Optimisation and experimental verification of startup … strategy has been used in the process...
13
Optimisation and experimental verification of startup policies for distillation columns Gu ¨nter Wozny, Pu Li * Institute of Process and Plant Technology, Technical University Berlin, KWT9, 10623 Berlin, Germany Abstract Startup of distillation columns is one of the most difficult operations in the chemical industry. Since the startup often lasts a long period of time, leads to off-spec products, and costs much energy, optimisation of startup operating policies for distillation columns is of great interest. In the last few years, we have carried out both theoretical studies and experimental verifications with the purpose of minimising the startup time of distillation columns. Model-based optimisation as well as real plant implementation is the core of this work. The model is at first validated with experimental data and then used in the optimisation problem formulation. A rigorous column model and a sequential dynamic optimisation approach have been applied to several pilot distillation columns. Experimental results indicate that a significant reduction of the startup time can be achieved by implementing the developed optimal policies. These results demonstrate the applicability of the modelling and optimisation methodology. # 2003 Elsevier Ltd. All rights reserved. Keywords: Startup; Distillation column; Modelling; Optimisation; Experimental verification 1. Introduction Due to its nature of phase transition, large time delay and strong interaction between variables, the startup of distillation columns are one of the most difficult operations in the chemical industry. The startup of industrial columns lasts several to dozens of hours. Since the process is unproductive during the startup period, it is desired to shorten this period by optimising startup operation policies. In spite of its importance, however, very little previous work has been done on startup optimisation for distillation processes, due to the difficulties of combining the theoretical and experimen- tal investigations. Conventionally, the so called direct setting strategy has been used in the process industry: the values of control variables corresponding to the specified steady state are set to the columns for startup and one just waits for the column running to the steady state. A long time period is usually needed for startup by using this strategy. Empirical startup strategies have been proposed for single columns to improve the startup performance. Total reflux (Ruiz, Carmeron & Gani, 1988) and zero reflux (Kruse, Fieg & Wozny, 1996) strategies together with a large reboiler duty have been proposed. The switching time from total or zero reflux to values at the steady state is determined by the criterion proposed by Yasuoka, Nakanisshi and Kunu- gita (1987), i.e. at the time point when the difference between the temperature at the steady state on some trays and their measured value reaches the minimum. Since a column startup is influenced by many factors such as column structure, the type of trays and packing, component properties in the mixture as well as the top and bottom product specifications, these empirical strategies are suitable only for some specific cases. Therefore, systematic approaches concerning these in- fluential factors are required to solve general startup optimisation problems for distillation columns. This calls for systematic methodologies of modelling and optimisation. The essential difficulty in modelling column startup lies in the fact that it is a quite complicated dynamic process. In most startup models of distillation columns, the three-phase-model proposed by Ruiz et al. (1988) has been used. The procedure of a startup from a cold, empty column to the required operating point consists * Corresponding author. Tel.: /49-30-3142-3418; fax: /49-30- 3142-6915. E-mail address: [email protected] (P. Li). Computers and Chemical Engineering 28 (2004) 253 /265 www.elsevier.com/locate/compchemeng 0098-1354/03/$ - see front matter # 2003 Elsevier Ltd. All rights reserved. doi:10.1016/S0098-1354(03)00181-9
-
Upload
hoangthuan -
Category
Documents
-
view
218 -
download
2
Transcript of Optimisation and experimental verification of startup … strategy has been used in the process...

Computers and Chemical Engineering 28 (2004) 253�/265
www.elsevier.com/locate/compchemeng
Optimisation and experimental verification of startup policies fordistillation columns
Gunter Wozny, Pu Li *
Institute of Process and Plant Technology, Technical University Berlin, KWT9, 10623 Berlin, Germany
Abstract
Startup of distillation columns is one of the most difficult operations in the chemical industry. Since the startup often lasts a long
period of time, leads to off-spec products, and costs much energy, optimisation of startup operating policies for distillation columns
is of great interest. In the last few years, we have carried out both theoretical studies and experimental verifications with the purpose
of minimising the startup time of distillation columns. Model-based optimisation as well as real plant implementation is the core of
this work. The model is at first validated with experimental data and then used in the optimisation problem formulation. A rigorous
column model and a sequential dynamic optimisation approach have been applied to several pilot distillation columns.
Experimental results indicate that a significant reduction of the startup time can be achieved by implementing the developed
optimal policies. These results demonstrate the applicability of the modelling and optimisation methodology.
# 2003 Elsevier Ltd. All rights reserved.
Keywords: Startup; Distillation column; Modelling; Optimisation; Experimental verification
1. Introduction
Due to its nature of phase transition, large time delay
and strong interaction between variables, the startup of
distillation columns are one of the most difficult
operations in the chemical industry. The startup of
industrial columns lasts several to dozens of hours. Since
the process is unproductive during the startup period, it
is desired to shorten this period by optimising startup
operation policies. In spite of its importance, however,
very little previous work has been done on startup
optimisation for distillation processes, due to the
difficulties of combining the theoretical and experimen-
tal investigations. Conventionally, the so called direct
setting strategy has been used in the process industry:
the values of control variables corresponding to the
specified steady state are set to the columns for startup
and one just waits for the column running to the steady
state. A long time period is usually needed for startup by
using this strategy. Empirical startup strategies have
been proposed for single columns to improve the startup
* Corresponding author. Tel.: �/49-30-3142-3418; fax: �/49-30-
3142-6915.
E-mail address: [email protected] (P. Li).
0098-1354/03/$ - see front matter # 2003 Elsevier Ltd. All rights reserved.
doi:10.1016/S0098-1354(03)00181-9
performance. Total reflux (Ruiz, Carmeron & Gani,
1988) and zero reflux (Kruse, Fieg & Wozny, 1996)
strategies together with a large reboiler duty have been
proposed. The switching time from total or zero reflux
to values at the steady state is determined by the
criterion proposed by Yasuoka, Nakanisshi and Kunu-
gita (1987), i.e. at the time point when the difference
between the temperature at the steady state on some
trays and their measured value reaches the minimum.
Since a column startup is influenced by many factors
such as column structure, the type of trays and packing,
component properties in the mixture as well as the top
and bottom product specifications, these empirical
strategies are suitable only for some specific cases.
Therefore, systematic approaches concerning these in-
fluential factors are required to solve general startup
optimisation problems for distillation columns. This
calls for systematic methodologies of modelling and
optimisation.The essential difficulty in modelling column startup
lies in the fact that it is a quite complicated dynamic
process. In most startup models of distillation columns,
the three-phase-model proposed by Ruiz et al. (1988)
has been used. The procedure of a startup from a cold,
empty column to the required operating point consists

Fig. 1. A two-stage model.
G. Wozny, P. Li / Computers and Chemical Engineering 28 (2004) 253�/265254
of three phases: (1) heating the column by the rising
vapour, (2) filling the trays by the reflux and (3) running
the column to the defined steady state. The discontin-
uous phase is the time period from an empty, coldcolumn to the beginning state of equilibrium. In the
second phase, the holdup of the trays is filled from the
top to the bottom. Hangos, Hallager, Csaki and
Jorgensen (1991) studied the discontinuous phase with
a simplified non-equilibrium model. Wang, Li, Wozny
and Wang (2001) proposed a model considering the
tray-by-tray state transfer from non-equilibrium to
equilibrium for the first phase and described the secondphase by using two different weirs on the tray. Com-
pared with the first two phases (usually less than 1 h),
the third phase requires the longest time and, therefore,
possesses the potential to reduce the startup period by
developing optimal policies. In addition, hydrodynamic
properties on trays and packings in the column play an
important role in modelling startup processes and thus
should be considered. Although various startup modelshave been proposed, very few studies have been made to
utilise these models for column startup optimisation.
Based on an established model, simulation can be
made by solving the model equations to study the
startup behaviour (Ruiz, Basualdo & Scenns, 1995;
Bisowarno & Tade, 2000; Eden, Koggersbol, Hallager
& Jorgensen, 2000Wang et al., 2001). For simulation an
operating policy during startup has to be defined apriori. This means it may be neither optimal in the sense
of minimising the startup time, nor feasible in the sense
of holding the process constraints (e.g. the product
specifications at the desired steady state). Thus, a
mathematical optimisation has to be employed to search
for an optimal as well as feasible operating policy.
Optimisation approaches to solving large-scale pro-
blems have been proposed in the previous studies(Vassiliadis, Pantelides & Sargent, 1994; Cervantis &
Biegler, 1998; Li, Arellano-Garcia, Wozny & Reuter,
1998). The basic idea of these approaches is to discretise
the dynamic system into a large non-linear program-
ming (NLP) problem so that it can be solved by an NLP
solver like sequential quadratic programming (SQP).
However, although these dynamic optimisation ap-
proaches have been proved efficient in many casestudies, to the best of our knowledge, they have not
been applied to startup optimisation problems for real
distillation columns.
Derived from the above review, it can be concluded
that the theoretical studies on column startup modelling
and optimisation approaches have been well developed.
This implies that it is possible to apply these results in
real columns for startup optimisation. However, nosuccessful industrial application of these results has been
reported. This is because implementation issues have
remained a concern, primary due to the mathematical
complexity inherent in the modelling and optimisation
approaches. To convince the process industry of the
applications, verifications of these theoretical results on
real plants have to be made.
During the last few years, we have carried out asystematic study including both theoretical and experi-
mental investigations to develop optimal operating
policies for distillation columns (Kruse, Fieg & Wozny,
1996; Flender, Fieg & Wozny, 1996; Lowe, Li & Wozny,
2000; Wendt, Konigseder, Li & Wozny, 2002). The aim
of the work was to answer two questions: (1) which
model is currently suitable for column startup optimisa-
tion? (2) Which optimisation approach can be used tosolve the startup optimisation problem? Model-based
optimisation has been conducted in the work. Three
different models are used to describe the startup
behaviours of distillation columns. A detailed equili-
brium model was validated by experimental studies on
the pilot plants and used in the optimisation problem
formulation. A sequential NLP approach and the
simulated annealing (SA) algorithm were used andmodified for optimising column startup. The developed
optimal startup policies were verified on different pilot
columns. Extensive experiments were conducted to test
the optimisation results. As a result, significant reduc-
tion of the startup time can be achieved by implement-
ing the optimal operating policy.
2. Modelling column startup
In this section we present three different models used
for describing column startup operations. A simple two-
stage model is first considered to estimate the beha-
viours of startup and to gain a rough insight into the
dynamics of distillation columns. As shown in Fig. 1, the
model consists only of a total condenser and a reboiler.The dynamic component balance of the system is then:
HUdxB
dt�Fxf �DxD�BxB (1)
where F , D and B represent the molar flow rate of feed,
the distillate and bottom flow, respectively. xf , xD , xB
are the composition of these three flows. HU denotes
the total molar holdup of the system, while V and L are
the vapour as well as liquid flows inside the column. The
mass balance and equilibrium of the system can be
simply described as F�/D�/B and xD �/KxB (where K
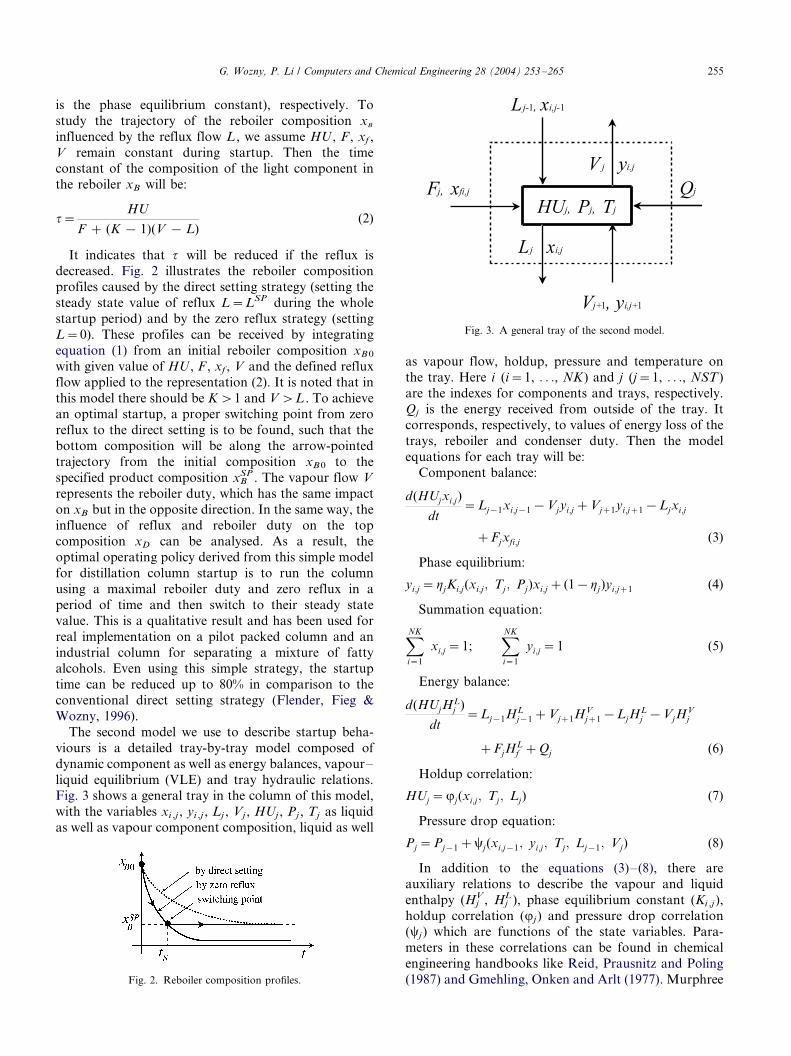
Fig. 3. A general tray of the second model.
G. Wozny, P. Li / Computers and Chemical Engineering 28 (2004) 253�/265 255
is the phase equilibrium constant), respectively. To
study the trajectory of the reboiler composition xB
influenced by the reflux flow L , we assume HU , F , xf ,
V remain constant during startup. Then the timeconstant of the composition of the light component in
the reboiler xB will be:
t�HU
F � (K � 1)(V � L)(2)
It indicates that t will be reduced if the reflux is
decreased. Fig. 2 illustrates the reboiler compositionprofiles caused by the direct setting strategy (setting the
steady state value of reflux L�/LSP during the whole
startup period) and by the zero reflux strategy (setting
L�/0). These profiles can be received by integrating
equation (1) from an initial reboiler composition xB 0
with given value of HU , F , xf , V and the defined reflux
flow applied to the representation (2). It is noted that in
this model there should be K �/1 and V �/L . To achievean optimal startup, a proper switching point from zero
reflux to the direct setting is to be found, such that the
bottom composition will be along the arrow-pointed
trajectory from the initial composition xB 0 to the
specified product composition xBSP . The vapour flow V
represents the reboiler duty, which has the same impact
on xB but in the opposite direction. In the same way, the
influence of reflux and reboiler duty on the topcomposition xD can be analysed. As a result, the
optimal operating policy derived from this simple model
for distillation column startup is to run the column
using a maximal reboiler duty and zero reflux in a
period of time and then switch to their steady state
value. This is a qualitative result and has been used for
real implementation on a pilot packed column and an
industrial column for separating a mixture of fattyalcohols. Even using this simple strategy, the startup
time can be reduced up to 80% in comparison to the
conventional direct setting strategy (Flender, Fieg &
Wozny, 1996).
The second model we use to describe startup beha-
viours is a detailed tray-by-tray model composed of
dynamic component as well as energy balances, vapour�/
liquid equilibrium (VLE) and tray hydraulic relations.Fig. 3 shows a general tray in the column of this model,
with the variables xi ,j , yi ,j , Lj , Vj , HUj , Pj , Tj as liquid
as well as vapour component composition, liquid as well
Fig. 2. Reboiler composition profiles.
as vapour flow, holdup, pressure and temperature on
the tray. Here i (i�/1, . . ., NK ) and j (j�/1, . . ., NST )
are the indexes for components and trays, respectively.
Qj is the energy received from outside of the tray. Itcorresponds, respectively, to values of energy loss of the
trays, reboiler and condenser duty. Then the model
equations for each tray will be:
Component balance:
d(HUjxi;j)
dt�Lj�1xi;j�1�Vjyi;j�Vj�1yi;j�1�Ljxi;j
�Fjxfi;j (3)
Phase equilibrium:
yi;j �hjKi;j(xi;j; Tj; Pj)xi;j�(1�hj)yi;j�1 (4)
Summation equation:
XNK
i�1
xi;j �1;XNK
i�1
yi;j �1 (5)
Energy balance:
d(HUjHLj )
dt�Lj�1HL
j�1�Vj�1HVj�1�LjH
Lj �VjH
Vj
�FjHLf �Qj (6)
Holdup correlation:
HUj �8j(xi;j; Tj; Lj) (7)
Pressure drop equation:
Pj �Pj�1�cj(xi;j�1; yi;j; Tj; Lj�1; Vj) (8)
In addition to the equations (3)�/(8), there are
auxiliary relations to describe the vapour and liquid
enthalpy (HjV , Hj
L), phase equilibrium constant (Ki ,j),
holdup correlation (8j) and pressure drop correlation(cj ) which are functions of the state variables. Para-
meters in these correlations can be found in chemical
engineering handbooks like Reid, Prausnitz and Poling
(1987) and Gmehling, Onken and Arlt (1977). Murphree

G. Wozny, P. Li / Computers and Chemical Engineering 28 (2004) 253�/265256
tray efficiency (hj) is introduced to describe the non-
equilibrium behaviour. It is a parameter that can be
validated by comparing the simulation results and the
operating data. In addition, the heat loss of the column
is usually significant and should be considered in the
modelling and validated with experimental data. The
total model equations formulate a complex large-scale
differential algebraic equation (DAE) system. Using this
equilibrium model, the startup is described by the time
period from the first time point at which the phase
equilibrium is reached on all trays to the desired steady
state. The starting point corresponds to the state at
which the first drop of the liquid of the mixture reaches
the top of the column.
The third model we proposed is a hybrid model that
depicts column startup from a cold, empty state (Wang
et al., 2001), which is the extension of the second model.
Each tray is described from a non-equilibrium phase in
which only mass and energy transfer is taking place to
an equilibrium phase in which VLE is reached. The
switching point between these two phases is determined
by the bubble-point temperature at the operating
pressure. Fig. 4 illustrates the state transition of the
trays: from the empty cold state (EM)0/liquid accumu-
lation (LA)0/VLE. It describes the states of trays in the
rectifying section during startup. It differs from the
stripping section due to the downstream from the feed
flow. Using this model the simulation of startup
procedures becomes more reliable.For the purpose of optimisation of column startup, a
compromise between the model accuracy and the
problem solvability has to be made. On the one hand,
an accurate model is needed to describe startup beha-
viours, so that the optimisation results can be so credible
that they can be directly implemented on the real plants.
On the other hand, a complicated model may lead to a
complex optimisation problem, which can not be solved
with the existing solution approaches. The second model
described above can represent the largest part of the
startup period and the available optimisation ap-
Fig. 4. State transition of trays during startup.
proaches can be applied to this model. Therefore, we
use the equilibrium model formulated by (3)�/(8) to
describe distillation columns for startup optimisation in
this work.
3. Optimisation approaches
In most cases, the aim of optimisation of column
startup is to minimise the startup time period. It leads to
a dynamic optimisation problem usually with reflux rate
and reboiler duty as the decision variables. A general
dynamic optimisation problem can be described as:
minf (x; u)
s:t: g(x; x; u)�0
h(x; x; u)]0
x(0)�x0
xmin5x5xmax
umin5u5umax (9)
where f , g and h are the objective function, vectors of
model equations and process constraints, respectively. x
and u are vectors of state and decision variables. Here g
includes all equations of the startup model and hrepresents the process restrictions and predefined steady
state specifications. An initial state x0 of the column is
required to define the state from which the optimisation
problem is considered. Approaches to solve such
dynamic optimisation problems usually use a discretisa-
tion method to transform the dynamic system into an
NLP problem. Collocation on finite elements (Finlay-
son, 1980) and multiple shooting (Bock & Plitt, 1984)are two common methods for the discretisation. The
solution approaches to such problems can be classified
into simultaneous approaches (Cervantis & Biegler,
1998), where all discretised variables are included in a
huge NLP problem, and sequential approaches (Logs-
don & Biegler, 1992; Vassiliadis et al., 1994; Feehery &
Barton, 1998), where a simulation step is adopted to
compute the dependent variables as well as theirgradients and thus only the independents are solved by
NLP. Although these approaches have been proved to
be able to solve large-scale dynamic optimisation
problems, reports on the solution of complex problems
such as startup models of distillation columns for
separating multi-component mixtures, are rarely found
in the literature.
We have applied two different approaches to solve thedynamic optimisation problem for startup optimisation.
The first one is a gradient-based sequential approach (Li
et al., 1998), which is briefly described in the following.

G. Wozny, P. Li / Computers and Chemical Engineering 28 (2004) 253�/265 257
Using collocation on finite elements the considered time
period [t0, tf ] is discretised into time intervals (l�/1, . . .,NL ). Collocation on finite elements is used due to its
high discretisation accuracy. In each interval the vari-ables on the collocation points (i�/1, . . ., NC ) are to be
computed. With Lagrangian polynomial approximation
the state variables in (9) in interval l will be:
xl(t)�XNC
i�0
p(t)xl;i�XNC
i�0
�YNC
j�0
j"i
t � tj
ti � tj
�xl;i (10)
where ti is the time point corresponding to collocation
point i . On the collocation points:
xl(ti)�XNC
j�0
Pj(ti)xl;j �xl;i i�1; NC (11)
xl(ti)�XNC
j�0
dPj(ti)
dtxl;j i�1; NC (12)
Principally, the decision variables in (9) can also beapproximated with orthogonal polynomials. However,
for the ease of practical implementation, we consider the
form of piecewise constant controls. After this discreti-
sation, problem (9) is now transformed to (13), which
includes state variables on all time intervals and at all
collocation points in each interval. Thus it is now a
large-scale NLP problem:
minf (xl;i; ul)
s:t: gl;i(xl;i; ul)�0
hl;i(xl;i; ul)]0
x1;0�x(0)
xmin5xl;i5xmax
umin5ul 5umax (13)
To solve it with a sequential framework, the equality
constraints will be eliminated by means of an extra
simulation step, i.e. by integrating the model equations
with the Newton method. In the integration step, wetake advantage of the well-structured sparse Jacobian
matrix of the column model in the Gauss-elimination to
achieve high computation efficiency. The elimination of
the model equations (denoted as xl ,i �/8l ,i (ul )) leads to a
small optimisation problem described as (14), which
includes only the control variables and the inequality
constraints.
minf (8l;i(ul); ul)
s:t: hl;i(8l;i(ul); ul)]0
umin5ul 5umax (14)
A two-layer approach to solve this problem is
proposed: SQP is used to optimise the independent
variables in the optimisation layer, while the discretised
state variables are solved in the simulation layer. The
independent variables include the controls (which are
assumed to have a piecewise constant form in each time
interval) as well as the lengths of the time intervals. The
analytical gradients of the objective function and the
inequality constraints to the controls are computed
inside each interval. These gradients will be transferred
from an interval to the next interval through the
continuity conditions for the state variables. The sparse
structure of the related matrices is utilised in the
sensitivity computation. For details on the approach
we refer to Li et al. (1998).
In a recent study (Wendt, Li & Wozny, 2000), a
multiple time-scale strategy is proposed to modify this
approach for solving strong non-linear problems. The
number of time intervals determines the length of each
interval and the size of the optimisation problem. The
large time intervals should be long enough for the
practical realisation as well as for the reduction of the
computation time concerning the sensitivity calculation.
The small time intervals are adjusted in the simulation
layer and their length will be kept more flexible to
guarantee the accuracy and convergence in the Newton
iteration. This is also important for checking the
inequality path constraints between the collocation
points inside one time interval, such that the length of
the time interval is modified to ensure the constraints to
be satisfied at all times. This modification makes it
possible for the approach to be applied to strong non-
linear processes such as distillation of mixtures with
abnormal VLE behaviours as well as use of column
pressure as an optimisation variable. A FORTRAN
package DOSOK (dynamic optimisation with SQP and
orthogonal collocation) was developed to carry out the
computation. This package has been applied to startup
optimisation for different distillation columns described
in the next section.
The second approach we have used is SA, which is a
stochastic search method. The advantage of this method
is that it does not require sensitivity information and
thus can be connected directly to an available simulator
(Hanke & Li, 2000; Li, Lowe, Arellano-Garcia &
Wozny, 2000). Since commercial simulation software is
widely used in industry, using SA is an easy way to
conduct startup optimisation. The shortcoming of this
method is its low computation efficiency, i.e. many runs
of simulation are needed to reach the optimal solution.
SA is applied to the startup study on a pilot column with
20 bubble-cap trays for separating a methanol-water
mixture (see Section 4.2).
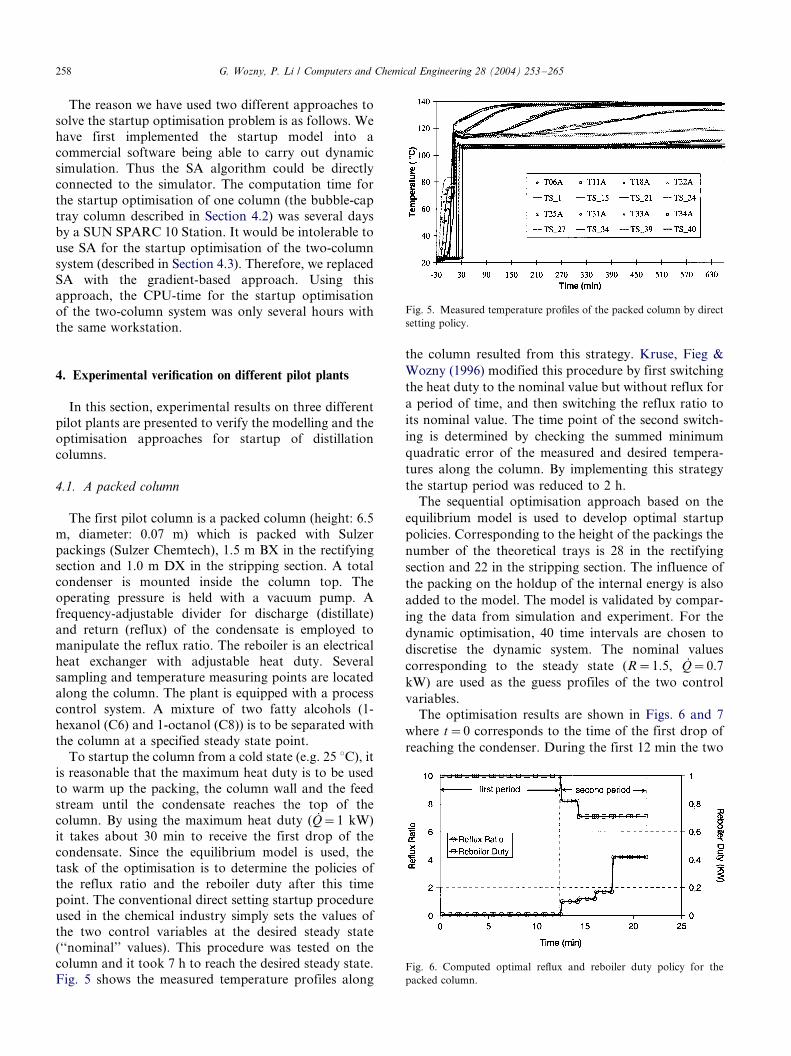
Fig. 5. Measured temperature profiles of the packed column by direct
setting policy.
G. Wozny, P. Li / Computers and Chemical Engineering 28 (2004) 253�/265258
The reason we have used two different approaches to
solve the startup optimisation problem is as follows. We
have first implemented the startup model into a
commercial software being able to carry out dynamicsimulation. Thus the SA algorithm could be directly
connected to the simulator. The computation time for
the startup optimisation of one column (the bubble-cap
tray column described in Section 4.2) was several days
by a SUN SPARC 10 Station. It would be intolerable to
use SA for the startup optimisation of the two-column
system (described in Section 4.3). Therefore, we replaced
SA with the gradient-based approach. Using thisapproach, the CPU-time for the startup optimisation
of the two-column system was only several hours with
the same workstation.
Fig. 6. Computed optimal reflux and reboiler duty policy for the
packed column.
4. Experimental verification on different pilot plants
In this section, experimental results on three different
pilot plants are presented to verify the modelling and theoptimisation approaches for startup of distillation
columns.
4.1. A packed column
The first pilot column is a packed column (height: 6.5
m, diameter: 0.07 m) which is packed with Sulzer
packings (Sulzer Chemtech), 1.5 m BX in the rectifyingsection and 1.0 m DX in the stripping section. A total
condenser is mounted inside the column top. The
operating pressure is held with a vacuum pump. A
frequency-adjustable divider for discharge (distillate)
and return (reflux) of the condensate is employed to
manipulate the reflux ratio. The reboiler is an electrical
heat exchanger with adjustable heat duty. Several
sampling and temperature measuring points are locatedalong the column. The plant is equipped with a process
control system. A mixture of two fatty alcohols (1-
hexanol (C6) and 1-octanol (C8)) is to be separated with
the column at a specified steady state point.
To startup the column from a cold state (e.g. 25 8C), it
is reasonable that the maximum heat duty is to be used
to warm up the packing, the column wall and the feed
stream until the condensate reaches the top of thecolumn. By using the maximum heat duty (/Q/�/1 kW)
it takes about 30 min to receive the first drop of the
condensate. Since the equilibrium model is used, the
task of the optimisation is to determine the policies of
the reflux ratio and the reboiler duty after this time
point. The conventional direct setting startup procedure
used in the chemical industry simply sets the values of
the two control variables at the desired steady state(‘‘nominal’’ values). This procedure was tested on the
column and it took 7 h to reach the desired steady state.
Fig. 5 shows the measured temperature profiles along
the column resulted from this strategy. Kruse, Fieg &
Wozny (1996) modified this procedure by first switching
the heat duty to the nominal value but without reflux for
a period of time, and then switching the reflux ratio to
its nominal value. The time point of the second switch-
ing is determined by checking the summed minimum
quadratic error of the measured and desired tempera-
tures along the column. By implementing this strategy
the startup period was reduced to 2 h.
The sequential optimisation approach based on the
equilibrium model is used to develop optimal startup
policies. Corresponding to the height of the packings the
number of the theoretical trays is 28 in the rectifying
section and 22 in the stripping section. The influence of
the packing on the holdup of the internal energy is also
added to the model. The model is validated by compar-
ing the data from simulation and experiment. For the
dynamic optimisation, 40 time intervals are chosen to
discretise the dynamic system. The nominal values
corresponding to the steady state (R�/1.5, Q/�/0.7
kW) are used as the guess profiles of the two control
variables.The optimisation results are shown in Figs. 6 and 7
where t�/0 corresponds to the time of the first drop of
reaching the condenser. During the first 12 min the two

Fig. 7. Computed optimal composition profiles of the packed column.
G. Wozny, P. Li / Computers and Chemical Engineering 28 (2004) 253�/265 259
control variables should be kept at their limiting values
(R�/0.1, Q/�/1 kW) to run the column at the maximum
speed. After this period the reflux ratio begins toincrease and at the same time the reboiler duty begins
to decrease, which slows down the run to prevent an
overshooting. By doing so the column is allowed to slide
to the desired steady state as fast as possible, because of
the improvement of the separation effect. This can be
clearly seen from Fig. 7: the distillate composition drops
in the first 12 min due to the maximum heating and the
minimum reflux, with which the bottom purity isincreased quickly. In the second period the distillate
composition returns to its specification due to the rising
reflux ratio and the decreasing reboiler duty. From the
computed results, the total startup period would be 52
min (i.e. 30 min to the first condensate plus 22 min to the
steady state). The startup time of the implementation of
the optimal policy to the pilot plant was found to be 1 h,
as shown in Fig. 8.
4.2. A bubble-cap tray column
The second pilot column we used for experimental
verification is a tray-by-tray column. The column has a
diameter of 100 mm and 20 bubble-cap trays with a
Fig. 8. Measured temperature profiles of the packed column by the
optimal policy.
central downcomer. Isolation coat is mounted to pre-
vent the heat loss from the column wall. The boilup is
provided by an electrical reboiler with a maximum duty
of 30 kW. The condensation is carried out by a total
condenser with cooling water. The plant is equipped
with temperature, pressure, level and flow rate measure-
ments and electrical valves for the flow control. All
input/output signals are treated by a process control
system. Several control loops have been configured and
implemented on the plant. The control system is
connected to the local area network to manage experi-
mental data. The composition of the feed stream,
distillate and bottom product is measured off-line with
a gas chromatograph. We consider the separation of a
mixture of water and methanol by this plant. The
startup of the column to the steady state with a purity
of 99.5 mol% for both methanol and water was studied.
SA is used for the startup of this plant and the
equilibrium model is used in the problem formulation.
The model was implemented in the software SPEEDUP as
a simulator, which is called by a file of the SA algorithm.
The problem definition is the minimisation of the time
period from an initial state of the column to the desired
steady state. Fig. 9 shows the computed optimal
operation policy and Fig. 10 shows the corresponding
product purity profiles. It is interesting to note the
difference between the optimal policies of the packed
column (Fig. 6) and the tray column (Fig. 9). Unlike the
operating policy for the packed column shown in Fig. 6,
both the reflux rate and reboiler duty shown in Fig. 9 for
this tray column should be high in the first period and
should be decreased to the steady state nominal value in
the second period. Figs. 10 and 11 shows the measured
bottom and top temperature profiles by different startup
policies: (a) direct setting; (b) zero reflux; (c) optimal
policy. All three experiments had the same feed condi-
tion (composition: 29 mol% of methanol, flow rate: 15 l/
h, temperature: 60 8C). It can be seen that the time taken
for reaching both bottom and top temperature at steady
state was 220, 170 and 120 min by the three different
policies, respectively, as shown in Fig. 12.
Fig. 9. Computed optimal policy for the bubble tray column.

Fig. 10. Computed optimal purity profiles for the bubble tray column.
Fig. 11. Measured bottom temperature profiles of the bubble tray
column.
Fig. 12. Measured top temperature profiles of the bubble tray column.
Fig. 13. The heat-integrated column system.
G. Wozny, P. Li / Computers and Chemical Engineering 28 (2004) 253�/265260
4.3. A heat-integrated column system
As shown in Fig. 13, the third pilot plant considered is
a heat-integrated column system consisting of a high
pressure (HP) and a low pressure (LP) column, with 28
and 20 bubble-cap trays, respectively. The vapour from
HP is introduced as the heating medium to the reboiler
of LP. Due to the heat-integration startup of the plant
becomes complicated. The end of the startup period is
defined as the time when both columns have arrived at
the desired steady state. The startup time can be defined
as the objective function subject to the steady state
conditions. Since this kind of formulation may cause
numerical expenses, the following formulation is used asan alternative to describe this optimisation problem:
min gtf
t0
[(xHPD �xD�)2�(xLP
D �xD�)2�(xHPB �xB�)2
�(xLPB �xB�)2]dt (15)
where xD � and xB � are the distillate and bottom
product specifications, respectively, for the light com-
ponent. t0 is the initial time point and tf is the final time
point. The pilot plant with the parallel arrangement to
separate a mixture of methanol and water is considered.
The total feed flow is splitted into two parallel flows to
the two columns and both columns have top and bottomproduct. This arrangement represents a typical opera-
tion case of such processes in the chemical industry. The
input constraints are the limitations of the control
variables, i.e. the reflux flow of both HP and LP and
the reboiler duty of HP:
05LHP(t)5LHPmax (16)
05LLP(t)5LLPmax (17)
05QHP(t)5QHPmax

Fig. 15. Computed optimal composition profiles during startup.
Fig. 16. Computed optimal temperature profiles during startup.
G. Wozny, P. Li / Computers and Chemical Engineering 28 (2004) 253�/265 261
The feed condition (flow, composition and tempera-
ture) is determined through experiment such that it will
lead to a proper vapour and liquid load for the two
columns. With the equilibrium model, we assume the
starting state for the optimisation at the time point when
the pressure of HP reaches 2.5 bar, at which both
columns just approach VLE and the heat-integration
takes place. The state variables at this initial state can be
computed with the help of the measured data in the past
experiment. Moreover, the profile of the pressure rising
in the HP has to be estimated (Wendt et al., 2002).
Furthermore, to deal with the time-optimal problem, a
sufficiently large time horizon has to be chosen, in order
to ensure the plant to reach the steady state. The final
optimisation results of the optimal trajectories of the
reboiler duty for HP and the reflux flow for both
columns are shown in Fig. 14. The corresponding
product composition and temperature profiles are
shown in Figs. 15 and 16, respectively.As shown in Fig. 14, the optimisation results illustrate
that at the beginning a high value of the reboiler duty
should be chosen, since it is necessary to increase
especially the bottom temperatures and thus the purity
of the bottom products. With a slight time delay, the
two refluxes need to be increased in order for the two
columns to approach the desired purity of both top and
bottom products as fast as possible, as shown in Figs. 15
and 16. However, as soon as the column system reaches
close to the steady state, the controls need to be step by
step decreased down to their steady state level. It should
be noted that the optimisation results are developed
based on the model. The model reflects the steady state
points of the pilot plant fairly well and also depicts
roughly the shape of the experimentally measured
profiles, but there is still a large model-mismatch
concerning the time delay.
From the optimisation results, a startup rule for
practical purpose can be obtained. It can be seen in
Fig. 14 that there is one certain time point at which the
control parameters have to be decreased drastically.
Fig. 14. Computed optimal trajecto
When this decrease for the reboiler duty has to be made,
the temperature of the bottom in the LP has reached the
value of approximately 98 8C. Since this temperature is
the major concern for startup operation of this plant,
this value can be used as a switching criterion. To
transfer the optimisation results to a practical operation
policy, an easy-implementing strategy can be derived,
which means that the plant is first operated with the
maximum value for all control parameters until the
bottom of the LP reaches its switching temperature and
then all the control parameters are switched to their
steady state values.
ries of the control variables.

G. Wozny, P. Li / Computers and Chemical Engineering 28 (2004) 253�/265262
For comparison of startup time, different operating
policies were implemented in different startup runs for
the experimental verification. A feed flow of a
methanol�/water mixture (F�/34.5 l/h, xf �/0.3 mol/
mol, Tf �/60 8C) was to be separated. The feed flows
of the two columns are set as constant with their steady
state value (F1�/19 l/h, F2�/15.5 l/h). The feed tray is
set at 10th tray for HP and 6th tray for LP. The
operating pressure at steady state is 4.7 bar for HP and
atmospheric for LP. The startup of the pilot plant from
a cold, empty state (at atmospheric temperature and
pressure) to the desired steady state (xD ��/0.99, xB ��/
0.01 mol/mol for both columns) was considered. Based
on simulation as well as experimental results, the bottom
and top temperatures of the two columns corresponding
to the steady state purity specifications are TBssHP �/
144 8C, TTssHP �/108 8C and TBss
LP �/99 8C, TTssLP �/65 8C,
respectively. And the corresponding values of the
control variables at this steady state are QssHP �/9.54
kW, LssHP �/26 l/h, Lss
LP �/11.2 l/h. During startup, the
level and flow control loops shown in Fig. 13 are active,
while the temperature control loops (except for the
cooling water temperature control) are set to open loop
in order to manually implement the startup policies.
The direct setting strategy was first implemented for
startup. Fig. 17 shows the measured temperature
profiles of the two columns. It can be seen that there
is a time delay of about 50 min for the top temperature
of LP (TTLP) to begin to increase after the top tempera-
ture of HP (TTHP ) rises. This is because the driving force
of LP is from the latent heat of the vapour from HP.
However, despite of the delay, TTLP first reached its
steady state value. It took 465 min for all temperatures
to approach their steady state. Moreover, it is shown
that the warm-up time of the two columns (i.e. the
Fig. 17. Measured temperature pro
discontinuous phase) was about 10 and 20 min, respec-
tively.
The second strategy studied was the total distillate
strategy. In a beginning period the condensed liquidfrom both columns was pulled out as distillate (zero
reflux) and then the operation was switched to the reflux
flow for the steady state value. The reboiler duty
remained constant during startup. This total distillate
strategy has the advantage to accelerate the rise of the
bottom temperature of both columns. The switching
point from zero reflux to the nominal reflux value was
decided by the minimum point of the following function:
MT �XN
i�1
½Ti�Tss;i½ (19)
which is the sum of discrepancies of measured tempera-tures on all trays (there is a temperature sensor on each
tray for the pilot plant) and their desired values at the
steady state. The value of this function was on-line
computed and observed, through which the switching
time point can be determined. Fig. 18 shows the
measured temperature profiles caused by the total
distillate strategy. Due to zero reflux before the switch-
ing, the temperature increased with a fast speed. Anover-shooting of the top temperature of both columns
was observed. Because of the heat-integration, the
bottom temperature of LP is stagnated and thus without
over-shooting. Switching the reflux flow to their steady
state value led to a decrease of the top temperature of
both columns. The total startup time for all tempera-
tures to reach their steady state value was reduced to 403
min.The optimal strategy developed by the optimisation
was implemented in the third experimental run. From
the optimisation results shown in Fig. 14, the control
files by direct setting strategy.

Fig. 18. Measured temperature profiles by total distillate strategy.
G. Wozny, P. Li / Computers and Chemical Engineering 28 (2004) 253�/265 263
variables (the reflux flow for both columns and the
reboiler duty for HP) should be first set at an optimised
maximal value for a time period and then decreased
gradually to their steady state value. From the practical
point of view, it is desired to implement a simple startup
policy. Therefore, we simply tailored the numerically
optimised operating policy shown in Fig. 14 into a two-
stage strategy. The optimised maximal values of the
control variables (QoptHP �/11.14 kW, Lopt
HP �/29 l/h,
LoptLP �/13.5 l/h) were taken in the first period and the
steady state values were set in the second period to the
pilot plant. The switching time point was chosen at the
time when the bottom temperature of LP reaches 98 8Cthat is almost approaching its steady state value.
Fig. 19. Measured temperature p
Fig. 19 shows the top and bottom temperature
profiles of both columns by the optimal strategy. With
the enhanced values of the control variables, TBHP , TT
HP
and TBLP rose fast to their steady state value before the
switching. After the switching the two columns con-
tinued running to the desired steady state. It can be seen
that HP ran a little bit over the steady state before the
switching in order to provide enough energy to LP, so
that both columns could approach the desired steady
state as quickly as possible. Compared with the results
of the other startup strategies (Figs. 17 and 18), the
optimal strategy really resulted in the best startup
performance and thus took the shortest startup time.
With the optimal strategy, the total startup time was
rofiles by optimal strategy.

G. Wozny, P. Li / Computers and Chemical Engineering 28 (2004) 253�/265264
about 300 min, which is 64% of the time needed by the
direct setting strategy.
5. Conclusions
The theoretical work on dynamic process modelling,
simulation and optimisation has been well-developed in
the last two decades. However, very few studies on the
validation and implementation of such results to real
plants for column startup have been made in the past.
Although there exist profit incentives, no industrial
application has been reported on realisation of dynamicoptimisation results. Extensive and intensive work on
practical verification needs to be conducted to bridge the
theoretical development and the industrial application,
so as to convince the process industry to apply the
theoretical results. To this end, beside the theoretical
work of modelling, simulation and optimisation, prac-
tical issues including plant and equipment engineering
should be considered.In this work, we have considered the startup optimi-
sation problem, which represents one of the most
complicated dynamic operations in chemical industry.
Dozens of hours are needed in industrial practice for
column startup and it results in large amount of off-spec
products. Many factors have impacts on the perfor-
mance of startup operations. There exist no general
rules of startup strategies for all kinds of distillationcolumns. We used a systematic approach including
modelling, model validation, optimisation and imple-
mentation on the real pants to address this problem.
Model-based optimisation for searching time-optimal
policies for column startup was the core of this work. A
detailed equilibrium model was chosen for the base of
optimisation. The model was at first validated (e.g. tray
efficiency, tray holdup, column heat loss etc.) and thenused for startup policy development. Reflux and reboiler
duty policies for startup were searched for and verified
on different pilot plants. The temperature profiles on
trays of the column were measured as signals to observe
the performances by different startup strategies. Sig-
nificant reduction of startup time was achieved by
implementing the optimal policies, in comparison to
the conventional startup strategy. The experimentalresults demonstrated the applicability of the modelling
and optimisation results, showing that they can be
applied to start up industrial columns.
An extension of this work will be the optimisation of
column startup based on the non-equilibrium model, so
as to include the time period from the cold, empty state
to the equilibrium state into the problem formulation.
Moreover, heuristics for column startup is to be devel-oped. These heuristics may depend on the properties of
equipment (packings, tray-internals), the features of
mixtures to be separated, as well as the requirement of
the desired steady state. Moreover, the startup of some
distillation columns with special characteristics such as
reactive distillation and three-phase distillation is also a
future challenge.
Acknowledgements
We thank Deutsche Forschungsgemeinschaft (DFG)
for the financial support in this work under the contract
WO565/6-3 and WO565/10-3.
References
Bisowarno, B. H., & Tade, M. O. (2000). Dynamic simulation of
startup in ethyl tert-butyl ether reactive distillation with input
multiplicity. Industrial and Engineering Chemistry Research 39 ,
1950.
Bock, H. G., & Plitt, J. (1984). A multiple shooting algorithm for
direct solution of optimal control problems, IFAC 9th world
congress . Budapest, Hungary, 2�/6 July 1984.
Cervantis, A., & Biegler, L. T. (1998). Large-scale DAE optimization
using a simultaneous NLP formulation. American Institute of
Chemical Engineering Journal 44 , 1038.
Eden, M. R., Koggersbol, A., Hallager, L., & Jorgensen, S. B. (2000).
Dynamics and control during startup of heat integrated distillation
column. Computers and Chemical Engineering 24 , 1091.
Feehery, Y. W. F., & Barton, P. I. (1998). Dynamic optimization with
state variable path constraints. Computers and Chemical Engineer-
ing 22 , 1241.
Finlayson, B. A. (1980). Nonlinear analysis in chemical engineering .
New York: McGraw-Hill.
Flender, M., Fieg, G., & Wozny, G. (1996). Classification of new
product changeover strategy (NPS) for different application of
distillation columns. Computers and Chemical Engineering 20
(Suppl), S1131.
Gmehling, J., Onken, U., & Arlt, W. (1977). VLE data collection .
Frankfurt: DECHEMA.
Hangos, K.M., Hallager, L., Csaki, Z.S., & Jorgensen, S.B. (1991). A
qualitative model for simulation of the startup of a distillation
column with energy feedback. In: L. Puigjaner & A. Espuna (Eds.),
Computer-oriented process engineering , pp. 87�/92. Elsevier.
Hanke, M., & Li, P. (2000). Simulated annealing for the optimization
of batch distillation processes. Computers and Chemical Engineer-
ing 24 , 1.
Kruse, C., Fieg, G., & Wozny, G. (1996). A new time-optimal strategy
for column startup and product changeover. Journal of Process
Control 6 , 187.
Li, P., Arellano-Garcia, H., Wozny, G., & Reuter, E. (1998).
Optimization of a semibatch distillation process with model
validation on the industrial site. Industrial and Engineering
Chemistry Research 37 , 1341.
Li, P., Lowe, K., Arellano-Garcia, H., & Wozny, G. (2000). Integra-
tion of simulated annealing to a simulation tool for dynamic
optimization of chemical processes. Chemical Engineering Proces-
sing 39 , 357.
Logsdon, J. S., & Biegler, L. T. (1992). Decomposition strategies for
large-scale dynamic optimization problems. Chemical Engineering
Science 47 , 851.
Lowe, K., Li, P., & Wozny, G. (2000). Development and experimental
verification of a time-optimal startup strategy for a high purity
distillation column. Chemical Engineering Technology 23 , 841.

G. Wozny, P. Li / Computers and Chemical Engineering 28 (2004) 253�/265 265
Reid, R. C., Prausnitz, J. M., & Poling, B. E. (1987). The properties of
gases and liquids . New York: McGraw-Hill.
Ruiz, A., Basualdo, M. S., & Scenns, N. J. (1995). Reactive distillation
dynamic simulation. Industrial and Engineering Chemistry Research
73 (A), 363.
Ruiz, A., Carmeron, I., & Gani, R. (1988). A generalized dynamic
model for distillation columns-III. Study of startup operations.
Computers and Chemical Engineering 12 , 1.
Vassiliadis, V. S., Pantelides, C. C., & Sargent, R. W. H. (1994).
Solution of a class of multistage dynamic optimization problems, 1.
Problems without path constraints. Industrial Engineering and
Chemical Research 33 , 2111.
Wang, L., Li, P., Wozny, G., & Wang, S. Q. (2001). Simulation of
startup operation for batch batch distillation starting from a cold
state, American Institute of Chemical Engineering Annual Meeting ,
4�/9 November 2001, Reno, Nevada, paper 85h.
Wendt, M., Konigseder, R., Li, P., & Wozny, G. (2002). Theoretical
and experimental studies on startup strategies for a heat-
integrated distillation column system, International
conference on distillation and absorption . Baden-Baden, 30.09-
02.10.2002.
Wendt, M., Li, P., & Wozny, G. (2000). Batch distillation optimization
with a multiple time-scale sequential approach for strong nonlinear
processes. In: S. Pierucci, Proceeding of ESCAPE-10 , Computer-
Aided Chemical Engineering 8 , 121.
Yasuoka, H., Nakanisshi, E., & Kunugita, E. (1987). Design of an on-
line startup system for a distillation column based on a simple
algorithm. International Chemical Engineering 27 , 466.