
OMDEC Optimal Maintenance Decisions Inc. 1 The use of recorded information to improve OEE,...
29
1 OMDEC Optimal Maintenance Decisions Optimal Maintenance Decisions Inc. Inc. The use of recorded information to improve OEE, reliability, safely, at lowest cost by assessing: 1. Failure Data 2. Inspection findings 1. Adjust PM task intervals & PM tasks 2. Assess desirability of additional PM tasks 3. Eliminate unnecessary (over intensive) PM tasks 4. Improve failure In order to This is a continuous process!
-
Upload
benedict-page -
Category
Documents
-
view
214 -
download
0
Transcript of OMDEC Optimal Maintenance Decisions Inc. 1 The use of recorded information to improve OEE,...

1OMDECOptimal Maintenance Decisions Inc.Optimal Maintenance Decisions Inc.
The use of recorded information
to improve OEE, reliability, safely, at lowest costby assessing:
1. Failure Data
2. Inspection findings
1. Adjust PM task intervals & PM tasks
2. Assess desirability of additional PM tasks
3. Eliminate unnecessary (over intensive) PM tasks
4. Improve failure response
5. Redesign and Design
In order to
This is a continuous process!

2OMDECOptimal Maintenance Decisions Inc.Optimal Maintenance Decisions Inc.
The functions of a CMMS knowledge base1. To determine the types of failures the equipment is actually exposed
to as well as their frequencies
2. To expose the consequences of each failure, ranging from direct safety hazards through serious operational consequences, high repair costs, long out-of-service times for repair, to a deferred need to correct inexpensive functional failures
3. To confirm that functions originally classified as evident (during RCM analysis) are in fact evident to operating personnel during the normal performance of duties
4. To identify the circumstances of failure in order to determine whether the failure occurred during normal operation or was due to some external factor (accidental damage)
5. To confirm that on-condition (CBM) inspections are really measuring the reduction in resistance to a particular failure mode
6. To inform us of the actual rates of reduction in failure resistance in order that we may determine optimum inspection intervals

3OMDECOptimal Maintenance Decisions Inc.Optimal Maintenance Decisions Inc.
The Purpose of a Reliability-Centered Knowledge Base
7. To record the mechanism involved in certain failure modes in order to identify new forms of on-condition inspection (CBM) or parts that require design improvement, or improve diagnostic response.
8. To identify those tasks assigned originally as default actions but that do not prove applicable and effective
9. To identify maintenance packages that are generating few trouble reports and are candidates for longer interval schedules
10. To identify items that are not generating trouble reports
11. To record the working ages of assets and components at which failures occur
In summary, the purpose of a Reliability-Centered Knowledge Base is to use all
of the above to
IMPROVE ASSET OEE AT LOWEST COST, SAFELY

4OMDECOptimal Maintenance Decisions Inc.Optimal Maintenance Decisions Inc.
The UML Context Diagram
Unified Modeling Language

5OMDECOptimal Maintenance Decisions Inc.Optimal Maintenance Decisions Inc.
Data model
6OMDECOptimal Maintenance Decisions Inc.Optimal Maintenance Decisions Inc.
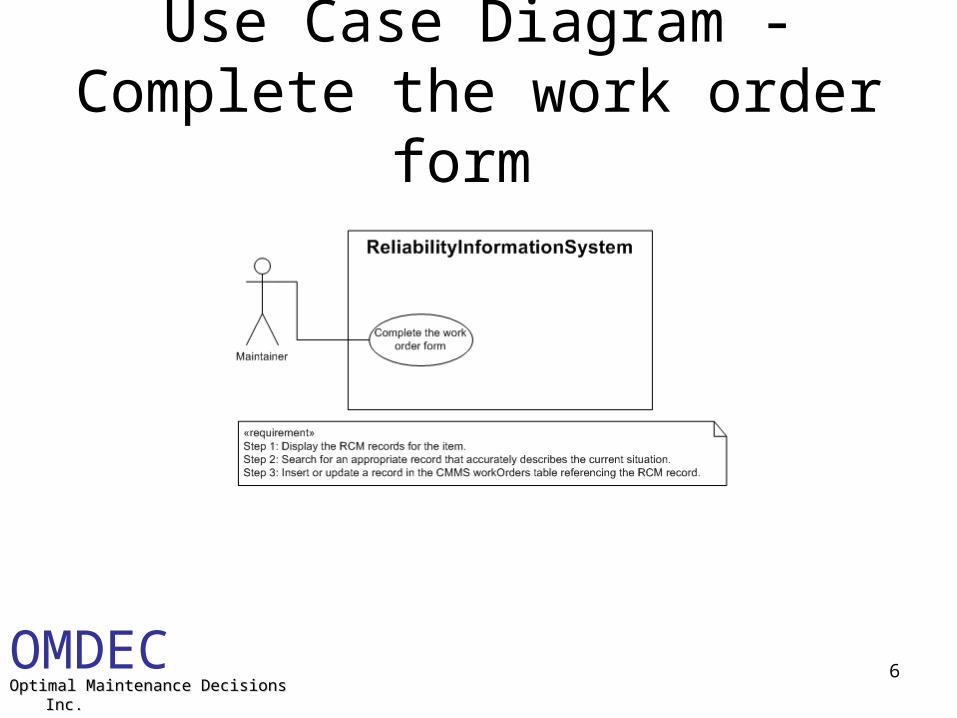
Use Case Diagram - Complete the work order form
7OMDECOptimal Maintenance Decisions Inc.Optimal Maintenance Decisions Inc.
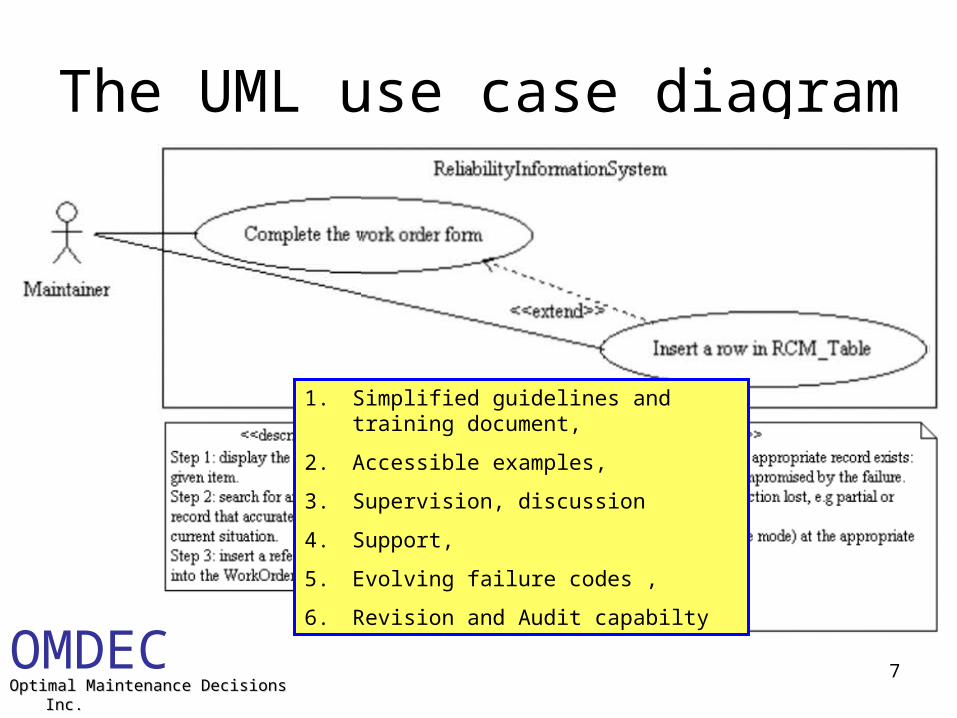
The UML use case diagram
1. Simplified guidelines and training document,
2. Accessible examples,
3. Supervision, discussion
4. Support,
5. Evolving failure codes ,
6. Revision and Audit capabilty

8OMDECOptimal Maintenance Decisions Inc.Optimal Maintenance Decisions Inc.
UML sequence diagram
9OMDECOptimal Maintenance Decisions Inc.Optimal Maintenance Decisions Inc.
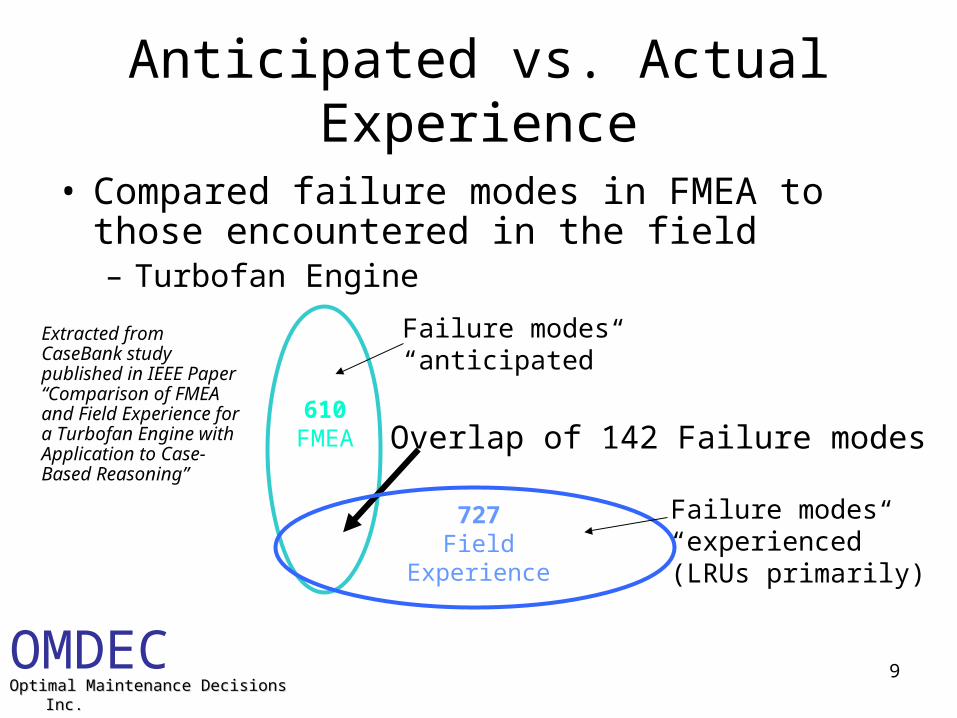
Anticipated vs. Actual Experience
• Compared failure modes in FMEA to those encountered in the field– Turbofan Engine
Extracted from CaseBank study published in IEEE Paper “Comparison of FMEA and Field Experience for a Turbofan Engine with Application to Case-Based Reasoning”
Failure modes “anticipated”
Overlap of 142 Failure modes610
FMEA
Failure modes “experienced”(LRUs primarily)
727Field
Experience

Quality Loss
Machine
Ma lf u nc ti o n
Process
Operating age since last shop visit (flight hours)C
o ndi
t ion
al p
r oba
bi lt
yof
fai
l ur e
for
200
ho
ur in
t er v
als
1000 2000 3000 40000
0.2
0.4
0.3
0.1Total removals
Functional failures
Potential failures
KPI Incident 1Function,Failure,Cause,Effects,
Consequences
Incident 2Function,Failure,Cause,Effects,
Consequences
…
Incident “n”
Improved maintenance policies
Linked to RCKB
SpotLightCBR
OSISoftPI
Etc…
IVARAEXP
EXAKT
ABB Real-TPI
DLI ExpertAlert
11OMDECOptimal Maintenance Decisions Inc.Optimal Maintenance Decisions Inc.
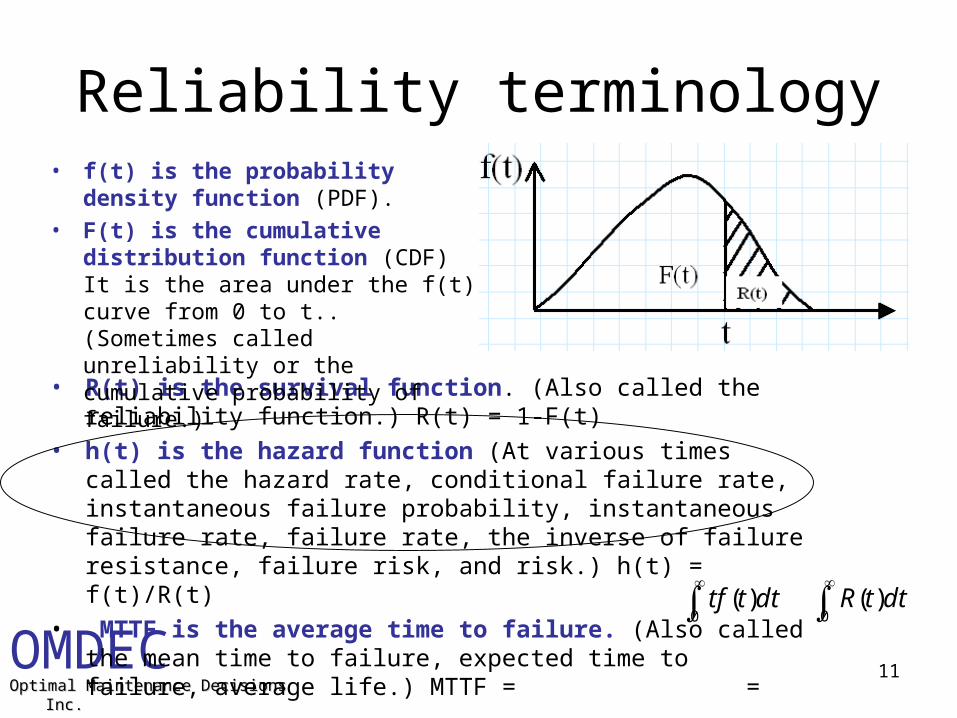
• R(t) is the survival function. (Also called the reliability function.) R(t) = 1-F(t)
• h(t) is the hazard function (At various times called the hazard rate, conditional failure rate, instantaneous failure probability, instantaneous failure rate, failure rate, the inverse of failure resistance, failure risk, and risk.) h(t) = f(t)/R(t)
• MTTF is the average time to failure. (Also called the mean time to failure, expected time to failure, average life.) MTTF = =
Reliability terminology• f(t) is the probability density
function (PDF).
• F(t) is the cumulative distribution function (CDF) It is the area under the f(t) curve from 0 to t.. (Sometimes called unreliability or the cumulative probability of failure.)
0)( dtttf
0)( dttR

Operating age since last shop visit (flight hours)
Con
ditio
nal p
roba
bilit
y of
fai
lure
for
100
ho
ur in
terv
als
2000 4000 6000 80000
0.2
0.4
0.3
0.1
June – August 1964
Oct. – December 1964
August – Oct. 1964
January – Feb. 1966
May – July 1967October – December 1971
The effects of gradual improvement
13OMDECOptimal Maintenance Decisions Inc.Optimal Maintenance Decisions Inc.
Questions
1. What is the optimum reliability state?
2. How quickly can we achieve the optimum reliability state?
3. What actions do we take to accelerate the process? and
4. How do we measure our progress to that end?
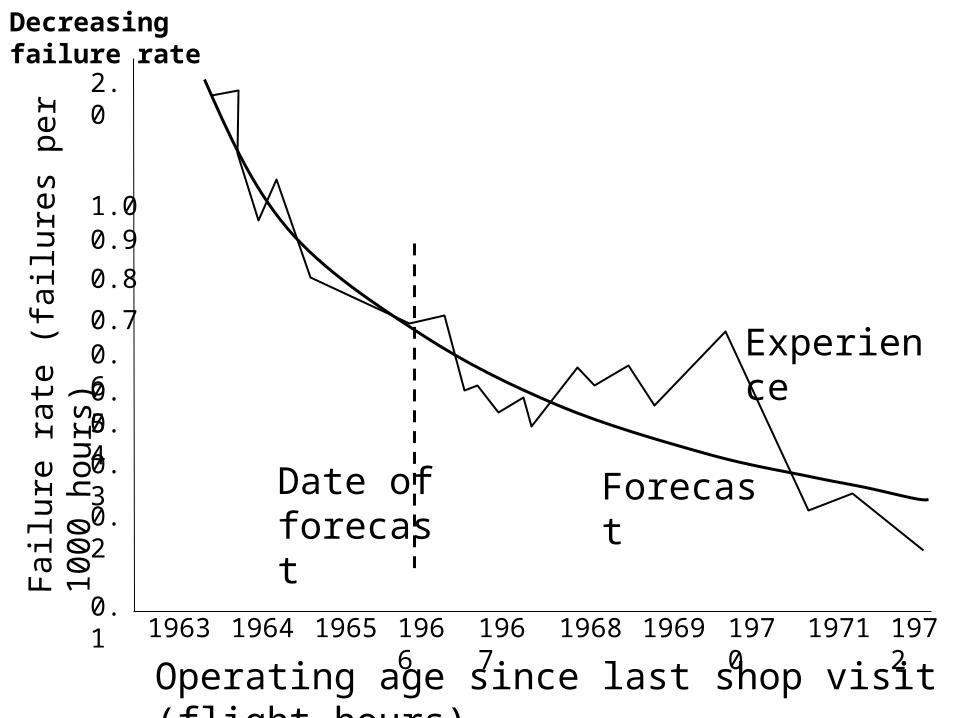
Operating age since last shop visit (flight hours)
Fai
lure
rat
e (f
ailu
res
per
1000
hou
rs)
1963 1965 1971 1972
0.2
0.11967 1969 1970
Date of forecast
0.3
0.60.5
0.8
0.4
0.91.0
0.7
2.0
196819661964
Forecast
Experience
Decreasing failure rate
15OMDECOptimal Maintenance Decisions Inc.Optimal Maintenance Decisions Inc.
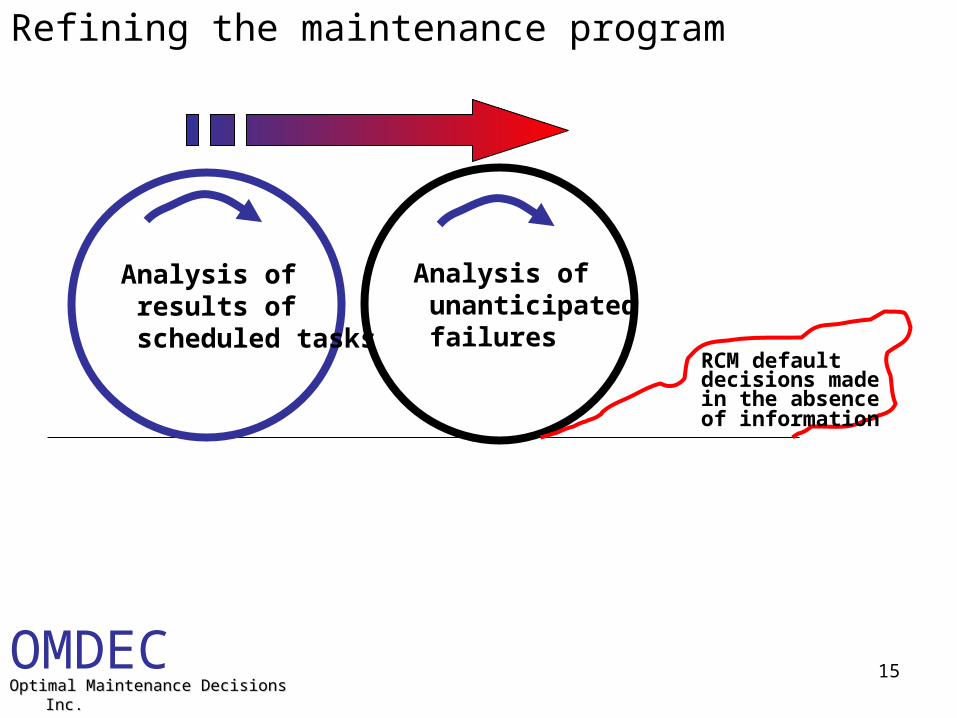
Refining the maintenance program
Analysis of unanticipated failures
Analysis of results of scheduled tasks
RCM default decisions made in the absence of information

Improvement thru analysis
No other way

Operating age since last shop visit (flight hours)
Con
ditio
nal p
roba
bilty
of
failu
re f
o r 2
00
hour
inte
rval
s
1000 2000 3000 40000
0.2
0.4
0.3
0.1Total failures FF,PF
Functional failures FF
Potential failures PF

18OMDECOptimal Maintenance Decisions Inc.Optimal Maintenance Decisions Inc. Working age
Con
ditio
nal p
roba
bilit
y of
fai
lure
Failure mode C
Infant mortality Failure mode A
Failure mode B
Total failures
Verified failuresUnverified failures

19OMDECOptimal Maintenance Decisions Inc.Optimal Maintenance Decisions Inc.
CBM Effectiveness Comparison
CBM effectiveness is related, ultimately, to how "good" the condition data is.
b
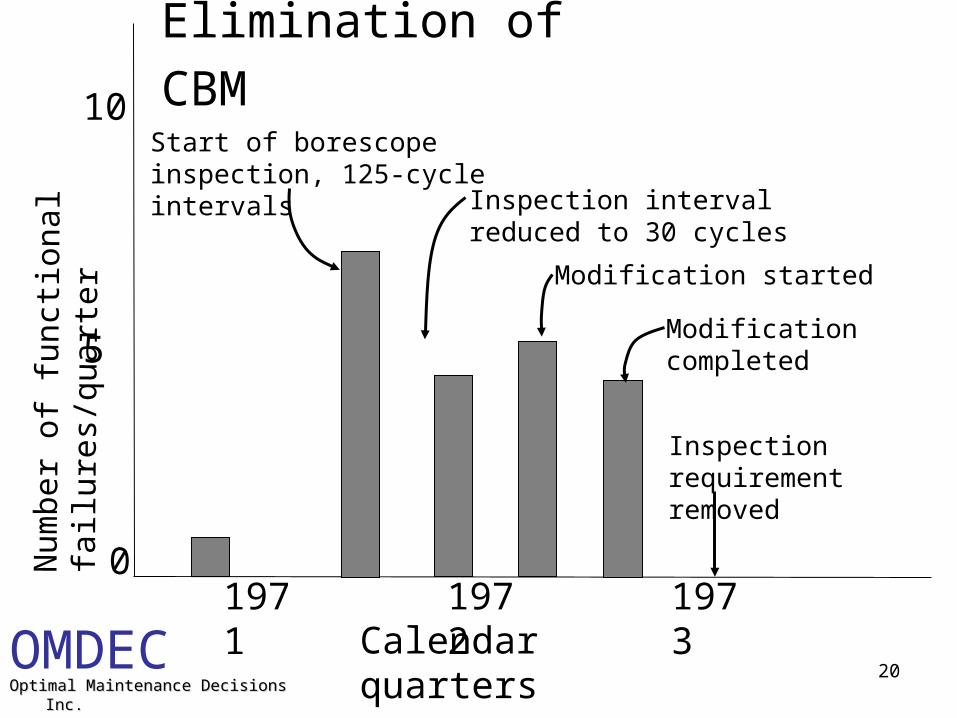
20OMDECOptimal Maintenance Decisions Inc.Optimal Maintenance Decisions Inc.
Calendar quarters
Num
ber
of f
unct
iona
l fai
lure
s/qu
arte
r
1971 19730
5
10
1972
Start of borescope inspection, 125-cycle intervals
Inspection interval reduced to 30 cycles
Modification started
Modification completed
Inspection requirement removed
Elimination of CBM

Acquiring Maintenance Information
Using living RCM software
4
22OMDECOptimal Maintenance Decisions Inc.Optimal Maintenance Decisions Inc.
MIMS – small mod, big impact

23OMDECOptimal Maintenance Decisions Inc.Optimal Maintenance Decisions Inc.
Event type• FF - the ending and renewal of a component (failure mode) due to a
functional failure• PF - the ending and renewal of a component (failure mode) due to having
detected a potential failure in time to avoid the more dire consequences of a FF.
• S - the ending and renewal of a component (failure mode) for any reason other than (functional or potential) failure. (For example preventively replacing the component.)
• B - the beginning of the life of a component in the item (if not FF, PF, or S) • BSA - the beginning of a period of temporary removal (suspended
animation) of a component from the item. • ESA - the return of the same component to the item after a period of
suspended animation • SA - the beginning and ending of a period of suspended animation if
reported on the same work order. • MR - the minor (non-rejuvinating) repair of the item. It does not renew any
components. Sometimes it will impact the monitored data. For example, a calibration, a shaft alignment, an oil change, the balancing of an impeller, and so on.
24OMDECOptimal Maintenance Decisions Inc.Optimal Maintenance Decisions Inc.
Creating the Events table with Living RCM
1. Generate a report of all work orders related to the item during the sample period.
2. Update each work order with the significant failure mode(s) and event type
3. Generate the Events table using the CMMS report writer and feed it to the LRCM software.
4. Perform reliability analysis (e.g. Pareto, Weibull, Jackknife, EXAKT)

A policy agent?
Agent
CBM Databases (vibration, oil analysis, control system historian)
CMMS and Process Databases
(events, failures, replacements, minor repairs, mission requirements …)
The “right” decisions
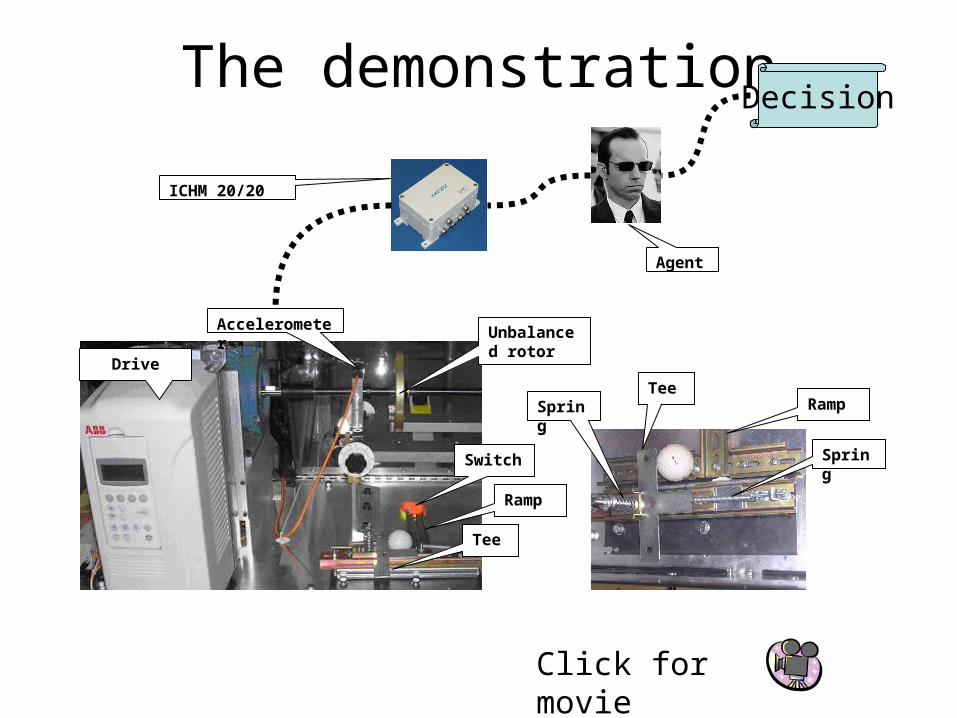
The demonstration
Drive
Unbalanced rotor
Switch
Ramp
Tee
Accelerometer
TeeRampSpring
Spring
Click for movie
ICHM 20/20
Agent
Decision

Deciding on CBM
Preferred policy for 3 reasons - it is often the strategy that is the:
6
1. Least costly
2. Least intrusive
3. Least tolerant of failure
RCM Guide
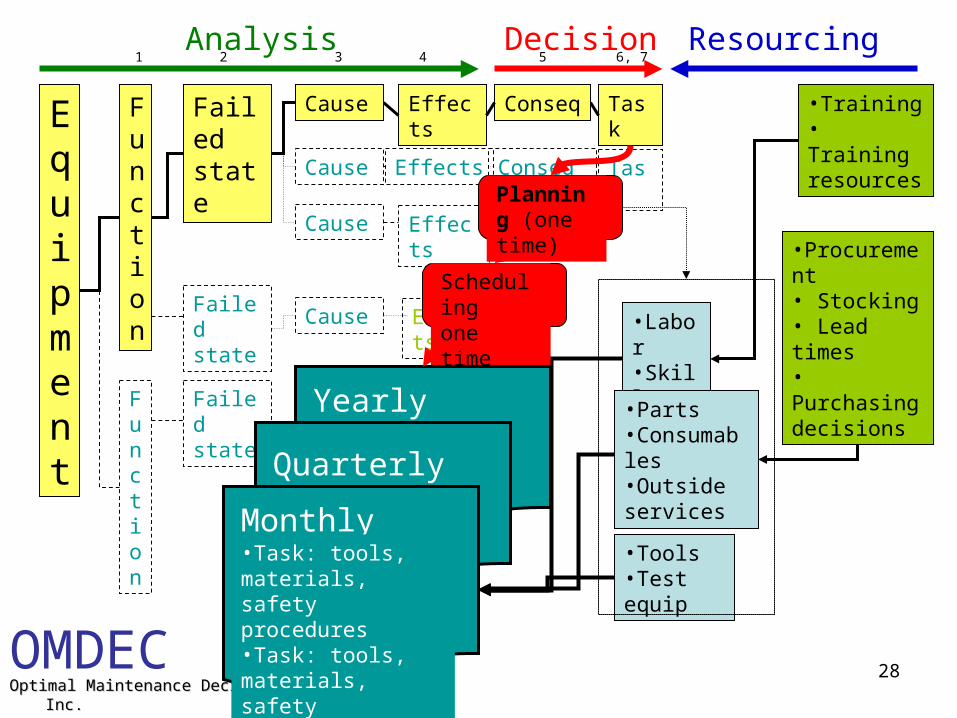
28OMDECOptimal Maintenance Decisions Inc.Optimal Maintenance Decisions Inc.
Effects
Effects
Effects
EffectsEquipment
Decision Resourcing
Failed state
Failed state
Failed state
Function
Function
Analysis
•Training• Training resources
•Procurement • Stocking• Lead times • Purchasing decisions
Task
Task
Conseq
ConseqCause
Cause
Cause
Cause
Scheduling one time
•Labor•Skills
•Parts•Consumables•Outside services
•Tools•Test equip
Yearly Sched.
Quarterly Sched.
Monthly Sched.•Task: tools, materials, safety procedures•Task: tools, materials, safety procedures
Planning (one time)
1 2 3 4 5 6, 7

29OMDECOptimal Maintenance Decisions Inc.Optimal Maintenance Decisions Inc.
The RCM decision algorithm favors CBM


















