
OM- Work Measurment Learning Curves
20
im, it takes 2,000 hours to build each electrical generating turbine, so if we have to build ten, it takes 20,000 hours. We should plan our budget and price per generator based on 20,000 hours,” exclaimed Pete Jacobs, the vice president of finance. “No, Pete. According to my calculations, it will take only 14,232 hours to build ten turbines and our total cost and budget will be much lower than you think,” said Jim Conner, the vice president of operations. “How do you get such crazy numbers?” replied Jacobs. WORK MEASUREMENT, LEARNING CURVES, AND STANDARDS Operations Management Part 4 Supplementary Chapter A j OM 2 © S t e f a n E d u a r d / P l a i n p i c t u r e / J u p i t e r I m a g e s learning outcomes After stud ying this chapt er you should be able to: L01 Explain the purpose of work measurement. L02 Describe how to apply time study methods. L03 Explain the principles and calculation methods of work sampling. L04 Explain the concept of a lear ning curve and their application for estimating production times. What do you think? Have you had an experience in which the time it took to perform some a ctivity ( such a s solv ing a Sudoku puzzle or playing an X-box game) improved as your learning increased? A2 Part 4: OM2 Supplementar y Chapters 62564 09 cA.indd 2 8/26/09 4:03 PM
-
Upload
zeda-wanie -
Category
Documents
-
view
220 -
download
0
Transcript of OM- Work Measurment Learning Curves

7/22/2019 OM- Work Measurment Learning Curves
http://slidepdf.com/reader/full/om-work-measurment-learning-curves 1/20
im, it takes 2,000 hours to build each electrical
generating turbine, so if we have to build ten, it
takes 20,000 hours. We should plan our budget
and price per generator based on 20,000 hours,”
exclaimed Pete Jacobs, the vice president of finance.
“No, Pete. According to my calculations, it will take
only 14,232 hours to build ten turbines and our total cost and
budget will be much lower than you think,” said Jim Conner,
the vice president of operations. “How do you get such crazy
numbers?” replied Jacobs.
WORK
MEASUREMENT,LEARNING CURVES,
AND STANDARDS
Operations Management
Part 4 Supplementary Chapter A
j
OM 2
© S t e f a n E d u a r d / P l a i n p i c t u r e / J u p i t e r I m a g e s
learningoutcomes
After studying this chapter you
should be able to:
L01 Explain the purpose of work
measurement.
L02 Describe how to apply time study
methods.
L03 Explain the principles and calculation
methods of work sampling.
L04 Explain the concept of a learning
curve and their application for
estimating production times.
What do you think?
Have you had an experience in
which the time it took to perform
some activity (such as solving a
Sudoku puzzle or playing an X-box
game) improved as your learning
increased?
A2 P a r t 4 : O M 2 S u p p l e m e n t a r y C h a p t e r s
62564_09_cA.indd 2 8/26/0

7/22/2019 OM- Work Measurment Learning Curves
http://slidepdf.com/reader/full/om-work-measurment-learning-curves 2/20
A3O M 2 S u p p l e m e n t a r y C h a p t e r A : W o r k M e a s u r e m e n t , L e a r n i n g C u r v e s , a n d S t a n d a r d s
Time standards represent reasonable estimates of the
amount of time needed to perform a task based on
an analysis of the work by a trained industrial engi-
neer or other operations expert. Jacobs cannot under-
stand the discrepancy between his estimate of 20,000
hours and Conner’s value of 14,232 hours to produce
a batch of turbines. The assembly of electrical power-generating turbines is a complex job with labor costs
for engineers and production employees approaching
$100 per hour. Obviously, a difference of 5,768 hours
can be significant in terms of cost, budgets, and pricing
decisions. Where did Conner get his figure? Moreover,
why should the total time to produce ten turbines
be less than 10 times the time to produce the first?
Many work tasks show increased performance over
time because of learning and improvement. Failure
to recognize this can lead to poor budgeting, errone-
ous promises for delivery, and other bad management
decisions.
In this supplementary chapter we introduce work
measurement, standards, and learning curves, and how
they are used in business. Most large corporations
develop standard times for routine work tasks using
work measurement. They are used in setting job perfor-mance standards, establishing recognition and reward
programs, and for compensation incentives. Valid stan-
dard times are vital to accomplishing most of the pro-
cess design and operations analysis methods described
in this text. Smaller businesses, especially service busi-
nesses, usually do not have such standard times for
their work activities and tasks. However, if one seeks to
improve operations, analyzing work and determining
standard times for key work activities and processes is
a crucial first step.
A
© M a s o n M o r fi t / G e t t y I m a g e s
62564_09_cA.indd 3 8/26/0

7/22/2019 OM- Work Measurment Learning Curves
http://slidepdf.com/reader/full/om-work-measurment-learning-curves 3/20
A4 P a r t 4 : O M 2 S u p p l e m e n t a r y C h a p t e r s
operating conditions. The prescribed method to perform
a task is usually developed by industrial engineers who
identify the most efficient and safest procedure.
However, not everyone works at the same pace,
and people may either slow down or speed up their
effort when they are being observed. Thus, observed
times must be adjusted by a factor that accounts for theworker’s effort. Normal times are calculated using the
following equation:
Normal time 5
Observed time 3 Performance rating factor 5
OT 3 PRF [A.1]
The performance rating factor (PRF) is a judgment
made by the person doing the time study as to whether
the employee is working at the normal pace (that is,
1.0 or 100 percent), below the normal pace (that is,
less than 1.0 or 100 percent), or above the normal pace
(that is, greater than 1.0 or 100 percent). For exam-
ple, a PRF of 115 percent indicates that work is being
performed at a pace that is 15 per- cent above normal.
Typically, three or more highly trained work study ana-
lysts make these judgments independently and then the
average PRF is used in equation A.1. For example, if
work study analyst A rates an employee at PRF 5 1.2
and an observed time of 2.5 minutes per unit, B rates
the same employee at PRF 5 1.0 and an observed time
of 2.2 minutes per unit, and C rates the same employee
at PRF 5 0.9 and an observed time of 2.1 minutes per
unit, then, using equation A.1, the normal time is 2.363
minutes per unit (1.2 3 2.5 1 1.0 3 2.2 1 0.9 3 2.1)/3.
Normal times must also be adjusted for personaltime and unavoidable delays. Allowances include time
for labor fatigue and personal needs, equipment break-
downs, rest periods, information delays, and so on.
Most allowance factors are in the range of 10 to 20 per-
cent. Standard time is normal time adjusted for allow-
ances. It is computed using the following equation:
Standard time 5
Normal time (1 1 Allowance factor) [A.2]
For example, if the normal time is 2.363 and an allow-
ance factor of 1.2 is used, the standard time is 2.836
minutes per unit.The performance rating factor and allowance fac-
tor are based on human judgments, and therefore, the
procedure for establishing standard times must include
audits, third-party reviews, and extensive training and
retraining of work-study analysts to keep them prop-
erly calibrated. Videotapes of employee work activities
are often used to train work-study analysts.
1 Work Measurement perations managers are inter-
ested in how long it takes to
create an output or outcome, or
equivalently, how much can be
produced over a certain length
of time. Work measurement is
a systematic procedure for the
analysis of work and determination of times required
to perform key tasks in processes.Work measurement
leads to the development of labor and equipment time
standards that are used for
• estimating work-force and equipment capacity,
• establishing budgets,
• determining what new work procedures will cost,
• evaluating time and cost trade-offs among process
design alternatives,
• establishing wage-incentive systems,
• monitoring and evaluating employee performance
and productivity, and
• providing accurate information for scheduling and
sequencing.
Without accurate time standards it is impossible to per-
form these tasks. For example, the process of assembly-
line balancing, discussed in Chapter 8, requires accurate
estimates of the standard time required to perform each
task or work activity.
Standard times are management’s anchor in an uncer-
tain operating environment. To establish usable standards,work tasks and activities must be carefully defined and
studied. Thus, job and pro-
cess analysis should precede
work measurement. How
long it takes to perform a
task depends on the work-
er’s pace, operating condi-
tions, and work method.
Normal time is the expected
time required to perform
some work activity at a
normal pace, under normal
operating conditions, andusing a prescribed method.
By a normal pace, we mean
a pace that can be consis-
tently performed by the
average employee without
undue fatigue under normal
Work measurementis a systematic procedure
for the analysis of work and
determination of times
required to perform key tasks
in processes.
Normal time is the ex-
pected time required to per-
form some work activity at a
normal pace, under normal
operating conditions, and
using a prescribed method.Allowances include time
for labor fatigue and personal
needs, equipment break-
downs, rest periods, informa-
tion delays, and so on.
Standard time is normal
time adjusted for allowances.
o
62564_09_cA.indd 4 8/26/0

7/22/2019 OM- Work Measurment Learning Curves
http://slidepdf.com/reader/full/om-work-measurment-learning-curves 4/20
A5O M 2 S u p p l e m e n t a r y C h a p t e r A : W o r k M e a s u r e m e n t , L e a r n i n g C u r v e s , a n d S t a n d a r d s
Work Measurement Activities in RollerCoaster Maintenance
A popular roller coaster called the Runaway Mine Train
(RMT) requires extensive inspections, maintenance,
and repair to keep it running and earning revenue. Dur-
ing peak season, the RMT is expected to operate 16hours per day. Each part of the RMT, from structural
steel uprights to the bearings in the wheels, must be
inspected and well maintained. All RMT daily work
tasks are grouped into work activities such as complete
train inspection, track inspection, electrical inspection,
cleaning the trains, and vehicle inspection. Each work
activity is assigned a craft employee such as a track
and vehicle machinist, electrician, sound engineer, cus-
todian, oiler, software and computer operator, and so
on. Sixty-one distinct jobs existed for this attraction but
only the jobs related to inspection, maintenance, and
repair were to be time studied.
A sampling plan was established and the data col-
lected. Once time standards were determined for all
maintenance-related tasks, the number of employees
required was computed. Preventive maintenance wasdone each Wednesday and required additional change-
over or setup time. Two teams were established, each
with four people. One team worked Sunday to Wednes-
day and the second team from Wednesday to Saturday.
The two teams overlapped on Wednesday for one-half
day to get all preventive maintenance done. Work mea-
surement information and analysis plays a major role in
achieving the objectives of operating safety, efficiency,
and profitability.1
Solved Problem
Assume your first job out of school is as a branch
manager for a major bank. Your branch also has a
back-office operation where bank packs of $300 are
assembled for retail businesses. Each bank pack con-
tains two $20 bills, ten $10 bills, twelve $5 bills, and
one hundred $1 bills. Retail customers become upset
when these bank packs are not available since they
usually pick them up before their retail store opens.A continuous stopwatch study collected the informa-
tion shown in the table below. The policy of the bank
is to use a 20 percent allowance factor for branch bank
operations. (a) What is the normal and standard time
for a bank pack? (b) How long would it take to pack
200 packs? Now you must decide how many branch
bank staff to assign to this work activity and when they
will do the work.
Solution:
a. To determine the normal and standard times, notethat the continuous stopwatch study timed eachdenomination separately and the cumulative timesare shown across each row. The “Difference” rowsshow the individual times.
b. (200 bank packs)(31.426 minutes)/10 bank packs 5 (20)(31.426 minutes) 5 628.5 minutes or 10.5 hours
Observation Cycles (cumulative, in minutes) Performance NormalWork Task 1 2 3 4 5 6 7 8 9 Average Rating Time
Count 2 $20s 0.11 0.15 0.36 0.50 0.65 0.78 0.89 1.02 1.22
Difference 0.11 0.21 0.14 0.15 0.13 0.11 0.13 0.20 0.15 1.15 0.170
Count 10 $10s 0.25 0.66 0.94 1.27 1.79 2.05 2.36 2.77 3.20
Difference 0.25 0.28 0.33 0.52 0.26 0.31 0.41 0.43 0.35 0.95 0.331
Count 12 $5s 0.37 0.79 0.93 1.44 1.91 2.30 2.88 3.61 4.22
Difference 0.37 0.14 0.51 0.47 0.39 0.58 0.73 0.61 0.48 1.00 0.475Count 100 $1s 1.02 2.44 3.70 5.01 6.39 8.11 9.43 10.55 11.55
Difference 1.02 1.26 1.31 1.38 1.72 1.32 1.12 1.00 1.27 1.10 1.393
Place Bank Packs in Tray (once every ten cycles) 5 2.50 1.00
Standard time per bank pack 5 Normal time 3 (1 1 Allowances) 5 2.8426
Standard time per ten bank packs with setup 5 31.426
Normal processing (run) time per bank pack 5 2.369
Normal time per ten bank packs with setup 5 26.188
62564_09_cA.indd 5 8/26/0

7/22/2019 OM- Work Measurment Learning Curves
http://slidepdf.com/reader/full/om-work-measurment-learning-curves 5/20
A6 P a r t 4 : O M 2 S u p p l e m e n t a r y C h a p t e r s
2 Time Study Methodsime study is the development of a
standard time by observing a task
and analyzing it with the use of a
stopwatch (see the feature below:
Job Description—City of Phoenix,
Arizona). The general approach to
time study can be described
as follows.
1. Define and evaluate each
task and activity. Thisincludes determiningwhat level of detail isbest for time study
measurements, and then grouping or separating tasksaccordingly.
2. Measure and record the time needed to perform each
task or activity over a number of cycles. A trainedobserver with a stopwatch usually does this. Anumber of observations should be taken to account
for variability in performance. Assuming that thedistribution of task times is normally distributedfor each task, the number of cycles that should beobserved is determined statistically by the sample size(n) formula, equation A.3:
n $ (za /2
)2σ
2 / E2 [A.3]
where za /2
is the value of the standard normal distri-
bution having an area of α /2 in the upper tail, σ isan estimate of the standard deviation, and E is the
t Job Description—City of Phoenix, ArizonaThe city of Phoenix, Arizona posted this job descrip-
tion for an “operations analyst.” The job is to design,
conduct, and participate in major work standards and
systems analyses covering a wide variety of government
functions. Considerable flexibility is allowed in this job
for designing and conducting each study. Assignments
are comprehensive and entail interactions between
major government and civic organizational units. The
duties also involve substantial contact with high-level
government officials, so writing and presentation skills
are essential.
Operations Analyst for City of Phoenix, Arizona
Essential Job Requirements:
• Designs systems, procedures, forms, and work
measurements to effect methods improvement, worksimplification, improvement of manual processing, orfor adaption to computer processing;
• Designs control reporting systems for use in unit
measurement for evaluation of performance and fordetermination of staffing levels and recommendsstaffing levels to section chief;
• Studies operational problems such as ofce space
utilization, equipment utilization, managementreporting systems, staffing patterns, process efficiency,and prepares written recommendations for changesand/or improvements;
• Develops project plans to achieve established objec-tives and time schedules;
• Writes and/or edits manuals for uniform use of new
or revised procedures and policies;
• Evaluates ofce machines and ofce or heavy opera-tions equipment relative to quality, price, and deter-mination of best equipment;
• Organizes, authors, and presents oral and written
research reports;
• Identies work elements in detail and develops
complex flow charts, work standards, and workmethod improvements;
• Demonstrates continuous effort to improve opera-tions, decrease turnaround times, streamline workprocesses, and work cooperatively and jointly toprovide quality seamless customer service.
Required Knowledge, Skills and Abilities:
• Principles of work measurement and activity analysis.
• Principles of statistical methods and techniques.
• Employ work measurement techniques, i.e., stop-watch, pre-determined data, and time ladders.
• Understand and carry out oral and written instruc-tion provided in the English language.
• Conduct studies and research with minimal supervision.
• Complete assignments with independent thought and
action within the scope of specific assignments.
• Work cooperatively with other City employees,
outside regulatory agencies, and the public.
• Enter data or information into a terminal, PC, or otherkeyboard device using various software packages.
• Communicate orally with customers, co-workers,
and the public in face-to-face one-on-one settings, ingroup settings, or using a telephone.
• Produce written documents with clearly organized
thoughts using proper English sentence construction,punctuation, and grammar.2
Time study is the develop-
ment of a standard time
by observing a task and
analyzing it with the use of a
stopwatch.
62564_09_cA.indd 6 8/26/0

7/22/2019 OM- Work Measurment Learning Curves
http://slidepdf.com/reader/full/om-work-measurment-learning-curves 6/20
A7O M 2 S u p p l e m e n t a r y C h a p t e r A : W o r k M e a s u r e m e n t , L e a r n i n g C u r v e s , a n d S t a n d a r d s
desired sampling error. When timing a work activitywith multiple tasks, the general rule is to take thelargest sample size estimate from equation A.3 forall tasks.
3. Rate the employee’s performance of each task or
activity. As noted, rating human performance accu-
rately requires considerable training.4. Use the performance rating and equation A.1 to
determine the normal task time. The sum of thosetask times is the normal time for the entire workactivity.
5. Determine the allowance factor for the work activity.
6. Determine the standard time using equation A.2 .
To illustrate time stud-
ies, we will consider a simple
manual assembly process.
Exhibits A.1 and A.2 show
a faucet stem assembly and
an operations activity chart,
which provide the basis for developing the time study. Anoperations activity chart is a detailed analysis of work
motions performed for a manual task.
Because these “micromotions” are typically so
small that it would be difficult to measure them eas-
ily, we usually combine several smaller work tasks into
larger activities. For instance, the tasks “get washer”
An operations activitychart is a detailed analysis
of work motions performed
for a manual task.
Exhibit A.1 Faucet Stem Assembly
StemHousing Washer Screw
Exhibit A.2 Operations Activity Chart of Faucet Stem Assembly
Get Housing
Left hand Right hand
Get stem
Screw in stem
Get washer
Insert washer
Get screw
Insert screw
Get screwdriver
Tighten screw
Release screwdriver
Operation chart
Present method
Faucet stem assembly
Hold Housing
Place assembly in tray
62564_09_cA.indd 7 8/26/0

7/22/2019 OM- Work Measurment Learning Curves
http://slidepdf.com/reader/full/om-work-measurment-learning-curves 7/20
A8 P a r t 4 : O M 2 S u p p l e m e n t a r y C h a p t e r s
A spreadsheet that can be used for a typical time
study when continuous timing is used is shown in
Exhibit A.3. Continuous timing involves starting the
clock at the beginning of each task and recording the
cumulative time at the completion of each work task.
The task times are found by subtracting successive
cumulative times. These are added and averaged toobtain the mean time for each work task. Performance
ratings are given in the next-to-last column. By mul-
tiplying the performance-rating factor by the average
observed time, we obtain the normal time for each work
task and add them. Next the allowances are determined
to compute the standard time. For the faucet-stem
assembly, we assume a 5 percent personal allowance,
5 percent fatigue allowance, and 10 percent delay of
materials allowance. Therefore, the total allowance fac-
tor is 20 percent.
The standard time for the faucet stem assembly job
is then computed, using equation A.2, as: Standard time
5 (0.550)(1 1 .2) 5 0.660 minutes per faucet assem-
bly. Thus, an assembler of faucet-stem assemblies can
be expected to produce at a standard rate of 1/0.660
parts per minute, or about 91 parts per hour. In a
and “insert washer” might be combined. This leads to
the following set of work activities:
1. Get housing and stem.
2. Screw in stem.
3. Get and insert washer.
4. Get and insert screw.5. Tighten screw.
6. Place completed assembly in tray.
To determine the sample size needed for a time study,
suppose we desire a 90 percent probability that the
value of the sample mean provides a sampling error
of .01 minute or less. Further assume that σ is esti-
mated from historical experience to be .019. Therefore,
α5 .10, z.05
5 1.645, and E 5.01. Using equation A.3,
we compute
n 5 (1.645)2(.019)2 /(.01)2 5 9.8 10 observations
A sample size of 10 or more will provide therequired precision. (Fractional values of n should
always be rounded upward to ensure that the precision
is at least as good as desired.)
Exhibit A.3 A Spreadsheet for Time Study (This spreadsheet is available on the Premium Website.)
62564_09_cA.indd 8 8/26/0

7/22/2019 OM- Work Measurment Learning Curves
http://slidepdf.com/reader/full/om-work-measurment-learning-curves 8/20
A9O M 2 S u p p l e m e n t a r y C h a p t e r A : W o r k M e a s u r e m e n t , L e a r n i n g C u r v e s , a n d S t a n d a r d s
7-hour workday with 1 hour off for lunch and breaks,
an assembler can produce (7)(91) 5 637 faucet-stem
assemblies per workday.
2.1 Using Regression
Analysis to DetermineStandard TimeRegression analysis provides an alternative method to
estimating the time required to do a particular job or
work activity. Regression analysis is used to predict
times based on different attributes of the work, rather
than by adding up individual task times. Using regres-
sion to estimate standard times can be advantageous
because it avoids the assumption of additive task times
when this might not hold; statistically significant vari-
ables can be determined; confidence intervals for the
prediction can be developed; and finally, it may cost lessthan a detailed work study.
Consider the following problem on developing
standard time estimates for installing electrical power
lines. An electric power company wishes to determine a
standard time-estimating formula for installing power
lines. A good formula would help it plan capacity and
staffing needs. The following data are collected:
Total Wire No. of No. ofTime Number (100 Cross No. of Guy
(hours) of Poles feet) Arms Insulators wires
8.0 1 4 1 2 114.0 2 10 2 4 0
17.5 3 6 3 6 1
7.0 1 2.5 2 3 0
16.0 2 10 4 6 0
37.5 4 24 8 12 2
39.5 4 33 7 11 1
10.5 1 3 2 4 2
17.0 2 8 4 8 1
23.5 3 12 6 12 0
16.5 2 12 2 4 1
22.0 3 18 3 6 0
8.5 1 5 2 3 0
28.5 4 12 8 12 0
Exhibit A.4 shows the results using Excel’s Regres-
sion tool. The model obtained from this analysis is
Time 5 0.237 1 2.804 Poles 1 0.514 Wire 1 1.09
Cross arms 1 0.170 Insulators 1 1.50 Guy
wires
Exhibit A.4 Results of Regression Analysis for Electric Power Line Installation
62564_09_cA.indd 9 8/26/0

7/22/2019 OM- Work Measurment Learning Curves
http://slidepdf.com/reader/full/om-work-measurment-learning-curves 9/20
A10 P a r t 4 : O M 2 S u p p l e m e n t a r y C h a p t e r s
2.3 The Debate Over WorkStandardsWork standards evolved at the turn of the twentieth
century, and although they have supported significant
gains in productivity, they have been the subjects ofdebate since the quality revolution began in the United
States. Critics such as W. Edwards Deming have con-
demned work standards on the basis that they destroy
intrinsic motivation in jobs and rob workers of the cre-
ativity necessary for continuous improvement. That is
certainly true when managers dictate standards in an
effort to meet numerical goals set up by their superiors.
However, the real culprit in that case is not the stan-
dards themselves, but managerial style. The old style of
managing reflects Taylor’s philosophy: Managers and
engineers think, and workers do what they are told. A
total quality approach suggests that empowered work-
ers can manage their own processes with help frommanagers and professional staff.
Experience at GM’s NUMMI plant has shown that
work standards can have very positive results when
they are not imposed by dictum, but designed by the
workers themselves in a continuous effort to improve
productivity, quality, and skills.3 At the GM-Fremont
plant, industrial engineers performed all of the meth-
ods analysis and work-measurement activities, design-
ing jobs as they saw fit. When the industrial engineers
were performing motion studies, workers would natu-
rally slow down and make the work look harder. At
NUMMI, team members learned techniques of workanalysis and improvement, then timed one another
with stop-watches, looking for the safest, most efficient
way to do each task at a sustainable pace. They picked
the best performance, broke it down to its fundamen-
tal elements, and then explored ways to improve the
task. The team compared the analyses with those from
other shifts at the same workstation, and wrote detailed
specifications that became the work standards. Results
were excellent. From a total quality perspective, this
was simply an approach to reduce variability. In addi-
tion, safety and quality improved, job rotation became
more effective, and flexibility increased.
The regression analysis shows a high R2 value,
showing a strong fit to the data. Moreover, the p val-
ues for the regression coefficients are significant, mean-
ing that each of the variables contributes to predicting
time. If the utility faces a situation in which it estimates
installation of 4 poles, 1,500 feet of wire, 7 cross arms,
12 insulators, and no guy wires, the predicted time forthe job would be
Time 5 0.237 1 2.804 3 4 1 0.514 3 1500 1 1.09
3 7 1 0.170 3 12 1 1.50 3 0 5 792 hours
2.2 Predetermined TimeStandard MethodsPredetermined time standards describe the amount
of time necessary to accomplish specific movements
(called micromotions), such as moving a human hand a
certain distance or lifting a 1-pound part. These small
time estimates have been documented and are available
in books and electronic tables. If a job, work activity,
or task can be broken down into such elemental tasks,
an estimate of the normal time is made by adding up
these predetermined times. This approach is especially
appealing for developing standard times for new manu-
factured goods and some service tasks. An electronics
manufacturer, for example, may have much experience
with assembling small electronic components using
human labor and keep a record of past micromotion
and normal time analyses. For similar new tasks and
electronic component parts, predetermined time stan-dards can be used to estimate new normal times. Pre-
determined time standards were originally developed
for labor-intensive human tasks but data sets exist for
machine micromovements, such as those involving an
automated drill press.
Predetermined time standards are advantageous
since they cost less than a stopwatch time study, avoid
needing multiple performance ratings, and are best for
new goods and services. However, this type of micro-
motion-based time standard is not justified for small
order sizes or infrequent production runs. In addition,
once the new good or service and its associated pro-
cess are stable and running well, stop-watch or work-
sampling time studies still need to be done. Finally, the
assumption of additivity is sometimes questionable,
since a process or assembly sequence of difficult versus
simple micromotions may or may not be additive.
62564_09_cA.indd 10 8/26/0
7/22/2019 OM- Work Measurment Learning Curves
http://slidepdf.com/reader/full/om-work-measurment-learning-curves 10/20
A11O M 2 S u p p l e m e n t a r y C h a p t e r A : W o r k M e a s u r e m e n t , L e a r n i n g C u r v e s , a n d S t a n d a r d s
Suppose that a new voice-
activated word process-
ing software could greatly
increase productivity
in typing, spell check-
ing, and revising techni-
cal papers. However, thepurchase of this product
is not justified unless it is
used a significant percentage of the time. To determine
the percentage of time secretaries spend performing the
relevant work activities, we could observe them at ran-
dom times and record their activities. If 100 observa-
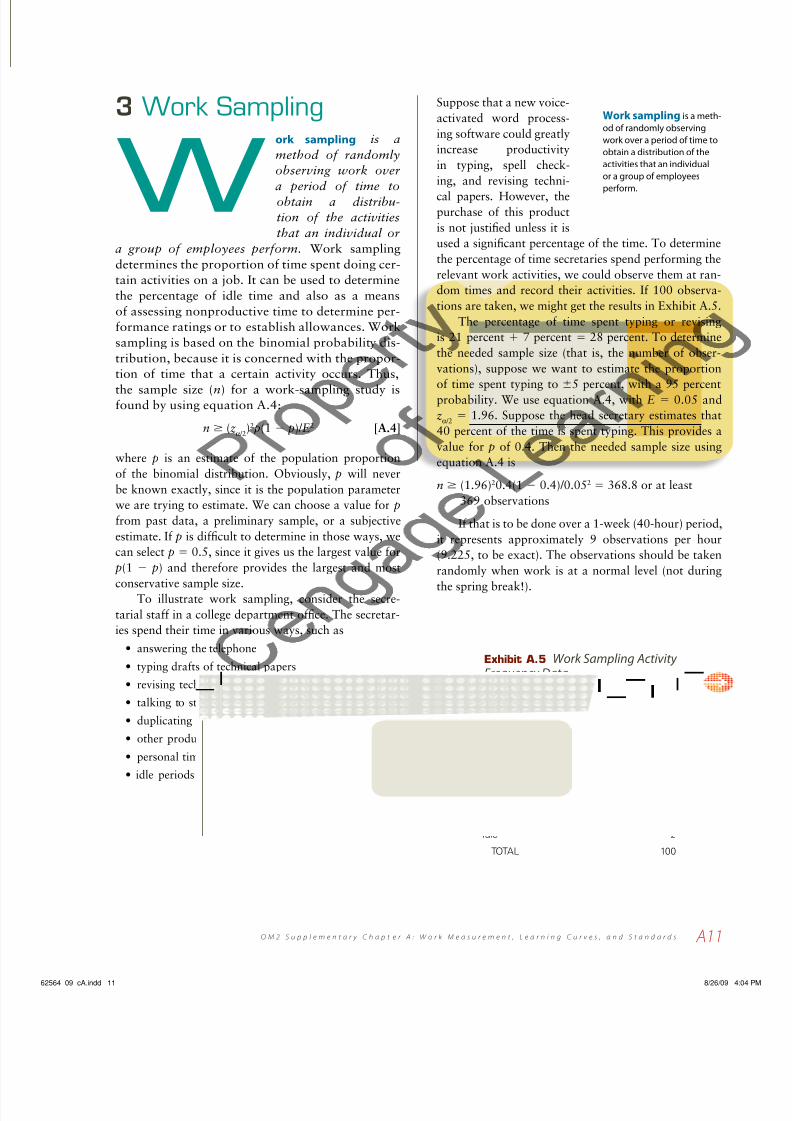
tions are taken, we might get the results in Exhibit A.5.
The percentage of time spent typing or revising
is 21 percent 1 7 percent 5 28 percent. To determine
the needed sample size (that is, the number of obser-
vations), suppose we want to estimate the proportion
of time spent typing to 65 percent, with a 95 percent
probability. We use equation A.4, with E 5 0.05 and
zα /2
5 1.96. Suppose the head secretary estimates that
40 percent of the time is spent typing. This provides a
value for p of 0.4. Then the needed sample size using
equation A.4 is
n $ (1.96)20.4(1 2 0.4)/0.052 5 368.8 or at least
369 observations
If that is to be done over a 1-week (40-hour) period,
it represents approximately 9 observations per hour
(9.225, to be exact). The observations should be taken
randomly when work is at a normal level (not during
the spring break!).
3 Work Samplingork sampling is a
method of randomly
observing work over
a period of time to
obtain a distribu-
tion of the activities
that an individual or
a group of employees perform. Work sampling
determines the proportion of time spent doing cer-
tain activities on a job. It can be used to determine
the percentage of idle time and also as a means
of assessing nonproductive time to determine per-
formance ratings or to establish allowances. Work
sampling is based on the binomial probability dis-
tribution, because it is concerned with the propor-
tion of time that a certain activity occurs. Thus,
the sample size (n) for a work-sampling study isfound by using equation A.4:
n $ (zα /2
)2 p(1 2 p)/ E2 [A.4]
where p is an estimate of the population proportion
of the binomial distribution. Obviously, p will never
be known exactly, since it is the population parameter
we are trying to estimate. We can choose a value for p
from past data, a preliminary sample, or a subjective
estimate. If p is difficult to determine in those ways, we
can select p 5 0.5, since it gives us the largest value for
p(1 2 p) and therefore provides the largest and most
conservative sample size.To illustrate work sampling, consider the secre-
tarial staff in a college department office. The secretar-
ies spend their time in various ways, such as
• answering the telephone
• typing drafts of technical papers
• revising technical papers
• talking to students
• duplicating class handouts
• other productive activities
• personal time
• idle periods
Work sampling is a meth-
od of randomly observing
work over a period of time to
obtain a distribution of the
activities that an individual
or a group of employees
perform.
w
Exhibit A.5 Work Sampling ActivityFrequency Data
Activity Frequency
Answering the telephone 14
Typing drafts 21
Revising papers 7
Talking to students 10
Duplicating 15Other productive activity 25
Personal 6
Idle 2
TOTAL 100
62564_09_cA.indd 11 8/26/0

7/22/2019 OM- Work Measurment Learning Curves
http://slidepdf.com/reader/full/om-work-measurment-learning-curves 11/20
A12 P a r t 4 : O M 2 S u p p l e m e n t a r y C h a p t e r s
4 Learning Curveshe learning curve concept is thatdirect labor unit cost decreases in
a predictable manner as the experi-
ence in producing the unit increases.
For most people, for example, the
longer they play a musical instru-
ment or a video game, the better
and faster they become. The same is true in assem-
bly operations, which was recognized in the 1920s at
Wright-Patterson Air Force Base in the assembly of air-
craft. Studies showed that the number of labor hours
required to produce the fourth plane was about 80 per-
cent of the amount of time spent on the second; theeighth plane took only 80 percent as much time as the
fourth; the sixteenth plane 80 percent of the time of the
eighth, and so on. The decrease in production time as
the number produced increases is illustrated in Exhibit
A.6. As production doubles from x units to 2x units, the
time per unit of the 2xth unit is 80 percent of the time
of the xth unit. This is called an 80 percent learning
curve. Such a curve exhibits a steep initial decline and
then levels off as employees become more proficient in
their tasks. In general, a p-percent learning curve char-
acterizes a process in which the time of the 2xth unit is
p percent of the time of the xth unit.
Defense industries (for example, the aircraft andelectronics industries), which introduce many new
and complex products, use learning curves to estimate
labor requirements and capacity, determine costs and
To take a random sample, we can use the table
of random digits in Appendix C. There are several
ways to use random digits in deciding when to take
observations. For this example, an average of 9.225
observations per hour requires the observations to
be spaced, on the average (60/9.225) 5 6.5 minutes
apart. We should not take observations exactly 6.5minutes apart, however, for then the sample would
not be random. Suppose observations are between 3
and 10 minutes apart. If they are random, the aver-
age is 6.5 minutes. We can use the random digits
as follows. Suppose the first observation is taken
at 9:00. We choose numbers from the first row of
Appendix C to find how many minutes later we
should take the next observation (0 represents 10
minutes, and we discard any 1s or 2s). For instance,
the first number is 6; thus we take the next obser-
vation at 9:06. The next number is 3, so the third
observation is made at 9:09. We discard the 2 and
take the next observation 7 minutes later, at 9:16.
We see that the time and cost required to take a ran-
dom sample can be significant; that is one of the
disadvantages of random sampling.
Work sampling is based on statistics, and like all
statistical procedures, it
can suffer from sampling
error and lead to erro-
neous conclusions sim-
ply by chance. Also, as
the famous Hawthorne
experiments showed,
people often changetheir behavior when
being observed, and this
t
The learning curveconcept is that direct
labor unit cost decreases in
a predictable manner as the
experience in producing the
unit increases.
A p-percent learningcurve characterizes a pro-
cess in which the time of the
2 x th unit is p percent of the
time of the x th unit.
Solved Problem
In a work-sampling study an administrative assistant
was found to be working 2,700 times in a total of 3,000
observations made over a time span of 240 working
hours. The employee’s output was 1,800 forms. If a per-
formance rating of 1.05 and an allowance of 15 percentare given, what is the standard output for this task?
Solution:
Effective number of hours worked 5 2,700(240)/3,000
5 216.
Output during this period 5 1,800 forms.
Actual time per form 5 216(60)/1,800 5 7.2 minutes,
or 8.33 forms per hour.
Normal time 5 Actual observed time 3 Performance
rating 5 7.2(1.05) 5 7.56 minutes.Standard time 5 7.56(1.15) 5 8.694 minutes per form.
Standard output 5 60/8.694 5 6.9 forms per hour, or
55 forms per 8-hour day.
can influence the results. Thus, work sampling should
be used with caution.
62564_09_cA.indd 12 8/26/0

7/22/2019 OM- Work Measurment Learning Curves
http://slidepdf.com/reader/full/om-work-measurment-learning-curves 12/20
A13O M 2 S u p p l e m e n t a r y C h a p t e r A : W o r k M e a s u r e m e n t , L e a r n i n g C u r v e s , a n d S t a n d a r d s
budget requirements, and plan and schedule production.
Eighty-percent learning curves are generally accepted as
a standard, although the ratio of machine work to man-
ual assembly affects the curve percentage. Obviously, no
learning takes place if all assembly is done by machine.
As a rule of thumb, if the ratio of manual to machine
work is 3 to 1 (three-fourths manual), then 80 percent
is a good value; if the ratio is 1 to 3, then 90 percent is
often used. An even split of manual and machine work
would suggest the use of an 85 percent learning curve.
The learning factor may also be estimated from past
histories of similar parts or products.
Mathematically, the learning curve is represented
by the function
y 5 ax2b [A.5]
where
x 5 number of units produced,
a 5 hours required to produce the first unit,
y 5 time to produce the xth unit, and
b 5 constant equal to 2ln p /ln 2 for a 100 p percent
learning curve.
Thus, for an 80 percent learning curve, p 5 0.8 andb 5 2ln 0.8/ln 2 5 2(2 0.223)/0.693 5 0.322
For a 90 percent curve, p 5 0.9 and
b 5 2ln 0.9/ln 2 5 2(2 0.105)/0.693 5 0.152
Although the learning curve theory implies that
improvement will continue forever, in actual practice
the learning curve flattens out. As management inter-
est in the initial creation of a new good or service
decreases, employees may reach a level of production
that is expected of them and hold that rate. Another
way to view the theory of learning is that early on
extraordinary new practices and methods are found to
dramatically improve performance, such as substituting
plastic for steel parts. Later in the life of the learning
curve, the focus shifts to incremental improvements.
Learning curves can apply to individual employees
or, in an aggregate sense, to the big-picture initiatives
such as pricing strategy. For example, learning curves
are used to monitor employees typing and encoding
checks in a bank’s operations. Each employee must
reach a certain threshold-learning rate within 6 months
or more training is required. In some cases, the bank-
encoding employee is transferred to another bank job
because the employee is just not suited to the encoding
job. Learning curves help managers make such deci-
sions. From an aggregate and strategic perspective, a
firm may use the learning-curve concept to establish
a pricing schedule that does not initially cover cost in
order to gain increased market share.
Managers should realize that improvement alonga learning curve does not take place automatically.
Learning-curve theory is most applicable to new prod-
ucts or processes that have a high potential for improve-
ment and when the benefits will be realized only when
appropriate incentives and effective motivational
tools are used. Organizational changes may also have
Exhibit A.6 An 80 Percent Learning Curve
Number produced
100
80
60
40
20
5 10 15
T i m e p e r u n i t a s a p e r c e n t
a g e
o f f i r s t u n i t
62564_09_cA.indd 13 8/26/0

7/22/2019 OM- Work Measurment Learning Curves
http://slidepdf.com/reader/full/om-work-measurment-learning-curves 13/20
A14 P a r t 4 : O M 2 S u p p l e m e n t a r y C h a p t e r s
employees for 125, and 83 for 225. Clearly, under-
standing learning is important for aggregate planning.
Values for learning-curve functions can be easily
computed and summarized through the use of tables.
Exhibits A.8 and A.9 present unit values and cumula-
tive values, respectively, for learning curves from 60
percent through 95 percent. To find the time to producea specific unit, multiply the time for the first unit by the
appropriate factor in Exhibit A.8. For the 90 percent
learning-curve example presented earlier, the time for
the second unit is 3,500(0.9000) 5 3,150. The time for
the third unit is 3,500(0.8462) 5 2,961.7, and so on.
To find the time for a cumulative number of units,
we can use Exhibit A.9. Thus, for a 90 percent learn-
ing curve, if the time for the first unit is 3,500, the
time for the first 25 units is 3,500(17.7132) 5 61,996.
Similarly, the time for the first 100 units is
3,500(58.1410) 5 203,494. The values in Exhibit A.7
were found using this table.
A broader extension of the learning curve is the
experience curve. The experience curve states that the
cost of doing any repetitive task, work activity, or proj-
ect decreases as the accumulated experience of doing
the job increases. The terms improvement curve, expe-
rience curve, and manufacturing progress function are
often used to describe the learning phenomenon in the
aggregate context. Marketing research, software design,
developing engineering specifications for a water plant,
accounting and financial auditing of the same client,
implementing a software integration project, and so
on are examples of this broader view. The idea is that
each time experience doubles, costs decline by 10 per-cent to 30 percent. Costs must always be translated into
significant effects on learn-
ing. Changes in technol-
ogy or work methods will
affect the learning curve,
as will the institution of
productivity and quality-
improvement programs.As an illustration of learning curves, suppose a
manufacturing firm is introducing a new and complex
machine and has determined that a 90 percent learning
curve is applicable. Estimates of demand for the next 3
years are 50, 75, and 100 units. The time to produce the
first unit is estimated to be 3,500 hours. Therefore, the
learning-curve function is
y 5 3,500x20.152
Consequently, the time to manufacture the second unit
will be
3,500 (2)20.152
5 3,150 hoursExhibit A.7 gives the cumulative number of hours
required to produce the 3-year demand in increments of
25 units. Thus, to produce the 50 units in the first year,
the firm will require 112,497 hours. If we assume that
each employee works 160 hours per month, or 1,920
hours per year, we find that for the first year the firm
will need
112,497/1,920 5 59 employees
to produce this machine. In the second year, the total
number of hours required will be the difference between
the cumulative requirements for the first two years’production (246,160 hours) and the first year’s produc-
tion (112,497 hours), or
246,160 2 112,497 5 133,663 hours
So the labor requirements for the second year are
133,663/1,920 5 70 employees
Similarly, for the third year, the labor requirements are
406,112 2 246,160 __________________ 1,920
5 83 employees
These are aggregate numbers; at a more detailed plan-
ning level, they will vary according to how productionis actually scheduled over the year. Also, note that the
number of employees required to produce these units
increases in a nonlinear way, reflecting the learning
that is taking place among employees. For example,
we might need 59 employees to produce 50 units, 70
Exhibit A.7 Cumulative Time
Required Using Learning Curves
Cumulative Units Cumulative Hours Required
25 61,996
50 112,497
75 159,164
100 203,494
125 246,160150 287,545
175 327,894
200 367,374
225 406,112
The experience curve
states that the cost of doing
any repetitive task, work ac-
tivity, or project decreases as
the accumulated experience
of doing the job increases.
62564_09_cA.indd 14 8/26/0

7/22/2019 OM- Work Measurment Learning Curves
http://slidepdf.com/reader/full/om-work-measurment-learning-curves 14/20
A15O M 2 S u p p l e m e n t a r y C h a p t e r A : W o r k M e a s u r e m e n t , L e a r n i n g C u r v e s , a n d S t a n d a r d s
4. Changes in product design, raw material usage, tech-nology, and/or the process may significantly alter thelearning curve.
5. Humans learn simple task(s) quickly and reach alimit on learning for the task(s), but for complexintellectual task(s) such as software programming,learning is less limited and may continue. The firsttype of learning is described with an exponentialcurve; the more complex learning is sometimesdescribed by an S-shaped curve.
6. A contract phaseout may result in a lengthening ofprocessing times for the last units produced, sinceemployees want to prolong their income period.
7. The lack of proper maintenance of tools and equip-ment, the nonreplacement of tools, or the aging ofequipment can have a negative impact on learning.
8. Keeping groups of employees together, such as highlyspecialized consulting groups, reaps a productivitybenefit but may stifle innovation and new experi-ences.
9. The transfer of employees may result in an interrup-tion or a regression to an earlier stage of the learningcurve or may necessitate a new learning curve.
10. Learning curves focus on direct labor and ignoreindirect labor that also contributes to efficiency andeffectiveness.
constant dollars to eliminate the inflation effect. Of
course, the learning or experience curve does not con-
tinue this dramatic decrease in time and costs indefi-
nitely, and at some point begins to flatten out.
4.1 Practical Issues in UsingLearning CurvesThe following ten factors can affect the applicability
of the learning or experience curve and/or the amount
of learning that occurs. Good management judgment
is required to recognize these factors and take appro-
priate action, including stopping the current learning-
curve analysis, beginning a new learning-curve analysis,
and/or using other planning methods for the remainder
of the work.1. The learning curve does not usually apply to super-
visory personnel, some skilled craftspeople, or jobsthat have nonrepetitive job tasks.
2. A change in the ratio of indirect labor or supervisorytalent to direct labor can alter the rate of learning.
3. The institution of incentive systems, bonus plans,quality initiatives, empowerment, and the like mayincrease learning.
Solved Problem
A yacht manufacturer has been commissioned to build
five sailboats for a Florida resort. The first boat took
6,000 labor-hours to build. How many labor-hours will
it take to complete the order, assuming that a 90 per-cent learning curve is applicable?
Solution:
Using a 90 percent learning curve, we have the times
listed here:
Unit Time Required
1 6,000
2 5,400
3 5,077 4 4,860
5 4,698
Total 26,035 hours
Or, using Exhibit A.9, 6,000(4.3392) 5 26,035 hou
62564_09_cA.indd 15 8/26/0

7/22/2019 OM- Work Measurment Learning Curves
http://slidepdf.com/reader/full/om-work-measurment-learning-curves 15/20
A16 P a r t 4 : O M 2 S u p p l e m e n t a r y C h a p t e r s
Exhibit A.8 Unit Values for Learning Curves
p .60 .65 .70 .75 .80 .85 .90 .95
x b .737 .621 .515 .415 .322 .234 .152 .074
1 1.0000 1.0000 1.0000 1.0000 1.0000 1.0000 1.0000 1.0000
2 0.6000 0.6500 0.7000 0.7500 0.8000 0.8500 0.9000 0.9500
3 0.4450 0.5052 0.5682 0.6338 0.7021 0.7729 0.8462 0.9219
4 0.3600 0.4225 0.4900 0.5625 0.6400 0.7225 0.8100 0.9025
5 0.3054 0.3678 0.4368 0.5127 0.5956 0.6857 0.7830 0.8877
6 0.2670 0.3284 0.3977 0.4754 0.5617 0.6570 0.7616 0.8758
7 0.2383 0.2984 0.3674 0.4459 0.5345 0.6337 0.7439 0.8659
8 0.2160 0.2746 0.3430 0.4219 0.5120 0.6141 0.7290 0.8574
9 0.1980 0.2552 0.3228 0.4017 0.4929 0.5974 0.7161 0.8499
10 0.1832 0.2391 0.3058 0.3846 0.4765 0.5828 0.7047 0.8433
11 0.1708 0.2253 0.2912 0.3696 0.4621 0.5699 0.6946 0.8374
12 0.1602 0.2135 0.2784 0.3565 0.4493 0.5584 0.6854 0.8320
13 0.1510 0.2031 0.2672 0.3449 0.4379 0.5480 0.6771 0.8271
14 0.1430 0.1940 0.2572 0.3344 0.4276 0.5386 0.6696 0.8226
15 0.1359 0.1858 0.2482 0.3250 0.4182 0.5300 0.6626 0.8184
16 0.1296 0.1785 0.2401 0.3164 0.4096 0.5220 0.6561 0.8145
17 0.1239 0.1719 0.2327 0.3085 0.4017 0.5146 0.6501 0.8109
18 0.1188 0.1659 0.2260 0.3013 0.3944 0.5078 0.6445 0.8074
19 0.1142 0.1604 0.2198 0.2946 0.3876 0.5014 0.6392 0.8042
20 0.1099 0.1554 0.2141 0.2884 0.3812 0.4954 0.6342 0.8012
21 0.1061 0.1507 0.2087 0.2826 0.3753 0.4898 0.6295 0.7983
22 0.1025 0.1465 0.2038 0.2772 0.3697 0.4844 0.6251 0.7955
23 0.0992 0.1425 0.1992 0.2722 0.3644 0.4794 0.6209 0.7929
24 0.0961 0.1387 0.1949 0.2674 0.3995 0.4747 0.6169 0.7904
25 0.0933 0.1353 0.1908 0.2629 0.3548 0.4701 0.6131 0.7880
30 0.0815 0.1208 0.1737 0.2437 0.3346 0.4505 0.5963 0.7775
35 0.0728 0.1097 0.1605 0.2286 0.3184 0.4345 0.5825 0.7687
40 0.0660 0.1010 0.1498 0.2163 0.3050 0.4211 0.5708 0.7611
45 0.0605 0.0939 0.1410 0.2060 0.2936 0.4096 0.5607 0.7545
50 0.0560 0.0879 0.1336 0.1972 0.2838 0.3996 0.5518 0.7486
55 0.0522 0.0829 0.1272 0.1895 0.2753 0.3908 0.5438 0.7434
60 0.0489 0.0785 0.1216 0.1828 0.2676 0.3829 0.5367 0.7386
65 0.0461 0.0747 0.1167 0.1768 0.2608 0.3758 0.5302 0.7342
70 0.0437 0.0713 0.1123 0.1715 0.2547 0.3693 0.5243 0.7302
75 0.0415 0.0683 0.1084 0.1666 0.2491 0.3634 0.5188 0.7265
80 0.0396 0.0657 0.1049 0.1622 0.2440 0.3579 0.5137 0.7231
85 0.0379 0.0632 0.1017 0.1582 0.2393 0.3529 0.5090 0.7198
90 0.0363 0.0610 0.0987 0.1545 0.2349 0.3482 0.5046 0.7168
95 0.0349 0.0590 0.0960 0.1511 0.2308 0.3438 0.5005 0.7139
100 0.0336 0.0572 0.0935 0.1479 0.2271 0.3397 0.4966 0.7112
125 0.0285 0.0498 0.0834 0.1348 0.2113 0.3224 0.4800 0.6996
150 0.0249 0.0444 0.0759 0.1250 0.1993 0.3089 0.4669 0.6902
175 0.0222 0.0404 0.0701 0.1172 0.1896 0.2979 0.4561 0.6824
200 0.0201 0.0371 0.0655 0.1109 0.1816 0.2887 0.4469 0.6757
225 0.0185 0.0345 0.0616 0.1056 0.1749 0.2809 0.4390 0.6698
250 0.0171 0.0323 0.0584 0.1011 0.1691 0.2740 0.4320 0.6646
275 0.0159 0.0305 0.0556 0.0972 0.1639 0.2680 0.4258 0.6599
300 0.0149 0.0289 0.0531 0.0937 0.1594 0.2625 0.4202 0.6557
350 0.0133 0.0262 0.0491 0.0879 0.1517 0.2532 0.4105 0.6482
400 0.0121 0.0241 0.0458 0.0832 0.1453 0.2454 0.4022 0.6419
450 0.0111 0.0224 0.0431 0.0792 0.1399 0.2387 0.3951 0.6363
500 0.0103 0.0210 0.0408 0.0758 0.1352 0.2329 0.3888 0.6314
550 0.0096 0.0198 0.0389 0.0729 0.1312 0.2278 0.3832 0.6269
600 0.0090 0.0188 0.0372 0.0703 0.1275 0.2232 0.3782 0.6229
650 0.0085 0.0179 0.0357 0.0680 0.1243 0.2190 0.3736 0.6192
700 0.0080 0.0171 0.0344 0.0659 0.1214 0.2152 0.3694 0.6158
750 0.0076 0.0163 0.0332 0.0641 0.1187 0.2118 0.3656 0.6127
800 0.0073 0.0157 0.0321 0.0624 0.1163 0.2086 0.3620 0.6098
850 0.0069 0.0151 0.0311 0.0508 0.1140 0.2057 0.3587 0.6070
900 0.0067 0.0146 0.0302 0.0594 0.1119 0.2029 0.3556 0.6045
62564_09_cA.indd 16 8/26/0

7/22/2019 OM- Work Measurment Learning Curves
http://slidepdf.com/reader/full/om-work-measurment-learning-curves 16/20
A17O M 2 S u p p l e m e n t a r y C h a p t e r A : W o r k M e a s u r e m e n t , L e a r n i n g C u r v e s , a n d S t a n d a r d s
Exhibit A.9 Cumulative Unit Values for Learning Curves
x p 5 .60 p 5.65 p 5.70 p 5.75 p 5.80 p 5.85 p 5.90 p 5.95
1 1.0000 1.0000 1.0000 1.0000 1.0000 1.0000 1.0000 1.0000
2 1.6000 1.6500 1.7000 1.7500 1.8000 1.8500 1.9000 1.9500
3 2.0450 2.1552 2.2682 2.3838 2.5021 2.6229 2.7462 2.8719
4 2.4050 2.5777 2.7582 2.9463 3.1421 3.3454 3.5562 3.7744
5 2.7104 2.9455 3.1950 3.4591 3.7377 4.0311 4.3392 4.66216 2.9774 3.2739 3.5928 3.9345 4.2994 4.6881 5.1008 5.5380
7 3.2158 3.5723 3.9601 4.3804 4.8339 5.3217 5.8447 6.4039
8 3.4318 3.8469 4.3031 4.8022 5.3459 5.9358 6.5737 7.2612
9 3.6298 4.1021 4.6260 5.2040 5.8389 6.5332 7.2898 8.1112
10 3.8131 4.3412 4.9318 5.5886 6.3154 7.1161 7.9945 8.9545
11 3.9839 4.5665 5.2229 5.9582 6.7775 7.6860 8.6890 9.7919
12 4.1441 4.7800 5.5013 6.3147 7.2268 8.2444 9.3745 10.6239
13 4.2951 4.9831 5.7685 6.6596 7.6647 8.7925 10.0516 11.4511
14 4.4381 5.1770 6.0257 6.9940 8.0923 9.3311 10.7212 12.2736
15 4.5740 5.3628 6.2739 7.3190 8.5105 9.8611 11.3837 13.0921
16 4.7036 5.5413 6.5140 7.6355 8.9201 10.3831 12.0398 13.9066
17 4.8276 5.7132 6.7467 7.9440 9.3218 10.8977 12.6899 14.7174
18 4.9464 5.8791 6.9727 8.2453 9.7162 11.4055 13.3344 15.5249
19 5.0606 6.0396 7.1925 8.5399 10.1037 11.9069 13.9735 16.3291
20 5.1705 6.1950 7.4065 8.8284 10.4849 12.4023 14.6078 17.1302
21 5.2766 6.3457 7.6153 9.1110 10.8602 12.8920 15.2373 17.9285
22 5.3791 6.4922 7.8191 9.3882 11.2299 13.3765 15.8624 18.724123 5.4783 6.6346 8.0183 9.6601 11.5943 13.8559 16.4833 19.5170
24 5.5744 6.7734 8.2132 9.9278 11.9538 14.3306 17.1002 20.3074
25 5.6677 6.9086 8.4040 10.1907 12.3086 14.8007 17.7132 21.0955
30 6.0974 7.5398 9.3050 11.4458 14.0199 17.0907 20.7269 25.0032
35 6.4779 8.1095 10.1328 12.6179 15.6428 19.2938 23.6660 28.8636
40 6.8208 8.6312 10.9024 13.7232 17.1935 21.4252 26.5427 32.6838
45 7.1337 9.1143 11.6245 14.7731 18.6835 23.4955 29.3658 36.4692
50 7.4222 9.5654 12.3069 15.7761 20.1217 25.5131 32.1420 40.2239
55 7.6904 9.9896 12.9553 16.7386 21.5147 27.4843 34.8766 43.9511
60 7.9413 10.3906 13.5742 17.6658 22.8678 29.4143 37.5740 47.6535
65 8.1774 10.7715 14.1674 18.5617 24.1853 31.3071 40.2377 51.3333
70 8.4006 11.1347 14.7376 19.4296 25.4708 33.1664 42.8706 54.9924
75 8.6123 11.4823 15.2874 20.2722 26.7273 34.9949 45.4753 58.6323
80 8.8140 11.8158 15.8188 21.0921 27.9572 36.7953 48.0539 62.2544
85 9.0067 12.1367 16.3335 21.8910 29.1628 38.5696 50.6082 65.8599
90 9.1912 12.4461 16.8329 22.6708 30.3459 40.3198 53.1399 69.4498
95 9.3683 12.7451 17.3182 23.4329 31.5081 42.0474 55.6504 73.0250100 9.5388 13.0345 17.7907 24.1786 32.6508 43.7539 58.1410 76.5864
125 10.3079 14.3614 19.9894 27.6971 38.1131 52.0109 70.3315 94.2095
150 10.9712 15.5326 21.9722 30.9342 43.2335 59.8883 82.1558 111.5730
175 11.5576 16.5883 23.7917 33.9545 48.0859 67.4633 93.6839 128.7232
200 12.0853 17.5541 25.4820 36.8007 52.7000 74.7885 104.9641 145.6931
225 12.5665 18.4477 27.0669 39.5029 57.1712 81.9021 116.0319 162.5066
250 13.0098 19.2816 28.5638 42.0833 61.4659 88.8328 126.9144 179.1824
275 13.4216 20.0653 29.9855 44.5588 65.6246 95.6028 137.6327 195.7354
300 13.8068 20.8059 31.3423 46.9427 69.6634 102.2301 148.2040 212.1774
350 14.5112 22.1796 33.8916 51.4760 77.4311 115.1123 168.9596 244.7667
400 15.1451 23.4362 36.2596 55.7477 84.8487 127.5691 189.2677 277.0124
450 15.7230 24.5987 38.4799 59.8030 91.9733 139.6656 209.1935 308.9609
500 16.2555 25.6835 40.5766 63.6753 98.8473 151.4506 228.7851 340.6475
550 16.7500 26.7028 42.5680 67.3900 105.5032 162.9622 248.0809 372.1002
600 17.2125 27.6662 44.4684 70.9671 111.9671 174.2309 267.1118 403.3421
650 17.6474 28.5808 46.2889 74.4225 118.2598 185.2815 285.9030 434.3918
700 18.0583 29.4528 48.0387 77.7693 124.3985 196.1346 304.4757 465.2653750 18.4482 30.2869 49.7254 81.0183 130.3976 206.8073 322.8479 495.9759
800 18.8193 31.0871 51.3552 84.1786 136.2693 217.3144 341.0347 526.5353
850 19.1737 31.8568 52.9333 87.2580 142.0242 227.6687 359.0497 556.9538
900 19.5131 32.5989 54.4644 90.2631 147.6709 237.8811 376.9043 587.2402
62564_09_cA.indd 17 8/26/0

7/22/2019 OM- Work Measurment Learning Curves
http://slidepdf.com/reader/full/om-work-measurment-learning-curves 17/20
A18 P a r t 4 : O M 2 S u p p l e m e n t a r y C h a p t e r s
1. Do you think the following jobs require standardtimes? Explain your reasoning.
a. Carpet installers
b. Software programmers
c. Cable T.V. installers
d. Hotel maids
e. Bank tellers
f. Airline flight attendants
g. Dentists
h. Medical doctors
i. Restaurant reservations
j. Telephone call center representatives
2. What sample sizes should be used for these timestudies?
a. There should be a .95 probability that the valueof the sample mean is within 2 minutes, giventhat the standard deviation is 4 minutes.
b. There should be a 90 percent chance that thesample mean has an error of 0.10 minutes or lesswhen the variance is estimated as 0.50 minutes.
3. Compute the number of observations required in awork-sampling study if the standard deviation is 0.2minute and there should be a 90 percent chance that
the sample mean has an error of (a) 0.15 minute,(b) 0.10 minute, and (c) 0.005 minute.
4. Exhibit A.10 shows a partially completed time-studyworksheet. Determine the standard time for thisoperation.
5. Using a fatigue allowance of 20 percent, and given
the following time-study data obtained by continu-ous time measurement, compute the standard time.
Cycle of Observation
Performance
Activity 1 2 3 4 5 Rating
Get casting 0.21 2.31 4.41 6.45 8.59 0.95
Fix into fixture 0.48 2.59 4.66 6.70 8.86 0.90
Drilling operation 1.52 3.65 5.66 7.74 9.90 1.00Unload 1.73 3.83 5.91 7.96 10.10 0.95
Inspect 1.98 4.09 6.15 8.21 10.30 0.80
Replace 2.10 4.20 6.25 8.34 10.42 1.10
Problems, Activities, and Discussions
Exhibit A.10 Time Study Worksheet for Problem 4
62564_09_cA.indd 18 8/26/0

7/22/2019 OM- Work Measurment Learning Curves
http://slidepdf.com/reader/full/om-work-measurment-learning-curves 18/20
doing the same job as Bracket—processing commission
invoices. These data result in an average normal time
per invoice of 1.0915 minutes [(1.265 1 1.221 1 1.003
1 0.877)/4]. With an allowance factor of 20 percent,the standard time is 1.3098 (1.0915 3 1.2) minutes
per invoice, or 45.81 per hour. Dur-
ing a typical 7-hour workday, an aver-
age employee could process 320.66
invoices per day, assuming a 1-hour
lunch break.
A similar study was performed
for Bracket’s invoice-processing pro-
ductivity; these results are shown in
Exhibit A.12. These data result in an
average normal time per invoice of
1.722 minutes [(1.808 1 1.452 1
2.032 1 1.595)/4]. With an allow-
ance factor of 20 percent, the standard
time is 2.066 (1.722 3 1.2) minutes
per invoice, or 29.04 per hour. Dur-
ing a typical 7-hour workday, Bracket
could process 203.29 invoices per day,
assuming a 1-hour lunch break.4
The State Versus John Bracket Case Study
“John Bracket has filed a lawsuit against us, George,”
stated Paul Cumin, the vice president of operations for
the State Rehabilitation Services Commission (SRSC).
“George, you are Bracket’s manager. So what happened?He claims you raised his daily productivity quota for
processing invoices from 200 to 300.”
“Paul, I did raise his quota to more
closely match the other employees.
Bracket is always late for work, plays
games on the computer, violates our
dress code, and is generally disliked by
his peer employees,” responded George
Davis, Bracket’s immediate supervisor.
“Is there any logic or numerical basis
for your increasing his quota?” Paul
asked him. As he left the room, George
responded, “Paul, I’ll get my work
study data out, review it, and get back
to you this afternoon.”
The data George Davis had for
justifying raising Bracket’s quota are
shown in Exhibit A.11. Samples #1
to #4 represent four different commission employees
A19O M 2 S u p p l e m e n t a r y C h a p t e r A : W o r k M e a s u r e m e n t , L e a r n i n g C u r v e s , a n d S t a n d a r d s
6. Provide the data missing from the following informa-tion. Time is in minutes.Actual Normal Standard Performance Fatigue
Time Time Time Rating Allowance
10.6 _____ _____ 1.06 20%
7.8 7.2 _____ _____ 15%
6.5 _____ 7.98 1.05 _____
2 _____ _____ 1.10 15%
7. A part-time employee who rolls out dough balls at apizza restaurant was observed over a 40-hour periodfor a work-sampling study. During that time, she pre-pared 550 pieces of pizza dough. The analyst made50 observations and found the employee not work-ing four times. The overall performance rating was1.10. The allowance for the job is 15 percent. Basedon these data, what is the standard time in minutesfor preparing pizza dough?
8. How many observations should be made in awork-sampling study to obtain an estimate within10 percent of the proportion of time spent chang-ing tools by a production worker with a 99 percentprobability?
9. Linda Bryant recently started a small home-con-struction company. In an effort to foster high quality,rather than subcontracting individual work, she has
formed teams of employees who are re- sponsible forthe entire job. She has contracted with a developerto build 20 homes of similar type and size. She hasfour teams of workers. The first homes were builtin an average of 145 days. How long will it take tocomplete the contract if an 85 percent learning curveapplies?
10. A manufacturer has committed to supply 16 units ofa particular product in 4 months (that is, 16 weeks)at a price of $30,000 each. The first unit took 1,000hours to produce. Even though the second unit tookonly 750 hours to produce, the manufacturer is anx-ious to know:
a. if the delivery commitment of 16 weeks will bemet,
b. whether enough labor is available (currently 500hours are available per week),
c. whether or not the venture is profitable.
Apply learning-curve theory to each of those issues.
Assume the material cost per unit equals $22,000;labor equals $10 per labor-hour, and overhead is$2,000 per week.
© D o n B a y l e y / i s t o c k p h
o t o . c o m
62564_09_cA.indd 19 8/26/0

7/22/2019 OM- Work Measurment Learning Curves
http://slidepdf.com/reader/full/om-work-measurment-learning-curves 19/20
A20 P a r t 4 : O M 2 S u p p l e m e n t a r y C h a p t e r s
Exhibit A.11 Work Measurement Time Study Original Data for Rehabilitation Services Commission
Process: Invoices
Cumulative Time (ct)
Select Time (t) All times in (minutes. hundredths of seconds)
Major Sample Rating Normal Sample Rating Normal
Work Elements #1 Factor Time #2 Factor Time
Sorting/Matching t 13.09 1.00 13.09 t 22.60 1.10 24.86
ct 13.09 ct 22.60
Keying t 28.45 1.00 28.45 t 23.40 1.10 25.74
ct 41.54 ct 46.00
End-of-Day t 24.23 1.00 24.23 t 13.94 1.10 15.33
Activities ct 65.77 65.77 ct 59.94 65.93
Total Time 65.77 65.77 59.94 65.93
Number Processed 52.00 52.00 54.00 54.00
Normal Time/Invoice 1.265 1.221
Process: Invoices
Cumulative Time (ct)
Select Time (t) All times in (minutes. hundredths of seconds)
Major Sample Rating Normal Sample Rating NormalWork Elements #3 Factor Time #4 Factor Time
Sorting/Matching t 8.44 1.10 9.28 t 7.43 1.20 8.92
ct 8.44 ct 7.43
Keying t 14.26 1.10 15.69 t 5.55 1.20 6.66
ct 22.70 ct 12.98
End-of-Day t 6.47 1.10 7.12 t 15.52 1.20 18.62
Activities ct 29.17 32.09 ct 28.50 34.20
Total Time 29.17 32.09 28.50 34.20
Number Processed 32.00 32.00 39.00 39.00
Normal Time/Invoice 1.003 0.877
Case Questions for Discussion
1. Whose case is justified—Davis or Bracket? Explain.
2. What other issues should be considered?
3. Would you present these data in court? Why or whynot?
4. What are your final recommendations?
62564_09_cA.indd 20 8/26/0

7/22/2019 OM- Work Measurment Learning Curves
http://slidepdf.com/reader/full/om-work-measurment-learning-curves 20/20
A21O M 2 S l C h A W k M L i C d S d d
Exhibit A.12 Work Measurement Time Study Original Data for John Bracket
Process: Invoices
Cumulative Time (ct)
Select Time (t) All times in (minutes. hundredths of seconds)
Major Sample Rating Normal Sample Rating Normal
Work Elements #1 Factor Time #2 Factor Time
Sorting/Matching t 25.58 0.80 20.46 t 15.69 0.85 13.34
ct 25.58 ct 15.69
Keying t 23.92 0.80 19.14 t 27.86 0.90 25.07
ct 49.50 ct 43.55
End-of-Day t 7.00 0.80 5.60 t 8.96 0.90 8.06
Activities ct 56.50 45.20 ct 52.51 46.47
Total Time 56.50 45.20 52.51 46.47
Number Processed 25.00 25.00 32.00 32.00
Normal Time/Invoice 1.808 1.452
Process: Invoices
Cumulative Time (ct)
Select Time (t) All times in (minutes. hundredths of seconds)
Major Sample Rating Normal Sample Rating NormalWork Elements #3 Factor Time #4 Factor Time
Sorting/Matching t 22.12 0.85 18.80 t 19.67 1.00 19.67
ct 22.12 ct 19.67
Keying t 34.68 0.80 27.74 t 51.55 1.00 51.55
ct 56.80 ct 71.22
End-of-Day t 19.22 0.75 14.42 t 26.05 1.00 26.05
Activities ct 76.02 60.96 ct 97.27 97.27
Total Time 76.02 60.96 97.27 97.27
Number Processed 30.00 30.00 61.00 61.00
Normal Time/Invoice 2.032 1.595


















