On-site peracids: Tools for bleaching strategies to meet ...
13
Vol. 78, No. 10 Tappi Journal 121 Pulp Bleaching W ith respect to chlorine-contain- ing emissions, the cluster rule proposes three specific cases: • Low AOX limits that effectively (a) require low kappa numbers entering the bleach plant, (b) eliminate Cl 2 use, and (c) place a ceiling on ClO 2 use • Elimination of hypochlorite from most mills • Elimination of all chlorine-con- taining bleaching chemicals from paper-grade sulfite mills. In addition, these severe restric- tions on chlorine-based delignifiers and bleaches, coupled with market interest and prospects of further clo- sure of the bleach plant filtrate streams, have caused some kraft mills to consider the totally-chlorine- free (TCF) option, even though the Environmental Protection Agency (EPA) proposals do not require it. Peracids compared to other options to address the cluster rule The previous three cases indicate two technical needs: nonchlorine methods to delignify and nonchlorine methods to brighten pulp. Numer- ous technologies are in various states of development or commercialization to address both of these goals. They can be considered in that context, as shown in Table I. Peracids and their salts, whether from equilibrium or distilled peracetic (Pa), equilibrium Caro’s acid (Px), or mixed peracids combin- ing Caro’s and peracetic acids (Pxa) can delignify and brighten pulps in low- or nonchlorine bleaching se- quences (1–8). The requirements for building new equipment or rearrang- ing existing equipment to use peracids are minimal (9–12); this is an important consideration, because many U.S. mills are constrained by limitations on capital or on space near the pulp mill. Typical facilities for on-site manufacture of equilib- rium peracids require only storage (which often already exists) for the ingredients (hydrogen peroxide and On-site peracids: Tools for bleaching strategies to meet the cluster rule and considerations on selecting among them Bijan Amini and John Webster ABSTRACT: In contrast to some nonchlorine technology options for cluster rule compliance, peracids require low investment, are easily retrofit, and can be used to both delignify and brighten pulps. They can be used to reduce kappa numbers for production of low-AOX pulps, to eliminate use of hypochlorite, and in TCF bleaching sequences, on-site processes for peroxyacetic acid, peroxymonosulfuric acid (Caro's acid), and combinations of both (mixed peracids) are options. Important differences among them with regard to safety, peracid yield, effluent loads, and operating utility are discussed to assist mills considering peracids. KEYWORDS: Adsorbable organic halogen, bleaching, bleach- ing effluents, brightening, chemical reactions, chemical treat- ment, chlorine free bleaching, delignification, effluents, inorganic acids, organic acids, oxygen compounds, peracetic acid, peroxy acids, peroxymonosulfuric acids, recommendation, regulations, safety, spent liquors, sulfur compounds, synthesis. Amini is a senior research associate and Webster is a senior technical service executive at DuPont Co., Peroxygen Products, Wilmington, DE 19898.
Transcript of On-site peracids: Tools for bleaching strategies to meet ...

Vol. 78, No. 10 Tappi Journal 121
Pulp Bleaching
With respect to chlorine-contain-ing emissions, the cluster rule
proposes three specific cases:
• Low AOX limits that effectively(a) require low kappa numbersentering the bleach plant, (b)eliminate Cl2 use, and (c) place aceiling on ClO2 use
• Elimination of hypochlorite frommost mills
• Elimination of all chlorine-con-taining bleaching chemicals frompaper-grade sulfite mills.
In addition, these severe restric-tions on chlorine-based delignifiersand bleaches, coupled with marketinterest and prospects of further clo-
sure of the bleach plant filtratestreams, have caused some kraftmills to consider the totally-chlorine-free (TCF) option, even though theEnvironmental Protection Agency(EPA) proposals do not require it.
Peracids compared toother options to addressthe cluster rule
The previous three cases indicatetwo technical needs: nonchlorinemethods to delignify and nonchlorinemethods to brighten pulp. Numer-ous technologies are in various statesof development or commercializationto address both of these goals. Theycan be considered in that context, asshown in Table I.
Peracids and their salts, whetherfrom equilibrium or distilledperacetic (Pa), equilibrium Caro’sacid (Px), or mixed peracids combin-ing Caro’s and peracetic acids (Pxa)can delignify and brighten pulps inlow- or nonchlorine bleaching se-quences (1–8). The requirements forbuilding new equipment or rearrang-ing existing equipment to useperacids are minimal (9–12); this isan important consideration, becausemany U.S. mills are constrained bylimitations on capital or on spacenear the pulp mill. Typical facilitiesfor on-site manufacture of equilib-rium peracids require only storage(which often already exists) for theingredients (hydrogen peroxide and
On-site peracids: Tools for bleachingstrategies to meet the cluster rule andconsiderations on selecting among themBijan Amini and John Webster
ABSTRACT: In contrast to some nonchlorine technologyoptions for cluster rule compliance, peracids require lowinvestment, are easily retrofit, and can be used to both delignifyand brighten pulps. They can be used to reduce kappa numbersfor production of low-AOX pulps, to eliminate use ofhypochlorite, and in TCF bleaching sequences, on-site processesfor peroxyacetic acid, peroxymonosulfuric acid (Caro's acid),and combinations of both (mixed peracids) are options.Important differences among them with regard to safety, peracidyield, effluent loads, and operating utility are discussed to assistmills considering peracids.
KEYWORDS: Adsorbable organic halogen, bleaching, bleach-ing effluents, brightening, chemical reactions, chemical treat-ment, chlorine free bleaching, delignification, effluents,inorganic acids, organic acids, oxygen compounds, peraceticacid, peroxy acids, peroxymonosulfuric acids, recommendation,regulations, safety, spent liquors, sulfur compounds, synthesis.
Amini is a senior research associate and Webster is a senior technical serviceexecutive at DuPont Co., Peroxygen Products, Wilmington, DE 19898.

122 October 1995 Tappi Journal
Pulp Bleachingacid), pumps for ingredients andproduct, a reaction mixing zone, and(optionally) provisions for coolingproduct. Excluding ingredient stor-age, on-site manufacturing facilitiesfor equilibrium peracids can bemounted on one skid that is easilytransportable, and indeed suchequipment has been used at mills (9,10). Distilled peracetic acid wouldprobably have different space re-quirements, because it is a more com-plex process than the mixingoperations that characterize the equi-librium processes, and there are po-tential hazards that are differentfrom equilibrium peracids.
Peracids in sequences toaddress cluster rule issues
The following three cases illustratethe usefulness of peracids for meet-ing the proposed cluster rule:
• Delignifier for low-AOX bleach-ing sequences
• Replacement for hypochlorite
• Delignifier and brightener in TCFsulfite sequences.
Peracid as delignifier for low-AOX bleaching strategiesThe EPA has proposed a very lowAOX level, and the kappa numberentering the bleach plant must bequite low to achieve that level. Ex-tended cooking and oxygenprebleaching processes are beingpromoted for delignification. How-ever, both processes require substan-tial capital to implement, and manymills are searching for alternativelow-capital technologies to delignifyprior to bleaching. On-site peracidscan be used for this purpose and canbe implemented without significantequipment modifications to thebleach plant.
Results on several different fibersshow the combination of a peracidstage followed by an Eop stage typi-cally gives at least 50% delign-ification, without using chlorine-containing chemicals or requiring a
large capital investment. Figure 1compares an oxygen delignificationto PxaEop on a kappa no. 34 south-ern pine kraft brownstock. Both re-duce the kappa number by half, andthe PxaEop results in somewhathigher brightness. Conditions are inTable II, and chemical doses are wt.% on pulp unless otherwise noted.
Figure 1 shows even better per-formance on kappa no. 20 kraft euca-lyptus. The Pxa stage alone gives alower kappa number than oxygendelignification, and the combinationof Pxa and Eop stages results in 60%delignification, substantially morethan the O stage. Viscosities werecomparable. PxaEop can be quite ef-
I. Methods to delignify and brighten pulp
Primary use inTechnology Delignifying Brightening Investment
Extended cooking Yes No HighOxygen delig. Yes No HighOzone Yes Yes HighAnthraquinone Yes No LowAQ - Polysulfide Yes No LowPeracids Yes Yes LowPeroxide
Conventional Yes Yes LowHigh-pressure No Yes HighHigh-consistency No Yes High
Enzymes Yes No Low
II. Peracid compared to oxygen as a delignifier
Kappa no. % ISO Visc., cpKraft southern pine
Brownstock (mill pulp) 34.5 28 -
PxaEop 16.8 48 - Pxa 0.4% (AO as peracid), 70°C, 10% consistency, 60 min Eop 0.5% H2O2, 2% NaOH, 12% consistency, 85°C, 30 psig, 60 min (25 min at pressure)
Oxygen delignification 17.0 40 - 95°C, 12% consistency, 60 min, 2.5% NaOH, 100 psig
Kraft eucalyptus
Brownstock (mill pulp) 19.6 32.7 44.3
Pxa 10.0 44.9 42.4
PxaEop 8.0 56.6 30.9 Pxa stages: 0.4% (AO as peracid), 80°C, 3.5% consistency, 60 min Eop 0.5% H2O2, 2% NaOH, 11% consistency, 80°C, 24 psig, 60 min (20 min at pressure)
O Pulp (mill pulp) 12.4 46.2 30.7
OPxaEop 5.1 68.7 24.8 Pxa stage: Same as above Eop stage: Same as above

Vol. 78, No. 10 Tappi Journal 123
equivalent amounts of “active oxy-gen” (AO) or as an equivalent amountof a representative peracid, such asH2SO5 (Caro’s acid). The peracidsrepresented in this paper are re-ferred to in these two ways. Caro’sacid, with a molecular weight of114.08 g, is represented as follows:
O
ll HOOSOH
llO
In calculating the percent activeoxygen of a peracid, only one of the
fective at further delignifying andbrightening after the O stage, takingthe oxygen pulp from kappa no. 12and 46% ISO brightness to kappano. 5 and 69% ISO.
It is useful to review the conceptof expressing all peracids in terms of
1. Peracid as delignifier—PxaEop 2. Peracid for low-AOX bleaching—CEhHD → PxaEopDD, U.S.mixed hardwood, kappa no. 15, GE brightness 27
60
40
20
0BS O
S. PINE
ISO
BR
IGH
TN
ES
S, %
EUCALYPTUS
PxaEop
Kappa ISO
BS O PxaEop OPxaEopPxa
BLEACH STAGE
GE
BR
IGH
TN
ES
S (
OD
), %
80
60
40
20Brownstock 2 3 4
CEhHD PxaEopDnD
3. Peracid as replacement for hypochlorite—CdEopHD →CdEopPxaD, S. pine, kappa no. 32, ISO brightness 26
4. Peracid in TCF sulfite bleaching—Q(PSP) → Q(PPxaP), soft-wood, kappa no. 16, ISO brightness 58
BLEACH STAGE
ISO
BR
IGH
TN
ES
S (
OD
), % 80
60
40
20 Brownstock 2 3 4
CdEopHD CdEopPxaD
BLEACH STAGE
ISO
BR
IGH
TN
ES
S, %
AMINI/OCTOBER FIG 4 X 20 PicasPAIR w/FIG. 3
90
80
70
60
50 Brownstock 2 3 4
Q(PSP) Q(PPxaP)

124 October 1995 Tappi Journal
Pulp Bleachingoxygens in the O-O linkage of aperacid is considered to be active.Thus, for example, H2SO5 is 14.0%by weight active oxygen (atomicweight of oxygen divided by molecu-lar weight of H2SO5 times 100, i.e.,16.0/114.08 x 100 = 14.0%). Like-wise, peracetic acid has a molecularweight of 76.05 and is 21.0% AO.
Accordingly, a weight of anyperacid, or solution containingperacid, can be converted to an“equivalent H2SO5” weight basis bymultiplying by the percent peracidactive oxygen in the material anddividing by 14.0 (the percent activeoxygen in H2SO5). For example, onepound of a material that is 5.72%active oxygen is equivalent to 5.72/14.0 = 0.406 lb of H2SO5.
Figure 2 shows the use of mixedperacids as a delignifier to retrofit afour-stage sequence for a northernU.S. mixed hardwood brownstock.The mill currently bleaches by aCEhHD sequence, using approxi-mately 3.3% Cl2 on kappa no. 15brownstock to make mid-80s GEbrightness for integrated paper op-erations. Details of the bleachingconditions are shown in Table III.
One option to reduce AOX at thismill is to install oxygen delign-ification and then to modify the first,second, and third stages to make anODEoDD sequence. The bleach data(Table III and Fig. 2) show there isa peracid alternative, PxaEopDD,that does not require investment foroxygen delignification or modifica-tion of the first tower, since theperacid stage can be done at lowconsistency and moderate tempera-ture. Only the second and third tow-ers are retrofit to Eop and ClO2,respectively, and peracids are sub-stituted for chlorine in the first stage.The AOX should be substantiallylower because the pulp kappa num-ber, when first exposed to a chlo-rine-containing bleach, is less thanhalf what it was in the CEhHD se-quence (Table III). Instead of a Cstage at kappa no. 15, the new se-quence uses a D stage at kappa no.
III. Peracid as a delignifier for low-AOX bleaching*
IV. Peracid as a replacement for hypochlorite
CdEopHD CdEopPxaDCdEop pulp
Brightness, % ISO 51.1 SameKappa no. 3.1 SameViscosity, cp 21.1 Same
3rd stage: 10% cons., 40 minTemperature, °C 45 80NaOCl, % as available Cl2 2 -Pxa, % AO as peracid - 0.2Brightness, % ISO: Air-dried 78.5 75.1 Oven-dried 71.9 71.8
4th stage: 10% cons., 120 minTemperature, °C 70 70ClO2, % 0.6 0.6Brightness, % ISO: Air-dried 88.0 87.4 Oven-dried 83.8 83.6Viscosity, cp 13.7 18.5
*Brownstock: Southern pine, kappa no. 32.2, 25.7 % ISO, 28-cp viscosity
CEhHD PxaEopDD1st stage: 3.5% cons., 60 min
Temperature, °C 50 70Cl2, % 3.3 -Pxa, % AO as peracid - 0.4NaOH, % - 2.6
2nd stage: 11% cons., 60 minTemperature, °C 50 90NaOCl, % as available Cl2 1 -H2O2, % - 0.5O2, psig, 20 min at press. - 24Brightness, % GE: Air-dried 64.7 55.5 Oven-dried 59.9 54.4 Kappa no. 2 5.9
3rd stage: 11% cons., 110 minTemperature, °C 55 70NaOCl, % as available Cl2 0.7 -ClO2, % - 0.7Brightness, % GE: Air-dried 77.8 72.5 Oven-dried 72.1 70.6Kappa no. 1.4 1.7Viscosity, cp 9 14.7
4th stage: 11% cons., 225 minTemperature, °C 70 70ClO2, % 0.45 0.45Brightness, % GE: Air-dried 87.8 86.6 Oven-dried 84.0 84.5
*Brownstock: Mixed U.S. hardwood kraft, kappa no. 15, 27% GEbrightness, 22-cp viscosity

Vol. 78, No. 10 Tappi Journal 125
5.9. In addition, the pulp viscosity issubstantially improved over theCEhHD control.
Peracid as replacementfor hypochloriteAlthough many U.S. mills have al-ready substantially reduced or elimi-nated the use of hypochlorite, thereare some cases where it is still em-ployed. Figure 3 and Table IV illus-trate how a mill, using a CdEopHDsequence on southern pine, can useperacid to eliminate hypochloritewithout making significant modifi-cations to its bleach plant. Bleachresidence times are unchanged. Al-though there is more than a half-point difference in air-driedbrightness between the pulps, theperacid pulp suffers less heat rever-sion, and the oven-dried bright-nesses are virtually equal. Pulpviscosity from the peracid sequenceis higher than that from the controlsequence.
Peracid as delignifier andbrightener in TCF sulfitebleachingPaper-grade sulfite mills are facingthe prospect of shifting to totally-chlorine-free bleaching to complywith cluster rule proposals. OzoneTCF sequences are well known fromEuropean experience but are oftenviewed with caution by U.S. pulp pro-ducers because of retrofit investmentrequirements. For that reason, someare considering the more conven-tional approach of chelation and hy-drogen peroxide, using modifiedbleach plants with combined towersto obtain the longer times neededfor the large hydrogen peroxidestages.
Peracids can be beneficial in thisinstance, as shown in Fig. 4 andTable V. They illustrate brightnessdevelopment and bleaching condi-tions for a North American sulfitesoftwood bleached via a Q(PSP) se-quence with a long multitower Pstage and a similar Q(PPxaP) se-quence in which peracid is added dur-
5. Delignification and brightening. Peracid + oxidative extraction sequences
50
40
30
20
10
0Kappa
(a)
ISO Kappa Kappa
BROWNSTOCK
KA
PP
A N
O. A
ND
ISO
BR
IGH
TN
ES
SK
AP
PA
NO
. AN
D IS
O B
RIG
HT
NE
SS
KA
PP
A N
O. A
ND
ISO
BR
IGH
TN
ES
S
1st STAGE
Peracid-Eop on kappa no. 17 southern pine
Peracid-Eop on kappa no. 10.2 pine
Peracid-Ep on kappa no. 7.5 hardwood
2nd STAGE
BROWNSTOCK 1st STAGE 2nd STAGE
BROWNSTOCK 1st STAGE 2nd STAGE
ISO ISO
60
50
40
30
20
10
0Kappa
(c)
ISO Kappa KappaISO ISO
70�60
50
40
30
20
10
0
Kappa
(b)
ISO Kappa KappaISO ISO
Pa Pxa Px

126 October 1995 Tappi Journal
Pulp Bleaching
ing the soak stage (S) to allow re-moving a portion of the peroxide. Inthis case, 1% hydrogen peroxide isreplaced with 0.2% (AO as peracid)mixed peracids, making the two se-quences essentially equal in cost. Theperacid sequence gives three pointshigher brightness and higher viscos-ity. To provide the extended timefor the large peroxide stage, the pulpis not washed between the PSP tow-ers. Likewise, the residuals are al-lowed to carry through withoutwashing in the PPxaP sequence.
Although TCF bleaching is notproposed in the cluster rules for kraftpulp, there are mills developing TCFprocesses on kraft for marketing rea-sons. One approach is to use prima-rily oxygen, chelation, and hydrogenperoxide to bleach these pulps. Ad-vantages similar to those previouslycited for TCF sulfite can often beachieved by using peracids to re-place part of the hydrogen peroxidedose in those TCF kraft sequences.
Peracids: Tools forcluster rule strategies
The previous examples illustrate thatthere are cases where peracids cancontribute to cluster rule bleachingstrategies. Several authors have pre-
6. Equilibrium peracetic acid: effect of mole ratio and concentrationon conversion of H2O2 to peracid
7. Equilibrium Caro’s acid: effect of mole ratio and concentration onconversion of H2O2 to peracid
AMINI/OCTOBER FIG 6 X 20 PicasPAIR w/FIG. 5 or 7
100
80
60
40
200.5 1.0 2.0 3.0 4.0 6.05.0
50% H2O2, 100% HOAc 70% H2O2, 100% HOAc
HOAC: H2O2, moles
H2O
2 C
ON
VE
RT
ED
, %
H2SO4: H2O2, moles
H2O
2 C
ON
VE
RT
ED
, %
100
80
60
40
200.5 1.0 1.5 2.0 3.02.5
50% H2O2, 93% H2SO4
70% H2O2, 98% H2SO4
V. Peracid as delignifier and brightener for TCF sulfite bleaching*
Q(PSP) Q(PPxaP)P1 tower: 10% cons., 50 min, 80°C
H2O2, % 2.8 2.0NaOH, % 2.8 2.0pH, final 11.1 11.0Kappa no. 6.5 7.0Brightness, % ISO 79.0 76.1
No wash No wash
S tower: 10% cons., 50 min, 80°CPxa, % AO as peracid - 0.2NaOH, % - 0.75pH, final 11.0 6.2Kappa no. 5.7 5.5Brightness, % ISO 80.8 80.4
No wash No wash
P2 tower: 10% cons., 90 min, 80°CH2O2, % 0.6 0.4NaOH, % 0.6 1.8pH, final 10.9 10.7Kappa no. 4.6 3.3Viscosity, cp 14.6 17.0Brightness, % ISO 84.2 87.0
*Starting pulp: Sulfite softwood, Q treated, kappa no. 15.9, 58.2% ISO, 25-cp viscosity
sented a variety of similar results(2–8), and their discussions lead tothe same general conclusion that thebleaching and delignifying proper-ties of the peracids warrant theirconsideration for use in low-AOX,ECF, and TCF sequences.
Comparing anddifferentiating among peracids
For those considering peracids in astrategy to address cluster rule pro-posals, the following choices areavailable: (a) peracetic [Pa, equilib-rium or distilled], (b) Caro’s acid[Px], or (c) mixed peracids [Pxa, an

Vol. 78, No. 10 Tappi Journal 127
peracids, because that is where thedifferences are most significant.
Delignifying and brighteningefficiencyFor a variety of conditions, equalperacid (equal active oxygen inperacid form or equal molar amountsof peracid) gives equal delignifyingand brightening. See Fig. 5 andTable VI (13).
Figure 5(a), on kappa no. 17 south-ern pine, shows slightly moredelignification and brightening by Pxcompared to Pxa and Pa in the two-stage sequence peracid plus an oxi-dative extraction stage. Figure 5(b),on low-kappa hardwood, shows Pxand Pxa equal as delignifiers, butPxa is slightly better as a bright-ener. Figure 5(c), on kappa no. 10pine, shows Pa and Pxa equal asdelignifiers and Pa very slightly bet-ter at brightening. In sum, we con-clude that equal peracid AO givesequal performance, whether fromPa, Pxa, or Px.
The equilibrium Pa, Px, and Pxasolutions referred to in Fig. 5 andTable VI all contain active oxygen inthe form of both peracid and hydro-gen peroxide. To assure equalperacid AO in the bleaches, theperacid solutions were analyzed bya two-step titration to measure the
8. Equilibrium mixed peracids: effect of mole ratios on H2O2 conver-sion—50% H2O2, 93% H2SO4, 100% HOAc
9. Equilibrium mixed peracids: effect of mole ratios on H2O2 conver-sion—70% H2O2, 98% H2SO4, 100% HOAc
H2SO4: H2O2, moles
H2O
2 C
ON
VE
RT
ED
, %
100
80
60
40
200.50 0.75 1.00 1.25 1.50
0.5 HOAc: H2O2 0.75 HOAc: H2O2 1.0 HOAc: H2O2
H2SO4: H2O2, moles
H2O
2 C
ON
VE
RT
ED
, %
100
80
60
40
200.50 0.75 1.0 1.25 1.50
0.5 HOAc: H2O2 0.75 HOAc: H2O2 1.0 HOAc: H2O2
VI. Bleaching conditions for Fig. 5
Fig. 5(a) (13)Brownstock: kappa no. 17 southern pine, 29.8% ISO, 23-cp viscosity
Peracid stages: 0.17% peracid (AO basis), 70°C, 10% consistency, 60 min, final pH 4.5–5.5
Eop stage: 0.5% H2O2, 90°C, 10% consistency, 60 min, 60 psig for 15 min, final pH≈11
Fig. 5(b)Brownstock: kappa no. 7.5 hardwood, 37.6% ISO, 26-cp viscosity
Peracid stages: 0.34% peracid (AO basis), 77°C, 11% consistency,45 min, final pH≈6.5, no wash
Ep stage: 1.0% H2O
2, 77°C, 11% consistency, 60 min, pH≈11
Fig. 5(c)Brownstock: kappa no. 10.2 pine, 38% ISO, 24.3-cp viscosity
Peracid stages: 0.19% peracid (AO basis), 65°C, 10% consistency,40 min, final pH 4.2–4.5
Eop stage: 0.5% H2O
2, 80°C, 10% consistency, 60 min,
24 psig for 20 min, pH≈11.5
equilibrium solution of both Caro’sand peracetic acids]. The balance ofthis paper addresses differencesamong these peracids, making com-parisons with respect to:
• Delignifying and brightening ef-ficiency
• Chemistry of the on-site manu-facturing processes, including
economics and chemical effluentload
• Operating issues for the on-siteprocesses, including chemicalsafety and handling and processutility.
Emphasis is placed on the on-siteprocesses for making the various

128 October 1995 Tappi Journal
Pulp Bleachinghydrogen peroxide content and theamount of peracid (expressed as ac-tive oxygen). The dose for the bleach-ing experiment was calculated on thebasis of the peracid AO.
Since equal amounts of peracidAO, whether from Pa, Pxa, or Px,give essentially equal bleaching anddelignification, other factors shouldbe used in deciding among them.
Economics of manufacture anduse in bleachingOne reasonable way to compare thevarious peracids is to consider theeconomics of making and using anequal molar amount of each. Thiscomparison begins with the generalchemical equilibrium equation:
H2 O2 + Acid ↔ Peracid + H2 O
which is the basis for the recentlyproposed peracid processes (6, 9–11). Shifting this equilibrium to theright to improve the conversion ofH2O2 to peracid can be done by threemethods:
• Increasing the mole ratio of acidto H2O2
• Increasing the concentration ofingredients
• Distilling to remove the peracidproduct.
Although the basic chemical equilib-rium is simple, there are many casesto consider, which makes the com-parison more involved. This analy-sis evaluates the seven cases outlinedin Table VII and considers the equi-librium cases at varying acid-to-hy-drogen peroxide mole ratios tooptimize for ingredient cost per unitof peracid AO produced.
Each of these cases gives a spe-cific yield on H2O2, i.e., conversion ofH2O2 to peracids. These are shownfor equilibrium peracetic. These areCaro’s acid, and mixed peracids inFigs. 6–9. In the mixed peracid cases,there are two independent acid-to-peroxide mole ratios [H2SO4:H2O2and acetic (HOAc):H2O2] that can be
VII. Peracid process comparisons
Ingredient costand
effluent load
Process Pa Px PxaEquilibrium:50% H2O2, 93% H2SO4, ≈100% HOAc x x x
Equilibrium:70% H2O2, 98% H2SO4, ≈100% HOAc x x x
Distillation x N/A N/A
Increasing hazards potential
Decreasing ingredient cost
▼
▼
varied, which adds to the number ofcases to be considered (see Figs. 8and 9). Each case makes a differentperacid solution containing differentamounts of peracetic or Caro’s acid(or both), unconverted acetic or sul-furic acid (or both), unconvertedH2O2, and water. The amount of eachcan be calculated from a materialbalance using the starting mole ra-tio of ingredients, the percent H2O2converted, and the concentrations ofingredients. Table VIII, for Caro’sacid solutions, is an example of theseequilibrium peracid solutions chang-ing composition with the mole ratiosand ingredient concentrations.
Distilled peracetic acid is differ-ent from the equilibrium cases inthat the peracid product is removedfrom the reaction mass. This pro-cess is based on feeding a 1:1 moleratio of acetic acid and hydrogen per-oxide to a still and achieving aperacetic acid yield of 92% on hy-drogen peroxide. The distilledperacid solution is 44.9% peraceticacid, 51.7% water, 3% acetic acid,and 0.4% hydrogen peroxide.
Comparisons hereafter among theperacid solutions are for that amountof solution containing peracetic acid,
or Caro’s acid, or both (Pxa), whichcontain the peracid AO equivalent of1 lb of Caro’s acid (i.e., on the basisof an equivalent pound of H2SO5).
Sodium hydroxide is included inthe ingredient cost comparisons be-cause these peracid solutions con-tain varying amounts of acids thatrequire neutralization during thebleaching reaction. The analysis as-sumes that the peracid stage is op-erated to achieve a final pH of 4.5 orslightly higher, and accordingly addsNaOH to neutralize all the H2SO4and half of the acetic acid present atthe end of the stage. These amountsagree well with lab and mill results.
Figures 10–13 show for each casethe combined cost of H2O2, H2SO4,and acetic acid ingredients, plus thecost for caustic to adjust to pH 4.5 inuse. Prices used for H2O2 (US$ 0.46/lb) and caustic (US$ 0.1075/lb) arefrom Bleaching Chemicals, Har-riman Chemsult Ltd., issue no. 54,June 8, 1994. Acetic (US$ 0.33/lb)and sulfuric acid (US$ 0.0375/lb)were taken from Chemical Market-ing Reporter, Schnell Publishing,June 20, 1994. All are at the low endof the ranges quoted except caustic,which is the average of the low endsof spot and list quotations.

Vol. 78, No. 10 Tappi Journal 129
VIII. Composition example of equilibrium peracid solutions
Mole ratio Concentration, % Composition of Caro’s acid solution, %
H2SO4:H2O2 H2SO4 H2O2 H2SO5 H2SO4 H2O2 H2O
2.5:1.0 98 70 32.5 54.5 1.5 11.51.5:1.0 98 70 41.0 39.0 5.0 15.01.5:1.0 93 50 21.5 46.5 8.5 23.5
IX. Peracid process comparisons
Ingredient cost,$/lb of equivalent H2SO5
Process Pa Px PxaEquilibrium: 50% H2O2 0.78 0.61 0.51 70% H2O2 0.58 0.41 0.43
Distillation 0.36 N/A N/A
Increasing hazards potential▼
It is clear from Figs. 10–12 thatthe ingredient costs to make and useperacids on-site can vary signifi-cantly, depending on the peracidmade and the recipe and processused. Because the yield on each in-gredient changes with the recipe andprocess, these differences are also afunction of the relative prices of theingredients used. These price rela-tionships change independently ofone another as supply and demandof the various ingredients fluctuate.
With this set of published prices,economics favor mixed peracids if50% hydrogen peroxide is used, andCaro’s acid and mixed peracids areabout equal if 70% peroxide is used.Peracetic acid does not compare fa-vorably unless the distillation pro-cess is used. See Table IX.
Apart from the ingredient costs,however, there are other factors toconsider in selecting a peracid.Safety and effluent chemical loads,alluded to in Table VII, are discussedbelow.
Chemical safety and handlingAny time a new chemical or processis introduced at a site, there are newhazards to be aware of and manage
to assure the continued health andsafety of employees, the community,customers, and the environment. Inthat light, the peracid processes ap-pear in Table IX in order of increas-ing hazard potential. They all requireunderstanding and managing thehazards of using and handlingperacid, a stronger oxidizer thanhydrogen peroxide. There is no dif-ferentiating among them in that re-spect. However, comparing themwith respect to other potential haz-ards does reveal differences.
Equilibrium processes using50% H2O2. Virtually all mills cur-rently use 93% H2SO4, and manymills also use 50% hydrogen perox-ide, the ingredients for Caro’s acid.Thus Px has the lowest level of addedhazard because it introduces no newchemicals, except the product. Pxaand Pa raise safety concerns slightlyin that they require one new chemi-cal on site, glacial (100%) acetic acid.It is not a particularly hazardousmaterial, but it is a weak acid andhas a strong vinegar odor that mustbe contained for good industrial hy-giene. It freezes at 62°F and wouldrequire heated storage and transferlines, which is a handling rather thansafety issue.
Equilibrium processes using70% H2O2. In addition to the previ-ously mentioned items, these pro-cesses have significantly increasedsafety hazards in that they requirestorage and handling of 70% ratherthan 50% hydrogen peroxide. Al-though both can be stored andhandled safely, the danger of eye orskin damage is greater on exposureto 70%. Spontaneous combustion ismore likely to occur if combustiblematerials are accidentally exposedto 70% hydrogen peroxide. With 70%hydrogen peroxides potential con-sequences of decomposition initiatedby contamination are also signifi-cantly greater. In concentrationsabove 65% H2O2, there is insufficientwater present, or formed, to removethe heat of decomposition by vapor-ization. This can lead to self-acceler-ating decomposition with thepotential of a violent pressure rup-ture of the storage vessel. In recog-nition of these added potentialhazards, storage and handling facili-ties for 70% hydrogen peroxide re-quire additional safety engineering.Also, the 70% version is more highlyregulated at both the local and fed-eral levels.
Distillation process for perace-tic acid. This is a continuous pro-cess in which acetic acid andhydrogen peroxide are fed to thereactor (still pot). Peracetic acid andwater, along with some unreactedacetic acid and a trace amount ofhydrogen peroxide, are removedoverhead under vacuum. Sulfuricacid, the process catalyst, remainsin the still pot and is not volatilized.However, a small amount of sulfuricacid must be added as makeup, sincethe process requires a purge to pre-
130 October 1995 Tappi Journal
Pulp Bleaching
vent accumulation of metal ions inthe reactor. The purge is necessaryto avoid excessive decomposition ofthe hydrogen peroxide and peraceticin the still bottoms (14).
A homogeneous azeotrope ofperacetic acid (56.5%) and water(43.6%), boiling at 34°C and 45 mmHg has been reported in the litera-ture (15). This solution undergoesexplosive autodecomposition at ap-proximately 80°C, but the autode-composition temperature may belower if the sample is contaminatedwith metal ions. Safe operation ofthe peracetic acid distillation pro-cess requires:
• Close control of the process toprevent a low-temperature de-composition (< 60°C) from accel-erating to the explosion temp-erature (80°C)
• The elimination or minimizationof decomposition catalyzed bymetal ions
• The use of a properly sized reliefdevice.Certain mixtures of acetic acid and
concentrated hydrogen peroxide(>50%) are detonable, and for safety,the process is normally run with 35–50% hydrogen peroxide. Precautions
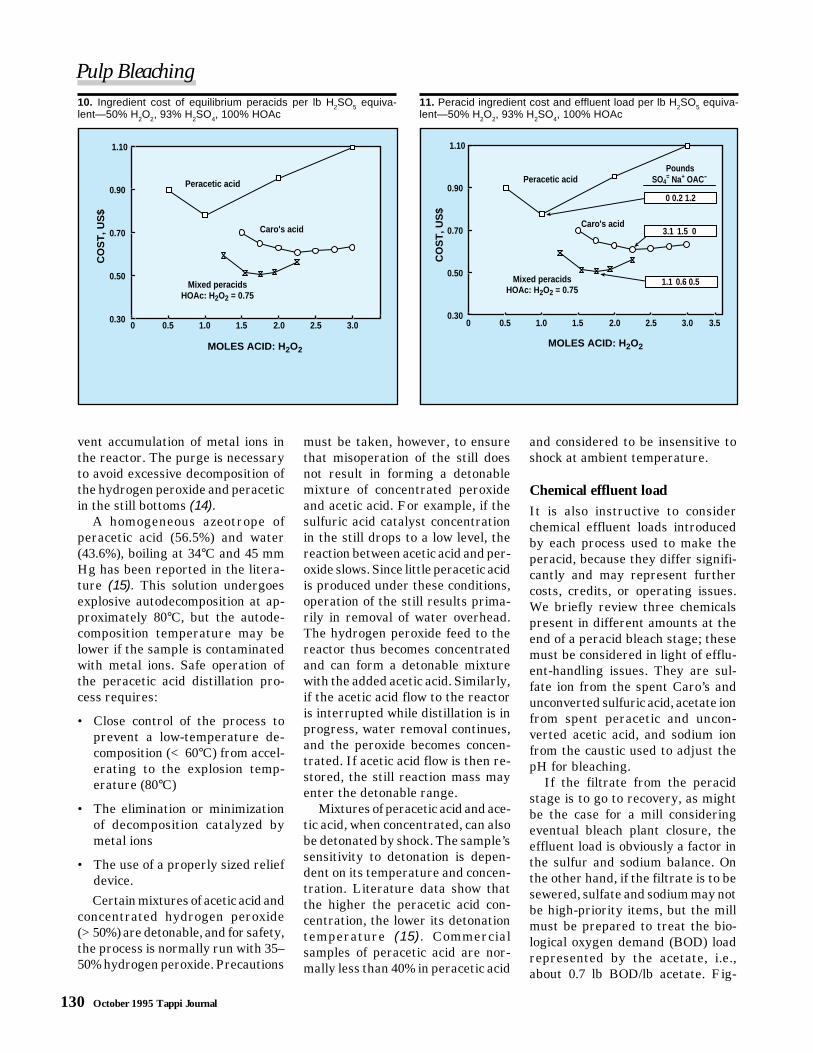
10. Ingredient cost of equilibrium peracids per lb H2SO5 equiva-lent—50% H2O2, 93% H2SO4, 100% HOAc
11. Peracid ingredient cost and effluent load per lb H2SO5 equiva-lent—50% H2O2, 93% H2SO4, 100% HOAc
MOLES ACID: H2O2
CO
ST
, US
$
1.10
�0.90
�0.70
�0.50
�0.300.50 1.0 2.0 2.5 3.01.5
Peracetic acid
Mixed peracids HOAc: H2O2 = 0.75
Caro's acid
MOLES ACID: H2O2
CO
ST
, US
$
1.10
�0.90
�0.70
�0.50
�0.300.50 1.0 2.0 2.5 3.0 3.51.5
Peracetic acidPounds
Mixed peracids HOAc: H2O2 = 0.75
Caro's acid
SO4=Na+OAC-
00.21.2
3.1 1.5 0
1.1 0.60.5
must be taken, however, to ensurethat misoperation of the still doesnot result in forming a detonablemixture of concentrated peroxideand acetic acid. For example, if thesulfuric acid catalyst concentrationin the still drops to a low level, thereaction between acetic acid and per-oxide slows. Since little peracetic acidis produced under these conditions,operation of the still results prima-rily in removal of water overhead.The hydrogen peroxide feed to thereactor thus becomes concentratedand can form a detonable mixturewith the added acetic acid. Similarly,if the acetic acid flow to the reactoris interrupted while distillation is inprogress, water removal continues,and the peroxide becomes concen-trated. If acetic acid flow is then re-stored, the still reaction mass mayenter the detonable range.
Mixtures of peracetic acid and ace-tic acid, when concentrated, can alsobe detonated by shock. The sample’ssensitivity to detonation is depen-dent on its temperature and concen-tration. Literature data show thatthe higher the peracetic acid con-centration, the lower its detonationtemperature (15). Commercialsamples of peracetic acid are nor-mally less than 40% in peracetic acid
and considered to be insensitive toshock at ambient temperature.
Chemical effluent loadIt is also instructive to considerchemical effluent loads introducedby each process used to make theperacid, because they differ signifi-cantly and may represent furthercosts, credits, or operating issues.We briefly review three chemicalspresent in different amounts at theend of a peracid bleach stage; thesemust be considered in light of efflu-ent-handling issues. They are sul-fate ion from the spent Caro’s andunconverted sulfuric acid, acetate ionfrom spent peracetic and uncon-verted acetic acid, and sodium ionfrom the caustic used to adjust thepH for bleaching.
If the filtrate from the peracidstage is to go to recovery, as mightbe the case for a mill consideringeventual bleach plant closure, theeffluent load is obviously a factor inthe sulfur and sodium balance. Onthe other hand, if the filtrate is to besewered, sulfate and sodium may notbe high-priority items, but the millmust be prepared to treat the bio-logical oxygen demand (BOD) loadrepresented by the acetate, i.e.,about 0.7 lb BOD/lb acetate. Fig-
Vol. 78, No. 10 Tappi Journal 131
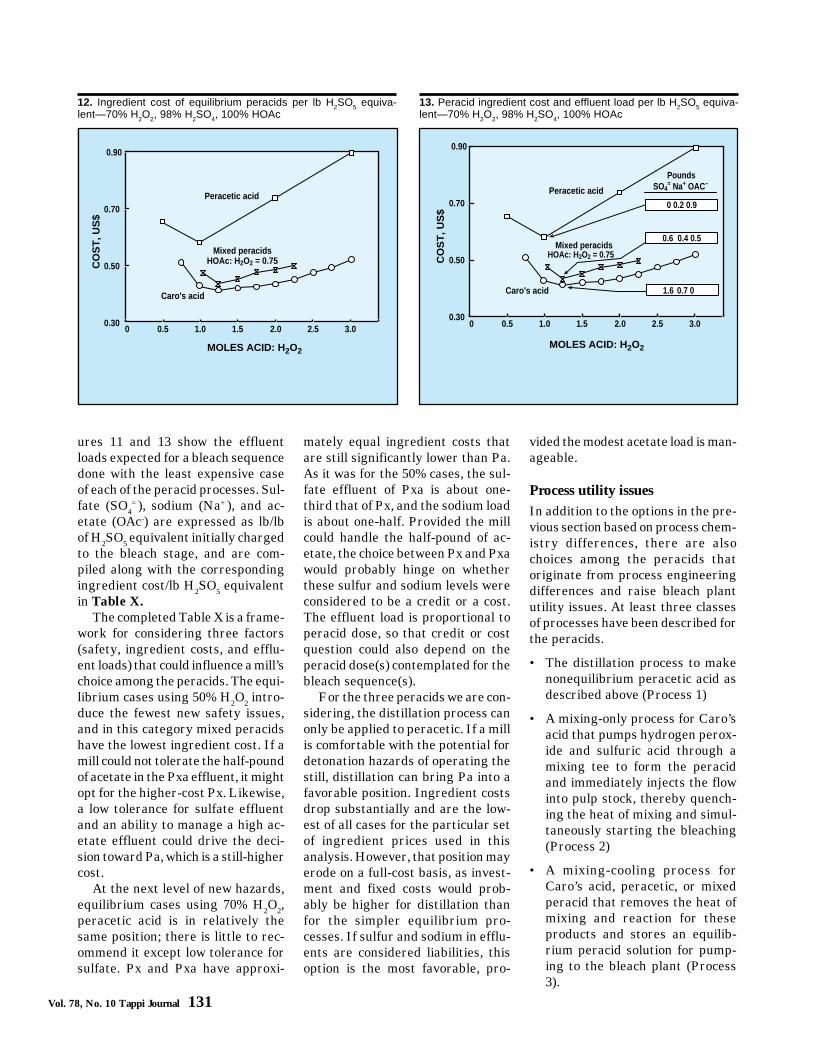
12. Ingredient cost of equilibrium peracids per lb H2SO5 equiva-lent—70% H2O2, 98% H2SO4, 100% HOAc
13. Peracid ingredient cost and effluent load per lb H2SO5 equiva-lent—70% H2O2, 98% H2SO4, 100% HOAc
AMINI/OCTOBER FIG 12 X 20 PicasPAIR w/FIG. 11 or 13
MOLES ACID: H2O2
CO
ST
, US
$
0.90
�0.70
�0.50
�0.300.50 1.0 2.0 2.5 3.01.5
Peracetic acid
Mixed peracids HOAc: H2O2 = 0.75
Caro's acid
MOLES ACID: H2O2
CO
ST
, US
$
0.90
�0.70
�0.50
�0.300.50 1.0 2.0 2.5 3.01.5
Peracetic acid
Mixed peracids HOAc: H2O2 = 0.75
Caro's acid
PoundsSO4
=Na+OAC-
00.20.9
0.6 0.40.5
1.6 0.70
ures 11 and 13 show the effluentloads expected for a bleach sequencedone with the least expensive caseof each of the peracid processes. Sul-fate (SO4
=), sodium (Na+), and ac-etate (OAc-) are expressed as lb/lbof H2SO5 equivalent initially chargedto the bleach stage, and are com-piled along with the correspondingingredient cost/lb H2SO5 equivalentin Table X.
The completed Table X is a frame-work for considering three factors(safety, ingredient costs, and efflu-ent loads) that could influence a mill’schoice among the peracids. The equi-librium cases using 50% H2O2 intro-duce the fewest new safety issues,and in this category mixed peracidshave the lowest ingredient cost. If amill could not tolerate the half-poundof acetate in the Pxa effluent, it mightopt for the higher-cost Px. Likewise,a low tolerance for sulfate effluentand an ability to manage a high ac-etate effluent could drive the deci-sion toward Pa, which is a still-highercost.
At the next level of new hazards,equilibrium cases using 70% H2O2,peracetic acid is in relatively thesame position; there is little to rec-ommend it except low tolerance forsulfate. Px and Pxa have approxi-
mately equal ingredient costs thatare still significantly lower than Pa.As it was for the 50% cases, the sul-fate effluent of Pxa is about one-third that of Px, and the sodium loadis about one-half. Provided the millcould handle the half-pound of ac-etate, the choice between Px and Pxawould probably hinge on whetherthese sulfur and sodium levels wereconsidered to be a credit or a cost.The effluent load is proportional toperacid dose, so that credit or costquestion could also depend on theperacid dose(s) contemplated for thebleach sequence(s).
For the three peracids we are con-sidering, the distillation process canonly be applied to peracetic. If a millis comfortable with the potential fordetonation hazards of operating thestill, distillation can bring Pa into afavorable position. Ingredient costsdrop substantially and are the low-est of all cases for the particular setof ingredient prices used in thisanalysis. However, that position mayerode on a full-cost basis, as invest-ment and fixed costs would prob-ably be higher for distillation thanfor the simpler equilibrium pro-cesses. If sulfur and sodium in efflu-ents are considered liabilities, thisoption is the most favorable, pro-
vided the modest acetate load is man-ageable.
Process utility issuesIn addition to the options in the pre-vious section based on process chem-istry differences, there are alsochoices among the peracids thatoriginate from process engineeringdifferences and raise bleach plantutility issues. At least three classesof processes have been described forthe peracids.
• The distillation process to makenonequilibrium peracetic acid asdescribed above (Process 1)
• A mixing-only process for Caro’sacid that pumps hydrogen perox-ide and sulfuric acid through amixing tee to form the peracidand immediately injects the flowinto pulp stock, thereby quench-ing the heat of mixing and simul-taneously starting the bleaching(Process 2)
• A mixing-cooling process forCaro’s acid, peracetic, or mixedperacid that removes the heat ofmixing and reaction for theseproducts and stores an equilib-rium peracid solution for pump-ing to the bleach plant (Process3).

132 October 1995 Tappi Journal
Pulp BleachingProcess 2 runs with no product
inventory, desirable in that it elimi-nates safety considerations aboutstoring the peracid. However, no in-ventory also means that if theperacid process shuts down unex-pectedly (ingredient pump failure ormixing tee problem, for example),the bleach plant could be shut down.Also, if the peracid quality sufferscyclic variations (ingredient flow ra-tio, for example), so does the bleach-ing. It is also likely that duplicateperacid manufacturing operationswill be required if a mill must addthe peracid to more than one bleachline, or to more than one point in asingle line. Processes 1 and 3 oper-ate with a peracid inventory andwould not be subject to these issues.
Experimental
Caro’s acid was prepared by addingsulfuric acid to hydrogen peroxidewhile maintaining the reaction tem-perature at 30–35°C. The acid wasthen analyzed prior to use to deter-mine its active oxygen content usingthe dual titration described later.The Caro’s acid was used as thestarting material for Pxa, which wasmade fresh before use. Caro’s acidremained essentially unchanged inits assay for several weeks when re-frigerated.
About 0.3–0.5 g of the Caro’s acidwas added to a 500-mL Erlenmeyerflask containing 100 mL of distilledwater and 10 mL of 20% sulfuricacid. One to three drops of Ferroinindicator was then added to the flask(solution turns reddish-orange incolor), and it was titrated immedi-ately with 0.1 N ceric ammoniumsulfate to a pale blue endpoint. Ap-proximately 10 mL of 25% potas-sium iodide was then added to theflask, and the mixture was titratedwith 0.1 N sodium thiosulfate untilthe dark reddish color of iodine be-gan to fade. A starch indicator, 2–3mL, was added at this point, and thetitration was continued until the darkblue color changed to a pale reddish-
X. Peracid process comparisons
Ingredient costand
effluent load,Process per lb H2SO5 equivalent
Pa Px Pxa
Cost, $/lb 0.78 0.61 0.51Equilibrium lb SO4
= 0 3.1 1.1(50% H2O2) lb Na+ 0.2 1.5 0.6
lb OAc- 1.2 0 0.5
Cost, $/lb 0.58 0.41 0.43Equilibrium lb SO4
= 0 1.6 0.6(70% H2O2) lb Na+ 0.2 0.7 0.4
lb OAc- 0.9 0 0.5
Cost, $/lb 0.36 N/A N/ADistillation lb SO4
= 0 N/A N/Alb Na+ 0.1 N/A N/Alb OAc- 0.6 N/A N/A
Increasing hazards potential▼
orange color endpoint. The concen-tration of H2O2 and peracid activeoxygen were determined by usingthe following formula:
% H2O
2 = (V
ceric x 0.1 x 1.7)/Sample
weight (1)
% AO = (Vthio
x 0.1 x 0.8)/Sample weight(2)
Pxa samples were prepared byadding the required amount of gla-cial acetic acid to the cold Caro’sacid, prepared as described above,and analyzed using the proceduredescribed for Caro’s acid. Equilib-rium peracetic acid was prepared byadding glacial acetic acid to hydro-gen peroxide containing the sulfuricacid catalyst. The mixture was thenwarmed to 45°C, held at this tem-perature for two hours, and storedovernight in a refrigerator to allowthe mixture to reach equilibrium.The product was then assayed asabove.
Bleaching experiments forperacids and all other stages, exceptEop and oxygen delignification, wereperformed in sealed plastic bagsplaced in thermostatically controlledwater baths to maintain bleach tem-peratures. The Eop and oxygen
delignification stages were done in astainless steel pressure reactor. Un-less otherwise indicated, chemicalcharges are weight percent chemi-cal (100% basis) on oven-dry pulp,and each stage was followed by awash.
Conclusions andrecommendations
Caro’s acid, mixed peracids, andequilibrium and distilled peraceticacid are four similar strong oxidiz-ing solutions that have been pro-posed for manufacture at millsneeding nonchlorine oxidizers. Theyhave similar delignifying and bright-ening properties that justify theirconsideration by mills preparingbleaching strategies to meet clusterrule proposals. They can be used inresponse to cluster rule require-ments for AOX reduction, hypochlo-rite elimination, or TCF bleachedsulfite pulps.
Although they have similar oxi-dizing properties, the peracid solu-tions are different in severalimportant ways that could influencea mill’s choice of which solution touse. Site-specific conditions, such as

Vol. 78, No. 10 Tappi Journal 133
relative differences in deliveredprices of ingredients, can influencewhich peracid (or which recipe for agiven peracid) has the lowest cost/lbof AO. There are different safetyissues associated with equilibriumperacids from 50% and 70% H2O2and from distilled peracetic acid.Sulfur, sodium, and BOD in theperacid stage effluent could be de-ciding factors, depending on a mill’sability to manage each. These andother differences should be reviewedbefore deciding which peracid touse. TJ
Literature cited
1. Cael, J. J., U.S. pat. 4,404,061 (Sept. 13,1983).
2. Song, J., Chang, H-m., and Jameel, H.,Proceedings 7th International Sympo-sium on Wood and Pulping Chemistry,Vol. I, Beijing, 1993, p. 34.
3. Springer, E. L. and McSweeny, J. D.,Tappi J. 76(8): 194(1993).
4. Allison, R.W. and Kim, G. M., CPPA 1994International Pulp Bleaching Confer-ence–Poster Preprints, CPPA, Montreal,p. 121.
5. Anderson, J. R., Webster, J. R., Amini,B., et al., Proceedings 47th Appita An-nual General Conference, Appita,Rotarua, New Zealand, 1993, p. 461.
6. Devenyns, J., Desprez, F., and Troughton,N. A., TAPPI 1993 Pulping ConferenceProceedings, TAPPI PRESS, Atlanta, p.341.
7. Basta, J., Holtinger, L., Lundgren, P., etal., Proceedings 1994 Non-ChlorineBleaching Conference, Miller Freeman,San Francisco, Paper No. 11.3.
8. Francis, R. C., Troughton, N. A., Zhang,X. Z., et al., CPPA 1994 InternationalPulp Bleaching Conference–Poster Pre-prints, CPPA, Montreal, p. 165.
9. Geng, Z. P., Chang, H-m., Jameel, H., etal., TAPPI 1993 Pulping Conference Pro-ceedings, TAPPI PRESS, Atlanta, p. 357.
10. Seccombe, R., Hill, R., Martens, H., et al.,Proceedings 1994 Non-Chlorine Bleach-ing Conference, Miller Freeman, SanFrancisco, Paper No. 11.4.
11. Meier, J., Arnold, G., Choiniere, R., et al.,U.S. pat. 5,141,731 (Aug. 25, 1992).
12. Lane, J., McDonogh, C. F., and Woods, S.E., “Peroxyacid Manufacture,” Patentapplication, WO 92/07791 (May 14, 1992).1992).
13. Geng, Z. P., Chang, H-m., Jameel, H., etal., CPPA 1994 International PulpBleaching Conference–Poster Preprints,CPPA, Montreal, p. 25.
14. “The Manufacture of Aqueous PeraceticAcid from Hydrogen Peroxide and AceticAcid,” Pilot plant report, UnpublishedDuPont Co. report.
15. Phillips, B., Starcher, P. S., and Ash, B.D., J. Org. Chem. 23: 1823(1959).
Received for review Aug. 4, 1994.
Accepted Jan. 8, 1995.
Presented at the TAPPI 1994 Pulping Confer-ence.