
Number 340 May | June 2012 SULPHUR/media/chemicals/kl-media... · AGEU/TGTU regenerator. similar to...
6
May | June 2012 Number 340 SULPHUR May | June 2012 Number 340 Morocco’s phosphate boom Sulphur forming project listing Design challenges for large gas plants Puguang sour gas plant SULPHUR
Transcript of Number 340 May | June 2012 SULPHUR/media/chemicals/kl-media... · AGEU/TGTU regenerator. similar to...

May | June 2012Number 340
SU
LP
HU
RM
ay | Ju
ne 2
01
2N
umber 3
40
Morocco’s phosphate boom
Sulphur forming project listing
Design challenges for large gas plants
Puguang sour gas plant
SULPHUR

Solvent Selection
33� Sulphur 330 | May - June 2012
Acid gas H2Sconcentration, vol-%
AEGU/SRU/TGTU capacity, t/d
25 100 300 1000
With
AGE
5 ✓ ✓ ✓
30 ✓ ✓ ✓ ✓
50 ✓ ✓ ✓ ✓
Without
AGE
30 ✓ ✓ ✓ ✓
50 ✓ ✓ ✓ ✓
90 ✓ ✓ ✓ ✓
Table 1: Cases for evaluation
Sulphur plant designers have various options for the treatment of acid gas streams. Multiple technologies and/
or process configurations will successfully achieve the primary objective of converting acid gas sulphur species to elemental sul-phur product. The commercially available sulphur recovery technologies that are capa-ble of achieving operational performance objectives are well known; yet, the most economically attractive option is not always apparent without an in-depth study com-paring capital, operating and maintenance costs of the technologies under considera-tion. A specific example case study can be used to illustrate this point.
The industry is well aware of the pri-mary technical advantages of ExxonMo-bil Research & Engineering Company’s (EMRE’s) proprietary FlExsoRb solvent; high H2s selectivity and high Co2 slip. Thus, when a particular sulphur recovery applica-tion calls for ultra-high removal efficiency
(99.9%+), especially at high amine tempera-ture (45-55°C), FlExsoRb tail gas treating technology is almost always a consideration. likewise, large train size (1,000 t/d+), and/or lean acid gas applications often prompt the consideration of FlExsoRb technology for acid gas enrichment units (AGEU) and/or tail gas treating units (TGTU) due to its abil-ity to slip Co2, thus reducing the size of the sulphur plant. When these operational per-formance requirements do not exist, how-ever, FlExsoRb technology may not enter the designer’s mind as an option because the solvent cost is known to be greater that that of MDEA. However, solvent cost alone cannot be used as the basis of comparison in a commercial evaluation of gas treating technologies. All factors affecting capital, operating and maintenance expenditures must be considered in the assessment of facility lifecycle cost. A study has been carried out by WorleyParsons and EMRE to explore the technical and commercial
performance of FlExsoRb solvent versus MDEA over a range of design conditions in order to demonstrate that FlExsoRb should not only be considered in techni-cally challenging applications, but also in conventional applications that do not have unusually stringent performance require-ments. Thus, it was very important to set performance specifications that could be readily achieved by generic MDEA, in order to assess those applications in which FlEx-soRb’s superior performance merits would not be required, and thus its employment may not ordinarily be considered.
The study set out to answer the following questions:1. What is the acid gas H2s concentration
threshold where employment of acid gas enrichment (versus conventional Claus without enrichment) becomes attractive for FlExsoRb or for MDEA?
2. What is the capacity threshold where FlExsoRb becomes more attractive than MDEA for tail gas treating?
Cases evaluatedTable 1 is a matrix of plant capacities versus acid gas H2s compositions, which was developed to ensure a complete range of plant sizes and feed conditions for the assessment. For each capacity/composi-tion combination in the matrix, both MDEA and FlExsoRb simulation cases were developed and evaluated.
Cases for inclusion in the study were deter-mined as follows:l A sulphur production capacity range from
25 to 1,000 t/d was considered, which accounts for the majority of single-train sulphur plant sizes in the world.
l Acid gas enrichment cases were con-sidered for acid gas H2s concentrations between 5 and 50 vol-%. Cases without enrichment were considered between 30 and 90 vol-%. 30 vol-% was selected as a practical minimum H2s concen-tration for the non-enriched cases, as below this value, stable flame cannot be maintained in the sRU reaction fur-nace without incorporating additional measures such as oxygen enrichment or natural gas co-firing.
l The 5% H2s / 1,000 t/d AGEU case was initially considered but subse-quently omitted due to its requirement for multiple AGEU absorbers, resulting in exorbitant capital cost.
Deployment�of�FlexSorb®�SeDesigners tend to consider FlExsoRb solvent when they are
faced with technically challenging operations, but may not
typically consider it for less demanding applications, due to
its perceived higher up-front license fees and solvent costs.
However, a recent study has established that FlExsoRb’s
lifecycle cost advantage over MDEA makes it a contender for
typical conventional gas plant and refinery sulphur facilities too.
Solvent Selection
Sulphur 330 | May - June 2012� 33
acid gas
No. 1 reheater No. 2 reheater
tail gasheater
contact condenser
TGTUabsorber
lean/richexchanger
regenerator
lean aminecooler
fuelgas
air
sulphur sulphur sulphur
reaction furnace
waste heat boiler
No. 1 condenser
No. 2 condenser
No. 3 condenser
No. 1reactor
No. 2reactor
hydrogenationreactor
reactor effluentcooler
incinerator
Fig 2: Process diagram for non AGEU cases
acid gas
No. 1 reheater No. 2 reheater
tail gasheater
contact condenser
TGTUabsorber
AGEabsorber
lean/richexchanger
regenerator
lean aminecooler
fuelgas
air
sulphur sulphur sulphur
reaction furnace
waste heat boiler
No. 1 condenser
No. 2 condenser
No. 3 condenser
No. 1reactor
No. 2reactor
hydrogenationreactor
reactor effluentcooler
incinerator
Fig 1: Process flow diagram for AGEU cases
l All of the cases were carried out assuming 40°C lean amine temperature and treated gas specifications in a range (100-250 ppmv H2s) that would result in an overall sulphur recovery efficiency of 99.8-99.9%, to represent a fairly conventional facility, rather than one having particularly strin-gent performance requirements.
l Impurities, such as hydrocarbons, ammo-nia and organic sulphur in the acid gas feed, were disregarded. While some level of impurities would be expected in any
real application, the exclusion of contami-nants was important to create a control-case basis for this study that would not be impacted by outside variables.
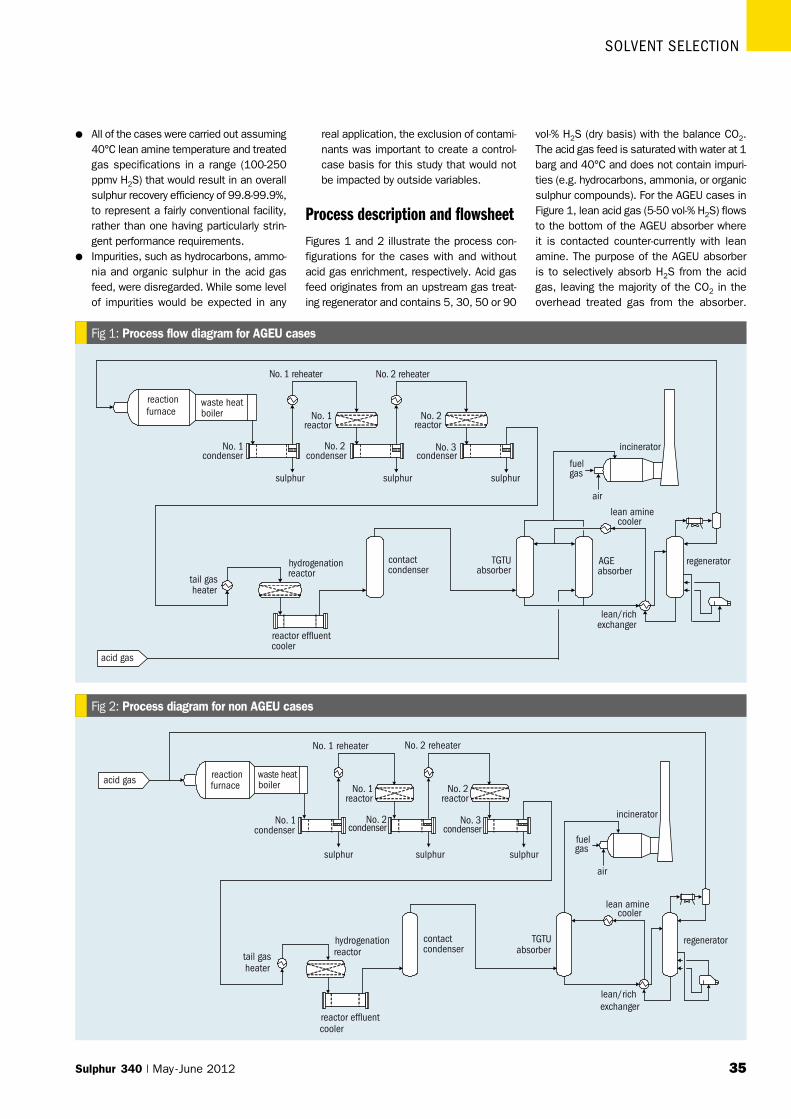
Process description and flowsheetFigures 1 and 2 illustrate the process con-figurations for the cases with and without acid gas enrichment, respectively. Acid gas feed originates from an upstream gas treat-ing regenerator and contains 5, 30, 50 or 90
vol-% H2s (dry basis) with the balance Co2. The acid gas feed is saturated with water at 1 barg and 40°C and does not contain impuri-ties (e.g. hydrocarbons, ammonia, or organic sulphur compounds). For the AGEU cases in Figure 1, lean acid gas (5-50 vol-% H2s) flows to the bottom of the AGEU absorber where it is contacted counter-currently with lean amine. The purpose of the AGEU absorber is to selectively absorb H2s from the acid gas, leaving the majority of the Co2 in the overhead treated gas from the absorber.
Solvent Selection
33� Sulphur 330 | May - June 2012
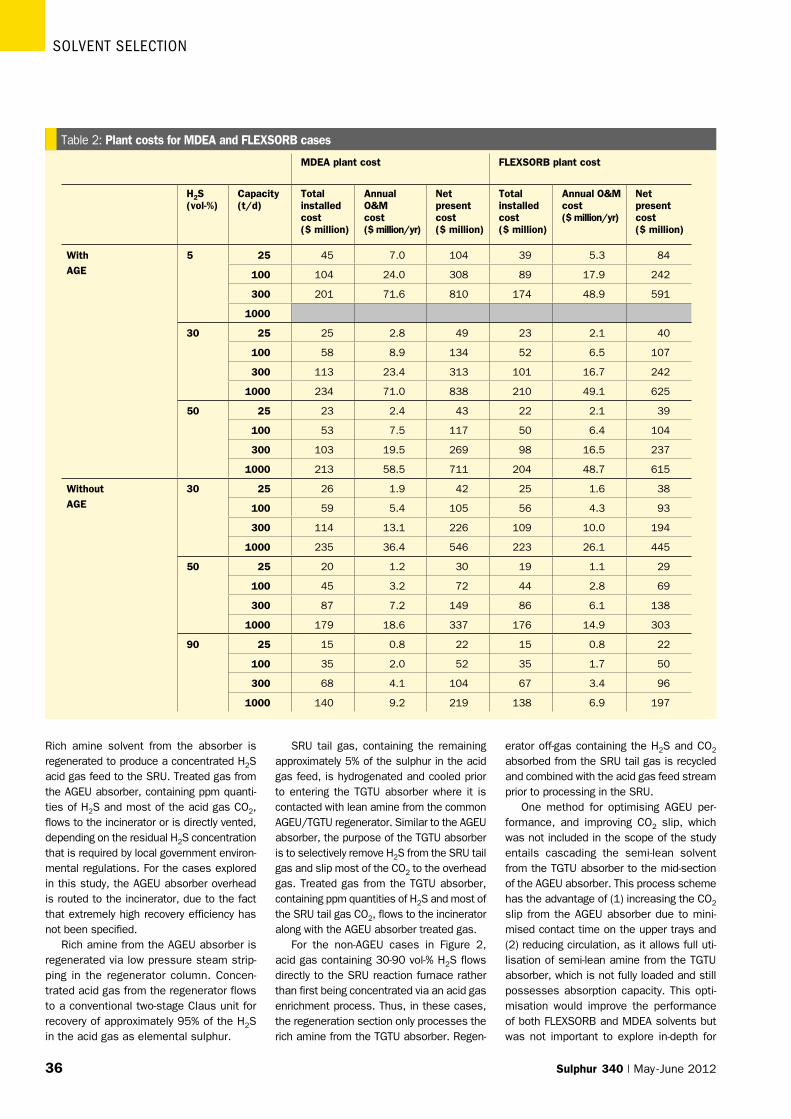
Table 2: Plant costs for MDEA and FlExSoRb cases
MDEA plant cost FlExSoRb plant cost
H2S(vol-%)
Capacity (t/d)
Total installed cost ($ million)
Annual o&M cost ($ million/yr)
Net present cost($ million)
Total installed cost ($ million)
Annual o&M cost ($ million/yr)
Net present cost($ million)
With
AGE
5 25 45 7.0 104 39 5.3 84
100 104 24.0 308 89 17.9 242
300 201 71.6 810 174 48.9 591
1000
30 25 25 2.8 49 23 2.1 40
100 58 8.9 134 52 6.5 107
300 113 23.4 313 101 16.7 242
1000 234 71.0 838 210 49.1 625
50 25 23 2.4 43 22 2.1 39
100 53 7.5 117 50 6.4 104
300 103 19.5 269 98 16.5 237
1000 213 58.5 711 204 48.7 615
Without
AGE
30 25 26 1.9 42 25 1.6 38
100 59 5.4 105 56 4.3 93
300 114 13.1 226 109 10.0 194
1000 235 36.4 546 223 26.1 445
50 25 20 1.2 30 19 1.1 29
100 45 3.2 72 44 2.8 69
300 87 7.2 149 86 6.1 138
1000 179 18.6 337 176 14.9 303
90 25 15 0.8 22 15 0.8 22
100 35 2.0 52 35 1.7 50
300 68 4.1 104 67 3.4 96
1000 140 9.2 219 138 6.9 197
Rich amine solvent from the absorber is regenerated to produce a concentrated H2s acid gas feed to the sRU. Treated gas from the AGEU absorber, containing ppm quanti-ties of H2s and most of the acid gas Co2, flows to the incinerator or is directly vented, depending on the residual H2s concentration that is required by local government environ-mental regulations. For the cases explored in this study, the AGEU absorber overhead is routed to the incinerator, due to the fact that extremely high recovery efficiency has not been specified.
Rich amine from the AGEU absorber is regenerated via low pressure steam strip-ping in the regenerator column. Concen-trated acid gas from the regenerator flows to a conventional two-stage Claus unit for recovery of approximately 95% of the H2s in the acid gas as elemental sulphur.
sRU tail gas, containing the remaining approximately 5% of the sulphur in the acid gas feed, is hydrogenated and cooled prior to entering the TGTU absorber where it is contacted with lean amine from the common AGEU/TGTU regenerator. similar to the AGEU absorber, the purpose of the TGTU absorber is to selectively remove H2s from the sRU tail gas and slip most of the Co2 to the overhead gas. Treated gas from the TGTU absorber, containing ppm quantities of H2s and most of the sRU tail gas Co2, flows to the incinerator along with the AGEU absorber treated gas.
For the non-AGEU cases in Figure 2, acid gas containing 30-90 vol-% H2s flows directly to the sRU reaction furnace rather than first being concentrated via an acid gas enrichment process. Thus, in these cases, the regeneration section only processes the rich amine from the TGTU absorber. Regen-
erator off-gas containing the H2s and Co2 absorbed from the sRU tail gas is recycled and combined with the acid gas feed stream prior to processing in the sRU.
one method for optimising AGEU per-formance, and improving Co2 slip, which was not included in the scope of the study entails cascading the semi-lean solvent from the TGTU absorber to the mid-section of the AGEU absorber. This process scheme has the advantage of (1) increasing the Co2 slip from the AGEU absorber due to mini-mised contact time on the upper trays and (2) reducing circulation, as it allows full uti-lisation of semi-lean amine from the TGTU absorber, which is not fully loaded and still possesses absorption capacity. This opti-misation would improve the performance of both FlExsoRb and MDEA solvents but was not important to explore in-depth for

Solvent Selection
Sulphur 330 | May - June 2012� 33
Commodity Cost
HP steam $14.00/1,000 kg
lP steam $9.20/1,000 kg
boiler feed
water
$1.50/m3
Cooling water $0.075/m3
Power $0.11/kW
Plant air $3.90/1,000
Nm3
Fuel gas $20.50/MMkcal
1. Annual maintenance cost = 5% of TIC2. Discount rate = 10%
Table 3: operating cost basis used in net present cost comparisons
this study because the relative differences between FlExsoRb and MDEA are expected to be similar in the cases with and without semi-lean solvent integration. In a real appli-cation, to minimise lifecycle cost, it would be important to consider an optimised scheme.
Simulation basisCommercially available simulation soft-ware was used to model the MDEA cases. The selected simulator employs a mass transfer, rate-based model to predict the performance of the absorbers and regener-ator. The columns were modelled using real trays/packing to account for the effects of column geometry on performance.
EMRE’s proprietary in-house methods were used to model the Flexsorb cases. As with the MDEA simulator, the proprietary FlExsoRb simulation software employs a mass transfer, rate-based model to predict performance of the absorbers and regenera-tor. The simulation model was specifically developed for FlExsoRb solvent and there-fore it does not have the capability to model any other amines. It has been verified by over 30 years of FlExsoRb operating experience.
Ideally, the same simulation program would be used to model both solvents to ensure consistency in input and output. How-ever, this is rarely possible when specialty solvents are considered, due to the exist-ence of proprietary, solvent-specific simula-tion software such as EMRE’s FlExsoRb model. Thus, differences between the MDEA and EMRE simulators had to be understood and adjusted to ensure comparable results.
Design marginsIt is standard practice for process design-ers to incorporate various design margins to ensure that minimum performance require-ments will be safely met. For the purpose of this study, the employment of design mar-gins was minimised. Where design margins were included, deliberate effort was made to ensure that consistent allowances were applied to both the MDEA and FlExsoRb designs, to allow for a fair comparison.
ResultsThe capital, operating and lifecycle costs for the MDEA and FlExsoRb cases are provided in Table 2.
order of magnitude capital cost estimates were developed on a U.s. Gulf Coast basis and include engineering (including technol-
Solvent Plant capacity(t/d)
Maximum acid gas H2S concentration (vol-%)†
5% discount rate
10% discount rate
15% discount rate
MDEA 25 33-35 37-39 39-41
100 <30* <30* 31-33
300 <30* <30* <30*
1000 <30* <30* <30*
FlExSoRb 25 40-42 43-45 45-47
100 32-34 36-38 39-41
300 <30* ~30 32-34
1000 <30* <30* <30*
Table 4: Acid gas enrichment commercial attractiveness threshold
ogy license fees), equipment procurement and installation, storage, metering/loading facilities, catalysts and chemicals (including MDEA and FlExsoRb solvent initial fill); plus construction indirects, spares and start-up services. owner’s costs, land costs, escala-tion, and contingency are excluded. All TIC estimates have been factored from a base case based on variations in key process flow rates. For this reason, the reader is encour-aged to place more importance on relative cost differentials than on absolute values.
operating and maintenance costs were determined based on the information in Table 3 and discounted at a rate of 10% for each year of an assumed 20 year plant life, to arrive at a net present cost for each case. solvent losses for MDEA and FlExsoRb have been included in these calculations.
In all cases, FlExsoRb results in lower
amine circulation rate, which translates to lower capital and operating costs for the portions of the plant impacted by this flow; the amine circulation and regeneration systems. In all AGEU cases, FlExsoRb produces richer acid gas, resulting in lower sRU/TGTU volumetric flow rate, which yields lower capital cost for the portions of the plant impacted by this flow; the sRU and hydrogenation section of the TGTU. For the non-AGEU cases, FlExsoRb results in lower sRU/TGTU volumetric gas flow, due to the fact that regenerator overhead gas recycled to the front of the sRU is richer in H2s content; however, the impact on over-all acid gas H2s composition is minimal due to the recycled tail gas being only a small fraction of the total sRU feed.
A comparison of net present cost for cases with and without acid gas enrich-ment was carried out and the results are shown in Table 4. Acid gas enrichment cases were optimised via semi-lean sol-vent cascading from the TGTU absorber to the AGEU absorber. Table 4 shows that as capacity increases, the economic attrac-tiveness threshold for acid gas enrichment shifts to a lower H2s concentration, illus-trating that the benefits of richer acid gas are outweighed by the higher capital and operating expense associated with higher amine circulation rates. Table 4 also shows that FlExsoRb always results in a higher acid gas H2s concentration thresh-old than MDEA due to its lower circulation rate. For the cases marked with asterisks, it is observed that the maximum H2s con-centration at which acid gas enrichment is economically attractive falls below the
† Above these H2S concentrations, AGE is less commercially attractive than Claus SRU without enrichment

Solvent Selection
33� Sulphur 330 | May - June 2012
minimum threshold for stable sRU reaction furnace operation (<30 vol-%).
Returning to the original questions posed at the beginning of the study, the analyses revealed that there is actually no capacity threshold where FlExsoRb becomes more attractive than MDEA for conventional tail gas treating; FlExsoRb always has a commercial advantage over MDEA that increases with increasing capacity and decreasing H2s concentra-tion. As regards the acid gas H2s concen-tration threshold where employment of acid gas enrichment becomes attractive for Flexsorb or for MDEA, it was found that:l AGE with MDEA has marginal commer-
cial advantage;l Flexsorb AGE affords commercial ben-
efits up to ~50% H2s concentration;l for large capacity plants, AGE is
employed for technical reasons, rather than commercial.
Study conclusionsDesigners tend to consider FlExsoRb solvent when they are faced with a particularly chal-lenging operating requirement, such as ultra-high sulphur recovery efficiency, mega-size capacities and/or high ambient temperatures coincident with cooling water limitations. but the technology may not spring to mind as an option for less demanding applications, due to its perceived higher up-front license fees and solvent costs. However, this study has established that FlExsoRb’s lifecycle cost advantage over MDEA extends across the comprehensive range of cases explored in the analysis; thus, there is no “threshold” per se, at which Flexsorb becomes less commercially attractive than MDEA. Hence, FlExsoRb should be considered not only for technically challenging applications, but also for typical gas plant and refinery sulphur facilities.
In summary, FlExsoRb solvent has traditionally been considered, and should continue to be considered, when any one or more of the following are required:l ultra-high recovery efficiencies (99.9%+);l large capacity train sizes (1,000 t/d+);l high solvent operating temperatures
(45-55°C) resulting from ambient condi-tions and/or cooling water limitations.
In fact, in many of the above situations, FlExsoRb may be the only viable technol-ogy alternative that is capable of achieving the performance specifications. In addi-tion to these, the study has revealed that FlExsoRb technology should not only be relegated to technically challenging appli-
cations but should also be considered:l Anytime acid gas enrichment and/or
tail gas treating is contemplated, even in conventional applications that do not have particularly stringent performance requirements.
Finally, one should keep in mind that eco-nomic technology comparisons often focus on initial capital investment and neglect oper-ating costs, which doesn’t convey the entire story. As this study indicates, operating costs can be even more important than total installed cost in the determination of plant lifecycle cost, and therefore should never be neglected in a commercial evaluation.
Lessons learnedA number of lessons were learned as a result of the comparison study. Consider-able care must be taken when utilising and comparing output from various process simulation tools. During the course of this study, differences between the MDEA and FlExsoRb simulation models emerged that required careful examination and adjust-ment to ensure that the results obtained were reasonable and in-line with the design-ers’ expectations, based on their experience with actual operating facilities. Three primary issues were identified, which had the poten-tial to skew results if not properly addressed:l consistency in absorber overhead H2s
specifications;l specification of appropriate rich and
lean amine loadings;l absorber internals design.
When the study was commenced, inconsist-ent H2s removal efficiencies were inadvert-ently specified for the MDEA and FlExsoRb AGEU absorbers. The simulations for the FlExsoRb AGEU absorbers were originally modelled assuming a significantly lower H2s concentration in the overhead gas. Even in this scenario, FlExsoRb circulation rates were appreciably lower than MDEA circula-tion rates, so the inconsistency was not immediately recognised. However, as the investigators began to evaluate and com-pare results, it became evident that the FlExsoRb cases were disadvantaged by a negative impact on Co2 slip due to the longer contact time required to achieve the higher H2s removal efficiency. Correction of the inconsistency resulted in a further reduc-tion in FlExsoRb circulation rates, which significantly improved Co2 slip.
When the designer is attempting to develop a simulation model utilising a com-
mercial simulation software program, it is criti-cally important that they understand the rich and lean amine loading limits of the solvent being employed, as these values must be manually specified within the model. When it comes to acid gas enrichment, availability of operating data is somewhat limited, especially for MDEA. Thus, the designer must have some means of verifying that he or she is specifying conservative values for these parameters in the simulation model; preferably based on actual operating experience with similar units. For specialty solvents, such as FlExsoRb, the technology provider typically delivers the simulation results, along with process guar-antees, which are validated based on actual operating experience. Amine loadings have a direct impact on circulation rate, reboiler duty and Co2 slip; thus, it is critically important to ensure that achievable values are specified to ensure adequate performance.
With the emphasis on maximising Co2 slip while still meeting the required treated gas H2s specification, the designers’ ability to properly specify and model the absorber internals design is paramount. The effect of liquid volume on the tray sets the available contacting time between the solvent and gas. The tower diameter, outlet weir height and downcomer clearance all affect the vol-ume of solvent on the tray and hence the Co2 slip. The objective is to meet the hydrau-lic requirements and provide enough contact between the solvent and the gas to achieve the H2s removal but still slip the Co2. There-fore, optimising the contact is critical and the tray design and number of trays have signifi-cant impact on the achievable Co2 slip.
In the authors’ experience, many commer-cial simulators tend to overestimate the per-formance of MDEA when used straight “out of the box,” which leads to the risk of under-estimating the design parameters required to meet process performance specifications. When in doubt, the inexperienced designer should always consult solvent suppliers, requesting that they provide simulation out-put and associated guarantees. Furthermore, in order to carry out a meaningful comparison between solvents, consistency in perform-ance parameters must be ensured in the design basis provided to the various technol-ogy providers being compared. n
Reference1. slavens A.F., De Wees b. Tebaldi s, Good-
hand T. (WorleyParsons), Aikins T., Pillai l.., Fedich R. and Parks l. (EMRE): FlExsoRb® sE solvent – A guide for deployment in the right applications”, presented at soGAT 2012, Abu Dhabi (Mar 25-29 2012).













![[1] Supersize Me - Worldscale SRU TGTU Goes Operational in Kazakhstan](https://static.fdocuments.us/doc/165x107/544ea2b3af7959d91e8b4b2a/1-supersize-me-worldscale-sru-tgtu-goes-operational-in-kazakhstan.jpg)




