Otto Suchsland and George E. Woodson E. Woodson core stock under ... Bros. Company laboratory in...
12
U. S. Department of Agriculture Forest Service Research Paper50-116 Otto Suchsland and George E. Woodson Southern Forest Experiment Station Forest Service U. S. Department of Agriculture 1976
Transcript of Otto Suchsland and George E. Woodson E. Woodson core stock under ... Bros. Company laboratory in...

U. S. Department of AgricultureForest Service Research Paper 50-116
Otto Suchsland and George E. Woodson
Southern Forest Experiment Station
Forest ServiceU. S. Department of Agriculture
1976

Properties of Medium-Density Fiberboard
Produced in an ()il-Heated Laboratory PressOtto Suchsland
andGeorge E. Woodson
core stock under fine veneers and other surfacefinishes. It is produced by reducing raw ma-terial to fibers in pressurized disk refiners;these fibers are then bonded together with lowviscosity, low tack, synthetic resins and formedinto mats. The process offers an oppOrtunityfor profitably utilizing wood once consideredwaste because it tolerates wide variation inraw material such as species composition,geometric configuration, and bark inclusion.
Commercially produced MDF has better ma-chining characteristics than conventional par-ticleboard, good screw-holding vower, and highinternal bond strength. These features are inpart attributed to the use of high frequencyenergy to cure the resin in the press (Raddin1967). In conventional pressing, severe den-sity contrasts (face to core) are produced athigh temperatures and high pressures, and arecaused by the temperature gradients occurringin the mat during the initial phase of the presscycle (Strickler 1959, Suchsland 1967). Itis claimed that high frequency moderates thisdensity contrast (Anon. 1974). On the otherhand, high frequency curing requires higherinitial investment and results in higher oper-ating costs (Vajda 1970).
The primary objective of this study was toinvestigate the possibilities of producing highquality medium-density fiberboard without theuse of high frequency energy. Prelim.inaryresults were presented earlier (Suchsland andWoodson 1975).
PROCEDURE
Material Collection and Preparation
Thirteen sweetgurn (Liquidambar stYT'ClcifluaL.) trees were felled, hand-peeled, and chippedat a local sawmill. Trees averaged 8.4 inches in
Medium-density fibeTboards from pres-surized double-disk refined fibers have aclose correlation between laYeT densityand layer dynamic modulus of elasticity.Density distribution over the thicknesswas readily controlled by manipulatingplaten temperature and applied pressure.Thus, overall modulus of elasticity couldbe adjusted. In contrast to modulus ofelasticity, internal bond was sensitive toresin level and resin distribution. Millingthe fibeTS afteT blending with 8, 10, and12 percent resin solids increased internalbond strengths by 73, 71, and 82 percent,respectively. FibeTboards from mixedhardwoods produced commerCially in anigh frequency press had dense face laYeTs(0.98 g/cc) aM leu dense cores (0.60g/cc); such density profiles could be dupli-cated with sweetgum fibers pressed at335°F and 480 to 820 psi in a convention-any heated press. Linear expansion of thecommercial boards was higher and thick-ness sweU lower than that of laboratoryhot-pressed sweetgum boards. At equaldensities, dynamic modulus of elasticitywas lower in the commerCial boards thanin the sweetgum boards.ADDITIONAL KEYWORDS: Density profiles,modulus of elasticity, platen temperature,in~rnal bond, resin level, resin distribu-tion, Liquidambar styraciflua, linear ex-pansion, thickness swell.
Medium-density fiberboard (MDF) is util-ized in manufacture of furniture, cabinets, and
The authors are Professor of Forestry, Michiaan StateUniversity, East Lansing, Michigan, and Wood Scientlat.Southem Forest Experiment Station, Forest Servlce--USDA,Pineville. Louisiana.
Michigan A«riculturaJ Experiment Station Journal ArticieNo. 7553.

A supplementary study was designed toinvestigate the effect of resin level (8, 10, or12 percent) and resin distribution. Fiberswere run through a Sprout Waldron 12-inchsingle-disk refiner equipped with spike-toothdisk sections either before (b) or before andafter (b & a) the blending operation (fig. lA).The plate clearance was adjusted so that fibercharacteristics remained unchanged and fiberclumps formed in the blender were dispersed.Mats were formed on an improved, time-saving
d.b.h. and 52.4 feet in total height. All materialto a 4-inch top diameter was utilized. Averagespecific gravity of disks removed at breastheight was 0.51 (based on ovendry weight andgreen volume).
Green chips were transported to the BauerBros. Company laboratory in Springfield, Ohio,for refining in a Bauer 418 pressurized re-finer.' Refiner conditions were held constantat dwell time of 5 minutes, steam pressure of100 psi, plate clearance of 0.050 inch, and feedrate of 4.53 ovendry tons per day. Green chipsentered the refiner at a density of 21.7 Ibft:1and 109 percent moisture content. Wet fibersemerged at a density of 4.3 lb,ift:i and 130 per-cent moisture content.
Fibers were dried in a small rotating drumcapable of drying about 100 pounds of wetfibers per load. Hot air (about 240°F) wasintroduced through the tumbling fibers fromthe center; wet fibers were dried to less than5 percent moisture content in 31,,~ hours.
The distribution of fiber lengths was meas-ured on a Bauer-McNett model 203-A classi-fier:
Mesh I
+8-8/ +14-14/ +28-28/ +48-48/+100-100
Percent
33.817.521.813.02.4
11.5
Fiber Blending and Mat Formation
Fibers were tumbled in a rotating woodendrum while a center-mounted spray gun dis-persed a resin and wax mixture. Resin levelwas 8 percent (Allied Chemical Fiberbondbinder); wax solids equalled 1 percent (Her-cules Inc., Paracol 404N).
Treated fibers were brushed through o/4-inchhardware cloth mounted on top of a formingbox. Final mat size was 18 by 20 inches andabout 13 inches thick for a o/4-inch board at adensity of 45 Ib/ft3; mats for %-inch boardswere :1alf as thick. Mat moisture content wasabout 12 percent.
Filure I.-In the aupplementa11l experiment, fibeT.were f~uffed in a SpTout-WaldTon Te-finer (A). then run through a mech-anized forming de11tce (B).
-. Mention of trade names is solely to identify material and
equipment used and doel not Imply endorsement by theU. S. Department of Aarlculture.
. Tyler standard lieves; minus indicates pusin& . liven
Icreen; plUi indicates retained by a liven screen.
2

device, employing a set of engaging spikeswhich evenly distributed the fibers in a form-ing box beneath (fig. IB).
bined with high laminating pressure of 1,500psi was intended to approach a uniform den-sity condition.
Preliminary tests showed that the followingcuring times in the hot-press were adequatefor the corresponding platen temperatures andboard thicknesses :
Board ManufactureIn the main experiment (table 1), we varied
prepress pressure, hot-press pressure, and pla-ten temperature to try to reduce closing timeand thus moderate density contrast. All matswere prepressed at room temperature in aRiehle testing machine. Series A, B, and Cwere pressed at 60 psi. To obtain pressure of650 psi, it was necessary to rip mats into 9-by 20-inch halves and press each half indi-vidually (Series D, E, F). Several of thesehalf-mats were separated into face and corelayers (50 percent in core and 25 percent ineach face); the layers were prepressed at 60psi or 650 psi and reassembled before hot-pressing (fig. 2). This high compression com-
Platen Board Total presstemperature t!!ickness time
of Inch Min
335 ~4 9% 6
250 0/4 12% 8
Thickness stops controlled board thicknes~..Closing time was controlled indirectly by themagnitude of the applied pressure.
Series G boards were a special effort toeliminate density contrast entirely. Mats werecompressed to final thickness (=¥4 inch) in theunheated hot-press before applying heat.Temperature was increased from 70°F to285°F over a period of 11/4 hours. During thisperiod of time and before any resin curing hadtaken place, the mat had lost essentially allresistance to compression and therefore wasnot trying to spring back to its original shape.
In the supplementary experiment (table 2),all mats were prepressed at 60 psi and hot-pressed at 820 psi. Platen temperatures were250 and 335°F, and closing time ranged from8 to 10 seconds.
(])
Determination of Board Properties
Two strips 111s by 18 inches were rippedfrom the center of each board, weighed, andmeasured for density calculations.
The resonance frequency, i.e., frequency atwhich maximum vibrations existed (Bair1964), was measured on an osciUoscope andused to calculate the dynamic modulus of elas-
ticity (E) as follows:fr2ISw(5.4 x 10-6)-. ". -E=
h3b
FiCUre 2.-Mata for th"ee-laye7' bOCl"ds: (A) .erie.E-face p'r'epf'essed at 650 psi and COTep'r'epf'eued at 60 psi fo" 2 minutes, (B).me. F -face p'r'epf'e..ed at 60 psi andCOTe p'r'epf'ened at 650 psi fOT 2 min-ute..
where:E = effective dynamic modulus of elasti-
city, psifr = resonance frequency1 = leng.th, in
3


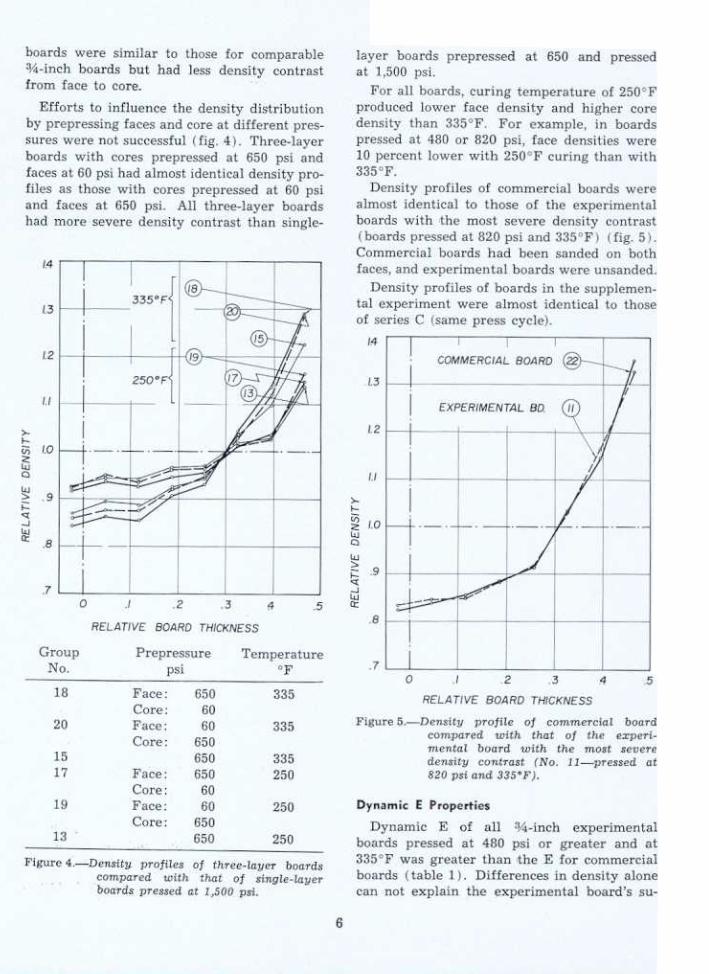




swelling and higher linear expansion than ex-perimental boards support this explanation.
Thus, the actual process of mat formation isvital in obtaining the specific board charac-teristics desired and must be considered aswell as press cycle.
REFERENCES
Anon.1974. Summary of the discussion period at
the pressure-refined fiber session. InProc., Seventh Washington StateUniv. Symp. on Particleboard, p. 69-79.
Suchsland, Otto.1967. Behavior of a particleboard mat dur-
ing the press cycle. For. Prod. J.17(2): 26-29.
Suchsland, Otto.1970. Optical determination of linear ex-
pansion and shrinkage of wood. For.Prod. J. 20(5): 26-29.
Suchsland, Otto.1972. Linear hygroscopic expansion of se-
lected commercial particleboards. For.Prod. J. 22( 11) : 28-32.
Suchsland, Otto.1973. Hygroscopic thickness swelling and
related properties of selected com-mercial particleboards. For. Prod. J.23(7): 26-30.
Suchsland, Otto, and G. E. Woodson.1975. Effect of press cycle variables on den-
sity gradient of medium-density fiber-board. In Proc., Eighth WashingtonState Univ. Symp. on Particleboard,p. 375-396.
Vajda, Peter.1970. The economics of particleboard man-
ufacture reviSited or an assessment ofthe industry in 1970. In Proc., FourthWashington State Univ. Symp. onParticleboard, p. 5-46.
Bair, J. G., Jr.1964. Static and dynamic mOdulus of elas-
ticity of hardboard. Masters Thesis.Mich. State Univ., East Lansing. 67 p.
Raddin, H. A.1967. High frequency pressing and medium
density fiberboard. In Proc., FirstWashington State Univ. Symp. onParticleboard, p. 391-401.
Strickler, M. D.1959. Effect of press cycles and moisture
coJrtent on properties of douglas-firflakeboard. For. Prod. J. 9: 203-215.
10
~
Suchsland, Otto, and George E. Woodson
1976. Properties of medium-density fiberboard produced inan oil-heated laboratory press. South. For. Exp. Stn.,New Orleans, La. 10 p. (USDA For. Serv. Res. Pap.80-116 )
Fiberboards from mixed hardwoods produced commercially in a highfrequency press had dense face layers (0.98 g/cc) and less dense cores(0.60 gl cc); such density profiles could be duplicated with sweetgumfibers pressed at 335°F and 480 to 820 psi in a conventionally heatedpress. Because of the close correlation between layer density andlayer dynamic modulus of elasticity in experimental fiberboards,controlline the density distribution by manipulating platen tempera-ture and applied pressure also affected overall MOE. Internal bondwas affected by resin level and resin distribution.ADDITIONAL KEYWORDS: Density profiles, modulus of elasticity, platentemperature, internal bond, resin level, resin distribution, Liquidam-baT at'JITaciflua, linear expaD8ion, thickness swell.