OPERATING ENGINEERS NATIONAL HAZMAT PROGRAM · Pat Bell Operating Engineers National Hazmat Program...
53
FRAMATOME TECHNOLOGIES Thermal Dynamics Corp. PAK 45 Plasma Arc Torch (Equipment Dismantlement) HUMAN FACTORS ASSESSMENT JANUARY 1999 OPERATING ENGINEERS NATIONAL HAZMAT PROGRAM INTERNATIONAL ENVIRONMENTAL TECHNOLOGY & TRAINING CENTER
Transcript of OPERATING ENGINEERS NATIONAL HAZMAT PROGRAM · Pat Bell Operating Engineers National Hazmat Program...

FRAMATOME TECHNOLOGIESThermal Dynamics Corp.PAK 45 Plasma Arc Torch
(Equipment Dismantlement)
HUMAN FACTORS ASSESSMENT
JANUARY 1999
OPERATING ENGINEERS NATIONALHAZMAT PROGRAM
INTERNATIONAL ENVIRONMENTAL TECHNOLOGY & TRAINING CENTER

FRAMATOME TECHNOLOGIESTHERMAL DYNAMICS CORP.PAK 45 PLASMA ARC TORCH
TABLE OF CONTENTS
ACKNOWLEDGMENTS ...................................................................................... ii
EXECUTIVE SUMMARY.................................................................................... iii
SECTION 1 SUMMARY Technology Description ..................................................................................1 Key Results ....................................................................................................4
SECTION 2 SYSTEM OPERATION....................................................................4
SECTION 3 HEALTH AND SAFETY EVALUATION General Health and Safety Concerns .............................................................5 Core Issues ...............................................................................................6 Best Management Practices......................................................................7 Industrial Hygiene Monitoring .........................................................................8 Human Factors Interface ..............................................................................11 Technology Applicability ...............................................................................11
SECTION 4 JOB SAFETY ANALYSIS (JSA) ....................................................12
SECTION 5 FAILURE MODES AND EFFECTS ANALYSIS (FMEA) ................18
SECTION 6 TECHNOLOGY SAFETY DATA SHEET (TSDS) ..........................19
SECTION 7 EMERGENCY RESPONSE/PREPAREDNESS ............................28
SECTION 8 REGULATORY POLICY ISSUES Core Requirements.......................................................................................28 Technology Specific Requirements ..............................................................29 Special Requirements...................................................................................30 Best Management Practices.........................................................................31 Core Training Requirements.........................................................................31 Technology Specific Training........................................................................31 Special Training............................................................................................32 Best Management Practice Training.............................................................32

TABLE OF CONTENTS(continued)
SECTION 9 OPERATIONAL CONSIDERATIONS AND RECOMMENDATIONS ................................................................................32
APPENDIX A - REFERENCES..........................................................................40APPENDIX B - INDUSTRIAL HYGIENE DATA .................................................41APPENDIX C - ACRONYMS .............................................................................45

ACKNOWLEDGMENTS
The human factors assessment of the Framatome Plasma Arc Torch was conductedunder support of the U.S. Department of Energy’s Federal Energy Technology Center,under cooperative agreement DE-FC21-95MC32260 with the Operating EngineersNational HAZMAT Program. The Operating Engineers National HAZMAT Programwould like to thank the following people for their participation on the "research actionteam" and the professional expertise they provided for this assessment:
Barbara McCabe Operating Engineers National Hazmat ProgramPat Bell Operating Engineers National Hazmat ProgramDavid Curry Operating Engineers Local Union 280

EXECUTIVE SUMMARY
The Framatome Thermal Dynamics Corp. PAK 45 Plasma Arc Torch technology wastested and is being evaluated by Florida International University (FIU). The equipmentdismantlement technology demonstrations are designed to evaluate technologies fordecontamination and decommissioning (D&D) work. The human factors assessmentconducted in conjunction with FIU’s evaluation of efficiency and cost covers the hazardanalysis and safety evaluation for the torch. The Framatome Torch is a commerciallyavailable technology and has been used for various projects at locations throughout thiscountry.
While the torch itself does not inherently involve safety and health hazards associatedwith D&D work, the activities that are being conducted using the technology do. Safetyand health hazards associated with the torch are addressed in this report and althoughnot addressed here, the specific hazards involved in D&D activities need to beaddressed prior to the start of the project.
The plasma arc torch provides a thermal cutting technique for cutting metal pieces. Theplasma arc torch uses a high-powered electric arc in combination with high-velocitycutting gas to vaporize metal and create plasma. The plasma itself is a gas which hasbeen heated to an extremely high temperature and ionized to make it electricallyconductive. The plasma is then used to transfer an electric arc to the workpiece. Themetal is melted by the heat of the arc and then blown away. The plasma torch istypically manipulated on a track or by a robot but manual manipulation and cutting isalso used. The PAK 45 Plasma Arc system includes: a hand or machine mountedtorch, the operator's console, gas regulators, and supply hoses and cables.
In the plasma arc torch, a shield gas such as nitrogen enters through the center of thetorch. A pilot arc between the electrode and the front of the torch heats and ionizes thegas. The arc then transfers to the workpiece through a column of plasma gas. Byforcing the plasma gas and electric arc through a small orifice, the torch delivers a highconcentration of heat to a very small area. The dual-flow design of the plasma arc torchuses a secondary gas that assists the high velocity plasma in blowing the molten metalout of the cut. Direct current straight polarity is used for plasma cutting.
The main components of the PAK 45 Plasma Arc system are the plasma and secondarygases, the pilot arc/arc starter, the cutting arc, and the current control. The plasma gasflows to the torch around the electrode and out through the tip orifice. The secondarygas flows to the torch through the outer insulator, inner tip retainer, and the end pieceand out around the plasma arc. The plasma gas used was an argon/hydrogen mixtureand the secondary gas was nitrogen.
When the start button on the torch is pressed, the main contactor is activated. Highvoltage pulses jump the gap between the electrode and the tip in the torch which startsthe pilot arc. The starter circuit provides 15 pulses per second which results in a rapid

fire “pop, pop, pop” pilot arc. The pilot arc makes a path for transferring the main arc tothe work. The main bridge rectifier converts the 3-phase AC power to DC for the maincutting arc.
The cutting current is set with the control knob, located to the right of the ammeter, onthe control panel. The cutting current is stabilized against fluctuations due to changesin line voltages, material thickness, torch standoff, and travel speed.
During the assessment sampling was conducted for welding fume, as total particulate;nitrogen dioxide; carbon monoxide; carbon dioxide; and ozone and noise. Generalobservational techniques were conducted for ergonomics, which showed the potentialfor some ergonomic stressors during setup, operation, maintenance, anddecontamination of the plasma arc torch. Awkward positions the operator has toassume to access pieces to be cut are the main ergonomic stressors associated withthe torch.
Area air sampling was conducted during operation of the plasma arc torch. The actualcutting of pipes, tubes, I-beams, etc. took approximately 5-10 minutes per piece.Therefore, area sampling was conducted throughout the entire process to assess thepotential for worker exposure during cutting operations with the plasma arc torch.Personal samples were collected on the workers for nitrogen dioxide, carbon dioxide,and carbon monoxide. Area ozone samples were collected in the area of the coatedsteel plate during cutting. A forklift was periodically operated in the area to remove thepiece that was cut.
The area welding fume, as total particulate samples showed results of 0.090 mg/m3,0.142 mg/m3, 0.924 mg/m3 and 1.11 mg/m3. These results are all below the OSHA PELof 15 mg/m3 and the ACGIH TLV of 5 mg/m3.
Personal sampling for nitrogen dioxide showed results of < 1.29 ppm and < 1.43 ppm.These are below the OSHA PEL of 5 ppm (as a ceiling level) and the ACGIH TLV of 3ppm. Carbon dioxide monitoring showed results of 129 ppm and 428.57 ppm which isbelow the OSHA PEL and the ACGIH TLV of 5000 ppm. Carbon monoxide monitoringshowed a result of < 6.45 ppm which is below the OSHA PEL of 50 ppm and the ACGIHTLV of 25 ppm. Ozone monitoring showed results of <0.05 ppm which is below theOSHA PEL of 0.1 ppm and the ACGIH TLV of 0.1-0.05 ppm, depending on the workload.
Although sampling for the contaminants discussed above did not show any exposuresabove the OSHA PEL or the ACGIH TLV, fumes were visible during the operation of theplasma arc torch. The time spent in the work area, the distance from the actual cuttingoperation, and ventilation in the work area will affect an individual worker’s exposurelevel. A monitoring plan will need to be developed to account for the site specificconditions where the torch is being used including contaminants specific to the D&D

project. The metal being cut with the torch needs to be taken into consideration andcontaminants specific to the metal need to be monitored.
Area noise sampling was conducted during operation of the plasma arc torch. Since theactual cutting of pipes, tubes, I-beams, etc. took approximately 5-10 minutes per piece,area noise sampling was conducted throughout the entire process to assess thepotential for worker noise exposure during cutting operations with the torch. Areasamples were taken at a central location in the general work area where the cuttingoperation was taking place. A forklift was periodically operated in the area to removethe piece that was cut.
Monitoring was conducted for 1.4 hours (85 minutes), 3.8 hours (230 minutes), and 2.4hours (143 minutes). Noise monitoring showed noise doses of 5.98% which would givea time-weighted average (TWA), assuming no further noise exposure for the 8-hourshift, of 69.7 dBA, 24.14% (TWA – 79.7 dBA), and 3.78.0% (TWA – 66.4 dBA). Thesearea results show exposures below the OSHA “action level” and the PEL. A projected8-hour noise dose and resultant TWA showed the following results for the respectivearea samples: 33.65% (TWA – 82.1 dBA), 50.22% (TWA – 85.0 dBA), and 12.62%(TWA – 75.1 dBA). These projected 8-hour noise doses show exposures below topotentially above the OSHA “action level” but below the PEL.
The OSHA “action level” is a noise dose of 50% or an 8-hour TWA of 85 dBA and thePEL for noise is a 100% dose or an 8-hour TWA of 90 dBA. The levels of exposurerecorded during the testing demonstration show noise was not a concern. Operatorsmay need to be included in a hearing conservation program based on the noise levelsspecific to the location where the torch is being used. Differences in noise exposure willbe based on the location of the worker in relation to the cutting operation and theamount of time the worker spends there. A sampling plan will need to be developed toaddress the site specific conditions where the thermal cutting operation takes place. Asampling plan should also take into consideration the work environment since the noiselevels may increase or decrease based on the construction of the enclosure where thecutting operation is taking place.
Recommendations for improved worker safety and health during use of the Plasma ArcTorch include: 1. keeping all hoses and lines as orderly as possible in compliance withgood housekeeping requirements; 2. ergonomic training to include techniques in lifting,bending, stooping, twisting, etc.; 3. assessment of heat stress to include the extra heatload created by the sparks, flame, and hot metal; 4. use of safety glasses, goggles, orother appropriate eye protection under the welding helmet; 5. the use of a weldinghelmet with the correct filter in place; 6. using only a chipping hammer or chisel to chipslag; 7. avoiding touching cement or stone surfaces with the torch; 8. the use ofpuncture resistant gloves when handling cut metal pieces; 9. the use of glovesappropriate for hot work when handling hot metal pieces; 10. adequate ventilation in thearea where the cutting operation is taking place; 11. requiring proper handling, storage,

and usage of compressed gas cylinders; and 12. adherence to all applicable electricalcodes, standards, and procedures.

FRAMATOME TECHNOLOGIESThermal Dynamics Corp. PAK 45 Plasma Arc Torch
Human Factors Assessment(Equipment Dismantlement)
SECTION 1 - SUMMARY
TECHNOLOGY DESCRIPTION
The Framatome Technologies Thermal Dynamics Corp. Plasma Arc Torch technologywas tested and is being evaluated by Florida International University (FIU). Theequipment dismantlement technology demonstrations are designed to evaluatetechnologies for decontamination and decommissioning (D&D) work. The humanfactors assessment conducted in conjunction with FIU’s evaluation of efficiency andcost covers the hazard analysis and safety evaluation for the torch. The Framatomeplasma arc torch is a commercially available technology and has been used for variousprojects at locations throughout this country.
While the torch itself does not inherently involve safety and health hazards associatedwith D&D work, the activities that are being conducted using the technology do. Safetyand health hazards associated with the plasma arc torch are addressed in this reportand although not addressed here, the specific hazards involved in D&D activities needto be addressed prior to the start of the project.
D&D activities within the Department of Energy (DOE) require that personnel haveaccess to all areas of structures, some of which are over 40 years old and many aredeteriorated and lack any preventive maintenance over the years. D&D activities andthe associated hazards to workers involve not only the contaminants specific to theenvironment but general construction safety and health. A safety and health programspecific for the project needs to be developed and should include but not be limited to:
• responsibilities for safety and health, including reporting hazards and accidents,obtaining and using personal protective equipment, conducting safety inspections,maintaining a safe and healthful work environment, enforcing safety and healthrequirements
• procedures for conducting safety and health orientation and periodic trainingsessions
• procedures for reporting accidents• procedures for obtaining first aid and emergency treatment• procedures for reporting work hazards

• procedures for testing and certifying equipment• job-site sanitation• the use and purpose of equipment lockout and confined space entry• the technical requirements (personal protective equipment, hazardous materials,
welding and cutting, electrical, material handling, rigging, pressurized systems,scaffolding, etc.)
Workers must be trained in accordance with all applicable OSHA safety and healthregulations and only workers trained and certified, as applicable, should be allowed toperform operations and/or operate equipment used during the D&D activities. Forexample, only workers trained in fall protection in accordance with OSHA 29 CFR1926.503 are allowed to work from a height, only operators trained on forklifts inaccordance with OSHA 29 CFR 1910.178 are allowed to operate a forklift, and functionssuch as welding and cutting and the operation of heavy equipment should only be doneby workers trained and/or certified to perform them.
Inspection programs and preventive maintenance programs need to be in place toassure all equipment is in good working condition and removed if it is not. In addition,job pre-planning is essential to assure all work to be performed will be done so in a safemanner.
Hoisting and rigging activities which often account for accidents with injuries and/orfatalities, will be an integral part of all D&D projects. Considerations for hoisting andrigging during a D&D project should include but not be limited to:
• All hoisting and rigging activities must be conducted in accordance with OSHA 29CFR 1926 Subpart N Cranes, Derricks, Hoists, Elevators, and Conveyors.
• Only workers with the appropriate qualifications and training be allowed to performhoisting and rigging functions during the D&D project.
• All workers, including supervisory personnel, should review and follow establishedprocedures and regulations.
• When proper procedures, planning, or equipment is not available for the job, workshould be stopped.
• Only manufacturer-approved or properly engineered equipment should be used andit should be used appropriately.
• Preventive maintenance activities should be scheduled and the process forperformance reviewed for adequacy.
• Hoisting and rigging activities, including the use of forklifts, should be properlyplanned before work begins to ensure proper procedures and equipment areavailable and the hazards are identified.
• Workers, including supervisory personnel, should familiarize themselves with theequipment, work area hazards, transportation routes, and the layout of the facilitybefore starting the job.
• Before beginning hoisting and rigging activities, including the use of a forklift, assurethe center of gravity and weight of the load has been properly calculated.

• Assure workers have training and experience directly applicable to the type ofactivities to be conducted.
• Inspect all chain, wire rope, slings, etc. to assure it is in good working conditionbefore the hoisting and rigging work is started.
Another frequent cause of accidents with injuries is the use of forklifts. Considerationsfor the use of forklifts during a D&D project should include but not be limited to:
• All forklift activities must be conducted in accordance with OSHA 29 CFR 1910.178Powered Industrial Trucks.
• Only trained and authorized operators shall be permitted to operate the forklift.• Modifications to the forklift should be approved by the forklift manufacturer. If the
modifications affect the capacity and safe operation of the forklift, they must beapproved in writing by the forklift manufacturer and capacity, operation, andmaintenance instruction plates, tags, or decals shall be changed accordingly.
• Modification designs should be approved by a professional engineer. Any weldingon modifications should be done by a certified welder and inspected in accordancewith ASTM guidelines. All parts used, such as bolts, must be rated for the load.
• No one shall be allowed to stand or pass under an elevated portion of the forklift,whether loaded or empty.
• The forklift must not be left unattended with a suspended load. If the operator of theforklift is within 25 ft. and has a view of the forklift, the load engaging means must befully lowered, controls neutralized, and the brakes set to prevent movement. If theoperator is greater than 25 ft. or does not have a view of the forklift, the loadengaging means shall be fully lowered, controls neutralized, power shut off, andbrakes set.
• The forklift must be rated for the load.• All hoisting and rigging equipment must be rated for the load.• It needs to be assured that the forklift is properly equipped with a working backup
alarm, beacon light, seat belt, and fire extinguisher.• A maintenance and inspection program should be in place to assure that any forklift
that is not in safe operating condition is removed from service.
The plasma arc torch provides a thermal cutting technique for cutting metal pieces.Plasma uses a high-powered electric arc in combination with high-velocity cutting gas tovaporize metal and create plasma. The plasma itself is a gas which has been heated toan extremely high temperature and ionized to make it electrically conductive. Theplasma is then used to transfer an electric arc to the workpiece. The metal is melted bythe heat of the arc and then blown away. The plasma torch is typically manipulated ona track or by a robot but manual manipulation and cutting is also used. The PAK 45Plasma Arc system includes: a hand or machine mounted torch, the operator's console,gas regulators, and supply hoses and cables. Compressed gases used with the systemwere nitrogen as the secondary gas and an argon/hydrogen mixture as the plasma gas.
KEY RESULTS
The safety and health evaluation during the testing demonstration focused on two typesof potential exposure: welding fume, as total particulate and noise. Smoke and fumewas visible during operation of the plasma arc torch but air sampling results showedvalues below the Occupational Safety and Health Administration (OSHA) permissibleexposure limit (PEL) and the American Conference of Governmental IndustrialHygienists (ACGIH) threshold limit value (TLV). This will be discussed in greater detailin the Industrial Hygiene Monitoring section of this report. Noise exposure ranged frombelow to above the "action level". This will also be discussed in greater detail in theIndustrial Hygiene section of this report. Further testing for each of these exposures isrecommended because the environment where the technology is being used, the timethe worker spends in the area, and the distance the worker is from the operational areamay cause exposures to be higher or lower. Air sampling and noise monitoring will berequired in all operational settings. Other safety and health hazards found wereergonomics, heat stress, tripping hazards, fire hazards, burn hazards, physical eyehazards, exposure to ultraviolet light, electrical hazards, lockout/tagout, and hazardsassociated with the use of compressed gases.
SECTION 2 - SYSTEM OPERATION
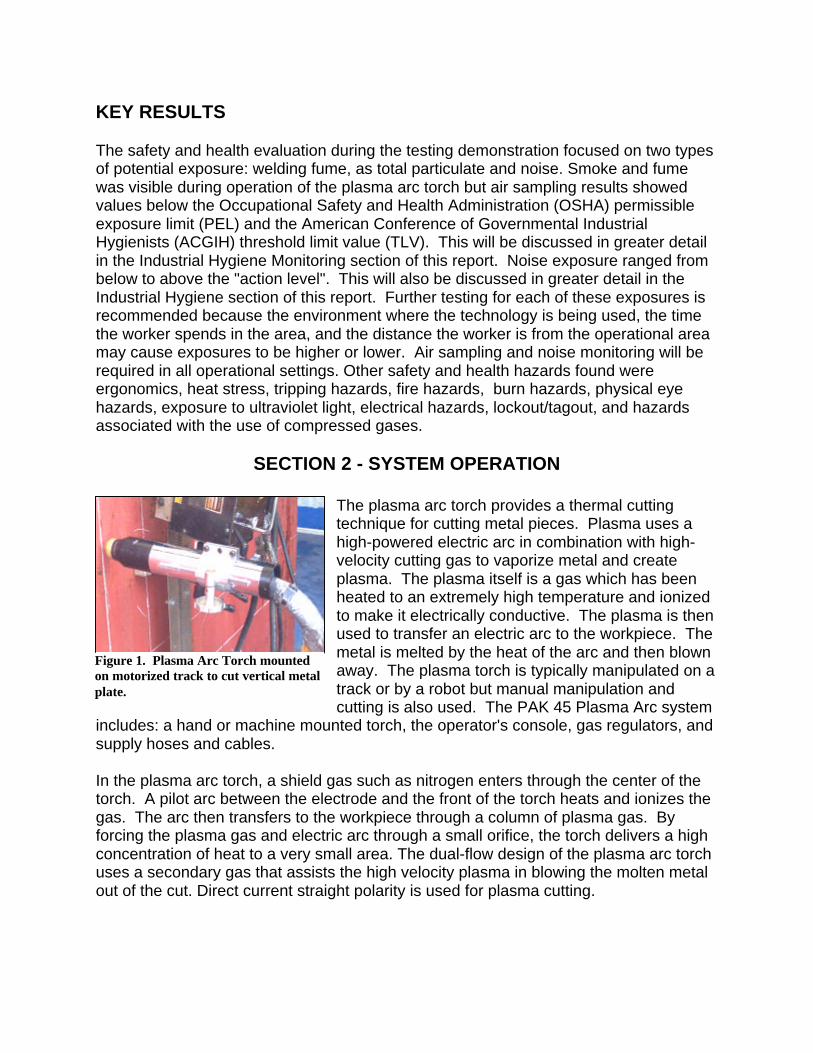
The plasma arc torch provides a thermal cuttingtechnique for cutting metal pieces. Plasma uses ahigh-powered electric arc in combination with high-velocity cutting gas to vaporize metal and createplasma. The plasma itself is a gas which has beenheated to an extremely high temperature and ionizedto make it electrically conductive. The plasma is thenused to transfer an electric arc to the workpiece. Themetal is melted by the heat of the arc and then blownaway. The plasma torch is typically manipulated on atrack or by a robot but manual manipulation andcutting is also used. The PAK 45 Plasma Arc system
includes: a hand or machine mounted torch, the operator's console, gas regulators, andsupply hoses and cables.
In the plasma arc torch, a shield gas such as nitrogen enters through the center of thetorch. A pilot arc between the electrode and the front of the torch heats and ionizes thegas. The arc then transfers to the workpiece through a column of plasma gas. Byforcing the plasma gas and electric arc through a small orifice, the torch delivers a highconcentration of heat to a very small area. The dual-flow design of the plasma arc torchuses a secondary gas that assists the high velocity plasma in blowing the molten metalout of the cut. Direct current straight polarity is used for plasma cutting.
Figure 1. Plasma Arc Torch mountedon motorized track to cut vertical metalplate.
The main components of the PAK 45 Plasma Arc system are the plasma and secondarygases, the pilot arc/arc starter, the cutting arc, and the current control. The plasma gasflows to the torch around the electrode and out through the tip orifice. The secondarygas flows to the torch through the outer insulator, inner tip retainer, and the end pieceand out around the plasma arc. The plasma gas used was an argon/hydrogen mixtureand the secondary gas was nitrogen.
When the start button on the torch is pressed, the main contactor is activated. Highvoltage pulses jump the gap between the electrode and the tip in the torch which startsthe pilot arc. The starter circuit provides 15 pulses per second which results in a rapidfire “pop, pop, pop” pilot arc. The pilot arc makes a path for transferring the main arc tothe work. The main bridge rectifier converts the 3 phase AC power to DC for the maincutting arc.
The cutting current is set with the control knob, located to the right of the ammeter, onthe control panel. The cutting current is stabilized against fluctuations due to changesin line voltages, material thickness, torch standoff, and travel speed.
SECTION 3 - HEALTH AND SAFETY EVALUATION
GENERAL SAFETY AND HEALTH CONCERNS
Personnel where the plasma arc torch technology is being used need to be concernedwith two categories of safety and health issues. Core issues are those that are basedon current safety and health regulatory requirements. Best management practices arerelated to issues that are not based on current safety and health regulations, but are keyelements in preventing worker injury and illness on the job.
Safety and health issues of concern with the plasma arc technology included:
Core Issues:
♦ Tripping Hazards - The hoses, while necessary for the operation of the equipment,can become tripping hazards. Stringent housekeeping must be addressed.
♦ Pinch Points - The potential exists for the operator to have his/her fingers/handinjured by pinch points associated with the gas cylinders, motorized track, movingthe PAK 45, etc., if caught between two stationary objects.
♦ Lockout/Tagout - The user of the technology will need to develop a lockout/tagoutprogram to assure there is not an accidental release of energy duringmaintenance/repair activities.

Figure 2. Welding Helmetwith filter in place.
♦ Noise - The operator and workers in the area were subjected to noise levels belowto potentially above the OSHA “action level” for noise. The "action level" is 85 dBAfor an 8-hour work shift. The level of exposure will be influenced by the amount oftime the worker spends in the area where the cutting operation is taking place andthe distance the operator is from the work. Therefore, noise may be a concernunder certain circumstances and will be discussed in greater detail in the IndustrialHygiene section of this report.
♦ Fume - The equipment did generate visible smoke and fume during operation. Airsampling results showed a level of welding fume, as total particulate less than theOSHA PEL and the ACGIH TLV. The PEL is 15 mg/m3 and the TLV is 5 mg/m3.Welding fume, however, may be a concern under certain operational conditions anda sampling plan to address these on a job-by-job site-by-site basis will need to bedeveloped. Other contaminants sampled during the testing demonstration werecarbon monoxide, carbon dioxide, nitrogen dioxide, and ozone. These will bediscussed in detail in the Industrial Hygiene Monitoring Section of this report.
Sparks and slag are of concern during cutting operations using the plasma arc torch.They are spread throughout the area during cutting and therefore, have the potentialto create additional airborne contaminants, such as metal particulate. They alsopresent a fire, burn, and physical eye hazard.
♦ Fire hazards – Heat, sparks, or flame present during thermal cutting has thepotential to cause a fire hazard. When fire hazards present in the area cannot bemoved, then guards must be set up to contain heat, sparks, and slag.
♦ Electrical Hazards – There are electrical hazardsassociated with the plasma arc torch system. Thepower input for the system is 80 kilo-volt, 50/60hertz, 3-phase in a standard voltage/amperagecombination. The pilot bridge rectifier convertssingle phase AC power from the main transformerarc starter winding to DC for the pilot arc. Allequipment must be installed in accordance with theNational Electric Codes and proper groundingprocedures must be adhered to.
♦ Ventilation – Adequate breathing air must beprovided for in thermal cutting operations. Adequateventilation will depend on the dimensions and layoutof the work area, number of cutting operations,contaminants in the area and the allowable level for each, and the natural air flow inthe area. Mechanical ventilation and, as a last resort, respirators may be needed toprovide adequate breathing air and protect workers.

♦ PPE – The sparks and spatter present severe physical eye hazards. The weldinghelmet will protect the eyes from sparks and spatter that strike directly against thehelmet but they are not intended to protect against those that ricochet under thehelmet. Safety glasses with side shields, goggles, or other appropriate eyeprotection must also be worn to protect against these impact hazards.
The plasma arc torch produces ultraviolet light which can damage the eyes in theform of a “flash” or after long term exposure, cataracts. Proper protection for theeyes while performing cutting operations with the plasma arc torch is the weldinghelmet with the correct filter in place. Filter darkness needs to be chosen incompliance with OSHA 29 CFR Subpart Q Welding, Cutting, Brazing. Other workersin the area during cutting operations need to wear safety glasses with an appropriatedarkness rating.
The sparks, spatter, and ultraviolet light may cause skin burns. Protective clothingneeds to provide sufficient coverage and be made of flame-retardant materials tominimize skin burns. Covering all parts of the body is recommended to prevent flashburn from ultraviolet and infrared rays.
Best Management Practices:
♦ Heat Stress - The operator may be subjected to an increase in heat stress due to theheat generated during thermal cutting operations. Sparks, flame, slag, and hotmetal will add to the heat load. The need to utilize personal protective equipment(PPE), flame-resistant garments, will also add to the heat load. The user will need todevelop a heat stress program for the environment in which the technology is beingused, taking into consideration any necessary PPE, ambient temperatures, etc.
♦ Ergonomics - The worker is subjected to ergonomic stressors that need to be takeninto consideration, such as stooping, bending, twisting, kneeling, lifting, and staticpostures.
♦ Communication - Due to the noise generated by the technology, at times, duringoperation, communication may be difficult. Personnel working in the area should befamiliar with and use hand signals when needed.
INDUSTRIAL HYGIENE MONITORING
During this testing demonstration with the plasma arc torch, sampling was conducted forwelding fume, as total particulate, carbon monoxide, carbon dioxide, nitrogen dioxide,ozone, and noise. In addition, the wet-bulb globe temperature was monitored toevaluate heat stress. Observational evaluation was conducted for ergonomics.
Through general observational techniques the potential for ergonomic problems wasevaluated during the testing demonstration. The potential exists for upper and lower

back, arm, and leg stress and/or injuries due to bending, twisting, and lifting associatedwith setup, operation, maintenance, and decontamination.
During cutting operations, many ergonomic stressors areplaced on the body from awkward and static postures.There is also concern for the manual force and repetitivemotions that may be required. In order to make a cut, theworkers had to get into tight places by twisting themselvesinto place or by propping their bodies into awkwardpositions. Stresses occur from holding the head and armsin unnatural, fixed positions for long amounts of time. Thisoften results in stiffness and soreness in the body.Overhead work can result in a condition know as shouldertendonitis (inflammation of the tendons of the shoulder)and there is concern for the stress placed on the back frombending to cut pieces located on ground level.
Pre-planning to place the operator in the best position for ergonomics and safety shouldbe done before operations begin and periodically as the job progresses. Workersshould not place themselves in positions that cause the body discomfort but since manytimes these awkward postures are unavoidable, workers should, at the first sign ofsoreness, stop and stretch.
Heat stress parameters were monitored using a Quest QuestTemp°15 Heat StressMonitor. The wet-bulb globe temperature was used to determine the work/rest regimenin accordance with the ACGIH recommendations. The wet-bulb globe temperature wasadjusted for the type of clothing, including PPE that the worker was wearing, inaccordance with ACGIH guidelines.
While heat stress will be increased when wearing PPE, the overall heat stress responsewill vary from worker to worker. Each situation in which the current technology is usedwill need to be evaluated for the heat stress potential, taking into consideration the wet-bulb globe temperature, PPE in use, physical condition of the worker, and workeracclimatization.
Air sampling for welding fume as total particulate was conducted with a sampling trainconsisting of an MSA Escort Elf air-sampling pump and a pre-weighed cassette with a5 µg PVC filter. Pre- and post- sampling calibration was accomplished using a BIOSInternational DryCal DC1 primary calibration system. The sampling was conducted andanalyzed in accordance with National Institute of Occupational Safety and Health(NIOSH) Method 0500. Samples were analyzed by a laboratory accredited by theAmerican Industrial Hygiene Association (AIHA). Carbon dioxide, carbon monoxide,and nitrogen dioxide were monitored using Dräger direct reading diffusion tubes andozone was monitored using a Dräger short-term measurement tube.
Figure 3. The worker mustassume awkward positionswhile cutting part of a tanklying at ground level.

Area air sampling was conducted during operation of the plasma arc torch. The actualcutting of pipes, tubes, I-beams, etc. took approximately 5-10 minutes per piece.Therefore, area sampling was conducted throughout the entire process to assess thepotential for worker exposure during cutting operations with the plasma arc torch.Personal samples were collected on the workers for nitrogen dioxide, carbon dioxide,and carbon monoxide. Area ozone samples were taken in the area of the coated steelplate during cutting. A forklift was periodically operated in the area to remove the piecethat was cut.
The area welding fume, as total particulate samples, showed results of 0.090 mg/m3,0.142 mg/m3, 0.924 mg/m3, and 1.11 mg/m3. These results are all below the OSHAPEL of 15 mg/m3 and the ACGIH TLV of 5 mg/m3. (See Appendix B for sampling data).
Personal sampling for nitrogen dioxide showed results of < 1.29 ppm and <1.43 ppm.These are below the OSHA PEL of 5 ppm (as a ceiling level) and the ACGIH TLV of 3ppm. Personal sampling for carbon dioxide showed results of 129.0 ppm and 428.57ppm which is below the OSHA PEL and the ACGIH TLV of 5000 ppm. Personalsampling for carbon monoxide showed results of < 6.45 ppm which is below the OSHAPEL of 50 ppm and the ACGIH TLV of 25 ppm. Ozone monitoring showed results of< 0.05 ppm (3 samples were taken) which is below the OSHA PEL of 0.1 ppm and theACGIH TLV of 0.1-0.05 ppm, depending on the work load.
Although sampling for the contaminants discussed above did not show any exposuresabove the OSHA PEL or the ACGIH TLV, fumes were visible during the operation of theplasma arc torch. The time spent in the work area, the distance from the actual cuttingoperation, and ventilation in the work area will affect an individual worker’s exposurelevel. A complete air sampling plan will need to be developed to account for the sitespecific conditions where the torch is being used including other contaminants specificto the D&D project. The metal being cut with the torch also needs to be taken intoconsideration and contaminants specific to the metal need to be monitored.
Area noise sampling was conducted during operation of the plasma arc torch. Since theactual cutting of pipes, tubes, I-beams, etc. took approximately 5-10 minutes per piece,area noise sampling was conducted throughout the entire process to assess thepotential for worker noise exposure during cutting operations with the torch. Areasamples were taken at a central location in the general work area where the cuttingoperation was taking place. A forklift was periodically operated in the area to removethe piece that was cut. Area noise sampling was conducted using Metrosonic db-3100noise dosimeters. Calibration was conducted pre- and post- monitoring using aMetrosonic CL304 acoustical calibrator.
Monitoring was conducted for 1.4 hours (85 minutes), 3.8 hours (230 minutes), and2.4 hours (143 minutes). Noise monitoring showed noise doses of 5.98% which wouldgive a time-weighted average (TWA), assuming no further noise exposure for the 8-hourshift, of 69.7 dBA, 24.14% (TWA – 79.7 dBA), and 3.78.0% (TWA – 66.4 dBA). These

area results show exposures below the OSHA “action level” and the PEL. A projected8-hour noise dose and resultant TWA showed the following results for the respectivearea samples: 33.65% (TWA – 82.1 dBA), 50.22% (TWA – 85.0 dBA), and 12.62%(TWA – 75.1 dBA). These projected 8-hour noise doses show exposures below topotentially above the OSHA “action level” but below the PEL.
During the monitoring periods, the noise levels were averaged for each one-minuteperiod and then an overall average was calculated. This gave an average exposurelevel of 82.1 dB, 85.0 dB, and 75.1 dB for the respective area samples. The maximumsound levels observed during monitoring were 100.7 dB, 113.0 dB, and 103.2 dB.
The OSHA “action level” is a noise dose of 50% or an 8-hour TWA of 85 dBA and thePEL for noise is a 100% dose or an 8-hour TWA of 90 dBA. The levels of exposurerecorded during the testing demonstration show noise to be a potential concern.Operators may need to be included in a hearing conservation program based on thenoise levels specific to the location where the torch is being used. Differences in noiseexposure will be based on the location of the worker in relation to the cutting operationand the amount of time the worker spends there. A sampling plan will need to bedeveloped to address the site specific conditions where the thermal cutting operationtakes place. A sampling plan should also take into consideration the work environmentsince the noise levels may increase or decrease based on the construction of theenclosure where the cutting operation is taking place.
HUMAN FACTORS INTERFACE
Workers using a technology for cutting operations during D&D activities may encountera variety of contaminants when working in a hazardous waste site environment. Thismay include contaminants associated with the pieces being dismantled, the material thepieces are constructed of, or contamination inherent in the environment where thepieces are located. Therefore, different levels of PPE, such as level A, B, C, or D ordifferent types as PPE such as Anti-C, for radiation contamination may need to beutilized. These contaminants should be identified by the site characterization prior tothe start of the D&D project.
The level of protection being utilized has the potential to cause several human factorsinterface problems. These may include, but not be limited to, visibility, manual dexterity,tactile sensation, an increase in heat stress, and an overall increase in physical stress.
An additional concern with thermal cutting is the need for the worker to utilize flame-retardant PPE. This will need to be taken into consideration when choosing the PPE toprotect against other types of contamination.

TECHNOLOGY APPLICABILITY
There was visible smoke and fume during the cutting operation but the air samplingresults showed sampling values below the OSHA PEL and the ACGIH TLV. Asampling plan will need to be developed to assess contaminants under site specificconditions.
The torch and all of the systems components will need to be disassembled to bedecontaminated. This will not necessarily guarantee that decontamination will becomplete. If total decontamination is not possible, the equipment and/or parts of theequipment may need to be considered a consumable.

SECTION 4 - JOB SAFETY ANALYSIS
JOB SAFETY ANALYSISFRAMATOME TECHNOLOGIES
Thermal Dynamics Corp. PAK45 Plasma Arc Torch(Equipment Dismantlement)
HAZARD CORRECTIVE ACTIONSETUP AND TEAR DOWN
* Pinch Points * Use of hand protection* Use of proper hand tools for the job
* Slips/Trips/Falls * Awareness of the specific hazards* Organization of materials (housekeeping)* Walking around areas that are congested whenpossible* Walking around tripping hazards when possible* Marking, isolating, and/or bunching togethertripping hazards
* Struck by (gas cylinder/parts) * Assure gas cylinders are properly secured invertical position and cannot fall* Do not allow cylinders to be dropped orknocked over* Be sure valve protection caps are secure whenmoving cylinders or when they are being stored* Stand so the cylinder is between you and theregulator; never stand in front of the regulatorwhen opening
* Exposure to plasma/secondarygas
* Open cylinder valve only slightly* Do not stand directly in front of the valve when“cracking” the cylinder valve* “Crack” cylinder valve only in well ventilatedareas* Clear hoses and purge plasma gas in wellventilated areas*Inspect hoses before attaching to the regulatoror torch handle
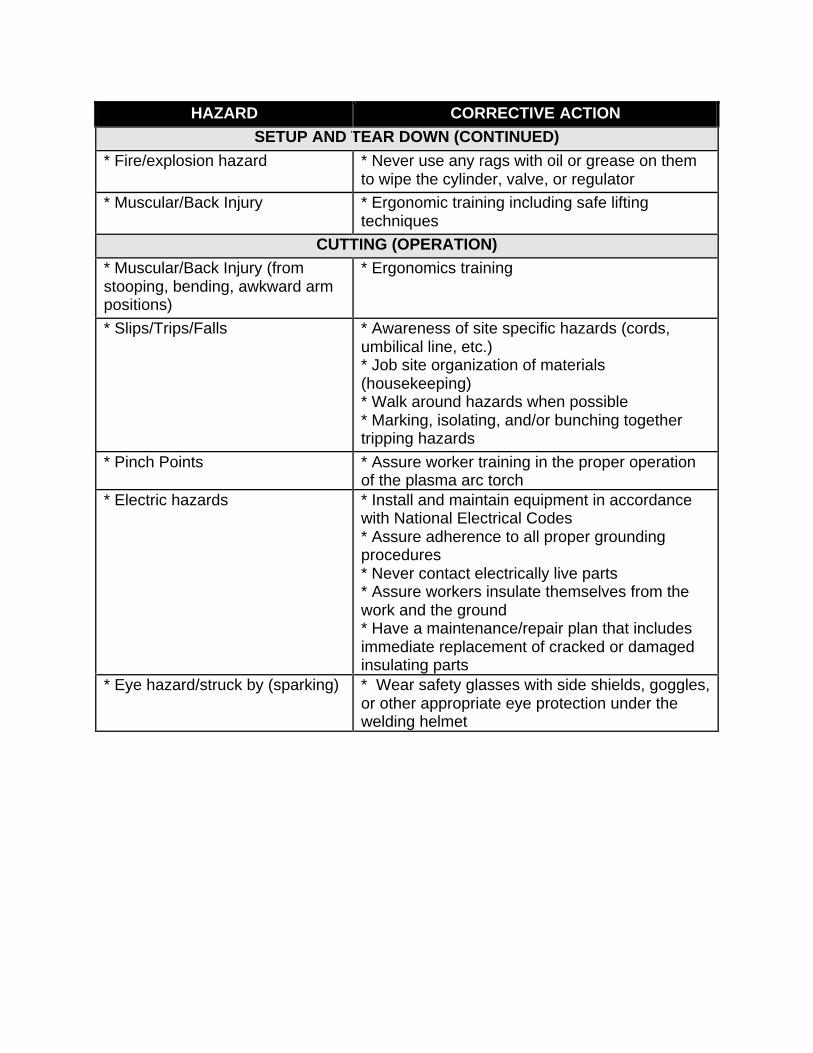
HAZARD CORRECTIVE ACTIONSETUP AND TEAR DOWN (CONTINUED)
* Fire/explosion hazard * Never use any rags with oil or grease on themto wipe the cylinder, valve, or regulator
* Muscular/Back Injury * Ergonomic training including safe liftingtechniques
CUTTING (OPERATION)* Muscular/Back Injury (fromstooping, bending, awkward armpositions)
* Ergonomics training
* Slips/Trips/Falls * Awareness of site specific hazards (cords,umbilical line, etc.)* Job site organization of materials(housekeeping)* Walk around hazards when possible* Marking, isolating, and/or bunching togethertripping hazards
* Pinch Points * Assure worker training in the proper operationof the plasma arc torch
* Electric hazards * Install and maintain equipment in accordancewith National Electrical Codes* Assure adherence to all proper groundingprocedures* Never contact electrically live parts* Assure workers insulate themselves from thework and the ground* Have a maintenance/repair plan that includesimmediate replacement of cracked or damagedinsulating parts
* Eye hazard/struck by (sparking) * Wear safety glasses with side shields, goggles,or other appropriate eye protection under thewelding helmet

HAZARD CORRECTIVE ACTIONCUTTING (OPERATION) (CONTINUED)
* Eye hazard (ultraviolet/infraredlight)
* Wear a welding helmet with the correct filter inplace – filter darkness needs to be selected inaccordance with OSHA 29 CFR Subpart QWelding, Cutting, Brazing* Workers in the area where the cutting operationis taking place need to wear safety glasses withan appropriate darkness rating* Assure all filters and lenses meet the test fortransmission of radiant energy prescribed inANSI Z87.1 Practice for Occupational andEducational Eye and Face Protection* Wear dark clothing to reduce reflection underthe welding helmet
* Burn hazards (sparks, spatter,radiation)
* Use appropriate flame-resistant PPE , asrequired (gauntlet gloves, jacket, apron, etc.)* Cover all parts of the body to protect againstultraviolet and infrared ray flash burn* Do not wear clothing that can melt or can causesevere burn due to sparks that may lodge inrolled-up sleeves, pockets of clothing, or pantcuffs* Point the tip away from yourself, other people inthe area, equipment, and any combustiblematerials when lighting the torch* Never light the torch with anything other than astriker designed for that purpose* Pre-planning to allow cut to be made as safelyas possible and direct sparking away fromworker when possible* Assure all workers in the area are aware ofwhere a cut has been made and the metal is hot* Use gloves for hot work to handle hot pieces ofmetal

HAZARD CORRECTIVE ACTIONCUTTING (OPERATION) (CONTINUED)
* Fire/Explosion hazards * Assure workers are aware of all combustibles inthe area before the cutting operation begins* Move as many of the combustibles away fromthe area as possible* If combustibles/fire hazards cannot be moved,set up guards to contain heat, sparks, and flame* Assure no grease or oil is present on the PPEor work clothes of the workers in the area* Assure fire watch is present, as required* Have portable fire extinguishers and/or otherappropriate fire protection equipment available inthe area, and assure workers are trained, asrequired* Assure no flammables are in or near the areawhere cutting is being done* Special precautions on drums, tanks, andclosed containers – have they held flammablematerials?* Assure all hoses and fittings are inspected forleaks before use* Turn off compressed gas bottles any timecutting is not in progress
* Cut/Laceration hazards * Use puncture resistant gloves when handlingmetal pieces that have been cut
* Struck by hazards * Aim torch away from cement or stone surfaces;moisture within these materials could cause themto explode when they reach a certaintemperature* Only use chipping hammers and chisels whichare designed for slag removal* Always wear safety glasses with side shieldswhen chipping slag; a face shield may also berequired* Workers must always be aware of where thecutting is being done; do not allow any one underthe area where cuts are made on elevatedpieces

HAZARD CORRECTIVE ACTIONCUTTING (OPERATION) (CONTINUED)
* Noise * Use engineering controls, as required* Use administrative controls, as required* Use proper hearing protection devices, asrequired
* Heat stress * Have a heat stress program in place* Assure the heat stress program accounts forthe added heat load from the thermal cuttingprocess* Use cooling devices, as required
* Exposure to Contaminants * Assure workers are aware of the hazards in thearea where they are using the torch* Use of proper PPE, including respiratoryprotection* Worker training to use good work practices thatwill enable worker to avoid contact with anycontaminated surfaces, i.e. the floor, walls, otherstructures in the area* Only perform cutting operations in wellventilated areas* Check hoses, regulator, and valves for leaksbefore use* Keep cylinder wrench, if one is required, oncylinder valve so can quickly be turned off* Turn compressed gas bottles off any timecutting is not in progress* Evaluation of possible hazards from metalbeing cut, coatings on the metal, contaminationinherent to the area, etc. be made before thecutting process begins
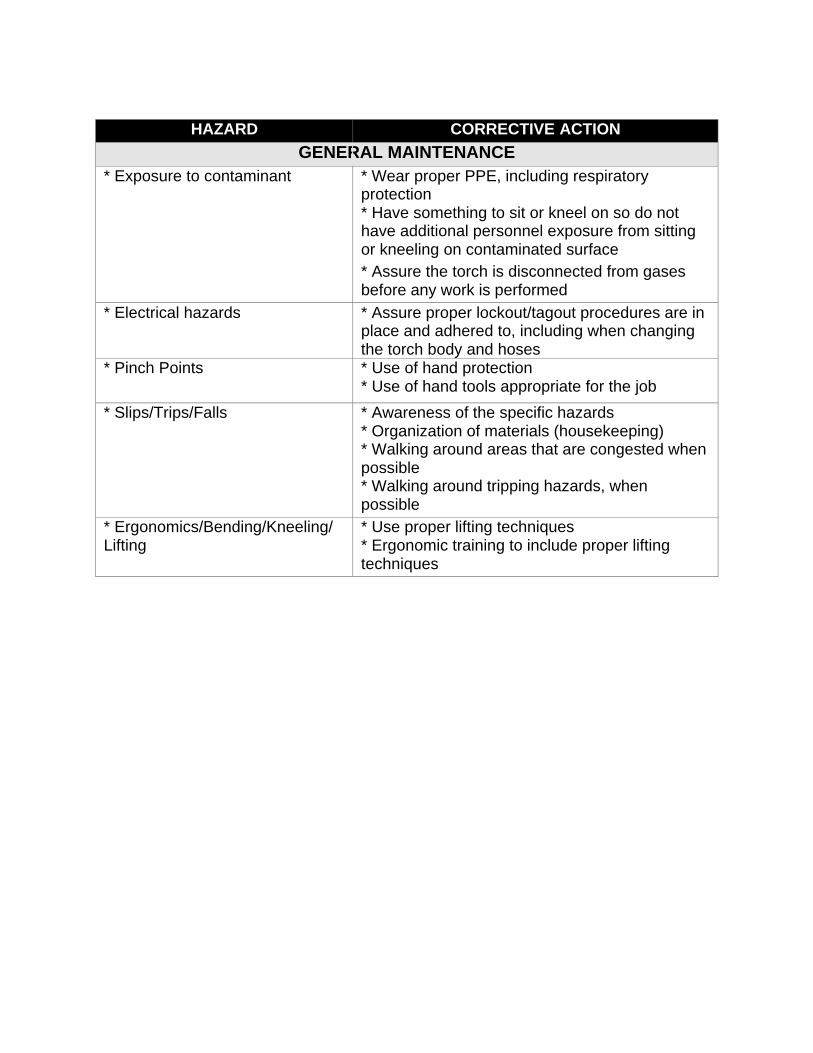
HAZARD CORRECTIVE ACTIONGENERAL MAINTENANCE
* Exposure to contaminant * Wear proper PPE, including respiratoryprotection* Have something to sit or kneel on so do nothave additional personnel exposure from sittingor kneeling on contaminated surface* Assure the torch is disconnected from gasesbefore any work is performed
* Electrical hazards * Assure proper lockout/tagout procedures are inplace and adhered to, including when changingthe torch body and hoses
* Pinch Points * Use of hand protection* Use of hand tools appropriate for the job
* Slips/Trips/Falls * Awareness of the specific hazards* Organization of materials (housekeeping)* Walking around areas that are congested whenpossible* Walking around tripping hazards, whenpossible
* Ergonomics/Bending/Kneeling/Lifting
* Use proper lifting techniques* Ergonomic training to include proper liftingtechniques

SECTION 5 - FAILURE MODE AND EFFECTS ANALYSIS
FAILURE MODE AND EFFECTS ANALYSISFRAMATOME TECHNOLOGIES
Thermal Dynamics Corp. PAK45 Plasma Arc Torch(Equipment Dismantlement)
FAILURE MODE EFFECT* Barrier placed between cutting operationand combustibles fails or is inappropriate
* Fire with potential to cause burns andrelated fire injuries to workers
* Compressed cylinder/valve/regulatorfails
* Injury to workers from being struck byprojectiles from cylinder exploding, orfrom cylinder, valve, or regulator itself* Potential for fire causing burns andrelated fire injuries to workers* Potential for explosion causing injuriesto workers
* Relief valve on regulator fails * Low pressure side of regulator builds uppressure with resultant rupture – potentialto workers from regulator or pieces ofregulator becoming projectiles
* Hose ruptures/leaks/disconnects * Potential for worker exposure to thegases for the plasma arc torch* Potential for fire or explosion withresultant injuries to workers
* Interlock for control panel fails * Potential for electrical hazards to workerfrom exposure to “hot” wires
* Mechanism providing coolant fails * Potential for injury (burns being mostprevalent) to workers from torchoverheating
* Stop button mistaken for E-stop (duringemergency situation)
* Potential for the unit to be restartedinappropriately with potential to causeinjury to workers

SECTION 6 - TECHNOLOGY SAFETY DATA SHEET
TECHNOLOGY SAFETY DATA SHEETFRAMATOME TECHNOLOGIES
Thermal Dynamics Corp. PAK45 Plasma Arc Torch
(Equipment Dismantlement)
SECTION 1: TECHNOLOGY IDENTITYEmergency Contact:
Ken R. Palazzi
(804)832-3915Information Contact:
Ken R. Palazzi
(804)832-3915
Manufacturer’s Name and Address:
Framatome Technologies3315 Old Forest RoadPO Box 10935Lynchburg, VA 24506-0935
Date Prepared:
Other Names:
Plasma Arc Cutting System
Signature of Preparer:
Operating Engineers National HazmatProgram1293 Airport Road, Beaver, WV 25813,phone 304-253-8674, fax 304-253-7758
Under cooperative agreement DE-FC21-95 MC 32260

SECTION 2: PROCESS DESCRIPTIONThe plasma arc torch provides a thermal cutting technique for cutting metal pieces.Plasma uses a high-powered electric arc in combination with high-velocity cutting gasto vaporize metal and create plasma. The plasma itself is a gas which has beenheated to an extremely high temperature and ionized to make it electricallyconductive. The plasma is then used to transfer an electric arc to the workpiece. Themetal is melted by the heat of the arc and then blown away. The plasma torch istypically manipulated on a track or by a robot but manual manipulation and cutting isalso used. The PAK 45 Plasma Arc system includes: a hand or machine mountedtorch, the operator's console, gas regulators, and supply hoses and cables.
In the plasma arc torch, a shield gas such as nitrogen enters through the center of thetorch. A pilot arc between the electrode and the front of the torch heats and ionizesthe gas. The arc then transfers to the workpiece through a column of plasma gas. Byforcing the plasma gas and electric arc through a small orifice, the torch delivers ahigh concentration of heat to a very small area. The dual-flow design of the plasmaarc torch uses a secondary gas that assists the high velocity plasma in blowing themolten metal out of the cut. Direct current straight polarity is used for plasma cutting.
The main components of the PAK 45 Plasma Arc system are the plasma andsecondary gases, the pilot arc/arc starter, the cutting arc, and the current control.The plasma gas flows to the torch around the electrode and out through the tip orifice.The secondary gas flows to the torch through the outer insulator, inner tip retainer,and the end piece and out around the plasma arc. The plasma gas used was anargon/hydrogen mixture and the secondary gas was nitrogen.
When the start button on the torch is pressed, the main contactor is activated. Highvoltage pulses jump the gap between the electrode and the tip in the torch whichstarts the pilot arc. The starter circuit provides 15 pulses per second which results ina rapid fire “pop, pop, pop” pilot arc. The pilot arc makes a path for transferring themain arc to the work. The main bridge rectifier converts the 3 phase AC power to DCfor the main cutting arc.
The cutting current is set with the control knob, located to the right of the ammeter, onthe control panel. The cutting current is stabilized against fluctuations due to changesin line voltages, material thickness, torch standoff, and travel speed.

SECTION 3: PROCESS DIAGRAMS

SECTION 3: PROCESS DIAGRAMS (CONTINUED)

SECTION 4: CONTAMINANTS AND MEDIASmoke and fume are generated during thermal cutting with the plasma arc torch.Consideration needs to be given to the contaminants of the metal being cut, anycontaminants of coatings on the metal, and contamination in the area where the torchis being used for D&D activities. An air sampling plan will need to be developed, asappropriate for the site where the torch is used.
SECTION 5: ASSOCIATED SAFETY HAZARDSProbability of Occurrence of Hazard:
1 Hazard may be present but not expected over background level2 Some level of hazard above background level known to be present3 High hazard potential4 Potential for imminent danger to life and health
A. ELECTRICAL (LOCKOUT/TAGOUT) RISK RATING: 3The plasma arc torch presents electrical hazards. Installation and maintenance of theequipment needs to be done in accordance with the National Electrical Codes.Proper grounding, immediately replacing any cracked or damaged insulating parts,etc. need to be part of the standard operating procedures for the plasma arc torchsystem.B. FIRE AND EXPLOSION RISK RATING: 4Heat, sparks, or flame present during thermal cutting has the potential to cause fire orexplosion. When fire hazards present in the area cannot be moved, guards must beset up to contain heat, sparks, and slag.Hydrogen is a flammable gas and proper precautions need to be taken when usedwith the plasma arc torch.C. CONFINED SPACE ENTRY RISK RATING: 1-4Not part of this technology unless the specific location where the torch is being usedis a confined space. Thermal cutting operations can present additional hazards in aconfined space. Confined space entry and rescue procedures should be followedand additional consideration given to the limited work space, hazardous atmosphere,slipping hazards, flammability, combustibility, and toxic fumes in relation to their abilityto be caused by the thermal cutting process itself.D. MECHANICAL HAZARDS RISK RATING: 1Assembling the cylinders and the cutting torch poses pinch points.SECTION 5: ASSOCIATED SAFETY HAZARDS (CONTINUED)E. PRESSURE HAZARDS RISK RATING: 4The compressed gas cylinders present a hazard and are discussed under "K". of thissection.F. TRIPPING AND FALLING RISK RATING: 2Hoses present potential hazards.

SECTION 5: ASSOCIATED SAFETY HAZARDSG. LADDERS AND PLATFORM RISK RATING: 2Not part of this technology but may be required for D&D activities. All regulations forworking from ladders and platforms, including the OSHA scaffolding standard, mustbe followed.H. MOVING VEHICLE RISK RATING: 2Not part of this technology but may be required for D&D activities. All precautionsand safety requirements for large pieces of equipment will need to be followed. Forexample, all moving vehicles should have working back-up alarms, warning lights,etc.I. BURIED UTILITIES, DRUMS, AND TANKS RISK RATING: N/ANot part of this technology.J. PROTRUDING OBJECTS RISK RATING: N/ANot part of this technology.K. GAS CYLINDERS RISK RATING: 4Compressed gas cylinders account for one of the primary hazards associated with theplasma arc torch. If the compressed gas cylinders are damaged, gas can escapewith great force and the cylinder itself can explode causing injury to workers andpossibly damaging property. One example of this type of hazard is called “rocketing”.The cylinder acts as a “rocket” if damaged or ruptured. The “rocket” (cylinder) canbreak through concrete walls or travel through open spaces.L. TRENCHING AND EXCAVATIONS RISK RATING: N/ANot part of this technology.M. OVERHEAD LIFTS RISK RATING: 2Not part of this technology but may be required during D&D activities. All applicablestandards and precautions must be followed for the type of equipment used. At aminimum, anyone in the work area should be wearing a hard hat.N. OVERHEAD HAZARDS RISK RATING: 2May be part of this technology if the piece being cut is overhead. At a minimum,anyone working in the area should be wearing a hard hat. It needs to be assured thatall workers in the area are aware of the overhead work being done and avoid the areawhen possible.

SECTION 6: ASSOCIATED HEALTH HAZARDSA. INHALATION HAZARD RISK RATING: 3Fumes and gases produced by the thermal cutting process vary widely and arerelative to the metal being worked, coatings on the metal, and contaminants inherentin the environment where the metal is located. When chlorinated solvent vapors areexposed to ultraviolet radiation, they can produce phosgene gas. Phosgene gas isextremely toxic and a human poison by inhalation. All solvents, degreasers, orpotential sources of vapors need to be removed from the area where the plasma arctorch is being used.B. SKIN ABSORPTION RISK RATING: 1This would be dependent on the contaminants at the site and would be identified bythe site characterization.C. HEAT STRESS RISK RATING: 1-4Ambient conditions, work rates, and PPE levels must be considered. The worker maybe subjected to an increase in heat stress due to the heat generated during thermalcutting operations. The sparking, flame, slag, and hot metal will all add to the heatload.D. NOISE RISK RATING: 2The technology presents a potential noise hazard.E. NON-IONIZING RADIATION RISK RATING: 1-4The ultraviolet light produced by the thermal cutting process can damage the eyes.This can be in the form of a “flash” burn or after long term exposure, cataracts.Proper protection for eyes when performing cutting operations using the plasma arctorch is the welding helmet with the correct filter in place. The filter lenses and platesmust meet the test for transmission of radiant energy as prescribed in ANSI Z87.1,Practice for Occupational and Educational Eye and Face Protection. Filter darknessneeds to be chosen in compliance with OSHA 29 CFR Subpart Q Welding, Cutting,Brazing. Other workers in the area must wear safety glasses with an appropriatedarkness rating. It is also recommended that dark clothing be worn to reducereflection under the welding helmet.F. IONIZING RADIATION RISK RATING: 1-4Not part of this technology, but may be associated with the area where D&D activitiesare taking place.G. COLD STRESS RISK RATING: 1Technology does not produce a hazard, but ambient conditions need to beconsidered.
H. ERGONOMIC HAZARDS RISK RATING: 3During cutting operations, many ergonomic stressors can be placed on the body fromawkward and static postures. There is also concern for the manual force and

SECTION 6: ASSOCIATED HEALTH HAZARDSrepetitive motions that may be required. In order to make a cut, workers may have toget into tight places by twisting themselves into place or by propping their bodies intoawkward positions. Stresses occur from holding the head and arms in unnatural,fixed positions for long amounts of time. This often results in stiffness and sorenessin the body. Overhead work can result in a condition know as shoulder tendonitis(inflammation of the tendons of the shoulder) and there is concern for the stressplaced on the back from bending to cut pieces located on ground level.I. OTHER RISK RATING: N/ANone noted at this time.
SECTION 7: PHASE ANALYSISA. CONSTRUCTION/START-UPThe set-up/start-up phase presents several hazards including pinch points, struck byslips/trips/falls, muscular/back injury, electrical hazards, and exposure to gases.B. OPERATIONThe operational phase presents several hazards including exposure to contaminant,muscular/back injury, pinch points, laceration hazards, slips/trips/falls, pinch points,struck by hazards, exposure to noise, eye hazards (ultraviolet and infrared light), burnhazards, fire/explosion hazards, electrical hazards, heat stress, and exposure tocontaminants.C. MAINTENANCEThe maintenance phase presents several hazards including pinch points, electricalhazards, slips/trips/falls, muscular/back injury, and exposure to contaminants.D. DECOMMISSIONINGThe decommissioning phase presents several hazards, including exposure to thecontaminant, pinch points, slips/trips/falls, and muscular/back injury.
SECTION 8: HEALTH AND SAFETY PLAN REQUIRED ELEMENTSA. AIR MONITORINGFumes and gases produced by the thermal cutting process vary widely and arerelative to the metal being worked, coatings on the metal, and contaminants inherentin the environment where the metal is located. Iron oxide, nickel, cadmium, zinc,lead, oxides of nitrogen, and carbon dioxide are examples of the types of inhalationhazards that may be present during thermal cutting operations. A sampling planspecific for the site and the pieces being cut will need to be developed. Noisemonitoring will need to be conducted.B. WORKER TRAININGTraining that may apply in this case may include but not be limited to: HAZWOPER(Hazardous Waste Operations and Emergency Response), HAZCOM (HazardCommunication), Respiratory Protection, PPE (Personal Protective Equipment)

SECTION 8: HEALTH AND SAFETY PLAN REQUIRED ELEMENTSTraining, Hearing Conservation, Fire Extinguisher, Heat Stress, Electrical Safety,Working with Compressed Gases, non-ionizing radiation training, Ergonomics (properlifting, bending, stooping, kneeling), specific training for equipment operation,CPR/First Aid/Emergency Response/Bloodborne Pathogens, Lockout/Tagout, HandSignal Communication, and Construction Safety (OSHA 500) and/or General IndustrySafety (OSHA 501).C. EMERGENCY RESPONSEEmergency response planning for a site needs to assure adequate coverage forhazards described in the TSDS. Having at least one person per shift trained in CPRand first aid is recommended.D. MEDICAL SURVEILLANCEEvaluation of personnel’s general health with emphasis on the cardiovascular andrespiratory system and the back. In addition, medical surveillance as required byOSHA standards must be conducted. Initial and annual audiograms may be required.E. INFORMATIONAL PROGRAMWorkers must be trained in specific operation of equipment before use.
SECTION 9: COMMENTS AND SPECIAL CONSIDERATIONS
Only personnel who have been adequately trained in the operation of this technologyshould be permitted to operate and/or work with the equipment.

SECTION 7 - EMERGENCY RESPONSE/PREPAREDNESS
The use of the Plasma Arc Torch may be applicable to use in an emergency responsesituation to access the area where the emergency has occurred or to cut up pieces thatneed to be moved. It would not be able to be used if there was the potential for anflammable or explosive atmosphere.
Emergency response/preparedness must be part of every hazardous waste site safetyand health plan. In addition to credible site emergencies, site personnel must plan forcredible emergencies in connection with the plasma arc torch.
All precautions used when responding to an emergency situation at the site will apply.Before entering an area where the plasma torch is being used, the equipment needs tobe completely shut down (de-energized: compressed gas sources and electricity).
This technology does not appear to present conditions that could lead to out-of-the-ordinary emergency. Consideration does however, need to be given to the fire hazardsassociated with thermal cutting and the hazards associated with the use of pressurizedgases.
SECTION 8 - REGULATORY/POLICY ISSUES
The site safety and health personnel where the Framatome Plasma Arc Torch is beingused need to be concerned with safety and health regulations applicable to the issuesdiscussed above. Regulations that apply may be divided into four categories. Corerequirements are those regulations that would apply to any hazardous waste work site,regardless of the type of job. Technology specific requirements are those regulationsthat apply due to the specific technology being used. Special requirements arestandards and policies that are specific to the technology itself and are required byreference in a regulation. Best management practices are not required but arerecommended by organizations such as the American National Standards Institute(ANSI), NIOSH, Department of Energy (DOE), National Fire Protection Association(NFPA), etc. These regulations/standards may include but not be limited to thefollowing:
Core Requirements:
t OSHA 29 CFR 1926.25 Housekeeping
t OSHA 29 CFR 1910.141 Sanitation (1910.141(a)(3) covers housekeeping)
t OSHA 29 CFR 1926 Subpart Z Toxic and Hazardous Substances
t OSHA 29 CFR 1910 Subpart Z Toxic and Hazardous Substances

t OSHA 29 CFR 1926.59 Hazard Communication
t OSHA 29 CFR 1910.1200 Hazard Communication
t OSHA 29 CFR 1926.65 Hazardous Waste Operations and Emergency Response
t OSHA 29 CFR 1910.120 Hazardous Waste Operations and EmergencyResponse
t Occupational Safety and Health Act 1970(5)(a)(1) General Duty Clause
Technology Specific Requirements:
t OSHA 29 CFR 1910 Subpart Q Welding, Cutting and Brazing
t OSHA 29 CFR 1926 Subpart J Welding and Cutting
t OSHA 29 CFR 1926 Subpart K Electrical
t OSHA 29 CFR 1926 Subpart S Electrical
t OSHA 29 CFR 1910.147 The Control of Hazardous Energy (Lockout/Tagout)
t 29 CFR 1910.57 Ventilation
t OSHA 29 CFR 1910.94 Ventilation
t OSHA 29 CFR 1926.150 Fire Protection
t OSHA 29 CFR 1910.157 Portable Fire Extinguishers
t OSHA 29 CFR 1910.100 Compressed Gases (general requirements)
t OSHA 29 CFR 1926.103 Respiratory Protection
t OSHA 29 1910.134 Respiratory Protection
t OSHA 29 CFR 1926.52 Occupational Noise Exposure
t OSHA 29 CFR 1910.95 Occupational Noise Exposure
t OSHA 29 CFR 1926.102 Eye and Face Protection
t OSHA 29 CFR 1910.133 Eye and Face Protection

t OSHA 29 CFR 1926.28 Personal Protective Equipment
t OSHA 29 CFR 1910.132 General Requirements (Personal ProtectiveEquipment)
t OSHA 29 CFR 1926.23 First Aid and Medical Attention
t OSHA 29 CFR 1910.151 Medical Services and First Aid
t OSHA 29 CFR 1910.1000 Toxic and Hazardous Substances
Special Requirements:
t ANSI Z49.1-1967 Safety in Welding and Cutting published by the AmericanWelding Society
t NFPA 70 National Electrical Code
t 49 CFR Parts 171-179 Subchapter C – Hazardous Materials Regulations
t ANSI Z48.1 Method for Marking Portable Compressed Gas Containers to Identifythe Material Contained
t ANSI B57.1-1965 Compressed Gas Cylinder Valve Outlet and Inlet Connections
t ANSI Z87.1-1968 Practice for Occupational Eye and Face Protection
t NFPA—51-1969 Welding and Cutting Oxygen Fuel Gas System
t Compressed Gas Association Pamphlet G-1-1966
t Compressed Gas Association Pamphlet P-1-1965
Best Management Practices:
t ACGIH Threshold Limit Values for Chemical Substances and Physical Agentsand Biological Exposure Indices
t NIOSH Revised Lifting Equation, 1994
In addition to the above regulations and policies, it is imperative that all workers haveappropriate and adequate training for the task and associated safety and healthhazards. Training that would be required may be divided into four categories. Coretraining is that which is required for anyone entering a hazardous waste site to perform

work, regardless of the type of job. Technology specific training is that training which isspecific to the technology and required by safety and health standards. Special trainingis that which is specific to the technology to assure the worker is adequately trained forthe task, but is not necessarily required by safety and health standards. Bestmanagement practices are trainings that while not mandated by health and safetystandards, provide information and knowledge to the worker that will allow the worker toperform his/her job safely. Training to be applied for the Plasma Arc Torch may includebut not be limited to:
Core Training Requirements:
t HAZWOPER
t HAZCOM
Technology Specific Training:
t Hearing Conservation
t Respiratory Protection
t Personal Protective Equipment
t Electrical Safety
t Lockout/Tagout
t Fire Extinguisher
Special Training:
t Job specific training for equipment operation
Best Management Practice Training:
t Ergonomics (proper lifting, bending, stooping, kneeling)
t Heat stress (learning to recognize signs and symptoms)
t Working with Compressed Gases
t Non-ionizing Radiation
t CPR/First Aid/Emergency Response/Blood-borne Pathogens

t Hand Signal Communication
t Construction Safety (OSHA 500) and or General Industry Safety (OSHA 501)
SECTION 9 -OPERATIONAL CONSIDERATIONS & RECOMMENDATIONS
Recommendations made here for improved worker safety and health take intoconsideration the operation of the Plasma Arc Torch. Specific recommendationsinclude:
t Workers must be aware of the tripping hazards associated with hoses that arenecessary to operate the equipment. Keeping these as orderly as possible incompliance with good housekeeping regulations will help avoid injury due totripping.
t The plasma arc presents electrical hazards to the worker. Installation andmaintenance of all equipment needs to be done in accordance with the NationalElectrical Code. Workers must take care not to place themselves in directcontact with the hazard, i.e. live electrical parts. Recommendations forprecautions to be taken for electrical hazards associated with the plasma arcinclude but are not limited to:
• cover or arrange cables to prevent contact with falling sparks• never change the electrode with bare hands or wet gloves or when standing
on wet floors or grounded surfaces• use proper lockout/tagout procedures when working on any part of the
system, including changing the torch body or hoses• ground the frames of the unit in accordance with the National Electric Code
(NFPA 70)• immediately replace any cables that
have worn or damaged insulation• never coil or loop cable around the
body• only workers properly trained and
certified should work on electricalcomponents
t There is an emergency stop (E-stop)located on the front of the control panelof the PAK 45. The start button islocated to the right and slightly higherthan the E-stop. They are labeled butboth are a raised button-type control, andred. In the confusion that normally surrounds an emergency situation, the wrong
Figure 4. E-stop, start, and stop buttonsare located in the same area on thecontrol panel.

button could be pushed. While pushing the stop button will stop the cutting cycleand turn off the power, it will not open the power disconnect switches and thetorch could be restarted. When the E-stop is engaged, it overrides the startbutton. Pushing the wrong button has the potential to escalate the emergencyand thereby cause worker injury. It is recommended that the E-stop and startbutton be located further apart and the E-stop button be raised and the stopbutton be flush or recessed on the panel.
t The operators need to have training in ergonomics to assure proper techniquesin lifting, bending, stooping, twisting, etc. during equipment setup, operation,maintenance and decontamination.
During cutting operations, many ergonomic stressors were placed on the bodyfrom working in awkward and static postures. There is also concern for themanual force and repetitive motions that may be required. In order to make acut, the workers had to get into tight places by twisting themselves into place orby propping their bodies into awkward positions. Stresses occur from holding thehead and arms in unnatural, fixed positions for long amounts of time. This oftenresults in stiffness and soreness in the body. Overhead work can result in acondition know as shoulder tendonitis (inflammation of the tendons of theshoulder) and there is concern for the stress placed on the back from bending tocut pieces located on ground level.
It is recommended that pre-planning to place the operator in the best position, forergonomics and safety be done before operations begin and periodically as thejob progresses. Workers should not place themselves in positions that cause thebody discomfort but since many times these awkward postures are unavoidable,workers should, at the first sign of soreness, stop and stretch.
t Workers may need to be included in a hearing conservation program based onthe noise levels specific to the location where the torch is being used.Differences in noise exposure will be based on the location of the worker inrelation to the cutting operation and the amount of time the worker spends there.A sampling plan will need to be developed to address the site specific conditionswhere the thermal cutting operation takes place. A sampling plan should alsotake into consideration the work environment since the noise levels may increaseor decrease based on the construction of the enclosure where the cuttingoperation is taking place.
t Air sampling for welding fume, as total particulate, nitrogen dioxide, carbonmonoxide, carbon dioxide, and ozone did not show any exposures above theOSHA PEL or the ACGIH TLV. Smoke and fumes, however, were visible duringthe operation of the plasma arc torch. The time spent in the work area, thedistance from the actual cutting operation, and ventilation in the work area willaffect an individual worker’s exposure level. A monitoring plan will need to be

developed to account for the site specific conditions where the torch is beingused including contaminants specific to the D&D project. The metal being cutwith the torch needs to be taken into consideration and contaminants specific tothe metal and any coatings on the metal need to be monitored.
t When chlorinated solvents are exposed to ultraviolet radiation, they can producephosgene. Phosgene is an extremely toxic gas and a human poison byinhalation. It is recommended that all solvents, degreasers, or potential sourcesof vapor be removed from the area before the plasma arc torch is used.
t Heat stress is a hazard for all workers. When the worker must use certain typesof PPE the heat stress on the worker is increased. This is a concern becauseduring thermal cutting operations flame-resistant clothing must be worn,sometimes in addition to PPE necessary to protect against other contaminants inthe area where the cutting operation is being conducted. In addition, there maybe an increase in heat stress due to the heat generated from sparks, flame, slag,and hot metal during the thermal cutting operation. A heat stress program takingall of these factors into consideration needs to be developed for the site wherethe plasma arc torch is being used for thermal cutting operations. It isrecommended that personal cooling devices be used as appropriate to helpalleviate the heat stress hazard for the worker.
t The thermal cutting process creates sparks, spatter, and ultraviolet light. Thesehave the potential to be eye and skin hazards. They may cause skin burns.Protective clothing made of flame-retardant material should be worn to minimizeskin burns. It is also recommended that all parts of the body be covered toprevent flash burn from ultraviolet and infrared rays. Clothing that can melt orcause severe burn due to sparks that may lodge in rolled-up sleeves, pockets ofclothing, or pant cuffs should never be worn. Additional recommendations toprevent skin burns include: 1. always point the cutting tip away from yourself,
other people in the area when lighting the torch, 2.never light the torch with anything other than astriker designed for that purpose; pre-plan cuts todirect sparking away from the worker whenpossible, 3. assure all workers in the area areaware of hot metal from cuts, and 4. use gloves forhot work to handle hot metal pieces.
The sparks and spatter not only present a burnhazard for the eye but a physical hazard as well.The welding helmet will protect the eyes fromspark and spatter that strike directly against it butthey are not intended to protect against those thatricochet under the helmet. It is recommended thatsafety glasses with side shields, goggles, or other
Figure 5. Extremely brightUV light is produced by theplasma arc cutting process.

appropriate eye protection be worn to protect against these impact hazards.
The ultraviolet light produced by the thermal cutting process can damage theeyes. This can be in the form of a “flash” burn or after long term exposure,cataracts. Proper protection for eyes when performing cutting operations usingthe plasma arc torch is the welding helmet with the correct filter in place. Thefilter lenses and plates must meet the test for transmission of radiant energy asprescribed in ANSI Z87.1, Practice for Occupational and Educational Eye andFace Protection. Filter darkness needs to be chosen in compliance with OSHA29 CFR Subpart Q Welding, Cutting, Brazing. Other workers in the area mustwear safety glasses with an appropriate darkness rating. It is also recommendedthat dark clothing be worn to reduce reflection under the welding helmet.
t There may be times when slag will have to be chipped from the piece that wascut. This should only be done by using a slag-chipping hammer or a chisel. Anordinary carpenter’s hammer should never be used because the head of thecarpenter’s hammer can splinter and split. Safety glasses must always be wornwhen chipping slag. Hearing protection may also be required depending on thetype of chipping hammer or chisel that is used.
t If cement or stone surfaces are heated by the torch, the moisture within thesematerials could cause them to explode when they reach a certain temperature.The torch should never be purposefully aimed at cement or stone surfaces.Realizing this is not always possible because of a cut that needs to be made,safety glasses with side shields, goggles, or other appropriate eye protectionmust be worn under the welding helmet to protect against these impact hazards.
t The edges of the cut metal pieces may be sharp. These presentcut/puncture/laceration hazards to the worker. In addition, contaminants on themetal piece could become “contamination through injection” because of thewound. Sharp metal pieces should never be handled without puncture resistantgloves being used.
t Thermal cutting operations present many opportunities for fire and explosionhazards. It needs to be assured that there are no flammables in or near the areawhere the cutting operation is to take place. Special precautions need to betaken before cutting drums, tanks, or closed containers to determine if theypreviously held flammable materials. Before the cutting operation begins allcombustible materials should be moved, if possible. If it is not possible to movethe combustibles, guards need to be set up to contain heat, sparks, and flame. Afire watch must be present and appropriate fire protection equipment, such as fireextinguishers must be available. It must also be assured that workers areproperly trained to use the fire protection equipment that is made available.

Additional recommendations to avoid fires and explosions during thermal cuttingoperations with the plasma arc torch include: 1. assure all hoses and fittings areinspected for leaks before they are used, 2. assure the flashback arrestors arepresent and operational, 3. turn off the compressed gas bottles any time thecutting operation is not in progress, and 4. assure the area is free of oil andgrease.
t Adequate breathing air must be provided during the thermal cutting operation.To keep fumes, vapors, and other toxic by-products at safe levels, the work areamust be properly ventilated. Natural ventilation may be used if the necessaryprecautions are taken to keep the worker’s breathing zone away from the fumeplume and air sampling shows concentrations of contaminants are below theallowable levels. When natural ventilation is not adequate, mechanicalventilation will be necessary. This may include local exhaust, local forced, andgeneral area air movement systems. Examples of local exhaust systems to beconsidered are a suction device placed on the cutting torch itself or separatehoods placed near the cutting operation. Additional factors that need to be takeninto consideration to determine ventilation requirements include: 1. dimensionsand layout of the area of operation, 2. the number of cutting operations takingplace in the area, 3. the rate of cutting, and 4. the tendency of air currents todissipate or concentrate fumes in certain areas of the work site.
The workers must take precautions to avoid placing themselves in situationswhere they are breathing the fume plume directly. Methods of doing this includepositioning the head, the work, or by ventilation that directs the plume away fromthe worker’s face. Tests have shown that ventilation directed across the face ofthe worker is more effective than air directed from behind the worker.
t One of the dangers with plasma arc thermal cutting isthe use of compressed gas cylinders. If thecompressed gas cylinder is damaged, gas canescape with great force or the cylinder itself canexplode, injuring workers. The worker should look forsigns that indicate there could be danger associatedwith the compressed gas cylinder. These dangersigns include: leaking, corrosion, cracks or burnmarks, contaminated valves, worn or corroded hoses,and broken gauges or regulators.
Recommendations to mitigate dangers associatedwith the handling of compressed gas cylindersinclude but are not limited to:
• Accept only cylinders approved by the Departmentof Transportation (DOT).
Figure 6. Compressedgas cylinders aresecured during usewith the plasma arctorch.
• Do not remove or change marks and numbers stamped on the cylinders.• Cylinders may be rolled on the bottom edge, but never dragged.• When cylinders are transported on a hand or motorized truck they must be
secured to keep them from falling.• Keep cylinders clean and protect them from cuts or abrasions.• Do not use an electro-magnet or slings to hoist cylinders.• Do not drop cylinders or allow them to strike each other violently.• Do not use cylinders for rollers or supports.• Do not tamper with safety devices on valves or cylinders.• Clearly identify empty cylinders.• Assure all cylinders not in use have the valve protection caps in place.• Handle all cylinders as if they were full.
Recommendations for storing cylinders include but are not limited to:
• Store cylinders in an upright position in a safe, dry, well-ventilated area.• Do not store flammable substances, i.e. oil and volatile substances, in the
same area as cylinders.• Do not store cylinders near elevators, gangways, or stairwells where they
could be knocked down.• Oxygen cylinders should not be stored within 20 feet of highly combustible
materials or cylinders containing flammable gases. If they are closer than 20feet, cylinders should be separated by a fire-resistive partition at least 5 feethigh with a fire-resistance rating of at least 30 minutes.
• Acetylene and liquefied fuel gas should be stored with the valve end up.• Store liquefied fuel gas in accordance with NFPA limits for capacity.• Store cylinders on a level fire-proof floor• Prevent rusting store off of the ground and protect from the weather, if the
cylinders are stored outside.• Do not store cylinders near sources of heat.• Use oldest cylinders first.
Recommendations for using cylinders include but are not limited to:
• Use cylinders in upright position and secure so they cannot fall or be knockedover.
• Keep metal cap in place to protect the valve when the cylinder is notconnected for use.
• Make sure threads on regulator or union correspond to those on the cylindervalve outlet – do not force connections that do not fit.
• Do not use cylinder of compressed gas without a pressure-reducing regulatorattached to the cylinder valve.
• Before making a connection to a cylinder valve outlet, “crack” the valve toclear particles of dust and dirt .

• Use regulators and pressure gauges for the gases for which they aredesigned.
• Take leaking fuel gas cylinders out of use immediately.• Do not permit sparks, molten metal, electric currents, excessive heat, or
flames to come into contact with the cylinder or attachments.• Never use oil or grease as a lubricant on valves or attachments of oxygen
cylinders.• Do not handle oxygen cylinders with oil or grease on your clothing.• Never use oxygen as a replacement for compressed air.• Never take cylinders into tanks or unventilated rooms.• Before removing a regulator, close the cylinder valve and release the gas
from the regulator.• Close the cylinder valves when the work is finished – the valve should be
closed between cuttings .
The environment where the D&D activities are taking place has the potential to affectboth the contaminant and noise levels generated. Therefore, the need for an airsampling and noise monitoring program needs to be assessed on a site-by-site job-by-job basis.

APPENDIX AREFERENCES
Clayton & Clayton, Editors, Patty’s Industrial Hygiene and Toxicology, Volume 1, Part A,Fourth Edition
DOE Lessons Learned, Identifier 1997-RL-FDH-0001,http://www.hanford.gov/lessons/site11/1197/970001b.htm
DOE Lessons Learned, Identifier 1995-RL-WHC-040,http://www.hanford.gov/lessons/site11/1195/95e040.txt
DOE Lessons Learned, Identifier 1995-RL-WHC-0037,http://www.hanford.gov/lessons/site11/1195/95i037.txt
Keller’s Official OSHA Safety Handbook, J.J. Keller & Associates, Nihau, Wisconsin,1996
National Safety Council, Accident Prevention Manual for Business and Industry, 11th
Edition, 1997
Occupational Safety and Health Standards for General Industry, 29 CFR Part 1910,Occupational Safety and Health Administration United States Department of Labor
Occupational Safety and Health Standards for the Construction Industry, 29 CFR Part1926, Occupational Safety and Health Administration United States Department ofLabor
Salvendy, Editor, Handbook of Human Factors and Ergonomics, 1997
Threshold Limit Values (TLV’s) for Chemical Substances and Physical Agents andBiological Exposure Indices (BEI’s), American Conference of Governmental IndustrialHygienists, 1995-1996
UMASS/Lowell, Department of Work Environment, ”On the Beam” ConstructionOccupational Health Project, A Look at the Hazards and Controls for Welding, Vol. 1,No. 3, Summer 1998
U.S. Department of Health and Human Services, Manual for the Revised NIOSH LiftingEquation, January 1994
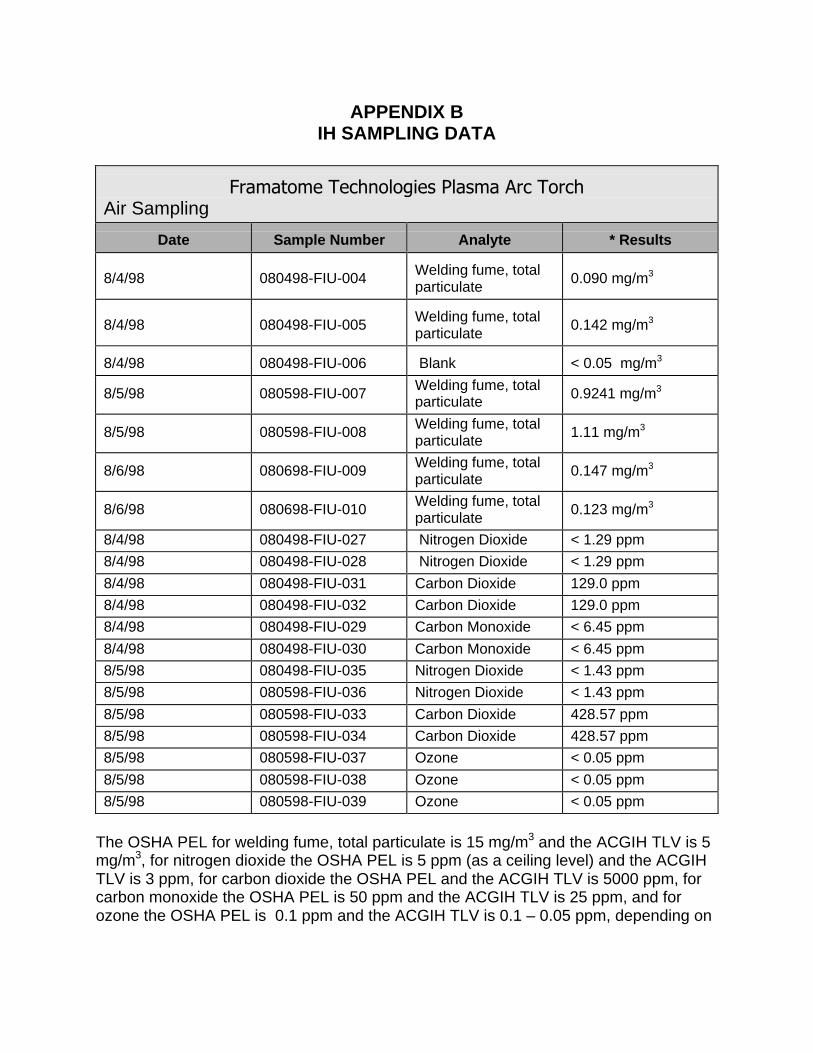
APPENDIX BIH SAMPLING DATA
Framatome Technologies Plasma Arc TorchAir Sampling
Date Sample Number Analyte * Results
8/4/98 080498-FIU-004 Welding fume, totalparticulate
0.090 mg/m3
8/4/98 080498-FIU-005 Welding fume, totalparticulate
0.142 mg/m3
8/4/98 080498-FIU-006 Blank < 0.05 mg/m3
8/5/98 080598-FIU-007 Welding fume, totalparticulate 0.9241 mg/m3
8/5/98 080598-FIU-008 Welding fume, totalparticulate
1.11 mg/m3
8/6/98 080698-FIU-009 Welding fume, totalparticulate
0.147 mg/m3
8/6/98 080698-FIU-010 Welding fume, totalparticulate
0.123 mg/m3
8/4/98 080498-FIU-027 Nitrogen Dioxide < 1.29 ppm
8/4/98 080498-FIU-028 Nitrogen Dioxide < 1.29 ppm
8/4/98 080498-FIU-031 Carbon Dioxide 129.0 ppm
8/4/98 080498-FIU-032 Carbon Dioxide 129.0 ppm
8/4/98 080498-FIU-029 Carbon Monoxide < 6.45 ppm
8/4/98 080498-FIU-030 Carbon Monoxide < 6.45 ppm
8/5/98 080498-FIU-035 Nitrogen Dioxide < 1.43 ppm
8/5/98 080598-FIU-036 Nitrogen Dioxide < 1.43 ppm
8/5/98 080598-FIU-033 Carbon Dioxide 428.57 ppm
8/5/98 080598-FIU-034 Carbon Dioxide 428.57 ppm
8/5/98 080598-FIU-037 Ozone < 0.05 ppm
8/5/98 080598-FIU-038 Ozone < 0.05 ppm
8/5/98 080598-FIU-039 Ozone < 0.05 ppm
The OSHA PEL for welding fume, total particulate is 15 mg/m3 and the ACGIH TLV is 5mg/m3, for nitrogen dioxide the OSHA PEL is 5 ppm (as a ceiling level) and the ACGIHTLV is 3 ppm, for carbon dioxide the OSHA PEL and the ACGIH TLV is 5000 ppm, forcarbon monoxide the OSHA PEL is 50 ppm and the ACGIH TLV is 25 ppm, and forozone the OSHA PEL is 0.1 ppm and the ACGIH TLV is 0.1 – 0.05 ppm, depending on

the work load. An air monitoring plan will need to address contaminants specific to thesite where the plasma arc torch is being used.

NOISE SAMPLING
The percentage of time spent at each decibel level can be obtained from the graph. Asshown, 94.426% of the time the noise exposure was less than 85 dBA, which means5.574% of the time, was spent at sound levels above 85 dBA. OSHA requires that ahearing conservation program be initiated if the 8-hour TWA is 85 dBA.

NOISE SAMPLING
The percentage of time spent at each decibel level can be obtained from the graph. Asshown, 89.016% of the time the noise exposure was less than 85 dBA, which means10.984% of the time, was spent at sound levels above 85 dBA. OSHA requires that ahearing conservation program be initiated if the 8-hour TWA is 85 dBA.

NOISE SAMPLINNOISE SAMPLING
The percentage of time spent at each decibel level can be obtained from the graph. Asshown, 92.211% of the time the noise exposure was less than 85 dBA, which means7.789% of the time, was spent at sound levels above 85 dBA. OSHA requires that ahearing conservation program be initiated if the 8-hour TWA is 85 dBA.

APPENDIX CACRONYM SHEET
AC - alternating currentACGIH - American Conference of Governmental Industrial HygienistsAIHA - American Industrial Hygiene AssociationANSI - American National Standards InstituteASTM - American Standards for Testing MaterialsCFR - Code of Federal RegulationsDC - direct currentD&D - decontamination and decommissioningDOE - Department of EnergyDOT - Department of TransportationE-stop - emergency stopFIU - Florida International UniversityHAZCOM - Hazard CommunicationHAZWOPER - Hazardous Waste OperationsMSDS - Material Safety Data SheetNIOSH - National Institute of Occupational Safety and HealthNFPA - National Fire Protection AssociationOSHA - Occupational Safety and Health AdministrationPEL - permissible exposure limitPPE - personal protective equipmentppm - parts per millionpsig - pounds per square inch gaugePVC - polyvinyl chlorideSOP’s - standard operating proceduresTLV - threshold limit valueTSDS - Technology Safety Data SheetTWA - Time Weighted Averageµg - microgramsUV - ultraviolet