OVN 40 Vibe+Oil Case

of 4
-
Upload
satyachaganti -
Category
Documents
-
view
214 -
download
0
Transcript of OVN 40 Vibe+Oil Case
-
7/27/2019 OVN 40 Vibe+Oil Case
1/4
Predictive Maintenance Services, Inc
Predictive Maintenance and
Reliability Engineering Services
Vibration & Oil Wear Particle Analysisof a 600 HP, 2-Pole Motor
Tom Spettel, Certified Vibration Specialist III
P-M-S-I
-
7/27/2019 OVN 40 Vibe+Oil Case
2/4
SummaryThe three-stage motor driven centrifugal air compressorhad been relocated to a new building. Vibration trendsshowed an increase in amplitude, with the largestincrease at 1x turning speed on the drive-end bearing ofthe motor. On-site screening of the oil from the motorbearing showed a large quantity of fine non-ferrouswear particles. Visual inspection of the bearingrevealed severe wear on the thrust face of the drive-endbearing. The root cause of the problem was improper
axial spacing between the flexible coupling faces. Thispulled the motor rotor off magnetic center and intocontact with the thrust bearing face.
Vibration DataPredictive maintenance on this utility air compressorincludes vibration measurements at all bearings on themotor and compressor. The motor points are takenwith a magnetically mounted accelerometer. Adhesivepads have been installed on the compressor points.
The skid mounted compressor was moved from another
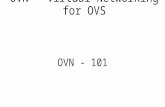
building within the manufacturing complex. Theweight of the motor required that the motor be removedfrom the skid during the relocation. The first PdMvibration readings after the relocation indicatedincreased vibration. The largest increase in amplitudewas on the drive-end of the motor in the axial direction.The predominant frequency of vibration was 1x turningspeed. The trend plot shows that the vibration had notreached the alarm point.
-
7/27/2019 OVN 40 Vibe+Oil Case
3/4
Predictive Maintenance Services, Inc
Predictive Maintenance and
Reliability Engineering Services
Vibration & Oil Wear Particle Analysisof a 600 HP, 2-Pole Motor
UTIL - AIR COMPRESSOR 1
AIR COMP 1-2A MOTOR DE BRG AXIAL
Trend Displayof
1xRPM
-- Baseline --
Value: .02192Date: 14-APR-98
0 400 800 1200 1600
0
0.03
0.06
0.09
0.12
0.15
0.18
0.21
0.24
Days: 17-JAN-94 To 06-MAR-98
PK
Velocityin
In/Sec
WARNING
ALERT
FAULT
Date:
Time:Ampl:
06-MAR-98
15:24:37.08354
P-M-S-I
Oil Testing ResultsOil analysis is also scheduled quarterly. The oil usedfor lubricating the compressor bull gear bearings, stagebearings, and gears is analyzed by a contract laboratorythat specializes in detection of wear in rotatingmachinery lubricants. The motor bearing oil isscreened on-site for oil quality and wear debris. Ifrequired, the oil can be sent out for a completelaboratory analysis.
The screening test results on the drive-end motorbearing oil showed no contamination or deterioration ofthe oil. The non-ferrous wear particles were evaluatedas bad. Visual observation of the oil under amicroscope showed a large quantity of small sizemetallic particles. These would most likely be from the
babbitt material in the bearing.
Visual Examination of the Motor BearingThe compressor was shutdown for visual inspection ofthe motor bearing. The damage to the thrust bearingwas evident. The bearing photograph, taken at themotor shop, shows the heavy scoring and removal ofbabbitt from the thrust surface (the new bearing isshown for comparison).
Alignment CheckThe alignment was checked prior to removing the motorfor repair. The face-to-face distance between couplinghalves, with the motor set to its magnetic center, wasless than the manufacturers specification. The skidwas also found to have soft foot conditions on severalof the support feet.
Wear
Contamination Chemistry
Extreme
Bad
Marginal
Fair
Good
AIR COMP 1 - COMPRESSOR #1
DE - MOTOR DRIVE END BEARING
Sample Date: 17-MAR-98
Wear - Bad
Contamination - Good
Chemistry - Fair
Estimated total water content 0.0000%In Solution 0% +Emulsified 0%
+Free 0% = 100%
-
7/27/2019 OVN 40 Vibe+Oil Case
4/4