
OBTENCION DEL BIOALCOHOL A PARTIR DEL...
103
1 OBTENCION DEL BIOALCOHOL A PARTIR DEL EXTRACTO DEL CAMOTE Trabajo de graduación previo a la obtención del título de Máster en Tecnología, Control y Seguridad Alimentaria Autor: Felipe Arturo Jadán Piedra Madrid - España 2011
Transcript of OBTENCION DEL BIOALCOHOL A PARTIR DEL...

1
OBTENCION DEL BIOALCOHOL A PARTIR DEL
EXTRACTO DEL CAMOTE
Trabajo de graduación previo a la obtención del título de Máster en
Tecnología, Control y Seguridad Alimentaria
Autor: Felipe Arturo Jadán Piedra
Madrid - España
2011
2
Tabla de contenido Introducción ....................................................................................................................................... 7
Marco Teórico. ................................................................................................................................... 7
Objetivo .............................................................................................................................................. 8
Definición del Producto ...................................................................................................................... 8
El Camote o Batata ......................................................................................................................... 8
Taxonomía ...................................................................................................................................... 9
Variedades .................................................................................................................................... 10
Caracteres Botánicos .................................................................................................................... 10
Clima y Suelo ................................................................................................................................ 11
Producción ................................................................................................................................... 11
Análisis y Composición ..................................................................................................................... 13
Aminoácidos ................................................................................................................................. 13
Hidratos de Carbono o Glúcidos .................................................................................................. 14
OSAS ............................................................................................................................................. 15
DIHOLOSIDOS (DISACARIDOS) ...................................................................................................... 16
Caracteres Bioquímicos ................................................................................................................ 17
Usos y Aplicaciones .......................................................................................................................... 18
Materias Primas y Auxiliares ............................................................................................................ 19
El Almidón como Substrato .............................................................................................................. 20
Propiedades Físicas.- .................................................................................................................... 20
Enzimas Industriales ..................................................................................................................... 21
Aplicaciones.................................................................................................................................. 22
Fuentes de Enzimas ...................................................................................................................... 22
Enzimas de Origen Animal............................................................................................................ 22
Células y Tejidos Vegetales ............................................................................................................. 23
Células Microbianas ......................................................................................................................... 23
Crecimiento Intermitente ................................................................................................................ 24
Características Generales de la alfa Amilasa .................................................................................... 24
Hidrólisis con Ácidos..................................................................................................................... 25
Microorganismo: Saccharomyces cerevisiae ................................................................................... 25
Morfología .................................................................................................................................... 26

3
Reproducción ............................................................................................................................... 26
Requerimientos Nutricionales...................................................................................................... 26
Fuente de Carbono ....................................................................................................................... 26
Fuente de Nitrógeno .................................................................................................................... 27
Macro y Micro Nutrientes ............................................................................................................ 27
Vitaminas ...................................................................................................................................... 27
Requerimientos Ambientales ........................................................................................................... 27
Temperatura ................................................................................................................................ 27
Oxigeno ........................................................................................................................................ 28
pH ................................................................................................................................................. 28
Metabolismo .................................................................................................................................... 28
Azúcares ....................................................................................................................................... 28
Nitrógeno ..................................................................................................................................... 28
Fósforo ......................................................................................................................................... 29
La Invertasa .................................................................................................................................. 29
Amilasa ......................................................................................................................................... 30
Procesos Paralelos a la Producción de Bioalcohol ........................................................................... 30
Preparación de la malta ............................................................................................................... 30
Preparación del Medio ................................................................................................................. 31
Medio para Inocular el Mosto ...................................................................................................... 31
Xilosa ............................................................................................................................................ 33
Glucosa ......................................................................................................................................... 33
Sucrosa ......................................................................................................................................... 34
Lactosa.......................................................................................................................................... 34
Maltosa ......................................................................................................................................... 34
Almidón ........................................................................................................................................ 34
Dextrina ........................................................................................................................................ 34
Celulosa ........................................................................................................................................ 35
Metanol ........................................................................................................................................ 35
Etanol ........................................................................................................................................... 35
Glicerol ......................................................................................................................................... 35
Hidrocarburos .............................................................................................................................. 35
Fuente de Nitrógeno .................................................................................................................... 35
Fuentes de nitrógeno. .................................................................................................................. 36

4
Otras Adiciones ............................................................................................................................ 36
Formación del Producto ................................................................................................................... 36
Esterilización .................................................................................................................................... 37
Métodos de Esterilización ............................................................................................................ 37
Operaciones para la obtención de Bioalcohol a partir de la Batata ................................................ 41
Generalidades .............................................................................................................................. 41
Transporte .................................................................................................................................... 41
Limpieza y Lavado ........................................................................................................................ 41
Recepción en la Fábrica /Pesaje ................................................................................................... 42
Bodega con Atmósferas Modificadas ........................................................................................... 43
Atmósferas controladas para almacenamiento ........................................................................... 44
Molienda ...................................................................................................................................... 45
Energía utilizada en la trituración ................................................................................................ 45
Superficie nueva formada durante la trituración......................................................................... 46
Mezcla .............................................................................................................................................. 46
Hidrólisis enzimática ........................................................................................................................ 46
Fases de Hidrólisis del almidón .................................................................................................... 47
Fermentación ................................................................................................................................... 47
Destilación ........................................................................................................................................ 49
Almacenamiento /Salida Producto Terminado ................................................................................ 51
CONTROL DE CALIDAD Y SEGURIDAD ALIMENTARIA ....................................................................... 52
Árbol de Decisión para Determinar los Puntos Críticos ............................................................... 54
ELABORACION DE ANALISIS DE PELIGROS Y PUNTOS DE CONTROL CRITICOS ........................... 55
1).- Definición del diagrama de flujo. ....................................................................................... 55
2).- Identificación de los riesgos en cada etapa. ...................................................................... 55
3).- Medidas Preventivas .......................................................................................................... 57
4).- Identificación PCC .............................................................................................................. 60
5) Establecimiento de los Límites de Tolerancia ...................................................................... 63
6) Establecimiento de medidas de vigilancia ........................................................................... 66
7) Medidas correctivas ............................................................................................................. 66
8) Sistema de registro y documentación .................................................................................. 67
TRAZABILIDAD .................................................................................................................................. 70
Definición de trazabilidad ............................................................................................................ 70
Aspectos específicos de la Trazabilidad ....................................................................................... 70

5
Identificación de Productos ......................................................................................................... 71
Identificación de la Materia Prima ........................................................................................... 71
Identificación Materias Auxiliares ............................................................................................ 71
Identificación de Producto Terminado..................................................................................... 71
Criterios de Identificación ............................................................................................................ 71
CONTROL DE MATERIAS PRIMAS ..................................................................................................... 76
METODOS EMPLEADOS PARA PURIFICACION DEL AGUA QUE ENTRA EN CONTACTO CON EL
PRODUCTO ....................................................................................................................................... 78
Dureza de las Aguas.- ................................................................................................................... 78
Determinación de la Dureza Total.- ............................................................................................. 79
Determinación de Dureza Cálcica.- .............................................................................................. 79
Determinación de Dureza Magnésica.- ........................................................................................ 79
Determinación de Materia Orgánica.- ......................................................................................... 79
CONTROL DE PROCESOS................................................................................................................... 80
Inspección .................................................................................................................................... 81
Control .......................................................................................................................................... 81
Normas de Muestreo ................................................................................................................... 81
Análisis Químicos ......................................................................................................................... 81
Determinación Semi-Cuantitativa de Etanol por la Técnica del Dicromato de Potasio ............... 81
Cromatografía de gases acoplada a espectrómetro de masas .................................................... 82
Brix ............................................................................................................................................... 82
pH ................................................................................................................................................. 82
Determinación de la concentración de Azúcares Reductores. .................................................... 82
Cálculo de la Gravedad Específica ................................................................................................ 84
CONTROL DEL PRODUCTO TERMINADO (CONTROL DE CONSERVACION DEL PRODUCTO) ............ 85
Objetivo ........................................................................................................................................ 85
Grado Alcohólico .......................................................................................................................... 85
Acidez Total .................................................................................................................................. 86
Acidez Fija.- .................................................................................................................................. 87
Acidez Volátil.- .............................................................................................................................. 87
Cenizas.- ....................................................................................................................................... 87
Extracto Seco ................................................................................................................................ 88
Determinación de Acido Cianhídrico (HCN) ................................................................................. 89
Subproductos y su Aprovechamiento .............................................................................................. 90
6
El Dióxido de Carbono CO2 ........................................................................................................... 90
Purificación del Dióxido de Carbono ............................................................................................ 90
Concentración de CO2 .................................................................................................................. 91
El dióxido de carbono sólido.- ...................................................................................................... 92
Residuos y su Aprovechamiento ...................................................................................................... 93
Parámetros para la obtención de lodos activados ........................................................................... 93
Parámetros Operacionales ........................................................................................................... 93
Parámetros de Control ................................................................................................................. 94
Lodos Activados ............................................................................................................................ 94
Estabilización del Lodo ................................................................................................................. 95
Digestión Anaerobia ..................................................................................................................... 95
Tipos de Digestores Anaerobios ................................................................................................... 95
Aprovechamiento de Lodos ......................................................................................................... 96
Vertidos y su Tratamiento ................................................................................................................ 97
Acondicionamiento del agua y Tratamiento de las Agua Residuales .......................................... 97
Métodos para Acondicionar el Agua.- .......................................................................................... 97
Proceso de Ablandamiento por Zeolitas.- .................................................................................... 97
Método de Desionización o Desmineralización ........................................................................... 99
Acondicionamiento con Fosfatos.- ............................................................................................. 100
Eliminación de la Sílice. .............................................................................................................. 101
Desgasificación. .......................................................................................................................... 101
Legislación Aplicable ...................................................................................................................... 102

7
Introducción La producción de alcohol ha sido tradicionalmente de fuentes derivadas de cereales,
considerando la creciente demanda de este tipo de productos para la producción de combustibles
y sumado al hecho de condiciones desfavorables en el cultivo, se observa en los últimos años el
encarecimiento del precio de los mismos. Es por lo tanto de gran interés hallar nuevas fuentes
no convencionales, como los tubérculos para la elaboración de etanol. Los tubérculos juegan un
papel significativo en el sistema global de alimentación, contribuyen a los requerimientos
energéticos de más de 2 millones de personas en los países en vías de desarrollo.
El almidón presente en los tubérculos es una materia prima con un amplio campo de aplicaciones
que van desde la impartición de textura y consistencia en los alimentos hasta la manufactura del
papel, adhesivos y empaques biodegradables.
El almidón es la principal fuente de almacenamiento de energía en los vegetales ya que provee
del 70 al 80% de las calorías consumidas por los humanos, se encuentran en grandes cantidades
en las diversas variedades de plantas, como por ejemplo en los granos de cereales los cuales
contienen entre el 60 y el 75% de su peso seco, así como también puede encontrarse en los
tubérculos, semillas de leguminosas y en algunas frutas como polisacárido de reserva energética,
su concentración varía de acuerdo al grado de madurez de los mismos. Las propiedades más
importantes a considerar para determinar la utilización del almidón en la elaboración de
alimentos y otras aplicaciones industriales incluyen las fisicoquímicas: gelatinización y
retrogradación; y las funcionales: solubilidad, hinchamiento, absorción de agua, sinéresis, y
comportamiento reológico de sus geles.
Marco Teórico. Una de las fermentaciones industriales de mayor importancia y la mejor conocida es la que da
lugar al alcohol etílico, al actuar levaduras sobre soluciones azucaradas.
Se puede derivar el alcohol etílico de cuatro clases de materias primas:
1).- Sustancias sacarinas. Materiales portadores de azúcares simples tales como caña de azúcar,
melazas, sorgo dulce etc.
2).- Sustancias feculentas. Almidones tales como el camote, maíz, papa.
3).- Sustancias Celulósicas, como la madera, residuos agrícolas, cuyos carbohidratos se
encuentran en formas más complejas.
8
4).-Hidrocarburos gaseosos
Con las tres primeras clases de materias primas se produce alcohol por fermentación de azúcares
con levadura. Las materias primas de la primera clase fermentan directamente. La segunda clase
consta de hidratos de carbono complejos como el almidón que primero deben ser convertidos en
azúcares fermentescibles mediante la acción de enzimas, empleando la malta o por medio de
mohos o de ácidos minerales. Las sustancias celulósicas de la tercera clase son convertidas en
azúcares fermentescibles por hidrólisis con ácidos orgánicos. Con la cuarta clase de materias
primas los procedimientos son del todo diferentes y no se utilizan microorganismos.
Objetivo El presente trabajo tiene como finalidad la descripción, fabricación y el control del bioalcohol a
partir del extracto de la batata, conocida como camote en América.
Definición del Producto El producto está considerado como alcohol natural, alcohol potable o etanol, obtenido en una
primera etapa mediante un proceso de hidrólisis del camote, para luego proceder a la
fermentación de los azúcares reductores; y finalmente una destilación. Es conocido también como
alcohol hidratado. El producto final tendrá una concentración del 95% GL (Grados Gay Lussac).
Esta concentración se la obtiene después del proceso de la destilación. La definición de
bioalcohol o etanol de biomasa, se establece debido a que la fermentación es de azúcares
contenidos en la materia orgánica de las plantas y sus productos.
El producto puede ser considerado un derivado de las batatas, pues se obtiene de la elaboración
de la misma y diluido es apto para el consumo humano.
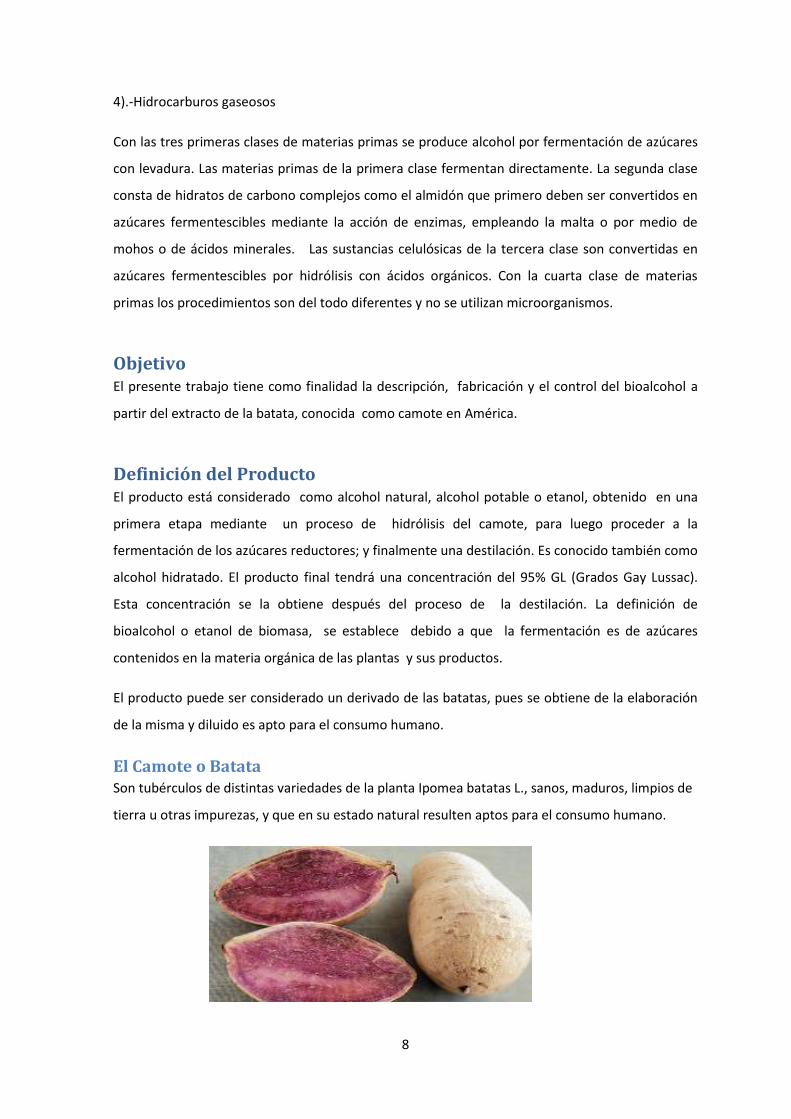
El Camote o Batata Son tubérculos de distintas variedades de la planta Ipomea batatas L., sanos, maduros, limpios de
tierra u otras impurezas, y que en su estado natural resulten aptos para el consumo humano.

9
Taxonomía La clasificación botánica del camote es la siguiente:
DIVISION………………………………………………………………………………..ESPERMATOFITAS
SUBDIVISION………………………………………………..……………………….ANGIOSPERMAS
CLASE…………………………………………………………………………………..…DICOTILEDONEAS
SUBCLASE……………………………………………………………………………..SIMPETALAS O METACLAMIDEAS
ORDEN…………………………………………………………………………………….TUBIFLORAS, CONVULVULALES
SUBORDEN………………………………………………………………………….….CONVULVULINEAS
FAMILIA……………………………………………………………………………….…CONVULVULACEAS
GENERO………………………………………………………………………………….IPOMEA
ESPECIE…………………………………………………………………………………..IPOMEA BATATAS LAM
Esta especie pertenece a las espermatófitas (plantas con semillas) que se han llamado también
autófitas (plantas con flores), por presentar semillas y flores y por su elevada organización.
Pertenece a la subdivisión de las angiospermas por tener las semillas cubiertas.
Por la presencia de dos cotiledones en la semilla pertenecen a la clase de las dicotiledóneas.
Debido a que las piezas de la corola están soldadas en forma de tubo en su parte inferior,
pertenecen a la subclase de las simpétalas. Se caracteriza la corola por estar formada por pétalos
concrescentes.
Se clasifica en el orden de las tubifloras porque sus flores gamopétalas son tubulares, pentámeras
y con ovario súpero con dos carpelos.
Se halla en el suborden de las convulvulíneas por tener flores actinomorfas, los carpelos con dos
rudimentos seminales y el fruto en capsula.
La batata pertenece a la familia de las convolvuláceas (convolvulus batatas) por poseer flores
pentámeras, fruto en capsula, corola turbolada y ovario súpero gamocarpelar con dos óvulos.
Esta familia se divide en varios géneros entre ellos el ipomea el cual pertenece a la batata.

10
Variedades Entre las muchas variedades botánicas las principales son:
Indivisa…………………………………………….Tubérculos verde amarillentos
Leucorchiza……………………………………..Tubérculos blancos y alargados
Platanifolia…………………………….……..…Hojas profundamente recortadas
Porphioriza……………………………………..Tubérculos internamente amarillos, externamente rojos
Xanthoriza……………………………………….Tubérculos amarillos
Las principales variedades cultivadas en el Ecuador son las siguientes:
Coleña: Tubérculo alargado de tamaño mediano y de corteza rosada, pulpa harinosa, de sabor
dulce y color blanco que amarillea cuando se corta.
Morado: Tubérculo grande y alargado, pulpa blanca y dulce; tallo morado al igual que la corteza
del tubérculo.
Yumbo: Tubérculo redondeado o alargado de corteza rosada, pulpa blanca y dulce.
Gallinazo: Tubérculo de forma redondeada parecida a las papas y de corteza morada; pulpa
blanca, hojas anchas.
Inteño: Tubérculo de forma alargada o redondeada y de corteza rosada o violácea; pulpa blanca,
arenosa, granular e insípida.
Forastero: Pulpa blanca e insípida.
Caracteres Botánicos El camote es una convolvulácea vivaz, el cultivo es anual. Es una planta herbácea, tuberosa, tiene
túberos esféricos o cilíndricos, de color diferente según la variedad. Los tallos son rastreros
pueden llegar hasta 2.5 m de largo.
Los nudos que están en contacto con el suelo echan raíces. Las raíces son gruesas dan origen a los
tubérculos. Las hojas son nervadas, enteras o lobuladas, con depresiones más o menos profundas,
poliformes, cordiformes o acuminadas, pecioladas, de color más o menos oscuro. Las flores son
grandes campanuladas raramente fértiles, de color purpura violeta o blanco, agrupadas en grupos
de tres o cuatro sobre el mismo péndulo auxiliar. Florece en verano.
11
El fruto es una cápsula indehiscente que contiene una o dos semillas. Los tubérculos son
hinchamientos o tuberosidades de las raíces de la planta de color y forma según las variedades,
son pobres en proteínas contienen fécula y azúcares y por esta razón son algo dulces; son la parte
principal comestible de la planta; se forman en el punto en el que las raíces después de
desarrollarse directamente horizontales se encurvan hacia abajo, pueden tener un peso de 0.5 a 3
Kg.
Clima y Suelo Requiere climas calientes y terrenos ligeros, pero también es cultivable en terrenos arenosos y
cascajosos, siempre que puedan regarse en las épocas de los calores excesivos, aunque resiste la
sequia mejor que otras plantas tuberosas. El terreno debe ser abonado muy bien con estiércol y
con alguna sal potásica.
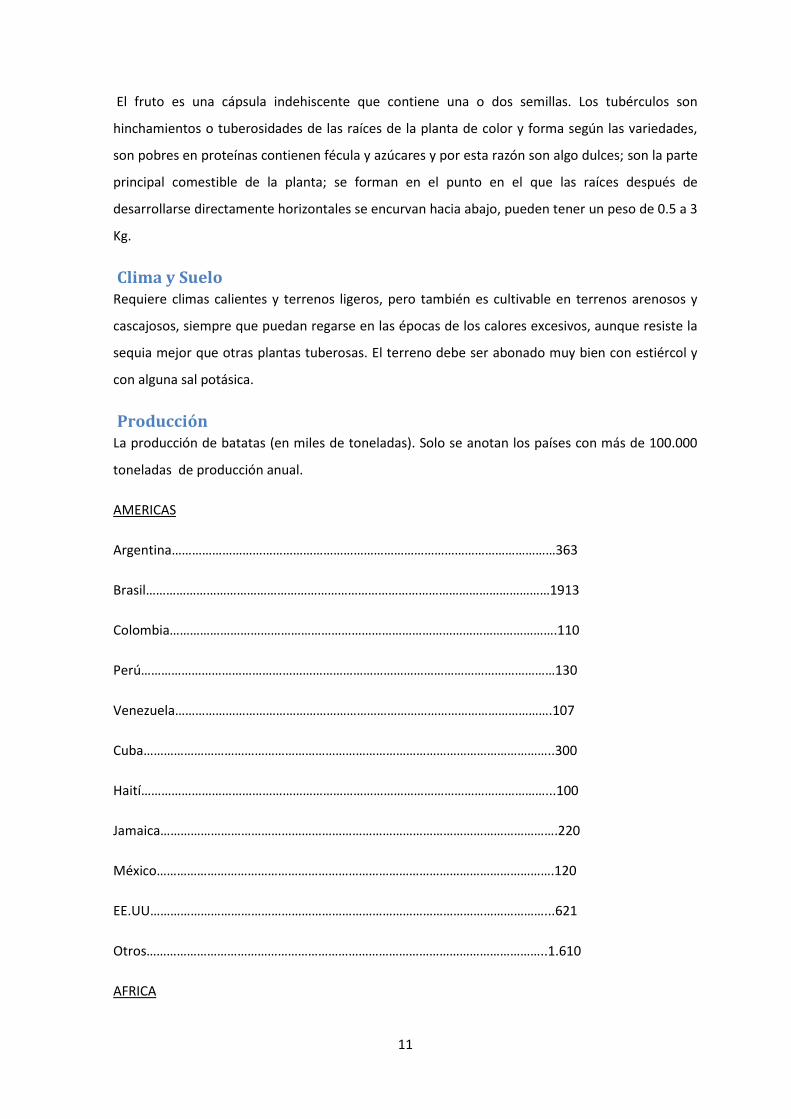
Producción La producción de batatas (en miles de toneladas). Solo se anotan los países con más de 100.000
toneladas de producción anual.
AMERICAS
Argentina……………………………………………………………………………………………………363
Brasil…………………………………………………………………………………………………………1913
Colombia…………………………………………………………………………………………………….110
Perú……………………………………………………………………………………………………………130
Venezuela………………………………………………………………………………………………….107
Cuba…………………………………………………………………………………………………………..300
Haití…………………………………………………………………………………………………………...100
Jamaica……………………………………………………………………………………………………….220
México……………………………………………………………………………………………………….120
EE.UU………………………………………………………………………………………………………...621
Otros………………………………………………………………………………………………………..1.610
AFRICA

12
Burundi……………………………………………………………………………………….………………743
Camerún…..………………………………………………………………………………………………...230
Congo, Rep.…………………………………………………………………………………………………306
Costa de Marfil………………………………………………………………………..………………..1916
Ghana…………………………………………………………………………………….….………………1200
Nigeria…………………………………………………………………………………………….….....13.600
Ruanda………………………………………………………………………………………….…………….260
Tanzania………………………………………………………………………………………………………..248
Togo…………………………………………………………………………………………………………..1.000
Uganda……………………………………………………………………………………………………….1500
Otros…………………………………………………………………………………………………………….766
ASIA
Filipinas……………………………………………………………………………….………………………..657
India………………………………………………………………………………………………………….…1008
Indonesia……………………………………………………………………………………………………2.306
Japón………………………………………………………………………………………………………….4.810
Corea………………………………………………………………………………………………………….2.900
Tailandia………………………………………………………………………………………………………..180
China……………………………………………………………………………………………………………3460
Vietnam……………………………………………………………………………………………………….1046
Otros……………………………………………………………………………………………………………..805

13
Análisis y Composición Composición media de las raíces tuberosas de batata por cada 100g de porción comestible. (Base
húmeda).
Composición Raíces Tuberosas
Humedad % 70-73
Proteína g 1.4-2.4
Grasa g 0.3-0.8
Carbohidratos Totales g 22-28
Cenizas g 0.7-1.2
Calcio mg 70
Fósforo mg 200
Composición media de las raíces tuberosas.
Aminoácidos
Arginina 5.7
Cistina 1.1
Fenilalanina 4.9
Histidina 1.8
Isoleucina 4.0
Leucina 5.6
Lisina 4.2
Metionina 1.7
Treonina 5.4
Triptófano -
Tirosina 3.1
Valina 5.2
Acido Aspártico 25
Acido Glutámico 9.7
Alanina 4.2
Glicina 3.8
Prolina 3.4
Serina 4.7
Composición de aminoácidos en la batata por cada 100mg.

14
En este cuadro se puede observar que las batatas o camote son una excelente fuente de
carbohidratos. La proteína como en casi todo cultivo de raíces es baja y llega de 1.4 a 2.4g por
cada 100g de porción comestible, sin embargo esta proteína es de gran valor biológico debido a
que un 4.2 % está en forma de lisina. Es una de las hortalizas que tiene mayor cantidad de
carotenoides, contiene más materia seca y azúcares que la papa.
Hidratos de Carbono o Glúcidos Definición.- Con el nombre de hidratos de carbono se designa a un conjunto de sustancias
ternarias (C.H.O) de peso molecular elevado que tienen las propiedades de los azúcares o que
están próximas a estos en su constitución y en sus propiedades químicas. Se suelen designar con
el nombre de glúcidos, al grupo de sustancias que comprenden los azúcares reductores y los
compuestos que por hidrólisis dan uno o más de estos reductores.
Se distinguen dos clases de glúcidos: las osas y los ósidos.
Los glúcidos osas corresponden a los monosacáridos. Son glúcidos reductores no hidrolizables.
Ejemplo la levulosa. Las osas son los azúcares más sencillos se dividen en aldosas (función
alcohol – aldehído) y cetosas (función alcohol-cetona):
CH2OH
CH.OH
CH.OH
CH.OH
CO
CH2OH Levulosa o cetoexosa
Los ósidos se dividen en holósidos y heterósidos.
Los holósidos son ósidos que por hidrólisis dan únicamente osas por ejemplo: sacarosa, almidón.
Según el número de osas que se obtienen por desdoblamiento, al hidrolizarlas, se los llaman
diholósidos o disacáridos (dos osas), y poliholósidos o polisacáridos (tres o más osas).
15
Los heterósidos o glucósidos, son ósidos que por hidrólisis dan glucosa acompañada de otras
sustancias no azucaradas. Ejemplo la amigdalina, glucósido contenido en las almendras
amargas, que por hidrólisis (acción de un fermento o un ácido diluído) da glucosa, acido
cianhídrico y aldehído benzoico.
CUADRO DE CLASIFICACION DE LOS GLUCIDOS
OSAS
(Monosacáridos)
Azúcares no hidrolizables
Aldosas Cetosas
Ej : Levulosa
OSIDOS
Azúcares hidrolizables
Holósidos Heterósidos
Diholósidos Poliholósidos Glucósidos
(disacáridos) (polisacáridos) Ej: amigdalina
Ej Sacarosa Ej: almidón
OSAS Las osas son azúcares no hidrolizables. Las más importantes son las hexosas cuya fórmula
química es C6H12O6
Propiedades Físicas.- Son sustancias solidas, incoloras, de sabor dulce, solubles en agua,
insolubles en alcohol absoluto.
Propiedades Químicas.- Comprenden las aldosas y las cetosas que son sustancias de funciones
mixtas:
Alcohol-aldehído (glucosa)
Alcohol-cetona (levulosa)
Tienen propiedades en ambas funciones:
a) Por sus funciones en alcohol las osas dan esteres al combinarse con ácidos, por
ejemplo con el acido nítrico a baja temperatura, dan productos nitrados.
b) Por su función aldehído o cetona, las osas se hidrogenan mediante el hidrogeno
naciente o molecular catalítico, dando exano- exol (manita); y se oxida como los
aldehídos y cetonas dando ácidos: Acido sacárido, acido glucónico, glucosa hexano
pentolal.
16
c) Son reductores.- Reducen el licor de fehling. Nitrato de plata amoniacal (por ser
aldehído) dando OCu2 y Ag.
d) Fermentan directamente, dando CO2 y etanol.
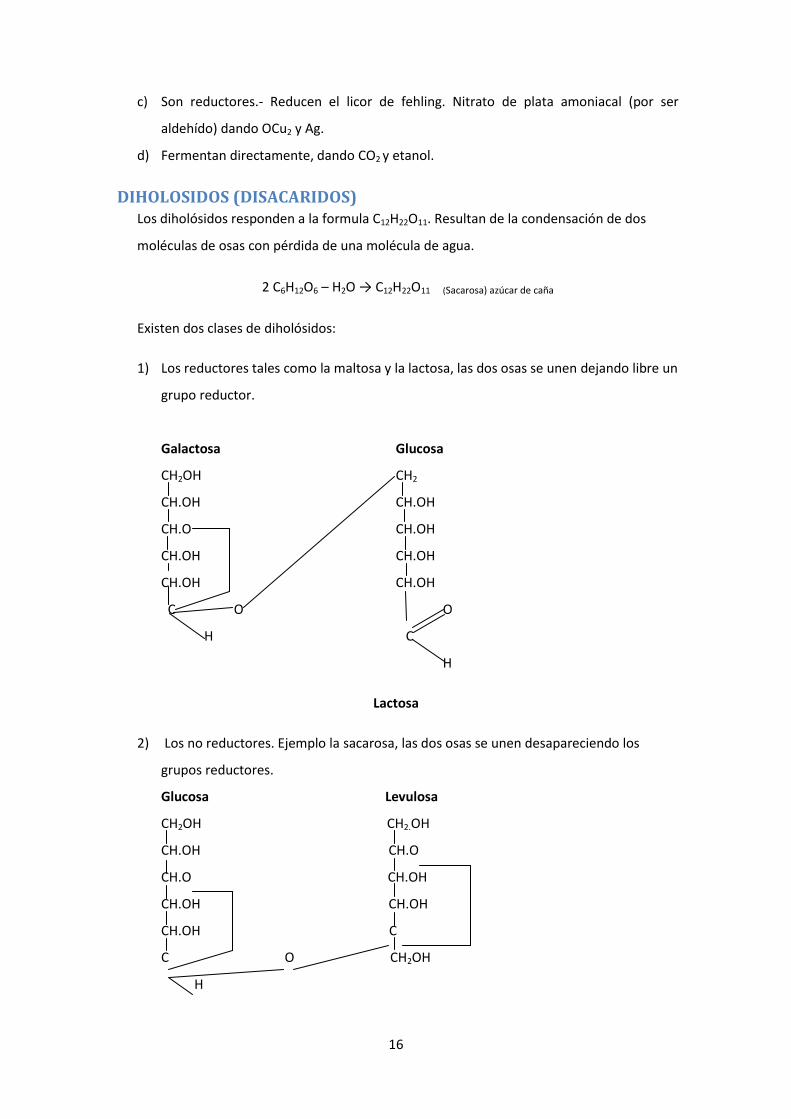
DIHOLOSIDOS (DISACARIDOS) Los diholósidos responden a la formula C12H22O11. Resultan de la condensación de dos
moléculas de osas con pérdida de una molécula de agua.
2 C6H12O6 – H2O → C12H22O11 (Sacarosa) azúcar de caña
Existen dos clases de diholósidos:
1) Los reductores tales como la maltosa y la lactosa, las dos osas se unen dejando libre un
grupo reductor.
Galactosa Glucosa
CH2OH CH2
CH.OH CH.OH
CH.O CH.OH
CH.OH CH.OH
CH.OH CH.OH
C O O
H C
H
Lactosa
2) Los no reductores. Ejemplo la sacarosa, las dos osas se unen desapareciendo los
grupos reductores.
Glucosa Levulosa
CH2OH CH2.OH
CH.OH CH.O
CH.O CH.OH
CH.OH CH.OH
CH.OH C
C O CH2OH
H

17
Sacarosa
Propiedades.- Son sólidos, blancos, cristalizados, de sabor dulce, solubles en agua. Poseen
carbonos asimétricos, activos a la luz polarizada.
Por hidrólisis, mediante una enzima (generalmente una diastasa) o un acido diluído se
desdoblan dando dos osas. Algunos reducen el licor de fehling y el nitrato de plata amoniacal,
otras no la reducen (sacarosa).
Caracteres Bioquímicos.- No fermentan directamente, necesitan ser previamente
hidrolizados.
Estos hidratos de carbono insolubles necesitan ser desdoblados por medio de una diastasa; la
amilasa, que se forma en los cereales en el primer período de germinación, descompone el
polisacárido por hidrólisis hasta un disacárido soluble:
(C6H10O5)n + H2O amilasa C12H22O11
Almidón Maltosa

18
Usos y Aplicaciones Las batatas, desde el punto de su aprovechamiento se dividen en tipos alimenticios humanos y
tipos forrajeros. Los tipos alimenticios humanos a su vez se clasifican, cuando cocidos en: pulpa
seca y pulpa húmeda.
Tipo Seco
Agrupa a las batatas que mantienen su estructura después de hervidas u horneadas (no producen
maltosa).
a) Pulpa blanca o cremosa
b) Pulpa amarilla
c) Pulpa morada
Tipo Húmedo
Se ablandan mucho al cocinarlas debido a la formación de maltosa.
a) Pulpa anaranjada o asalmonada.
b) Pulpa amarilla.
En el Ecuador se comen cocidas asadas o fritas, su sabor es semejante al de las patatas pero más
dulces y mas digestivas.
En los EE.UU la industria de conservas de batata está muy extendida en el estado de Luisiana y a
lo largo de toda la Costa Este. También existe en el mercado el producto congelado. La batata frita
es un producto nuevo, similar a la patata frita, pero superior en vitaminas e hidratos de carbono.
Estas pueden utilizarse frescas, enlatadas, deshidratadas. Experiencias realizadas en Hawaii
muestran que la pulpa de batata secadas al sol, mas una pequeña adición de harina de soya es un
buen sustituto de la harina de cebada.
La harina de batata también se emplea con éxito en panificación sustituyendo hasta en un 30% la
harina de trigo.
En Guayana se acostumbra mezclar batata con yuca para la fabricación de bebidas fermentadas.
En Santo Domingo se agrega melaza de caña de azúcar a las batatas y se deja fermentar,
obteniéndose así el licor llamado ¨Mabi¨.

19
Muchos ganaderos emplean batatas frescas y deshidratadas como pienso para el ganado
productor de leche, pues la batata estimula la producción láctea e incrementa el contenido
vitamínico de la misma. Aparte de su valor como alimento humano y de los animales, la batata es
de gran utilidad en la industria. Los indios sudamericanos preparan tintes muy atractivos de su
zumo. De las batatas se extrae el almidón que se emplea en las industrias de las telas de algodón.
También se hace un jarabe líquido adhesivo para sellos del correo, harina, alcohol, vinagre
forrajes para animales etc.
Los requisitos que deben cumplirse para hacer posible el desarrollo de esta industria son:
1) Existencia de suficientes variedades.
2) Una adecuada y continua provisión del material para procesar.
3) Adecuada mecanización en las operaciones de cultivo y conservería.
4) Procedimientos estándar para el manejo antes de la cosecha.
5) Reducción de altas perdidas por procesamiento.
6) Un método estándar de envasado.
Se han señalado algunas variedades adecuadas.
La provisión del material puede regularse por las épocas de plantación y cosecha.
La mecanización del cultivo ya se hace en forma casi total, con el uso de trasplantadoras,
cultivadoras y cosechadoras.
Materias Primas y Auxiliares Como materia prima principal partiremos de la batata por poseer altos contenidos de
almidón, (azúcares complejos), que serán licuados mediante un proceso de hidrólisis
enzimática para obtener azúcares simples.
El maíz germinado o harina de maíz que contiene altas concentraciones de enzimas
específicas, está considerado como materia prima; este es conocido en el Ecuador como
harina de jora, será utilizado en la etapa de la hidrólisis.
El Agua está considerada como materia prima.
Las enzimas: ᾳ amilasa, beta amilasa; y la levadura. S. cerevisiae Safwhisky M-1 (cepa
recomendada), como aditivos.

20
El Almidón como Substrato El almidón es un polisacárido de reserva en los vegetales, que está distribuido tanto en las raíces,
tallos y hojas se encuentra más abundantemente en las semillas de los cereales y en los
tubérculos como las patatas, y camote. Los almidones están presentes en los tejidos vegetales en
forma de gránulos intracelulares compactos. Se llama almidón la materia amilácea de los cereales,
y leguminosas, y fécula la de los tubérculos y raíces. La estructura granular de los almidones
puede ser explicado en términos de la fuerza de atracción entre las largas moléculas de
carbohidratos. La formula química del almidón es C6H10O5
Propiedades Físicas.- Es un polvo blanco amorfo, dentro de los gránulos se dispone
radialmente en capas concéntricas, son una mezcla de moléculas lineales que están ramificadas,
cuando hay asociaciones paralelas entre estas se mantienen juntas por puentes de hidrógeno de
lo que resultan regiones cristalinas o micelas, lo cual causa que el granulo sea birrefringente
evitando su disolución en agua fría por la formación de una malla molecular, que mantiene juntos
los gránulos. Estas fuerzas asociadas entre las moléculas pueden ser vencidas si se aplica una
energía suficiente.
Los gránulos de almidón suelen hincharse progresivamente y los polímeros más cortos se
disuelven cuando se calientan en agua a 60 °C aproximadamente, a temperaturas más altas los
gránulos se gelatinizan y pierden su poder de birrefringencia, se desintegran y forman una pasta
según el origen y la concentración del almidón. El rompimiento de la estructura del almidón por
calentamiento en agua, se asume en tres etapas. En la primera se produce una absorción del agua
en forma lenta y reversible a la vez que se produce un ligero hinchamiento de los gránulos, la
viscosidad de la suspensión no aumenta notoriamente y el granulo retiene su apariencia y
birrefringencia. La segunda etapa se basa en el hinchamiento notorio del gránulo,
incrementándose rápidamente la viscosidad de la suspensión, los gránulos se alteran, varían en su
aspecto interno y pierden su estructura y birrefringencia. Durante la tercera etapa de
hinchamiento los gránulos se transforman en sacos deformados. La insolubilización espontánea
del almidón en soluciones acuosas es denominada retrogradación; esta característica es atribuible
a las tendencias de los polímeros del almidón a enlazar hidrógenos. La fracción de amilosa se
retrograda rápidamente debido a su habilidad de formar enlaces de hidrógeno intermoleculares,
las fracciones ramificadas muestran mucho menos tendencia a formar enlaces de hidrogeno y
retrogradar. La cocción a vapor no solamente dispersa el almidón de una forma denominada
soluble, que lo hace asequible para la acción de las bacterias sino que al mismo tiempo lo
esteriliza, destruyendo los microorganismos perturbadores.

21
El almidón en su forma nativa se encuentra formado por dos constituyentes la amilosa lineal y la
amilopectina ramificada. La alfa amilosa está constituida por cadenas largas no ramificadas de D-
glucosa que se hallan unidas mediante enlaces alfa 1,4; las cadenas son polidispersas y varían en
peso molecular, no son solubles en el agua pero forman micelas hidratadas, que le confieren un
enrollamiento helicoidal. La amilopectina está muy ramificada, la longitud media de las
ramificaciones es de 24 a 30 residuos de glucosa que varían según la especie. La amilopectina
produce disoluciones coloidales o micelas que dan una coloración rojo violácea con el yodo.
EL almidón es insípido, su densidad es de 1.5 g/cm3; es inalterable al aire, absorbe una cantidad
variable de agua atmosférica según el estado higrométrico del aire.
Enzimas Industriales Las enzimas son cuerpos albuminosos con actividad catalítica; se clasifican como
monocomponentes: albuminas simples como las amilasas, y biocomponentes: albumina
(apofermento o FERON) + no-albumina (cofermento o AGON). El cofermento llamado también
cofactor, como el difosfo piridil nucleótido, el flavin adenin nucleótido, el fosfato de tiamina, el
fosfato de piridoxal, etc. Se puede considerar como el cofactor es el responsable de la naturaleza
de la transformación, mientras que la albumina es la responsable de la especificidad de la
transformación, en lo que se refiere al sustrato.
Unas actúan sobre macromoléculas desdoblándolas, otras producen un sinnúmero de reacciones
metabólicas, el proceso de acción de muchos casos se llama fermentación, la actividad es
comparable a la de los catalizadores inorgánicos, poseen especificidad de reacción; el cambio de
un grupo prostético por otro, puede inactivarlo o reforzarlo; por calentamiento o
desnaturalización, se pierde o se reduce su actividad enzimática. Son muy sensibles a los cambios
de pH y del medio.
Las enzimas se usan en un gran número de sectores industriales, de los cuales el más grande es la
industria alimentaria.
Hay muchas razones para usar las enzimas en la industria. En particular las enzimas tienen muchas
ventajas sobre los catalizadores tradicionales que son:
Alto poder catalítico: se logra un aumento de hasta 109 1012 en la rapidez sobre la actividad no
enzimática.
Las enzimas individuales tienen una alta especificidad por su substrato, tienen como un todo un
alto intervalo de actividad.
22
Las reacciones se pueden realizar en condiciones moderadas de pH, temperatura, y presión
Aplicaciones Por lo general las enzimas que se usan en la industria alimentaria están presentes como auxiliares
en el proceso. Se usan de esta forma en diversos sistemas que incluyen el horneado, elaboración
de cerveza, saborizantes, productos lácteos. De todos estos probablemente el uso más
importante de las enzimas es la hidrólisis de carbohidratos y proteínas.
Fuentes de Enzimas Existen tres fuentes de enzimas: células animales, vegetales, y microbianas. Actualmente la fuente
principal está en los sistemas microbianos.
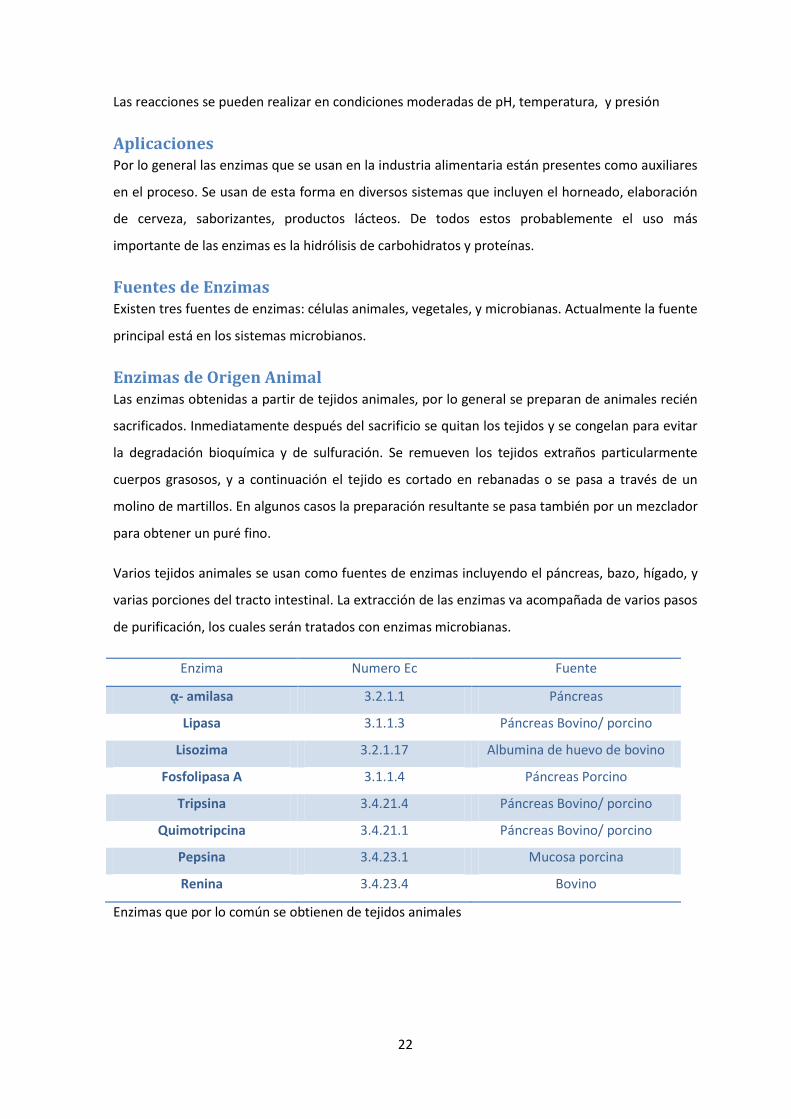
Enzimas de Origen Animal Las enzimas obtenidas a partir de tejidos animales, por lo general se preparan de animales recién
sacrificados. Inmediatamente después del sacrificio se quitan los tejidos y se congelan para evitar
la degradación bioquímica y de sulfuración. Se remueven los tejidos extraños particularmente
cuerpos grasosos, y a continuación el tejido es cortado en rebanadas o se pasa a través de un
molino de martillos. En algunos casos la preparación resultante se pasa también por un mezclador
para obtener un puré fino.
Varios tejidos animales se usan como fuentes de enzimas incluyendo el páncreas, bazo, hígado, y
varias porciones del tracto intestinal. La extracción de las enzimas va acompañada de varios pasos
de purificación, los cuales serán tratados con enzimas microbianas.
Enzima Numero Ec Fuente
ᾳ- amilasa 3.2.1.1 Páncreas
Lipasa 3.1.1.3 Páncreas Bovino/ porcino
Lisozima 3.2.1.17 Albumina de huevo de bovino
Fosfolipasa A 3.1.1.4 Páncreas Porcino
Tripsina 3.4.21.4 Páncreas Bovino/ porcino
Quimotripcina 3.4.21.1 Páncreas Bovino/ porcino
Pepsina 3.4.23.1 Mucosa porcina
Renina 3.4.23.4 Bovino
Enzimas que por lo común se obtienen de tejidos animales

23
Células y Tejidos Vegetales La extracción de enzimas a partir de plantas es difícil, se requiere de equipo pesado para macerar
y moler el material típicamente fibroso.
Enzima Numero EC Fuente
B amilasa 3.2.1.2 Grano de cebada
Peroxidasa 1.11.1.7 Raíz de rábano
Papaína 3.4.22.4 Látex del árbol de papaya
Bromelaína 3.4.22.4 Bromus sp.
Ficina 3.4.22.3 Higuera
Enzimas derivadas de tejidos vegétales
Células Microbianas Las razones de su utilización son:
Los sistemas de producción microbiano pueden mantenerse bajo estrecho control.
Las concentraciones de enzimas y, por lo tanto, la productividad, se pueden manipular de
forma genética y ambiental.
Hay un grado inherente de flexibilidad en el proceso a través de la elección de varias
enzimas.
La mayoría de las enzimas microbianas usadas comercialmente son extracelulares, esto es
se producen en el interior de las células y luego se excretan o difunden en el medio de
cultivo, del cual pueden ser operados.
Enzima Fuente Aplicación
Amilasa Bacillus Subtilis
Aspergiyillus ory zae
Licuefacción del almidón
Penicilinasa Bacillus Subtilis Degradación de la penicilina
Invertasa Aspergillus oryzae Industria de la confitería
Celulasa Aspergillus niger Disminución en la viscosidad
Pectinasa Aspergillus niger Clarificación de vinos y jugos
de fruta
Proteasa Clostridium sp. Suavizante
Enzimas microbianas y sus aplicaciones

24
Crecimiento Intermitente Cuando el crecimiento se produce en un sistema cerrado se lo conoce como intermitente.
Cuando un medio de crecimiento adecuado se inocula con células, tiene lugar una secuencia de
eventos característicos llamados ciclo de crecimiento. El ciclo de crecimiento se puede dividir en
varias fases distintas:
1) Fase lag. Inmediatamente después de la inoculación no es posible que ocurra crecimiento
aparente durante algún tiempo. La longitud de la fase lag es variable y depende de los
antecedentes previos de crecimiento de las células. Representa un periodo de adaptación
para el crecimiento en un medio nuevo y significa la síntesis de las enzimas requeridas
para la evolución en este medio.
2) Fase exponencial o fase log. Es la fase de crecimiento equilibrado, donde la síntesis de
todos los constituyentes celulares aumentan a una rapidez constante, de modo que la
población de células se duplica y continúa duplicándose a intervalos regulares.
3) Fase estacionaria. Se caracteriza por no registrar ningún crecimiento neto. El crecimiento
puede estar ocurriendo, pero está equilibrado con la rapidez de muerte o lisis celular. Es
común que la población entre a la fase estacionaria como resultado de la disminución de
algún nutriente esencial, formación de productos tóxicos o de un cambio en el medio
físico.
4) Fase de Declinación. Durante la fase estacionaria la rapidez de desaparición (muerte)
puede volverse más alta que la rapidez de crecimiento, en cuyo caso disminuye la
densidad de células.
5) Fases de aceleración y desaceleración. La fase desaceleración es importante porque el
crecimiento está equilibrado y la rapidez de crecimiento varía en función de la
concentración de substrato residual.
Características Generales de la alfa Amilasa Las alfa amilasas son generalmente estables a un pH de 5.5-8.0 en presencia de un complejo de
calcio, la actividad óptima de las alfa amilasas normalmente ocurre entre pH de 4.8-a 6.5.
(Forgarty y Kelly 1979), las clasifican según el pH a la que actúan en amilasas alcalinas y ácidas; las
amilasas alcalinas tienen un pH óptimo entre 8.0-10.5, que se usan en la fabricación de
detergentes principalmente, las amilasas acidas actúan en un rango de pH de 3.5-5.0 cuya
existencia indica una mejora potencial en los procesos de degradación del almidón.
25
Según la temperatura a la que actúen, las amilasas se pueden clasificar en amilasas termoestables
y termolábiles; las enzimas termoestables son aquellas que actúan sin perder su actividad en un
rango de 60 a 110° C y la mayoría de ellas son de origen bacteriano; mientras que las enzimas
termolábiles son aquellas que actúan hasta 55 °C sin perder su actividad, generalmente varían
entre los 20 y 55 °C, y son de origen fúngico principalmente.
Las alfa amilasas hidrolizan al azar los enlaces alfa (1,4) hidrolizando el almidón hasta licuarlo,
transformándolo en maltosa. No hidrolizan los enlaces alfa (1,6) por lo que no afectan a las
dextrinas de bajo peso molecular. La alfa amilasa no es capaz de transformar en glucosa
estructuras, tanto lineales como ramificadas.
Existen preparaciones comerciales de amilasa fúngica que contienen pequeñas proporciones de
fosfatasa, glucoamilasa, y proteasa, sacarifican más profundamente el almidón, que la amilasa y
dan lugar a cantidades sustanciales de maltosa que apenas contienen glucosa. Se utilizan para
eliminar la turbulencia producida por los almidones y así reducir la viscosidad.
Las amilasas bacterianas licuan el almidón a temperaturas más elevadas entre 20-60°C.
Hidrólisis con Ácidos Se emplea el acido sulfúrico. Los camotes cocidos en proporción de 1Kg de camotes por cada ocho
litros de agua se colocan en aparatos acido resistentes. Luego se agrega acido sulfúrico al 10%
hasta un pH de 2. Se puede ayudar la hidrólisis con vapor de agua a presión. La conversión
termina cuando con una gota de la muestra no se obtiene ninguna coloración por adicción de una
gota de solución de yodo. Cuando la conversión ha terminado se neutraliza mediante carbonato
de calcio o carbonato de amonio, siendo más ventajoso el segundo por formar sulfato amónico
que es una fuente de nitrógeno para las levaduras.
El pH se lleva a 4.5 que es el óptimo para iniciar la fermentación.
Nota: Esta metodología solo se cita, pues no forma parte del proceso tecnológico para el producto
que se desarrolla.
Microorganismo: Saccharomyces cerevisiae En la industria se utiliza la levadura Saccharomyces cerevisiae, al ser considerada como el mayor
productor de etanol a nivel mundial, pues presenta atributos tales como: la capacidad de
respiración tanto aerobia como anaerobia, la utilización de sustratos tales como glucosa,
fructuosa, galactosa, maltosa, entre otros. Se ha comprobado que no es patógeno utilizándose en
industrias alimentarias y ha sido clasificado como organismos GRAS (Generally Recognized as
26
Save). Poseen un gran potencial para la producción de etanol, fermentando la glucosa soportando
altas concentraciones de la misma, logrando altos niveles de producción y rendimiento.
Morfología Es un hongo unicelular levaduriforme que presenta células alargadas, globoso, elipsoidal, con
gemaciones o blastoconidios multilaterales 3-10x4.5-1 um que al microscopio se ven refrigentes.
La colonias en agar Sabouraud son cremosas, blandas de color crema o blanco, con apariencia
húmeda y brillante y con bordes irregulares.
COLONIA Saccharomyces cerevisiae (vista 3D)
Reproducción Su reproducción puede ser asexual o por gemación. Cuando las condiciones son adversas la mayor
parte de las levaduras pueden reproducirse sexualmente generando ascosporas. Durante la
gemación, la célula hija inicia crecimiento formando una yema en la célula madre, posteriormente
ocurre la división celular, la síntesis de la pared y finalmente la separación de las dos células.
Requerimientos Nutricionales
Fuente de Carbono La levadura tiene la habilidad para fermentar la glucosa, fructosa, maltosa, maltotriosa, presentes
en los medios regulares. La sacarosa es hidrolizada primeramente por la invertasa localizada en el
espacio periplasmico extracelular. Los azúcares son transportados a través de la membrana
celular por transporte activo o pasivo mediado, por permeasas producidas constitutivamente o
indecibles. La maltosa y la maltotriosa son hidrolizadas intracelularmente por la alfa glucosidasa.

27
Fuente de Nitrógeno Las levaduras no pueden asimilar el nitrógeno elemental ni los iones nitrato. Algunas cepas
pueden utilizar los iones de amonio, pero la mayor parte de nitrógeno requerido para la síntesis
de constituyentes celulares esenciales, procede de los aminoácidos y de los di y tri-peptidos del
mosto. Estos han sido originados proporcionalmente de la propia malta.
Macro y Micro Nutrientes El más importante de los macronutrientes es el fósforo, el cual está involucrado en la síntesis de
proteínas y los fosfolípidos que permiten la resistencia a altas concentraciones de etanol; además
las levaduras sintetizan polifosfatos como reservas de energía. El fósforo puede ser tomado en
forma monobásica (H2PO4) y puede ser añadido al medio como acido o como sal de amonio, sodio
o potasio se debe encontrar de un 1 a un 2% en el medio. El sulfuro es requerido en la levadura
para la síntesis de metionina y cisteína, dos aminoácidos que contienen azufre. Se necesita 0.3 a
0.5% en el medio. Los microelementos cobalto, boro, cadmio, yodo, molibdeno y níquel se
requieren en concentraciones de 0.1 a 100 um
Vitaminas El mosto proporciona una rica fuente de vitaminas y aunque las levaduras difieren mucho de sus
necesidades de vitaminas para el crecimiento, normalmente existe un aporte adecuado en
variedad como de cantidad en la cuba de maceración. El mosto debe contener biotina, tiamina
(B1), acido nicotínico, riboflavina, pantotenato cálcico, inositol, piridoxina, piridoxal, y
piridoxamina. Con la excepción del inositol, que interviene o participa en la síntesis de la
membrana (fosfolípidos), es decir desempeña un papel estructural. Todas las vitaminas tienen
función catalítica como parte de alguna coenzima en el metabolismo (no funcional). Los factores
de crecimiento que comúnmente requiere la levadura son: biotina, ácido patoténico, e inositol,
importantes para la resistencia del microorganismo a altas concentraciones de etanol.
Requerimientos Ambientales
Temperatura Las temperaturas óptimas de la fermentación, respiración y crecimiento celular de las levaduras
son claramente diferentes. La velocidad de fermentación aumenta generalmente con la
temperatura entre los 15 y los 30 °C, así como también los niveles de glicerol, acetona,
acetaldehído, piruvato, y 2-cetoglutarato.

28
El aumento de la rapidez de mortalidad a temperaturas altas se debe principalmente a la
desnaturalización termal de las proteínas, la cual provoca un aumento en el requerimiento
energético del mantenimiento celular para mecanismos de reparación. A bajas temperaturas, los
mecanismos regulatorios de la célula son afectados, además de las limitaciones difusionales
como el transporte de substratos hacia y dentro de la célula. Como resultado la producción de
biomasa decae a temperaturas extremas.
Oxigeno Los requerimientos de oxigeno para la reproducción y para la fermentación son diferentes,
mientras para la reproducción se necesitan grandes cantidades de oxigeno para la producción de
células hijas y para la síntesis de ácidos grasos que serán los responsables de la resistencia a
grandes concentraciones de etanol. La fermentación, se realiza en condiciones anaerobias pues la
producción de etanol necesita la ausencia de oxigeno.
pH Los valores comprendidos entre 3 y 6 son la mayoría de las veces favorables al crecimiento y
actividad fermentativa, esta última es mayor cuanto mayor sea el pH.
Metabolismo
Azúcares Las levaduras son consideradas microorganismos anaerobios facultativos, ellos son capaces de
crecer en presencia o ausencia de oxigeno, cuando el oxigeno es suficiente y el sustrato está
suficientemente diluido ellas consumen los azucares para el crecimiento de las células y para su
reproducción; en cambio cuando el oxigeno es reducido y los niveles de glucosa exceden el 0.1%
p/v, ocurre el proceso de fermentación.
S. cereviciae usa la vía glicolítica o Embden-Meyerof-Parnas para metabolizar las moléculas de
azúcar y obtener la energía necesaria para su supervivencia. Cuando la levadura encuentra las
condiciones necesarias para la producción de etanol, el piruvato es descarboxilado y convertido
en Acetaldehído, el cual tras la adición de hidrógeno se transforma en etanol.
Nitrógeno La levadura prefiere los compuestos nitrogenados fácilmente difusibles a través de la membrana
celular, sobre todo los aminoácidos, sus amidas, la urea y las bases hexónicas. La degradación no
transcurre de modo regular, sino que guarda estrecha relación con la acidez de la fermentación.
La curva de acidez empieza de manera alcalina ya que se hace necesario agregar un exceso de
nitrógeno al medio en forma de sales amoniacales que reaccionan con las sales alcalinas y
29
amoniacales orgánicas presentes en el medio. Las sales de amonio entran en la célula y ahí se
disocian, liberando acido sulfúrico, el cual fatalmente lesiona la pared celular, aunque las otras
sales ayudan a neutralizar la acción de este acido. De esta manera el medio pasa de ser alcalino a
ser ácido, en la degradación ya durante la fermentación la levadura toma el nitrógeno de los
aminoácidos de manera que pierden su carácter anfótero convirtiéndose en ácidos.
Nuevamente la acidez disminuye cuando los ácidos orgánicos van siendo metabolizados y la
levadura ha logrado asimilar la mayor parte del azúcar y del nitrógeno. No obstante queda un
resto de nitrógeno amínico no disociado.
Fósforo La levadura introduce este elemento a la célula en su forma inorgánica y adentro obtiene acido
fosfórico, cambiando su metabolismo a lo largo del proceso de fermentación. Poco después de
iniciada la fermentación comienza la esterificación del azúcar con el acido fosfórico, el cual sale
del interior de la célula de la levadura para unirse con el azúcar y hacerlo asimilable. Durante
todo el proceso el acido fosfórico permanece entrando y saliendo, presentando un ritmo
alternativo adaptado a la germinación de la levadura y al crecimiento de las células hijas.
La Invertasa La invertasa es también conocida como sacarasa, la cual desdobla la sacarosa en fructuosa y
galactosa, se utiliza para evitar la cristalización en las soluciones azucaradas.
La invertasa se produce como una enzima intracelular, asociada al espacio periplásmico, y en las
levaduras es secretada.
La capacidad de fermentar las monohexosas en anhídrido carbónico y alcohol, depende en
alguna medida de la acción de hidrolasas. El contenido de estas enzimas no siempre es el mismo
en las diversas especies de levaduras.
La enzima encargada de catalizar la reacción de hidrólisis de la sacarosa en fructuosa y glucosa, es
la invertasa β-fructofuranosidasa. La invertasa es una exozima que se encuentra en la mayoría de
las especies de levaduras esporógenas. La temperatura óptima de esta enzima se encuentra
alrededor de los 55°C y su pH óptimo es de 4-5. Todas las invertasas son capaces de desdoblar la
rafinosa en fructuosa y melibiosa. La invertasa es naturalmente secretada por las células de
Saccharomyces.
Es la responsable de dirigir la reacción bioquímica que convierte la glucosa en etanol

30
Amilasa Las amilasas bacterianas licuan el almidón a temperaturas más elevadas. Se utilizan en la
fabricación de jarabes de glucosa y maltosa, así como para sustituir el grano malteado de
cervecería. Se utilizan también en panadería para aumentar la producción de gas, el color de la
corteza del pan su comportamiento durante el horneado y su vida útil. La glucoamilasa se utiliza
para aumentar el contenido en alcohol y reducir el contenido en carbohidratos de la cerveza,
transformando durante la fermentación, las dextrinas en azúcares fermentables. Se utiliza
también en la fabricación de vinagre y en la producción de levaduras a partir de sustratos
almidonosos.
Procesos Paralelos a la Producción de Bioalcohol
Preparación de la malta Para la preparación de la malta, se hacen germinar los granos de maíz, esto se obtiene, mediante
la sumersión del grano en agua, por ejemplo, durante 8 días a 14 °C, provocando de este modo la
formación de diastasas. Cuando la germinación llega a un punto conveniente, se detiene esta,
tostando el grano a 90°C, para posteriormente triturar el mismo obteniéndose una harina gruesa
rica en diastasas (amilasa y maltasa), llamada malta.
A continuación se describe el proceso desde el inicio para obtener una malta adecuada para la
realización de la hidrólisis. Ver diagrama de flujo pagina 33.
Realizadas las operaciones de transporte, recepción, y limpieza del grano de maíz se procede a la
germinación; terminada esta le sigue el templado que es el proceso donde se ajusta la humedad
para facilitar la separación del grano de la cáscara que es el último paso previo a la molienda.
La mayor parte de la molienda se realiza actualmente con molinos de rodillos. Unos rodillos
acanalados reducen de forma progresiva el maíz a polvo, separando el grano de la cáscara. La
harina acabada está formada casi en su totalidad por el llamado endospermo, o tejido de
almacenamiento de los alimentos de la semilla. El color amarillento de la harina sin blanquear se
debe a la presencia de pequeñas cantidades de un pigmento llamado caroteno, a partir del cual se
sintetiza la vitamina A.
Esta operación tiene un efecto importante, que es, inversamente proporcional al tamaño de la
partícula, si bien disminuye el tamaño se aumenta el área superficial aparente es decir para un
mismo volumen existe mayor superficie disponible, lo que se traduce en mayor actividad o
contacto con los componentes o el medio en el que se incorpore. Este hecho es de particular

31
importancia pues al formarse las diastasas en el grano germinado de maíz, su disponibilidad es
mayor conduciendo a un proceso de hidrólisis óptimo.
Preparación del Medio La preparación de los medios y su esterilización son una característica vital en el proceso de
fermentación. En esta fase del proceso, se tiene que esterilizar: el medio, el recipiente, y
finalmente llenar el biorreactor e inocularlo con el organismo requerido. S. cerevisiae Safwhisky
M-1
Durante la preparación en el biorreactor se requiere de aire estéril y mantener en esta condición
el recipiente.
Las cepas se preparan con una solución al 10% de glucosa y se incuban durante el tiempo
necesario para producir el desarrollo celular a una temperatura entre 25 y 30 C. Ver diagrama
preparación del medio pagina 34.
Medio para Inocular el Mosto Para el crecimiento celular es necesario tener en cuenta requerimientos nutritivos y ambientales,
existen criterios generales que son validos para virtualmente todas las fermentaciones. Las células
requieren:
1) Una fuente de energía suficiente;
2) Concentración adecuada de otros elementos;
3) Requerimientos específicos.

32
PREPARACION DEL MEDIO
ESTERILIZACION DEL MEDIO
Salida de gas
MEDIO ESTERIL Filtro
Biorreactor esterilizado
con vapor
Aire estéril
Filtro
AIRE
Se debe adicionar al medio, una fuente de energía suficiente en términos de carbono. Esta se
puede basar en el rendimiento constante (gramos de células por gramo de substrato usado). El
rendimiento constante basado en los carbohidratos por lo general está entre 0.4 y 0.5. Los
rendimientos bajos indican un cierto grado de metabolismo anaeróbico o la acumulación de
intermediarios incompletamente oxidados. En la siguiente tabla se presentan algunos coeficientes
de rendimiento para ciertas fuentes de carbono.
Fuente de Carbono / Energía Rendimiento celular
(gr de células. gr de substrato)
Glucosa 0.5
Metanol 0.5
Etanol 0.75
Metano 0.62
n-alcanos 1.0
Celulosa 0.5
Almidón 0.5
Coeficiente de rendimiento celular para ciertas fuentes de carbono.

33
Con el fin de obtener un medio complejo para una fermentación industrial se debe considerar los
siguientes criterios:
1) Los requerimientos de nutrientes específicos.
2) La composición exacta de los nutrientes industriales, y las posibles modificaciones
durante el tratamiento.
3) Propiedades de los nutrientes en términos de almacenaje y manejo.
4) Costo de los nutrientes.
Se debe por tanto considerar las fuentes de carbono usadas actualmente.
Se presentan en la siguiente tabla: Fuente de carbono.
Grupos Principales Ejemplos
Monosacáridos XILOSA
Disacáridos GLUCOSA,SUCROSA, LACTOSA,MALTOSA
Polisacáridos ALMIDÓN,DEXTRINA, INULINA,CELULOSA
Alcoholes METANOL, ETANOL, POLIALCOHOLES
(GLICEROL)
Acido Carboxílico Acido Acético, Acido Succínico
Hidrocarburos Metano, n-Pentano, n-Butano, n-parafinas
Xilosa Esta se ha usado como nutriente en la preparación de la enzima glucosa isomerasa.
Glucosa Se usa frecuentemente en fermentaciones destinadas a productos altamente purificados, de valor
elevado. La glucosa que se utiliza se forma por la hidrólisis ácida o enzimática del almidón de
maíz o de la papa y se puede agregar como polvo, pasta o jarabe. Algunos substratos de glucosa
comerciales se usan para la producción de antibióticos, aminoácidos, acido butírico, tartárico,
goma de xantan y heteropolisacáridos. Siendo esta otra aplicación industrial que se puede aplicar
a mas de producir bioalcohol.
En la siguiente tabla se indica la composición de algunos de estos substratos:
34
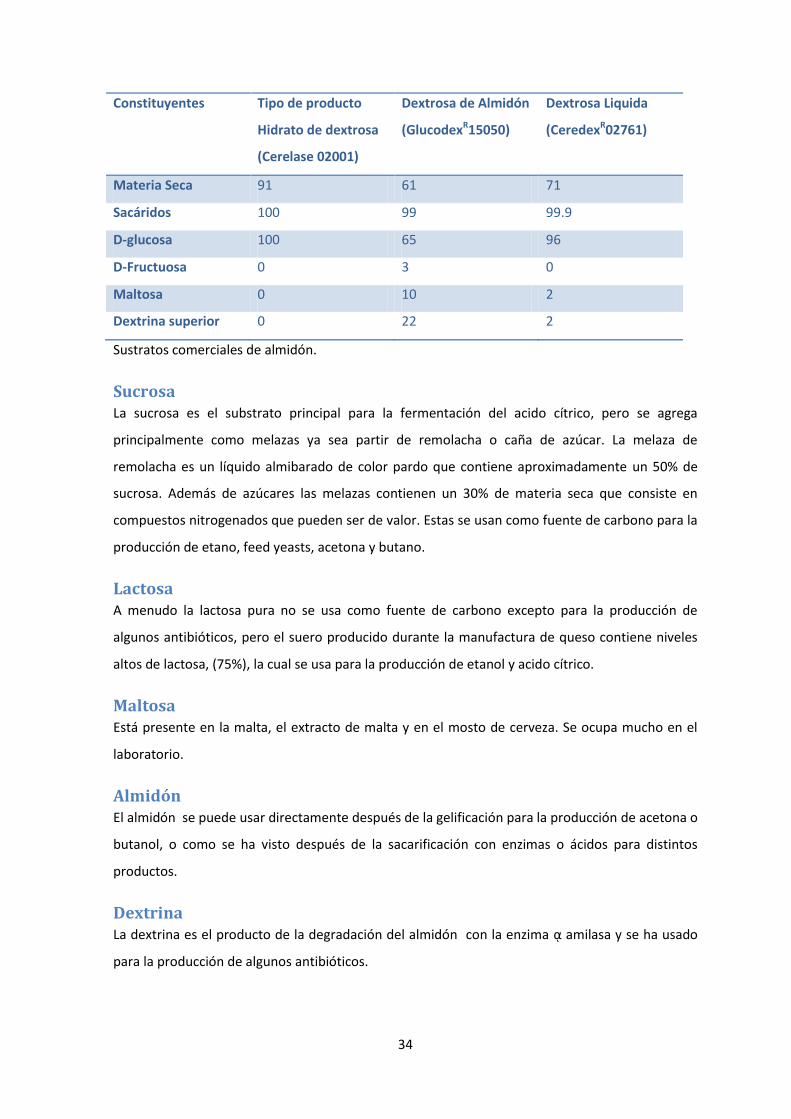
Constituyentes Tipo de producto
Hidrato de dextrosa
(Cerelase 02001)
Dextrosa de Almidón
(GlucodexR15050)
Dextrosa Liquida
(CeredexR02761)
Materia Seca 91 61 71
Sacáridos 100 99 99.9
D-glucosa 100 65 96
D-Fructuosa 0 3 0
Maltosa 0 10 2
Dextrina superior 0 22 2
Sustratos comerciales de almidón.
Sucrosa La sucrosa es el substrato principal para la fermentación del acido cítrico, pero se agrega
principalmente como melazas ya sea partir de remolacha o caña de azúcar. La melaza de
remolacha es un líquido almibarado de color pardo que contiene aproximadamente un 50% de
sucrosa. Además de azúcares las melazas contienen un 30% de materia seca que consiste en
compuestos nitrogenados que pueden ser de valor. Estas se usan como fuente de carbono para la
producción de etano, feed yeasts, acetona y butano.
Lactosa A menudo la lactosa pura no se usa como fuente de carbono excepto para la producción de
algunos antibióticos, pero el suero producido durante la manufactura de queso contiene niveles
altos de lactosa, (75%), la cual se usa para la producción de etanol y acido cítrico.
Maltosa Está presente en la malta, el extracto de malta y en el mosto de cerveza. Se ocupa mucho en el
laboratorio.
Almidón El almidón se puede usar directamente después de la gelificación para la producción de acetona o
butanol, o como se ha visto después de la sacarificación con enzimas o ácidos para distintos
productos.
Dextrina La dextrina es el producto de la degradación del almidón con la enzima ᾳ amilasa y se ha usado
para la producción de algunos antibióticos.
35
Celulosa La celulosa, junto con la lignina, hemicelulosa y pectina, son los componentes principales de las
paredes de las células vegetales y como tal representa una fuente enorme de carbohidrato.
Metanol Se ha usado como fuente de carbono para la producción de proteína unicelular ¨Prutee¨.
Etanol Los usos para beneficio del hombre son muchos como bebida espirituosa, en su respectiva
concentración o grado permitido mezclado con aromas y especies, así también para la
producción de vinagre, de proteína unicelular, y recientemente como combustible para
automóviles.
Glicerol Se usa a menudo para fermentaciones en la producción de esteroides o antibióticos.
Hidrocarburos El metano, el n-butano y el n -pentano se han usado como fuentes de carbono para la producción
de proteína unicelular, pero solo las n-parafinas se han empleado extensivamente como fuente de
carbono. Se han utilizado medios comerciales que contienen parafinas C10-C20 para la producción
de biomasa.
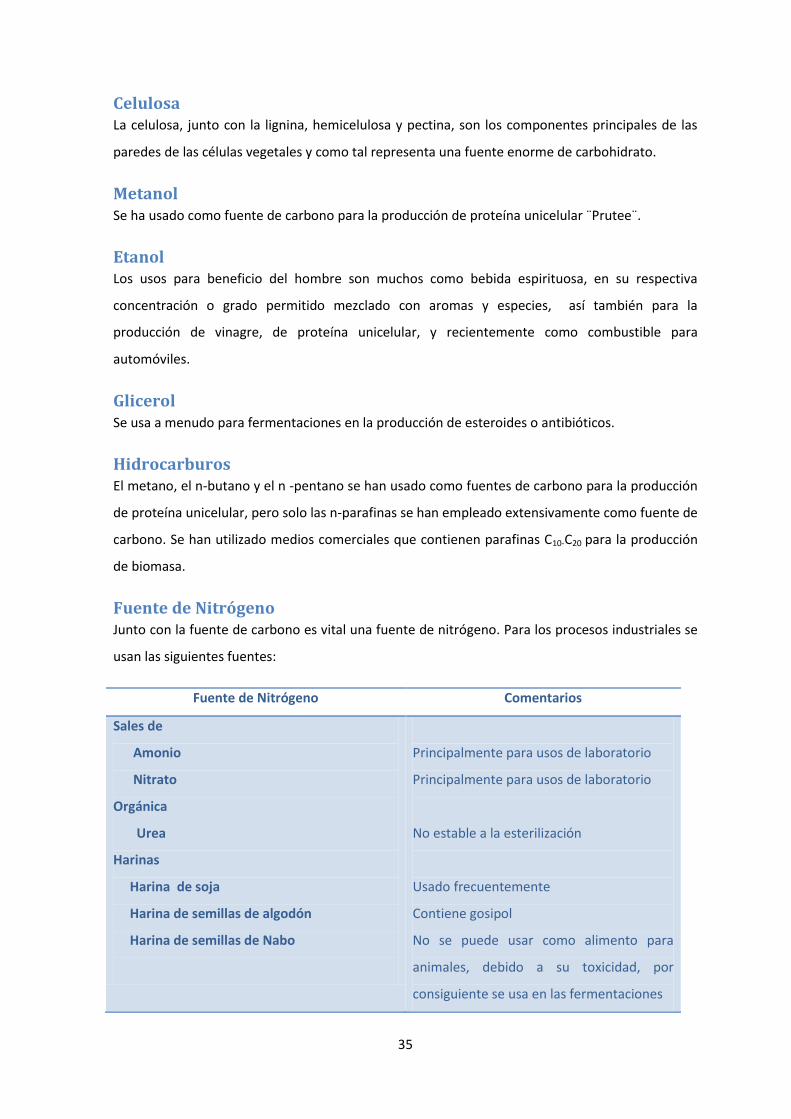
Fuente de Nitrógeno Junto con la fuente de carbono es vital una fuente de nitrógeno. Para los procesos industriales se
usan las siguientes fuentes:
Fuente de Nitrógeno Comentarios
Sales de
Amonio
Nitrato
Orgánica
Urea
Harinas
Harina de soja
Harina de semillas de algodón
Harina de semillas de Nabo
Principalmente para usos de laboratorio
Principalmente para usos de laboratorio
No estable a la esterilización
Usado frecuentemente
Contiene gosipol
No se puede usar como alimento para
animales, debido a su toxicidad, por
consiguiente se usa en las fermentaciones

36
Fuentes de nitrógeno. Urea
Se usa la Cándida utilis, pero no es estable durante la fermentación y, por lo tanto, su valor es
limitado.
Harina
La harina de soya, de semilla de algodón, se semilla de nabo, se usan como fuentes de nitrógeno.
Otras Adiciones El medio simple de glucosa y sales de amonio, sostendrá un gran número de organismos durante
el proceso de formación de alcohol; sin embargo hay muchos organismos que por una o por otra
razón no pueden sintetizar algunos de los aminoácidos o componentes orgánicos. Por lo tanto se
requiere de la adición de ciertos compuestos al medio, denominados factores de crecimiento, y
son:
1) Aminoácidos;
2) Purinas y pirimidinas;
3) Vitaminas.
Los aminoácidos están disponibles individualmente en grado técnico o se pueden añadir como
hidrolizados mixtos, como la caseína. Las vitaminas con frecuencia se requieren solo en
cantidades pequeñas puesto que se relacionan con la función de las coenzimas. Las vitaminas y
los aminoácidos se pueden suministrar individualmente, pero muchas de las materias primas
utilizadas en las fermentaciones contienen vitaminas suficientes para el crecimiento.
Formación del Producto A menudo el medio sostiene el crecimiento, pero resulta a la final insuficiente debido a la falta de
un precursor o inductor particular. En la siguiente tabla se presentan algunos precursores o
inductores agregados al medio, para obtener productos específicos.
Producto Inductores o precursores Microorganismo
Glucosaisomerasa Xilosa (mazorca de maíz) Streptomyces
ᾳ-glucosidasa Amigdalina, ralicina Aspergillus niger
Colinesterasa Lecitina Pseudomonas
Colagenasa Colágena Flavobacterium SP.

37
Eritromicina n-propanol Streptomyces cryithreus
Penicilina V Acido fenoxiacético Penicillium chrysogenum
D-biotina Acido Azelaico Sporobolomyces carnicolor
Alcaloides de cornezuelo Acido ᾳ-cetobutírico Clariceps purpurea
Xanta Na-desoxicolato Xanthomonas campestris
Neoviridogriseínas L- prolina Streptomyces griseoviridus
L-serina Glicina Sarcina albida
Formicina Cisteína, glutamato Streptomyces sp.
Desacetoxicefalosporina C L-cisteína Paecilomyces carneus
Vitamina B12 2.6-dimetilbenzimidazol K2 Pseudomonas thermophila
Precursores para obtener productos específicos.
El cultivo debe ser puro luego se inocula con el mosto estéril. Se trabaja en condiciones
controladas muy cuidadosamente para tener únicamente la cepa de levadura deseada. Todo esto
se verifica bajo un control de laboratorio muy exacto que comprende la selección de la cepa de
levadura inoculada, estudiando el pH, la temperatura (24,5°C), la limpieza y esterilización de la
cuba de cultivo con el objeto de que quede dispuesta para el lote siguiente, se trabaja de menor
a mayor desde un tubo de ensayo, hasta un tanque de siembra de 7.000 litros. El principal
objetivo es evitar el crecimiento de levaduras salvajes y bacterias. El inoculante así preparado
sirve para sembrar o iniciar el proceso de fermentación.
Esterilización La esterilización es la eliminación de todos los microorganismos por remoción o muerte así como
la inactivación de virus en o sobre un producto. Las condiciones estériles son esenciales en el uso
de cultivos puros, esto implica que la esterilización evita el crecimiento de organismos
indeseables. Las fermentaciones industriales se pueden dividir en tres clases: no sépticas,
semiacépticas, y asépticas. En una mayor proporción se usan cultivos simples puros, que
necesitan de un medio estéril y del mantenimiento de condiciones de esterilidad. Estas
condiciones se requieren pues un medio contaminado sufrirá debido a:
1) Que los nutrientes disponibles son usados por los contaminantes y convertidos en
productos indeseables.
2) Que las condiciones del medio cambian a menudo.
3) Que las enzimas producidas por los contaminantes pueden degradar cualquier producto
formado.
Métodos de Esterilización 1) Calor húmedo ,vapor:
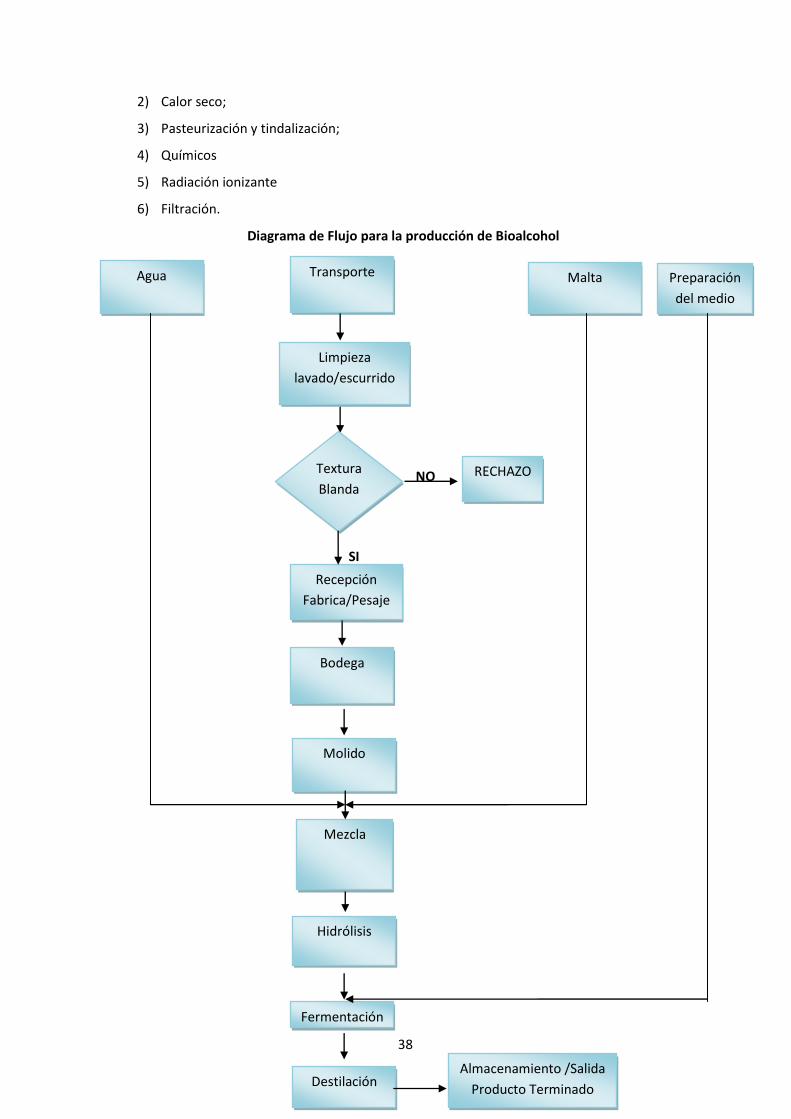
38
2) Calor seco;
3) Pasteurización y tindalización;
4) Químicos
5) Radiación ionizante
6) Filtración.
Diagrama de Flujo para la producción de Bioalcohol
NO
SI
Limpieza
lavado/escurrido
Transporte
Recepción
Fabrica/Pesaje
Bodega
Malta Agua
Hidrólisis
Enzimática
Fermentación
Hidrólisis
Fermentación
Destilación
Molido
Mezcla
Almacenamiento /Salida
Producto Terminado
Preparación
del medio
Textura
Blanda RECHAZO

39
Diagrama de Flujo para la preparación de la Malta a base del Grano de maíz
Transporte
Recepción
Limpieza del
Grano
Sumersión del
grano en agua
Formación de
Diastasas
Tostado /Templado
del grano 90 °C
Trituración Obtención
de harina gruesa

40
Diagrama de Flujo para la preparación del Medio de Cultivo
* Generación 0
**Glucosa al 10%
Selección de cepa
Cultivo Puro
Cultivo unico
Obtención de la
biomasa suficiente
para inocular los
tanques
Obtención del extracto
Inoculación
Dosis del 13 %
13 millones de células vivas
5 ml de Mosto
estéril (20 -25°C)
en 10ml de
mosto siembra**
500 ml Mosto
estéril en 1litro de
mosto siembra
5 litros de mosto
estéril en 16 litros
de mosto siembra
A
A
Fase de Propagación
en el biorreactor con
aire
estéril/Higienización
con vapor *
Corto periodo de
adaptación, rápida
multiplicación,
descenso del pH.
41
Operaciones para la obtención de Bioalcohol a partir de la Batata
Generalidades El alcohol etílico es un líquido incoloro, límpido y volátil de olor etéreo y sabor picante, que tiene
aplicaciones en la industria para la preparación de bebidas alcohólicas así como para disolventes
en la fabricación de acetaldehído y muchos otros fines.
Transporte La fábrica debe instalarse lo más cerca posible de la fuente de suministro de materia prima, no
solo por el aspecto económico de disminución de costo de transporte, sino también para evitar
las alteraciones de calidad que se pueden producir por ello, el tiempo de transporte debe
reducirse al mínimo.
La elección del tipo de envase para el transporte tiene que ser lo más meticulosa posible.
Se ha demostrado que cajas de 25Kg y 15cm de profundidad deterioran más al producto que
envases más profundos por lo que se sugiere que el impacto entre batata y batata no produce
tanto daño como el causado entre raíz y superficie del recipiente, por lo tanto una relación alta
peso de fruta/ superficie del envase, nos indica menos deterioro.
La piel del camote es muy sensible a peladuras y roces que reducen la calidad visual del producto
para minimizar el daño mecánico a la piel se debe manejar el camote con cuidado. En el
transporte las canastillas no deben exceder la carga, pues durante el trayecto pueden sufrir
abolladuras, se debe cubrir el camión con toldos para prevenir quemaduras con el sol. El
contenido de oxidasas produce compuesto fenólicos que oscurecen la pulpa expuesta al sol.
Limpieza y Lavado Una vez trasladada la materia prima hasta la fábrica, se procede al lavado y desinfección de la
misma. Esta operación se realiza por inmersión en tanques de agua con aire a presión en su
interior, para que el producto por medio del movimiento desprenda residuos, pierdan
adherencia, generalmente estos residuos están constituidos por tierra; todo esto antes de ser
sometidos a una pulverización, con el sistema de lavaderos rotativos.
En un pulverizador la eficiencia de un aspersor de agua para el lavado, depende de la presión y
volumen de agua así como de la distancia entre la boquilla del aspersor y el producto a lavarse. El
aspersor en el cual se utilice un reducido volumen de agua bajo gran presión es mucho más
eficiente que aquel que use gran volumen y presión reducida. La distancia entre la boquilla del
aspersor y el producto es muy importante.

42
Muchos lavaderos de pulverización consisten en tubos con perforaciones pero para presiones de
agua sobre los 20 psi (libras por pulgada cuadrada), deben usarse boquillas ajustables, a fin de
que los chorros no se dispersen y se dirijan a los canales deseados. Los pulverizadores son
efectivos solo, si el agua toca toda la superficie del producto, para conseguir tal objetivo se deben
colocar pulverizadores sobre y por detrás de la cinta transportadora, el mismo efecto se
conseguiría provocando una rotación del producto durante el proceso.
Por lo tanto la mejor manera de agitar el producto bajo los aspersores es la que se consigue con la
máquina (Revolving spray- washing machine), que consta de un tambor perforado ligeramente
inclinado, provisto en su interior de espirales o corrugados.
La efectividad del lavador rotatorio depende tanto de la velocidad a la que el producto pasa por
él, así como del volumen de agua usado, la temperatura del agua, la distancia de los aspersores al
producto y la profundidad de este en el lavadero. Se puede producir una sobrecarga en los
lavaderos con el resultado de que gran parte del material no reciba la acción total de los
aspersores.
Se puede usar una combinación de transportador rotativo y aspersores. El transportador tiene
cerca de 45cm de ancho y contiene tubos de acero inoxidable, de 3 pulgadas de diámetro
colocados al través y movidos por una cadena que los liga en sus extremos. Al igual que el
transportador, los tubos rotan revolviendo una y otra vez las raíces exponiéndolos totalmente a
los aspersores. Se usan dos grupos de aspersores; uno bajo presión a 400 psi y otro a presión
media. Después de esto mediante un tornillo sin fin pasa a la zona de de recepción de la materia
prima y pesaje.
Recepción en la Fábrica /Pesaje Una vez realizada la operación de limpieza o desprendimiento de los residuos físicos, se realiza la
recepción en la fábrica, en donde el diseño de la planta otorga un lugar específico para este
proceso el mismo que estará emplazado tomando en cuenta los procedimientos a realizar en esta
fase antes de admitir definitivamente el producto, tales como: verificación de no tener problemas
de magullamiento; desprendimiento de la piel, problemas de contaminación por microorganismos
(putrefacción). Ver anexos. Layout de la Planta.
La calificación se realiza por tanto, tomando en cuenta los análisis químicos así como
organolépticos. Los análisis químicos nos indican la calidad química del producto; en tanto que los
otros menos cuantitativos se realizan por: color, sabor, olor textura, tamaño y apariencia externa
general. (Se analiza en la sección Control de Materias Primas).
43
Esta clasificación o selección es importante pues aquí los materiales, tienen ya un valor agregado,
en lo concerniente al transporte, y mano de obra; así mismo por que cualquier deterioro
producido ahora puede transmitirse al producto acabado, afectando su calidad.
En los procesos de clasificación siempre hay intervención de operarios; la monotonía de la
selección hace que se autoperjudique y se cause deterioro en el proceso; por ello un estudio
ergonómico apropiado, es decir, el de una correcta relación entre operario-máquina-ambiente es
importante para el control de esta variable, el adiestramiento adecuado del personal es de gran
importancia.
La selección es en sí una necesidad pues un producto seleccionado posee caracteres deseables
tanto para acoplarse a operaciones mecanizadas así como para llevar un control de pesos y una
uniformidad de aspecto.
Materias primas que hayan sufrido cambios bioquímicos especialmente putrefactivos, que
tengan falsa textura, o diferente grado de madurez, menor densidad, son descartadas del
proceso. Paso seguido se procede al pesaje del material aceptado, se lo hace con dos objetivos:
1) Determinar el peso total para conocer el valor a pagar al proveedor, y 2), poder obtener
valores de rendimiento.
Bodega con Atmósferas Modificadas No es conveniente el almacenamiento de toda la materia prima en la fábrica. Por esta razón en
esta zona de la fábrica, se va dando paso al material de acuerdo a la planificación de la producción
es preciso tomar medidas para mantener las mejores condiciones a fin de retener la calidad hasta
su elaboración.
Se deben tomar muchas precauciones para el almacenamiento, las características de esta zona
deben ser: suelo pulido y limpio inclinado para fácil drenaje, ventilación de tiro forzado por
aspiración, protección contras el polvo y los rayos solares. Los procesos bioquímicos como la
respiración, que continúan después de la recolección, con desprendimiento de calor pueden
provocar alteraciones sin una ventilación adecuada. El plazo máximo de almacenamiento en
condiciones sin cámaras de refrigeración para raíces alimenticias es de 72 horas. En climas
tropicales y subtropicales los plazos son muy disminuidos.

44
Atmósferas controladas para almacenamiento En el proceso tecnológico recomiendo aplicar atmósferas modificadas en la zona de bodega de la
materia prima, como precaución al deterioro del camote y su implicación en la calidad final del
producto.
La tasa de respiración de los tubérculos es un índice de su actividad fisiológica y vida potencial
durante el almacenamiento. La respiración es similar a un proceso de combustión, que se produce
a temperatura ambiente o también en almacenamiento refrigerado. El proceso de combustión de
los azúcares se realiza en varias etapas bajo el control de enzimas especificas, con formación de
de CO2, H2O y energía, proceso opuesto a la fotosíntesis. En la atmósfera que rodea al tubérculo
hay un intercambio de O2 y CO2; y si la cantidad de oxigeno es insuficiente la combustión
incompleta conduce a la formación de alcoholes y aldehídos, con sabores y aromas anormales, así
como fermentaciones anaerobias. En el almacenamiento en atmósferas controladas el límite
máximo de oxigeno es del 2%, aunque en la mayoría de los casos bajando del 20% al 5% ya se
retardan suficientemente los procesos de respiración y maduración. Si el CO2 se acumula en los
mismos locales de almacenamiento con una baja cantidad de oxígeno se prolongara la vida útil
del producto.
Estudios demuestran que todos los productos tienen una taza de respiración baja a 0°C, en tanto
que si la temperatura sube las diferencias se hacen muy grandes y los valores son altos. Por lo
tanto recomiendo una temperatura de 0-4°C.
Durante el almacenamiento se presentan además pérdidas de peso, esto se encuentra
relacionado con la temperatura del camote, la temperatura del aire, la humedad relativa del
almacén, tamaño, textura de la fruta, así como de la velocidad del aire circulante.
Al usar atmósferas controladas con etileno, se consigue en cambio acelerar la maduración.
Actualmente se la utiliza para uniformizar la maduración de algunos productos vegetales. Dosis de
0.025 a 0.050 ppm de etileno son suficientes para conseguir este objetivo.

45
Molienda La molienda es una operación unitaria que reduce el tamaño promedio de las partículas de una
muestra sólida. La reducción se lleva a cabo dividiendo o fraccionando la muestra por medios
mecánicos hasta el tamaño deseado. Con esta operación la materia prima es convertida en una
masa que se destinará al proceso de hidrólisis.
En el proceso de trituración las sustancias se reducen de tamaño fracturándolas. El mecanismo de
la fractura no se conoce bien, aunque se puede decir que durante el proceso la sustancia es
sometida a tensiones por la acción mecánica de la máquina trituradora, que en principio son
absorbidas internamente por la sustancia en forma de energía de deformación, cuando las
energías locales de deformación exceden un valor crítico, que depende de la sustancia, tiene lugar
la fractura a lo largo de las líneas débiles, la energía almacenada se disipa. Parte de esta energía
se utiliza para crear nueva superficie, aunque la mayor parte se disipa en forma de calor.
El tiempo también influye en el proceso de fractura, resultando que la sustancia se fractura por
una tensión menor si se pueden mantener estas tensiones por períodos de tiempos más largos. La
trituración se consigue por tanto por tensiones mecánicas seguidas de fractura y la energía
necesaria depende de la naturaleza de la sustancia y también de la tendencia del material a
cuartearse, es decir de su friabilidad.
La fuerza aplicada puede ser de compresión de impacto, o de cizalla, y tanto la magnitud de la
fuerza como el tiempo de aplicación influyen en la cantidad de trituración alcanzada. Para que la
trituración sea eficaz, la energía aplicada a la sustancia debe exceder la energía mínima para
romperla en un margen tan pequeño como sea posible. Cualquier exceso de energía se pierde en
forma de calor por lo que está perdida deberá ser lo más pequeña posible.
Los factores más importantes a estudiar en el proceso de trituración son la cantidad de energía
utilizada y la nueva superficie formada durante la trituración.
Energía utilizada en la trituración La trituración es un proceso muy ineficaz por lo que es importante que la energía utilizada en el
proceso se aproveche al máximo.
Se ha tratado de expresar en teorías la energía mínima necesaria para producir un cambio en la
partícula. La teoría de Kick supone que la energía necesaria para reducir el tamaño de una
sustancia era directamente proporcional a la relación de reducción de tamaño dL/L.
Rittinger, por otra parte, supuso que la energía necesaria para la reducción de tamaño es
directamente proporcional no al cambio de una dimensión longitudinal, sino al cambio en el área
superficial.
46
Superficie nueva formada durante la trituración En la trituración de partículas uniformes, después de la primera trituración el tamaño de las
partículas resultantes varía mucho, encontrándose partículas groseras y finas, a medida que
continúa la trituración, las partículas mayores reducen aun más su tamaño, pero habrá menos
cambio en el tamaño de las partículas finas. Un análisis cuidadoso demuestra que hay un cierto
tamaño que aumenta su proporción relativa en la mezcla y acaba por ser la fracción dominante,
siempre que se emplee el mismo tipo de maquinaria.
El área superficial de una sustancia constituida por una partícula fina es muy grande y puede ser
importante. La mayoría de las reacciones están relacionadas con la superficie disponible, por lo
que la superficie específica tiene una influencia considerable en las propiedades de las sustancias.
Mezcla En la mezcla se realiza el adecuamiento para el proceso de hidrólisis, combinando en una
proporción de: 1 kg de pasta de camote por cada 6 litros de líquido, adicionando el 1% de malta.
Hidrólisis enzimática El proceso de hidrólisis empieza cuando entra en acción las diastasas provenientes de la
germinación del grano de maíz sobre el sustrato (pasta de batata), y el agua.
Para este proceso el agua se debe encontrar a 50°C, para acelerar la reacción. La proporción de la
mezcla debe ser la indicada en el apartado anterior.
A continuación se eleva la temperatura a 96°C y se ajusta el pH a 5,3, manteniendo estas
condiciones por una hora y media, para acondicionar el medio.
Posteriormente, se enfría a 64 °C, manteniendo la temperatura durante una hora, a esta
temperatura actúa la beta amilasa, temperatura en la cual se inicia la sacarificación. Para lo cual
se agrega una vez más la malta en una proporción del 10% en base del volumen final obtenido.
Concluido el proceso anterior, se eleva la temperatura a 72 °C y se mantiene durante una hora, a
esta temperatura actúa la alfa amilasa.
47
Con la ayuda de las diastasas presente en la malta se produce la siguiente reacción:
Fases de Hidrólisis del almidón H2O Almidón → amilodextrina →eritrodextrina → acrodextrina → maltosa →glucosa Diastasas Se utilizan también enzimas o catalizadores orgánicos como la invertasa y la zimasa que
transforman los monosacáridos en alcohol y dióxido de carbono.
Fermentación La fermentación alcohólica consiste en transformar por medio de diastasas específicas,
provenientes del metabolismo de las lavaduras del genero Saccharomyces y amylomices, los
monosacáridos en alcohol y CO2.
Representación Grafica:
Almidón…………………………………….. (C6H10O5)n (polisacárido)
Amilasa
Maltosa……………………………………… (C12H22O11) (disacárido)
Maltasa
Glucosa………………………………………. (C6H12O6) (monosacárido)
Zimasa
Alcohol……………………………………… CH3-CH2OH + CO2
Alcohol + anhídrido carbónico
Una vez culminada la hidrólisis el mosto (sustrato con azúcares reductores) obtenido, es filtrado y
preparado para la fermentación ajustando su pH a 4 y 4.5.

48
Se bombea el líquido a los fermentadores con capacidad de 7.000 litros cada uno, estos son
tanques cerrados, de esta forma se recoge por la parte superior el dióxido de carbono
desprendido, facilita la limpieza y esterilización.
La concentración de hidrogenoides (pH 4-4.5) favorece a las levaduras e inhibe el desarrollo de
muchos tipos de bacterias contaminantes. Se puede agregar al mosto sustancias nutritivas,
pudiendo emplearse para este fin fosfato o sulfato de amonio. El fósforo puede ser tomado en
forma monobásica y puede ser añadido al medio como ácido o como sal de amonio, sodio o
potasio, en una concentración del 1 al 2%. Aquí es cuando, entra en contacto el medio ya
preparado (descrito en la pág. 24) con el mosto para iniciar la fermentación propiamente dicha.
La temperatura más favorable para empezar la reacción es 21 °C y de unos 30 °C para finalizar. Un
ciclo de fermentación emplea de 48 a 72 horas. Como el alcohol se forma únicamente por la
fermentación de monosacáridos fue necesario realizar la hidrólisis del almidón.
El cultivo iniciador se mezcla tomando en cuenta el volumen total del mosto a ser fermentado.
Debe estar en una relación aproximada del 2%
La concentración de las enzimas en el cultivo iniciador para la producción de etanol en la
fermentación con S. cerevisiae Safwhisky M-1 (cepa recomendada) debe ser de 20 ml/litro, en
esta dosis la producción de alcohol es la más alta (aproximadamente del 10-12%).
Está comprobado que el aumento en la dosis de enzimas favorece la obtención de alcohol, así
como también que el rango de las concentraciones en las dosis de enzimas a ser utilizadas debe
permanecer entre 15 y 20 ml/l.
La mezcla del mosto preparado con el iniciador se puede realizar de varias maneras.
1) Haciendo converger las corrientes del mosto y del iniciador sobre una tabla giratoria
situada en la parte superior del fermentador. Las dos sustancias quedan bien mezcladas
las esparcirse y caer al fondo del tanque.
2) Añadiendo el iniciador sobre el mosto dentro del depósito donde se mezclan mediante
aire a presión que sale por toberas, situadas en el fondo del fermentador.
3) Agitando mecánicamente la mezcla, con palas giratorias o hélices.
Durante la fermentación la temperatura tiende a subir se emplean serpentines refrigerantes o
camisas, o en último caso chorros de agua sobre las paredes exteriores del fermentador, para
mantener la temperatura adecuada. A temperaturas superiores a los 30°C el alcohol se evapora

49
rápidamente y así se estaría favoreciendo el crecimiento bacteriano en el mosto de
fermentación.
En el proceso de fermentación se observa rápidamente el desprendimiento de anhídrido
carbónico, que suele ser aprovechado por las fábricas para la producción de nieve carbónica o
para conservarle en botellas para su uso industrial. La proporción en la liberación de hidrogeno y
del anhídrido carbónico es de (60% de CO2 y 40% de H2). Los cuales se pueden emplear también
para la fabricación de metanol o quemarse como combustible.
La fermentación, en el presente proceso tecnológico se recomienda que termine en estas
condiciones al cabo de unas 50 horas, después de lo cual se separara el alcohol producido por
destilación.
Destilación El producto fermentado se destila para separar el alcohol etílico del aceite de fusel y otros
constituyentes.
En la destilación se separan fracciones que tienen distintas concentraciones de alcohol y residuos.
Las fracciones que contienen entre un 60 y un 90% de alcohol etílico se llaman vinos altos o
cabezas, estos pueden redestilarse o concentrarse hasta alcohol de mayor concentración de 95-
96% y este a su vez por destilación azeotrópica o por otros métodos puede convertirse en
alcohol absoluto.
Las fracciones pobres en alcohol, o vinos bajos pueden ser destiladas nuevamente con otras
cantidades de líquidos fermentados.
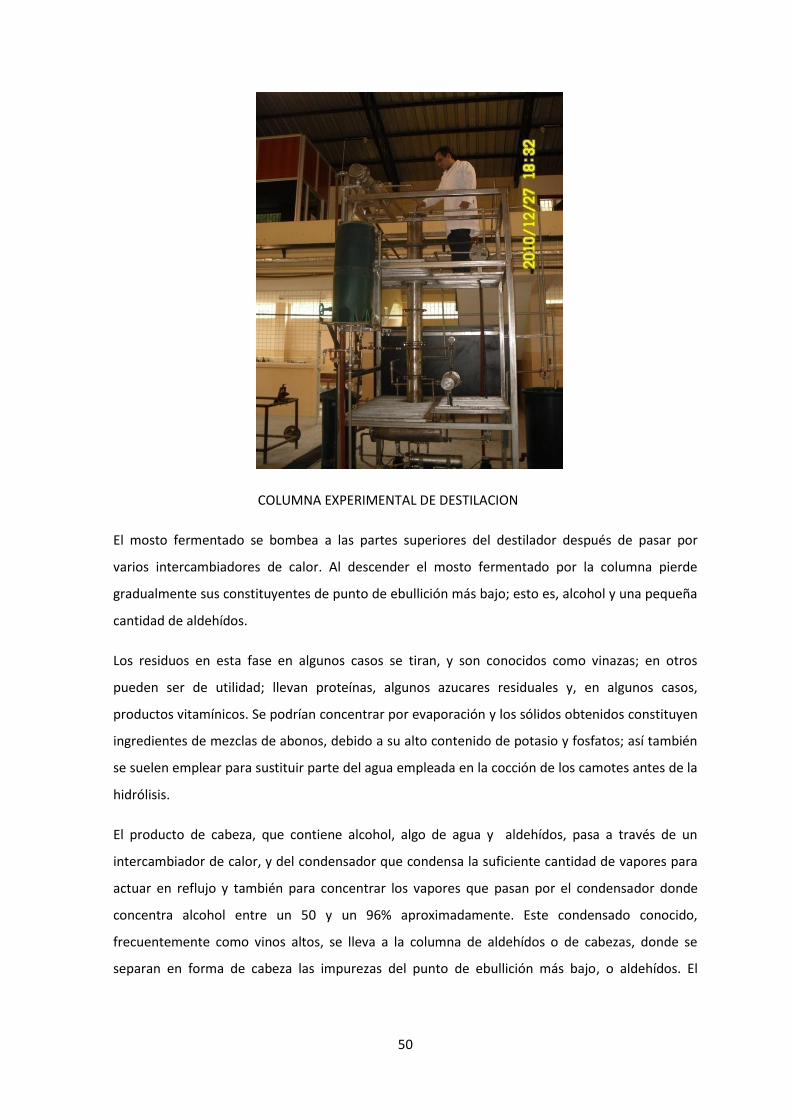
50
COLUMNA EXPERIMENTAL DE DESTILACION
El mosto fermentado se bombea a las partes superiores del destilador después de pasar por
varios intercambiadores de calor. Al descender el mosto fermentado por la columna pierde
gradualmente sus constituyentes de punto de ebullición más bajo; esto es, alcohol y una pequeña
cantidad de aldehídos.
Los residuos en esta fase en algunos casos se tiran, y son conocidos como vinazas; en otros
pueden ser de utilidad; llevan proteínas, algunos azucares residuales y, en algunos casos,
productos vitamínicos. Se podrían concentrar por evaporación y los sólidos obtenidos constituyen
ingredientes de mezclas de abonos, debido a su alto contenido de potasio y fosfatos; así también
se suelen emplear para sustituir parte del agua empleada en la cocción de los camotes antes de la
hidrólisis.
El producto de cabeza, que contiene alcohol, algo de agua y aldehídos, pasa a través de un
intercambiador de calor, y del condensador que condensa la suficiente cantidad de vapores para
actuar en reflujo y también para concentrar los vapores que pasan por el condensador donde
concentra alcohol entre un 50 y un 96% aproximadamente. Este condensado conocido,
frecuentemente como vinos altos, se lleva a la columna de aldehídos o de cabezas, donde se
separan en forma de cabeza las impurezas del punto de ebullición más bajo, o aldehídos. El

51
líquido efluente de la parte más baja de la columna de aldehídos fluye a la columna de
rectificación.
En esta tercera columna el alcohol se concentra y finalmente se purifica de la siguiente forma: la
cabeza se condensa parcialmente dejando el alcohol más concentrado en esta columna y
proporcionando un reflujo para los platos posteriores. Los productos más volátiles que pueden
contener aún indicios de aldehídos y parte de alcohol, se condensan totalmente y vuelven a la
parte superior del destilador de aldehídos. Cerca de la parte alta de la columna se desprende
alcohol del 95 al 95.6% que pasa a través de un condensador recogiéndolo para su venta final.
En el extremo más bajo de la columna, los aceites de fusel, de punto de ebullición más alto, caen a
través de un refrigerante y un separador a un destilador especial, donde se separa el alcohol que
puedan arrastrar antes de venderse como alcohol amílico impuro para disolvente. Por el fondo de
cada columna de rectificación se descarga el agua.
Almacenamiento /Salida Producto Terminado El almacenamiento del alcohol debe estar en condiciones que aseguren su buena conservación
físico-química, microbiológica, la ausencia de contaminación cruzada, así como las perdidas por
volatilización del producto.
Para ello se recomienda una temperatura ambiente en esta zona, no mayor a 15 °C, así como un
control en la calidad del aire para evitar la contaminación por mohos. La humedad relativa no
deberá ser mayor al 60%. Mediante un tanque ubicado al termino del proceso se almacenara el
producto terminado, el material de los mismos será acero inoxidable AISE 304 opaco, grado
alimenticio.
La ubicación de esta zona proporciona la facilidad para el despacho del producto final (alcohol al
95%), en la parte posterior de la planta, se garantiza también la ausencia de una contaminación
cruzada.
La zona destinada al almacenamiento del producto terminado está diseñada de forma que en ella
se pueda ubicar el tanque de 15m3 sin dificultad para el acceso de los vehículos cisterna que se
llevaran el producto, es decir con una libre circulación hacia el exterior pero de paso restringido
hacia el interior de la fábrica.

52
Los vehículos deberán estar provistos de bombas sanitarias (construidas de acero inoxidable),
para de esta forma llenar los tanques del vehículo, los mismos que también deberán estar
construidos de acero inoxidable.
Debe tener en cuenta los principios básicos de almacenamiento:
Todo debe almacenarse sobre alguna base nunca sobre el suelo.
Medios de acceso adaptados al producto y al almacenamiento.
Evitar almacenar en sitios de paso.
No debe recibir luz natural directa.
Debe mantenerse libre de basuras, plagas y polvo.
Debe estar bien ventilado.
Control del tiempo de estancia y almacenamiento: reglas de recepción y de prioridad
retirar productos caducados o inútiles.
Zonas con señalización
El depósito o zona de almacenamiento y salida deberá lavarse y desinfectarse antes de cada
producción. Igualmente deben tomarse medidas preventivas contra roedores, en esta zona.
La desinfección del piso se deberá hacer con aldehído fórmico al 36% de concentración en
solución de agua al 3%.
CONTROL DE CALIDAD Y SEGURIDAD ALIMENTARIA A.P.P.C.C
Siglas de: Análisis de peligros y puntos de control críticos.
Este sistema es de obligatoriedad para las industrias alimenticias de tal forma que se garantiza la
inocuidad de los alimentos.
Se prevé el control desde la entrada de materia prima hasta salida de producto final, identificando
todos los posibles peligros y su respectiva medida correctiva.
Las fases para la implementación de este sistema constan de:
1) Definición del diagrama de flujo.

53
El mismo nos indica de manera esquemática, todo el proceso que se lleva a cabo para la
elaboración de un producto, desde la entrada de materia prima hasta salida del producto final
tomando en consideración todos los aspectos del proceso para su aceptación o rechazo, en
función de las características que deben cumplir como son las físico-químicas, organolépticas y
microbiológicas
Este está diseñado de manera que un técnico en el área lo entienda de manera clara.
2) Identificación de los riesgos en cada etapa.
Se analiza cada una de las etapas con minuciosidad para identificar los riesgos que se pueden
presentar en la misma y que amenacen la seguridad o la inocuidad del producto.
Los riesgos pueden ser de origen biológico: bacterias, virus, mohos, insectos, toxinas, etc.
De origen químico: productos fitosanitarios, productos de limpieza, desinfectantes, antibióticos,
metales pesados, etc.
De origen físico: metales, vidrios, piedras, objetos personales.
3) Medidas Preventivas
Una vez identificados los riesgos se procede a tomar las medidas preventivas, para reducirlos a un
nivel aceptable o eliminar los peligros. Se puede necesitar más de una medida preventiva para
controlar un peligro y de igual forma se puede controlar más de un peligro con una medida
preventiva, en todo caso debe de existir al menos una medida preventiva para un peligro.
4) Identificación de los puntos críticos de control
Un PCC (punto de control critico) puede ser: una operación, proceso, o localización en la que
puede aplicarse un control para reducir al máximo el peligro.
Para identificarlos existe un árbol de decisión que nos permite conocer si existe algún peligro en
una etapa del proceso.

54
Árbol de Decisión para Determinar los Puntos Críticos P1 ¿Existe(n) medida(s) preventiva(s) para el riesgo identificado?
SI NO Modificar la fase o etapa, el proceso o producto
Es necesario para la seguridad del producto un control de esta fase SI
del proceso?
NO No es un PCC STOP.
P2 ¿Esta la fase específicamente diseñada para eliminar o reducir la probabilidad de
presentación de un riesgo o peligro hasta un nivel aceptable?
NO SI
P3 Podría tener lugar una contaminación con el peligro(s) o riesgo(s) identificado(s) en exceso
de nivel (es) aceptable(s) o podría el riesgo (s) o peligro(s) aumentar hasta unos niveles
inaceptables?
NO No es un PCC STOP.
SI
P1 ¿Una fase posterior del proceso eliminara el riesgo(s) o peligro(s) o reducirá la probabilidad
de su presentación hasta un nivel (es) aceptable(s)?
SI NO es un PCC STOP. NO PCC
5) Establecimiento de los Límites de Tolerancia
Son los criterios que marcan la aceptabilidad para la seguridad de un producto, es decir nos
indican que es aceptable y que no es aceptable.
Se deberá especificar los límites críticos para cada una de las medidas preventivas.
6) Establecimiento de medidas de vigilancia
Es la medición u observación programada de los límites críticos de un PCC, comprobando de esta
manera si está bajo control, estas mediciones deben realizarse con una frecuencia determinada a
la vez que deberán ser registradas cuando se lleven a cabo para el establecimiento de futuras

55
verificaciones. Este método de vigilancia debe contar con información acerca de: el personal
responsable, como lo realiza y cuando lo realiza.
7) Medidas correctivas
Cuando el sistema de vigilancia detecta un parámetro que se encuentra fuera de los límites de
tolerancia adoptará las medidas para volver a tomar el control, ha esto se lo conoce como
medidas correctivas, las mismas deberán estar previamente establecidas con antelación para
actuar de inmediato cuando se observe una desviación. Estas medidas deberán incluir a más de lo
mencionado decisiones en cuanto al destino que va a tener el producto afectado.
Toda la información (medidas correctivas y su causa) deberá ser registrada cada vez que se
apliquen.
8) Sistema de registro y documentación
Todo el proceso debe tener un respaldo de documentación el mismo que deberá ser eficaz y
exacto, se irá documentando a medida que se vaya desarrollando, ampliando y mejorando el
sistema.
ELABORACION DE ANALISIS DE PELIGROS Y PUNTOS DE CONTROL
CRITICOS En función de lo establecido en los apartados anteriores, se procede a diseñar cada una de las
fases para la elaboración del Bioalcohol a partir del extracto del camote, en función de lo
siguiente:
1).- Definición del diagrama de flujo.
El mismo nos indica de manera esquemática, todo el proceso que se lleva a cabo para la
obtención del bioalcohol a partir del extracto del camote (Pág. 32), desde la entrada de materia
prima seguida de los procesos de mezcla, molienda, hidrólisis, fermentación, destilado y
envasado, indicando la secuencia del proceso y características que se deben cumplir, como son las
físico químicas, organolépticas, y microbiológicas, además de ingredientes y materiales auxiliares
que intervienen en cada fase.
2).- Identificación de los riesgos en cada etapa.
Mediante el diagrama de flujo se ha podido identificar 14 etapas las mismas que han sido
analizadas con minuciosidad y desarrollan a continuación:
a) Transporte

56
Riesgo Biológico: por una posible contaminación con insectos y roedores.
Riesgo Físico: por materia orgánica tales como pedazos de madera, y hojas procedentes del
campo.
b) Limpieza lavado Escurrido
Riesgo Físico: dado por una posible deficiencia en la separación de la tierra adherida al camote o
batata.
c) Operación de Selección
Riesgo Físico: dado por un posible desprendimiento de algún objeto personal del operario.
Riesgo Biológico: por bacterias procedentes del estornudo o un mal lavado de manos por parte
de los operarios.
d) Recepción en la Fábrica/ Pesaje
En el proceso de pesaje se repiten los riesgos señalados en la etapa anterior, pues son los
operarios nuevamente las posibles fuentes de contaminación.
e) Bodega de Materias Primas
Riesgos Químico: La concentración de etileno en niveles inadecuados.
Riesgo Químico: Concentraciones inadecuadas de oxígeno en el ambiente.
Riesgo Físico: dado por el control inadecuado de la temperatura en esta zona.
f) Molienda
Riesgo Físico: Por desprendimiento de objetos personales del operario.
g) Mezcla
Riesgo Físico: Una mala dosificación de componentes.
Riesgo Químico: Contaminación con residuos de detergente o material de limpieza procedentes
de un mal lavado del equipo.
h) Hidrólisis Enzimática
57
Riesgo Químico: En el proceso de la ruptura o transformación del almidón a moléculas simples de
azúcar, podría no hacerse disponible toda la biomasa, quedando un sustrato libre utilizable.
Riesgo Químico: Dado por un control inadecuado del pH.
Riesgo Físico: Dado por un control inadecuado de la temperatura.
i) Fermentación
Riesgo Químico: Dado por un control inadecuado del pH.
Riesgo Físico: Una deficiente concentración de enzimas en el cultivo iniciador.
i) Destilación
Riesgo Físico: Dado por no alcanzar la temperatura y presión adecuada en la caldera para la
producción constante de vapor.
j) Envasado
Riesgo Físico: Dado por un control inadecuado de la temperatura.
Riesgo Físico: Dado por un inadecuado control de la calidad del aire.
Riesgo Físico: Dado por un inadecuado control de la Humedad Relativa.
Riesgo Biológico: Dado por una posible plaga de insectos o roedores.
3).- Medidas Preventivas
Se procede a detallar las medidas preventivas en cada etapa del proceso.
a) Transporte
Como medidas preventivas para evitar el riesgo biológico de plagas, se recomienda una
inspección previa al embalaje, y una vez realizado el mismo colocar material protector para
evitar el ingreso posterior de plagas.
Como medida preventiva para eliminar el riesgo físico presente en el transporte originado por
pedazos de madera y residuos, se debe sumergir como mínimo 15 minutos el tubérculo en la fase
de limpieza o lavado.
b) Limpieza lavado escurrido.
58
La medida preventiva para eliminar el riesgo físico de un mal desprendimiento de la tierra
adherida, es la realización correcta de la operación de lavado.
c) Operación de Selección
Como medida preventiva para eliminar el riesgo físico del desprendimiento de un objeto
personal de un operario, se recomienda prohibir el uso de accesorios tales como anillos, cadenas,
relojes, y demás objetos que puedan separarse y llegar a mezclarse con las batatas, además de
usar batas que no posean botones ni bolsillos.
Para eliminar el riesgo biológico procedente de una contaminación con bacterias que se pueda
producir por la influencia de un operario, se recomienda proveer a todo el personal de máscara,
guantes, cofias, y demás equipos de protección personal de utilización obligatoria, así como la
revisión periódica de la salud del operario. Los mismos que no deberán ingresar al área de
proceso si se hallan enfermos.
d) Recepción en la Fabrica /Pesaje
Al presentarse los mismos riesgos que en la etapa anterior se deben seguir las recomendaciones
citadas.
e) Bodega de Materias Primas
Para eliminar el riesgo químico de una concentración inadecuada de etileno en el área de bodega
se debe contar con un indicador digital de la concentración del gas, este deberá estar programado
para los niveles mínimos y máximos aceptados.
En el caso del oxigeno al ser necesario mantener niveles máximos del gas en el ambiente, se
requiere de equipos similares calibrados para este mismo propósito.
Para eliminar el riesgo físico dado por un control inadecuado de la temperatura, se recomienda
colocar termómetros digitales de control, tanto en la puerta de acceso desde la recepción /pesaje,
así como en la puerta de paso a la zona de molienda, de esta forma se podrá determinar los
valores más altos y así establecer si están en los rangos establecidos.
f) Molienda
Para eliminar el riesgo físico por un desprendimiento de objetos personales se deberá prohibir el
uso de relojes, anillos, pulseras, aretes, etc., en esta zona.
g) Mezcla
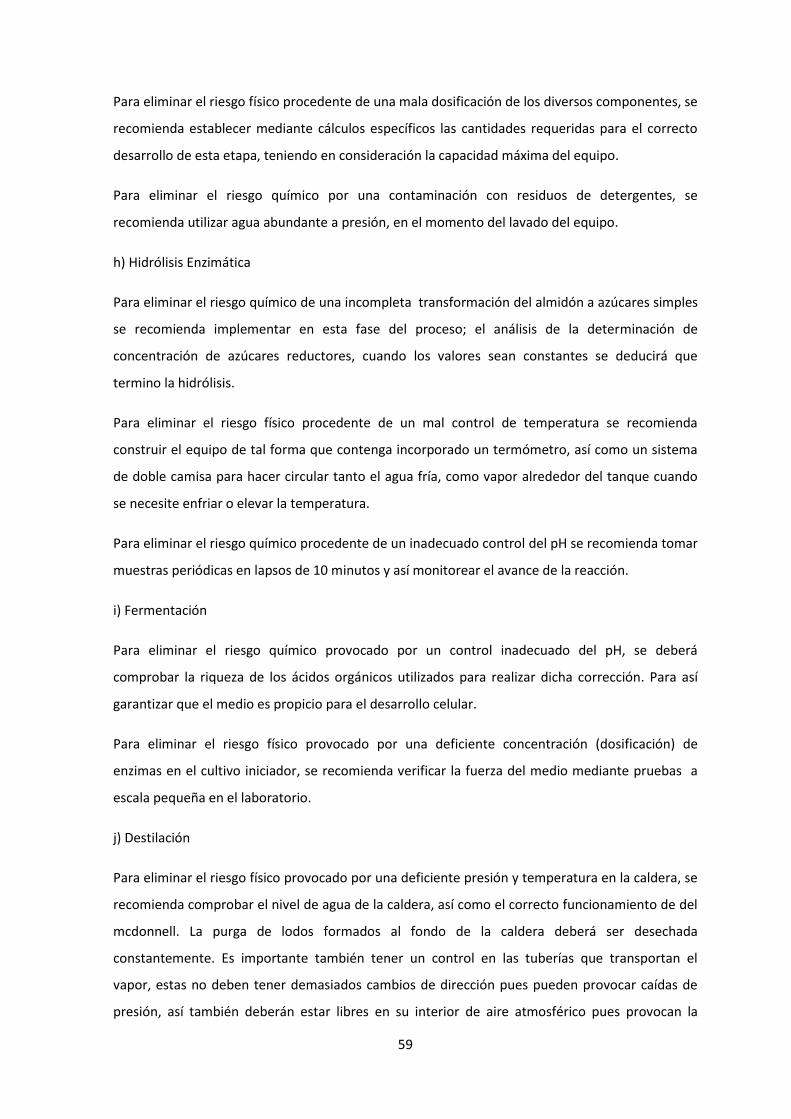
59
Para eliminar el riesgo físico procedente de una mala dosificación de los diversos componentes, se
recomienda establecer mediante cálculos específicos las cantidades requeridas para el correcto
desarrollo de esta etapa, teniendo en consideración la capacidad máxima del equipo.
Para eliminar el riesgo químico por una contaminación con residuos de detergentes, se
recomienda utilizar agua abundante a presión, en el momento del lavado del equipo.
h) Hidrólisis Enzimática
Para eliminar el riesgo químico de una incompleta transformación del almidón a azúcares simples
se recomienda implementar en esta fase del proceso; el análisis de la determinación de
concentración de azúcares reductores, cuando los valores sean constantes se deducirá que
termino la hidrólisis.
Para eliminar el riesgo físico procedente de un mal control de temperatura se recomienda
construir el equipo de tal forma que contenga incorporado un termómetro, así como un sistema
de doble camisa para hacer circular tanto el agua fría, como vapor alrededor del tanque cuando
se necesite enfriar o elevar la temperatura.
Para eliminar el riesgo químico procedente de un inadecuado control del pH se recomienda tomar
muestras periódicas en lapsos de 10 minutos y así monitorear el avance de la reacción.
i) Fermentación
Para eliminar el riesgo químico provocado por un control inadecuado del pH, se deberá
comprobar la riqueza de los ácidos orgánicos utilizados para realizar dicha corrección. Para así
garantizar que el medio es propicio para el desarrollo celular.
Para eliminar el riesgo físico provocado por una deficiente concentración (dosificación) de
enzimas en el cultivo iniciador, se recomienda verificar la fuerza del medio mediante pruebas a
escala pequeña en el laboratorio.
j) Destilación
Para eliminar el riesgo físico provocado por una deficiente presión y temperatura en la caldera, se
recomienda comprobar el nivel de agua de la caldera, así como el correcto funcionamiento de del
mcdonnell. La purga de lodos formados al fondo de la caldera deberá ser desechada
constantemente. Es importante también tener un control en las tuberías que transportan el
vapor, estas no deben tener demasiados cambios de dirección pues pueden provocar caídas de
presión, así también deberán estar libres en su interior de aire atmosférico pues provocan la

60
corrosión y posterior contaminación del vapor. Las tuberías deben tener sistemas de purga y
filtros apropiados para eliminar los condensados y renovar el vapor constantemente.
k) Envasado
Para eliminar el riesgo físico dado por un inadecuado control de la temperatura en la zona de
producto terminado considerando que el alcohol volatiliza, se deberá contar con un sistema de
enfriamiento en el tanque de acero, mediante chorros de agua que descienden por las paredes
del mismo manteniendo la temperatura por debajo de 20 °C.
Para eliminar el riesgo físico dado por un inadecuado control en la calidad del aire, se recomienda
qutilizar un sistema de captura de partículas suspendidas mediante filtros ubicados en las
ventoleras del recinto.
Para eliminar el riesgo físico dado por un inadecuado control de la humedad relativa se
recomienda mantener en esta zona un sistema de ventilación forzada, así como extractores
ubicados en la zona del techo.
Para eliminar el riesgo biológico producido por plagas se debe implementar un plan para la
erradicación en esta zona.
4).- Identificación PCC
La identificación de los PPC está en función de la evaluación mediante el árbol de decisión (pág.
47).
a) Transporte
Analizado el riesgo biológico por una posible contaminación con insectos, roedores etc., se ha
podido determinar que en la fase posterior (limpieza lavado escurrido), se eliminara el riesgo
hasta niveles aceptables, por lo tanto no se lo considerada como un PCC.
Analizado el riesgo físico originado por pedazos de madera y residuos, se determina que la fase
posterior (limpieza lavado, escurrido) se eliminara el riesgo hasta niveles aceptables, no es un
PCC.
b) Limpieza Lavado Escurrido
Analizado el riesgo físico de un mal desprendimiento de la tierra adherida, se determina que es
un PCC, debido a que esta fase esta específicamente diseñada para eliminar la probabilidad de
presentación de este riesgo.

61
c) Operación de Selección
Analizado el riesgo físico, por el desprendimiento de un objeto personal de un operario, se
determina que no es un PCC, debido a que no podría tener lugar una contaminación que ponga en
riesgo o peligro el proceso, debido a que al haber sido identificado, con tan solo aplicar la medida
preventiva se evita cualquier posibilidad de riesgo.
Al analizar el riesgo biológico procedente de una contaminación con bacterias, que se pueda
producir por la influencia de un operario se determina que no es un PCC debido a que no podría
tener lugar una contaminación que ponga en riesgo el proceso, pues al estar identificado se
deberá tener el cuidado de no permitir el acceso a operarios enfermos.
d) Recepción de la Fábrica /Pesaje
Analizando los riesgos en esta fase (desprendimiento de objetos personales, y contaminación con
bacterias) se determina que no son PCC pues esta fase no fue específicamente diseñada para
eliminar la probabilidad de estos riesgos; y observando las medidas preventivas se evita una
posible contaminación en niveles inaceptables.
e) Bodega de materias primas
Al analizar el riesgo químico procedente de una concentración inadecuada de etileno, se
determina que no es un PCC, debido a que no podría tener lugar una contaminación que ponga en
riesgo el proceso, pues al estar identificado, con tan solo aplicar la medida preventiva se evita
cualquier posibilidad de riesgo.
Al analizar el riesgo químico procedente de una concentración inadecuada de oxigeno en el
ambiente, se determina que no es un PCC, debido a que no podría tener lugar una contaminación
que ponga en riesgo el proceso, pues al estar identificado y aplicando la medida preventiva se
evita cualquier posibilidad de riesgo.
Al analizar el riesgo físico dado por un control inadecuado de la temperatura, se determina que
no es un PCC, debido a que no podría tener lugar una contaminación que ponga en riesgo el
proceso, pues al estar identificado, con tan solo aplicar la medida preventiva se evita cualquier
posibilidad de riesgo.
f) Molienda

62
Al analizar el riesgo físico por un desprendimiento de objetos personales y la prohibición del uso
de batas que posean botones y bolsillos, se determina que no es un PCC, pues al estar
identificado, y solo aplicando la medida preventiva se evita cualquier posibilidad de riesgo a
niveles inaceptables.
g) Mezcla
Al analizar el riesgo físico procedente de una mala dosificación de los diversos componentes, se
determina que es un PCC, debido a que esta fase está diseñada específicamente para reducir la
probabilidad de presentación de problemas durante la posterior etapa de hidrólisis.
Al analizar el riesgo químico por una contaminación con residuos de detergentes, se determina
que no es un PCC, debido a que no podría tener lugar una contaminación que ponga en riesgo el
proceso; pues al estar identificado el riesgo, con tan solo aplicar la medida preventiva se evita
cualquier posibilidad de contaminación.
h) Hidrólisis Enzimática
Al analizar el riesgo químico de una incompleta transformación del almidón a azúcares simples,
de determinó que es un PCC, debido a que la fase esta exclusivamente diseñada para eliminar o
reducir la probabilidad de la no transformación completa de los almidones en azúcares simples.
Al analizar el riesgo físico procedente de un mal control de temperatura, se determinó que no es
PCC, debido a que no podría tener lugar una contaminación que ponga en riesgo el proceso; pues
al estar identificado el riesgo, con tan solo aplicar la medida preventiva se evita cualquier
posibilidad de alteración en el proceso.
Al analizar el riesgo químico procedente de un inadecuado pH se determino que no es un PCC,
pues al aplicar la medida preventiva para este riesgo no da lugar a que se produzca un riesgo a
niveles inaceptables.
i) Fermentación
Al analizar el riesgo químico provocado por un valor inadecuado del pH, se determino que es un
PCC, debido que esta fase no está diseñada para eliminar el riesgo y por lo tanto podría tener
lugar una inadecuada concentración del pH hasta un nivel inaceptable, y este riesgo no se
eliminaría en una fase posterior.

63
Al analizar el riesgo físico provocado por una deficiente concentración (dosificación) de enzimas,
se determino que no es un PCC, debido a que con la aplicación de la medida preventiva, no da
lugar a que se produzca el error.
j) Destilación
Al analizar el riesgo físico producido por una deficiente presión y temperatura de la caldera, se
determina que no es un PCC, debido a que con la aplicación de la medida preventiva, no da lugar
a que se produzca el error.
i) Envasado
Al analizar el riesgo físico dado por un inadecuado control de la temperatura, se determina que no
es un PCC, debido a que aplicando la medida correctiva, no da lugar a que se produzca el riesgo.
Al analizar el riesgo físico dado por un inadecuado control de la calidad del aire, se determinó que
no es un PCC, pues con la aplicación de la medida preventiva se reduce considerablemente la
posibilidad de contaminación.
Al analizar el riesgo físico dado por un inadecuado control de la humedad relativa, se determinó
que no es un PCC, debido a que con la aplicación de la medida preventiva se reduce
considerablemente la posibilidad de contaminación hasta niveles inaceptables.
Al analizar el riesgo biológico producido por plagas se determinó que no es un PCC, debido a que
con la aplicación de la medida preventiva se reduce considerablemente la posibilidad de
contaminación.
5) Establecimiento de los Límites de Tolerancia
a) Transporte
El nivel de objetivo o tolerancia establecido para esta medida preventiva, (inspección previa al
embalaje y colocación del material protector) es la ausencia de plagas.
El nivel de objetivo o tolerancia establecido para esta medida preventiva, (sumergir el tubérculo
en la fase de limpieza o lavado) está dado hacia la ausencia de madera y demás residuos.
b) Limpieza lavado escurrido
El nivel de objetivo o tolerancia establecido para esta medida preventiva, (correcta operación de
lavado) es la eliminación de la tierra adherida.

64
c) Operación de Selección
El nivel de objetivo o tolerancia establecido para esta medida preventiva, (prohibir el uso de
accesorios y batas con botones y bolsillos), esta dado hacia la ausencia de objetos provenientes
por parte del operario.
El nivel de objetivo o tolerancia establecido para esta medida preventiva (provisión de equipos de
protección personal y buena salud del operario), con el fin de evitar contaminación bacteriana,
está dada hacia la buena salud del operario y uso obligatorio del equipo de protección personal.
d) Recepción en la Fábrica /Pesaje
Al presentarse las mismas medidas preventivas que el apartado anterior se establece el mismo
nivel de tolerancia.
e) Bodega de Materias Primas
El nivel de objetivo o tolerancia establecido en esta medida preventiva (concentración del gas
etileno), esta dado por un nivel máximo de 0.05ppm y un nivel mínimo de 0.025ppm de etileno.
El nivel de objetivo o tolerancia establecido en esta medida preventiva (concentración del gas
oxigeno), esta dado por un nivel máximo del 2% de oxigeno.
El nivel de objetivo o tolerancia establecido para esta medida preventiva (control de
temperatura), esta dado por un nivel entre 0-4°C
f) Molienda
El nivel de objetivo o tolerancia establecido en esta medida preventiva (prohibición de accesorios
por parte de los operarios, junto con el uso de batas que posean botones y bolsillos), esta dado
hacia la ausencia de objetos desprendidos.
g) Mezcla
El nivel de objetivo o tolerancia establecido en esta medida preventiva (realización de correcta
operación de dosificación), está dada hacia cumplir especificaciones de mezcla: 1 kg de pasta de
camote por cada 6 litros de líquido, adicionando el 1% de malta
El nivel de objetivo o tolerancia establecido en esta medida preventiva (abundante lavado con
agua a presión), está dada hacia la eliminación de residuos de detergente.
h) Hidrólisis Enzimática
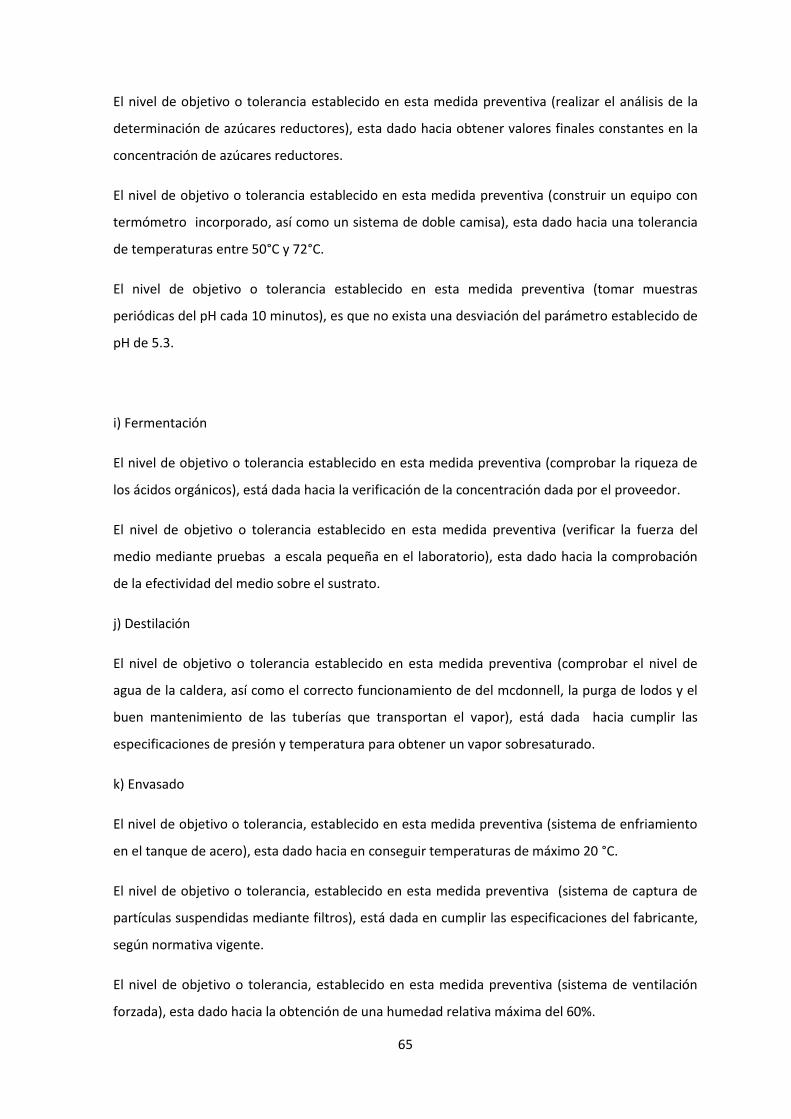
65
El nivel de objetivo o tolerancia establecido en esta medida preventiva (realizar el análisis de la
determinación de azúcares reductores), esta dado hacia obtener valores finales constantes en la
concentración de azúcares reductores.
El nivel de objetivo o tolerancia establecido en esta medida preventiva (construir un equipo con
termómetro incorporado, así como un sistema de doble camisa), esta dado hacia una tolerancia
de temperaturas entre 50°C y 72°C.
El nivel de objetivo o tolerancia establecido en esta medida preventiva (tomar muestras
periódicas del pH cada 10 minutos), es que no exista una desviación del parámetro establecido de
pH de 5.3.
i) Fermentación
El nivel de objetivo o tolerancia establecido en esta medida preventiva (comprobar la riqueza de
los ácidos orgánicos), está dada hacia la verificación de la concentración dada por el proveedor.
El nivel de objetivo o tolerancia establecido en esta medida preventiva (verificar la fuerza del
medio mediante pruebas a escala pequeña en el laboratorio), esta dado hacia la comprobación
de la efectividad del medio sobre el sustrato.
j) Destilación
El nivel de objetivo o tolerancia establecido en esta medida preventiva (comprobar el nivel de
agua de la caldera, así como el correcto funcionamiento de del mcdonnell, la purga de lodos y el
buen mantenimiento de las tuberías que transportan el vapor), está dada hacia cumplir las
especificaciones de presión y temperatura para obtener un vapor sobresaturado.
k) Envasado
El nivel de objetivo o tolerancia, establecido en esta medida preventiva (sistema de enfriamiento
en el tanque de acero), esta dado hacia en conseguir temperaturas de máximo 20 °C.
El nivel de objetivo o tolerancia, establecido en esta medida preventiva (sistema de captura de
partículas suspendidas mediante filtros), está dada en cumplir las especificaciones del fabricante,
según normativa vigente.
El nivel de objetivo o tolerancia, establecido en esta medida preventiva (sistema de ventilación
forzada), esta dado hacia la obtención de una humedad relativa máxima del 60%.

66
El nivel de objetivo o tolerancia, establecido en esta medida preventiva (control de plagas), esta
dado hacia la ausencia de las mismas.
6) Establecimiento de medidas de vigilancia
a) En la etapa de limpieza lavado escurrido, se determinó que el desprendimiento de la tierra
adherida debe ser controlado como PCC, por tanto la medida de vigilancia es:
Un control visual exhaustivo mientras se produce el lavado con aspersores, para verificar, el
correcto desprendimiento o separación de las partículas adheridas.
b) En la etapa mezcla, se determinó que una mala dosificación de los diversos componentes,
debe ser controlado como un PCC, por lo que la medida de vigilancia a tomar es:
Calibración de los equipos de pesaje y material volumétrico.
c) En la etapa de Hidrólisis Enzimática se determinó que una incompleta transformación del
almidón a azúcares simples, debe ser controlado como PCC, por lo que la medida de vigilancia a
tomar es:
Validación del método para determinar la concentración de azúcares reductores.
d) En la etapa de fermentación se determinó que un valor inadecuado del pH debe ser controlado
como un PCC, por lo que las medidas de vigilancia a tomar son:
1) Calibración del potenciómetro.
2) Control periódico del pH en el sustrato.
7) Medidas correctivas
a) Para el PCC, en la operación de limpieza lavado y escurrido, cuyo límite de tolerancia es la
ausencia de tierra adherida se tendrán las siguientes medidas correctivas cuando llegue a estar
fuera de sus límites establecidos:
1) Repetición de la operación hasta la consecución del objetivo.
2) Inspección /cambio del agua de lavado.
b) Para el PCC, en la operación de mezcla cuyo límite de tolerancia esta dado a cumplir las
especificaciones de mezcla, se tendrán las siguientes medidas correctivas cuando llegue a estar
fuera de sus límites establecidos:
1) Determinar cuál de los componentes ha sido mal dosificado.

67
2) Restablecimiento mediante cálculos de las dosis adecuadas.
c) Para el PCC, en la etapa de Hidrólisis Enzimática, cuyo límite de tolerancia es obtener valores
constantes en la determinación de azúcares reductores, lo cual nos indica que se ha realizado una
total conversión del almidón a monosacáridos, se llegaran a aplicar la siguiente medida correctiva
cuando llegue a estar fuera de los límites establecidos:
Permitir que continúe el proceso de hidrólisis hasta obtener valores constantes que nos indican
la transformación total del almidón en azúcares simples.
d) Para el PCC, en la etapa de fermentación cuyo límite de tolerancia esta dado hacia la
verificación de la concentración de los ácidos orgánicos emitida por el fabricante, con lo cual
partimos de concentraciones conocidas para realizar cálculos exactos que nos permitan corregir
el pH hasta el valor recomendado en el proceso tecnológico, se llegaran a aplicar las siguientes
medidas correctivas en el caso de ocurrir desviaciones:
1) Cuando la concentración del acido se encuentre fuera de lo establecido se procederá al
rediseño del cálculo, utilizando las nuevas concentraciones.
2) Dar aviso a la casa comercial.
3) Si una vez obtenido el valor del pH del sustrato, sujeto a fermentación, se llegara a determinar
un valor mayor a 4.5, y menor de 4, se tomaran las medidas correspondientes para diluir o
concentrar el sustrato.
8) Sistema de registro y documentación
a) En la etapa de limpieza lavado escurrido se hará constar un registro que poseerá la siguiente
información:
Fecha, hora, # lote, producto, resultado de la operación, desviaciones observadas, medidas
correctivas adoptadas, resultados de las mismas y firma del responsable.
b) En la etapa de mezcla se hará constar un registro con los siguientes datos:
Calibración de equipos y material volumétrico, hora, fecha, # lote, operación de pesaje, resultado
de la operación, medidas correctoras adoptadas y resultados de las mismas.
c) En la etapa de Hidrólisis Enzimática, se hará constar un registro que poseerá la siguiente
información:
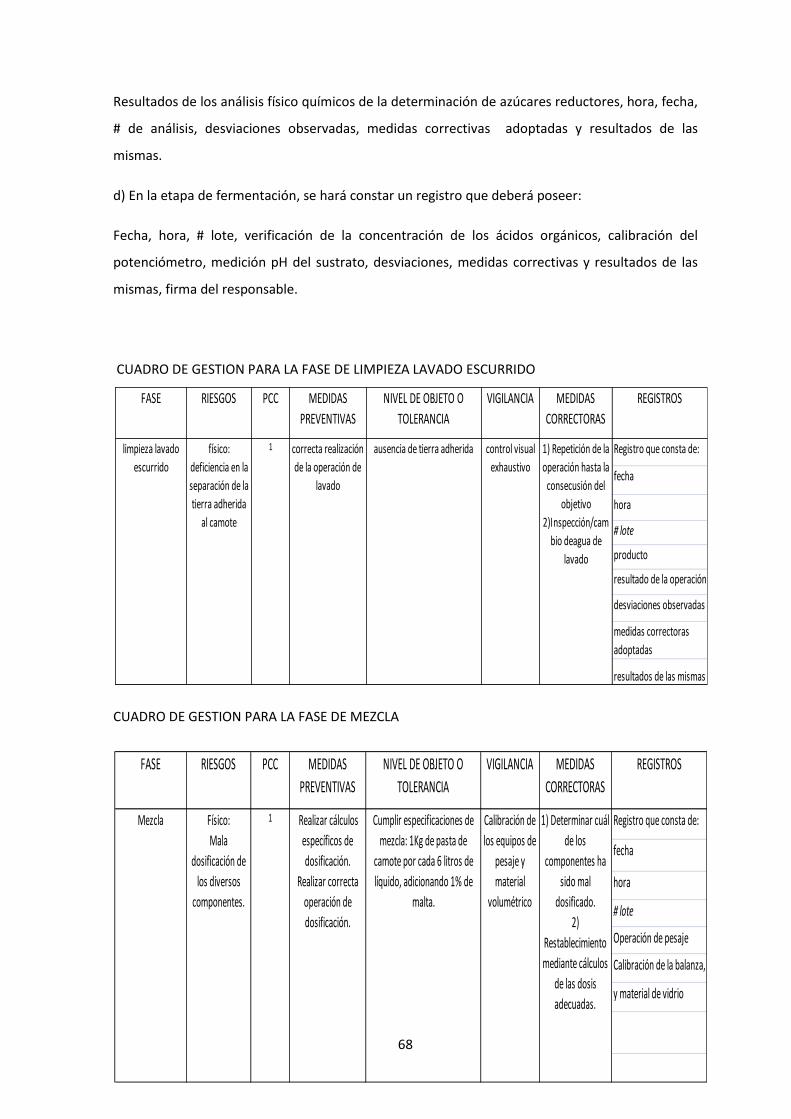
68
Resultados de los análisis físico químicos de la determinación de azúcares reductores, hora, fecha,
# de análisis, desviaciones observadas, medidas correctivas adoptadas y resultados de las
mismas.
d) En la etapa de fermentación, se hará constar un registro que deberá poseer:
Fecha, hora, # lote, verificación de la concentración de los ácidos orgánicos, calibración del
potenciómetro, medición pH del sustrato, desviaciones, medidas correctivas y resultados de las
mismas, firma del responsable.
CUADRO DE GESTION PARA LA FASE DE LIMPIEZA LAVADO ESCURRIDO
CUADRO DE GESTION PARA LA FASE DE MEZCLA
FASE RIESGOS PCC VIGILANCIA REGISTROS
Registro que consta de:
fecha
hora
# lote
producto
resultado de la operación
desviaciones observadas
resultados de las mismas
control visual
exhaustivo
1) Repetición de la
operación hasta la
consecusión del
objetivo
2)Inspección/cam
bio deagua de
lavado
MEDIDAS
CORRECTORAS
NIVEL DE OBJETO O
TOLERANCIA
medidas correctoras
adoptadas
ausencia de tierra adherida
MEDIDAS
PREVENTIVAS
limpieza lavado
escurrido
físico:
deficiencia en la
separación de la
tierra adherida
al camote
1 correcta realización
de la operación de
lavado
FASE RIESGOS PCC VIGILANCIA REGISTROS
Registro que consta de:
fecha
hora
# lote
Operación de pesaje
Calibración de la balanza,
y material de vidrio
Calibración de
los equipos de
pesaje y
material
volumétrico
1) Determinar cuál
de los
componentes ha
sido mal
dosificado.
2)
Restablecimiento
mediante cálculos
de las dosis
adecuadas.
MEDIDAS
CORRECTORAS
NIVEL DE OBJETO O
TOLERANCIA
Cumplir especificaciones de
mezcla: 1Kg de pasta de
camote por cada 6 litros de
líquido, adicionando 1% de
malta.
MEDIDAS
PREVENTIVAS
Mezcla Físico:
Mala
dosificación de
los diversos
componentes.
1 Realizar cálculos
específicos de
dosificación.
Realizar correcta
operación de
dosificación.

69
CUADRO DE GESTION PARA LA FASE DE FERMENTACION
CUADRO DE GESTION PARA LA FASE DE HIDRÓLISIS ENZIMATICA
FASE RIESGOS PCC VIGILANCIA REGISTROS
Registro que consta de:
fecha
hora
# lote
Desviaciones observadas
Medidas correctoras
observadas
Validación del
método para
determinar la
concentración
de azucares
reductores.
Permitir que
continúe el
proceso de
hidrólisis hasta
obtener valores
constantes que
nos indican la
transformación
total del almidón
en azucares
simples.
MEDIDAS
CORRECTORAS
NIVEL DE OBJETO O
TOLERANCIA
Niveles de concentración
constantes en azucares
reductores
MEDIDAS
PREVENTIVAS
Hidrolisis
Enzimatica
Químico:
Una incompleta
transformación
del almidón a
azucares
simples.
1 Análisis para la
determinación de
azucares
reductores.
FASE RIESGOS PCC VIGILANCIA REGISTROS
Registro que consta de:
fecha
hora
# lote
Verificación de la
concentración de los
ácidos orgánicos.
Calibración del
potenciómetro.
Medición del pH del
sustrato.
desviaciones.
Medidas correctoras y
resultados de las
mismas.
Firma del responsable.
Calibración del
potenciómetro
.
Control
periódico del
pH en el
sustrato.
1) Si la
concentración del
acido se encuentra
fuera de lo
establecido se
procede al
rediseño del
cálculo, utilizando
las nuevas
concentraciones
2) Dar aviso a la
casa comercial
3) Al detectar
valores de pH
mayores a 4.5 o
menores a 4 se
diluye o concentra
el sustrato.
MEDIDAS
CORRECTORAS
NIVEL DE OBJETO O
TOLERANCIA
Verificación de la
concentración de los ácidos
orgánicos dados por el
proveedor.
MEDIDAS
PREVENTIVAS
Fermentación Químico:
Valor
inadecuado del
pH.
1 Comprobar la
riqueza de los
ácidos orgánicos
utilizados para
realizar la
corrección.

70
TRAZABILIDAD
Definición de trazabilidad.- Según la Comunidad Europea en el Artículo 3 del reglamento
N°178/2002, menciona a la trazabilidad como ¨La posibilidad de encontrar y seguir el rastro, a
través de todas las etapas de producción, transformación y distribución, de un alimento, un
pienso, un animal destinado a la producción de alimentos o una sustancia destinada a ser
incorporada en alimentos o piensos o con posibilidad de serlo.¨
Según la norma ISO 9000:2000, la trazabilidad es la capacidad para seguir la historia o la ruta de
un producto, sus componentes o información asociada, desde el origen hasta el punto de destino
y viceversa.
Según el Codex Alimentarius, es la capacidad de seguir el desplazamiento de un alimento a través
de una o más etapas, especificadas desde la producción transporte, y distribución.
Es decir, los objetivos de la trazabilidad se basan en las medidas de gestión de riesgos de
inocuidad alimentaria. En las mismas se recalca la importancia de contar con un manual de
procedimientos que permita un rápido retiro de los alimentos del mercado, en caso de que estos
se encuentren contaminados, de tal forma que se minimice el riesgo a los consumidores.
Aspectos específicos de la Trazabilidad En el presente trabajo se desarrollara un plan de trazabilidad interna, cuyo ámbito de aplicación
está definido desde el ingreso de materia prima hasta el almacenamiento del producto final.
Se han considerado los siguientes factores:
Datos del Proveedor.- En los mismos deberá constar información pertinente del responsable, que
nos permita, en caso de ser necesario contactarlo. Información tal como: nombre, dirección,
teléfono, fax, correo electrónico; y en caso de no poder localizarlo los datos de un sustituto que
actué, del cual se indicara el parentesco. A cada proveedor se le asignara un código de
identificación.

71
Ejemplo:
CODIGO 24024
Nombres Felipe Arturo Teléfono 2837332
Apellidos Jadán Piedra Fax 2845620
Dirección Av. Américas Email: [email protected]
Nombres Juan Pablo Parentesco Compañero de trabajo
Apellidos Cárdenas Ávila Teléfono 2894562
Dirección Circunvalación Email [email protected]
Cuadro: Datos del Proveedor.
Datos de ingreso e identificación de la Materia Prima.- La misma constara del código del
proveedor, tipo de producto, sus características bromatológicas, físicas y organolépticas
aplicables; además de su origen, fecha de ingreso, hora, y un apartado para observaciones en caso
de ser necesario.
A todo esto se le otorga una identificación la que se sugiere a continuación:
Identificación de Productos
Identificación de la Materia Prima
Las materias primas a ser analizadas serán las batatas y el maíz y el agua.
Identificación Materias Auxiliares
Las materias auxiliares a ser analizadas serán enzimas, la levadura, así como la glucosa para la
preparación del medio.
Identificación de Producto Terminado
Sera el bioalcohol al 95%
Criterios de Identificación Para la identificación de la materia prima se utilizara códigos tanto para el camote, maíz y el agua.
El código para el camote será: BT-(fecha de elaboración: día/mes/ año).
El código del maíz será: MZ-(fecha de elaboración: día/mes/ año).
El código para el agua que entrara en contacto con el alimento será MH:( fecha de elaboración:
día/mes/año).

72
Para la identificación de materias auxiliares utilizaré códigos para las enzimas, la levadura y la
glucosa.
El código para identificación de la enzima ᾳ amilasa será: AF-(fecha de utilización: día/mes/año).
El código para la identificación de la enzima beta amilasa será: BA-(fecha de utilización:
día/mes/año).
El código para la identificación de la S. cerevisiae Safwhisky M-1 será: SCM1- (fecha de utilización:
día/mes/año).
El código para la identificación de la solución de glucosa al 10% será: G10 (fecha de utilización:
día/mes/año).
El código para la identificación del producto terminado (bioalcohol al 95%) el código será: BA 95 -
(fecha de utilización: día/mes/año).
Código Producto BT-dd/mm/aa.
Código del Proveedor
Fecha/hora
TIPO: IPOMEA BATATAS LAM
Características
Bromatológicas:
Grados de madurez
Herida presentes en la piel
Resistencia al corte y a la penetración
Características
Organolépticas
Color
Textura
Tamaño
Origen
Peso
Observaciones
Cuadro: Identificación de batata
Código Producto MZ-dd/mm/aa.

73
Código del Proveedor
Fecha/hora
TIPO: MAIZ
Características
Bromatológicas:
% de Humedad
Características
Organolépticas
Color
Textura
Tamaño
Origen
Peso
Observaciones Libre de plagas
Cuadro: Identificación de maíz.
Código Producto MH-dd/mm/aa.
Código del Proveedor
Fecha/hora
TIPO: Agua de proceso
Características
Bromatológicas Físicas
químicas:
pH
Dureza
Alcalinidad de las aguas
Cloro Residual
Características
Organolépticas
Color
Olor
Sabor
Aspecto
Origen
Observaciones
Cuadro: Identificación del agua que entra en contacto con el alimento.

74
Código del Producto AF-dd/mm/aa.
Código del Proveedor
Fecha/hora
TIPO: Enzima ᾳ amilasa
Características Alto poder catalítico
Especificidad
Capacidad para regular su capacidad catalítica mediante
diversos compuestos de origen natural.
Origen Casa comercial
Observaciones
Cuadro: Identificación de la enzima alfa amilasa
Código del Producto BA-dd/mm/aa.
Código del Proveedor
Fecha/hora
TIPO: Enzima beta amilasa
Características Alto poder catalítico.
Especificidad.
Capacidad para regular su capacidad catalítica mediante
diversos compuestos de origen natural.
Origen Casa comercial
Observaciones
Cuadro: Identificación de la enzima beta amilasa.
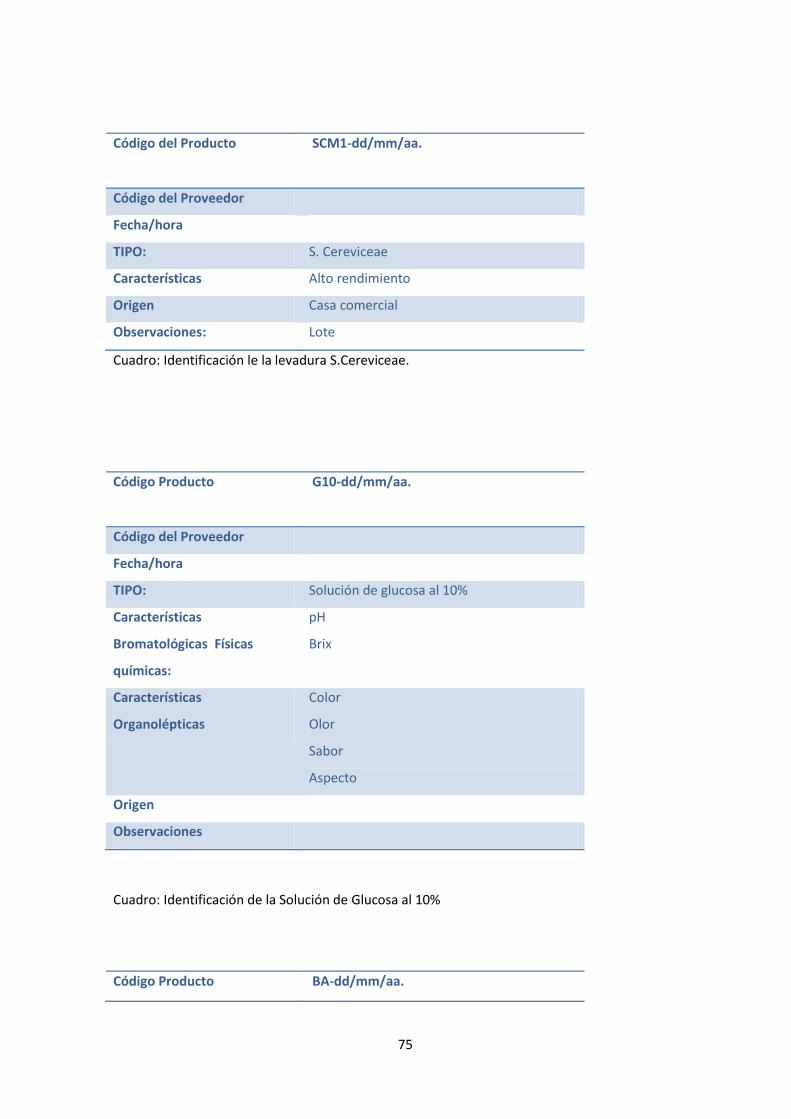
75
Código del Producto SCM1-dd/mm/aa.
Código del Proveedor
Fecha/hora
TIPO: S. Cereviceae
Características Alto rendimiento
Origen Casa comercial
Observaciones: Lote
Cuadro: Identificación le la levadura S.Cereviceae.
Código Producto G10-dd/mm/aa.
Código del Proveedor
Fecha/hora
TIPO: Solución de glucosa al 10%
Características
Bromatológicas Físicas
químicas:
pH
Brix
Características
Organolépticas
Color
Olor
Sabor
Aspecto
Origen
Observaciones
Cuadro: Identificación de la Solución de Glucosa al 10%
Código Producto BA-dd/mm/aa.

76
Código del Proveedor
Fecha/hora
TIPO: Bioalcohol 95%
Características
Bromatológicas:
Grado GL
Acidez Total
Acidez Fija
Acidez Volátil
Determinación Acido Cianhídrico
Cenizas
Características
Organolépticas
Color
Olor
Aspecto
Origen
Observaciones
Cuadro: Identificación de Bioalcohol al 95%
CONTROL DE MATERIAS PRIMAS Dada la importancia de la calidad de las materias primas estas deberán cumplir con unas
especificaciones básicas para su procesamiento.
En la etapa de cosecha en las batatas se producen heridas inevitables en diversos grados, estas
heridas predisponen a las raíces a la infección por organismos de putrefacción y al arrugamiento
por pérdida de agua.
Sin embargo mediante un tratamiento adecuado de las raíces por 10 a 15 días a 30° C, con una
humedad relativa del 85% que se llama ¨curado¨, se producen capas de células corchosas
protectoras bajo la superficie de la herida, que inhiben la entrada de los organismos de
putrefacción y retardan las pérdidas de agua.
La conservación posterior del camote puede efectuarse a una temperatura entre 13 o 15°C a 85%
de humedad relativa hasta por 6 meses, conservando el producto con un buen aspecto.
El camote así ¨curado¨ esta menos expuesto al daño por el frío que los no curados.
Se puede aplicar el criterio de un controlador por atributos, en lo relacionado con lo
organoléptico, teniendo presente que cuando mayor sea la calidad menor será el número de
77
defectos aceptados. Cuando se comprueban tipos de defectos que se repiten, deberá registrarse
la frecuencia de ocurrencia de cada defecto y la fracción defectuosa del producto; de esta forma
se puede reconocer el defecto más significativo, y se puede iniciar un proyecto adecuado para
corregir la causa del defecto.
La determinación de la calidad en esta fase se efectúa por la apreciación de sus caracteres
organolépticos por expertos, o bien por determinaciones reológicas (resistencia al corte, a la
penetración, etc.).
En el control de materias primas se incluye el examen del agua, el tratamiento de la misma y la
conducción de aguas residuales.
En la fábrica de productos alimenticios se emplean las siguientes clases de aguas:
- Agua que entra en contacto con el producto.
-Agua de enfriamiento.
-Agua de limpieza.
-Agua para uso humano.
-Agua para calderas.
Las primeras cuatro clases deben cumplir con las normas establecidas para el agua potable. El
agua para calderas debe tener un bajo contenido de minerales. Cuando no es posible abastecerse
de agua de la red municipal, la fábrica deberá de surtirse de agua de manantiales, pozos, ríos, y
lagos. Las aguas superficiales deben tratarse para que alcancen las propiedades requeridas.
Cuando la calidad del agua municipal sea variable, se deberá purificar.
El agua potable debe estar libre, en lo posible de gérmenes que puedan ejercer una influencia
nociva en ella o en el producto.
Requisitos:
pH = 6 – 8
Cuenta total microbiana= < 100 gérmenes/ml.
Gérmenes patógenos= ausentes en 1ml.
Colibacterias= ausentes en 50 ml.

78
La calidad del agua se enfoca desde dos ángulos diferentes interconectados, por un lado se
estipula de condiciones físico-químicos con parámetros tales como propiedades organolépticas,
pH, alcalinidad, dureza, oxigeno disuelto en ella, presencia de materia orgánica, contenido
particular de algunos metales presentes en sales, o de sales en particular, tal es el caso de los
nitratos, nitritos, cloruros.
El exceso de contenido mineral trae una serie de contratiempos, tales como acción nociva sobre
organismos, por ejemplo en la función digestiva, acción dañina sobre suelos de cultivo.
METODOS EMPLEADOS PARA PURIFICACION DEL AGUA QUE ENTRA
EN CONTACTO CON EL PRODUCTO 1) Filtración Gravitacional.- Se emplean filtros de grava, arena, o sílice con partículas de
diferente tamaño a efectos de que al pasar el agua por la cámara produce un
acomodamiento de estas partículas haciendo que las más pequeñas ocupen los
intersticios, dejados por las más grandes formándose así la cámara de filtración que
impide el paso de los sólidos en suspensión.
2) Floculación o Sedimentación.- Conlleva el empleo de reactivos químicos especialmente
sales de aluminio como el sulfato que tiene la propiedad de formar coágulos, o flóculos
que se encarga de cubrir a sustancias extrañas presentes en el agua, llegando a
precipitarlas por efecto de la gravedad, por ejemplo; en una agua es muy factible que
haya bicarbonato de calcio, haciéndola reaccionar con sulfato de aluminio, se suscita la
siguiente reacción:
(SO4)3Al2 + (CO3H)2Ca + H2O SO4Ca + CO2 + H2O +Al OH
3) Ebullición.- Muy recomendada sobre todo a nivel rural porque tiene doble efecto, por un
lado precipitación de sales termoinestables, como los bicarbonatos, y por otro lado la
ebullición garantiza ausencia de microorganismos patógenos.
4) Cloración, Clorificación, Clorinación.- Se emplea cloro como purificador del agua en
calidad de bactericida puesto que se trata un agente oxidante, es decir en algún instante
del proceso elimina el oxigeno que es el verdadero agente germicida, la dosificación del
cloro contempla acción inmediata y una acción residual, o potencial a futuro mediato.
Dureza de las Aguas.- Se dice que el agua es dura cuando disuelve mal el jabón y no cuece
bien las legumbres. Este factor está determinado por la presencia de sales de metales alcalino-
térreos de los cuales los principales son el calcio y el magnesio.

79
Determinación de la Dureza Total.- Tomamos unos 50ml de agua muestra, añadimos
2ml de buffer pH=10, mas 1ml de sulfuro de sodio(o trietanolamina), sobre todo esto el indicador
NET, y procedemos a titular con el EDTA, viraje que se opera entre un color fucsia que pasa al azul
turquesa.
El sulfuro de sodio evita la interferencia de los cationes divalentes tales como hierro, manganeso
y cobalto
Determinación de Dureza Cálcica.- Tomamos 50ml de agua muestra, sobre los que se
adiciona 2ml de sosa 2N, sobre todo esto se adiciona el indicador murexida que se combina con
los iones calcio para dar un complejo rosado. También aquí se recomienda el empleo del sulfuro
de sodio, luego se deja caer desde la bureta la solución de EDTA hasta que aparezca un color
morado
ppmCo3Ca * 0.4= ppm Ca
Determinación de Dureza Magnésica.- Es aquella que obtenemos de restar los
volúmenes de EDTA consumidos en la dureza total y en la cálcica, o sencillamente diferenciando
las ppm de la de la dureza total menos la cálcica. Se puede expresar como carbonato de magnesio
o solo magnesio.
Determinación de Materia Orgánica.- Cuando se hace la determinación del residuo
seco, es posible advertir en el un color amarillento motivado por la existencia de materia
orgánica; cuando el color es parduzco rojizo nos indica la existencia de sales de hierro. Lo
importante de esta determinación estriba en que la presencia de materia orgánica es síntoma de
contaminación agua; a tal punto que la norma fija como máximo 2.5 ppm de oxigeno consumido
que es la forma como se expresa a la materia orgánica.
Para su determinación se recurre a un método indirecto oxidando la muestra de agua con
permanganato de potasio y calculando la cantidad de oxigeno necesario para dicha oxidación.
REACTIVOS:
*Solución 0.01 N de Acido Oxálico.
*Solución 0.01N de permanganato de potasio.

80
*Solución (1 + 3) de acido sulfúrico.
Toda agua puede tener nitritos y/o sulfuros, los mismos que podrían consumir parte del
permanganato empleado en la titulación, por lo que es necesario oxidarlos previamente con el
acido sulfúrico para transformarlos en nitratos y sulfatos respectivamente.
Procedimiento:
Sobre 100ml de agua se adiciona 5ml de la solución de acido sulfúrico, haciendo hervir 5 – 10
minutos ante la posibilidad de que en el agua existan sulfuros o nitritos que serán oxidados a
sulfatos y nitratos respectivamente. Entonces en el agua hirviente agregamos 20ml de la solución
de permanganato y continuamos la ebullición, en caso positivo, es decir en presencia de materia
orgánica, se produce la decoloración del líquido por consumo de permanganato por parte de la
materia orgánica, en cuyo caso y siempre en caliente adicionamos mas permanganato
exactamente medido y continuamos con la ebullición del líquido, si se decolora por segunda vez
será necesaria otra adición de permanganato, caso contrario desde otra bureta se adiciona la
solución de acido oxálico hasta decoloración del excedente de permanganato y un ligero exceso
anotando el volumen para por fin desde la bureta y en ebullición adicionar tanto permanganato
hasta obtener un ligero y persistente color rosa.
CONTROL DE PROCESOS Se lo puede definir como un sistema de inspección, análisis y actuación aplicado a una operación
de producción, de tal forma que por muestreo e inspección de una pequeña cantidad del
producto regularmente producido, se pueda estimar su calidad completa y determinar, si fuere el
caso, que cambios deberán llevarse a cabo en el proceso de elaboración para alcanzar y mantener
el nivel de calidad requerido. Esta definición guarda relación con los modernos sistemas de
Gestión de Calidad, que incluyen el Control de Calidad, los Círculos de Calidad, las Gestiones
Gerencial y Administrativa, etc.
La calidad de la producción tiene forzosamente que ser controlada, como condición indispensable
para garantizar un producto con las características previstas. En la industria de alimentos este
control está estrechamente vinculado con la actividad asociada a los aspectos sanitarios e
higiénicos.

81
Inspección Inspección significa toma de muestra y examen crítico de un producto para determinar su
concordancia con las especificaciones de calidad aplicables. Como resultado de la inspección los
productos pueden ser aceptados o rechazados.
Control Cuando el resultado de la inspección es comunicado a otros para una acción, la calidad puede ser
controlada. Ahora bien si la calidad promedio no es satisfactoria es una indicación de que los
procesos o los equipos necesitan un ajuste. Si el ámbito de la variación de la calidad no es
satisfactorio, es una señal de que el proceso o los equipos no son capaces de producir la calidad
deseada. En estos casos los supervisores de líneas de producción tienen la responsabilidad de
ejecutar los cambios en la operación. Por lo tanto podemos decir que el control de calidad
funciona para evitar que la producción este fuera de las normas de calidad aplicables.
Normas de Muestreo Las muestras para realizar los análisis y controles, deben ser recogidas al azar, en un 1% del total
del lote. Si luego de realizado el control se detectan anormalidades, se puede extender el rastreo,
igualmente al azar, hasta el 10%; y si persiste el problema habría que desechar o reprocesar el
producto.
Al hacer las determinaciones se calcula: el promedio, y el ámbito de variabilidad de cada muestra;
para proceder a realizar una ficha de calidad, cualquier valor promedio o de ámbito que caiga
fuera de los limites tiene que ser explicado y se debe realizar una acción correctiva apropiada para
eliminarla causa de aquellas desviaciones.
Análisis Químicos
Determinación Semi-Cuantitativa de Etanol por la Técnica del Dicromato
de Potasio La técnica del dicromato consiste en tomar 2ml del medio crecido de levaduras (centrifugado a
3200 rpm, durante 30 minutos, y mezclado con 2ml de una solución oxidante de dicromato de
potasio, la mezcla se homogeniza en vortex a 1500 rpm y se calienta en baño maría de 80-85°C. Se
enfría a temperatura ambiente y se lee la absorbancia a 440nm, se interpola en la curva de
calibración, reportando el valor de etanol en g/l en dos tiempos 24 y 48 horas.
Esta prueba también nos puede servir para escoger las mejores levaduras productoras de etanol,
pues es una prueba semicuantitativa.

82
Cromatografía de gases acoplada a espectrómetro de masas Al caldo de cultivo de levaduras se le realiza una determinación por cromatografía de gases
acoplada al espectrómetro de masas, utilizando como gas de arrastre helio y una temperatura del
inyector de 250°C. El fin de esta prueba es comprobar la presencia de etanol en esta etapa del
proceso.
Brix Este ensayo se lo debe realizar como una verificación de la correcta transformación del azúcar en
alcohol durante la etapa de fermentación, debido a que en este punto la concentración inicial de
azúcares (Grados Brix) es alta, y a medida que las levaduras consumen esta fuente de carbono va
disminuyendo paulatinamente hasta detenerse el proceso por la falta de sustrato. Al final
obtendremos un viraje pues la concentración de alcohol será alta vs la concentración de azúcares
reductores que será baja.
Esta determinación se la realiza mediante un refractómetro de azúcares.
El equipo es un instrumento óptico simple, calibrado normalmente para soluciones acuosas de
azúcares reductores. La determinación se realiza colocando unas gotas del mosto en la base del
refractómetro se cierra la tapa superior y observamos a través del visor que nos da directamente
la lectura en una escala que va de 0 a 100 grados Brix.
pH Tiene por objeto establecer el método para determinar la concentración de ion-hidrogeno (pH).
Se utiliza un potenciómetro, o pH meter.
Procedimiento
Si la muestra es liquida se debe preparar homogeneizándola mediante agitación.
Se coloca en un vaso de precipitación aproximadamente 10 ml de muestra preparada, si existen
partículas en suspensión dejar en reposo el recipiente para que el líquido decante por una hora
aproximadamente. Determinar el pH introduciendo los electrodos del potenciómetro en el vaso
que contiene la muestra, cuidando que estos no toquen las paredes del recipiente ni las partículas
sólidas en caso de que existan. El pH considerado normal para las bebidas alcohólicas están entre
3- 4.5
Determinación de la concentración de Azúcares Reductores. Esta determinación se la lleva a cabo en la etapa de hidrólisis, pues nos interesa conocer si el
almidón ha sido convertido en azúcares simples.

83
Se debe primero, valorar; una solución de fehling con una solución de glucosa al 0.5% (p/v), a
partir de la cual se calcula en contenido de azúcares reductores.
Procedimiento.- Se deben verter 5ml de solución de fehling A y 5ml de solución de fehling B en un
erlenmeyer de 250ml con 150ml de agua destilada, agregando perlas de ebullición, para regular la
ebullición, llevándose posteriormente a ebullición sobre la estufa con malla de asbesto durante
1.5-2 minutos. Mientras se va agitando desde una bureta se añade la disolución de glucosa al
0.5% (p/v) hasta que solo quede una coloración azul suave, añadiendo gotas de azul de metileno
al 1% para continuar la valoración. El punto final corresponde al cambio de coloración de azul de
metileno a rojo ladrillo.
La determinación se debe repetir hasta que los resultados no difieran en ± 0.2 ml.
Se valora mediante la siguiente ecuación:
T= gramos de glucosa empleados para titular la solución de fehling.
Pg= Peso de glucosa empleado para preparar la solución patrón, en gramos.
Vg= Volumen del patrón (titulante) para producir el viraje en la solución de fehling en ml.
Valoración de la Muestra
En un erlenmeyer se agrega 5ml de la solución A, 5ml de la solución B, de fehling, 150ml de agua
destilada, y unas perlas de vidrio. Procediéndose como se indico en el apartado anterior, pero
empleando como titulante el filtrado recogido de las muestras en estudio.
Calculo de Azúcares Reductores
El volumen de muestra y los gramos de solución de glucosa gastados para titular la solución de
fehling son equivalentes.
Azúcares reductores expresados en gramos de glucosa de producto:
84
T= gramos de glucosa empleados para titular la solución de fehling.
V= volumen gastado de la muestra problema.
Cálculo de la Gravedad Específica Una vez terminada la destilación y completado el volumen de destilado se procede a determinar
la gravedad especifica o peso especifico, por el método del picnómetro para lo cual se utiliza un
picnómetro vacio limpio y seco. En este producto la densidad será menor a 1 por no tener
aditivos, el alcohol volatiliza.
Picnómetro
Procedimiento
Se llena de agua a 20°C y se pesa. Se desocupa el picnómetro se lava varias veces con pequeñas
cantidades del destilado, llenándolo con el destilado a que debe encontrarse a 20°C y volviéndolo
a pesar para obtener el peso del destilado.
Cálculo de la Gravedad específica
Se calcula con la siguiente fórmula:

85
CONTROL DEL PRODUCTO TERMINADO (CONTROL DE
CONSERVACION DEL PRODUCTO)
Objetivo Establecer una metodología para verificar que el producto cumple con los requisitos especificados
y la manera como se documentan los resultados.
Asegurar que los productos sean liberados por personal autorizado, una vez complementadas
satisfactoriamente las verificaciones y pruebas establecidas cumpliendo la documentación
correspondiente.
Grado Alcohólico Se lo mide con el alcoholímetro, se coloca la solución en una probeta y se gira el alcoholímetro,
evitando que el mismo toque las paredes de la probeta. Obtenemos la concentración en grados
Gay Lussac.
Grado alcohólico es el volumen de alcohol etílico, (etanol) contenido en 100cm3 de solución, la
medición correcta se lleva a 15 °C.
El resultado fue alcohol del 96%.
86
DETERMINACION DEL GRADO ALCOHOLICO UTILIZANDO EL ALCOHOLIMETRO
Acidez Total Por la naturaleza de las bebidas se debe hacer una acidez, total, fija, y volátil, esto debido a la
presencia de ácidos fijos y volátiles.

87
La acidez total.- Para esta determinación se colocan 250ml de agua destilada hervida y
neutralizada, en un matraz erlenmeyer, añadir 25 ml de muestra y 5 gotas de la solución de
fenolftaleína, titular con sosa 0.1 N. Se aplica la siguiente fórmula:
Acidez Fija.- Evaporamos a sequedad 25ml de muestra en baño María, colocamos este volumen en un crisol y
lo llevamos a una estufa con una temperatura de 100 °C durante 30 minutos; luego disolvemos el
residuo con alcohol neutro, después lo pasamos a un matraz debe contener 250ml de agua
destilada adicionamos 5 gotas de fenolftaleína y procedemos a titular.
*Se utiliza la misma fórmula para determinar la acidez total.
Acidez Volátil.- Esla diferencia entre la acidez total y la fija.
Cenizas.- Secar en la estufa a 100° C la cápsula vacía durante 30 minutos, dejar enfriar en el
desecador y pesar (m).
Luego pesar en la cápsula, con exactitud una cantidad de muestra alrededor de 5 gramos y
colocar en un baño maría a ebullición durante 30 minutos. Transferir la cápsula a la estufa y
calentar durante 3 horas, luego de este tiempo dejar enfriar la capsula con los sólidos totales en el
desecador (m2).
Colocar la cápsula con los sólidos totales cerca de la puerta de la mufla abierta, y mantenerla unos
pocos minutos para evitar pérdidas por proyección de material, que podría ocurrir si la cápsula se
introduce directamente en la mufla. Introducir la capsula en la mufla hasta obtener cenizas libres
de partículas de carbón (al cabo de 2 o 3 horas), (m3).
Sacar la cápsula, dejar enfriar en el desecador y pesar. Repetir la incineración por periodos de 30
minutos enfriando y pesando hasta peso constante.
Cálculos:

88
C= Cantidad de cenizas en el etanol.
m= masa de la cápsula vacía, en g.
m3= masa de la cápsula con cenizas.
m2= masa de la cápsula con la muestra.
El resultado fue 0.8g/100g de muestra húmeda.
DETERMINACION DE CENIZAS CON LA MUFLA
Extracto Seco Pesar la cápsula vacía, previo desecamiento, (m1).Tomar 50ml de muestra, someter a
calentamiento para eliminar el agua a una temperatura de 90°C, (m2).
Se expresa en
.
ES= (20)*(m2-m1)
El número 20 de la ecuación se lo obtiene estableciendo la siguiente relación:

89
m2= cápsula con muestra
m1= cápsula sin muestra
Determinación de Acido Cianhídrico (HCN) Los reactivos para la determinación son:
Solución 0.02N de nitrato de plata
Solución 0.02N de tiocianato de amonio
Amoniaco d= 0.755 gr/ml
Acido Nítrico al 10%
Solución de alumbre férrico
Procedimiento:
Colocar en un matraz 100ml de muestra alcalinizada fuertemente con el amoniaco, agregar la
solución de nitrato de plata en exceso y anotar el volumen respectivo (precipita), acidular con el
acido nítrico y llevar a volumen de 200ml con agua destilada, dejar en reposo y luego filtrar.
Tomar 100ml del filtrado, nuevamente acidular con acido nítrico y agregar de 2 -3ml de la
solución de alumbre de hierro (indicador), y se procede a titular el exceso de nitrato de plata con
la solución de tiocianato de amonio hasta aparición de un color rosado.
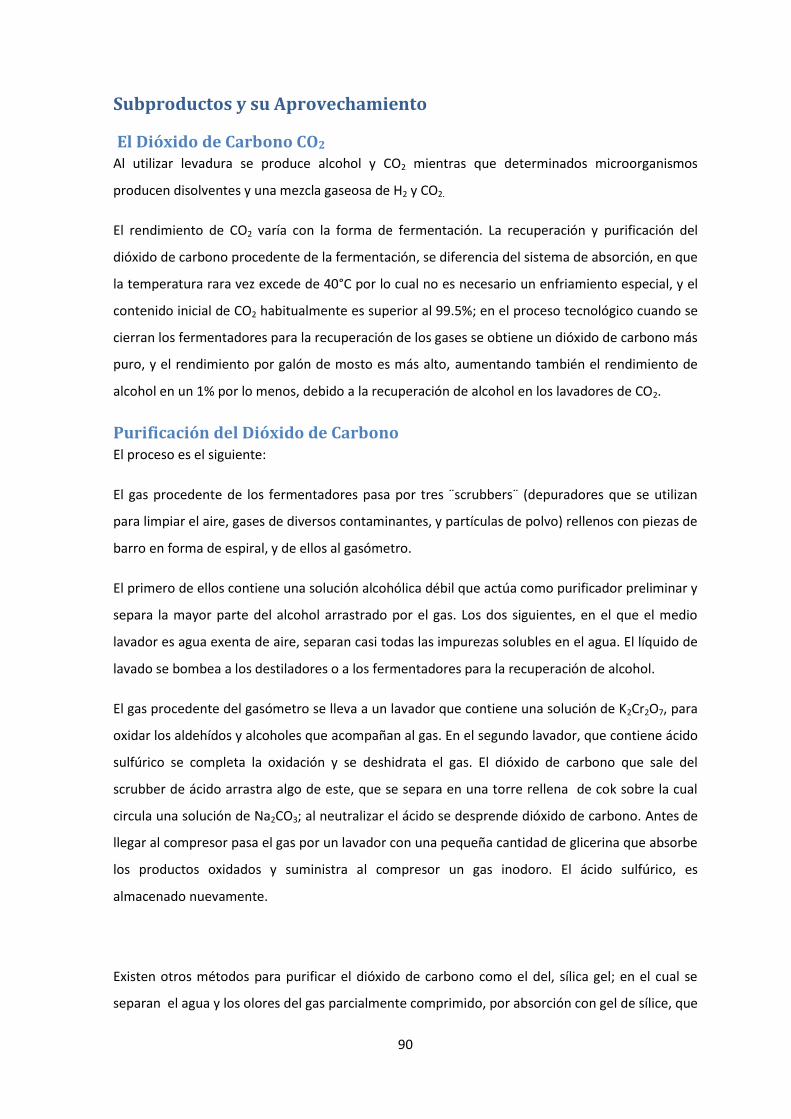
90
Subproductos y su Aprovechamiento
El Dióxido de Carbono CO2 Al utilizar levadura se produce alcohol y CO2 mientras que determinados microorganismos
producen disolventes y una mezcla gaseosa de H2 y CO2.
El rendimiento de CO2 varía con la forma de fermentación. La recuperación y purificación del
dióxido de carbono procedente de la fermentación, se diferencia del sistema de absorción, en que
la temperatura rara vez excede de 40°C por lo cual no es necesario un enfriamiento especial, y el
contenido inicial de CO2 habitualmente es superior al 99.5%; en el proceso tecnológico cuando se
cierran los fermentadores para la recuperación de los gases se obtiene un dióxido de carbono más
puro, y el rendimiento por galón de mosto es más alto, aumentando también el rendimiento de
alcohol en un 1% por lo menos, debido a la recuperación de alcohol en los lavadores de CO2.
Purificación del Dióxido de Carbono El proceso es el siguiente:
El gas procedente de los fermentadores pasa por tres ¨scrubbers¨ (depuradores que se utilizan
para limpiar el aire, gases de diversos contaminantes, y partículas de polvo) rellenos con piezas de
barro en forma de espiral, y de ellos al gasómetro.
El primero de ellos contiene una solución alcohólica débil que actúa como purificador preliminar y
separa la mayor parte del alcohol arrastrado por el gas. Los dos siguientes, en el que el medio
lavador es agua exenta de aire, separan casi todas las impurezas solubles en el agua. El líquido de
lavado se bombea a los destiladores o a los fermentadores para la recuperación de alcohol.
El gas procedente del gasómetro se lleva a un lavador que contiene una solución de K2Cr2O7, para
oxidar los aldehídos y alcoholes que acompañan al gas. En el segundo lavador, que contiene ácido
sulfúrico se completa la oxidación y se deshidrata el gas. El dióxido de carbono que sale del
scrubber de ácido arrastra algo de este, que se separa en una torre rellena de cok sobre la cual
circula una solución de Na2CO3; al neutralizar el ácido se desprende dióxido de carbono. Antes de
llegar al compresor pasa el gas por un lavador con una pequeña cantidad de glicerina que absorbe
los productos oxidados y suministra al compresor un gas inodoro. El ácido sulfúrico, es
almacenado nuevamente.
Existen otros métodos para purificar el dióxido de carbono como el del, sílica gel; en el cual se
separan el agua y los olores del gas parcialmente comprimido, por absorción con gel de sílice, que
91
se regenera con aire caliente. El proceso de Backhaus emplea carbón activo para los mismos fines,
pero opera con gas sin comprimir. El carbón se regenera calentándolo con gas vapor directo e
indirecto y secándolo finalmente por aire caliente.
Concentración de CO2
Para la concentración de CO2 se emplean además del carbonato sódico, otros líquidos
absorbentes. El carbonato potásico ofrece otras ventajas sobre el sódico, aunque es más costoso.
Los amino-alcoholes tienen un mayor poder de absorción de CO2 y una fácil reversibilidad de esta
absorción. En particular la monoetanolamina, tiene importancia industrial por su gran poder de
absorción de CO2, se emplea en solución acuosa entre el 10 y el 20%.
Se utilizan soluciones acuosas de monoetanolamina, para la absorción del CO2 de los gases de
combustión como un paso en la fabricación del CO2 líquido; en un c aso especial cuando el CO2 ha
de separarse de SH2 se emplea una solución acuosa de dietanolamina. En algunos casos soluciones
de monoetanolamina y etilenoglicol, operan separando CO2 y deshidratando los gases
simultáneamente.
El CO2 no se separa por completo de las soluciones de monoetanolamina por ebullición a la
presión atmosférica en las instalaciones industriales, quedando un contenido residual de CO2
después de la regeneración que es aproximadamente de 12g de CO2 por litro y por cada unidad
del tanto por ciento de monoetanolamina que contiene la solución. Siendo necesario aumentar la
presión a que se opera hasta unos 3Kg, con el objeto de elevar la temperatura del reactivador
hasta unos 145°C; este CO2 residual puede desprenderse casi completamente de las soluciones de
monoetanolamina por efecto de la temperatura más alta pues disocia el carbonato de
monoetanolamina. En estas condiciones se llega a obtener una separación completa del CO2 y con
un rendimiento de la solución de hasta 99gr de CO2 por litro líquido de lavado.
Con las soluciones de carbonato sódico en condiciones ordinarias la recuperación solo será de un
medio a los dos tercios por cada 25 g, siendo necesario utilizar un tiempo de contacto entre los
gases y la solución de carbonato en el lavador cuatro o cinco veces mayor, requiriéndose
también más calor para liberar el CO2 de la solución. Se necesita menos volumen de absorción
para la amina que para el carbonato, sódico, pero la recuperación es la misma en uno o en otro
caso si la instalación está debidamente proyectada.
Las soluciones de monoetanolamina que se emplean para separar el CO2 del hidrógeno son
habitualmente mas concentradas que las utilizadas para recuperar el CO2 procedente de la
combustión.

92
En el momento actual, una objeción al empleo de las soluciones de monoetanolamina consiste en
su acción corrosiva debida a su oxidación formando glicocola y acido oxálico, compuestos ambos
corrosivos para el hierro.
El dióxido de carbono sólido.- Se fabrica a partir de CO2 líquido. La instalación de
compresión emplea frecuentemente dos grupos de compresores.
Los primarios son maquinas en tres o cuatro etapas que comprimen el gas procedente del
gasómetro hasta una presión de 80Kg. (que es la presión de trabajo ideal). Los gases de retorno
procedentes de las prensas y de los recipientes de expansión, se recomprimen hasta la citada
presión de trabajo en los compresores secundarios que funcionan en dos etapas. El gas
procedente del compresor primario pasa a través de un refrigerante y se condensa, fluyendo en
forma de CO2 líquido al depósito correspondiente. A medida que va siendo requerido por las
prensas se hace pasar el líquido por un tanque de expansión donde se disminuye parcialmente la
presión (a 40Kg), con el objeto que se verifique el enfriamiento preliminar (0°C). Con este
enfriamiento preliminar aumenta el rendimiento de un 25 a un 50%. El gas liberado pasa al
segundo compresor en dos etapas, que lo lleva a la presión de 80Kg y luego a un refrigerante para
condensarlo de nuevo. El CO2 líquido procedente del tanque de expansión se expande finalmente
al entrar a través de una boquilla en la prensa que lleva dos pistones, uno en la parte superior y
otro en la parte inferior.
El ciclo de funcionamiento de la prensa es muy sencillo. Subido el pistón superior y con el inferior
cerrado el fondo de la cámara de expansión, se introduce el CO2 líquido durante cierto tiempo
hasta que se forma bastante nieve. Durante este período el gas formado en la expansión se
conduce desde la cámara a los compresores secundarios. Se corta entonces la alimentación del
líquido y se deja escapar la presión residual en la cámara de expansión al gasómetro. Una vez
llevada a cabo esta operación, baja el pistón superior para comprimir la nieve formando una torta
densa que tiene un peso especifico de 1.5 aproximadamente; sube otra vez y entonces baja el
pistón inferior sobre el cual descansa el bloque acabado.
Descargado el bloque pasa a las mesas de corte y después se envasa y se almacena. En el caso del
CO2, se realiza a veces una purificación especial del gas parcialmente comprimido, mediante un
lavado con solución de KMnO4 secándolo en una torre con cloruro cálcico o con acido sulfúrico.

93
Residuos y su Aprovechamiento En el proceso de producción se emplean tanques en los cuales se lleva a cabo entre otros la
preparación del mosto, la fermentación del camote, y el almacenamiento del producto
terminado, por tratarse de un producto de consumo humano los requerimientos de higiene de los
equipos y de control de calidad son bastante estrictos, es así que estos tanques deben ser lavados
con frecuencia generando una alta cantidad de aguas residuales (ricas en materia orgánica) las
cuales deben ser tratadas antes de su vertimiento. Este tratamiento trae como consecuencia la
generación de lodos. Por otra parte, en la etapa del destilado se acumula en el fondo un líquido
rico también en materia orgánica, conocido como ¨vinazas¨; por lo tanto es posible su
aprovechamiento para la obtención de carbones activados que provienen del tratamiento de los
lodos formados. El proceso y parámetros para obtener los lodos es el siguiente:
Parámetros para la obtención de lodos activados
Parámetros Operacionales Hay unos parámetros operacionales que son característicos del proceso y cuyos rangos se deben
respetar para mantener un óptimo rendimiento, son parámetros que se fijan en el diseño de la
planta:
Carga Másica.- Es la relación entre la carga de materia orgánica que entra en el reactor biológico
al día y la masa de microorganismos existentes en el mismo.
Edad del Fango.- Es la relación entre la masa de fangos existente en la cuba de aireación y la masa
de fangos purgados por unidad de tiempo, días normalmente. Según la edad del fango se tendrá
un cultivo más o menos estable con mayor o menor capacidad de degradar el DBO.
Carga Volumétrica.- Es la relación entre la masa de materia orgánica que entra en el reactor, por
unidad de tiempo, y el volumen de la cuba.
Rendimiento de la Depuración.- Es la relación entre la masa de la materia orgánica eliminada, y la
del influente que entra en el reactor biológico.

94
Parámetros de Control Se basa en la evaluación y actuación sobre determinados factores relacionados entre sí:
Cantidad de Fangos que hay que mantener en el proceso respecto a la Carga Orgánica
Entrante
Para conseguir los rendimientos deseados es fundamental mantener una carga másica
determinada, controlando los Kg de DBO5 que entran en el tratamiento y la concentración de
sólidos en suspensión en el licor mezcla en la cuba.
Decantabilidad de los Fangos en el Clarificador
La decantabilidad puede controlarse mediante el índice volumétrico de fangos o IVF.
Tiempo de Permanencia del Fango Activo en el Decantador Secundario.
El fango del decantador debe extraerse tan pronto como se forme la manta de fangos, cuyo
espesor se recomienda que este comprendido entre 0.3 -1m, esto se controla con el disco Secchi
Concentración de Oxígeno Disuelto en la Cuba de Aireación.
La aportación de O2 a la cuba debe ser suficiente para que los microorganismos puedan respirar y
oxidar la materia orgánica, y debe regularse en función de la carga orgánica que llegue a la cuba.
Lodos Activados Definición.- Los lodos son los productos resultantes de procesos de tratamiento, que se aplican a
las aguas residuales, son una fuente potencial de materia orgánica, y energía, si no se le da un
adecuado manejo representan un grave problema. El lodo extraído y producido en las
operaciones y procesos de tratamientos de aguas industriales generalmente suele ser un líquido,
o líquidos semisólidos, en una proporción del 0.25 al 12% promedio. El lodo es por mucho el
constituyente de mayor volumen eliminado en los tratamientos.
Los lodos separados en el sedimentador primario y aquellos producidos en el tratamiento
biológico, deben ser estabilizados, espesados y desinfectados antes de ser retirados al sitio de
tratamiento.
A continuación se analizan los procesos que se utilizan para reducir el contenido de agua, y
materia orgánica del lodo.
95
Estabilización del Lodo La estabilización del lodo se lleva a cabo para reducir la presencia de patógenos, eliminar posibles
olores desagradables, reducir o eliminar su posible potencial de putrefacción. La supervivencia de
microorganismos patógenos y la proliferación de olores en el lodo se producen cuando se
permiten que los microorganismos se desarrollen sobre la fracción orgánica del mismo.
Los medios de estabilización más eficaces para eliminar el desarrollo de estas condiciones son: La
reducción biológica del contenido de materia volátil; la oxidación química de la materia volátil, la
aplicación de calor con el objeto de desinfectar o esterilizar el lodo.
Las técnicas de estabilización de lodos más recurridas son: la digestión anaerobia, la digestión
aerobia, la estabilización con cal.
Digestión Anaerobia La digestión anaerobia es uno de los procesos más antiguos empleados en la estabilización de
lodos. En este proceso se propicia la degradación de materia orgánica contenida, en ausencia de
oxigeno molecular.
En el proceso de digestión anaerobia, la materia orgánica contenida en la mezcla de lodos
primarios y secundarios se convierte en metano y CO2. . El proceso se lleva a cabo en un reactor
completamente cerrado. Los lodos se introducen en el reactor de forma continua e intermitente,
y permanecen en estos tanques durante periodos de tiempo considerable. Así se obtiene un lodo
estabilizado.
Tipos de Digestores Anaerobios Los dos tipos de digestores más empleados son los de alta y baja carga. En el proceso de
digestión de baja carga, no se suelen calentar ni mezclar el contenido del digestor, los tiempos de
retención varían entre 30 y 60 días.
En los procesos de digestión de alta carga el contenido del digestor se calienta y se mezcla
completamente. El lodo se mezcla mediante recirculación de gas, mezcladores mecánicos,
bombeo o mezcladores con tubos de aspiración y se calienta para optimizar la velocidad de
digestión. El tiempo de retención generalmente es menor a 15 días.
La combinación de estos procesos se conoce como proceso de doble etapa. El primer tanque se
utiliza para la digestión y se equipa con dispositivos para mezclado. El segundo tanque se utiliza
para el almacenamiento y concentración del lodo digerido y para la formación de un
sobrenadante clarificado.
96
Aprovechamiento de Lodos Una vez obtenidos los lodos, (residuos industriales con alto contenido de carbono) se lo puede
procesar para obtener carbones activados. El proceso es el siguiente:
Una vez recolectados los lodos de la planta, son sometidos a un secado para eliminar el exceso de
humedad y posteriormente se lleva a cabo la activación física, que se realiza en dos etapas. La
primera de estas, llamada carbonización, consiste en el calentamiento de la materia prima, bajo
una atmosfera inerte, por ejemplo de gas nitrógeno, que no reacciona con el material
carbonáceo. Durante esta fase se remueven las especies no arbonáceas y se produce una masa
fija de carbono conocida como char. En la segunda fase de este método, llamada activación física,
se le da la estructura porosa a la char, convirtiéndola en un carbón activado. En esta fase, se
utiliza como gas de arrastre bien sea vapor de agua o dióxido de carbono. El rango de
temperaturas empleadas para la activación física oscila entre los 600 y los 1.100°C.
Otro aprovechamiento que se puede tener de este material, es como restaurador de suelos
degradados. Estos fangos tienen altos contenidos de nitrógeno, fósforo y potasio que mejoran las
propiedades de la tierra además de incrementar la población microbiana que favorece la
transformación de la materia orgánica.
Los suelos agrícolas y forestales sufren un desequilibrio en el mantenimiento de niveles estables
de materia orgánica debido a diversas razones: producción intensiva, uso de fitosanitarios,
deforestaciones irracionales, incendios forestales, etc.; ocasionando una disminución de la
fertilidad natural del horizonte superficial, más acentuada en regiones con poca producción de
biomasa, como consecuencia de ello se presentan problemas ambientales, tales como mayor
erosión, poca infiltración, menor capacidad de almacenamiento del agua, dificultad para el
desarrollo radical y deficiente en poblaciones microbianas benéficas.
En este sentido el uso de lodos como fuente de materia orgánica mejora tanto las propiedades
físicas como químicas del suelo agrícola, en cuanto a incrementos en los niveles de materia
orgánica, disminución de la densidad aparente, mayor formación, estabilidad de agregados, y en
el incremento en el tamaño de poros.
La aplicación en las zonas forestales puede acortar el tiempo de aprovechamiento de la madera y
de obtención de productos forestales, debido a que aceleran los ciclos de crecimiento de los
arboles especialmente en suelos con productividad marginal.

97
En los suelos erosionados se determinan las dosis adecuadas de biosólidos, que deben agregarse
a fin de mejorar las condiciones de la tierra y permitir que los cultivos eleven su productividad;
con ello los lodos son aprovechados de manera ecológica.
De las plantas tratadoras se envían los lodos en camiones de volteo a las hectáreas donde se
colocarán. El material debe dejarse secar aproximadamente 8 días, tiempo tras el cual se
incorpora a la tierra mediante el arado mecánico. Se deben realizar controles de metales pesados
como el plomo, el cadmio, cromo, zing, y níquel, tanto en los lodos como en las zonas de siembra
deben vigilarse constantemente para evitar cualquier aumento en la toxicidad de los cultivos. La
posibilidad de contaminar suelos y aguas subterráneas constituye la principal limitante, de ahí que
su uso no puede ser indiscriminado sin una adecuada planeación y supervisión.
Como resultados positivos se ha observado que estos fangos incrementan la altura de las plantas
y el tamaño de los frutos.
Vertidos y su Tratamiento
Acondicionamiento del agua y Tratamiento de las Agua Residuales
Métodos para Acondicionar el Agua.- La purificación y el ablandamiento del agua
pueden realizarse por diferentes procedimientos, el uso al que está destinada determina el
tratamiento a seguir.
Ablandamiento es el término aplicado a aquellos procedimientos encaminados a eliminar o
reducir la dureza del agua. El termino purificación para diferenciar este proceso del anterior, se
refiere generalmente a la eliminación de la materia orgánica y de los microorganismos del agua.
Proceso de Ablandamiento por Zeolitas.- El método más importante para ablandar
el agua es el de las zeolitas o sistema de intercambio de cationes. Zeolita es la denominación que
se aplica a una clase de silicatos de alúmina, hidratados, que contienen iones fácilmente
intercambiables, como el sodio y el potasio. Durante el proceso de ablandamiento los iones Ca y
Mg son separados del agua dura por la zeolita, remplazándose por los iones Na. Cuando la zeolita
se ha transformado totalmente en compuestos de calcio y magnesio, se regenera tratándola con
un exceso de solución salina, restaurándose la zeolita sódica.
La ecuación típica de esta forma de ablandamiento es:
Na2Ze + Ca (HCO3)2 CaZe +2NaHCO3

98
Ze representa una zeolita.
En la regeneración la reacción es:
CaZe + 2NaCl (exceso) Na2Ze+CaCl2
El aparato en donde se lleva a cabo el proceso consiste en un gran tanque cilíndrico cerrado, en
donde se coloca la zeolita sobre grava clasificada por tamaños. A través del tanque se hace
circular el agua que va ha ser ablandada. Como aparatos auxiliares figuran los tanques de
almacenamiento de la sal muera y de la sal.
El lavado y la regeneración pueden verificarse automáticamente o de modo manual. Estos
ablandadores se instalan en las conducciones de agua y operan a la presión de agua que sea
necesaria. Como la capa de zeolita ejerce también una acción filtrante, cualquier sedimento
procedente del agua o de la sal ha de ser lavado mediante un contralavado eficaz. Esta operación
pone en suspensión a la zeolita y la vuelve a clasificar hidráulicamente.
El agua procedente del tratamiento por zeolita tiene una dureza prácticamente igual a cero. En los
casos en que el agua es muy dura conviene tratarla previamente por el método de la cal y seguir
el tratamiento con la zeolita. El método de la cal elimina la dureza de bicarbonatos, mientras que
el tratamiento por zeolitas intercambia los iones Ca y Mg con los iones Na.
Comercialmente se emplean dos tipos de zeolitas (1) un producto tratado, estabilizado y grueso
derivado de la arena verde natural (glauconita), que tiene una capacidad para el intercambio de
bases de 105.000 a 175.000 granos de dureza de carbonato cálcico por m3 y (2) las diversas
zeolitas sintéticas que no son tan gruesas, pero que tienen más capacidad para el intercambio de
bases, el cual llega a ser de 280.000 a 420.000 granos por m3.
La ventaja de los ablandadores de zeolita consiste en que resultan cómodos y suministran un agua
de dureza cero sin necesitar atención ni regulación, aunque el agua varíe de dureza de un día a
otro, mientras no hayan de ser regenerados.
99
Método de Desionización o Desmineralización Son materiales sintéticos para el intercambio de iones que eliminan por completo las sales
disueltas en el agua ordinaria, son una generalización del método de la zeolita; estos productos
pueden dividirse en dos clases: de intercambio de catión y de intercambio de anión.
Intercambio de catión.- Son en su mayor parte de origen orgánico y pueden subdividirse en
materiales orgánicos naturales sulfonados, como carbón de piedra, cok, carbón de madera, lignito
y virutas de madera.
Intercambio de anión.- Son resinas orgánicas sintéticas que contienen grupos sulfónicos activos, y
derivados con mucha frecuencia de las resinas de fenol-formadehido o de poliestireno. Estos
productos contienen un ion hidrogeno intercambiable y pueden utilizarse para eliminar todos los
cationes según la ecuación siguiente:
Ca (HCO3)2+ 2HSO3R Ca (SO3R)2 +2CO2+2H2O
En este caso el acido formado H2CO3 se descompone y puede ser eliminado fácilmente.
En el caso de los bicarbonatos de magnesio y de sodio tendría lugar una reacción análoga. Los
sulfatos y cloruros reaccionan de la siguiente forma:
CaSO4 + 2HSO3R Ca (SO3R)2+H2SO4
NaCl + HSO3R NaSO3 R+ HCL
Estos intercambiadores de catión poseen una capacidad considerable para el intercambio,
llegando a 560.000 granos por m3
El agua acida resulta inconveniente para la mayor parte de las aplicaciones, por ello se debe
neutralizar el efluente del tratamiento de intercambio de catión, o, en caso de requerirse la
desmineralización se hace pasar a través de un material de intercambio de anión son, por lo
general resinas básicas, productos de la condensación de aminas con formaldehido.
Las reacciones, incluída la regeneración puede representarse así:
R`2NR``+HCL R`2N (HCL) R´´
2R`2 N (HCL) R´´+Na3CO3 (exceso) 2R`2NR``+2NaCl+H2O+CO2
El radical R` puede ser hidrogeno.
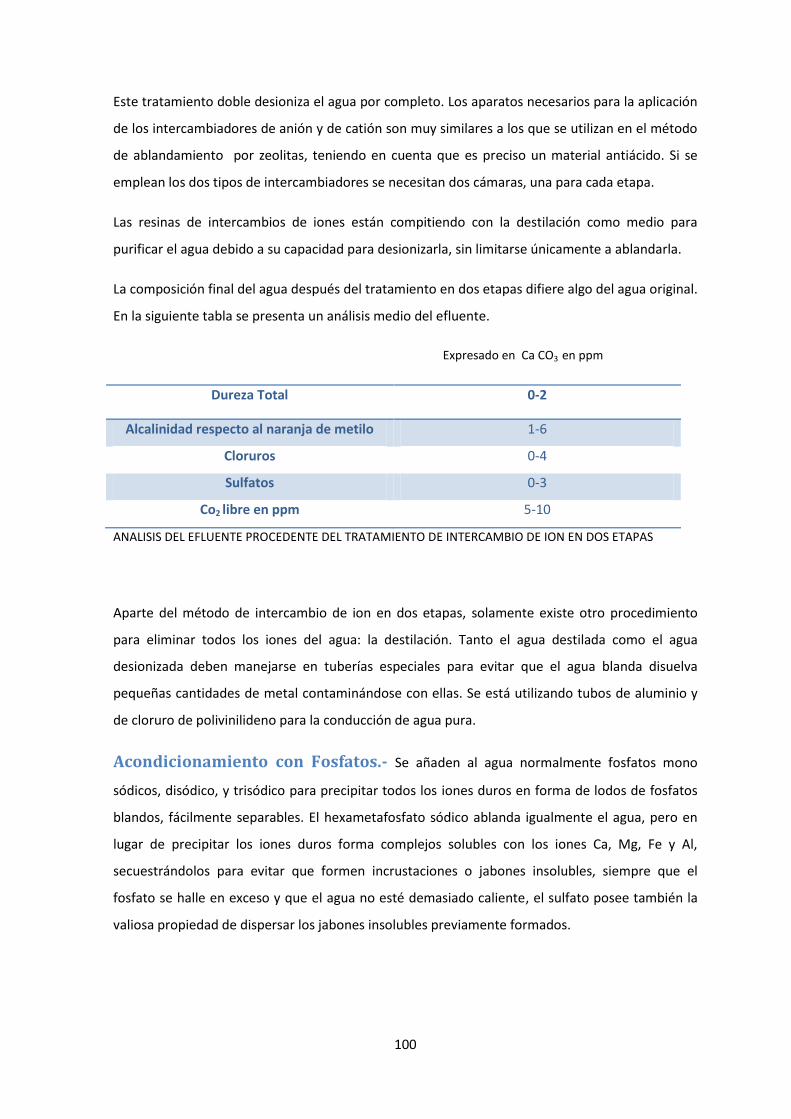
100
Este tratamiento doble desioniza el agua por completo. Los aparatos necesarios para la aplicación
de los intercambiadores de anión y de catión son muy similares a los que se utilizan en el método
de ablandamiento por zeolitas, teniendo en cuenta que es preciso un material antiácido. Si se
emplean los dos tipos de intercambiadores se necesitan dos cámaras, una para cada etapa.
Las resinas de intercambios de iones están compitiendo con la destilación como medio para
purificar el agua debido a su capacidad para desionizarla, sin limitarse únicamente a ablandarla.
La composición final del agua después del tratamiento en dos etapas difiere algo del agua original.
En la siguiente tabla se presenta un análisis medio del efluente.
Expresado en Ca CO3 en ppm
Dureza Total 0-2
Alcalinidad respecto al naranja de metilo 1-6
Cloruros 0-4
Sulfatos 0-3
Co2 libre en ppm 5-10
ANALISIS DEL EFLUENTE PROCEDENTE DEL TRATAMIENTO DE INTERCAMBIO DE ION EN DOS ETAPAS
Aparte del método de intercambio de ion en dos etapas, solamente existe otro procedimiento
para eliminar todos los iones del agua: la destilación. Tanto el agua destilada como el agua
desionizada deben manejarse en tuberías especiales para evitar que el agua blanda disuelva
pequeñas cantidades de metal contaminándose con ellas. Se está utilizando tubos de aluminio y
de cloruro de polivinilideno para la conducción de agua pura.
Acondicionamiento con Fosfatos.- Se añaden al agua normalmente fosfatos mono
sódicos, disódico, y trisódico para precipitar todos los iones duros en forma de lodos de fosfatos
blandos, fácilmente separables. El hexametafosfato sódico ablanda igualmente el agua, pero en
lugar de precipitar los iones duros forma complejos solubles con los iones Ca, Mg, Fe y Al,
secuestrándolos para evitar que formen incrustaciones o jabones insolubles, siempre que el
fosfato se halle en exceso y que el agua no esté demasiado caliente, el sulfato posee también la
valiosa propiedad de dispersar los jabones insolubles previamente formados.

101
Eliminación de la Sílice.- La sílice disuelta no se elimina por ninguno de los métodos
corrientes de ablandamiento de agua, constituye una impureza muy inconveniente en el agua de
calderas de alta presión por formar unas incrustaciones muy tenaces. Se puede eliminar la sílice
por absorción con hidróxido férrico precipitado a partir de sulfato férrico y cal.; sin embargo la
absorción con magnesia o con hidróxido magnésico parece ser preferible por tener mayor
capacidad de absorción y no aumentar la cantidad de sólidos disueltos. Esta eliminación puede
llevarse a cabo conjuntamente con otras etapas del acondicionamiento, como el ablandamiento
por la eliminación de la turbidez.
Desgasificación.- Es necesario eliminar el oxigeno del agua con el objeto de acondicionarla
para que resulte adecuada para fines industriales, resultando en cambio, esta eliminación
innecesaria cuando se trata de aguas urbanas. El oxigeno disuelto acelera la corrosión en muchas
reacciones, dependiendo de las condiciones. Un ejemplo típico es la corrosión del hierro por el
agua, acelerada por el oxigeno, en medio alcalino o neutro. El hierro en contacto con el agua
ejerce una cierta presión de disolución e inicia la oxidación, o reacción anódica:
Fe(s) Fe ++ (aq)+2e
El agua saturada de ordinario con aire a 10°C contiene 8cm3 de oxigeno por litro,
aproximadamente. Este oxigeno se elimina haciendo caer el agua en forma de cascada o
pulverizándola sobre una serie de bandejas contenidas en un tanque. Durante la circulación del
agua hacia la parte inferior se limpia con el vapor que sube. Generalmente un generador de calor
con alimentación de agua tipo regadera, hace bajar el contenido de oxigeno disuelto por debajo
de 0.3cm3 por litro. Esta cantidad ya muy pequeña puede eliminarse químicamente combinándola
con un aceptor como el sulfito sódico:
O2 +2Na2 SO3 2 Na2SO4
Esta desoxigenación completa resulta necesaria para evitar la corrosión en las calderas modernas,
que funcionan a temperaturas y presión altas.

102
Legislación Aplicable Materias Primas
Según el Código Alimentario (Boletín Oficial del Estado). En el Capitulo XIX 3.19.00
Tubérculos y derivados. Sección 3a Otros Tubérculos y sus derivados 3.19.19 (pág. 13.)
Agua, Real Decreto 140/2003.
Aditivos
Enzimas, Reglamento No 1332/2008
Reglamento (CE) N 1331/2008. Procedimiento de autorización común para los aditivos,
las enzimas y los aromas alimentarios.
Instalaciones Industriales
Decreto 3288/1974. Según el Código Alimentario (Boletín Oficial del Estado).corresponde
el Apéndice 2 (pág. 308.)
Producto Terminado
Según el Código Alimentario (Boletín Oficial del Estado). Capitulo XXX Bebidas Alcohólicas.
Sección 6.a Alcohol 3.30.19 y como Alcohol destilado 3.30.21 (pág. 249.)

103


![Optical and Acoustic Properties of Binary Mixtures of ... · Sweety Verma*, Suman Gahlyan*, Manju Rani ... native bio-fuels [1,2], which include biodiesel, bioalcohol, vegetable oil](https://static.fdocuments.us/doc/165x107/5fad136818682c59d75afa32/optical-and-acoustic-properties-of-binary-mixtures-of-sweety-verma-suman-gahlyan.jpg)















