Nyheter - GJSF GJSREN 1371-1:1997 Founding - Liquid penetrant inspection - Part 1: Sand, gravity die...
44
GJS F & GJS R : Förbättrad mekanik & produktionsekonomi med lösningshärdade ferritiska segjärn & lösningshärdade ausferritiska segjärn Richard Larker M Sc Ph D DSc (Docent, Tekn Dr) Forskningschef Indexator Rototilt Systems AB 922 21 Vindeln http://www.indexator.com/sv http://www.linkedin.com/pub/richard-larker/25/ba1/234
Transcript of Nyheter - GJSF GJSREN 1371-1:1997 Founding - Liquid penetrant inspection - Part 1: Sand, gravity die...

GJSF & GJSR: Förbättrad mekanik & produktionsekonomi
med lösningshärdade ferritiska segjärn
& lösningshärdade ausferritiska segjärn
Richard Larker M Sc Ph D DSc (Docent, Tekn Dr)
Forskningschef
Indexator Rototilt Systems AB
922 21 Vindeln
http://www.indexator.com/sv
http://www.linkedin.com/pub/richard-larker/25/ba1/234

Vem är Richard Larker? (1 [2])
• Född i Stockholm 1961 (numera 50+!)
• Gift med Katarina (44)
• Vi har två döttrar,
Olivia (13) & Cornelia (17)
• Vi älskar stora berg-och-dal-banor!
Här i SilverStar i Tyskland 2008,
Europas största bana (73 m hög, 130 km/h!)
Vindeln
Vem är Richard Larker? (2 [2])
• Forskningschef vid Indexator AB i Vindeln 1998–
• Civilingenjör M (1986), Teknologie Doktor (1992) & Docent (1998)
i Konstruktionsmaterial vid Luleå tekniska universitet
• Ordförande för VI-projektet 2006-2009, som utvecklade gjutgods i
lösningshärdade ferritiska och ausferritiska segjärn för lastvagnar,
hjullastare, bussar, grävmaskiner, kranar & skogsmaskiner
• Ordförande i svenska standardiseringskommittén SIS/TK 130 ”Gjutet järn och stål”
sedan 2008 + aktiv nominerad expert i CEN/TC 190 & ISO/TC 25
• Uppfinnare till två beviljade patent samt tre patentansökningar
• Innovationspristagare 2010 inom gjutgodsområdet från Silléns Innovationsfond
• Deltagare i HighT-projektet 2010-2013, som utvecklar gjutgods i
ausferritiska segjärn för lastvagnar, grävmaskiner & skogsmaskiner
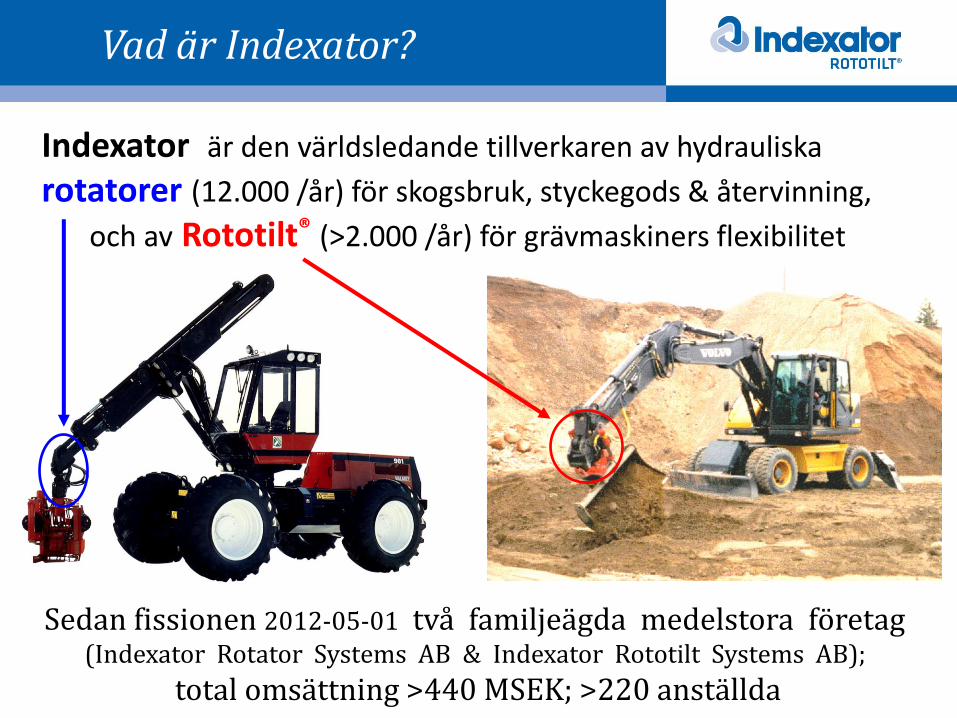
Indexator är den världsledande tillverkaren av hydrauliska rotatorer (12.000 /år) för skogsbruk, styckegods & återvinning,
och av Rototilt® (>2.000 /år) för grävmaskiners flexibilitet
Sedan fissionen 2012-05-01 två familjeägda medelstora företag (Indexator Rotator Systems AB & Indexator Rototilt Systems AB);
total omsättning >440 MSEK; >220 anställda
Vad är Indexator?

Konkurrens-fördelar från material-kunskap:
1. Optimering av tillverkningsprocesser kan minimera vår TVK
2. Starkare material kan ge lättare konstruktioner som ökar kundernas produktivitet
och därmed ökar vår konkurrenskraft

Nuvarande huvudmaterial i våra produkter:
Rotatorer: Segjärn >1.300 ton/år (≈1% av 1% av global produktion!); konvertering pågår från ferrit-perlitiskt till Si-lösningshärdat
Rototilt: Röda rotorhus gjuts i lösningshärdat segjärn; svarta gränssnitt mot grävmaskinens arm och mot dess verktyg görs idag av svetsat stål (plåt + gjutet), vilket kan ersättas av ausferritiskt segjärn ”ADI”
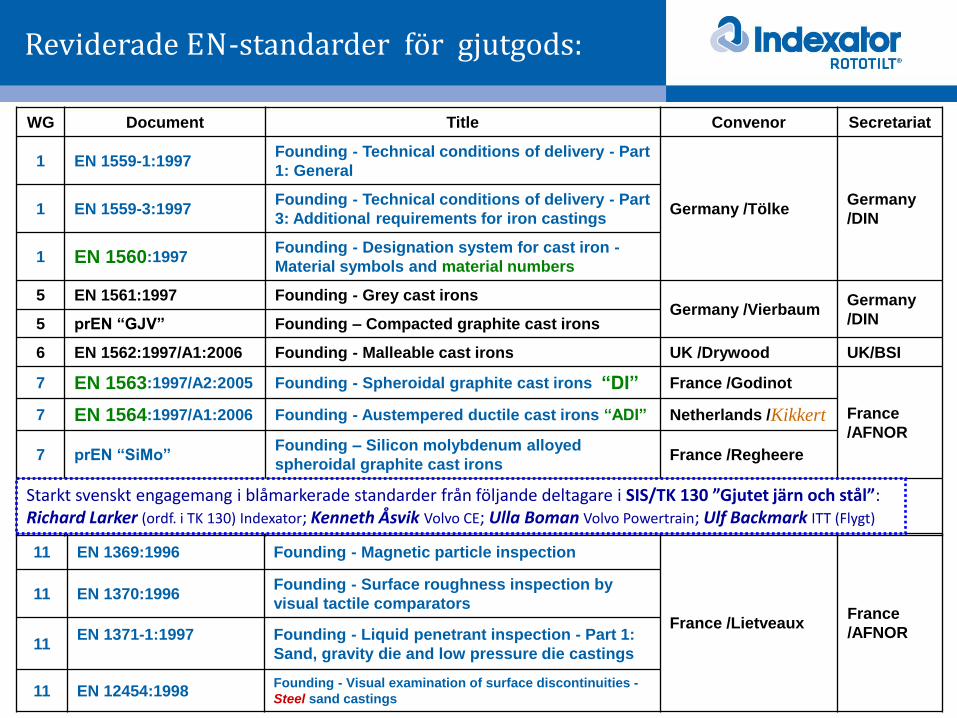
WG Document Title Convenor Secretariat
1 EN 1559-1:1997 Founding - Technical conditions of delivery - Part
1: General
Germany /Tölke Germany
/DIN 1 EN 1559-3:1997
Founding - Technical conditions of delivery - Part
3: Additional requirements for iron castings
1 EN 1560:1997 Founding - Designation system for cast iron -
Material symbols and material numbers
5 EN 1561:1997 Founding - Grey cast irons Germany /Vierbaum
Germany
/DIN 5 prEN “GJV” Founding – Compacted graphite cast irons
6 EN 1562:1997/A1:2006 Founding - Malleable cast irons UK /Drywood UK/BSI
7 EN 1563:1997/A2:2005 Founding - Spheroidal graphite cast irons “DI” France /Godinot
France
/AFNOR 7 EN 1564:1997/A1:2006 Founding - Austempered ductile cast irons “ADI” Netherlands /Kikkert
7 prEN “SiMo” Founding – Silicon molybdenum alloyed
spheroidal graphite cast irons France /Regheere
8 EN 13835:2002/A1:2006 Founding - Austenitic cast irons UK /Fallon UK/BSI
8 EN 12513:2000 Founding - Abrasion resistant cast irons
11 EN 1369:1996 Founding - Magnetic particle inspection
France /Lietveaux France
/AFNOR
11 EN 1370:1996 Founding - Surface roughness inspection by
visual tactile comparators
11 EN 1371-1:1997
Founding - Liquid penetrant inspection - Part 1:
Sand, gravity die and low pressure die castings
11 EN 12454:1998 Founding - Visual examination of surface discontinuities -
Steel sand castings
Reviderade EN-standarder för gjutgods:
Starkt svenskt engagemang i blåmarkerade standarder från följande deltagare i SIS/TK 130 ”Gjutet järn och stål”: Richard Larker (ordf. i TK 130) Indexator; Kenneth Åsvik Volvo CE; Ulla Boman Volvo Powertrain; Ulf Backmark ITT (Flygt)

Nytt system för materialnummer i EN 1560:2011:
Materialnummer baseras nu på strukturen i EN 10027-2 ”Werkstoff-nummer”,
men inledd med siffran ”5.”, följd av ”grafit + matris + två löpnummer”:
Vid alternativ beteckning med Materialnamn (”symbols”) kan ”GJ” samt ”S” (vid segjärn)
följas av ”F” (helferritisk) eller ”R” (ausferritisk), således GJSF respektive GJSR

Förbättringar (många från ISO 1083:2004) i EN 1563:2012:

Förbättringar i EN 1563:2012 (forts.)
Ett paradigmskifte, det största som hänt segjärnet sedan 1949!
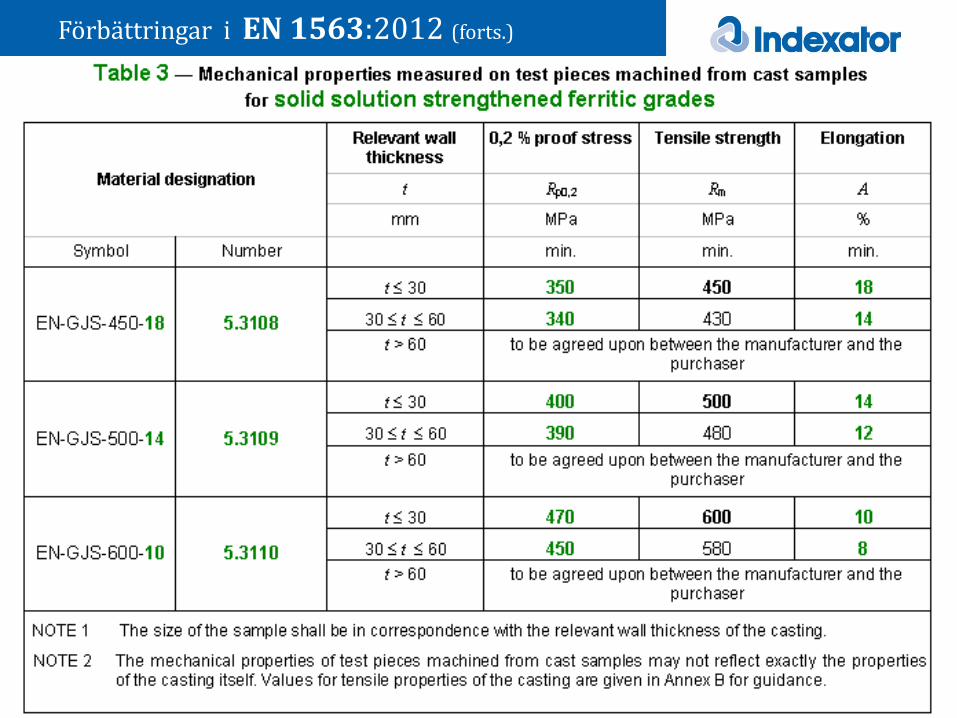
Förbättringar i EN 1563:2012 (forts.)

Första generationens ferrit-perlitiska ”segjärnsfamilj”:
Konventionella ferrit-perlitiska segjärn (”1G DI”) uppvisar stora egenskapsvariationer
orsakade av varierande perlithalt (p.g.a. variationer i kylhastighet & legeringshalter):
GJS-400-18:
95% ferrit 5% perlit
GJS-500-7:
50% ferrit 50% perlit
GJS-700-2:
5% ferrit 95% perlit
H = 155 ±25 HBW
R p0.2 ≥ 250 MPa
R m ≥ 400 MPa
A 5 ≥ 18%
H = 200 ±30 HBW
R p0.2 ≥ 320 MPa
R m ≥ 500 MPa
A 5 ≥ 7%
H = 265 ±40 HBW
R p0.2 ≥ 420 MPa
R m ≥ 700 MPa
A5 ≥ 2%

Förbättringar i EN 1563:2012 i nya Annex B:
”1G DI”
”2G DI”

Förbättringar i EN 1563:2012 i nya Annex A:
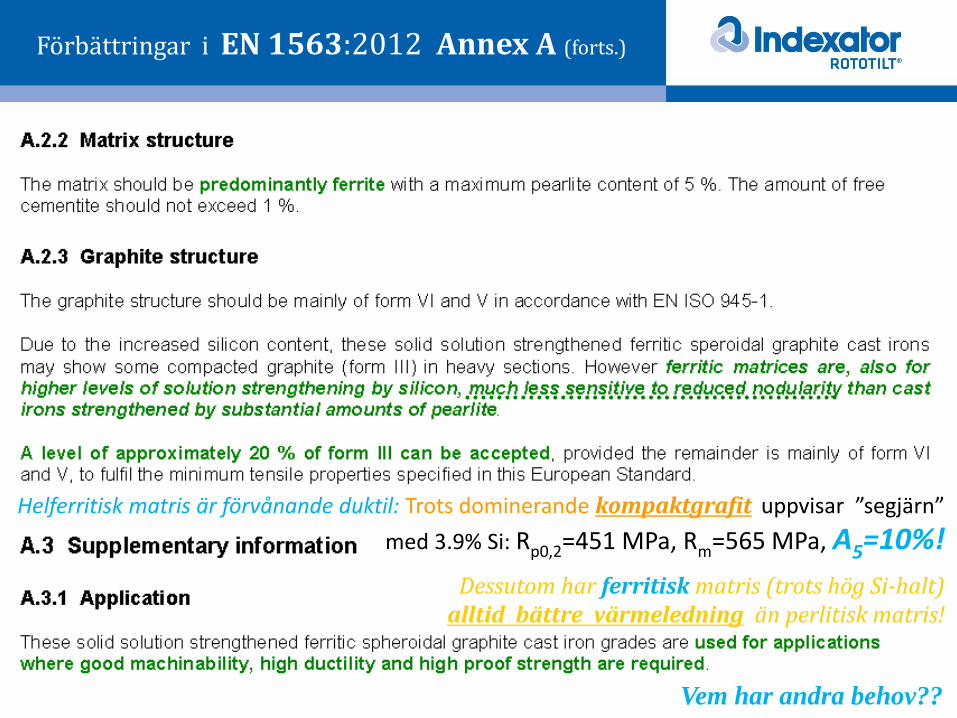
Helferritisk matris är förvånande duktil: Trots dominerande kompaktgrafit uppvisar ”segjärn”
med 3.9% Si: Rp0,2=451 MPa, Rm=565 MPa, A5=10%!
Dessutom har ferritisk matris (trots hög Si-halt) alltid bättre värmeledning än perlitisk matris!
Vem har andra behov??
Förbättringar i EN 1563:2012 Annex A (forts.)

ADI!
Vid 450-600 MPa
brottgränsnivåer
fås samtidigt
+17–33% högre
sträckgränsnivå
och 2x – 5x högre
brottförlängning!
Förbättringar i EN 1563:2012 Annex A (forts.)

Förbättringar i EN 1563:2012 Annex A (forts.)

Detta nya Annex F i EN 1563:2012 har författats av Richard Larker
Förbättringar i EN 1563:2012 i nya Annex F:

Förbättringar i EN 1563:2012 Annex F (forts.)
Lösningshärdad perlit är mycket spröd!!

Förbättringar i EN 1563:2012 Annex F (forts.)
Brottsegheten är högre för lösningshärdad ferrit än för ferrit-perlit!

Försprödande
testmetod!!
Förbättringar i EN 1563:2012 Annex F (forts.)

Förbättringar i EN 1563:2012 Annex F (forts.)

utvecklar “2G DI” för grövre dimensioner:
”Concast” = 60 x 75 mm stränggjutning med imponerande egenskaper! (3,9% Si + 0,16% Mn)

Utdrag från föredrag av T. J. Castledine vid ImmCo i november 2009 (ett år efter min Millis 2008-presentation!)
utvecklar “2G DI” för grövre dimensioner:

Spheroidal graphite cast iron, fatigue life, as cast surface,
results 4-point bending test, 10 test pieces for each grade
300
320
340
360
380
400
2,0E+05 4,0E+05 6,0E+05 8,0E+05 1,0E+06 1,2E+06 1,4E+06
Number of cycles (mimimum, maximum) (n)
Str
es
s a
mp
litu
de
(M
Pa
)
EN-GJS-500-7, 0,45% Cueq
EN-GJS-500-7, 0,70% Cueq
EN-GJS-500-10, 3,75% Si
Perlitinnehållande segjärnsgods har en avkolad ferritisk ytzon
med lägre hållfasthet i ytan (p.g.a. den lägre kiselhalten i den ternära Fe-C-Si-legeringen);
Si-lösningshärdat helferritiskt segjärn behåller hela hållfastheten ända ut i ytan,
vilket är särskilt värdefullt då gjutgodsytor utsätts för utmattningsbelastning
EN-GJS-600-3,
Fördel vid utmattningsbelastning av gjutyta:
Courtesy: Joop Kikkert, Componenta NL
EN-GJS-500-14, 3.75% Si

160
180
200
220
240
260
280
300 320 340 360 380 400 420 440 460 480 500 520 540
0,2 % Dehngrenze (MPa)
Bri
ne
l H
ärt
e H
BW
EN-GJS-500-7
EN-GJS-600-3
prGJS-500-14
prGJS-600-10prGJS-600-10
Courtesy: Joop Kikkert, Componenta NL
Perlitisk matris blir bara önskvärd när nötningsbeständighet (”as-cast” eller härdad)
är viktigare än alla andra egenskaper:
sträckgräns, duktilitet, brottseghet, bearbetbarhet, måttnoggrannhet, kassationsnivå, e t c!
När blir då perlit önskvärd i segjärn?

GJS 450-18, 500-14 & 600-10 vs. GJS 500-7, 600-3 & 700-2
(data från
EN 1563:2012 ;
Table E.1 ( KIC ) på Y-axlar, Table 3 vs. Table 1
på X-axlar)
GJS 450-18, 500-14 & 600-10 vs. GJS 500-7, 600-3 & 700-2
(data från
EN 1563:2012 ; Table E.1 ( KIC ) på Y-axlar,
Table 3 vs. Table 1 på X-axlar)
”2G ADI” ”2G ADI”
Paradigmskifte i både Seghet & Styrka:
Mekaniska egenskaper blir klart bättre
baserade på lösningshärdning av ferrit
än förekomst av Fe3C eller andra karbider

30% längre verktygslivslängder (prel. Indexator-resultat); 22% lägre total bearbetningskostnad (prel. Volvo CE-resultat)

Indexators första segjärnskomponent i ”2G DI”:
Svivelhus (138 kg), gjutet sedan 2005 i
ISO 1083/JS/500-10 (3.8% Si), erbjuder
konsekventa egenskaper i vår
största rotator, integrerad i återvinnings-
grip med fem gripklor för 20 tons last

Varför ersätta GJS-500-7 med GJS-500-14?
Fem (5) tätningsspår i hydraul-sviveln
ställer mycket höga krav på
snäv bearbetningstolerans (20 µm)
GJS-500-7 gav:
o Toleranser ofta utanför specifikation,
eftersom hårdhetsvariationer på 30-60 HBW-
enheter förbrukar hela toleransvidden!
o Hög kassationsnivå
GJS-500-14 ger: Konsekventa egenskaper (HBW e t c)
Toleranser inom specifikation
Totalkostnad <80% (summering av bearbetningstid + skärslitage + kassation)

Finsvarvning av Øi inom 20 µm tolerans i Statorring:
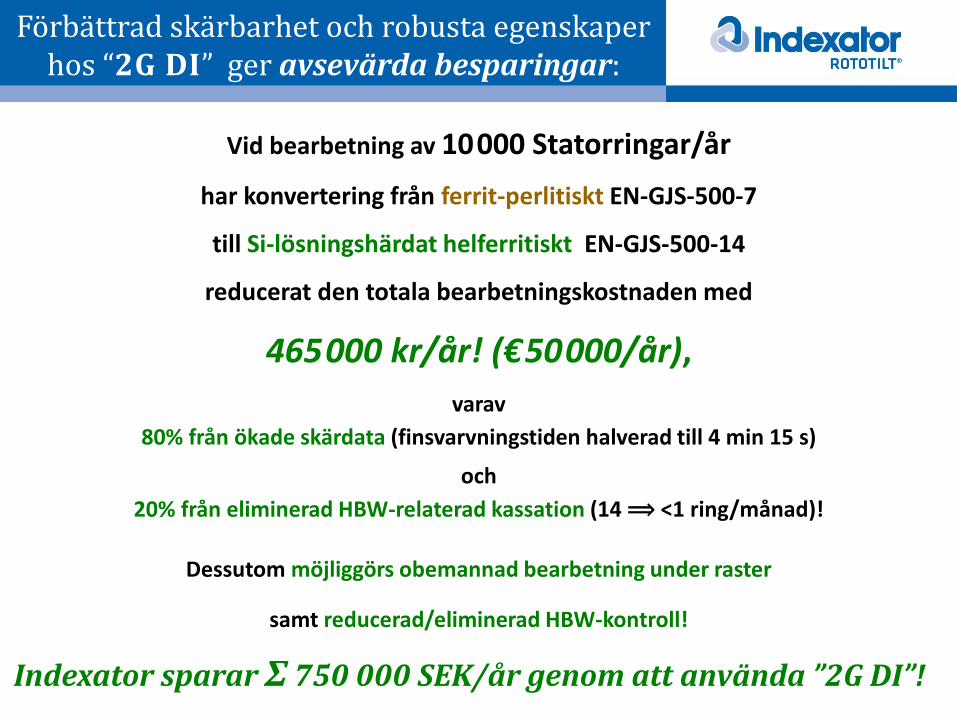
Vid bearbetning av 10 000 Statorringar/år
har konvertering från ferrit-perlitiskt EN-GJS-500-7
till Si-lösningshärdat helferritiskt EN-GJS-500-14
reducerat den totala bearbetningskostnaden med
465 000 kr/år! (€ 50 000/år),
varav
80% från ökade skärdata (finsvarvningstiden halverad till 4 min 15 s)
och
20% från eliminerad HBW-relaterad kassation (14 ⟹ <1 ring/månad)!
Dessutom möjliggörs obemannad bearbetning under raster
samt reducerad/eliminerad HBW-kontroll!
Indexator sparar Σ 750 000 SEK/år genom att använda ”2G DI”!
Förbättrad skärbarhet och robusta egenskaper hos “2G DI” ger avsevärda besparingar:

”It is not necessary to change –
Survival is not mandatory”
W. Edwards Deming father of Continual Improvement

ADI ger typiskt fördubblad hållfasthet med oförändrad duktilitet!
Gjutet ferrit-perlitiskt segjärn Austemperat ausferritiskt segjärn
Ausferrit, inte bainit!!!
Vad är ausferritiskt segjärn ADI?

I EN 1564:2011 Annex C (liksom i EN 1563:2012 Annex B)
anges vägledande värden för mekaniska egenskaper
i gjuten komponent med tre (3) intervall av relevant väggtjocklek:
Förbättringar (många från ISO 17804:2005) i EN 1564:2011

Log t (min)
T (ºC)
Bainit
Ausferrit
M s
M f
Perlit
Snabbkylning med 100-
1200 K/min för att undvika ”perlitnosen”
Stoppa
kylningen ovanför Ms
3 steg: austenize + quench + austemper
Kiselhalten i de flesta gjutjärn
fördröjer eller förhindrar helt nedbrytningen av
ausferritens austenit till spröd bainit
0.4-0.9 wt% C
1.4-2.0 wt% C i austeniten
Martensit
Snabbkylning & austemperering sker vanligen i ett saltbad
vid 250-400°C

ADI beskrevs redan i det första segjärnspatentet av Millis et al 1949!
Treatment #1: Austempering by quenching from 843°C into salt bath at 427°C for 5 h:
Alloy #18: 2.6% C, 2.3% Si, 0.9% Mn, 1.9% Ni, 0.07% Mg
⟹ Rp0.2 = 710 MPa; Rm = 820 MPa; A4 = 0.5%; H = 344 HV
Alloy #21: 3.1% C, 2.1% Si, 0.8% Mn, 1.9% Ni, 0.08% Mg
⟹ Rp0.2 = 730 MPa; Rm = 880 MPa; A4 = 1.5%; H = 328 HV
ADI har en förvånansvärt lång historia:
Därmed skördade Mn ännu ett offer; ADI-utvecklingen fördröjdes i flera decennier!

0,25 % Mn
0,37 % Mn
0,67 % Mn
3,6% C; 2,6% Si; 0,3% Cu; 0,25% Mo; Austenitiserad vid 920 °C
Vanliga manganhalter i segjärn stänger ”processfönstret” för de högre austemperings-temperaturer ≥360°C som behövs för att producera ADI med både hög styrka och högsta duktilitet!
Alla legeringstillsatser (& C%) utom Si fördröjer fullbordan av Steg 1 (ausferrit); kisel fördröjer starten av Steg 2 (bainit) ⟹ Mer kisel vidgar ”processfönstret”!
Legeringens inverkan på “processfönstret”:
Courtesy: R. Elliott, ”The Role of Research in Promoting A D I ”,
Heat treatment of Metals 1997.3, pp. 55-59

SiSSADI-konceptet, baserat på ”2G DI”:
Under 2005-2012, parallellt med stort engagemang i projekten VI & HighT
(utvecklande DI- & ADI-artiklar för Volvo, Indexator, Scania, Atlas Copco, m fl)
samt parallellt med revideringarna av EN 1563 (DI) & EN 1564 (ADI),
så har Indexator investerat 9 man-år i FoU för att utveckla
austemperering av Si-lösningshärdat segjärn ⟹ SiSSADI:
1. Lösningshärdning från kisel av acikulär ferrit i den ausferritiska matrisen
(duplex austenit + ferrit) ger förbättrad kombination av styrka och duktilitet
2. Reducering/eliminering av försprödande bainitiska karbider, även i starkare sorter
bildade vid lägre austemperings-T <350°C, vilket bevarar duktiliteten & segheten
3. Starkt bidrag till austempererbarheten från Si (starkare än Ni eller Cu per wt%!),
vilket reducerar både legeringskostnad och segringar (vilket förkortar processtiden),
och möjliggör homogen ausferrit upp till minst Ø 120 mm / 80 mm väggtjocklek
4. Bearbetning underlättas i både ”as-cast” och austempererat tillstånd

Slutlig design av Redskapsfäste i SiSSADI :

Atlas Copco har ADI i sina Hammarkroppar:
Atlas Copco Construction
Tools i Kalmar är den första (och hittills enda)
OEM i Sverige som
installerat egen austemperings-kapacitet
(med konvent. saltbad)
De utvärderar just nu en övergång från konven-
tionell ADI till SiSSADI
i sina Hammarkroppar, och kan därmed bli vår
första licenstagare av
SiSSADI -konceptet
De överväger också konvertering av stål-detaljer till SiSSADI

Gasflöde under värmning & kylning vid
200 MPa (2000 bar!) argon-gastryck i HIP :

T & p vs. t för konceptet AusFerHIP :
Vid 200 MPa gastryck blir austempererbarheten fördubblad!
Snabbare värmning & austenitisering + eliminering av porositet & σrest.
Uniform snabbkylning med >11°C/s i mitten av Ø22 mm ner till 400°C
Kostnadseffektiv process för att framställa ausferritiska segjärn (& stål)
med överlägsen mekanik; patentsökt av Indexator 2007

SiSSADI -mikrostruktur (nodul-Ø 35 µm):
Den sedan 2006 patentsökta innovationen SiSSADI-konceptet
blev i maj 2010 belönad med Silléns Innovationspris
(utsedd av en jury från Scania, Volvo och 5 svenska gjuterier), och är nu
öppet för licensingsavtal utanför Indexators bransch
Mekaniska egenskaper efter AusFerHIP vid relativt låg T:
(medelvärden± std. dev. från 3 dragprov, bearbetade från 75 mm Y-block gjutna hos
Componenta Weert med 3.9% Si + NiCuMo för austemperbarhet upp till Ø120 mm)
Rp0.2 = 1114 ±7 MPa; Rm = 1447 ±9 MPa; A5 = 11.6 ±1.8 %
SiSSADI austempererad via saltbad är också överlägsen konventionell ADI ;
samma Taustemp som i HIP ger liknande Rp0.2 -nivåer, medan nivåerna för Rm
och i synnerhet A5 reduceras, samt att all spridning ökar p g a gjutporositet
Tack för Er uppmärksamhet! Frågor?