots is as follows:
1. Robots are ordered from the factory by the Sales department.2. Ultra lightweight Kevlar and alloy sheet steel is ordered from the local steel stockholders and
components such as the radar vision system, audio recognition, electric motor and battery are ordered from component suppliers.
3. In the following week, the raw materials and components are delivered and inspected. All raw materials are supplied to certified quality standards and not more than 0.3% should exceed such standards. Nevertheless, a 5% random sample is taken by the Incoming Inspection department.
Failure prevention cost 4%Appraisal and inspection cost
44%
Internal in plant failure cost 22%External field failure cost 30%Total 100%
Year Output per Person
Capital Employed (per person)
2016 15.3 units/annum £47,000 p.p2017 10.1 units/annum £32,000 p.p2018 10.4 units /annum £34,000 p.p2019 9.7 units/annum £31,000 p.p2020 8.8 units/annum £30,000 p.p
1
4. The sheet steel is cut on a guillotine. Any scrap is discarded. Special joints are precision machined.
5. The cut sheets are pressed into shapes (fronts, backs, arms, legs and heads) and drilled to facilitate assembly. The guillotines, presses, and other machinery are computer controlled.
6. The shaped cases are then cleaned, burnished and sprayed in the appropriate colour.
PAINTING
The cases proceed through a series of chemical treatments to prevent rust and to prime the surface. They are then normally blow dried using a hand held hose (although some operators assert that this is unnecessary)
Then, spraying is an automated process. Two coats are applied and after the first coat the casings are machine polished.
Hand finishing and polishing completes the process.
7. At this point, the cases are put into the 'work in progress' store from where they are drawn, as required, for final assembly.
8. Cases are drawn from 'WIP' store and placed on a semi-automated assembly line.
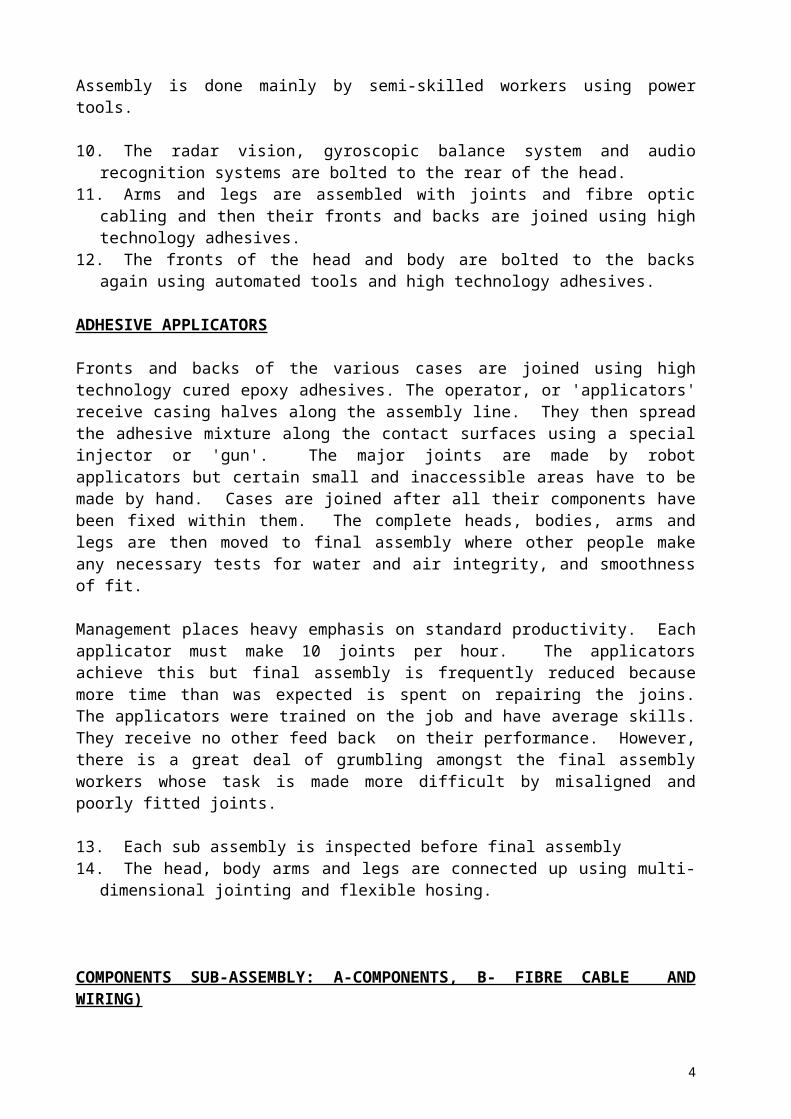
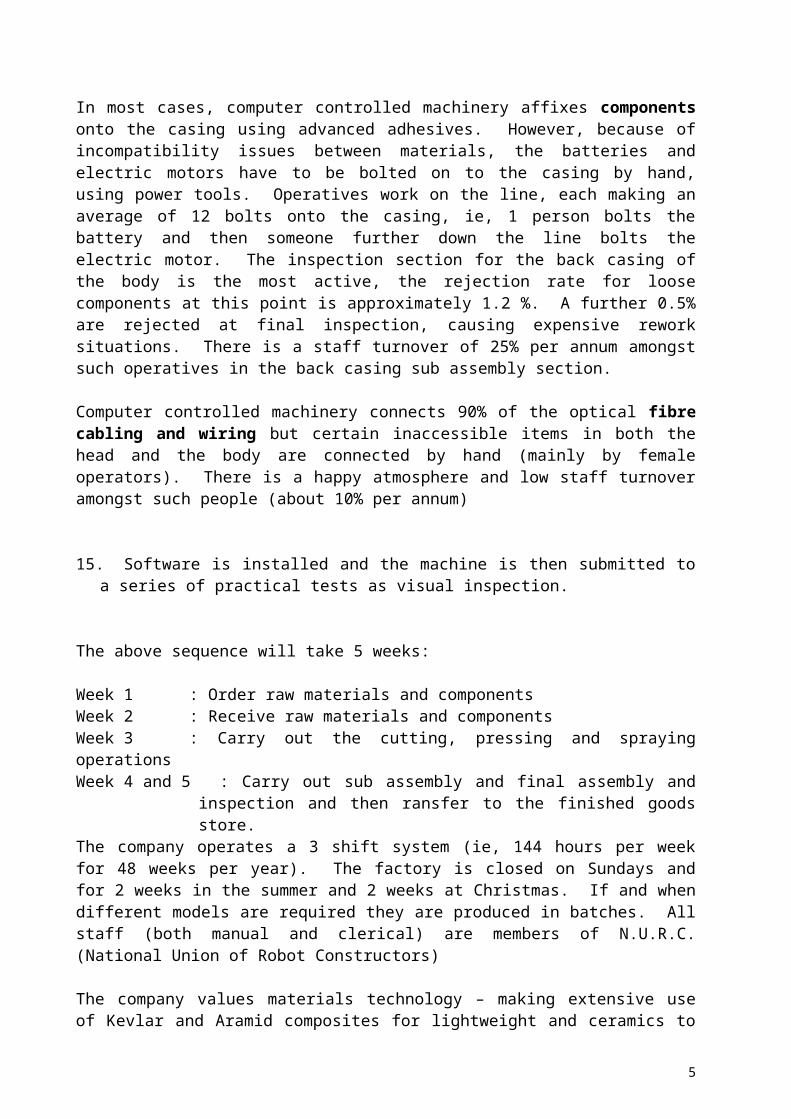
PRECISION JOINTING
Shoulder, elbow, knee and wrist joints have to be able to rotate in 6 planes and, in consequence, the company uses its own patented jointing system. This has to operate to fine tolerances and so a precision machining section was established. The section uses the latest and most expensive machine tools available and is manned by highly skilled technicians. The following table shows the percentage of jointing mechanisms which were outside the specified tolerances:
Everyone is baffled by the strange peaks which are well outside what could be expected on statistical probability. Furthermore, until recently there has been no significant difference in the figures between the shifts whereas, on the morning shift, the rejects were 10% worse than the norm on the weeks ending 9th and 23rd November. The morning shift supervisor is a reliable and competent man with a good record of quality and productivity and there are no apparent personnel problems on his shift.
9. The major component modules are then bolted to the back of the body in the following order:
a. Batteryb. Ceramic electric motorc. Set of printed circuit boardsd. Memory storage cards
Date Rejects Date Rejects
21 Oct 0.17 11 Nov 0.2122 0.11 12 0.1323 0.13 13 0.1524 0.14 14 0.1425 0.11 15 0.1226 0.15 16 0.1528 Oct 0.16 18 Nov 0.2229 0.13 19 0.1430 0.14 20 0.1231 0.11 21 0.1301 Nov 0.12 22 0.1402 0.13 23 0.1604 Nov 0.24 25 Nov 0.2505 0.14 26 0.1406 0.14 27 0.1307 0.16 28 0.1208 0.16 29 0.1509 0.15 30 0.14
2
Assembly is done mainly by semi-skilled workers using power tools.
10. The radar vision, gyroscopic balance system and audio recognition systems are bolted to the rear of the head.
11. Arms and legs are assembled with joints and fibre optic cabling and then their fronts and backs are joined using high technology adhesives.
12. The fronts of the head and body are bolted to the backs again using automated tools and high technology adhesives.
ADHESIVE APPLICATORS
Fronts and backs of the various cases are joined using high technology cured epoxy adhesives. The operator, or 'applicators' receive casing halves along the assembly line. They then spread the adhesive mixture along the contact surfaces using a special injector or 'gun'. The major joints are made by robot applicators but certain small and inaccessible areas have to be made by hand. Cases are joined after all their components have been fixed within them. The complete heads, bodies, arms and legs are then moved to final assembly where other people make any necessary tests for water and air integrity, and smoothness of fit.
Management places heavy emphasis on standard productivity. Each applicator must make 10 joints per hour. The applicators achieve this but final assembly is frequently reduced because more time than was expected is spent on repairing the joins. The applicators were trained on the job and have average skills. They receive no other feed back on their performance. However, there is a great deal of grumbling amongst the final assembly workers whose task is made more difficult by misaligned and poorly fitted joints.
13. Each sub assembly is inspected before final assembly14. The head, body arms and legs are connected up using multi-dimensional jointing and flexible
hosing.
COMPONENTS SUB-ASSEMBLY: A-COMPONENTS, B- FIBRE CABLE AND WIRING)
In most cases, computer controlled machinery affixes components onto the casing using advanced adhesives. However, because of incompatibility issues between materials, the batteries and electric motors have to be bolted on to the casing by hand, using power tools. Operatives work on the line, each making an average of 12 bolts onto the casing, ie, 1 person bolts the battery and then someone further down the line bolts the electric motor. The inspection section for the back casing of the body is the most active, the rejection rate for loose components at this point is approximately 1.2 %. A further 0.5% are rejected at final inspection, causing expensive rework situations. There is a staff turnover of 25% per annum amongst such operatives in the back casing sub assembly section.
Computer controlled machinery connects 90% of the optical fibre cabling and wiring but certain inaccessible items in both the head and the body are connected by hand (mainly by female operators). There is a happy atmosphere and low staff turnover amongst such people (about 10% per annum)
3
15. Software is installed and the machine is then submitted to a series of practical tests as visual inspection.
The above sequence will take 5 weeks:
Week 1 : Order raw materials and componentsWeek 2 : Receive raw materials and componentsWeek 3 : Carry out the cutting, pressing and spraying operationsWeek 4 and 5 : Carry out sub assembly and final assembly and inspection and then ransfer to
the finished goods store.The company operates a 3 shift system (ie, 144 hours per week for 48 weeks per year). The factory is closed on Sundays and for 2 weeks in the summer and 2 weeks at Christmas. If and when different models are required they are produced in batches. All staff (both manual and clerical) are members of N.U.R.C. (National Union of Robot Constructors)
The company values materials technology – making extensive use of Kevlar and Aramid composites for lightweight and ceramics to withstand high operating temperatures. There are no welds in the final product as all connections are made using the latest high technology adhesives and sealants.
4
APPENDIX 1
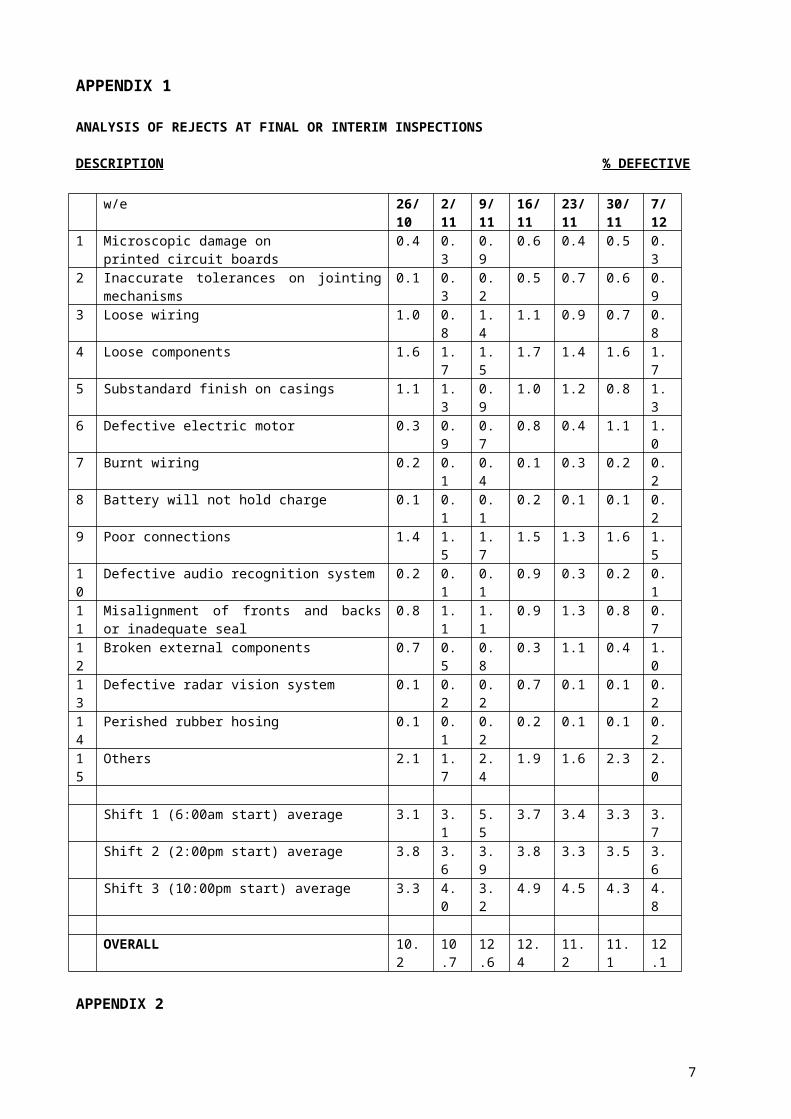
ANALYSIS OF REJECTS AT FINAL OR INTERIM INSPECTIONS
DESCRIPTION % DEFECTIVE
w/e 26/10 2/11 9/11 16/11 23/11 30/11 7/121 Microscopic damage on
printed circuit boards0.4 0.3 0.9 0.6 0.4 0.5 0.3
2 Inaccurate tolerances on jointing mechanisms 0.1 0.3 0.2 0.5 0.7 0.6 0.93 Loose wiring 1.0 0.8 1.4 1.1 0.9 0.7 0.84 Loose components 1.6 1.7 1.5 1.7 1.4 1.6 1.75 Substandard finish on casings 1.1 1.3 0.9 1.0 1.2 0.8 1.36 Defective electric motor 0.3 0.9 0.7 0.8 0.4 1.1 1.07 Burnt wiring 0.2 0.1 0.4 0.1 0.3 0.2 0.28 Battery will not hold charge 0.1 0.1 0.1 0.2 0.1 0.1 0.29 Poor connections 1.4 1.5 1.7 1.5 1.3 1.6 1.510 Defective audio recognition system 0.2 0.1 0.1 0.9 0.3 0.2 0.111 Misalignment of fronts and backs or inadequate seal 0.8 1.1 1.1 0.9 1.3 0.8 0.712 Broken external components 0.7 0.5 0.8 0.3 1.1 0.4 1.013 Defective radar vision system 0.1 0.2 0.2 0.7 0.1 0.1 0.214 Perished rubber hosing 0.1 0.1 0.2 0.2 0.1 0.1 0.215 Others 2.1 1.7 2.4 1.9 1.6 2.3 2.0
Shift 1 (6:00am start) average 3.1 3.1 5.5 3.7 3.4 3.3 3.7Shift 2 (2:00pm start) average 3.8 3.6 3.9 3.8 3.3 3.5 3.6Shift 3 (10:00pm start) average 3.3 4.0 3.2 4.9 4.5 4.3 4.8
OVERALL 10.2 10.7 12.6 12.4 11.2 11.1 12.1
APPENDIX 2
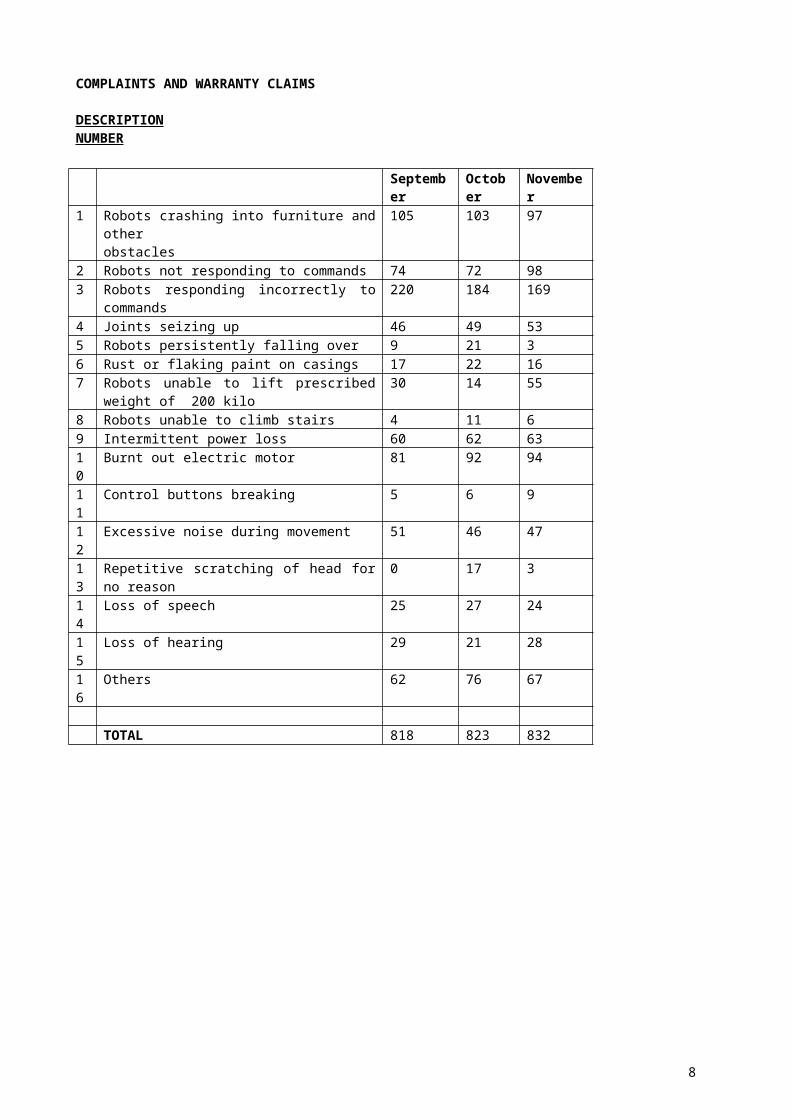
COMPLAINTS AND WARRANTY CLAIMS
DESCRIPTION NUMBER
September
October November
1 Robots crashing into furniture and otherobstacles
105 103 97
2 Robots not responding to commands 74 72 983 Robots responding incorrectly to commands 220 184 1694 Joints seizing up 46 49 535 Robots persistently falling over 9 21 36 Rust or flaking paint on casings 17 22 167 Robots unable to lift prescribed weight of 200 kilo 30 14 558 Robots unable to climb stairs 4 11 69 Intermittent power loss 60 62 6310 Burnt out electric motor 81 92 9411 Control buttons breaking 5 6 912 Excessive noise during movement 51 46 4713 Repetitive scratching of head for no reason 0 17 314 Loss of speech 25 27 2415 Loss of hearing 29 21 2816 Others 62 76 67
TOTAL 818 823 832
5

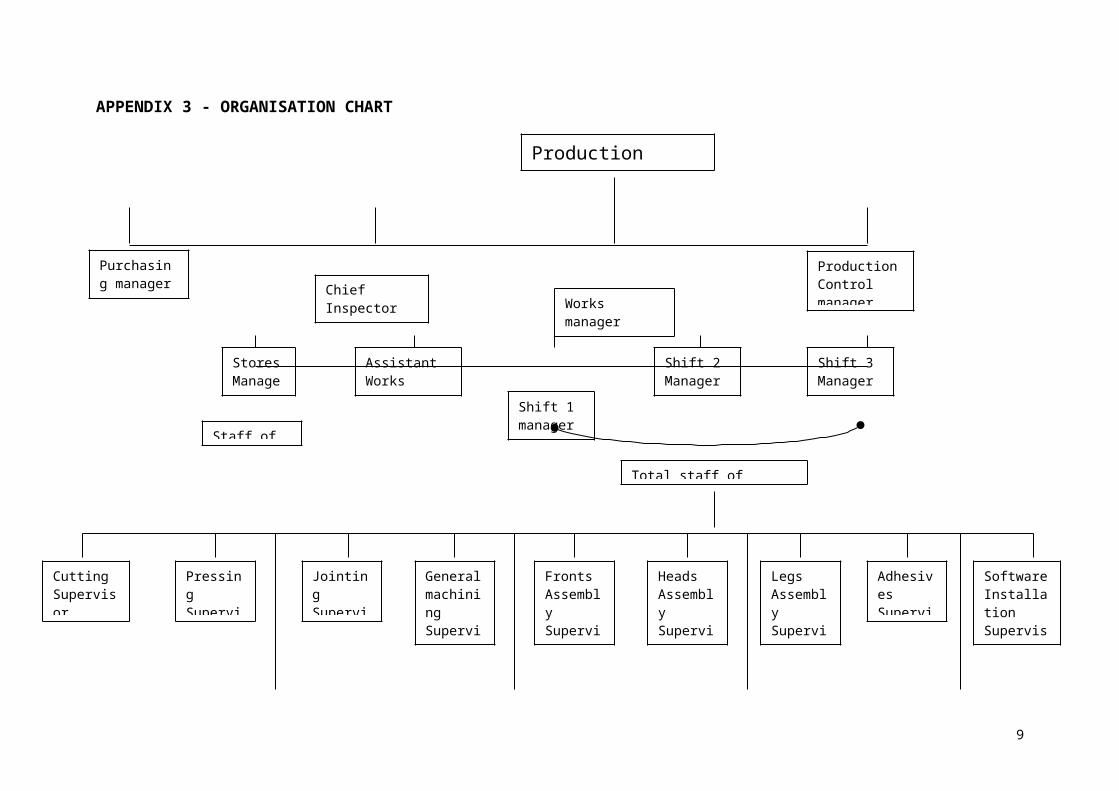
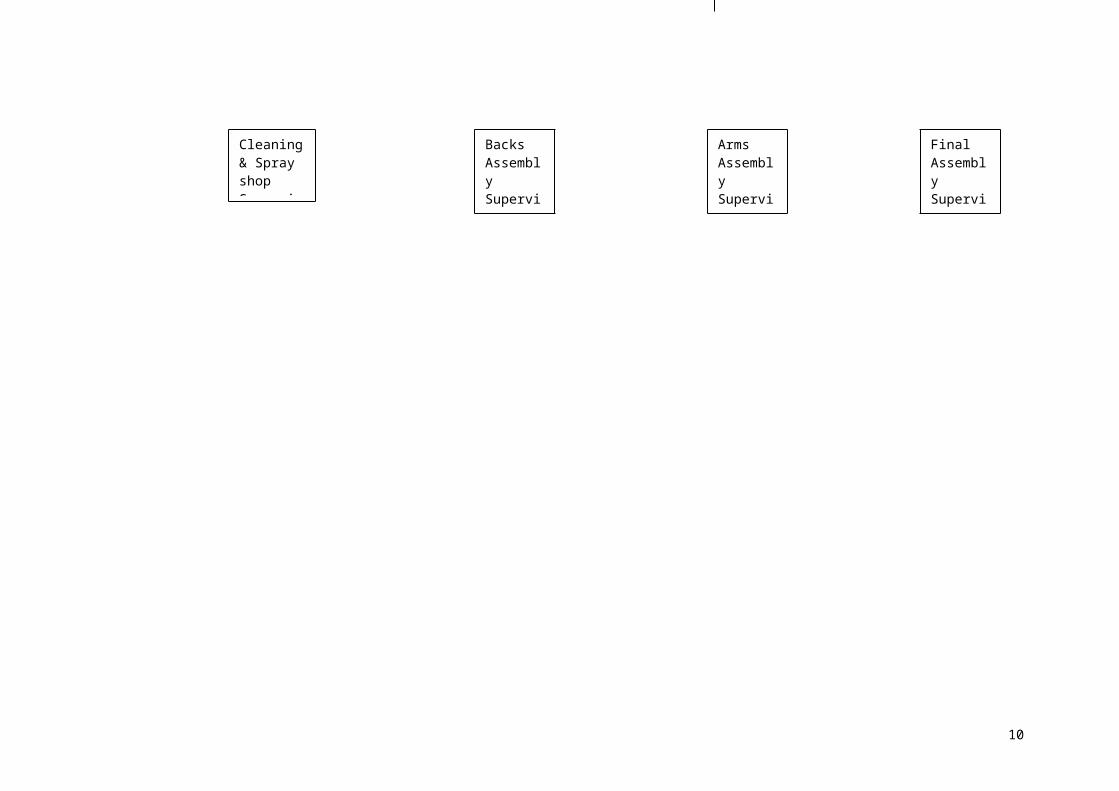
APPENDIX 3 - ORGANISATION CHART
Purchasing manager
Chief Inspector Works manager Production Control manager
Production Director
Stores Manager
Assistant Works manager
Shift 1 manager
Shift 2 Manager
Shift 3 Manager
Total staff of approx. 150
Staff of 15
Cutting Supervisor4 people
Pressing Supervisor3 people
Jointing Supervisor11 people
General machining Supervisor9 people
Fronts Assembly Supervisor18 people
Heads Assembly Supervisor14 people
Legs Assembly Supervisor8 people
Adhesives Supervisor25 people
Software Installation Supervisor5 people
Cleaning & Spray shop Supervisor17 people
Backs Assembly Supervisor28 people
Arms Assembly Supervisor12 people
Final Assembly Supervisor18 people
6
APPENDIX 4 – FACTORY LAYOUT
7
YOUR TASK Please refer to previous instructions
.Your assignment is to act as consultant to Jeeves. As such you must identify the root causes of the company’s problems and propose a strategy to rectify them and to prevent them happening again. In short the company need a new quality-management approach.
You may wish to use the ‘problem solving sheets’ to assist you-example attached.
8
PROBLEM ANALYSIS
Corrective Action – System PhasesProblem identified
Develop problem specification data. Questions (what where when, extent of current problem
Determine/collect data already generated
Apply existing relevant data to problem specification (evolves from previously developed data questions)
Determine additional data needed
Decide responsibilities/means for additional data collection
Complete problem specification
Develop possible causes
Test possible causes
Verify true causes
Implement corrective action
Evaluation and follow up
PHASE 1Problem DefinitionInterim Fix
PHASE 2Root Cause identificationCorrective Action
PHASE 3Evaluation and follow-up
9
PROBLEM SOLVING 8D SUMMARY SHEET
REF:
SKET
CH
DEF
INE
D0
D1
DATE AREA REPORTED
RESPONSIBLE GROUP RESPONSIBLE SUPERVISOR
DEF
INE
MEA
SUR
E
D2
CLA
RIF
Y T
HE
PRO
BLE
M
SKET
CH
APPROPRIATE STANDARD
POIN
T O
F D
ETEC
TIO
N
D3DETECTION PROCESS NAME
QPS NUMBER
CO
NTA
INM
ENT
ACTION SEQUENCE / BODY NUMBER (Date / Time)
CHECK CONTAINMENT
POSS
IBLE
CA
USE
S
AN
ALY
SE
INVESTIGATE MOST LIKELY
EFFECT
1.
2.
DIRECT CAUSE =
REASON
POSS
IBLE
CA
USE
S
DIRECT CAUSE
WHY
WHY
WHY
WHY
WHY
ROOT CAUSE
D4
CO
UN
TER
MEA
SUR
E
IMPR
OV
E
TO STOP THE CAUSE
TO DETECT IT EARLIER
QPS CHANGES WHO WHEN CHECKD5D6
SHARE / FURTHER COUNTERMEASURE
REP
EAT
PREV
ENTI
ON
CO
NTR
OL
SHIFTS AGREE PAPERWORK CHANGES D7OPERATORS RETRAINED
TEAM D8
( How many / which body spec. / which area on body / first no good/ tendency on other bodies etc )
MAT MAN
METHODEQUIP
.
. .
OK NG
STANDARDISED WORK ADHERENCE
ALWAYS CONFIRM STANDARDISED WORK ADHERENCE
CHECK
10


















