Operators of Coal

of 8
-
Upload
krishnan-santhanaraj -
Category
Documents
-
view
5 -
download
0
description
Operators of coal
Transcript of Operators of Coal
-
5/21/2018 Operators of Coal
1/8
Operators of coal-fired power plants decide how to meet MATS
2015 deadline03/28/2014By Jennifer Van Burkleo
Online Associate Editor Power Engineering Magazine
Source: U.S. Energy Information Administration, 2012 Electric Power Annual and December 2013 Electric PowerMonthly
Operators of coal-fired power plants throughout the U.S. are creating strategies to meet the EnvironmentalProtection Agency's (EPA)Mercury and Air Toxics Standards(MATS) by the April 2015 deadline.
Sixteen percent of coal plant operators are still deciding which sites will upgrade or retire.The expensesassociated with the necessary equipment to control emissions, such as flue gas desulfurization (FGD) and drysorbent injection (DSI), play a major role in the decision process.
According to a report by the Energy Information Administration (EIA), at the end of 2012, 70 percent of coal-firedfacilities had the necessary control equipment installed to meet the MATS. Six percent plan to add the
equipment, while 8 percent of coal-fired power plant operators have announced plans to retire their facilities.
The MATS requires that operational coal-fired power plants incorporate maximum achievable controltechnologies (MACT) in order to controlacid gases, toxic metals, and mercury emissions.
The standard incorporates a provision that permits state environmental agencies to allow one-year complianceexceptions, which many states are likely to utilize, the EIA said.
There are three main types of emissions that the MATS focuses on by including MACT compliance, which alsooverlap other emission regulations:
Acid gas:A FGD or DSI framework will qualify as the MACT for acid gases. These systems also canomit sulfur dioxide (SO2) emissions. Although SO2 is not specifically addressed by the rule, it isregulated under Title IV of the Clean Air Act and the Clean Air Interstate Rule (CAIR). Sixty-ninepercent of installed FGD systems regulate SO2emissions.
http://www.power-eng.com/content/pe/en/authors/jennifer-van-burkleo.htmlhttp://www.power-eng.com/content/pe/en/authors/jennifer-van-burkleo.htmlhttp://www.power-eng.com/articles/2012/05/study-evaluates-miso-challenges-for-mats-compliance.htmlhttp://www.power-eng.com/articles/2012/05/study-evaluates-miso-challenges-for-mats-compliance.htmlhttp://www.power-eng.com/articles/2012/05/study-evaluates-miso-challenges-for-mats-compliance.htmlhttp://www.power-eng.com/articles/2011/09/coal-fired-power-plant-to-close-by-progress-energy.htmlhttp://www.power-eng.com/articles/2011/09/coal-fired-power-plant-to-close-by-progress-energy.htmlhttp://www.power-eng.com/articles/2011/09/coal-fired-power-plant-to-close-by-progress-energy.htmlhttp://www.power-eng.com/articles/2006/08/idaho-governor-says-no-to-coal-fired-plants.htmlhttp://www.power-eng.com/articles/2006/08/idaho-governor-says-no-to-coal-fired-plants.htmlhttp://www.power-eng.com/articles/2006/08/idaho-governor-says-no-to-coal-fired-plants.htmlhttp://www.power-eng.com/articles/2006/08/idaho-governor-says-no-to-coal-fired-plants.htmlhttp://www.power-eng.com/articles/2011/09/coal-fired-power-plant-to-close-by-progress-energy.htmlhttp://www.power-eng.com/articles/2012/05/study-evaluates-miso-challenges-for-mats-compliance.htmlhttp://www.power-eng.com/content/pe/en/authors/jennifer-van-burkleo.html -
5/21/2018 Operators of Coal
2/8
Toxic metals:FGD scrubbers with a fabric filter or an advanced electrostatic precipitator will likelyqualify as the MACT for toxic metals. If a DSI system is utilized to control acid gases, a fabric filtermust be incorporated to remove toxic metals. The accessible equipment is dictated by each plantsfeatures.
Mercury:The control supplies required to reduce mercury is determined by the type of coal burned andthe plant configuration. In some cases an existing FGD scrubber and selective catalytic reductionsystem (SCR) can lower mercury emissions, where no additional controls are required. In othercircumstances, activated carbon injection (ACI) frameworks may be needed to bring plants intocompliance.
FGD scrubbers have higher capital expenses but lower operating costs than DSI frameworks, along with a higherremoval rate for SO2and other acid gases (90 percent of SO2emissions for FGD, compared to 70 percent forDSI). DSI systems have significantly lower capital costs compared to FGDs, yet higher working expenses due tothe high cost of the reagent required to remove emissions. This makes DSI systems more attractive for plantsburning lower sulfur coal or for plants that operate infrequently. The low capital financing needed for DSI alsomakes it easier to recover costs. Installing a FGD scrubber would require the plant to operate more frequently toearn enough income to pay for the investment.
From 2005 to 2012, electric power producers omitted SO2emissions by 67 percent.
Nitrogen oxide (NOx) emissions from the industry are expected to remain level through 2040 in the AEO2014projection, since regulations on reducing NOxemissions have yet to be established.
The EIA predicts that SO2emissions will decrease by 68 percent annually between 2015 and 2016. But they areanticipated to rise gradually, by 0.9 percent from 2016 to 2040. However, by 2040, levels are still expected to be52 percent lower than 2012.
Since the MATS has more of an impact on SO2emissions, NOxemissions stay moderately even through 2040.Annual NOxemissions from power production declined by 54 percent from 2005 to 2012, primarily due to theClean Air Interstate Rule (CAIR).
-
5/21/2018 Operators of Coal
3/8
Boiler Cleaning Methods & Techniques04/14/2014By Justin Martino
Associate Editor
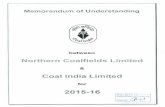
Cleaning built-up slag deposits from a fossil fuel boiler can increaseefficiency between 1 percent and 4 percent, helping maximize revenues for
a utility. Photo courtesy of Clyde Bergemann.
By Justin Martino, J.D., Associate Editor
For power plants burning anything other than natural gas, boiler cleaning is an important part of keeping the plantworking efficiently.
Over time, boilers will build up ash that will form slag deposits on the boiler. Slag acts as an insulation thatprotects the tube from the heat of the boiler, creating a need to use more fuel to reach the same temperature andproduce the same output as a clean boiler. Cleaning slag deposits inside a boiler can increase boiler efficiencybetween 1 percent and 4 percent. Clean boilers can also reduce emissions produced by a power plant becauseless fuel is required to produce the same amount of power.
While the importance of boiler cleaning is clear, power plant operators have many options when it comes totechniques used to clear slag and ash buildup. Cleaning practices vary from offline cleaning, which requires aplanned outage, to online cleaning that can occur while the plant is still operating. Methods can use everythingfrom sound waves to dynamite.
Acoustic cleaning
One option for boiler cleaning is an acoustic cleaning system, which can knock ash off boiler tubes or selectivecatalytic reduction systems with acoustic energy without risking damage or fatigue to the units. While this can bedone by using acoustic horns that can be retrofitted onto boilers, Advanced Acoustic Technologies LLC uses atechnique that is engineered specifically for a plant.
"Unlike the horn suppliers, our acoustic devices are part of an engineered, integrated system where thefrequency produced by the acoustic device is determined by 3D element modeling," AAT co-founder Robert van
http://www.power-eng.com/content/pe/en/authors/justin-martino.htmlhttp://www.power-eng.com/content/pe/en/authors/justin-martino.htmlhttp://www.power-eng.com/content/pe/en/authors/justin-martino.html -
5/21/2018 Operators of Coal
4/8
Dam said. The process is similar to flow modeling, except the company looks at the acoustic aspects of howsound waves behave in an enclosure.
The company's WaveMaster Acoustic Cleaning systems provide continuous, online, volume cleaning with sootblowers used in a remedial role, van Dam said. The company uses acoustic modeling to determine the naturalfrequency of the flue gas and decide the proper frequency for the custom system as well as where it needs to beplaced in the boiler.
"Our acoustic cleaners are designed to be operated continuously if that is required for the application," van Damsaid. "There's no erosion. It's online, so it's running when the boiler is running, and by being specific with thefrequency and the location we can place the acoustic effective area where we want it. We're not just cleaningwhat is directly in front of our device. We're cleaning a volume because the acoustic cleaner is in resonance withflue gas."
Acoustic cleaning works especially well on dry and dusty deposits, van Dam said. The company works with areaswhere ash is below the fusion point, such as horizontal tube banks in a utility boiler. The technology is not aseffective in superheaters or other other areas where the ash is likely partially molten.
According to van Dam, the company has seen excellent results on a wide variety of fuels, including Powder RiverBasin, pet-coke, bituminous and sub-bituminous coals. The fully-optimized sound field can penetrate throughout
several tube banks with the application of only one or two acoustic cleaners. Van Dam said the system is used toclean the entire convection pass at Tennessee Valley Authority's 1,300-MW Cumberland plant, which is 67 rowsof tubes, with two acoustic devices.
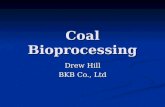
Slag deposits on boiler tubs will act as insulation, preventing the heatproduced by the boiler from transferring to the water inside the tubes.Photo courtesy of Clyde Bergemann
Water lances
Another method for cleaning slag from a boiler is using high-pressure water jets. Thompson Industrial Servicesuses high-volume, specialized hydroblasting equipment, with pumps that can send up to1,200 gallons per minute
through the hoses. The company also uses remote-controlled robotic cleaning systems and other automatedtools to clean boilers.
Thompson Senior Business Development Manager Carl Wise said the company is able to use water lances forboth online and offline cleaning, although whether online cleaning is possible may depend on the specific boiler.
"You have to do online cleaning from strategic positions because you have to be very careful spraying the waterdirectly into the boiler while it's operating," he said. "It's an extremely critical process."
Whether cleaning can be done while the boiler is online depends on the particular boiler. Although the companyroutinely cleans boilers without having to shut them down, Wise said it may not be possible in every situation.
Online cleaning has multiple advantages when it is possible, however.
-
5/21/2018 Operators of Coal
5/8
"If you take a boiler completely down, it takes a lot of time to bring it back up," Thompson Senior SalesRepresentative Jim Walker said. "It saves the utility time and money to have that boiler up and running when wedo our deslagging."
Because of the high-volume pumps, Wise said the company is able to clean farther distances with their lancesand can be more effective because the lance can go out more than 40 feet on either side of the lance.
Thompson also performs many other types of cleaning for power plants, including hot ash removal and using aprocess involving dry foam to remove combustible dust, which can create a safety hazard on the external part ofthe boiler.
Areas that collect dry coal ash, such as convection passes, are suited foracoustic cleaning. Photo courtesy of Advanced Accoustic Technologies
Soot blowers
Soot blowers use compressed air, steam or water to keep slag buildup from occurring without the necessity oftaking the plant offline. Soot blowers have been in use for some time now, but, like many other aspects of powerplants, are becoming more sophisticated as time goes on.
"We have a basic technology, and we have our advanced technology, which we call SmartClean," said TimMartin, director of product management for the boiler efficiency product division with Clyde Bergemann PowerGroup Americas Inc.. "Our basic technology does the bare minimum it'll keep the boiler clean and keep it onlineand running. Our advanced technology is where we get into targeting the areas of boilers that really need to becleaned with the proper intensity, so we really get into monitoring the boiler performance and adjusting thecleaning parameters in real time, and that's where the plant can gain efficiencies from using the advancedtechnology."
Intelligent soot blowing systems have several advantages over traditional systems, Martin said. The company'sadvanced technology can increase the efficiency by 1 percent over basic systems. Intelligent soot blowingsystems also only clean when necessary, which avoids boiler tube erosion.
"Basic systems are blind to what's going on inside the boiler," Martin said. "There may be areas in your boilersthat are clean, but you're running a soot blower because it's time in the sequence, so it's blowing high pressuresteam on a bare tube, which can lead to erosion. In addition, you may have areas of your boiler that foul muchmore quickly and because of the way the sequence is set up, it may not be able to hit that area for several hours.In those hours, that area could really foul up significantly and plug the boiler and cause a clinker or severelyrestrict the heat transfer, forcing them to have a shutdown."
Many coal-fired boilers built in the past 10 years were installed with intelligent soot blower technology, Martinsaid. Clyde Bergemann is also working on retrofits for power plants that weren't originally equipped withintelligent soot blower technology.
Explosives
-
5/21/2018 Operators of Coal
6/8
Using explosives to clean slag from boilers isn't a new process, but it's one still in use that many plant operatorsprefer.
The method was first used by Norm Harty of N.B. Harty General Contractor Inc. Over the years, Harty said heand his staff have built the procedure into a state-of-the art technique that can quickly clean the slag from a boilerand have it back online.
To clean a boiler using explosives, Harty said his company will use primer cord around tubes that are close toavoid damage. The cord has connectors to delay the chargers, which he said is important to avoid destroying thewall or insulation of the boiler.
Harty said using explosives has several advantages, including speed and convenience. "With dynamite, you canput all of it in a pickup truck and clean any boiler," he said.
Explosives also have an advantage in areas where plants are concerned about water use, he added.
"Water is really scarce out west, and this is another reason explosives are being used predominately in thewestern plants," he said. "They can't afford to waste a drop of water, and by using dynamite they're able to savetheir water and clean their boiler at the same time."
Germanys Siemens (NYSE: SI)and Japans Mitsubishi Heavy Industriesofficially announced a joint offerthat includes a cash element of 9 billion euros ($12.2 billion) topurchase France-based Alstoms turbinebusinesses.
The joint offer counters a bid made by U.S.-based General Electric (NYSE: GE)to purchase Alstoms power unitfor $17 billion. The Siemens-MHI bid would allow Siemens to acquire 100 percent of Alstoms g as turbinesbusiness for $12.2 billion. In addition, MHI plans to create three joint ventures by acquiring 40 percent of Alstom'sSteam and Nuclear business; 20 percent of Alstom's Grid business; and 20 percent of its Hydro business. MHIwill then inject 3.1 billion euros ($4.2 billion) in cash into Alstom Euro. As a result, Alstom would remain in controlof its nuclear, transmission and renewables business units.
Both companies say the transaction will add jobs, and Siemens intends to offer a job guarantee for thetransferred gas business employees for three years in France and Germany after the deal closes.
"We have been in successful alliance with the French company, Areva, within the nuclear power field. I believeour collaboration with Alstom in the turbine business will give birth to another Japan-France alliance with superiortechnological expertise, which will be able to address the needs of emerging nations," said Shunichi Miyanaga,president and CEO of Mitsubishi Heavy Industries. "In thermal power generation, utilization of high-efficiencycombustion technology of globally abundant low-grade coal is poised to grow. In environment, with respect tomeasures addressing particulate matter (PM) 2.5, significant technological synergies are expected. Investment ingrid would better position MHI for the possible power deregulation as well as the separation of power generationfrom transmission/distribution."
Alstom had endorsed GEs offer that was made back in April, but the French government wanted to give Siemenstime to make a bid. GE said in Bloomberg that they would not engage in a bidding war with Siemens and MHI,and does not intend to increase its $17 billion bid
http://www.power-eng.com/articles/2014/05/siemens-h-class-technology-featured-at-riviera-beach-next-generation-clean-energy-center.htmlhttp://www.power-eng.com/articles/2014/05/siemens-h-class-technology-featured-at-riviera-beach-next-generation-clean-energy-center.htmlhttp://www.power-eng.com/articles/2014/05/siemens-h-class-technology-featured-at-riviera-beach-next-generation-clean-energy-center.htmlhttp://www.power-eng.com/articles/2014/06/mhi-siemens-evaluate-alstom-proposal.htmlhttp://www.power-eng.com/articles/2014/06/mhi-siemens-evaluate-alstom-proposal.htmlhttp://www.power-eng.com/articles/2014/06/mhi-siemens-evaluate-alstom-proposal.htmlhttp://www.power-eng.com/articles/2014/06/mhi-siemens-evaluate-alstom-proposal.htmlhttp://www.power-eng.com/articles/2014/06/mhi-siemens-evaluate-alstom-proposal.htmlhttp://www.power-eng.com/index/power-generation-company-news/general-electric.htmlhttp://www.power-eng.com/index/power-generation-company-news/general-electric.htmlhttp://www.power-eng.com/index/power-generation-company-news/general-electric.htmlhttp://www.power-eng.com/index/power-generation-company-news/general-electric.htmlhttp://www.power-eng.com/articles/2014/06/mhi-siemens-evaluate-alstom-proposal.htmlhttp://www.power-eng.com/articles/2014/06/mhi-siemens-evaluate-alstom-proposal.htmlhttp://www.power-eng.com/articles/2014/05/siemens-h-class-technology-featured-at-riviera-beach-next-generation-clean-energy-center.html -
5/21/2018 Operators of Coal
7/8
Moving blades change the direction of the steam so that energy is transferred to the
rotor entirely by change of momentum.Only Heros concept is pure reaction. All blades
have an impulse component. In reaction stages, the flow path between rotating blades is
shaped to cause further pressure drop, expansion, and kinetic energy release, which is
transferred to the rotor by reaction. The percentage of enthalpy drop across the moving blades
is the degree of reaction. Also, in any blade, centrifugal effects in the space between fixedand moving blades increase pressure drop across the latter, and therefore the degree of
reaction with radius. All blades have some degree of reaction, varying from a minimum of
5% in impulse to 50% in reaction designs. These differences have a marked effect on HP
and IP design. In impulse design, stationary blades are arranged in rigid diaphragms with a
labyrinth seal to the rotor. The diameter of the seal, and therefore leakage area, is minimized.
Between seals, the rotor diameter is increased to form a wheel to which the rotating blades
are attached. This construction is called diaphragm and wheel. The pressure drop across
moving blades is small, but sufficient to require a tip seal. In reaction design, it is greater and
requires higher tip seal duty per moving blade row. It also causes an axial thrust on the rotor;
therefore, annular area between the fixed and rotating blade seals must be a minimum,
precluding diaphragm and wheel construction. Rotors of cylindrical or slightly taperingconical form, referred to as drum rotors, are used. Thrust is balanced either by a large annular
rotor surface subject to steam pressure, a dummy piston; or by combining opposed flows in
the same cylinder. For the same enthalpy drop, a reaction turbine requires about twice as
many stages as an impulse turbine, but the two concepts have remained competitive through
their development histories to present, both having very high efficiencies. Reaction stage
efficiencies are higher, but differences in overall turbine efficiency are evidently small, and
could only be identified from proprietary information. Diaphragm and wheel construction has
the advantages of compactness and lower transient thermal stresses. In LP blades, differences
between the two concepts diminish. The last stage can produce up to 10% of total turbine
output and is most important in turbine efficiency. Steam volume is large and blades are up to
1.2 M long in 3000 rpm machines. There is a large change in blade speed from root to tip,
whilst the axial steam flow is more nearly constant. To align with the resultant steam flow,
the angle of the blade is twisted from near axial at the root to near tangential at the tip.
Increases in the degree of reaction from root to tip due to centrifugal effects are large, and a
marked change in blade profile is required. Blades with these features are known as vortex
blades. Full analysis of LP blades is complex and has only become possible in the last two
decades with the advent of computational fluid dynamics, correlated with experiments. Their
optimization is one of the major recent advances in turbine design.
Losses
Turbine efficiency is determined by fluid dynamic,leakage, wetness, and leaving losses.
Fluid dynamic losses due to surface friction and secondary flows are small in modern HP but
more significant in impulse stages and LP blades, due to higher steam velocities. Curved
nozzles, which lean in the tangential direction, have been developed to reduce secondary
flows. Leakage losses due to steam bypassing the tips of moving and stationary blades are
more significant in HP, particularly in reaction stages. In LP stages, when steam is wet, water
droplet velocities are less than steam velocities and cause drag on, and erosion of, moving
blades. Stage efficiency reduces by approximately 1% for 1% additional wetness. Within the
steam path, kinetic energy leaving one stage is used in the next, but that leaving the last stage
is lost in the condenser. Leaving loss is proportional to the square of exhaust velocity. Thegreater the diameter of the last stage blades and the number of exhaust flows (and therefore
the greater the exhaust area), the lower the leaving loss. This is one of the most important
-
5/21/2018 Operators of Coal
8/8
issues in determining turbine size, cost, and efficiency. The design of the duct between the
turbine exhaust and the condenserthe exhaust hoodis also important. Modern designs can
produce a backpressure below condenser pressure, so increasing turbine output.
Creep properties of high-temperature sections,tensile strength of LP blades and rotors, and
toughness to prevent failure of rotating components are the most important material issues.Turbines are large capital investments and must operate reliably for more than 30 years200,000 h
with minimum possible outages. In the past, design was evolutionary; but modern practice is
increasingly influenced by engineering analysis of thermal, mechanical, and chemical operating and
fault conditions; and by materials development. Extremely high reliability has been achieved.
Overhaul intervals approaching 10 years are possible, justified by condition monitoring, and
machines lives extended to more than 40 years. Figs. 6 and 7 show a large modern reaction turbine
with a single-flow HP cylinder, a double-flow IP, and two double-flow LP cylinders. Condensers are
beneath the LP cylinders. This configuration is used for ratings to over 800 MW and supercritical
steam conditions approaching 600C and 300 bars with a single reheat. Rigid couplings connect all
rotors, including the generator. One LP casing is anchored to the foundations to minimize expansion
movement relative to the condensers. Other casings are supported on sliding feet to allow freelongitudinal expansion. A single thrust bearing is positioned to minimize axial differential expansion
between the rotors and casings. Bearings are set at different levels, matching the deflected forms of
the rotors to minimize rotating bending stresses. High pressure and IP cylinders have inner and outer
casings. The inner casing, which carries the stationary blades, contains the difference between the
stage pressure and the cylinder outlet pressure. The outer casing contains the outlet pressure. This
allows the casings to be thinner, minimizing thermal stresses. In other designs, pressure loading on
the casing is further reduced by use of an impulse first stage and a separate inlet nozzle box
containing the large pressure drop across the first-stage nozzle. This also reduces the number of
stages at some cost in efficiency. Most turbines have horizontal bolted joints in both inner and outer
casings to permit assembly and maintenance. Massive flanges with a very high ratio of bolt to flange
area are required. Because the casing heats up more rapidly than the flanges during start up, ratesmust be limited to minimize thermal stress, distortion, and thermal fatigue. In impulse designs,
diaphragms reduce leakage caused by casing distortion. In some designs, inner casing bolts are
replaced by shrunk-on rings requiring complex assembly and disassembly. High pressure and IP
Casings are steel castings; generally, 1%-2% chromium alloys for sub-critical turbines and 9%-12% Cr
for supercritical turbines. Low-pressure casings have an inner nodular cast-iron casting carrying the
blades, supported in a fabricated steel outer casing including the exhaust hoods. Fig. 8 shows
assembly of an LP cylinder. High pressure and IP rotors are one-piece forgings in similar materials to
those of the casings, alloyed to maximize toughness. Low-pressure rotors for fossil-fired applications
are also normally one-piece forgings. Those for wet steam nuclear turbines comprise a shaft with
shrunk-on disks to carry the blades. Compressive stresses in this design increase its resistance to
stress corrosion cracking. Because of the high centrifugal loading due to very long blades, low-nickel,chrome, vanadium alloys with very high strength and toughness are used