
ES TM FIN E D E ES E ES F V. SNABBTIPS F P EG E ... - Mattel
Flux Cored WireFor Gas Shielded Arc WeldingFor Mild & High Strength Steel
02
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
150
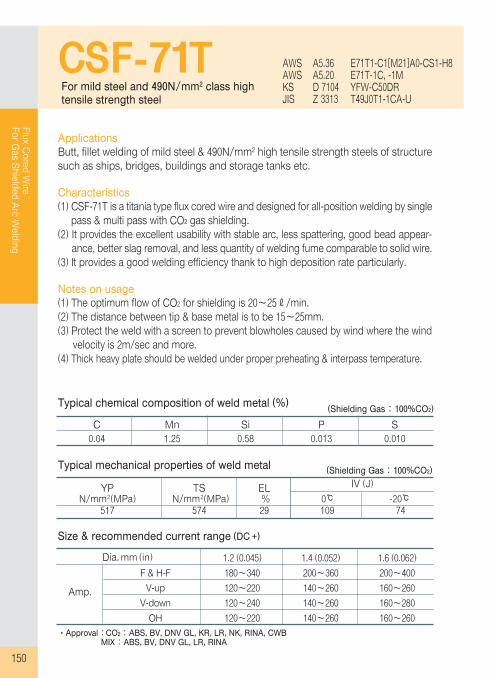
ApplicationsButt, fillet welding of mild steel & 490N/mm2 high tensile strength steels of structuresuch as ships, bridges, buildings and storage tanks etc.
Characteristics(1) CSF-71T is a titania type flux cored wire and designed for all-position welding by single
pass & multi pass with CO2 gas shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appear-
ance, better slag removal, and less quantity of welding fume comparable to solid wire.(3) It provides a good welding efficiency thank to high deposition rate particularly.
Notes on usage(1) The optimum flow of CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 15~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the wind
velocity is 2m/sec and more.(4) Thick heavy plate should be welded under proper preheating & interpass temperature.
CSF-71tFor mild steel and 490N/mm2 class high tensile strength steel
AWS A5.36 E71T1-C1[M21]A0-CS1-H8AWS A5.20 E71T-1C, -1MKS D 7104 YFW-C50DRJIS Z 3313 T49J0T1-1CA-U
Typical mechanical properties of weld metal (Shielding Gas : 100%CO2)
517 574 29 109 74
YP TS EL N/mm2(MPa) N/mm2(MPa) % 0℃ -20℃
IV (J)
Dia. mm (in)
Amp.
1.2 (0.045) 1.4 (0.052) 1.6 (0.062)
F & H-F 180~340 200~360 200~400
V-up 120~220 140~260 160~260
V-down 120~240 140~260 160~280
OH 120~220 140~260 160~260
•Approval : CO2 : ABS, BV, DNV GL, KR, LR, NK, RINA, CWBMIX : ABS, BV, DNV GL, LR, RINA
Size & recommended current range (DC +)
Typical chemical composition of weld metal (%)(Shielding Gas : 100%CO2)
0.04 1.25 0.58 0.013 0.010
C Mn Si P S
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
151
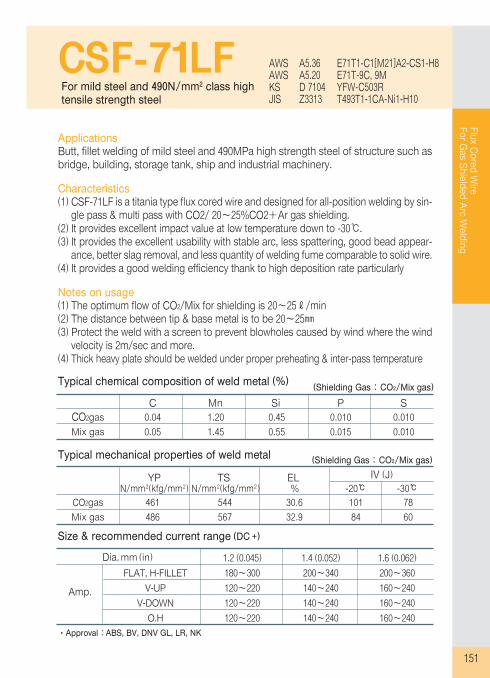
ApplicationsButt, fillet welding of mild steel and 490MPa high strength steel of structure such asbridge, building, storage tank, ship and industrial machinery.
Characteristics(1) CSF-71LF is a titania type flux cored wire and designed for all-position welding by sin-
gle pass & multi pass with CO2/ 20~25%CO2+Ar gas shielding.(2) It provides excellent impact value at low temperature down to -30℃.(3) It provides the excellent usability with stable arc, less spattering, good bead appear-
ance, better slag removal, and less quantity of welding fume comparable to solid wire.(4) It provides a good welding efficiency thank to high deposition rate particularly
Notes on usage(1) The optimum flow of CO2/Mix for shielding is 20~25ℓ/min(2) The distance between tip & base metal is to be 20~25㎜(3) Protect the weld with a screen to prevent blowholes caused by wind where the wind
velocity is 2m/sec and more.(4) Thick heavy plate should be welded under proper preheating & inter-pass temperature
CSF-71LFFor mild steel and 490N/mm2 class hightensile strength steel
AWS A5.36 E71T1-C1[M21]A2-CS1-H8AWS A5.20 E71T-9C, 9MKS D 7104 YFW-C503RJIS Z3313 T493T1-1CA-Ni1-H10
•Approval : ABS, BV, DNV GL, LR, NK
Typical mechanical properties of weld metal (Shielding Gas : CO2/Mix gas)
CO2gas 461 544 30.6 101 78
Mix gas 486 567 32.9 84 60
IV (J)
Dia. mm (in)
Amp.
1.2 (0.045) 1.4 (0.052) 1.6 (0.062)
FLAT, H-FILLET 180~300 200~340 200~360
V-UP 120~220 140~240 160~240
V-DOWN 120~220 140~240 160~240
O.H 120~220 140~240 160~240
Size & recommended current range (DC +)
Typical chemical composition of weld metal (%)(Shielding Gas : CO2/Mix gas)
CO2gas 0.04 1.20 0.45 0.010 0.010
Mix gas 0.05 1.45 0.55 0.015 0.010
C Mn Si P S
YP TS EL N/mm2(kfg/mm2) N/mm2(kfg/mm2) % -20℃ -30℃
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
152
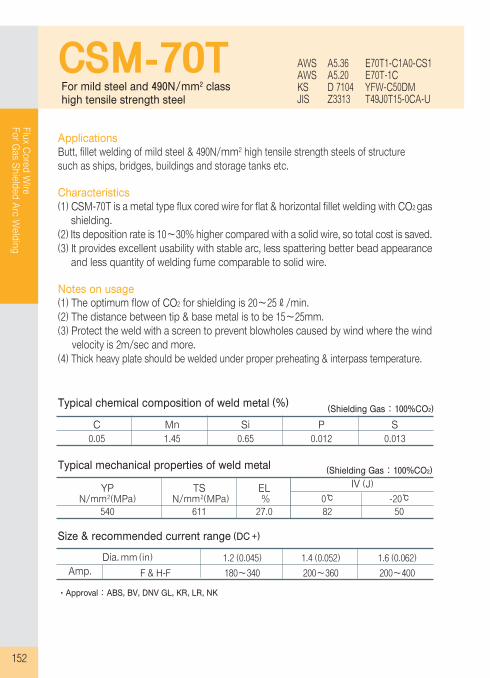
ApplicationsButt, fillet welding of mild steel & 490N/mm2 high tensile strength steels of structuresuch as ships, bridges, buildings and storage tanks etc.
Characteristics(1) CSM-70T is a metal type flux cored wire for flat & horizontal fillet welding with CO2 gas
shielding.(2) Its deposition rate is 10~30% higher compared with a solid wire, so total cost is saved.(3) It provides excellent usability with stable arc, less spattering better bead appearance
and less quantity of welding fume comparable to solid wire.
Notes on usage(1) The optimum flow of CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 15~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the wind
velocity is 2m/sec and more.(4) Thick heavy plate should be welded under proper preheating & interpass temperature.
CSM-70tFor mild steel and 490N/mm2 class high tensile strength steel
AWS A5.36 E70T1-C1A0-CS1AWS A5.20 E70T-1CKS D 7104 YFW-C50DMJIS Z3313 T49J0T15-0CA-U
Typical mechanical properties of weld metal (Shielding Gas : 100%CO2)
540 611 27.0 82 50
YP TS EL N/mm2(MPa) N/mm2(MPa) % 0℃ -20℃
IV (J)
Dia. mm (in)
Amp. 1.2 (0.045) 1.4 (0.052) 1.6 (0.062)
F & H-F 180~340 200~360 200~400
•Approval : ABS, BV, DNV GL, KR, LR, NK
Size & recommended current range (DC +)
Typical chemical composition of weld metal (%)(Shielding Gas : 100%CO2)
0.05 1.45 0.65 0.012 0.013
C Mn Si P S
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
153
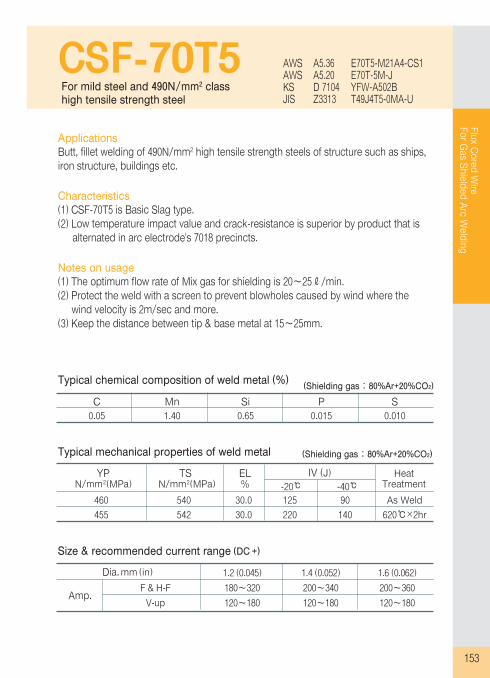
ApplicationsButt, fillet welding of 490N/mm2 high tensile strength steels of structure such as ships,iron structure, buildings etc.
Characteristics(1) CSF-70T5 is Basic Slag type.(2) Low temperature impact value and crack-resistance is superior by product that is
alternated in arc electrode's 7018 precincts.
Notes on usage(1) The optimum flow rate of Mix gas for shielding is 20~25ℓ/min.(2) Protect the weld with a screen to prevent blowholes caused by wind where the
wind velocity is 2m/sec and more.(3) Keep the distance between tip & base metal at 15~25mm.
CSF-70t5For mild steel and 490N/mm2 class high tensile strength steel
AWS A5.36 E70T5-M21A4-CS1AWS A5.20 E70T-5M-JKS D 7104 YFW-A502BJIS Z3313 T49J4T5-0MA-U
(Shielding gas : 80%Ar+20%CO2)Typical mechanical properties of weld metal
460 540 30.0 125 90 As Weld
455 542 30.0 220 140 620℃×2hr
YP TS EL Heat N/mm2(MPa) N/mm2(MPa) % -20℃ -40℃ Treatment
IV (J)
Typical chemical composition of weld metal (%)(Shielding gas : 80%Ar+20%CO2)
0.05 1.40 0.65 0.015 0.010
C Mn Si P S
Dia. mm (in)
Amp.
1.2 (0.045) 1.4 (0.052) 1.6 (0.062)
F & H-F 180~320 200~340 200~360
V-up 120~180 120~180 120~180
Size & recommended current range (DC +)
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
154
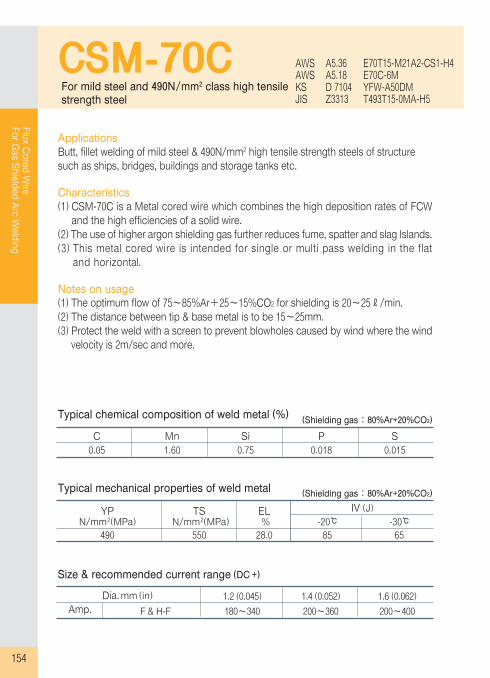
ApplicationsButt, fillet welding of mild steel & 490N/mm2 high tensile strength steels of structuresuch as ships, bridges, buildings and storage tanks etc.
Characteristics(1) CSM-70C is a Metal cored wire which combines the high deposition rates of FCW
and the high efficiencies of a solid wire.(2) The use of higher argon shielding gas further reduces fume, spatter and slag Islands.(3) This metal cored wire is intended for single or multi pass welding in the flat
and horizontal.
Notes on usage(1) The optimum flow of 75~85%Ar+25~15%CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 15~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the wind
velocity is 2m/sec and more.
CSM-70CFor mild steel and 490N/mm2 class high tensilestrength steel
AWS A5.36 E70T15-M21A2-CS1-H4AWS A5.18 E70C-6MKS D 7104 YFW-A50DMJIS Z3313 T493T15-0MA-H5
Typical mechanical properties of weld metal (Shielding gas : 80%Ar+20%CO2)
(Shielding gas : 80%Ar+20%CO2)
490 550 28.0 85 65
YP TS EL N/mm2(MPa) N/mm2(MPa) % -20℃ -30℃
IV (J)
Dia. mm (in)
Amp. 1.2 (0.045) 1.4 (0.052) 1.6 (0.062)
F & H-F 180~340 200~360 200~400
Size & recommended current range (DC +)
Typical chemical composition of weld metal (%)
0.05 1.60 0.75 0.018 0.015
C Mn Si P S

Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
155
ApplicationsButt, fillet welding of 550N/mm2 high tensile strength steels of structure such as ships,bridges, buildings and storage tanks etc.
Characteristics(1) CSF-551 is a titania type flux cored wire and designed for all-position welding
by single pass & multi pass with CO2 gas shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead
appearance, better slag removal, and less quantity of welding fume comparableto solid wire.
(3) It provides a good welding efficiency thank to high deposition rate particularly.
Notes on usage(1) The optimum flow of CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 15~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where
the wind velocity is 2m/sec and more.(4) Thick heavy plate should be welded under proper preheating & inter-
pass temperature.
AWS A5.36 E81T1-C1A0-GAWS A5.29 E81T1-GCKS D 7104 YFW-C55DRJIS Z3313 T552T1-1CA-H10
Typical mechanical properties of weld metal (Shielding gas : 100%CO2)
543 610 30.0 140 82
YP TS EL N/mm2(MPa) N/mm2(MPa) % 0℃ -20℃
IV (J)
(Shielding gas : 100%CO2)Typical chemical composition of weld metal (%)
0.05 1.33 0.49 0.013 0.010 0.38
C Mn Si P S Ni
Dia. mm (in)
Amp.
1.2 (0.045) 1.4 (0.052) 1.6 (0.062)
F & H-F 180~340 200~360 200~400
V-up 120~220 140~260 160~260
V-down 120~240 140~260 160~280
OH 120~220 140~260 160~260
Size & recommended current range (DC +)
CSF-551For 550N/mm2 class high tensile strength steel

Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
156
ApplicationsButt, fillet welding of 550N/mm2 high tensile strength steels of structure such as ships,bridges, buildings and storage tanks etc.
Characteristics(1) CSM-550 is a metal type flux cored wire for flat & horizontal fillet welding with CO2
gas shielding.(2) Its deposition rate is 10~30% higher compared with a solid wire, so total cost is
saved.(3) It provides excellent usability with stable arc, less spattering better bead appear-
ance and less quantity of welding fume comparable to solid wire.
Notes on usage(1) The optimum flow of CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 15~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the
wind velocity is 2m/sec and more.(4) Thick heavy plate should be welded under proper preheating & inter-
pass temperature.
CSM-550 AWS A5.36 E80T1-C1A0-GAWS A5.29 E80T1-GCKS D 7104 YFW-C55DMJIS Z3313 T552T15-0CA-N1-H10
Typical mechanical properties of weld metal (Shielding gas : 100%CO2)
540 610 28.0 85 65
YP TS EL N/mm2(MPa) N/mm2(MPa) % 0℃ -20℃
IV (J)
Typical chemical composition of weld metal (%) (Shielding gas : 100%CO2)
0.06 1.39 0.71 0.014 0.012 0.39
C Mn Si P S Ni
For 550N/mm2 class high tensile strength steel
Dia. mm (in)
Amp.
1.2 (0.045) 1.4 (0.052) 1.6 (0.062)
F 160~300 160~360 200~400
H-F 160~320 180~340 200~360
Size & recommended current range (DC +)
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
157
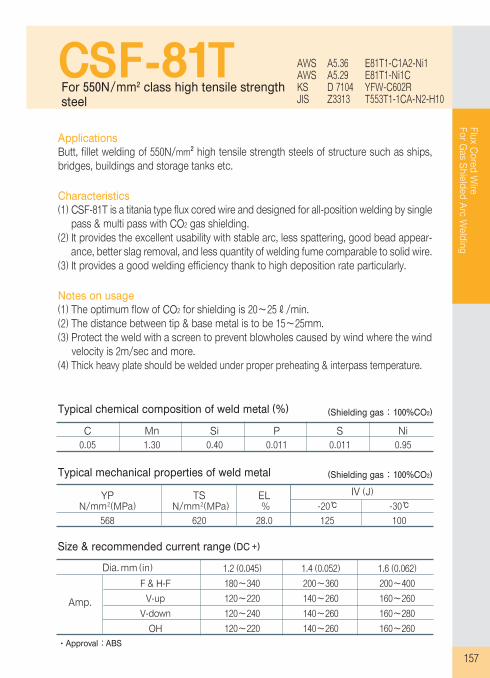
ApplicationsButt, fillet welding of 550N/mm2 high tensile strength steels of structure such as ships,bridges, buildings and storage tanks etc.
Characteristics(1) CSF-81T is a titania type flux cored wire and designed for all-position welding by single
pass & multi pass with CO2 gas shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appear-
ance, better slag removal, and less quantity of welding fume comparable to solid wire.(3) It provides a good welding efficiency thank to high deposition rate particularly.
Notes on usage(1) The optimum flow of CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 15~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the wind
velocity is 2m/sec and more.(4) Thick heavy plate should be welded under proper preheating & interpass temperature.
CSF-81tFor 550N/mm2 class high tensile strengthsteel
AWS A5.36 E81T1-C1A2-Ni1AWS A5.29 E81T1-Ni1CKS D 7104 YFW-C602RJIS Z3313 T553T1-1CA-N2-H10
Typical mechanical properties of weld metal (Shielding gas : 100%CO2)
568 620 28.0 125 100
YP TS EL N/mm2(MPa) N/mm2(MPa) % -20℃ -30℃
IV (J)
(Shielding gas : 100%CO2)Typical chemical composition of weld metal (%)
0.05 1.30 0.40 0.011 0.011 0.95
C Mn Si P S Ni
Dia. mm (in)
Amp.
1.2 (0.045) 1.4 (0.052) 1.6 (0.062)
F & H-F 180~340 200~360 200~400
V-up 120~220 140~260 160~260
V-down 120~240 140~260 160~280
OH 120~220 140~260 160~260
•Approval : ABS
Size & recommended current range (DC +)

Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
158
ApplicationsButt, fillet welding of 550N/mm2 high tensile strength steels of structure such as ships,bridges, buildings and storage tanks etc.
Characteristics(1) CSF-81TM is a titania type flux cored wire and designed for all-position welding by
single pass & multi pass with Ar+20%CO2 gas shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appear-
ance, better slag removal, and less quantity of welding fume comparable to solid wire.(3) It provides a good welding efficiency thank to high deposition rate particularly.(4) It provides excellent impact value at low temperatures in the as-welded and PWHT
conditions.
Notes on usage(1) The optimum flow of Ar+20%CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 20~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the wind
velocity is 2m/sec and more.(4) Thick heavy plate should be welded under proper preheating & interpass temperature.
CSF-81tMFor 550N/mm2 class high tensile strength steelFor 80%Ar+20%CO2 Gas
AWS A5.36 E81T1-M21A2-Ni1AWS A5.29 E81T1-Ni1MKS D 7104 YFW-A602RJIS Z3313 T553T1-1MA-N2
(Shielding gas : 80%Ar+20%CO2)Typical chemical composition of weld metal (%)
0.04 1.30 0.28 0.013 0.010 0.98
C Mn Si P S Ni
(Shielding gas : 80%Ar+20%CO2)Typical mechanical properties of weld metal
536 610 28.2 137 98 As Welded
512 605 29.0 105 65 620 x 1hr S.R
YP TS EL PWHT N/mm2(MPa) N/mm2(MPa) % -20℃ -40℃
Dia. mm (in)
Amp.
1.2 (0.045) 1.4(0.052) 1.6(0.062)
F & H-F 180~300 200~320 200~340
V-up 120~220 140~240 140~250
V-down 120~240 140~240 140~250
OH 120~220 140~240 140~250
Size & recommended current range (DC +)
IV (J)

Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
159
ApplicationsButt, fillet welding of 550N/mm2 high tensile strength steels of structure such as ships,bridges, buildings and storage tanks etc.
Characteristics(1) CSM-80T is a metal type flux cored wire for flat & horizontal fillet welding with CO2 gas
shielding.(2) Its deposition rate is 10~30% higher compared with a solid wire, so total cost is saved.(3) It provides excellent usability with stable arc, less spattering better bead appearance
and less quantity of welding fume comparable to solid wire.
Notes on usage(1) The optimum flow of CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 15~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the
wind velocity is 2m/sec and more.(4) Thick heavy plate should be welded under proper preheating & interpass temperature.
CSM-80tFor 550N/mm2 class high tensile strength steel
AWS A5.36 E80T1-C1A2-GAWS A5.29 E80T1-GCKS D 7104 YFW-C602MJIS Z3313 T553T15-0CA-N2-H10
Typical mechanical properties of weld metal (Shielding gas : 100%CO2)
532 625 26.4 73 63
IV (J)
Dia. mm (in)
Amp. 1.2 (0.045) 1.4 (0.052) 1.6 (0.062)
F & H-F 180~340 200~360 200~400
Size & recommended current range (DC +)
(Shielding gas : 100%CO2)Typical chemical composition of weld metal (%)
0.06 1.33 0.65 0.012 0.012 0.90 0.10
C Mn Si P S Ni Mo
YP TS EL N/mm2(MPa) N/mm2(MPa) % -20℃ -30℃

Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
160
Dia. mm (in)
F & H-F
V-up
V-down
OH
1.2 (0.045) 1.4 (0.052) 1.6 (0.062)
180~340 200~360 200~400
120~220 140~260 160~260
120~240 140~260 160~280
120~220 140~260 160~260
•Approval : DNV GL
Size & recommended current range (DC +)
Typical mechanical properties of weld metal (Shielding Gas : 100%CO2)
588 654 25.0 102 65
YP TS EL N/mm2(MPa) N/mm2(MPa) % -20℃ -30℃
IV (J)
CSF-91tFor welding of 620N/mm2 class high tensilestrength steel
AWS A5.36 E91T1-C1A0-Ni1AWS A5.29 E91T1-GCKS D 7104 YFW-C602RJIS Z3313 T622T1-1CA-N2-H10
(Shielding Gas : 100%CO2)
Amp.
Typical chemical composition of weld metal (%)
0.06 1.35 0.37 0.011 0.010 0.98 0.15
C Mn Si P S Ni Mo
ApplicationsButt, fillet welding of 620N/mm2 high tensile strength steels of structure such as ships,bridges, buildings and storage tanks etc.
Characteristics(1) CSF-91T is a titania type flux cored wire and designed for all-position welding
by single pass & multi pass with CO2 gas shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead
appearance, better slag removal, and less quantity of welding fume compara-ble to solid wire.
(3) It provides a good welding efficiency thank to high deposition rate particularly.
Notes on usage(1) The optimum flow of CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 15~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the wind
velocity is 2m/sec and more.(4) Thick heavy plate should be welded under proper preheating & interpass temperature.
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
161
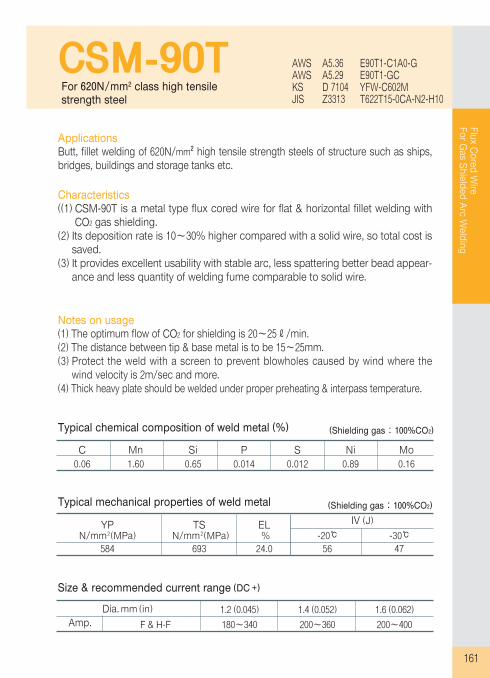
CSM-90tFor 620N/mm2 class high tensile strength steel
AWS A5.36 E90T1-C1A0-GAWS A5.29 E90T1-GCKS D 7104 YFW-C602MJIS Z3313 T622T15-0CA-N2-H10
ApplicationsButt, fillet welding of 620N/mm2 high tensile strength steels of structure such as ships,bridges, buildings and storage tanks etc.
Characteristics((1) CSM-90T is a metal type flux cored wire for flat & horizontal fillet welding with
CO2 gas shielding.(2) Its deposition rate is 10~30% higher compared with a solid wire, so total cost is
saved.(3) It provides excellent usability with stable arc, less spattering better bead appear-
ance and less quantity of welding fume comparable to solid wire.
Notes on usage(1) The optimum flow of CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 15~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the
wind velocity is 2m/sec and more.(4) Thick heavy plate should be welded under proper preheating & interpass temperature.
Typical mechanical properties of weld metal (Shielding gas : 100%CO2)
584 693 24.0 56 47
YP TS EL N/mm2(MPa) N/mm2(MPa) % -20℃ -30℃
IV (J)
Dia. mm (in)
Amp. 1.2 (0.045) 1.4 (0.052) 1.6 (0.062)
F & H-F 180~340 200~360 200~400
Size & recommended current range (DC +)
(Shielding gas : 100%CO2)Typical chemical composition of weld metal (%)
0.06 1.60 0.65 0.014 0.012 0.89 0.16
C Mn Si P S Ni Mo
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
162
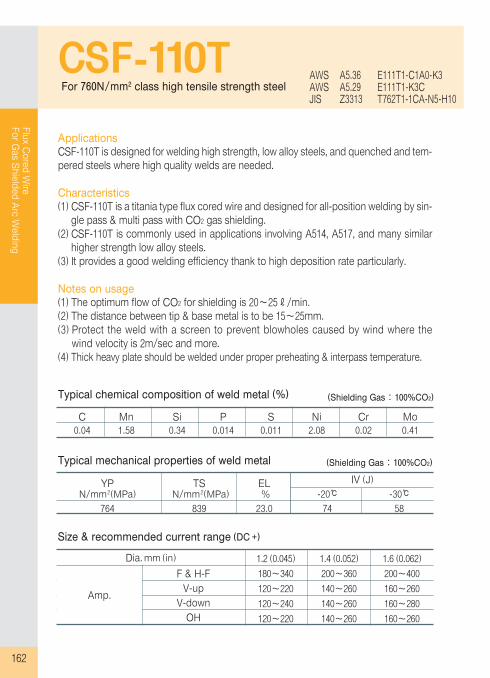
C Mn Si P S Ni Cr Mo 0.04 1.58 0.34 0.014 0.011 2.08 0.02 0.41
CSF-110tFor 760N/mm2 class high tensile strength steel
AWS A5.36 E111T1-C1A0-K3AWS A5.29 E111T1-K3CJIS Z3313 T762T1-1CA-N5-H10
ApplicationsCSF-110T is designed for welding high strength, low alloy steels, and quenched and tem-pered steels where high quality welds are needed.
Characteristics(1) CSF-110T is a titania type flux cored wire and designed for all-position welding by sin-
gle pass & multi pass with CO2 gas shielding.(2) CSF-110T is commonly used in applications involving A514, A517, and many similar
higher strength low alloy steels. (3) It provides a good welding efficiency thank to high deposition rate particularly.
Notes on usage(1) The optimum flow of CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 15~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the
wind velocity is 2m/sec and more.(4) Thick heavy plate should be welded under proper preheating & interpass temperature.
Dia. mm (in)
F & H-F
V-up
V-down
OH
1.2 (0.045) 1.4 (0.052) 1.6 (0.062)
180~340 200~360 200~400
120~220 140~260 160~260
120~240 140~260 160~280
120~220 140~260 160~260
Size & recommended current range (DC +)
Typical mechanical properties of weld metal (Shielding Gas : 100%CO2)
764 839 23.0 74 58
YP TS EL N/mm2(MPa) N/mm2(MPa) % -20℃ -30℃
IV (J)
(Shielding Gas : 100%CO2)
Amp.
Typical chemical composition of weld metal (%)
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
163
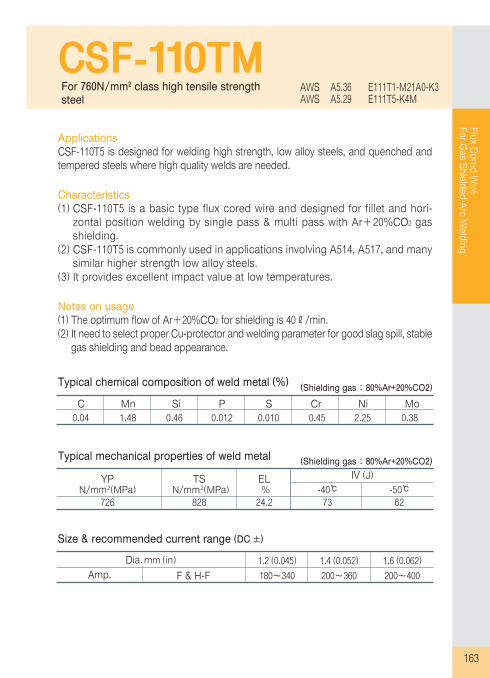
CSF-110tMFor 760N/mm2 class high tensile strengthsteel
AWS A5.36 E111T1-M21A0-K3AWS A5.29 E111T5-K4M
ApplicationsCSF-110T5 is designed for welding high strength, low alloy steels, and quenched andtempered steels where high quality welds are needed.
Characteristics(1) CSF-110T5 is a basic type flux cored wire and designed for fillet and hori-
zontal position welding by single pass & multi pass with Ar+20%CO2 gasshielding.
(2) CSF-110T5 is commonly used in applications involving A514, A517, and manysimilar higher strength low alloy steels.
(3) It provides excellent impact value at low temperatures.
Notes on usage(1) The optimum flow of Ar+20%CO2 for shielding is 40ℓ/min.(2) It need to select proper Cu-protector and welding parameter for good slag spill, stable
gas shielding and bead appearance.
Dia. mm (in)
F & H-F
1.2 (0.045) 1.4 (0.052) 1.6 (0.062)
180~340 200~360 200~400
Size & recommended current range (DC ±)
Amp.
Typical mechanical properties of weld metal (Shielding gas : 80%Ar+20%CO2)
726 828 24.2 73 62
IV (J)
(Shielding gas : 80%Ar+20%CO2)Typical chemical composition of weld metal (%)
0.04 1.48 0.46 0.012 0.010 0.45 2.25 0.38
C Mn Si P S Cr Ni Mo
YP TS EL N/mm2(MPa) N/mm2(MPa) % -40℃ -50℃

Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
164
CS-EG2EGW for 490N/mm2 class high tensilestrength steel
AWS A5.26 EG70T-2CJIS Z3319 YFEG-22C
Applications3G (V-up) position of 490N/mm2 high tensile strength steels of structure such as shipsand storage tanks etc.
Characteristics(1) CS-EG2 is metal cored wire of electro gas welding and designed for 3G(V-
up) position by single pass with CO2 gas shielding.(2) It provides the excellent usability with stable arc, less spattering, better slag spill.
Notes on usage(1) The optimum flow of CO2 for shielding is 40ℓ/min.(2) It needs to select proper Cu-protector and welding parameter for good slag spill, sta-
ble gas shielding and bead appearance.
Dia. mm (in)
V-up
1.6 (0.062)
300~420
Size & recommended current range (DC +)
Amp.
Typical mechanical properties of weld metal (Shielding gas : 100%CO2)
504 612 27 105 84
YP TS EL N/mm2(MPa) N/mm2(MPa) % -20℃ -30℃
IV (J)
(Shielding gas : 100%CO2)Typical chemical composition of weld metal (%)
0.06 1.65 0.25 0.009 0.009 0.16
C Mn Si P S Mo

Flux Cored WireFor Gas Shielded Arc Welding
For Low Temperature Service Steel
02

Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
166
CSF-71SFor 490N/mm2 class high strength steel and lowtemperature steel
AWS A5.36 E71T1-C1A4-CS1AWS A5.20 E71T-9C-JKS D 7104 YFL-C504RJIS Z3313 T494T1-1CA-N1-H5
ApplicationsButt, fillet welding of 490N/mm2 class high strength steel and low temperature steel ofstructure such as ships, bridges, buildings and storage tanks etc.
Characteristics(1) CSF-71S is a titania type flux cored wire and designed for all-position welding
by single pass & multi pass with CO2 gas shielding.(2) It provides the excellent usability with stable arc, less spattering, good
bead appearance, better slag removal, and less quantity of welding fumecomparable to solid wire.
(3) It provides a good welding efficiency thank to high deposition rate particularly.(4) Weld metal has good impact properties at -40℃.
Notes on usage(1) The optimum flow of CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 15~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the
wind velocity is 2m/sec and more.(4) Thick heavy plate should be welded under proper preheating & interpass temperature.
Typical mechanical properties of weld metal (Shielding gas : 100%CO2)
513 595 29.0 140 110
YP TS EL N/mm2(MPa) N/mm2(MPa) % -20℃ -40℃
IV (J)
(Shielding gas : 100%CO2)Typical chemical composition of weld metal (%)
0.05 1.30 0.40 0.015 0.012 0.40
C Mn Si P S Ni
Dia. mm (in)
Amp.
1.2 (0.045) 1.4 (0.052) 1.6 (0.062)
F & H-F 180~340 200~360 200~400
V-up 120~220 140~260 160~260
V-down 120~240 140~260 160~280
OH 120~220 140~260 160~260
•Approval : ABS, BV, DNV GL, KR, LR, NK
Size & recommended current range (DC +)

Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
167
CSF-71UFor 490N/mm2 class high strength steel and low temperature steel
AWS A5.36 E71T1-C1A2-CS1AWS A5.20 E71T-9CKS D 7104 YFL-C503RJIS Z3313 T493T1-1CA-N1-H10
ApplicationsButt, fillet welding of 490N/mm2 class high strength steel and low temperature steel ofstructure such as ships, bridges, buildings and storage tanks etc.
Characteristics(1) CSF-71U is a titania type flux cored wire and designed for all-position welding
by single pass & multi pass with CO2 gas shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead
appearance, better slag removal, and less quantity of welding fume compa-rable to solid wire.
(3) It provides a good welding efficiency thank to high deposition rate particularly.(4) Weld metal has good impact properties at -30℃.
Notes on usage(1) The optimum flow of CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 15~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the wind
velocity is 2m/sec and more.(4) Thick heavy plate should be welded under proper preheating & interpass temperature.
(Shielding gas : 100%CO2)Typical chemical composition of weld metal (%)
0.04 1.41 0.36 0.013 0.010
C Mn Si P S
Dia. mm (in)
Amp.
1.2 (0.045) 1.4 (0.052) 1.6 (0.062)
F & H-F 180~340 200~360 200~400
V-up 120~220 140~260 160~260
V-down 120~240 140~260 160~280
OH 120~220 140~260 160~260
•Approval : ABS, BV, DNV GL, LR, NK
Size & recommended current range (DC +)
(Shielding gas : 100%CO2)Typical mechanical properties of weld metal
504 584 28.0 130 95 As Weld
YP TS EL Heat N/mm2(MPa) N/mm2(MPa) % -20℃ -30℃ Treatment
IV (J)

Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
168
CSM-70UFor 490N/mm2 class high strength steel and lowtemperature steel
AWS A5.36 E70T1-C1A2-CS1AWS A5.20 E70T-9CKS D 7104 YFL-C503MJIS Z3313 T493T15-0CA-N1
ApplicationsButt, fillet welding of 490N/mm2 class high strength steel and low temperature steel ofstructure such as ships, bridges, buildings and storage tanks etc.
Characteristics(1) CSM-70U is a metal type flux cored wire for flat & horizontal fillet welding with
CO2 gas shielding.(2) Its deposition rate is 10~30% higher compared with a solid wire.(3) It provides excellent usability with stable arc, less spattering better bead ap-
pearance and less quantity of welding fume comparable to solid wire.(4) Weld metal has good impact properties at -30℃. (2Y/3Y)
Notes on usage(1) The optimum flow of CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 20~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the wind
velocity is 2m/sec and more.(4) Thick heavy plate should be welded under proper preheating & interpass temperature.
Typical mechanical properties of weld metal (Shielding gas : 100%CO2)
480 574 29.2 74 54
YP TS EL N/mm2(MPa) N/mm2(MPa) % -20℃ -30℃
IV (J)
(Shielding gas : 100%CO2)Typical chemical composition of weld metal (%)
0.05 1.62 0.49 0.015 0.012
C Mn Si P S
Dia. mm (in)
Amp.
1.2 (0.045) 1.4 (0.052) 1.6 (0.062)
F & H-F 180~340 200~360 200~400
•Approval : ABS, DNV GL, KR
Size & recommended current range (DC +)
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
169
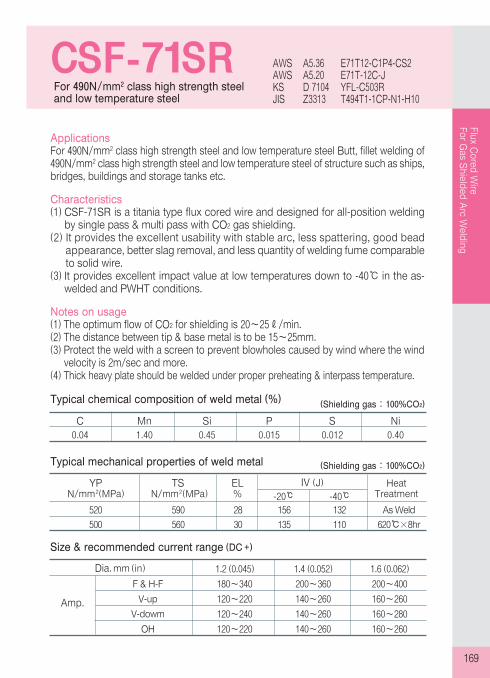
ApplicationsFor 490N/mm2 class high strength steel and low temperature steel Butt, fillet welding of490N/mm2 class high strength steel and low temperature steel of structure such as ships,bridges, buildings and storage tanks etc.
Characteristics(1) CSF-71SR is a titania type flux cored wire and designed for all-position welding
by single pass & multi pass with CO2 gas shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead
appearance, better slag removal, and less quantity of welding fume comparableto solid wire.
(3) It provides excellent impact value at low temperatures down to -40℃ in the as-welded and PWHT conditions.
Notes on usage(1) The optimum flow of CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 15~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the wind
velocity is 2m/sec and more.(4) Thick heavy plate should be welded under proper preheating & interpass temperature.
(Shielding gas : 100%CO2)Typical chemical composition of weld metal (%)
0.04 1.40 0.45 0.015 0.012 0.40
C Mn Si P S Ni
Dia. mm (in)
Amp.
1.2 (0.045) 1.4 (0.052) 1.6 (0.062)
F & H-F 180~340 200~360 200~400
V-up 120~220 140~260 160~260
V-dowm 120~240 140~260 160~280
OH 120~220 140~260 160~260
Size & recommended current range (DC +)
(Shielding gas : 100%CO2)Typical mechanical properties of weld metal
520 590 28 156 132 As Weld
500 560 30 135 110 620℃×8hr
YP TS EL Heat N/mm2(MPa) N/mm2(MPa) % -20℃ -40℃ Treatment
IV (J)
CSF-71SRFor 490N/mm2 class high strength steel and low temperature steel
AWS A5.36 E71T12-C1P4-CS2AWS A5.20 E71T-12C-JKS D 7104 YFL-C503RJIS Z3313 T494T1-1CP-N1-H10
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
170
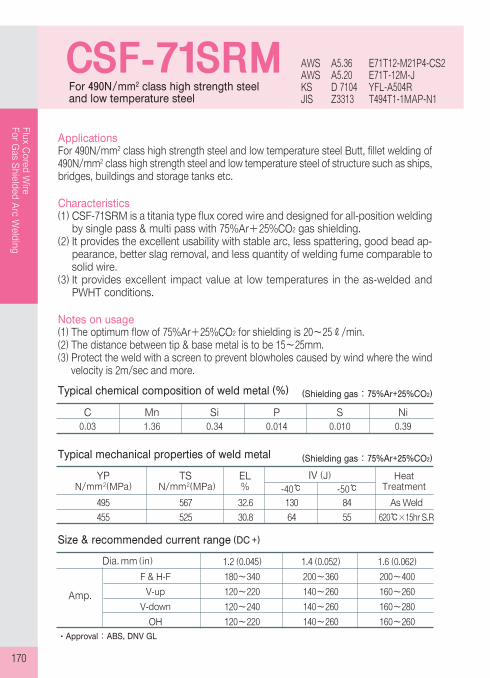
CSF-71SRMFor 490N/mm2 class high strength steel and low temperature steel
AWS A5.36 E71T12-M21P4-CS2AWS A5.20 E71T-12M-JKS D 7104 YFL-A504RJIS Z3313 T494T1-1MAP-N1
ApplicationsFor 490N/mm2 class high strength steel and low temperature steel Butt, fillet welding of490N/mm2 class high strength steel and low temperature steel of structure such as ships,bridges, buildings and storage tanks etc.
Characteristics(1) CSF-71SRM is a titania type flux cored wire and designed for all-position welding
by single pass & multi pass with 75%Ar+25%CO2 gas shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead ap-
pearance, better slag removal, and less quantity of welding fume comparable tosolid wire.
(3) It provides excellent impact value at low temperatures in the as-welded andPWHT conditions.
Notes on usage(1) The optimum flow of 75%Ar+25%CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 15~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the wind
velocity is 2m/sec and more.
(Shielding gas : 75%Ar+25%CO2)Typical chemical composition of weld metal (%)
0.03 1.36 0.34 0.014 0.010 0.39
C Mn Si P S Ni
Dia. mm (in)
Amp.
1.2 (0.045) 1.4 (0.052) 1.6 (0.062)
F & H-F 180~340 200~360 200~400
V-up 120~220 140~260 160~260
V-down 120~240 140~260 160~280
OH 120~220 140~260 160~260
•Approval : ABS, DNV GL
Size & recommended current range (DC +)
(Shielding gas : 75%Ar+25%CO2)Typical mechanical properties of weld metal
495 567 32.6 130 84 As Weld
455 525 30.8 64 55 620℃×15hr S.R
YP TS EL Heat N/mm2(MPa) N/mm2(MPa) % -40℃ -50℃ Treatment
IV (J)
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
171
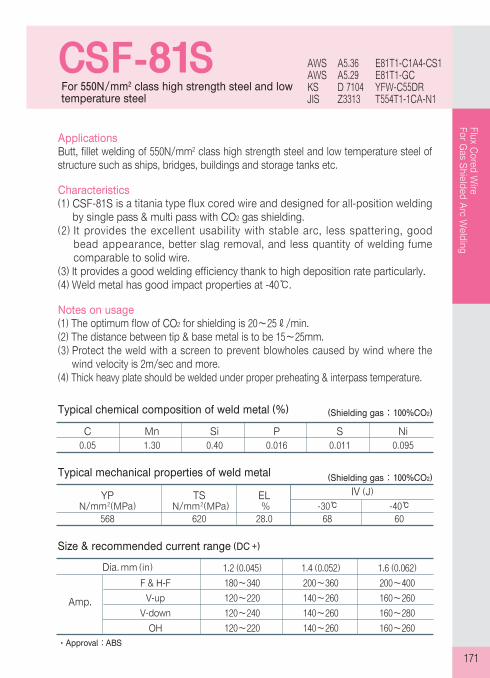
CSF-81SFor 550N/mm2 class high strength steel and lowtemperature steel
AWS A5.36 E81T1-C1A4-CS1AWS A5.29 E81T1-GCKS D 7104 YFW-C55DRJIS Z3313 T554T1-1CA-N1
ApplicationsButt, fillet welding of 550N/mm2 class high strength steel and low temperature steel ofstructure such as ships, bridges, buildings and storage tanks etc.
Characteristics(1) CSF-81S is a titania type flux cored wire and designed for all-position welding
by single pass & multi pass with CO2 gas shielding.(2) It provides the excellent usability with stable arc, less spattering, good
bead appearance, better slag removal, and less quantity of welding fumecomparable to solid wire.
(3) It provides a good welding efficiency thank to high deposition rate particularly.(4) Weld metal has good impact properties at -40℃.
Notes on usage(1) The optimum flow of CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 15~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the
wind velocity is 2m/sec and more.(4) Thick heavy plate should be welded under proper preheating & interpass temperature.
Typical mechanical properties of weld metal (Shielding gas : 100%CO2)
568 620 28.0 68 60
YP TS EL N/mm2(MPa) N/mm2(MPa) % -30℃ -40℃
IV (J)
(Shielding gas : 100%CO2)Typical chemical composition of weld metal (%)
0.05 1.30 0.40 0.016 0.011 0.095
C Mn Si P S Ni
Dia. mm (in)
Amp.
1.2 (0.045) 1.4 (0.052) 1.6 (0.062)
F & H-F 180~340 200~360 200~400
V-up 120~220 140~260 160~260
V-down 120~240 140~260 160~280
OH 120~220 140~260 160~260
•Approval : ABS
Size & recommended current range (DC +)

Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
172
CSF-81tNCFor 550N/mm2 class high strength steeland low temperature steel
AWS A5.36 E81T1-C1A8-Ni1AWS A5.29 E81T1-Ni1CKS D7104 YFL-C506RJIS Z3313 T556T1-1CA-N2
ApplicationsButt, fillet welding of 550N/mm2 class high strength steel and low temperature steel ofstructure such as ships, offshore and LPG carrier etc.
Characteristics(1) CSF-81TNC is a titania type flux cored wire and designed for all-position welding by
single pass & multi pass with CO2 gas shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appear-
ance, better slag removal, and less quantity of welding fume comparable to solid wire.(3) It provides excellent impact value at low temperatures down to -60℃ in the as-welded
and PWHT conditions.(4) Meet NACE MR-0175 requirements
Notes on usage(1) The optimum flow of CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 20~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the wind
velocity is 2m/sec and more.(4) Thick heavy plate should be welded under proper preheating & interpass temperature.
Dia. mm (in)
F & H-F
V-up
V-down
OH
1.2 (0.045)
180~340
120~220
120~240
120~220
Size & recommended current range (DC +)
Amp.
Typical chemical composition of weld metal (%)
0.05 1.36 0.23 0.008 0.009 0.92
C Mn Si P S Ni
(Shielding gas : 100%CO2)
(Shielding gas : 100%CO2)Typical mechanical properties of weld metal
481 561 31.0 142 112 As Weld
457 536 31.9 132 123 620℃×1hr
YP TS EL Heat N/mm2(MPa) N/mm2(MPa) % -30℃ -60℃ Treatment
IV (J)
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
173
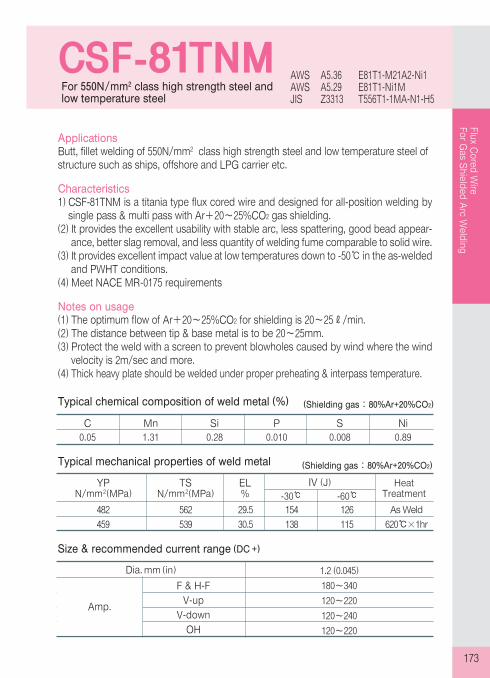
CSF-81tNMFor 550N/mm2 class high strength steel andlow temperature steel
AWS A5.36 E81T1-M21A2-Ni1AWS A5.29 E81T1-Ni1MJIS Z3313 T556T1-1MA-N1-H5
ApplicationsButt, fillet welding of 550N/mm2 class high strength steel and low temperature steel ofstructure such as ships, offshore and LPG carrier etc.
Characteristics1) CSF-81TNM is a titania type flux cored wire and designed for all-position welding by
single pass & multi pass with Ar+20~25%CO2 gas shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appear-
ance, better slag removal, and less quantity of welding fume comparable to solid wire.(3) It provides excellent impact value at low temperatures down to -50℃ in the as-welded
and PWHT conditions.(4) Meet NACE MR-0175 requirements
Notes on usage(1) The optimum flow of Ar+20~25%CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 20~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the wind
velocity is 2m/sec and more.(4) Thick heavy plate should be welded under proper preheating & interpass temperature.
Dia. mm (in) 1.2 (0.045)
180~340
120~220
120~240
120~220
Size & recommended current range (DC +)
Amp.
Typical chemical composition of weld metal (%)
0.05 1.31 0.28 0.010 0.008 0.89
C Mn Si P S Ni
(Shielding gas : 80%Ar+20%CO2)
(Shielding gas : 80%Ar+20%CO2)Typical mechanical properties of weld metal
482 562 29.5 154 126 As Weld
459 539 30.5 138 115 620℃×1hr
YP TS EL Heat N/mm2(MPa) N/mm2(MPa) % -30℃ -60℃ Treatment
IV (J)
F & H-F
V-up
V-down
OH
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
174
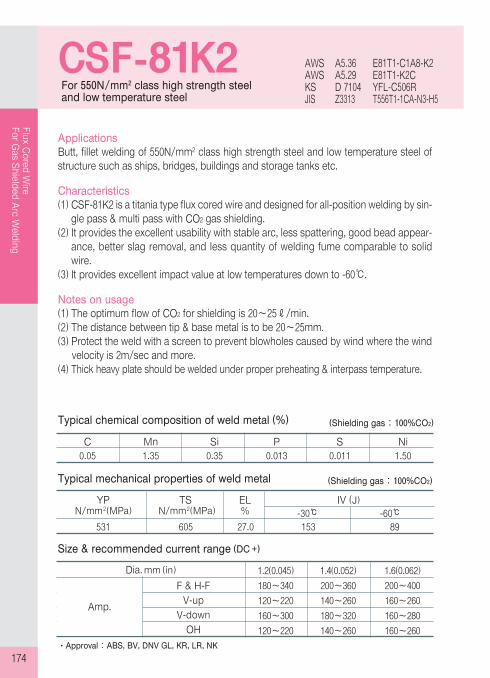
CSF-81K2For 550N/mm2 class high strength steeland low temperature steel
AWS A5.36 E81T1-C1A8-K2AWS A5.29 E81T1-K2CKS D 7104 YFL-C506RJIS Z3313 T556T1-1CA-N3-H5
ApplicationsButt, fillet welding of 550N/mm2 class high strength steel and low temperature steel ofstructure such as ships, bridges, buildings and storage tanks etc.
Characteristics(1) CSF-81K2 is a titania type flux cored wire and designed for all-position welding by sin-
gle pass & multi pass with CO2 gas shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appear-
ance, better slag removal, and less quantity of welding fume comparable to solidwire.
(3) It provides excellent impact value at low temperatures down to -60℃.
Notes on usage(1) The optimum flow of CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 20~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the wind
velocity is 2m/sec and more.(4) Thick heavy plate should be welded under proper preheating & interpass temperature.
(Shielding gas : 100%CO2)
Dia. mm (in)
F & H-F
V-up
V-down
OH
1.2(0.045) 1.4(0.052) 1.6(0.062)
180~340 200~360 200~400
120~220 140~260 160~260
160~300 180~320 160~280
120~220 140~260 160~260
•Approval : ABS, BV, DNV GL, KR, LR, NK
Size & recommended current range (DC +)
Amp.
Typical chemical composition of weld metal (%)
0.05 1.35 0.35 0.013 0.011 1.50
C Mn Si P S Ni
(Shielding gas : 100%CO2)
Typical mechanical properties of weld metal
531 605 27.0 153 89
YP TS EL IV (J) N/mm2(MPa) N/mm2(MPa) % -30℃ -60℃

Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
175
(Shielding gas : 100%CO2)
Typical chemical composition of weld metal (%)
0.05 1.45 0.45 0.012 0.011 1.50
C Mn Si P S Ni
(Shielding gas : 100%CO2)
Typical mechanical properties of weld metal
550 625 27.0 85 58
YP TS EL IV (J) N/mm2(MPa) N/mm2(MPa) % -30℃ -60℃
CSM-80K2For 550N/mm2 class high strength steel and lowtemperature steel
AWS A5.36 E81T1-C1A8-K2AWS A5.29 E80T1-K2CKS D 7104 YFL-C506MJIS Z3313 T556T15-0CA-N3
ApplicationsButt, fillet welding of 550N/mm2 class high strength steel and low temperature steel ofstructure such as ships, bridges, buildings and storage tanks etc.
Characteristics(1) CSM-80K2 is a metal type flux cored wire for flat & horizontal fillet welding with
CO2 gas shielding.(2) Its deposition rate is 10~30% higher compared with a solid wire.(3) It provides excellent impact value at low temperatures down to -60℃.
Notes on usage(1) The optimum flow of CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 15~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the wind
velocity is 2m/sec and more.(4) Thick heavy plate should be welded under proper preheating & interpass temperature.
Dia. mm (in)
Amp. 1.2 (0.045) 1.4 (0.052) 1.6 (0.062)
F & H-F 180~340 200~360 200~400
•Approval : DNV GL, LR
Size & recommended current range (DC +)

Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
176
CSF-81NI2For 550N/mm2 class high tensile strength steel
AWS A5.36 E81T1-C1A4-Ni2AWS A5.29 E81T1-Ni2C
(Shielding gas : 100%CO2)
Typical chemical composition of weld metal (%)
0.05 1.30 0.30 0.010 0.010 2.4
C Mn Si P S Ni
(Shielding gas : 100%CO2)
Typical mechanical properties of weld metal
540 630 29.0 110 75
YP TS EL IV (J) N/mm2(MPa) N/mm2(MPa) % -30℃ -60℃
ApplicationsButt, fillet welding of 550N/mm2 high tensile strength steels of structure such as ships,bridges, buildings and storage tanks etc.
Characteristics1) CSF-81NI2 is a titania type flux cored wire and designed for all-position welding
by single pass & multi pass with CO2 gas shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead ap-
pearance, better slag removal, and less quantity of welding fume comparable tosolid wire.
(3) It provides a good welding efficiency thank to high deposition rate particularly.
Notes on usage(1) The optimum flow of CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 20~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the wind
velocity is 2m/sec and more.(4) Thick heavy plate should be welded under proper preheating & interpass temperature.
Dia. mm (in)
F & H-F
V-up
V-down
OH
1.2 (0.045) 1.4 (0.052) 1.6 (0.062)
180~340 200~360 200~400
120~220 140~260 160~260
120~240 140~260 160~280
120~220 140~260 160~260
Size & recommended current range (DC +)
Amp.

Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
177
(Shielding gas : 80%Ar+20%CO2)
Typical chemical composition of weld metal (%)
0.05 1.30 0.30 0.010 0.010 2.4
C Mn Si P S Ni
(Shielding gas : 80%Ar+20%CO2)
Typical mechanical properties of weld metal
550 640 29.0 100 70
YP TS EL IV (J) N/mm2(MPa) N/mm2(MPa) % -30℃ -60℃
CSF-81NI2MFor 550N/mm2 class high tensile strength steel AWS A5.36 E81T1-M21A4-Ni2
AWS A5.29 E81T1-Ni2M
ApplicationsButt, fillet welding of 550N/mm2 high tensile strength steels of structure such as ships,bridges, buildings and storage tanks etc.
Characteristics(1) CSF-81NI2 is a titania type flux cored wire and designed for all-position welding
by single pass & multi pass with Ar+20~25%CO2 gas shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead ap-
pearance, better slag removal, and less quantity of welding fume comparable tosolid wire.
(3) It provides a good welding efficiency thank to high deposition rate particularly.
Notes on usage(1) The optimum flow of Ar+20~25%CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 20~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the wind
velocity is 2m/sec and more.(4) Thick heavy plate should be welded under proper preheating & interpass temperature.
Dia. mm (in) 1.2 (0.045) 1.4 (0.052) 1.6 (0.062)
180~340 200~360 200~400
120~220 140~260 160~260
120~240 140~260 160~280
120~220 140~260 160~260
Size & recommended current range (DC +)
Amp.
F & H-F
V-up
V-down
OH

Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
178
CSF-460SFor Y.P460N/mm2 class high strength steel and low temperature steel
AWS A5.36 E81T1-C1A8-K2AWS A5.29 E81T1-K2CKS D 7104 YFL-C506RJIS Z3313 T556T1-1CA-N3
(Shielding gas : 100%CO2)
Dia. mm (in)
F & H-F
V-up
V-down
OH
1.2(0.045) 1.4(0.052)
180~340 200~360
120~220 140~260
120~240 140~260
120~220 140~260
•Approval : ABS, BV, DNV GL, KR, LR
Size & recommended current range (DC +)
Amp.
Typical chemical composition of weld metal (%)
0.05 1.40 0.40 0.011 0.010 1.6
C Mn Si P S Ni
(Shielding gas : 100%CO2)
Typical mechanical properties of weld metal
540 610 29 120 100
YP TS EL IV (J) N/mm2(MPa) N/mm2(MPa) % -50℃ -60℃
ApplicationsButt, fillet welding of Y.P460N/mm2 class high strength steel and low temperature steelof structure such as ships, offshore and LPG carrier etc.
Characteristics(1) CSF-460S is a titania type flux cored wire and designed for all-position welding
by single pass & multi pass with CO2 gas shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead
appearance, better slag removal, and less quantity of welding fume comparableto solid wire.
(3) It provides excellent impact value at low temperatures down to -60℃.(4) It provides excellent CTOD value at low temperatures down to -10℃.
Notes on usage(1) The optimum flow of CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 20~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the wind
velocity is 2m/sec and more.(4) Thick heavy plate should be welded under proper preheating & interpass temperature.
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
179
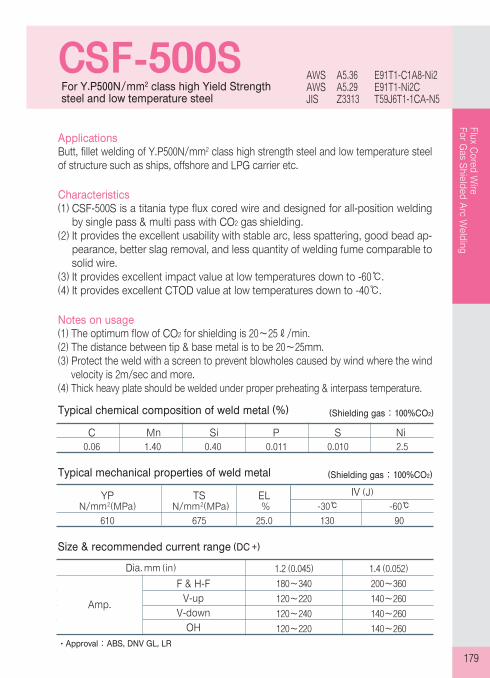
CSF-500SFor Y.P500N/mm2 class high Yield Strengthsteel and low temperature steel
AWS A5.36 E91T1-C1A8-Ni2AWS A5.29 E91T1-Ni2CJIS Z3313 T59J6T1-1CA-N5
ApplicationsButt, fillet welding of Y.P500N/mm2 class high strength steel and low temperature steelof structure such as ships, offshore and LPG carrier etc.
Characteristics(1) CSF-500S is a titania type flux cored wire and designed for all-position welding
by single pass & multi pass with CO2 gas shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead ap-
pearance, better slag removal, and less quantity of welding fume comparable tosolid wire.
(3) It provides excellent impact value at low temperatures down to -60℃.(4) It provides excellent CTOD value at low temperatures down to -40℃.
Notes on usage(1) The optimum flow of CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 20~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the wind
velocity is 2m/sec and more.(4) Thick heavy plate should be welded under proper preheating & interpass temperature.
Dia. mm (in)
F & H-F
V-up
V-down
OH
1.2 (0.045) 1.4 (0.052)
180~340 200~360
120~220 140~260
120~240 140~260
120~220 140~260
•Approval : ABS, DNV GL, LR
Size & recommended current range (DC +)
Typical mechanical properties of weld metal (Shielding gas : 100%CO2)
610 675 25.0 130 90
IV (J)
(Shielding gas : 100%CO2)
Amp.
Typical chemical composition of weld metal (%)
0.06 1.40 0.40 0.011 0.010 2.5
C Mn Si P S Ni
YP TS EL N/mm2(MPa) N/mm2(MPa) % -30℃ -60℃

Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
180
CSF-550SFor Y.P550N/mm2 class high Yield Strength steel and low temperature steel
AWS A5.36 E91T1-C1A8-GAWS A5.29 E91T1-GJIS Z3313 T626T1-1CA-N4M1
ApplicationsButt, fillet welding of Y.P550N/mm2 class high strength steel and low temperature steelof Structure such as ships, offshore and LPG Carrier etc.
Characteristics(1) CSF-550S is a titania type flux cored wire and designed for all-position welding
by single pass & multi pass with CO2 gas shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead ap-
pearance, better slag removal, and less quantity of welding fume comparable tosolid wire.
(3) It provides excellent impact value at low temperatures down to -60℃.
Notes on usage(1) The optimum flow of CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 20~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the wind
velocity is 2m/sec and more.(4) Thick heavy plate should be welded under proper preheating & interpass temperature.
Dia. mm (in)
F & H-F
V-up
V-down
OH
1.2 (0.045) 1.4 (0.052)
180~340 200~360
120~220 140~260
120~240 140~260
120~220 140~260
•Approval : ABS, DNV GL
Size & recommended current range (DC +)
Typical mechanical properties of weld metal (Shielding gas : 100%CO2)
670 720 20.0 120 70
YP TS EL N/mm2(MPa) N/mm2(MPa) % -30℃ -60℃
IV (J)
Amp.
(Shielding gas : 100%CO2)Typical chemical composition of weld metal (%)
0.06 1.40 0.40 0.011 0.010 2.5
C Mn Si P S Ni

Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
181
ApplicationsButt, fillet welding of 620N/mm2 class high strength steel and low temperature steel ofstructure such as ships, bridges, buildings and storage tanks etc.
Characteristics(1) CSF-91K2 is a titania type flux cored wire and designed for all-position welding
by single pass & multi pass with CO2 gas shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead
appearance, better slag removal, and less quantity of welding fume comparableto solid wire.
(3) It provides excellent impact value at low temperatures down to -20℃.
Notes on usage(1) The optimum flow of CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 15~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the wind
velocity is 2m/sec and more.(4) Thick heavy plate should be welded under proper preheating & interpass temperature.
Dia. mm (in)
F & H-F
V-up
V-down
OH
1.2 (0.045) 1.4 (0.052)
180~340 200~360
120~220 140~260
120~240 140~260
120~220 140~260
Size & recommended current range (DC +)
Typical mechanical properties of weld metal (Shielding gas : 100%CO2)
596 670 26.0 135 94
YP TS EL N/mm2(MPa) N/mm2(MPa) % -20℃ -30℃
IV (J)
(Shielding gas : 100%CO2)
Amp.
Typical chemical composition of weld metal (%)
0.05 1.35 0.30 0.011 0.009 1.52 0.10
C Mn Si P S Ni Mo
CSF-91K2For 620N/mm2 class high strength steel and low temperature steel
AWS A5.36 E91T1-C1A0-K2AWS A5.29 E91T1-K2CKS D 7104 YFW-C602RJIS Z3313 T622T1-1CA-N3M1
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
182
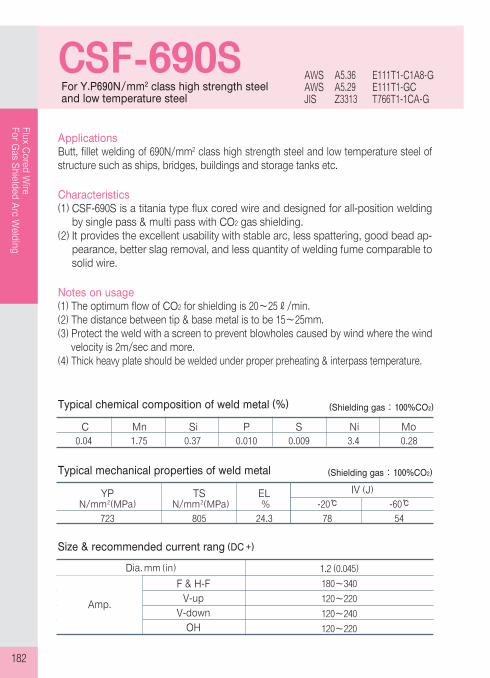
CSF-690SFor Y.P690N/mm2 class high strength steel and low temperature steel
AWS A5.36 E111T1-C1A8-GAWS A5.29 E111T1-GCJIS Z3313 T766T1-1CA-G
ApplicationsButt, fillet welding of 690N/mm2 class high strength steel and low temperature steel ofstructure such as ships, bridges, buildings and storage tanks etc.
Characteristics(1) CSF-690S is a titania type flux cored wire and designed for all-position welding
by single pass & multi pass with CO2 gas shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead ap-
pearance, better slag removal, and less quantity of welding fume comparable tosolid wire.
Notes on usage(1) The optimum flow of CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 15~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the wind
velocity is 2m/sec and more.(4) Thick heavy plate should be welded under proper preheating & interpass temperature.
Dia. mm (in)
F & H-F
V-up
V-down
OH
1.2 (0.045)
180~340
120~220
120~240
120~220
Size & recommended current rang (DC +)
Typical mechanical properties of weld metal (Shielding gas : 100%CO2)
723 805 24.3 78 54
IV (J)
(Shielding gas : 100%CO2)
Amp.
Typical chemical composition of weld metal (%)
0.04 1.75 0.37 0.010 0.009 3.4 0.28
C Mn Si P S Ni Mo
YP TS EL N/mm2(MPa) N/mm2(MPa) % -20℃ -60℃
Flux Cored WireFor Gas Shielded Arc Welding
For Low Alloy Heat Resisitant Steel
02
YP TS EL IV (J) Heat N/mm2(MPa) N/mm2(MPa) %
treatment
RT -10℃
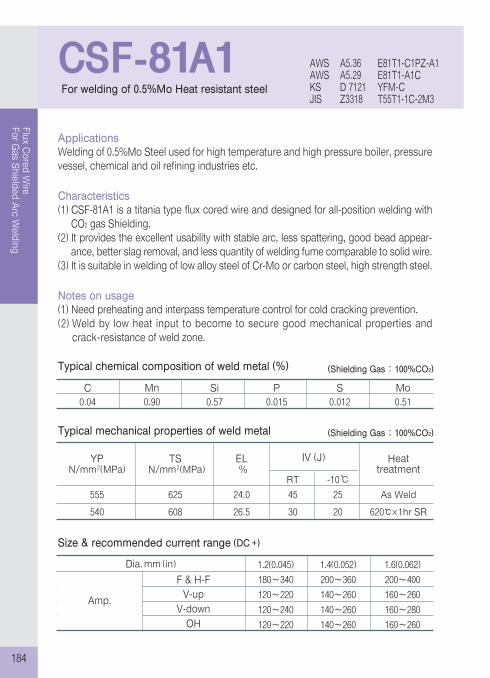
555 625 24.0 45 25 As Weld
540 608 26.5 30 20 620℃×1hr SR
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
184
For welding of 0.5%Mo Heat resistant steel
AWS A5.36 E81T1-C1PZ-A1AWS A5.29 E81T1-A1CKS D 7121 YFM-CJIS Z3318 T55T1-1C-2M3
ApplicationsWelding of 0.5%Mo Steel used for high temperature and high pressure boiler, pressurevessel, chemical and oil refining industries etc.
Characteristics(1) CSF-81A1 is a titania type flux cored wire and designed for all-position welding with
CO2 gas Shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appear-
ance, better slag removal, and less quantity of welding fume comparable to solid wire.(3) It is suitable in welding of low alloy steel of Cr-Mo or carbon steel, high strength steel.
Notes on usage(1) Need preheating and interpass temperature control for cold cracking prevention.(2) Weld by low heat input to become to secure good mechanical properties and
crack-resistance of weld zone.
Typical chemical composition of weld metal (%)
0.04 0.90 0.57 0.015 0.012 0.51
C Mn Si P S Mo
(Shielding Gas : 100%CO2)
(Shielding Gas : 100%CO2)
Dia. mm (in)
F & H-F
V-up
V-down
OH
1.2(0.045) 1.4(0.052) 1.6(0.062)
180~340 200~360 200~400
120~220 140~260 160~260
120~240 140~260 160~280
120~220 140~260 160~260
Size & recommended current range (DC +)
Amp.
Typical mechanical properties of weld metal
CSF-81A1

Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
185
ApplicationsWelding of 1.25%Cr-0.5%Mo Steel used for fire power plant and high pressure boiler,pressure vessel, chemical and oil refining industries etc.
Characteristics(1) CSF-81B2(L) is a titania type flux cored wire and designed for all-position welding with
CO2 gas Shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appear-
ance, better slag removal, and less quantity of welding fume comparable to solid wire.(3) It is suitable in welding of low alloy steel of Cr-Mo or carbon steel, high strength steel.
Notes on usage(1) Need preheating and interpass temperature control for cold cracking prevention.(2) Weld by low heat input to become to secure good mechanical properties and
crack-resistance of weld zone.
CSF-81B2(L)For 1.25%Cr-0.5%Mo Heat resistant steel
AWS A5.36 E81T1-C1PZ-B2(L)AWS A5.29 E81T1-B2(L)CKS D 7121 YF1CM-CJIS Z3318 T55T1-1C-1CM(L)
(Shielding Gas : 100%CO2)
Dia. mm (in)
F & H-F
V-up
V-down
OH
1.2(0.045) 1.4(0.052) 1.6(0.062)
180~340 200~360 200~400
120~220 140~260 160~260
120~240 140~260 160~280
120~220 140~260 160~260
Size & recommended current range (DC +)
Amp.
Typical mechanical properties of weld metal
CSF-81B2L
661 727 21.0 As Weld
562 622 25.0 690℃×1hr SR
YP TS EL IV (J) N/mm2(MPa) N/mm2(MPa) % -20℃
(Shielding Gas : 100%CO2)Typical chemical composition of weld metal (%)
CSF-81B2 0.06 0.62 0.58 0.018 0.013 1.27 0.51
CSF-81B2L 0.03 0.64 0.56 0.014 0.012 1.24 0.50
C Mn Si P S Cr Mo
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
186
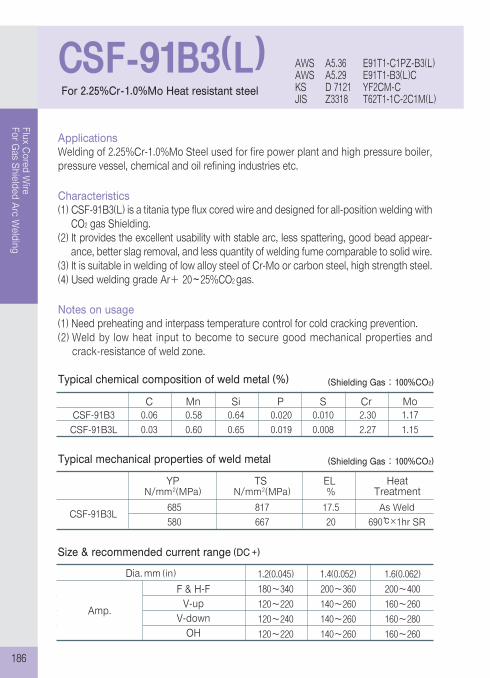
CSF-91B3(L)For 2.25%Cr-1.0%Mo Heat resistant steel
AWS A5.36 E91T1-C1PZ-B3(L)AWS A5.29 E91T1-B3(L)CKS D 7121 YF2CM-CJIS Z3318 T62T1-1C-2C1M(L)
ApplicationsWelding of 2.25%Cr-1.0%Mo Steel used for fire power plant and high pressure boiler,pressure vessel, chemical and oil refining industries etc.
Characteristics(1) CSF-91B3(L) is a titania type flux cored wire and designed for all-position welding with
CO2 gas Shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appear-
ance, better slag removal, and less quantity of welding fume comparable to solid wire.(3) It is suitable in welding of low alloy steel of Cr-Mo or carbon steel, high strength steel.(4) Used welding grade Ar+ 20~25%CO2 gas.
Notes on usage(1) Need preheating and interpass temperature control for cold cracking prevention.(2) Weld by low heat input to become to secure good mechanical properties and
crack-resistance of weld zone.
Dia. mm (in)
F & H-F
V-up
V-down
OH
1.2(0.045) 1.4(0.052) 1.6(0.062)
180~340 200~360 200~400
120~220 140~260 160~260
120~240 140~260 160~280
120~220 140~260 160~260
Size & recommended current range (DC +)
Amp.
(Shielding Gas : 100%CO2)Typical mechanical properties of weld metal
CSF-91B3L
685 817 17.5 As Weld
580 667 20 690℃×1hr SR
YP TS EL Heat N/mm2(MPa) N/mm2(MPa) % Treatment
(Shielding Gas : 100%CO2)Typical chemical composition of weld metal (%)
CSF-91B3 0.06 0.58 0.64 0.020 0.010 2.30 1.17
CSF-91B3L 0.03 0.60 0.65 0.019 0.008 2.27 1.15
C Mn Si P S Cr Mo

Flux Cored Wire For Gas Shielded Arc Welding
For Weather Proof Steel
02

Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
188
C Mn Si P S Cu Cr Ni Co
0.05 0.80 0.35 0.013 0.009 0.35 0.26 0.21 0.19
(Shielding gas : 100%CO2)
(Shielding gas : 100%CO2)Typical mechanical properties of weld metal
YP TS EL [Hi Temp.] TS Corrosion IV (J) N/mm2(MPa) N/mm2(MPa) % N/mm2(MPa) Test * 0℃
582 636 25.4 424 (500℃) 12 98
* Corrosion test : hydrochloric & sulfuric acid environmental conditions (50%, 70℃)
Dia. mm (in)
F & H-F
V-up
V-down
OH
1.2(0.045) 1.4(0.052) 1.6(0.062)
180~340 200~360 200~400
120~220 160~260 160~260
120~240 160~260 160~280
120~220 140~260 160~260
Size & recommended current range (DC +)
Amp.
Typical chemical composition of weld metal (%)
CSF-ANCORFor corrosion-resistant steel at sulfuric acid environmental conditions.
AWS A5.36 E71T1-C1AG-GAWS A5.29 E71T-GCJIS Z3313 T49J0T1-1CA-U
ApplicationsButt, fillet welding of corrosion-resistant steel at sulfuric acid environmental conditionssuch as thermal power plant, bridges and storage tanks etc.
Characteristics(1) CSF-ANCOR is a titania type flux cored wire and designed for all-position welding
by single pass & multi pass with CO2 gas shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appear-
ance, better slag removal, and less quantity of welding fume comparable to solidwire.
Characteristics(1) The optimum flow of CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 15~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the wind
velocity is 2m/sec and more.
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
189
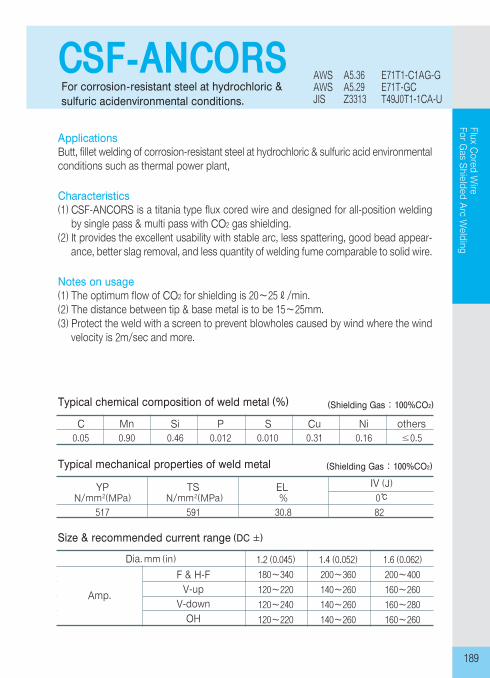
ApplicationsButt, fillet welding of corrosion-resistant steel at hydrochloric & sulfuric acid environmentalconditions such as thermal power plant,
Characteristics(1) CSF-ANCORS is a titania type flux cored wire and designed for all-position welding
by single pass & multi pass with CO2 gas shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appear-
ance, better slag removal, and less quantity of welding fume comparable to solid wire.
Notes on usage (1) The optimum flow of CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 15~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the wind
velocity is 2m/sec and more.
Typical mechanical properties of weld metal (Shielding Gas : 100%CO2)
517 591 30.8 82
IV (J)
CSF-ANCORSFor corrosion-resistant steel at hydrochloric &sulfuric acidenvironmental conditions.
AWS A5.36 E71T1-C1AG-GAWS A5.29 E71T-GCJIS Z3313 T49J0T1-1CA-U
(Shielding Gas : 100%CO2)
Dia. mm (in)
F & H-F
V-up
V-down
OH
1.2 (0.045) 1.4 (0.052) 1.6 (0.062)
180~340 200~360 200~400
120~220 140~260 160~260
120~240 140~260 160~280
120~220 140~260 160~260
Size & recommended current range (DC ±)
Amp.
Typical chemical composition of weld metal (%)
0.05 0.90 0.46 0.012 0.010 0.31 0.16 ≤0.5
C Mn Si P S Cu Ni others
YP TS EL N/mm2(MPa) N/mm2(MPa) % 0℃

Typical mechanical properties of weld metal (Shielding Gas : 100%CO2)
530 590 28.0 59 As Welded
YP TS EL SR N/mm2(MPa) N/mm2(MPa) % 0℃ (PWHT)
IV (J)
(Shielding Gas : 100%CO2)
Dia. mm (in)
F & H-F
Amp.
V-up
V-down
OH
1.2(0.045) 1.4(0.052) 1.6 (1/16)
180~340 200~360 200~400
120~220 140~260 160~260
120~240 140~260 160~280
120~220 140~260 160~260
Size & recommended current range (DC +)
Typical chemical composition of weld metal(%)
0.03 1.48 0.57 0.012 0.010 0.53 0.61 0.51
C Mn Si P S Cu Ni Cr
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
190
CSF-71WFor 490N/mm2 class weather proof steel
KS D 7109 YFA-50W
ApplicationsButt, fillet welding of 490N/mm2 weather proof steels for bridges, structures and rollingstock.
Characteristics(1) CSF-71W is a titania type flux cored wire and designed for all-position welding by sin-
gle pass & multi pass with CO2 gas shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appear-
ance, better slag removal, and less quantity of welding fume comparable to solid wire.(3) When use welding grade Ar+20~25%CO2 gas, it has a less spatter, stable arc and
good bead appearance.
Notes on usage(1) Need preheating and interpass temperature control for cold cracking prevention.(2) Weld by low heat input to become to secure good mechanical properties and crack
resistance of weld zone.

Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
191
ApplicationsButt, fillet welding of 590N/mm2 weather proof steels for bridges, structures and rollingstock.
Characteristics(1) CSF-81W is a titania type flux cored wire and designed for all-position welding with
CO2 gas Shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appear-
ance, better slag removal, and less quantity of welding fume comparable to solid wire.(3) When use welding grade Ar+20~25%CO2 gas, it has a less spatter, stable arc and
good bead appearance.
Characteristics(1) Need preheating and interpass temperature control for cold cracking prevention.(2) Weld by low heat input to become to secure good mechanical properties and
crack-resistance of weld zone.
Typical mechanical properties of weld metal (Shielding Gas : 100%CO2)
546 624 27.0 51 34
YP TS EL N/mm2(MPa) N/mm2(MPa) % -5℃ -30℃
IV (J)
CSF-81WFor 590N/mm2 class weather proof steel.
AWS A5.36 E81T1-C1A2-W2AWS A5.29 E81T1-W2CKS D 7109 YFA-58WJIS Z3320 T553T1-1CA-NCC1
(Shielding Gas : 100%CO2)
Dia. mm (in)
F & H-F
V-up
V-down
OH
1.2(0.045) 1.4(0.052) 1.6(0.062)
180~340 200~360 200~400
120~220 140~260 160~260
120~300 140~320 160~320
120~220 140~260 160~260
Size & recommended current range (DC +)
Amp.
Typical chemical composition of weld metal (%)
0.03 1.07 0.61 0.010 0.006 0.46 0.59 0.49
C Mn Si P S Cu Ni Cr

Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
192
CSM-80WFor 590N/mm2 class weather proof steel. AWS A5.29 E80T1-W2C
KS D 7109 YFA-58W
ApplicationsButt, fillet welding of 590N/mm2 weather proof steels for bridges, structures and rollingstock.
Characteristics(1) CSM-80W is a metal type flux cored wire for flat & horizontal fillet welding with CO2
gas shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appear-
ance, better slag removal, and less quantity of welding fume comparable to solid wire.(3) It provides a good welding efficiency thank to high deposition rate particularly.
Notes on usage(1) Need preheating and interpass temperature control for cold cracking prevention.(2) Weld by low heat input to become to secure good mechanical properties and crack
resistance of weld zone.
Typical mechanical properties of weld metal (Shielding Gas : 100%CO2)
550 620 26.0 27 As Welded
YP TS EL SR N/mm2 N/mm2 % -29℃ (PWHT)
IV (J)
(Shielding Gas : 100%CO2)
Dia. mm (in)
Amp. F & H-F
1.2(0.045) 1.4(0.052) 1.6 (1/16)
180~340 200~360 200~400
Size & recommended current range (DC +)
Typical chemical composition of weld metal(%)
0.03 1.05 0.53 0.012 0.009 0.55 0.59 0.47
C Mn Si P S Cu Ni Cr
Flux Cored WireFor Gas Shielded Arc Welding
For Hard-surfacing
02
1.2
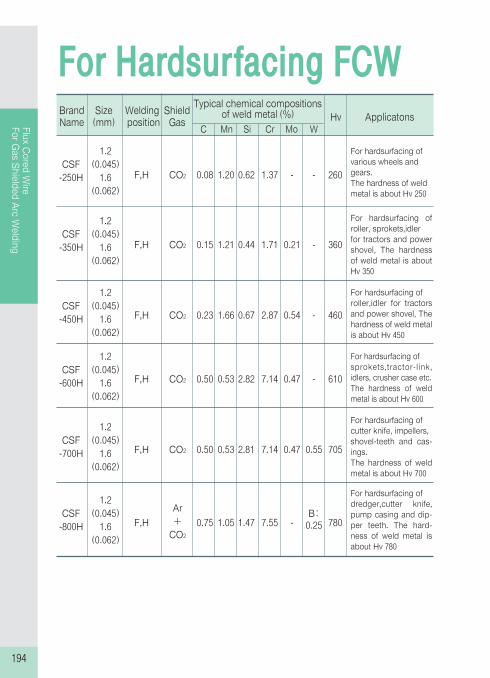
CSF (0.045) F,H CO2 0.15 1.21 0.44 1.71 0.21 - 360-350H 1.6
(0.062)
1.2
CSF (0.045) F,H CO2 0.23 1.66 0.67 2.87 0.54 - 460-450H 1.6
(0.062)
1.2
CSF (0.045) F,H CO2 0.50 0.53 2.82 7.14 0.47 - 610-600H 1.6
(0.062)
1.2
CSF (0.045) F,H CO2 0.50 0.53 2.81 7.14 0.47 0.55 705-700H 1.6
(0.062)
1.2 Ar
B: CSF (0.045) F,H + 0.75 1.05 1.47 7.55 - 0.25 780-800H 1.6
CO2 (0.062)
1.2
CSF (0.045) F,H CO2 0.08 1.20 0.62 1.37 - - 260-250H 1.6
(0.062)
For hardsurfacing ofroller, sprokets,idlerfor tractors and powershovel, The hardnessof weld metal is aboutHv 350
For hardsurfacing ofroller,idler for tractorsand power shovel, Thehardness of weld metalis about Hv 450
For hardsurfacing ofsprokets,tractor-link,idlers, crusher case etc.The hardness of weldmetal is about Hv 600
For hardsurfacing ofcutter knife, impellers,shovel-teeth and cas-ings.The hardness of weldmetal is about Hv 700
For hardsurfacing ofdredger,cutter knife,pump casing and dip-per teeth. The hard-ness of weld metal isabout Hv 780
For hardsurfacing of various wheels andgears.The hardness of weldmetal is about Hv 250
Typical chemical compositions of weld metal (%)Brand Size Welding Shield Name (mm) position Gas Hv Applicatons
C Mn Si Cr Mo W
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
194
For Hardsurfacing FCW
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
195
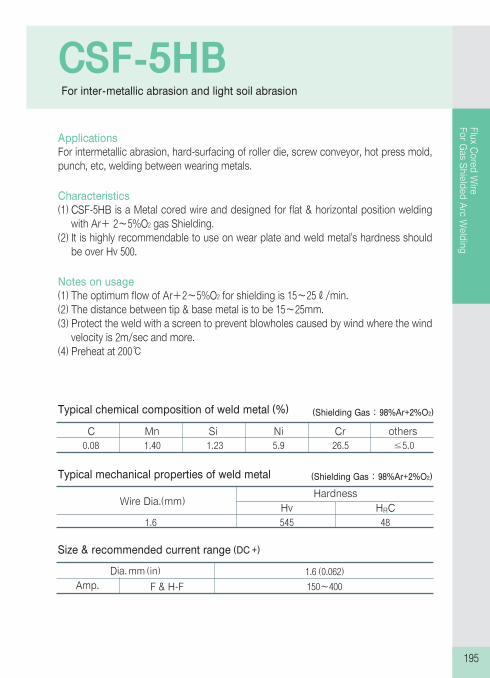
ApplicationsFor intermetallic abrasion, hard-surfacing of roller die, screw conveyor, hot press mold,punch, etc, welding between wearing metals.
Characteristics(1) CSF-5HB is a Metal cored wire and designed for flat & horizontal position welding
with Ar+ 2~5%O2 gas Shielding.(2) It is highly recommendable to use on wear plate and weld metal's hardness should
be over Hv 500.
Notes on usage (1) The optimum flow of Ar+2~5%O2 for shielding is 15~25ℓ/min.(2) The distance between tip & base metal is to be 15~25mm.(3) Protect the weld with a screen to prevent blowholes caused by wind where the wind
velocity is 2m/sec and more.(4) Preheat at 200℃
Typical mechanical properties of weld metal (Shielding Gas : 98%Ar+2%O2)
1.6 545 48
Wire Dia.(mm) Hv HRC
Hardness
CSF-5HBFor inter-metallic abrasion and light soil abrasion
(Shielding Gas : 98%Ar+2%O2)
Dia. mm (in)
F & H-F
1.6 (0.062)
150~400
Size & recommended current range (DC +)
Amp.
Typical chemical composition of weld metal (%)
0.08 1.40 1.23 5.9 26.5 ≤5.0
C Mn Si Ni Cr others
M│E│M│O

Flux Cored WireFor Gas Shielded Arc Welding
For Stainless Steel
02
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
198
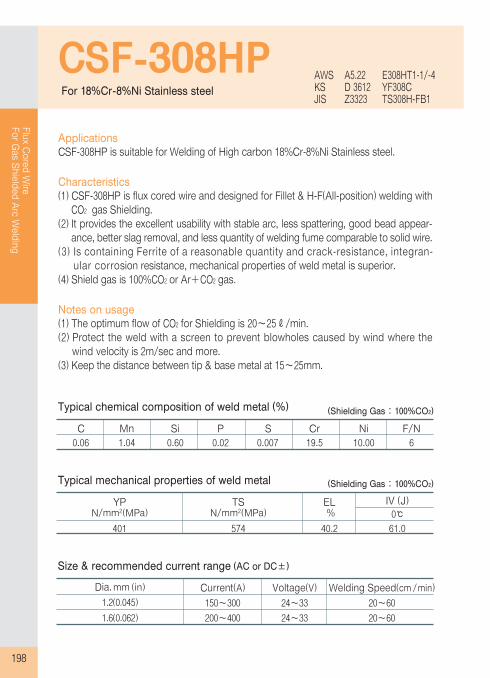
ApplicationsCSF-308HP is suitable for Welding of High carbon 18%Cr-8%Ni Stainless steel.
Characteristics(1) CSF-308HP is flux cored wire and designed for Fillet & H-F(All-position) welding with
CO2 gas Shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appear-
ance, better slag removal, and less quantity of welding fume comparable to solid wire.(3) Is containing Ferrite of a reasonable quantity and crack-resistance, integran-
ular corrosion resistance, mechanical properties of weld metal is superior.(4) Shield gas is 100%CO2 or Ar+CO2 gas.
Notes on usage(1) The optimum flow of CO2 for Shielding is 20~25ℓ/min.(2) Protect the weld with a screen to prevent blowholes caused by wind where the
wind velocity is 2m/sec and more.(3) Keep the distance between tip & base metal at 15~25mm.
CSF-308HPFor 18%Cr-8%Ni Stainless steel
AWS A5.22 E308HT1-1/-4KS D 3612 YF308CJIS Z3323 TS308H-FB1
(Shielding Gas : 100%CO2)
(Shielding Gas : 100%CO2)
Typical chemical composition of weld metal (%)
0.06 1.04 0.60 0.02 0.007 19.5 10.00 6
C Mn Si P S Cr Ni F/N
Dia. mm (in)
1.2(0.045)
1.6(0.062)
Current(A) Voltage(V) Welding Speed(cm /min)
150~300 24~33 20~60
200~400 24~33 20~60
Size & recommended current range (AC or DC±)
Typical mechanical properties of weld metal
401 574 40.2 61.0
YP TS EL IV (J) N/mm2(MPa) N/mm2(MPa) % 0℃

CSF-308L(P)For 18%Cr-8%Ni Stainless steel
AWS A5.22 E308LT0(1)-1/-4KS D 3612 YF308LCJIS Z3323 TS308L-FB0(1)
ApplicationsCSF-308L(P) is suitable for Welding of low carbon 18%Cr-8%Ni Stainless steel(SUS308L).
Characteristics(1) CSF-308L(P) is flux cored wire and designed for Fillet & H-F(All-position) welding with CO2
gas Shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appearance,
better slag removal, and less quantity of welding fume comparable to solid wire.(3) Is containing Ferrite of a reasonable quantity and crack-resistance, integranular corro-
sion resistance, mechanical properties of weld metal is superior.(4) Shield gas is 100%CO2 or Ar+CO2 gas.
Notes on usage(1) The optimum flow of CO2 for Shielding is 20~25ℓ/min.(2) Protect the weld with a screen to prevent blowholes caused by wind where the wind velocity
is 2m/sec and more.(3) Keep the distance between tip & base metal at 15~25mm.
(Shielding Gas : 100%CO2)Typical chemical composition of weld metal (%)
CSF-308L 0.03 1.35 0.65 0.025 0.010 19.3 9.6 8
CSF-308LP 0.03 1.45 0.60 0.020 0.007 20.0 9.8 10
CSF-308LP(Cryogenic) 0.03 1.43 0.60 0.020 0.009 19.5 10.2 6
C Mn Si P S Cr Ni FN
(Shielding Gas : 100%CO2)Typical mechanical properties of weld metal
CSF-308L 430 570 43.0 55 -
CSF-308LP 415 570 44.0 54 -
CSF-308LP(Cryogenic) 425 580 42.0 57 38
YP TS EL N/mm2(MPa) N/mm2(MPa) % 0℃ -196℃
IV (J)
Dia. mm (in)
1.2(0.045)
1.6(0.062)
Current(A) Voltage(V) Welding Speed(cm /min)
150~300 24~33 20~60
200~400 24~33 20~60
Size & recommended current range (AC or DC±)
•Approval : CSF-308L : ABS, BV, DNV GL, KR, LR, NK / CSF-308LP(for cryogenic) : ABS, BV, DNV GL, LR
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
199
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
200
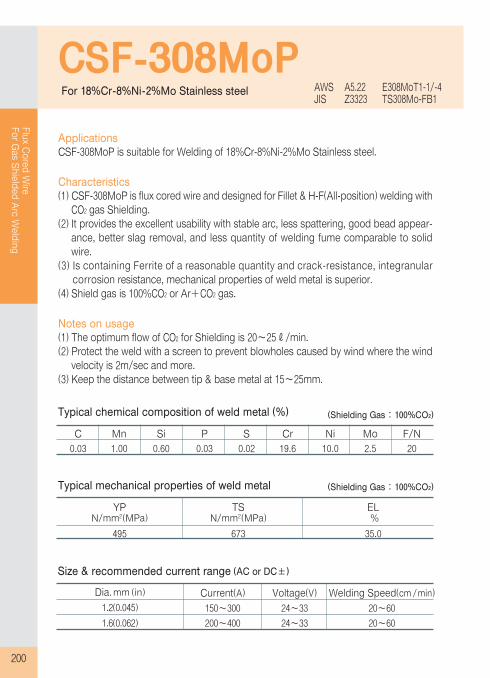
C Mn Si P S Cr Ni Mo F/N
0.03 1.00 0.60 0.03 0.02 19.6 10.0 2.5 20
ApplicationsCSF-308MoP is suitable for Welding of 18%Cr-8%Ni-2%Mo Stainless steel.
Characteristics(1) CSF-308MoP is flux cored wire and designed for Fillet & H-F(All-position) welding with
CO2 gas Shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appear-
ance, better slag removal, and less quantity of welding fume comparable to solidwire.
(3) Is containing Ferrite of a reasonable quantity and crack-resistance, integranularcorrosion resistance, mechanical properties of weld metal is superior.
(4) Shield gas is 100%CO2 or Ar+CO2 gas.
Notes on usage(1) The optimum flow of CO2 for Shielding is 20~25ℓ/min.(2) Protect the weld with a screen to prevent blowholes caused by wind where the wind
velocity is 2m/sec and more.(3) Keep the distance between tip & base metal at 15~25mm.
CSF-308MoPFor 18%Cr-8%Ni-2%Mo Stainless steel AWS A5.22 E308MoT1-1/-4
JIS Z3323 TS308Mo-FB1
(Shielding Gas : 100%CO2)
(Shielding Gas : 100%CO2)
Typical chemical composition of weld metal (%)
Dia. mm (in)
1.2(0.045)
1.6(0.062)
Current(A) Voltage(V) Welding Speed(cm /min)
150~300 24~33 20~60
200~400 24~33 20~60
Size & recommended current range (AC or DC±)
Typical mechanical properties of weld metal
495 673 35.0
YP TS EL N/mm2(MPa) N/mm2(MPa) %
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
201
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
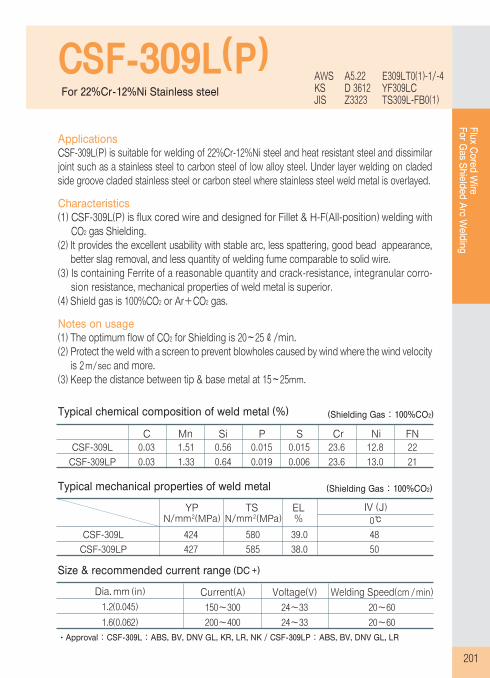
ApplicationsCSF-309L(P) is suitable for welding of 22%Cr-12%Ni steel and heat resistant steel and dissimilarjoint such as a stainless steel to carbon steel of low alloy steel. Under layer welding on cladedside groove claded stainless steel or carbon steel where stainless steel weld metal is overlayed.
Characteristics(1) CSF-309L(P) is flux cored wire and designed for Fillet & H-F(All-position) welding with
CO2 gas Shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appearance,
better slag removal, and less quantity of welding fume comparable to solid wire.(3) Is containing Ferrite of a reasonable quantity and crack-resistance, integranular corro-
sion resistance, mechanical properties of weld metal is superior.(4) Shield gas is 100%CO2 or Ar+CO2 gas.
Notes on usage(1) The optimum flow of CO2 for Shielding is 20~25ℓ/min.(2) Protect the weld with a screen to prevent blowholes caused by wind where the wind velocity
is 2m/sec and more.(3) Keep the distance between tip & base metal at 15~25mm.
CSF-309L(P)For 22%Cr-12%Ni Stainless steel
AWS A5.22 E309LT0(1)-1/-4KS D 3612 YF309LCJIS Z3323 TS309L-FB0(1)
(Shielding Gas : 100%CO2)Typical chemical composition of weld metal (%)
CSF-309L 0.03 1.51 0.56 0.015 0.015 23.6 12.8 22
CSF-309LP 0.03 1.33 0.64 0.019 0.006 23.6 13.0 21
C Mn Si P S Cr Ni FN
Dia. mm (in)
1.2(0.045)
1.6(0.062)
Current(A) Voltage(V) Welding Speed(cm /min)
150~300 24~33 20~60
200~400 24~33 20~60
Size & recommended current range (DC +)
•Approval : CSF-309L : ABS, BV, DNV GL, KR, LR, NK / CSF-309LP : ABS, BV, DNV GL, LR
(Shielding Gas : 100%CO2)Typical mechanical properties of weld metal
CSF-309L 424 580 39.0 48
CSF-309LP 427 585 38.0 50
YP TS EL N/mm2(MPa) N/mm2(MPa) %
IV (J)
0℃

Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
202
CSF-309MoL(P)For 22%Cr-12%Ni-2%Mo Stainless steel
AWS A5.22 E309LMoT0(1)-1/-4KS D 3612 YF309MoLCJIS Z3323 TS309LMo-FB0(1)
ApplicationsCSF-309MoL(P) is suitable for welding of 22%Cr-12%Ni-2%Mo steel and heat resistant steel and dis-similar joint such as a stainless steel to carbon steel of low alloy steel. Under layer welding on cladedside groove claded stainless steel or carbon steel where stainless steel weld metal is overlayed.
Characteristics(1) CSF-309MoL(P) is flux cored wire and designed for Fillet & H-F(All-position) welding with CO2 gas Shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appearance, better
slag removal, and less quantity of welding fume comparable to solid wire.(3) Is containing Ferrite of a reasonable quantity and crack-resistance, integranular corrosion resist-
ance, mechanical properties of weld metal is superior.(4) Shield gas is 100%CO2 or Ar+CO2 gas.
Notes on usage(1) The optimum flow of CO2 for Shielding is 20~25ℓ/min.(2) Protect the weld with a screen to prevent blowholes caused by wind where the wind velocity is
2m/sec and more.(3) Keep the distance between tip & base metal at 15~25mm.
(Shielding Gas : 100%CO2)Typical chemical composition of weld metal (%)
CSF-309MoL 0.03 1.4 0.55 0.015 0.010 23.0 13.0 2.5 23
CSF-309MoLP 0.03 0.74 0.66 0.017 0.009 22.6 12.8 2.3 22
C Mn Si P S Cr Ni Mo FN
Dia. mm (in)
1.2(0.045)
1.6(0.062)
Current(A) Voltage(V) Welding Speed(cm /min)
150~300 24~33 20~60
200~400 24~33 20~60
Size & recommended current range (DC +)
•Approval : CSF-309MoL : ABS, LR
(Shielding Gas : 100%CO2)Typical mechanical properties of weld metal
CSF-309MoL 560 680 33.0 32
CSF-309MoLP 535 695 34.0 30
YP TS EL N/mm2(MPa) N/mm2(MPa) %
IV (J)
0℃

Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
203
ApplicationsWelding of AISI (SUS) 310S.
Characteristics(1) CSF-310 is flux cored wire and designed for Fillet & Horizontal position welding with
Ar+ 20~25%CO2 gas Shielding.(2) It provides the excellent hot crack-resistance.
Notes on usage(1) The optimum flow of Ar+20~25%CO2 for Shielding is 20~25ℓ/min.(2) Protect the weld with a screen to prevent blowholes caused by wind where the
wind velocity is 2m/sec and more.(3) Keep the distance between tip & base metal at 15~25mm.(4) When use hard-surfacing, welding condition keep under 200A/28V.
CSF-310For welding of 25%Cr-20%Ni stainless steel AWS A5.22 E310T0-4
JIS Z3323 TS310-FB0
(Shielding Gas : 80%Ar+20%CO2)Typical chemical composition of weld metal (%)
0.10 2.08 0.63 0.019 0.014 25.9 20.1 0.02
C Mn Si P S Cr Ni Mo
(Shielding Gas : 80%Ar+20%CO2)Typical mechanical properties of weld metal
- 583 36.0 70
YP TS EL IV (J) N/mm2(MPa) N/mm2(MPa) % 0℃
Dia. mm (in)
F & H-F
1.2 (0.045)
140~180
Size & recommended current range (DC ±)
Amp.

(Shielding Gas : 100%CO2)Typical chemical composition of weld metal(%)
CSF-312 0.12 1.20 0.70 0.020 0.003 29.00 9.30 60
CSF-312P 0.12 1.10 0.58 0.008 0.008 28.75 9.20 60
C Mn Si P S Cr Ni F/N
Size & recommended current range (DC +)
(Shielding Gas : 100%CO2)Typical mechanical properties of weld metal
CSF-312 610 760 25.0
CSF-312P 600 755 25.5
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
204
CSF-312(P)For surfacing or dissimilar metal of high carbon, low alloy steel and stainless steel
AWS A5.22 E312T0(1)-1/4KS D 3612 YF312CJIS Z3323 TS312-FB0(1)
ApplicationsWelding of 29%Cr-9%Ni cast steel, dissimilar metals such as carbon steel or low alloysteel to austenitic stainless steel. Welding of AISI 304 clad steel. Under laying built up ofhard surfacing.
Characteristics(1) CSF-312 is flux cored wire and designed for fillet & H-F welding.(2) CSF-312P is flux cored wire and designed for all-position.(3) Shield gas is 100%CO2 or 80%Ar+20%CO2
Notes on usage(1) The optimum flow of CO2 for shielding is 20~25ℓ/min.(2) The distance between tip & base metal is to be 20~25㎜.(3) Protect the weld with a screen to prevent blowholes caused by wind where the
wind velocity is 2m/sec and more.(4) Over 0.3%C steel may be welded under preheating temperature.
YP TS EL N/mm2(MPa) N/mm2(MPa) %
Ø 1.2(0.045) 150~300 24~33 20~60
Ø 1.6(0.062) 200~400 24~33 20~60
Dia.mm(in) Current Voltage Speed (A) (V) (cm/min.)

Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
205
ApplicationsCSF-316L(P) is suitable for welding of low carbon 18%Cr-12%Ni-2%Mo stainless steel.
Characteristics(1) CSF-316L(P) is flux cored wire and designed for Fillet & H-F(All-position) welding with
CO2 gas Shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appear-
ance, better slag removal, and less quantity of welding fume comparable to solid wire.(3) Is containing Ferrite of a reasonable quantity and crack-resistance, integranular cor-
rosion resistance, mechanical properties of weld metal is superior.(4) Shield gas is 100%CO2 or Ar+CO2 gas.
Notes on usage(1) The optimum flow of CO2 for Shielding is 20~25ℓ/min.(2) Protect the weld with a screen to prevent blowholes caused by wind where the
wind velocity is 2m/sec and more.(3) Keep the distance between tip & base metal at 15~25mm.
CSF-316L(P)For 18%Cr-12%Ni-2%Mo Stainless steel
AWS A5.22 E316LT0(1)-1/-4KS D 3612 YF316LCJIS Z3323 TS316L-FB0(1)
(Shielding Gas : 100%CO2)Typical chemical composition of weld metal (%)
CSF-316L 0.03 1.45 0.60 0.019 0.012 18.5 12.4 2.20 8
CSF-316LP 0.03 1.20 0.60 0.020 0.008 18.6 12.5 2.50 7
CSF-316LP(Cryogenic) 0.03 1.25 0.50 0.020 0.008 18.4 12.8 2.30 6
C Mn Si P S Cr Ni No FN
Dia. mm (in)
1.2(0.045)
1.6(0.062)
Current(A) Voltage(V) Welding Speed(cm /min)
150~300 24~33 20~60
200~400 24~33 20~60
Size & recommended current range (DC +)
•Approval : CSF-316L : ABS, BV, DNV GL, KR, LR, NK / CSF-316LP(for cryogenic) : ABS, BV, DNV GL, LR
(Shielding Gas : 100%CO2)Typical mechanical properties of weld metal
CSF-316L 425 565 43.0 55 -
CSF-316LP 420 560 45.0 54 -
CSF-316LP(Cryogenic) 425 560 44.0 57 35
YP TS EL N/mm2(MPa) N/mm2(MPa) % 0℃ -196℃
IV (J)
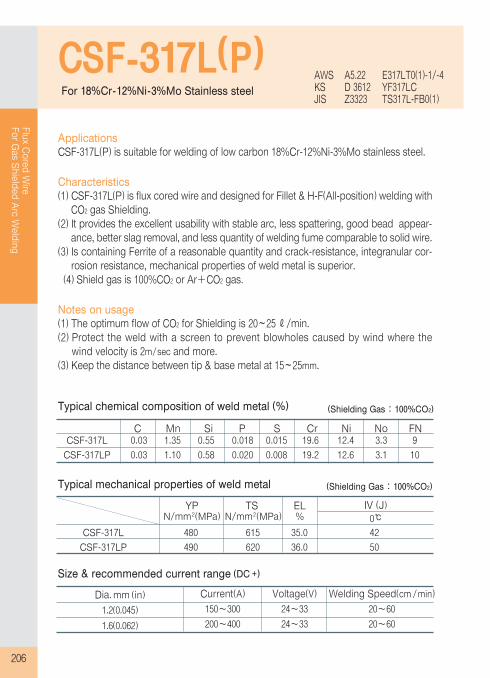
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
206
CSF-317L(P)For 18%Cr-12%Ni-3%Mo Stainless steel
AWS A5.22 E317LT0(1)-1/-4KS D 3612 YF317LCJIS Z3323 TS317L-FB0(1)
ApplicationsCSF-317L(P) is suitable for welding of low carbon 18%Cr-12%Ni-3%Mo stainless steel.
Characteristics(1) CSF-317L(P) is flux cored wire and designed for Fillet & H-F(All-position) welding with
CO2 gas Shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appear-
ance, better slag removal, and less quantity of welding fume comparable to solid wire.(3) Is containing Ferrite of a reasonable quantity and crack-resistance, integranular cor-
rosion resistance, mechanical properties of weld metal is superior.(4) Shield gas is 100%CO2 or Ar+CO2 gas.
Notes on usage(1) The optimum flow of CO2 for Shielding is 20~25ℓ/min.(2) Protect the weld with a screen to prevent blowholes caused by wind where the
wind velocity is 2m/sec and more.(3) Keep the distance between tip & base metal at 15~25mm.
(Shielding Gas : 100%CO2)Typical chemical composition of weld metal (%)
CSF-317L 0.03 1.35 0.55 0.018 0.015 19.6 12.4 3.3 9
CSF-317LP 0.03 1.10 0.58 0.020 0.008 19.2 12.6 3.1 10
C Mn Si P S Cr Ni No FN
(Shielding Gas : 100%CO2)Typical mechanical properties of weld metal
CSF-317L 480 615 35.0 42
CSF-317LP 490 620 36.0 50
YP TS EL N/mm2(MPa) N/mm2(MPa) %
IV (J)
0℃
Dia. mm (in)
1.2(0.045)
1.6(0.062)
Current(A) Voltage(V) Welding Speed(cm /min)
150~300 24~33 20~60
200~400 24~33 20~60
Size & recommended current range (DC +)

Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
207
ApplicationsCSF-347(P) is suitable for Welding of low carbon 18%Cr-8%Ni-Cb Stainless steel(SUS347), 18%Cr-8%Ni-Ti Stainless steel.
Characteristics(1) CSF-347(P) is flux cored wire and designed for Fillet & H-F(All-position) welding with
CO2 gas Shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appear-
ance, better slag removal, and less quantity of welding fume comparable to solid wire.(3) Is containing Ferrite of a reasonable quantity and crack-resistance, integranular cor-
rosion resistance, mechanical properties of weld metal is superior.(4) Shield gas is 100%CO2 or Ar+CO2 gas.
Notes on usage(1) The optimum flow of CO2 for Shielding is 20~25ℓ/min.
(2) Protect the weld with a screen to prevent blowholes caused by wind where thewind velocity is 2m/sec and more.
(3) Keep the distance between tip & base metal at 15~25mm.
CSF-347(P)For 18%Cr-8%Ni-Cb Stainless steel
AWS A5.22 E347T0(1)-1/-4KS D 3612 YF347CJIS Z3323 TS347-FB0(1)
(Shielding Gas : 100%CO2)Typical chemical composition of weld metal (%)
CSF-347 0.030 1.40 0.55 0.015 0.010 19.6 10.0 0.41 8.7
CSF-347P 0.028 1.40 0.50 0.012 0.009 19.5 10.01 0.45 9.0
C Mn Si P S Cr Ni Cb FN
(Shielding Gas : 100%CO2)Typical mechanical properties of weld metal
CSF-347 486 665 38.0 55
CSF-347P 474 624 38.0 58
YP TS EL N/mm2(MPa) N/mm2(MPa) %
IV (J)
0℃
Dia. mm (in)
1.2(0.045)
1.6(0.062)
Current(A) Voltage(V) Welding Speed(cm /min)
150~300 24~33 20~60
200~400 24~33 20~60
Size & recommended current range (DC +)

Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
208
ApplicationsCSF-409Ti is suitable for welding of low carbon 13%Cr-0.6%Ti stainless steel.
Characteristics(1) CSF-409Ti is flux cored wire and designed for Fillet & H-F welding with 98%Ar+2%O2
gas Shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appear-
ance, better slag removal, and less quantity of welding fume comparable to solid wire.(3) Is containing Ferrite of a reasonable quantity and crack-resistance, integranular cor-
rosion resistance, mechanical properties of weld metal is superior.(4) Shield gas is 98%Ar+2%O2 gas.
Notes on usage(1) The optimum flow of 98%Ar+2%O2 Shielding gas is 20~25ℓ/min.(2) Protect the weld with a screen to prevent blowholes caused by wind where the
wind velocity is 2m/sec and more.(3) Keep the distance between tip & base metal at 15~25mm.
CSF-409tiFor 13%Cr-0.6%Ti Muffler Welding AWS A5.22 E409T0-G
JIS Z3323 TS409-MA0
Dia. mm (in)
1.2(0.045)
1.4(0.052)
Current(A) Voltage(V) Welding Speed(cm /min)
150-260 20-33 20-80
180-260 20-33 20-80
Size & recommended current range (DC +)
(Shielding Gas : 98%Ar+2%O2)Typical chemical composition of weld metal (%)
0.03 0.58 0.62 0.018 0.012 11.25 0.95 C Mn Si P S Cr Ti
(Shielding Gas : 98%Ar+2%O2)Typical mechanical properties of weld metal
402 502 25
YP TS EL N/mm2(MPa) N/mm2(MPa) %
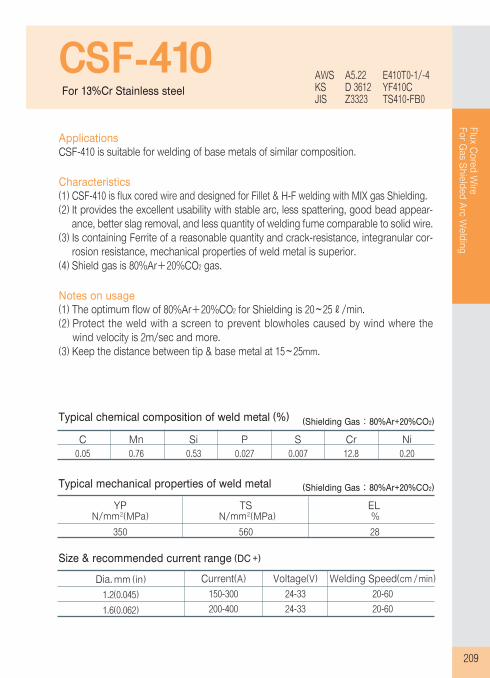
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
209
ApplicationsCSF-410 is suitable for welding of base metals of similar composition.
Characteristics(1) CSF-410 is flux cored wire and designed for Fillet & H-F welding with MIX gas Shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appear-
ance, better slag removal, and less quantity of welding fume comparable to solid wire.(3) Is containing Ferrite of a reasonable quantity and crack-resistance, integranular cor-
rosion resistance, mechanical properties of weld metal is superior.(4) Shield gas is 80%Ar+20%CO2 gas.
Notes on usage(1) The optimum flow of 80%Ar+20%CO2 for Shielding is 20~25ℓ/min.(2) Protect the weld with a screen to prevent blowholes caused by wind where the
wind velocity is 2m/sec and more.(3) Keep the distance between tip & base metal at 15~25mm.
CSF-410For 13%Cr Stainless steel
AWS A5.22 E410T0-1/-4KS D 3612 YF410CJIS Z3323 TS410-FB0
Dia. mm (in)
1.2(0.045)
1.6(0.062)
Current(A) Voltage(V) Welding Speed(cm /min)
150-300 24-33 20-60
200-400 24-33 20-60
Size & recommended current range (DC +)
(Shielding Gas : 80%Ar+20%CO2)Typical mechanical properties of weld metal
350 560 28
YP TS EL N/mm2(MPa) N/mm2(MPa) %
(Shielding Gas : 80%Ar+20%CO2)Typical chemical composition of weld metal (%)
0.05 0.76 0.53 0.027 0.007 12.8 0.20
C Mn Si P S Cr Ni
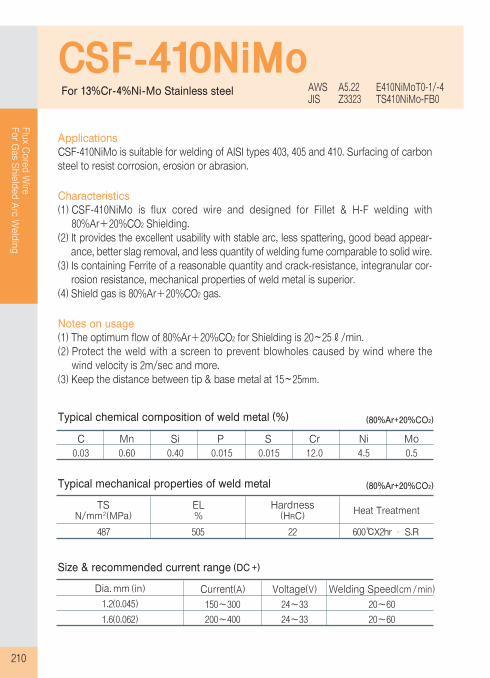
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
210
CSF-410NiMoFor 13%Cr-4%Ni-Mo Stainless steel AWS A5.22 E410NiMoT0-1/-4
JIS Z3323 TS410NiMo-FB0
Dia. mm (in)
1.2(0.045)
1.6(0.062)
Current(A) Voltage(V) Welding Speed(cm /min)
150~300 24~33 20~60
200~400 24~33 20~60
Size & recommended current range (DC +)
(80%Ar+20%CO2)
(80%Ar+20%CO2)
ApplicationsCSF-410NiMo is suitable for welding of AISI types 403, 405 and 410. Surfacing of carbonsteel to resist corrosion, erosion or abrasion.
Characteristics(1) CSF-410NiMo is flux cored wire and designed for Fillet & H-F welding with
80%Ar+20%CO2 Shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appear-
ance, better slag removal, and less quantity of welding fume comparable to solid wire.(3) Is containing Ferrite of a reasonable quantity and crack-resistance, integranular cor-
rosion resistance, mechanical properties of weld metal is superior.(4) Shield gas is 80%Ar+20%CO2 gas.
Notes on usage(1) The optimum flow of 80%Ar+20%CO2 for Shielding is 20~25ℓ/min.(2) Protect the weld with a screen to prevent blowholes caused by wind where the
wind velocity is 2m/sec and more.(3) Keep the distance between tip & base metal at 15~25mm.
Typical chemical composition of weld metal (%)
0.03 0.60 0.40 0.015 0.015 12.0 4.5 0.5
C Mn Si P S Cr Ni Mo
Typical mechanical properties of weld metal
487 505 22 600℃X2hr – S.R
TS EL Hardness Heat Treatment N/mm2(MPa) % (HRC)
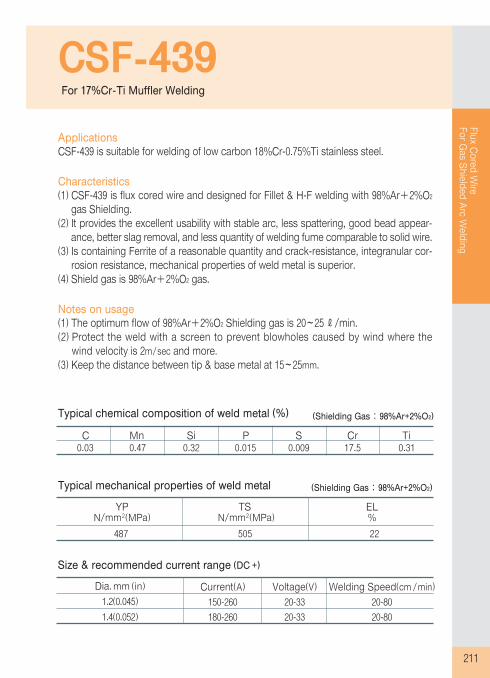
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
211
CSF-439For 17%Cr-Ti Muffler Welding
ApplicationsCSF-439 is suitable for welding of low carbon 18%Cr-0.75%Ti stainless steel.
Characteristics(1) CSF-439 is flux cored wire and designed for Fillet & H-F welding with 98%Ar+2%O2
gas Shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appear-
ance, better slag removal, and less quantity of welding fume comparable to solid wire.(3) Is containing Ferrite of a reasonable quantity and crack-resistance, integranular cor-
rosion resistance, mechanical properties of weld metal is superior.(4) Shield gas is 98%Ar+2%O2 gas.
Notes on usage(1) The optimum flow of 98%Ar+2%O2 Shielding gas is 20~25ℓ/min.(2) Protect the weld with a screen to prevent blowholes caused by wind where the
wind velocity is 2m/sec and more.(3) Keep the distance between tip & base metal at 15~25mm.
(Shielding Gas : 98%Ar+2%O2)Typical chemical composition of weld metal (%)
0.03 0.47 0.32 0.015 0.009 17.5 0.31 C Mn Si P S Cr Ti
(Shielding Gas : 98%Ar+2%O2)Typical mechanical properties of weld metal
487 505 22
YP TS EL N/mm2(MPa) N/mm2(MPa) %
Dia. mm (in)
1.2(0.045)
1.4(0.052)
Current(A) Voltage(V) Welding Speed(cm /min)
150-260 20-33 20-80
180-260 20-33 20-80
Size & recommended current range (DC +)

Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
212
CSF-2209(P)Duplex stainless steel AWS A5.22 E2209T0(1)-1/-4
JIS Z3323 TS2209-FB0(1)
CSF-2209 692 802 26.5 62 42
CSF-2209P 680 790 27.0 65 45
ApplicationsCSF-2209(P) is suitable for welding of low carbon 22%Cr-5%Ni-2%Mo-0.15%N duplexstainless steel.
Characteristics(1) CSF-2209(P) is flux cored wire and designed for Fillet & H-F(All-position) welding with
CO2 gas Shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appear-
ance, better slag removal, and less quantity of welding fume comparable to solid wire.(3) Is containing Ferrite of a reasonable quantity and crack-resistance, integranular cor-
rosion resistance, mechanical properties of weld metal is superior.
Notes on usage(1) The optimum flow of CO2 for Shielding is 20~25ℓ/min.(2) Protect the weld with a screen to prevent blowholes caused by wind where the
wind velocity is 2m/sec and more.(3) Keep the distance between tip & base metal at 15~25mm.
(Shielding Gas : 100%CO2)Typical chemical composition of weld metal (%)
CSF-2209 0.030 0.80 0.51 0.020 0.006 22.40 8.60 2.90 0.15 48
CSF-2209P 0.028 0.60 0.64 0.020 0.009 22.60 9.0 3.00 0.13 45
C Mn Si P S Cr Ni Mo N FN
Dia. mm (in)
1.2(0.045)
1.6(0.062)
Current(A) Voltage(V) Welding Speed(cm /min)
150~300 24~33 20~60
200~400 24~33 20~60
Size & recommended current range (DC +)
•Approval : CSF-2209P : ABS
(Shielding Gas : 100%CO2)Typical mechanical properties of weld metal
YP TS EL N/mm2(MPa) N/mm2(MPa) % 0℃ -50℃
IV (J)

Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
213
CSF-2507PSuper Duplex stainless steel
AWS A5.22 E2553T1-G
ApplicationsCSF-2507P is suitable for welding of low carbon 25%Cr-9%Ni-3%Mo-N duplex stainlesssteel.
Characteristics(1) CSF-2507P is flux cored wire and designed for All-position welding with CO2 gas
Shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appear-
ance, better slag removal, and less quantity of welding fume comparable to solid wire.
Notes on usage(1) The optimum flow of CO2 for Shielding is 20~25ℓ/min.(2) Protect the weld with a screen to prevent blowholes caused by wind where the wind
velocity is 2m/sec and more.(3) Keep the distance between tip & base metal at 15~25mm.
(Shielding Gas : 100%CO2)
(Shielding Gas : 100%CO2)
Typical chemical composition of weld metal (%)
0.02 1.0 0.45 25.2 8.7 3.1 0.15 40.4 52
C Mn Si Cr Ni Mo N PREN F/N
Dia. mm (in)
1.2(0.045)
1.6(0.062)
Current(A) Voltage(V) Welding Speed(cm /min)
150~300 24~33 20~60
200~400 24~33 20~60
Size & recommended current range (DC +)
Typical mechanical properties of weld metal
700 844 22.0 34
YP TS EL IV (J) N/mm2(MPa) N/mm2(MPa) % -46℃
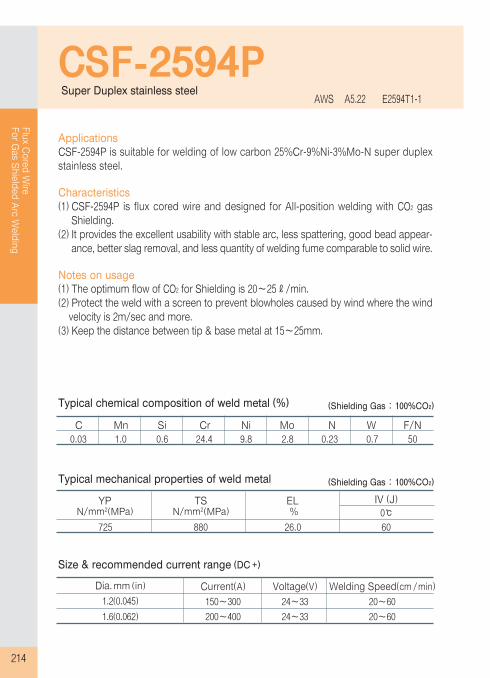
Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
214
CSF-2594PSuper Duplex stainless steel
AWS A5.22 E2594T1-1
ApplicationsCSF-2594P is suitable for welding of low carbon 25%Cr-9%Ni-3%Mo-N super duplexstainless steel.
Characteristics(1) CSF-2594P is flux cored wire and designed for All-position welding with CO2 gas
Shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appear-
ance, better slag removal, and less quantity of welding fume comparable to solid wire.
Notes on usage(1) The optimum flow of CO2 for Shielding is 20~25ℓ/min.(2) Protect the weld with a screen to prevent blowholes caused by wind where the wind
velocity is 2m/sec and more.(3) Keep the distance between tip & base metal at 15~25mm.
(Shielding Gas : 100%CO2)
(Shielding Gas : 100%CO2)
Typical chemical composition of weld metal (%)
0.03 1.0 0.6 24.4 9.8 2.8 0.23 0.7 50
C Mn Si Cr Ni Mo N W F/N
Dia. mm (in)
1.2(0.045)
1.6(0.062)
Current(A) Voltage(V) Welding Speed(cm /min)
150~300 24~33 20~60
200~400 24~33 20~60
Size & recommended current range (DC +)
Typical mechanical properties of weld metal
725 880 26.0 60
YP TS EL IV (J) N/mm2(MPa) N/mm2(MPa) % 0℃

Flu
x Core
d W
ireFor G
as Shie
lded
Arc W
eld
ing
215
CSF-2553PSuper Duplex stainless steel AWS A5.22 E2553T1-1/-4
JIS Z3323 TS2553-FB1
ApplicationsCSF-2553P is suitable for Welding of 25%Cr-9%Ni-3%Mo-N Stainless steel.
Characteristics(1) CSF-2553P is flux cored wire and designed for Fillet & H-F(All-position) welding with
CO2 gas or 75%Ar+25%CO2 gas Shielding.(2) It provides the excellent usability with stable arc, less spattering, good bead appearance,
better slag removal, and less quantity of welding fume comparable to solid wire.(3) Is containing Ferrite of a reasonable quantity and crack-resistance, integranular
corrosionresistance, mechanical properties of weld metal is superior.(4) Shield gas is 100%CO2 or Ar+CO2 gas.
Notes on usage(1) The optimum flow of CO2 for Shielding is 20~25ℓ/min.(2) Protect the weld with a screen to prevent blowholes caused by wind where the
wind velocity is 2m/sec and more.(3) Keep the distance between tip & base metal at 15~25mm.
(Shielding Gas : 100%CO2)
(Shielding Gas : 100%CO2)
Typical chemical composition of weld metal (%)
0.03 0.98 0.59 24.3 8.4 3.2 1.8 0.15 50
C Mn Si Cr Ni Mo Cu N FN
Dia. mm (in)
1.2(0.045)
1.6(0.062)
Current(A) Voltage(V) Welding Speed(cm /min)
150~300 24~33 20~60
200~400 24~33 20~60
Size & recommended current range (DC +)
Typical mechanical properties of weld metal
698 860 21.2 31.2
YP TS EL IV (J) N/mm2(MPa) N/mm2(MPa) % -40℃















![Introduction to Probability Models · 2017. 6. 23. · Answers and Solutions 5 = 1 ·P(E) + 0 ·P(F) + P{E before F} = [1 −P(E) −P(F)] Therefore, P{E before F} = P(E) P(E) + P(F)](https://static.fdocuments.us/doc/165x107/6112ee880abfa96f265eed56/introduction-to-probability-models-2017-6-23-answers-and-solutions-5-1-pe.jpg)


