Outgoing Reliability Assurance of 'End-Units'
10
Hilaire Ananda Perera Long Term Quality Assurance http://www.linkedin.com/in/hilaireperera Outgoing Reliability Assurance of “End- Units” using the Chance Defective Exponential (CDE) Model “Taguchi said that the Loss to Society increases as the value of a quality characteristic (i.e. Defect Density, Failure Rate, etc.) departs from the optimal value.” Environmental Stress Screening (ESS) is performed on most of the Electronic/Electrical products. However failure rate/time distribution analysis is not conducted always to evaluate the effectiveness of the Screening Process. We have placed too much emphasis on the Mean Time Between Failure (MTBF), and have ignored this valuable process to monitor and assure the Outgoing Reliability of our products Page 1
-
Upload
hilaire-ananda-perera-peng -
Category
Engineering
-
view
246 -
download
4
Transcript of Outgoing Reliability Assurance of 'End-Units'

Hilaire Ananda Perera Long Term Quality Assurance http://www.linkedin.com/in/hilaireperera
Outgoing Reliability Assurance of “End-Units” using the Chance Defective
Exponential (CDE) Model
“Taguchi said that the Loss to Society increases as the value of a quality characteristic (i.e. Defect Density, Failure Rate, etc.) departs
from the optimal value.”
Environmental Stress Screening (ESS) is performed on most of the Electronic/Electrical products. However failure rate/time distribution analysis is not conducted always to evaluate the effectiveness of
the Screening Process. We have placed too much emphasis on the Mean Time Between Failure (MTBF), and have ignored this
valuable process to monitor and assure the Outgoing Reliability of our products
Page 1

Hilaire Ananda Perera Long Term Quality Assurance http://www.linkedin.com/in/hilaireperera
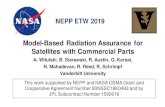
The Adaptive Environmental Stress (ESS) Screening Process
SUMMARY TO OTHER SCREENINGPROGRAMS
SUMMARY TO OTHER PROGRAM MANAGERS
IDENTIFY SCREENING
GOALS
DEVELOP SCREENING
PLANS
INDUSTRY EXPERIENCE
OTHER PROGRAM
EXPERIENCE
ASSESS IMPACT
FAVOURABLE
IMPACT?
SUMMARY TO PROGRAM MANAGER
SUMMARY TO QUALITY / RELIABILITY MANAGERS
CONTINUE OR REDUCE SCREENING
SCREENING GOAL MET?
EFFECTIVENESS REVIEW
DEVELOP FACILITIES
SPECIFICATIONS
ACQUIRE OR MODIFY TEST
FACILITIES
SPECIAL TESTS FOR FACILITIES
OR TOOLS
DEVELOP DETAILED
PROCEDURES
INCORPORATE IN ATPs
DEFINE DATA REQUIREMENTS
ORGANIZE DATA COLLECTION RESOURCES
COLLECT DATA FOR
EFFECTIVENESS REVIEW
IMPLEMENT SCREEN
PHASE 1
PHASE 2
PHASE 3
Yes
No
Yes
No
ESS is a process rather than a test in the normal accept/reject sense. Adaptive ESS is based on the adjustment of screens in response to previously observed screening results to minimize outgoing defects. With no firm failure mechanism/mode information, Random Vibration followed by Thermal Cycling with few Power On/Off cycles is a good default stress condition. Screening should not stress the equipment such that fatigue failures are precipitated. Contract terms should be flexible enough to permit modifications of screen parameters when such modifications can be shown to be beneficial.
Page 2

Hilaire Ananda Perera Long Term Quality Assurance http://www.linkedin.com/in/hilaireperera
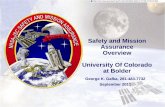
Accelerated Life Environmental Stress Screening
ESSFailure Rate (FR)
FR(t) = A + Be-Ct
X
X X
XX
OUTGOING RELIABILITY ASSURANCEC = Average rate of defect precipitation under a given set of stress conditions
B/C = Incoming Defect Density (Din)
Timet1 (variable)
Gather failure data and establish failure rate/time distribution functions
Starting t1 is based on equipment parts count. t1 is varied depending on the
effectiveness of the Stress Screen ( Adaptive ESS )
With proper screening levels assure that there are no manufacturing process
related failures. and latent defects ( i.e. ESS + FFT )
Performance of FFT is an accurate precursor to the kind of reliability
to be expected in the field
FFT = Failure Free Time
A / Normal Failure Rate = Acceleration Factor (AF)
Screening Strength (SS) = 1 - e-Ct
Test Strength (TS) = SS * Detection Efficiency (DE)
Outgoing Defect Density (Dout) = Din * (1 - TS)
Time To Remove 99.999% Defects = (-1/C)*ln (0.00001)
Chance Defective Exponential Model
Page 3

Hilaire Ananda Perera Long Term Quality Assurance http://www.linkedin.com/in/hilaireperera
Chance Defective Exponential (CDE) Model
CDE Model is based on the assumption that the population of components within a lot of like equipments is comprised of two subpopulations i.e. A main subpopulation of “good” components and a much smaller subpopulation of defectives. The defectives contain major flaws which degrade with stress and time and are manifested as early-life (infant mortality) failures. The failure rate of a defective component is several orders of magnitude greater than the failure rate of a “good” component. Therefore a relatively few defective components can dominate the reliability of the equipment during early product life
Page 4

Hilaire Ananda Perera Long Term Quality Assurance http://www.linkedin.com/in/hilaireperera
EXAMPLE: Based on the Average Rate of Defect Precipitation of 0.3320 (For details see Page 8) Defects/Hour, the Time To Remove 99.999% Defects is 34 Hours
NOTE 1: For multiple Screen Stops in a single unit, assume Total Cumulative Thermal Energy during “No Fault Found (NFF)” and/or “Burn-in Equipment (BIE)” failure and for true failure responsible for failure precipitation.
Task Sequence for ESS (Thermal Cycling) Failure Rate Distribution Analysis to Determine the Best Thermal Cycling Time
ESS Failure Data in Thermal Cycling
Establish Time To Failure Data Points (Note 1)
Establish Failure/Time Distribution
Establish Failure Rate/Time Distribution
Curve FIT The CDE [A + B*exp(-C*t)] Model Reference MIL-HDBK-344A
Using SigmaPlot Software Package
Examine the Goodness of Curve Fit Using Coefficient of Variation (CV) of parameters A,B,C
Determine Time To Remove 99.999% Defects
See Appendix A
Page 5

Hilaire Ananda Perera Long Term Quality Assurance http://www.linkedin.com/in/hilaireperera
What SigmaPlot can Do
Page 6

Hilaire Ananda Perera Long Term Quality Assurance http://www.linkedin.com/in/hilaireperera
Relevant SigmaPlot Screens
Relevant SigmaPlot Screens
Coefficient of Variation (CV) is the normalized version of Standard Error. CV provides a relative measure of data dispersion compared to the Mean, and is used as a gauge of the accuracy of the fitted curve parameters.
Equation selection for the Chance Defective Exponential Model
Page 7

Hilaire Ananda Perera Long Term Quality Assurance http://www.linkedin.com/in/hilaireperera
Time to Failure
Failure Rate
CDE Model Parameters
CDE Model plotted. This plot shows that most of the latent Defects are taken out of the End-Unit
Page 8

Hilaire Ananda Perera Long Term Quality Assurance http://www.linkedin.com/in/hilaireperera
Control The Consumption of Useful Life
The purpose of the Environmental Stress Screening (ESS) process is to remove latent defects without consuming an unacceptable portion of the “End-Unit” Useful Life. A common practice in thermal cycling ESS is to require the last cycle, or the last two or three (usually the number of cycles are based on the % of failed components) to be failure free with no limit placed on the maximum number of cycles to which the product is subjected. If a failure occurs in a cycle that is required to be failure free, the appropriate corrective action is performed and the cycle is repeated. Thus the failure of one element, such as a component or connection, of a system causes the entire system to be subjected to additional cycles. The following shows how to control the consumption of useful life
Acceleration Factor (AF) = RateFailurePredicted
Curve ESS of Rate FailureConstant
NOTE: When a high confidence field failure rate is obtained, do not use the predicted failure rate to get the true AF estimate
Allowable Cumulative ESS Time for Multiple Repairs
= AF
ESSfor Allowable Life UsefulMax. % * Hr) (Op Life Useful
Page 9

Hilaire Ananda Perera Long Term Quality Assurance http://www.linkedin.com/in/hilaireperera
APPENDIX A
A METHOD FOR FAILURE RATE CALCULATION
A.1 AVERAGE FAILURE RATE ESTIMATE
For any age t, the average failure rate estimate it̂ at that age, for a
homogeneous sample of identical units which are being subjected to a reliability test while functioning in the same application and operation environment, is given by the formula:
it̂ =
N t
N t tf
T i
where; Nf (t) = Number of units failing in the age increment t or on the time period from age ti to ti + t. NT (ti) = Number of units in test, or under observation at the beginning (by definition) of the age increment t or at age ti. t = Age increment after ti, during which Nf (t) units fail. A.2 DATA GATHERING FORMAT (a) Divide the time axis into suitable time increments, 2 hour increments (If
Thermal Cycle is 2 Hours) are suggested, starting from time 0 (b) Plot a scatter diagram of failures as they occur during the test (c) Count the number of failures in each time slot and calculate the failure rate
according to the equation in paragraph A.1
(d) Tabulate the failure rate it̂ and elapsed failure times (ti) taking the mid
point of each time slot as the point estimate of the failure time
Page 10