
NTE INEN-ISO 13053-1 TÉCNICA ECUATORIANA … 13053-1:2011 - 4 - 9 PRIORIZACIÓN Y SELECCIÓN DE...
41
© ISO 2011 Todos los derechos reservados © INEN 2014. Quito – Ecuador NORMA TÉCNICA ECUATORIANA NTE INEN-ISO 13053-1 Primera edición 2014-01 MÉTODOS CUANTITATIVOS EN LA MEJORA DE PROCESOS. SEIS SIGMA. PARTE 1: METODOLOGÍA DMAIC (ISO 13053-1:2011, IDT) QUANTITATIVE METHODS IN PROCESS IMPROVEMENT. SIX SIGMA. PART 1: DMAIC METHODOLOGY (ISO 13053-1:2011, IDT) _____________________________________ Correspondencia: Esta Norma Técnica Ecuatoriana es una traducción idéntica de la Norma Internacional ISO 13053-1:2011 DESCRIPTORES: Métodos cuantitativos, seis sigma, metodología DMAIC. ICS: 03.120.30 41 Páginas EXTRACTO
Transcript of NTE INEN-ISO 13053-1 TÉCNICA ECUATORIANA … 13053-1:2011 - 4 - 9 PRIORIZACIÓN Y SELECCIÓN DE...

© ISO 2011 Todos los derechos reservados © INEN 2014.
Quito – Ecuador
NORMA TÉCNICA ECUATORIANA
NTE INEN-ISO 13053-1 Primera edición
2014-01
MÉTODOS CUANTITATIVOS EN LA MEJORA DE PROCESOS. SEIS
SIGMA. PARTE 1: METODOLOGÍA DMAIC (ISO 13053-1:2011, IDT)
QUANTITATIVE METHODS IN PROCESS IMPROVEMENT. SIX SIGMA. PART 1: DMAIC METHODOLOGY (ISO 13053-1:2011, IDT)
_____________________________________ Correspondencia: Esta Norma Técnica Ecuatoriana es una traducción idéntica de la Norma Internacional ISO 13053-1:2011
DESCRIPTORES: Métodos cuantitativos, seis sigma, metodología DMAIC. ICS: 03.120.30
41
Páginas
EXTRACTO
NTE INEN-ISO 13053 2014-01
© ISO 2011 Todos los derechos reservados © INEN 2014
2014-1377 i
Prólogo nacional
Esta Norma Técnica Ecuatoriana NTE INEN-ISO 13053-1 es una traducción idéntica de la Norma
Internacional ISO 13053-1:2011, “Quantitative methods in process improvement. Six Sigma. Part 1:
DMAIC methodology”, la fuente de la traducción es la norma adoptada por AENOR. El comité nacional
responsable de esta Norma Técnica Ecuatoriana y de su adopción es el Comité Interno del INEN.
.
.
EXTRACTO
- 3 - ISO 13053-1:2011
ÍNDICE
Página PRÓLOGO .............................................................................................................................................. 5 INTRODUCCIÓN ................................................................................................................................... 6 1 OBJETO Y CAMPO DE APLICACIÓN ............................................................................. 6 2 NORMAS PARA CONSULTA ............................................................................................. 6 3 SÍMBOLOS Y TÉRMINOS ABREVIADOS ....................................................................... 7 3.1 Símbolos .................................................................................................................................. 7 3.2 Términos abreviados .............................................................................................................. 7 4 FUNDAMENTOS DE LOS PROYECTOS SEIS SIGMA EN LAS ORGANIZACIONES ............................................................................... 8 4.1 General .................................................................................................................................... 8 4.2 La voz del cliente .................................................................................................................... 9 4.3 Contabilidad ........................................................................................................................... 9 4.4 La madurez de los procesos de una organización .............................................................. 10 4.5 Relación con la norma de gestión de calidad ISO 9001 ..................................................... 10 5 LAS MEDICIONES EN SEIS SIGMA .............................................................................. 11 5.1 Propósito ............................................................................................................................... 11 5.2 Defectos por millón de oportunidades (DPMO) ................................................................ 11 5.3 El nivel Sigma ....................................................................................................................... 12 5.4 El rendimiento encadenado (RTY) ..................................................................................... 13 5.5 La tasa de devoluciones (RR) .............................................................................................. 14 5.6 El número de problemas notificados (NPR) ....................................................................... 14 5.7 La entrega a tiempo (OTD) ................................................................................................. 14 5.8 El coste de la mala calidad (COPQ) .................................................................................... 14 6 LAS PERSONAS Y SUS ROLES EN SEIS SIGMA ......................................................... 15 6.1 General .................................................................................................................................. 15 6.2 El Champion ......................................................................................................................... 15 6.3 El Responsable del Despliegue ............................................................................................ 15 6.4 El Patrocinador del proyecto ............................................................................................... 16 6.5 El Master Black Belt ............................................................................................................ 16 6.6 El Black Belt ......................................................................................................................... 17 6.7 El Green Belt......................................................................................................................... 17 6.8 El Yellow Belt ....................................................................................................................... 18 7 COMPETENCIAS MÍNIMAS REQUERIDAS ................................................................ 18 8 REQUISITOS MÍNIMOS DE ENTRENAMIENTO EN SEIS SIGMA ......................... 19 8.1 Entrenamiento recomendado .............................................................................................. 19 8.2 Requisitos de entrenamiento para el Champion y Responsable del Despliegue ............. 19 8.3 Requisitos de entrenamiento para el Patrocinador ........................................................... 19 8.4 Requisitos de entrenamiento para el Master Black Belt ................................................... 20 8.5 Requisitos de entrenamiento para el Black Belt ................................................................ 20 8.6 Requisitos de entrenamiento para el Green Belt ............................................................... 20 8.7 Requisitos de entrenamiento para el Yellow Belt .............................................................. 20
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO

ISO 13053-1:2011 - 4 -
9 PRIORIZACIÓN Y SELECCIÓN DE PROYECTOS SEIS SIGMA ............................. 21 9.1 Consideraciones generales ................................................................................................... 21 9.2 Priorización de proyectos .................................................................................................... 21 9.3 Selección de proyectos .......................................................................................................... 22 10 METODOLOGÍA DMAIC PARA PROYECTOS SEIS SIGMA .................................... 24 10.1 Introducción .......................................................................................................................... 24 10.2 Fase Definir ........................................................................................................................... 25 10.3 Fase Medir ............................................................................................................................ 25 10.4 Fase Analizar ........................................................................................................................ 26 10.5 Fase Mejorar ......................................................................................................................... 27 10.6 Fase Controlar ...................................................................................................................... 27 11 METODOLOGÍA DMAIC. HERRAMIENTAS TÍPICAS UTILIZADAS .................... 28 12 VIGILANCIA DE UN PROYECTO SEIS SIGMA .......................................................... 30 12.1 General .................................................................................................................................. 30 12.2 Revisiones de Fase ................................................................................................................ 30 12.3 Gestión del proyecto ............................................................................................................. 30 12.4 Sesiones semanales de consulta con un Master Black Belt ............................................... 31 13 FACTORES CRÍTICOS PARA EL ÉXITO DE LOS PROYECTOS SEIS SIGMA ...................................................................................... 31 14 INFRAESTRUCTURA SEIS SIGMA DENTRO DE UNA ORGANIZACIÓN ............ 32 14.1 Información general ............................................................................................................. 32 14.2 Grande. Más de 1.000 empleados en la instalación ........................................................... 32 14.3 Media. Entre 250 y 1.000 empleados en la instalación ...................................................... 33 14.4 Pequeña – Menos de 250 empleados en la instalación ....................................................... 33 14.5 Varias localizaciones ............................................................................................................ 34 ANEXO A (Informativo) NIVELES SIGMA .................................................................................... 35 ANEXO B (Informativo) ENTRENAMIENTO ................................................................................ 37 BIBLIOGRAFÍA ................................................................................................................................... 39
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO

- 5 - ISO 13053-1:2011
PRÓLOGO ISO (Organización Internacional de Normalización) es una federación mundial de organismos nacionales de normalización (organismos miembros de ISO). El trabajo de preparación de las normas internacionales normalmente se realiza a través de los comités técnicos de ISO. Cada organismo miembro interesado en una materia para la cual se haya establecido un comité técnico, tiene el derecho de estar representado en dicho comité. Las organizaciones internacionales, públicas y privadas, en coordinación con ISO, también participan en el trabajo. ISO colabora estrechamente con la Comisión Electrotécnica Internacional (IEC) en todas las materias de normalización electrotécnica. Las normas internacionales se redactan de acuerdo con las reglas establecidas en la Parte 2 de las Directivas ISO/IEC. La tarea principal de los comités técnicos es preparar normas internacionales. Los proyectos de normas internacionales adoptados por los comités técnicos se envían a los organismos miembros para votación. La publicación como norma internacional requiere la aprobación por al menos el 75% de los organismos miembros que emiten voto. Se llama la atención sobre la posibilidad de que algunos de los elementos de este documento puedan estar sujetos a derechos de patente. ISO no asume la responsabilidad por la identificación de cualquiera o todos los derechos de patente. La Norma ISO 13053-1 fue preparada por el Comité Técnico ISO/TC 69 Aplicación de los métodos estadísticos, Subcomité SC 7, Aplicaciones de técnicas estadísticas y otras relacionadas para la implantación de Seis Sigma. La Norma ISO 13053 consiste en las siguientes partes, bajo el título general Métodos cuantitativos en la mejora de procesos. Seis Sigma: − Parte 1: Metodología DMAIC. − Parte 2: Herramientas y técnicas.
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO

ISO 13053-1:2011 - 6 -
INTRODUCCIÓN
El propósito de Seis Sigma1) es el de mejorar el rendimiento del negocio y de la calidad, y proveer un incremento en el beneficio a través del tratamiento de problemas importantes del negocio que pueden haber existido durante largo tiem-po. La fuerza motriz que subyace detrás de esta iniciativa es que las organizaciones sean competitivas y que se eliminen los errores y el desperdicio. Un cierto número de proyectos Seis Sigma consisten en la reducción de pérdidas. Algunas organizaciones requieren que su personal se comprometa con Seis Sigma y exigen que sus suministradores hagan lo propio. La iniciativa se basa en proyectos, y se enfoca en objetivos estratégicos del negocio. Pocas cosas son nuevas dentro de Seis Sigma desde el punto de vista de las herramientas y técnicas utilizadas. El méto-do emplea herramientas estadísticas, junto con otras, y en consecuencia trata con eventos inciertos con el fin de tomar decisiones que están basadas en la incertidumbre. En consecuencia, se considera como una buena práctica que un pro-grama general Seis Sigma esté acoplado con planes de gestión de riesgos y con actividades de prevención de defectos. Una diferencia con lo que pueden haber sido otras iniciativas de calidad, es que cada proyecto, antes de que pueda empezar, tiene que tener una sólida aplicación para el negocio. Seis Sigma habla el lenguaje del negocio (medida del valor, a través del proyecto), y su filosofía es la de aumentar la satisfacción del cliente a través de la eliminación y de la prevención de defectos y, como resultado, mejorar la rentabilidad del negocio. Otra diferencia es la infraestructura. La creación de roles, y las responsabilidades asociadas, proporcionan al método una infraestructura robusta. El requisito que todo proyecto tenga una adecuada aplicación para el negocio, la forma común en que todo proyecto es sometido a investigación y la metodología claramente definida (DMAIC) que siguen todos los proyectos proveen elementos adicionales de la infraestructura. El alcance de esta parte de la Norma ISO 13053 limita el documento a cubrir solamente la mejora de procesos ya existentes. No entra en el ámbito del Diseño para Seis Sigma (DFSS) o la reingeniería de un proceso para lo cual la metodología DMAIC no es del todo adecuada, y tampoco cubre el campo de la certificación. Habrá también situaciones en las que cualquier trabajo adicional en un proceso existente no es posible, bien técnicamente o en el sentido de una justificación financiera. Otras normas que cubran estas circunstancias aún están por desarrollar, pero cuando sean publicadas, la Norma UNE-ISO 13053 constituirá con estos futuros documentos un conjunto coherente de normas que irán desde la mejora de procesos existentes hasta el desarrollo de otros nuevos que producirán niveles de rendimiento Seis Sigma, y superiores. 1 OBJETO Y CAMPO DE APLICACIÓN
Esta parte de la Norma ISO 13053 describe una metodología para la mejora de los negocios conocida como Seis Sigma. Esta metodología comprende típicamente cinco fases: definir, medir, analizar, mejorar y controlar (DMAIC). Esta parte de la Norma ISO 13053 recomienda práctica mejor o preferida para cada una de las fases de la metodología DMAIC empleada durante la ejecución de un proyecto Seis Sigma. También recomienda como deberían gestionarse los proyectos Seis Sigma y describe los roles, la experiencia y el entrenamiento del personal involucrado en tales proyectos. Es de aplicación a las organizaciones que utilizan procesos de fabricación, así como procesos de servicios y transaccionales. 2 NORMAS PARA CONSULTA
Las normas que a continuación se indican son indispensables para la aplicación de esta norma. Para las referencias con fecha, sólo se aplica la edición citada. Para las referencias sin fecha se aplica la última edición de la norma (incluyendo cualquier modificación de ésta). ISO 13053-2 Métodos cuantitativos en la mejora de procesos. Seis Sigma. Parte 2: Herramientas y técnicas.
1) Seis Sigma es una marca comercial registrada perteneciente a Motorola como Six Sigma.
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO

- 7 - ISO 13053-1:2011
3 SÍMBOLOS Y TÉRMINOS ABREVIADOS
3.1 Símbolos c número de defectos (no conformidades) μ posición del proceso; valor medio de la población μ* posición “descentrada” del proceso; valor medio “descentrado” de la población nCTQC número de características críticas para la calidad nunits número de unidades inspeccionadas p proporción de ítems no conformes R valor del rango muestral Rmoving valor del rango móvil, calculado usualmente entre observaciones consecutivas. σ desviación típica de la población u número de defectos (no conformidades) por ítem X valor X valor de la media aritmética de la muestra
YDPMO número calculado de defectos por millón de oportunidades z valor normal estandarizado Zvalue nivel Sigma
3.2 Términos abreviados 5S acrónimo que significa ordenar, disponer, pulir, normalizar y mantener según se utiliza en los sistemas de
“fábrica visual”/”entorno de trabajo visual” 5-Porqué? método para hallar la causa raíz potencial de un problema 8D método de ocho disciplinas para la resolución de problemas ANOVA análisis de varianza (analysis of variance) C&E causa y efecto (cause and effect) COPQ coste de la mala calidad (cost of poor quality) COQ coste de la calidad (cost of quality) CTC crítico para el coste (critical to cost) CTQ crítico para la calidad (critical to quality)
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO
ISO 13053-1:2011 - 8 -
CTQC crítico para una característica de calidad (critical to quality characteristic) DMAIC definir, medir, analizar, mejorar y controlar (define, measure, analyse, improve, control) DOE diseño de experimentos (design of experiments) DPMO defectos por millón de oportunidades (defects per million opportunities) EVOP operación evolutiva (evolutionary operation) AMFE análisis de los modos de fallo y efectos (failure mode and effects analysis) FTA análisis del árbol de fallos (fault tree analysis) KPI indicador clave de rendimiento (key performance indicator) KPIV variable clave de entrada al proceso (key process input variable) KPOV variable clave de salida del proceso (key process output variable) MCA análisis de correspondencia múltiple (multiple correspondence analysis) MSA análisis del sistema de medida (measurement system analysis) NPR número de problemas reportados (number of problem reports) OTD envío a tiempo (on-time delivery) ppm partes por millón (parts per million) QFD despliegue de la función de calidad (quality function deployment) RACI Responsable operativo, Responsable de cuenta, Consultado/s, Informado/s (Responsible, Accountable,
Consulted, Informed) RR tasa de retorno (return rate) RTY rendimiento encadenado (rolled throughput yield) SIPOC diagrama que muestra las relaciones entre suministrador (S), entradas (I), proceso (P), salidas (O) y
cliente (C) ((S)upplier, (I)nputs, (P)rocess, (O)utputs, (C)ustomer relationships SOP procedimiento operativo estándar (standard operating procedure) SPC control estadístico de proceso (statistical process control) TPM mantenimiento total productivo (total productive maintenance) 4 FUNDAMENTOS DE LOS PROYECTOS SEIS SIGMA EN LAS ORGANIZACIONES
4.1 General
El propósito principal de un proyecto Seis Sigma es el de resolver un problema determinado con el fin de contribuir a los objetivos de negocio de la organización. Los proyectos Seis Sigma solo se deberían emprender cuando la solución al problema no se conoce.
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO
- 9 - ISO 13053-1:2011
Las actividades específicas de un proyecto Seis Sigma se pueden resumir como a) reunir datos; b) extraer información de los datos a través del análisis; c) diseñar una solución; y d) asegurar que se obtienen los resultados deseados. La realización de las actividades precedentes debería siempre estar orientada, desde el punto de vista práctico, como se muestra seguidamente en la tabla 1.
Tabla 1 – Fundamentos de Seis Sigma
Pregunta Fase Seis Sigma Descripción
¿Cuál es el problema? Definir Defina un problema estratégico en el que trabajar.
¿Cómo está el proceso ahora? Medir Mida el rendimiento actual del proceso a ser mejorado.
¿Qué está causando esto? Analizar Analice el proceso para establecer la causa raíz princi-pal del pobre rendimiento.
¿Qué se puede hacer con esto? Mejorar Mejore el proceso a través de la prueba y del estudio de soluciones potenciales, que permitan establecer un proceso mejorado robusto.
¿Cómo puede hacerse para que se mantenga ahí?
Controlar Controle el proceso mejorado estableciendo un proceso normalizado capaz de ser operado y mejorado de forma continua para mantener el rendimiento en el tiempo.
4.2 La voz del cliente
La “voz del cliente” debería constituir un lazo de realimentación permanente a lo largo de la duración de un proyecto Seis Sigma. En el contexto de un proyecto Seis Sigma, este puede ser el Patrocinador del proyecto, un cliente interno o un cliente externo. Es importante que todo proyecto Seis Sigma comience a partir de las necesidades y expectativas del cliente. Posteriormente, en cada fase, se deberían comprobar las sucesivas actividades del proyecto para confirmar que no se han desviado de las expectativas originales del cliente.
4.3 Contabilidad
La metodología de mejora Seis Sigma debería orientarse hacia la eficiencia financiera pero también debería tener en consideración la seguridad y la satisfacción del cliente. En todos los casos, y como un primer paso, se debería establecer un modelo contable de tal modo que se pueda evaluar el rendimiento financiero de un proceso. Seguidamente, tanto el departamento financiero como el de operaciones podrán analizar el conjunto de información debiendo ser capaces de predecir resultados similares. El rendimiento del proyecto sujeto a investigación debería ser determinado en términos de eficiencia y de adaptabilidad para el cliente o de la eficiencia para el negocio. Esto debería revisarse periódicamente con el patrocinador del proyecto.
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO

ISO 13053-1:2011
4.4 La madurez de los procesos de una o
La mejora continua abarca un conjunto de madurez ha sido introducido con el fin de proporcionar un camino a seguir por los proy – Inicial (Nivel 1) – no existe la descripció – Gestionado (Nivel 2) – reactivo solo bajo – Definido (Nivel 3) – los procesos de toda – Gestionado Cuantitativamente (Nivel 4)
indicadores; y – Optimizado (Nivel 5) – los procesos se p En una organización Seis Sigma, los niveleproporcionarán un camino general para el muestran en la figura 1.
Figura 1
4.5 Relación con la norma de gestión de
Los principios de calidad expuestos en las decisiones en base a hechos, la consecucióncontinua. Los métodos Seis Sigma constituyen herram
- 10 -
organización
acciones que mejoran el rendimiento de una organizacevaluar los diferentes niveles de rendimiento de una
yectos de mejora continua. Habitualmente, se emplean c
ón de ningún proceso en la organización;
o demanda del cliente; el proceso para responder al clien
a la organización están definidos;
) – todos los procesos de Nivel 3 se gestionan cuantita
pueden optimizar mediante el uso de indicadores.
es de madurez cambiarán gradualmente. Las diferentesprograma de mejora continua y para el nivel de mad
– Mejora continua y nivel de madurez
calidad ISO 9001
normas de gestión de calidad ISO 9000 y ISO 9001 rn de la calidad a través de la gestión por procesos y la p
mientas poderosas para alcanzar un alto rendimiento en to
ción. El concepto de organización y para
cinco niveles:
nte está formalizado;
ativamente mediante
s etapas del progreso urez. Los niveles se
requieren la toma de práctica de la mejora
odas estas áreas.
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO
- 11 - ISO 13053-1:2011
La calidad es el resultado de un sistema de la empresa. Los métodos de calidad tales como Seis Sigma operan de mane-ra más eficiente cuando están integrados en los sistemas de operación y de proceso de la empresa, desde la investiga-ción de mercado a la planificación de la calidad y al control de proceso y hasta la gestión del ciclo de vida. Una compañía que introduzca Seis Sigma debería examinar sus sistemas de operación para comprender dónde es nece-sario modificar los procesos existentes. La introducción de un conjunto de métodos, basado en la utilización de datos y métodos de resolución de problemas (tal como DMAIC), puede ayudar a mejorar los sistemas de operación de la empresa. Esto puede ayudar también a mejorar el sistema existente de manera continua, lo cual también es un requisito de la Norma ISO 9001. Las empresas que siguen este camino tienden a alcanzar mayor productividad y satisfacción del cliente, y una posición de competitividad sostenible en su mercado. Los miembros de la empresa se benefician del entrenamiento, del aprendizaje y de la aplicación de los métodos Seis Sigma. Ellos se vuelven más competentes y conocedores del pensamiento estadístico, comprendiendo la variabilidad de los procesos y la consiguiente aplicación dentro de un sistema de gestión de calidad. Otro beneficio muy importante de la integración de los métodos Seis Sigma en el sistema de gestión de calidad es la oportunidad de recopilar y almacenar un conocimiento básico de cada proyecto y proceso. El conocimiento (acerca de la satisfacción del cliente, del diseño para la fabricación, de la capacidad del proceso y de la información sobre la fiabilidad del producto en operación) será transferido a posteriores equipos de proyecto, difundiendo así en la empresa el conocimiento básico necesario que la sostenibilidad del negocio necesita para sobrevivir en el largo plazo y evitando de este modo la pérdida de conocimiento que tiene lugar cuando las personas clave dejan la compañía o se jubilan. Los clientes y grupos de interés son los últimos beneficiarios de la integración de Seis Sigma en un sistema de gestión de calidad que proporciona un producto superior, menores costes y una mejor consistencia de los productos despa-chados. 5 LAS MEDICIONES EN SEIS SIGMA
5.1 Propósito
El propósito de las mediciones en un proyecto Seis Sigma es el de permitir la cuantificación del rendimiento de un proceso. Esto permite hacer comparaciones, análisis y discernir las causas del rendimiento a mejorar. Se pueden aplicar distintas medidas del negocio para cuantificar un problema elegido para ser resuelto a través de uno o varios proyectos Seis Sigma. Los siguientes apartados identifican las mediciones más importantes que se pueden utilizar. La elección de la medición dependerá del proyecto. Tres de estas mediciones utilizadas habitualmente para estimular las actividades de mejora son: “tasa de retorno del producto”, “número de problemas reportados” y “entrega a tiempo”. La medida conti-nua de estas características nos dirá más acerca de “en qué magnitud” es necesario mejorar las características. Una medida ulterior agrupará a la mayoría de éstas en un parámetro global – el coste de la mala calidad.
5.2 Defectos por millón de oportunidades (DPMO)
Los DPMO se deberían calcular utilizando la fórmula siguiente:
DPMOunits CTQC
1 000 000cYn n
= ××
La cantidad potencial de defectos CTQC (no conformidades) se contabiliza a partir de las nunits inspeccionadas. Mide el rendimiento de calidad alcanzado y se expresa como una tasa por millón de tales defectos CTQC. El valor se puede emplear más tarde para estimar el “nivel sigma” (o Zvalue). Véase la tabla 2.
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO

ISO 13053-1:2011 - 12 -
Tabla 2 – Niveles Sigma
Valor Calculado de DPMO (YDPMO)
Nivel Sigma (Zvalue)
308 538,0 66 807,0
6 210,0 233,0
3,4
2 3 4 5 6
NOTA 1 En el Anexo A se puede encontrar una tabla completa de niveles sigma. NOTA 2 Los cálculos están basados en un desplazamiento de la media de 1,5 sigma.
Una métrica de comparación empleada para clasificar los niveles de calidad es el nivel sigma. Un nivel de rendimiento clasificado como el mejor en su clase se ha transformado en sinónimo de un nivel sigma de 6, es decir un nivel de rendi-miento de 3,4 DPMO. En consecuencia, un proceso continuo con un nivel sigma de 6 tiene un límite de especificación que está ubicado a 4,5 desviaciones típicas del valor medio. Para ilustrar cómo se puede aplicar el cálculo anterior, considérese un producto que tenga 1000 CTQC asociadas. Si todas las características tuviesen un rendimiento de 3,4 DPMO, entonces la probabilidad de que la unidad estuviese “libre de defectos” sería 1 – (0,000 003 4)1 000, es decir 0,996 606. Si se produjera un lote de 150 unidades, la probabili-dad de que no hubiera defectos en el lote sería 0,996 606150, es decir 0,60. En otras palabras, a pesar de que cada CTQC tuviese un nivel sigma de 6, la probabilidad de tener al menos un defecto en un lote de 150 unidades de tales productos sería de 0,40. Entonces, para tales productos, el nivel de rendimiento en DPMO para la CTQC necesitaría ser mucho mayor que un nivel sigma de 6. Un nivel sigma de 6 sería realmente el nivel umbral inicial.
5.3 El nivel Sigma
El nivel sigma se deriva de la distribución normal, pero con un “descentrado” de 1,5 desviaciones típicas, elegido históricamente de la costumbre y la práctica. Véase la figura 2. Esta compensación de 1,5 (= 6 – 4,5) se denomina el (valor de) desplazamiento. NOTA El desplazamiento de 1,5 sigma tiene en cuenta la estimación de la variación de la media del proceso entre los períodos de corto y largo
plazo.
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO

Figura Un nivel sigma de 6 está realmente a 4,5 dede la distribución comprendida en la cola destandarizada. La tabla 2 ha sido construidaelaborada de la misma manera. Naturalmente, es necesario tener cuidado eadecuado para el uso.
5.4 El rendimiento encadenado (RTY)
El rendimiento encadenado es la probabilidadel proceso libre de defectos. En el caso de procesos con múltiples etapas,etapa. El “rendimiento a la primera” no inclponibilidad de equipos, etc. También se lo figura 3.
- 13 - IS
a 2 – Derivación de los niveles sigma
esviaciones típicas del valor medio. Entonces, para deterde la distribución, z corresponde a 4,5 si se emplea unaa de este modo. Otros valores pueden obtenerse de la ta
en este punto dado que la distribución normal no sie
ad de que una unidad de producto pueda pasar a través d
el RTY se determina multiplicando el “rendimiento a lluye ningún tipo de retrabajo, reparación, ajuste adicionconoce por “ritmo no ajustado” o “ritmo de paso”. Vé
SO 13053-1:2011
rminar la proporción a distribución normal abla A.1, que ha sido
empre es un modelo
de una serie de etapas
a primera” para cada nal, retraso por indis-éase el ejemplo de la
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO

ISO 13053-1:2011
Figura 3
El cálculo del RTY es una medida más aprtente en dividir, después de la Operación 3proceso de 0,897. NOTA El RTY supone que las etapas del proceso son
5.5 La tasa de devoluciones (RR)
La tasa de devoluciones se define como el núen un cierto período de tiempo como, por edeterminar en correspondencia con el mismode los envíos como, por ejemplo, una media
5.6 El número de problemas notificados
El número de problemas notificados se definperíodo determinado de tiempo, por ejempproducto. Un producto puede ser un elementservicio proporcionado al cliente. A veces las notificaciones se subdividen entales casos, el número de problemas notificad
5.7 La entrega a tiempo (OTD)
La entrega a tiempo mide el marco temporaque se entregan en las dependencias del clicliente, correspondiente a un período especif
5.8 El coste de la mala calidad (COPQ)
El coste de calidad tradicional tiene en cueprevención, evaluación, fallos internos y extdo con el coste de la mala calidad o COPQ eforma tanto de fallos internos como externdefectuoso o su sustituto, el diagnóstico dedescarte, reinspección, empaquetado del nucoste en que se incurre como pérdida de sati
- 14 -
– Ejemplo de rendimiento encadenado
ropiada del rendimiento del proceso que el cálculo más30, 485 entre 500, es decir 0,970 que sobreestima el r
independientes.
úmero de devoluciones – o de pedidos de devolución – ejemplo un mes, dividido entre el número de envíos. Lo período que para las devoluciones, o puede ser una manual.
(NPR)
ne como el número de problemas con origen en el clienteplo un mes, y donde los problemas están relacionadoto físico, un software, un sistema instalado en dependen
n tres categorías de acuerdo a su gravedad: críticas, maydos se separa en tres medidas diferentes, una para cada
al de las entregas a los clientes. Se la define como el poiente de acuerdo con los requisitos de la programaciónficado de tiempo.
enta los costes a través de toda la compañía empleanternos. Una parte, en general importante del coste de caen el que se incurre a través de la producción y correcc
nos. Este coste considera los esfuerzos necesarios parae la causa raíz de los defectos, la reparación del produuevo producto, etc. No incluye ningún tipo de pérdida sfacción del cliente con el producto.
s “simplista” consis-rendimiento real del
de un producto dado Los envíos se pueden medida “normalizada”
e y notificados en un s con la calidad del
ncias del cliente, o un
yores y menores. En nivel de gravedad.
orcentaje de pedidos n establecidos por el
ndo las categorías de alidad está relaciona-ión de defectos en la a enviar el producto ucto defectuoso o su para el cliente ni el
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO

6 LAS PERSONAS Y SUS ROLES EN S
6.1 General
Una organización que busque implantar Seien su implantación. Algunos roles puedenorganización y de la complejidad de los prouna representación esquemática de cómo pue
Figura 4 – Ejempl
6.2 El Champion
Esta persona podría ser un ejecutivo de la otuviese una gran influencia en la organizació a) establecerá la estrategia para el despliegu b) será responsable de establecer objetivos d
6.3 El Responsable del Despliegue
Para seguir y gestionar el despliegue de SeDependiendo del tamaño de la organizacióResponsable del Despliegue serán los siguien
- 15 - IS
SEIS SIGMA
is Sigma debería considerar los siguientes roles y si elln requerir de una ocupación en exclusiva dependiendoyectos (véase el capítulos 14, tablas 8, 9 y 10) En la feden ser las interrelaciones.
lo de los roles Seis Sigma y de sus interrelaciones
organización, por ejemplo, un director o el vicepresidenón. Esta persona
ue de Seis Sigma en la organización; y
de negocio en relación con la iniciativa Seis Sigma.
eis Sigma, toda organización requerirá de un Responsaón, este podría ser un puesto de dedicación en excluntes:
SO 13053-1:2011
los son de aplicación do del tamaño de la figura 4 se puede ver
nte de calidad, y que
able del Despliegue. usiva. Los roles del
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO

ISO 13053-1:2011 - 16 -
a) promover la iniciativa Seis Sigma; b) determinar, junto con el comité directivo, el nivel de introducción de Seis Sigma en la compañía, el número de
Master Black Belt, Black Belt, Green Belt, etc y la duración de la comisión para este personal; c) coordinarse e informar a la dirección del progreso de cualquier iniciativa Seis Sigma; d) involucrar a nuevos Patrocinadores de proyectos y reclutar nuevos candidatos para Master Black Belt y Black Belt
con el fin de su participación en Seis Sigma; e) negociar con las diferentes áreas de la compañía para la comisión temporal y más tarde la reubicación de los
candidatos a Black Belt; f) gestionar y facilitar lo que sea necesario para impulsar Seis Sigma, por ejemplo un centro Seis Sigma para su uso
por parte de los Master Black Belt y Black Belt; g) buscar posibles proyectos; y h) participar en las revisiones de proyecto más importantes, si fuera necesario.
6.4 El Patrocinador del proyecto
El Patrocinador del proyecto tiene una importancia vital para el resultado exitoso de un proyecto Seis Sigma. Esta persona puede ser el dueño del proceso dentro del cual se va a desarrollar el proyecto Seis Sigma. Las responsabilidades del Patrocinador del proyecto estarán relacionadas con (1) el éxito del proyecto, (2) la importancia y el uso efectivo de las revisiones del proyecto, (3) la puesta en práctica de las soluciones, (4) la eliminación de las formas anteriores gestionar el proceso de una vez que la nueva solución sea implantada y (5) dar satisfacción a las necesidades de formación. Los roles principales del Patrocinador del proyecto son las siguientes: a) defender la metodología Seis Sigma con sus colegas y con otras personas de rango superior dentro de la organi-
zación; b) dar soporte al proyecto Seis Sigma elegido; c) proveer los recursos requeridos por el Black Belt y necesarios para el proyecto Seis Sigma; d) eliminar cualquier obstáculo con que se encuentre el Black Belt durante la ejecución del proyecto; e) participar directamente en todas las revisiones de proyecto y dar su aprobación formal a la fase si el trabajo ha sido
realizado correctamente; f) asegurar que se implantan completamente todas las recomendaciones del proyecto Seis Sigma; g) asegurar que las mejoras identificadas en los proyectos elegidos se alcanzan y se mantienen en el tiempo; y h) asegurar que los proyectos finalizados se evalúan para su posible aplicación en otras áreas del negocio o en algún
otro punto dentro de la misma área.
6.5 El Master Black Belt
El papel del Master Black Belt es el de dar soporte a los Black Belt en la aplicación de la metodología DMAIC y en la selección y uso de las herramientas y técnicas necesarias. En particular, el Master Black Belt se ocupará de las siguientes actividades:
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO
- 17 - ISO 13053-1:2011
a) aconsejar e instruir a los Black Belt en la aplicación de la metodología DMAIC y en la selección y uso de las herra-mientas y técnicas necesarias;
b) dar soporte para que las mejoras identificadas en los proyectos elegidos se consigan y mantengan en el tiempo; c) proveer consultoría “interna” en estadística avanzada; d) dar asistencia en la identificación de proyectos de mejora adecuados; e) dar asistencia en la determinación del alcance de los proyectos de mejora seleccionados; f) dar asistencia en las revisiones periódicas de los proyectos de mejora; g) proveer entrenamiento en las herramientas y técnicas asociadas con Seis Sigma a Black Belt y Green Belts, según le
sea requerido; h) determinar si las actividades de entrenamiento son apropiadas y efectivas; y i) liderar proyectos de mejora, según le sea requerido. NOTA Dependiendo de su tamaño, una compañía puede utilizar servicios de consultoría para la función de Master Black Belt cuando un Master
Black Belt no pueda formase dentro de la propia empresa, puesto que los Master Black Belt habitualmente requieren experiencia obtenida a partir de diversas compañías y un vasto conocimiento del negocio (frecuentemente son antiguos ejecutivos dentro de la compañía).
6.6 El Black Belt
Del Black Belt se espera que proporcione a la organización los beneficios acordados para un proyecto Seis Sigma. Para ello, el Black Belt se ocupará de las siguientes actividades: a) trabajar con otras personas para identificar y cuantificar oportunidades de mejora; b) organizar equipos multidisciplinarios (organización del proceso), cuando sea necesario, y gestionar los proyectos de
mejora; c) liderar proyectos de mejora o facilitar proyectos Green Belt empleando la metodología DMAIC; d) entrenar, aconsejar e instruir a los Green Belt en la metodología DMAIC y en las técnicas relacionadas con la
mejora de procesos; y e) participar directamente en todas las revisiones de proyectos mediante la presentación del trabajo realizado hasta la
fecha, poniendo énfasis en los logros conseguidos en la fase en revisión.
6.7 El Green Belt
Del Green Belt se espera que proporcione a la organización los beneficios acordados para un proyecto Seis Sigma. Estas actividades de mejora estarán comprendidas habitualmente dentro del área de trabajo del Green Belt. Para ello, el Green Belt a) trabajará con los responsables de la línea para identificar y cuantificar las oportunidades de mejora en el entorno
local; b) será requerido para trabajar bajo la supervisión de un Black Belt como miembro de un proyecto Seis Sigma más
amplio, dirigido por un Black Belt; c) será requerido para liderar un proyecto Seis Sigma de pequeño alcance, bajo la dirección de un Black Belt; d) podrá aconsejar a los operadores de los procesos (Yellow Belts) en los métodos y actividades de mejora de procesos.
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO
ISO 13053-1:2011 - 18 -
6.8 El Yellow Belt
Normalmente un Yellow Belt es un operador de proceso, tanto en el sentido de fabricación como de oficina (transaccio-nal). Se espera del Yellow Belt que participe en equipos de proyecto Seis Sigma cuando estos proyectos están relacio-nados con el proceso operado por el Yellow Belt. Para ello, el Yellow Belt a) trabajará con el Green Belt local para identificar y cuantificar oportunidades de mejora en el entorno local;
b) será requerido para trabajar bajo la supervisión de un Black Belt como miembro de un proyecto Seis Sigma más amplio, dirigido por un Black Belt; y
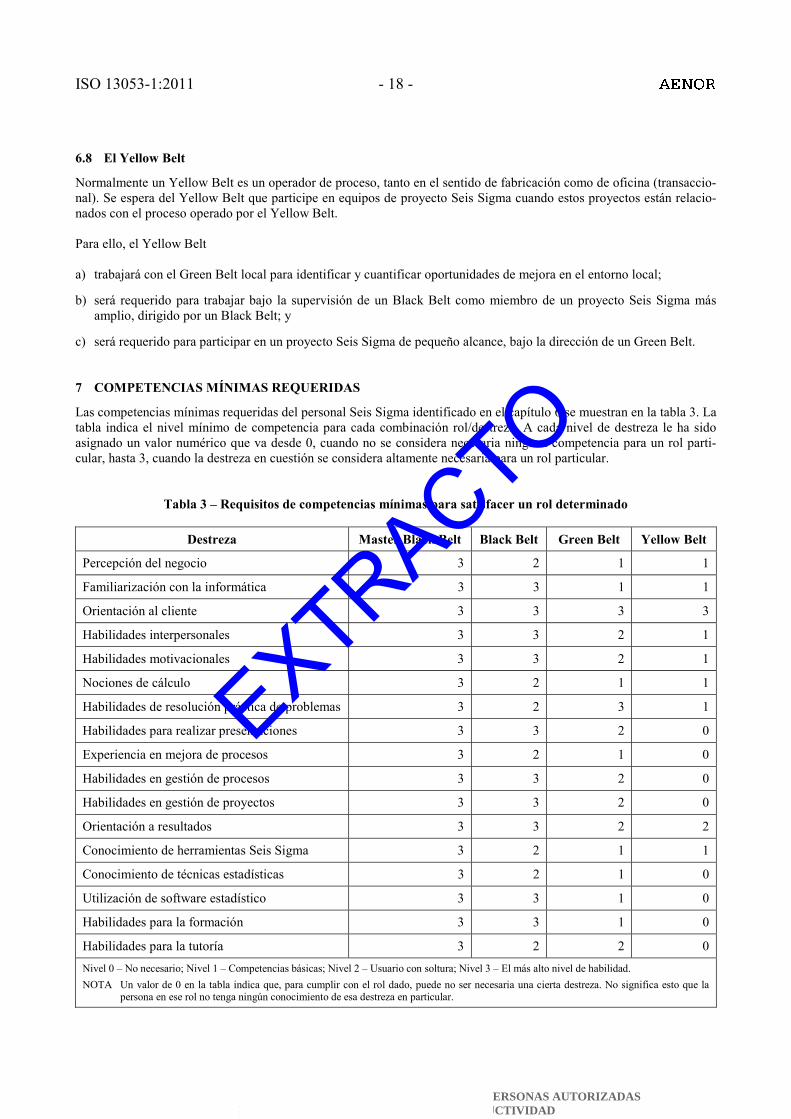
c) será requerido para participar en un proyecto Seis Sigma de pequeño alcance, bajo la dirección de un Green Belt. 7 COMPETENCIAS MÍNIMAS REQUERIDAS
Las competencias mínimas requeridas del personal Seis Sigma identificado en el capítulo 6 se muestran en la tabla 3. La tabla indica el nivel mínimo de competencia para cada combinación rol/destreza. A cada nivel de destreza le ha sido asignado un valor numérico que va desde 0, cuando no se considera necesaria ninguna competencia para un rol parti-cular, hasta 3, cuando la destreza en cuestión se considera altamente necesaria para un rol particular.
Tabla 3 – Requisitos de competencias mínimas para satisfacer un rol determinado
Destreza Master Black Belt Black Belt Green Belt Yellow Belt
Percepción del negocio 3 2 1 1
Familiarización con la informática 3 3 1 1
Orientación al cliente 3 3 3 3
Habilidades interpersonales 3 3 2 1
Habilidades motivacionales 3 3 2 1
Nociones de cálculo 3 2 1 1
Habilidades de resolución práctica de problemas 3 2 3 1
Habilidades para realizar presentaciones 3 3 2 0
Experiencia en mejora de procesos 3 2 1 0
Habilidades en gestión de procesos 3 3 2 0
Habilidades en gestión de proyectos 3 3 2 0
Orientación a resultados 3 3 2 2
Conocimiento de herramientas Seis Sigma 3 2 1 1
Conocimiento de técnicas estadísticas 3 2 1 0
Utilización de software estadístico 3 3 1 0
Habilidades para la formación 3 3 1 0
Habilidades para la tutoría 3 2 2 0 Nivel 0 – No necesario; Nivel 1 – Competencias básicas; Nivel 2 – Usuario con soltura; Nivel 3 – El más alto nivel de habilidad. NOTA Un valor de 0 en la tabla indica que, para cumplir con el rol dado, puede no ser necesaria una cierta destreza. No significa esto que la
persona en ese rol no tenga ningún conocimiento de esa destreza en particular.
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO

- 19 - ISO 13053-1:2011
8 REQUISITOS MÍNIMOS DE ENTRENAMIENTO EN SEIS SIGMA
8.1 Entrenamiento recomendado
El entrenamiento se puede proporcionar de diferentes maneras, tanto en la forma de cursos del estilo de clases formales o a través de otros sistemas de entrenamiento como e-learning o cursos equivalentes a distancia. Los requisitos de entre-namiento recomendados, expresados en días, se muestran en la tabla 4 para cada categoría de personal Seis Sigma descrita en el capítulo 6.
Tabla 4 – Duración mínima recomendada de los cursos
Categoría Championa/ Responsable
del Despliegue
Patrocinador Master Black Beltb
Black Belt Green Belt Yellow Belt
Formaciónc
(días) 3 1 10 20 5 1
Tutorías (días) – – 2 5 1 0
Número de proyectos Seis Sigma para cualificación
– – 2 2 1 0
a Para convertirse en Champion no es suficiente con completar la Formación de Champion. b Un Master Black Belt deberá haber completado previamente la formación de Black Belt y haber desempeñado ese rol durante al menos dos
años con la consiguiente realización de un cierto número de proyectos Seis Sigma. c Se supone que el entrenamiento ha sido dado en clase. Algunas compañías sustituyen este tiempo por “e-learning” a distancia. El entrenamiento de Master Black Belt se divide habitualmente en dos semanas separadas por un corto intervalo de tiempo, por ejemplo dos semanas. El entrenamiento de Black Belt se divide habitualmente en cinco bloques de cuatro días, u otra división conveniente, por ejemplo cuatro bloques de cinco días, cada uno separado por entre tres o cuatro semanas.
8.2 Requisitos de entrenamiento para el Champion y Responsable del Despliegue
El propósito de este entrenamiento es el de familiarizar al Champion y al Responsable del Despliegue con la metodología DMAIC para poder comprender y apreciar las herramientas en que se fundamenta. De este modo, ellos estarán bien preparados para recibir informes de los equipos Seis Sigma en relación con el progreso y los hallazgos de los proyectos. El entrenamiento debería tener el mismo contenido que para los Green Belt pero con un mayor énfasis en la selección de proyectos, en el alcance de los proyectos y en la implantación de las recomendaciones. (El contenido típico de un programa de entrenamiento para Green Belt se puede ver en la tabla B.2).
8.3 Requisitos de entrenamiento para el Patrocinador
El propósito de este entrenamiento es el de familiarizar al Patrocinador con la metodología DMAIC para poder com-prender y apreciar las herramientas en que se fundamenta. De este modo, el Patrocinador estará bien preparado para recibir informes de los equipos Seis Sigma en relación con el progreso y los hallazgos de los proyectos y para poder participar en el detalle de las revisiones de proyecto, así como para poder “institucionalizar” el enfoque Seis Sigma en la mejora del negocio. El contenido del entrenamiento para el Patrocinador puede variar según la aplicación del negocio pero se centrará en los productos del proyecto y en cómo evaluarlos al final de cada fase del proyecto Seis Sigma.
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO
ISO 13053-1:2011 - 20 -
8.4 Requisitos de entrenamiento para el Master Black Belt
Un candidato a Master Black Belt debería haber sido acreditado previamente como Black Belt y en consecuencia habría recibido el entrenamiento necesario como Black Belt. Si este no fuese el caso, el Master Black Belt debería recibir un entrenamiento adicional recomendado para ampliar el conocimiento del Master Black Belt en métodos estadísticos, otras técnicas matemáticas relacionadas y técnicas de gestión organizacional. La agenda concreta del entrenamiento deberá adecuarse a cada persona y al área de aplicación (manufactura o transaccional) en la que el Master Black Belt se vaya a desempeñar.
8.5 Requisitos de entrenamiento para el Black Belt
Un candidato a Black Belt debería haber recibido el entrenamiento y la acreditación como Green Belt o bien tener el nivel equivalente de experiencia y conocimientos. El contenido típico de un programa de entrenamientote Black Belt se muestra en la tabla B.1. Los conocimientos del candidato a Black Belt se deberían confirmar bien por medio de una evaluación escrita o del tipo de opciones múltiples. La evaluación puede ser interna o llevarse a cabo por una organización externa. Adicionalmente a la asistencia al programa de entrenamiento, cada candidato a Black Belt debería completar al menos dos proyectos Seis Sigma, comprobados por una autoridad de certificación. Esta certificación puede ser interna o externa. Los proyectos proporcionan al candidato a Black Belt la oportunidad de demostrar su conocimiento y habilidad en la aplicación de las herramientas Seis Sigma. Los proyectos deberían ser evaluados por Master Black Belt. La evaluación debería incluir un examen oral que puede interpretarse como parte del asesoramiento en los proyectos emprendidos como parte del proceso de entrenamiento y certificación. Podrían emprenderse otros proyectos Seis Sigma si el candidato a Black Belt resultase, debido a la naturaleza de los dos primeros proyectos, incapaz de demostrar un completo conocimiento de las herramientas Seis Sigma.
8.6 Requisitos de entrenamiento para el Green Belt
Un contenido típico de un programa de entrenamiento para Green Belt se muestra en la tabla B.2. Los conocimientos del candidato a Green Belt se deberían confirmar bien por medio de una evaluación escrita o del tipo de opciones múlti-ples. La evaluación puede ser interna o ser llevada a cabo por una organización externa. Adicionalmente a la asistencia al programa de entrenamiento, cada candidato a Green Belt debería completar un proyec-to Seis Sigma aprobado por una autoridad de certificación. Esta certificación puede ser interna o externa. Los proyectos proporcionan a la candidata o candidato a Black Belt la oportunidad de demostrar su conocimiento y habilidad en la aplicación de las herramientas Seis Sigma apropiadas para el nivel Green Belt. El proyecto debería ser evaluado por un Black Belt independiente y corresponderá al área en que trabaja el Green Belt. La evaluación debería incluir un examen oral.
8.7 Requisitos de entrenamiento para el Yellow Belt
El programa de entrenamiento para un candidato a Yellow Belt debería tener el formato de un seminario de conciencia-ción en Seis Sigma de un día de duración, en el que se debería explicar el propósito de Seis Sigma y de la metodología Seis Sigma (DMAIC). La descripción de los detalles de las herramientas Seis Sigma debería reducirse al mínimo. El entrenamiento debería, preferiblemente, ser impartido por un Black Belt, pero los Green Belt también pueden realizar esta función. Cuando participan en un equipo de proyecto Seis Sigma, los Yellow Belt deberían recibir un entrenamiento de tipo práctico en la aplicación de las herramientas Seis Sigma adecuadas para el proyecto. Este entrenamiento debería ser impartido por los Green Belt o Black Belt que lideran el proyecto. Una organización que implanta una iniciativa Seis Sigma debería considerar si le pudiera resultar beneficioso para una exitosa implantación del programa, entrenar a todo su personal al menos hasta el nivel Yellow Belt.
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO

9 PRIORIZACIÓN Y SELECCIÓN DE
9.1 Consideraciones generales
Los proyectos deberían seleccionarse para ctos cuya solución no se conoce de antemano El resultado de cada proyecto debería contribciones deberían mantener listas de proyectoscon el fin de servir de ayuda en el proceso dotros, y esto debería ser tenido en cuenta par
9.2 Priorización de proyectos
Existen diferentes formas de valorar las vent El gráfico que aparece en la figura 5 es un ejson valorados según el grado de dificultadrepresentan las coordenadas del proyecto qu Los proyectos que caen en la caja marcadapuesto que representan proyectos con un ejecución. Puede dar lugar a un cierto debateantes que algunos otros que caen en la Prionunca a menos que un cliente importante de
Figura 5 –
- 21 - IS
E PROYECTOS SEIS SIGMA
cumplir con claros objetivos de la organización. Solamepueden ser considerados proyectos Seis Sigma.
buir a la mejora global de la rentabilidad de una organizs Seis Sigma potenciales, ordenados por la medida de sude selección. Algunos proyectos pueden parecer más fára su selección.
tajas relativas de proyectos Seis Sigma en pugna.
jemplo de uno de estos enfoques. Los proyectos Seis Sid para su ejecución y de acuerdo a su beneficio potee se representan en un gráfico.
a como “Prioridad 1” son aquellos que deberían abordgran beneficio potencial y suponen un bajo nivel de si algunos proyectos que caen dentro de la Prioridad 3oridad 2. Los que caen en la Prioridad 4 puede que nola organización requiera que un proyecto de Prioridad 4
– Gráfica para la selección de proyectos
SO 13053-1:2011
ente aquellos proyec-
zación. Las organiza-u beneficio potencial, áciles de realizar que
igma en competencia encial. Estos valores
darse antes que otros e dificultad para su 3 deberían ejecutarse o sean seleccionados 4 sea ejecutado.
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO

ISO 13053-1:2011 - 22 -
Otro enfoque, más objetivo que el anterior, consiste en emplear una tabla o matriz similar a la que aparece en la tabla 5. A veces, esta se llama una “tolva de proyectos”. Las columnas de la tabla contienen la valoración numérica asignada a los resultados de los proyectos frente a un conjunto de criterios establecidos. El número de prioridad de cada proyecto se calcula como el producto de las valoraciones numéricas de las columnas desde la A hasta la E; a mayor número de prioridad para el proyecto, más importante será éste. La tabla se puede construir y calcular los valores con ayuda de una hoja de cálculo u otro software equivalente.
Tabla 5 – Ejemplo de posible priorización de proyectos
Título del proyecto
(A) Importancia
para el cliente
(B) Coste
esperado total del proyecto
(C) Probabilidad de éxito del
proyecto
(D) Contribución esperada al
beneficio
(E) Aplicabilidad a otros casos
(F) Número de prioridad
del proyecto
(G) Orden
del proyecto
Estudio de errores en facturas
8 2 9 5 4 2 880 2
Bajo rendimiento en línea xxx
6 5 7 8 8 13 440 1
Etc
NOTA 1 Los rangos de valores están en una escala de 1 a 10, siendo 1 el peor y 10 el mejor. NOTA 2 El valor de la columna (F) es el producto de las valoraciones que figuran en las columnas (A) a (E). NOTA 3 El orden del proyecto que aparece en la columna (G) corresponde con el orden de la columna (F).
9.3 Selección de proyectos 9.3.1 Lista de comprobación general
El método Seis Sigma DMAIC es especialmente apropiado para la resolución de problemas crónicos. Los problemas puntuales se tratan mejor mediante otros métodos de resolución de problemas tales como las 8D o los métodos descritos en la Norma ISO 9004:2009, anexo B que también serán útiles dependiendo del problema. La siguiente lista, aunque no exhaustiva, indica los criterios frente a los cuales deberían valorarse los posibles proyectos Seis Sigma. a) ¿Tiene el posible proyecto elementos de recurrencia? b) ¿Existen medidas? En caso negativo, ¿pueden efectuarse medidas en un intervalo de tiempo adecuado? c) ¿Existe la capacidad de controlar, es decir, manipular el proceso? d) ¿Mejorará el posible proyecto la satisfacción del cliente? e) ¿Está alineado el posible proyecto con al menos uno de los indicadores del negocio? f) ¿Reportará beneficios el posible proyecto? g) ¿Existe una alta probabilidad de que el proyecto se complete mediante la aplicación de la metodología DMAIC en
un plazo de 6 meses desde su inicio? h) ¿Es posible establecer criterios de “éxito” para el proyecto?
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO

Si la respuesta a las preguntas anteriores ejecución. En la revisión del proyecto, el Patrocinador proyecto propuesto es relevante (para la estrel proceso) y gestionable (el alcance del proy 9.3.2 Problemas orientados a procesos
El rendimiento de cada proceso debería detepor ejemplo el rendimiento en las entregas proceso debería ser expresado también como Los proyectos más idóneos para su selecciórequisito establecido. 9.3.3 Problemas orientados a producto o
Siempre que exista un problema conocido direcciones de las facturas, se debería investi Cada problema particular es el producto dproblema debería vigilarse para determinar s 9.3.4 Alcance del proyecto
Se debería tener cuidado para asegurarse qudebería subdividirse en un conjunto de proytiempo por un pequeño equipo de proyecto. El enfoque recomendado es el de emplear eticamente en la figura 6.
Figura 6 – Ejemplo esquemático del métod
- 23 - IS
es “sí”, el posible proyecto debería ser considerado
puede decidir si éste es apropiado. Esto implica una decrategia del negocio), medible (las mediciones pueden seyecto propuesto es adecuado).
rminarse a través del examen de la métrica de negocio afrente a la programación en el tiempo. Si fuera posible
o un valor monetario.
ón son aquellos que aparentan tener un bajo rendimient
o a servicio
tanto con un producto como con un servicio, por ejeigar las causas posibles y la naturaleza del problema.
de un sistema (o proceso) fuera de control. La frecuensi es constante o esporádico, si crece o decrece en magni
ue el alcance del proyecto Seis Sigma no es demasiado yectos más simples que puedan ser gestionados en un p
el método de “Y = f(X)”. Las razones de este método
do Y = f(X) en cascada para acotar el alcance de los pr
SO 13053-1:2011
como apto para su
cisión acerca de si el er desarrolladas para
apropiada al proceso, e, el rendimiento del
to en relación con el
emplo errores en las
ncia y magnitud del itud, etc.
amplio. El proyecto período razonable de
se ilustran esquemá-
royectos Seis Sigma
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO

ISO 13053-1:2011
La Y representa la KPOV para cada nivel. Ecuál de las KPIV (la X) es la más significativte nivel. Los valores de KPIV (X) deberían,dependiendo del tipo específico de proyectonalmente, el propio juicio de los técnicos. El proceso de refinamiento debería continuaKPIV(X). Este es el nivel al cual debería estque muestra la cascada para el problema del
Figura 7 – Ejemplo de casc 10 METODOLOGÍA DMAIC PARA PRO
10.1 Introducción
Un proyecto Seis Sigma se ejecuta habitualm Cada fase de la metodología debería seguembargo, una vez que la información ha sidredefinido, vuelto a medir y a analizar. Lasesté de acuerdo con la información que se ddos fases finales una vez que la definición de En todas las fases deberían presentarse inforlas fases del proceso DMAIC deberían celeb Consúltese la Norma ISO 13053-2 para más siguientes apartados.
- 24 -
En cada nivel, el proceso o problema debería ser analizva. Este valor de X debería ser empleado como el KPOV, preferentemente, establecerse a partir de datos adecua
o se pueden emplear otras técnicas tales como el AMFE
ar hasta que no sea posible diferenciar entre la importantablecerse el alcance del proyecto. En la figura 7 se protiempo que no añade valor en una máquina.
cada para el tiempo que no añade valor en una máqu
OYECTOS SEIS SIGMA
mente mediante el proceso DMAIC que se ilustra en la f
uirse en la secuencia de definir, medir, analizar, mejodo recopilada y analizada el proyecto debería revisarse y tres primeras fases deberían repetirse hasta que la def
deriva de los datos recogidos. La metodología solo debeel proyecto sea estable.
rmes periódicos (véase el capítulo 12) al Patrocinador debrarse revisiones del proyecto con el Patrocinador.
información en relación con las herramientas y técnicas
zado para determinar V (Y) para el siguien-ados. Sin embargo, y E o incluso, y ocasio-
ncia de las diferentes porciona un ejemplo
uina
figura 8.
orar y controlar. Sin y, si fuera necesario, finición del proyecto ería proceder con las
el proyecto. En todas
s identificadas en los
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO

Figura 8 – Ej
10.2 Fase Definir
El resultado de esta fase es la declaración deo defectuosos. La declaración del proyecto magnitud del problema y su impacto financideberían alcanzar al final del proyecto, debedo, en su caso, aspectos de seguridad) como Las salidas de esta fase, según fuere el caso, a) una declaración del proyecto que incluya b) indicadores Seis Sigma; c) diagramas SIPOC; d) diagramas de flujo; e) diagramas de Pareto; f) una lista de los CTQC; g) presupuesto de los resultados financieros h) revisión del proyecto.
10.3 Fase Medir
El propósito de la fase de medida es desarroy crear una referencia del rendimiento recien
- 25 - IS
jemplo de la secuencia DMAIC Seis Sigma
el proyecto en la que se relacionan los aspectos identificdebería establecer la descripción del problema e incorero en los resultados. El alcance del proyecto, junto conerían estar claramente definidos tanto en términos operfinancieros.
pueden incluir lo siguiente:
a un análisis de riesgos (véase un ejemplo en la Norma U
s (estimación de beneficios); y
llar un programa para la recolección de datos, recopilarnte del proceso.
SO 13053-1:2011
cados como erróneos rporar datos sobre la n los objetivos que se racionales (incluyen-
UNE-ISO 13053-2);
r datos, evaluar datos
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO

ISO 13053-1:2011 - 26 -
La fase de “medida” es la fase en la que se deberían recopilar todos los datos relativos a aquellas variables que se supo-ne tienen influencia en el problema. Sin embargo, antes de comenzar a recopilar datos, se debería realizar una evalua-ción de la eficacia de los procesos de medida de los que dependerá el proyecto. Todos los sistemas de medida a utilizar deberían ser capaces de proporcionar datos con el nivel requerido de precisión y repetibilidad. Esto incluye a aquellos procesos de medida que proporcionan datos discretos del tipo de “atributo”. En caso de existir alguna duda sobre la calidad de los datos, cualquier análisis estadístico que se pudiera realizar a continuación podría resultar no válido. Las salidas de esta fase, según fuere el caso, pueden incluir lo siguiente: a) análisis de sistemas de medida de todos los procesos de medida utilizados en el proyecto, incluyendo en caso
necesario la concordancia de los datos de atributo, y para todas las medidas de las CTQC; b) plan para la recolección de datos; c) determinación de los tamaños muestrales; d) DPMO; e) ensayos para la determinación de las distribuciones de probabilidad; f) gráficas de tendencias; g) gráficas de control; h) histogramas; i) análisis de capacidad y/o rendimiento de los procesos afectados; y j) revisión del proyecto.
10.4 Fase Analizar
El propósito de la fase de análisis es el de identificar los desajustes entre el rendimiento de referencia y los objetivos, comprender las causas raíz de la variabilidad, y priorizar las oportunidades de mejora. Los datos obtenidos durante la anterior fase de medida deberían ser analizados en detalle, empleando las herramientas estadísticas apropiadas, para identificar, demostrar o verificar las KPIV significativas. Como se expuso anteriormente (véase 10.1), los hallazgos de la fase de análisis podrían hacer cambiar la interpretación del problema y conducir a una redefinición del proyecto. Las tres primeras fases deberían repetirse hasta que la definición del proyecto sea estable. Las salidas de esta fase, según fuere el caso, pueden incluir lo siguiente: a) diagramas de causa y efecto; b) AMFE de proceso; c) análisis del árbol de fallos; d) análisis de los 5 por qué; e) análisis del sistema de medida; f) determinación de los tamaños muestrales;
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO
- 27 - ISO 13053-1:2011
g) ensayos para la determinación de las distribuciones de probabilidad; h) ensayos de hipótesis; i) ANOVA; j) análisis de regresión y correlación; k) DOE; l) una lista de las KPIV significativas; m) análisis del valor añadido/identificación de desperdicios; y n) revisión del proyecto.
10.5 Fase Mejorar
El propósito de esta fase es el de establecer una mejora robusta para el proceso. Las actividades a considerar van desde las más prácticas, tales como la introducción de sistemas a prueba de error en ciertas operaciones, hasta el empleo de técnicas de optimizar y de hacer robustos los procesos frente a las variables de ruido a través de DOE, según sea necesario. Durante esta fase hay que identificar cualquier obstáculo en el camino que pudiera impedir la implantación de la solución elegida, y superarlo. La forma de superar estos obstáculos potenciales en el camino debería ser identi-ficada antes de implantar las modificaciones en el proceso. Herramientas tales como las “matrices de selección de soluciones” deberían emplearse en aquellas situaciones en las que exista más de una solución y cuando la elección no sea clara. Las salidas de esta fase, según fuere el caso, pueden incluir lo siguiente: a) matriz de selección de soluciones;
b) métodos a prueba de error;
c) determinación de los tamaños maestrales; d) DOE de superficie de respuesta; e) DOE de parámetros de diseño; f) AMFE del proceso actualizado; g) estudios de la capacidad y/o de los índices de rendimiento del proceso inicial; y h) diagrama de proceso de cómo debería ser el ahora proceso; i) una relación actualizada de las CTQC; j) indicadores Seis Sigma; y k) revisión del proyecto.
10.6 Fase Controlar
La efectividad de la solución debería confirmarse a través de la recolección y análisis de nuevos datos. Se debería preparar un plan hacia adelante para el “control” en curso del proceso para su empleo en el área en que exista el proceso.
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO
ISO 13053-1:2011 - 28 -
El proceso mejorado debería ser traspasado al Patrocinador del proyecto, y al área en la que el proceso exista, una vez que las mejoras requeridas al proceso hayan sido confirmadas. Se debería llevar a cabo una auditoría al proceso y re-visar las conclusiones aproximadamente unos seis meses después de finalizado el proyecto. Antes de la “entrega” se debería establecer una fecha para la auditoría del proceso. Cualquier detalle, hecho u otra información que se hubiera aprendido durante la ejecución del proyecto debería ser documentada y puesta a disposición de otras áreas en donde se pudiera aplicar. El Black Belt debería documentar cualquier tema que hubiera quedado abierto en el proyecto o en el plan de segui-miento que tanto el dueño del proceso como otras personas implicadas pudieran necesitar para que el proceso mejorado quede convenientemente arraigado. Tal plan para la transición del proyecto incluiría la fecha planificada para la audito-ría al proceso. Se debería escribir un informe final y circularlo a las partes interesadas. El informe debería ser archivado para su fácil acceso por otras personas. Todos los informes deberían seguir el mismo formato estándar y deberían ser indexados mediante palabras clave. El informe debería indicar las lecciones aprendidas a trasladar a futuros equipos de proyectos Seis Sigma. Las salidas de esta fase, según fuere el caso, pueden incluir lo siguiente: a) planes de control de proceso; b) una relación actualizada de las CTQC; c) análisis adicionales de sistemas de medida; d) gráficas de control; e) evolución de la capacidad del proceso; f) 5S; g) TPM; h) costes financieros (real vs. esperado); y i) una revisión de proyecto, como resumen en un análisis genérico de beneficios, que debería hacer referencia a los
objetivos establecidos en la declaración de proyecto. 11 METODOLOGÍA DMAIC. HERRAMIENTAS TÍPICAS UTILIZADAS
La tabla siguiente es un resumen de muchas de las herramientas empleadas habitualmente en un proyecto Seis Sigma. En la Norma ISO 13053-1 se puede encontrar más información sobre algunas de las herramientas señaladas.
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO

- 29 - ISO 13053-1:2011
Tabla 6 – Herramientas y técnicas típicas de Seis Sigma
Herramienta (técnica) Hoja de datosa
Definir Medir Analizar Mejorar Controlar
Capacidad / rendimiento 20 R R R R R
CTQC 04 O O O O
Equipo de orientación al cliente 05 S
Estadística descriptiva 19 S S S S S
Justificación financiera 01 O R
Diagrama de Gantt 08 R
Modelo Kano 03 S
Identificación de oportunidades de error 04 R
Diagrama de Pareto 19 S S S S
Matriz de priorización 11 R R
Diagrama de flujo 10 R S R
Declaración de proyecto 07 O
Revisión de proyecto 31 O O O O O
Análisis de riesgos 07 O
QFD 05 R R R
Matriz RACI 28 R R
Modelado de prestación de servicio 23 S S S S
SIPOC 09 R S
Indicadores Seis Sigma 20 O O
Análisis de cadena de valor 22 R
Análisis de desperdicios 21 R R R
Benchmarking 06 R R
Plan de recolección de datos 16 O
MSA 15 O O O
Ensayos sobre las distribuciones de probabilidad (por ejemplo; normalidad) 18
O (datos continuos) R (otros)
O (datos continuos) R (otros)
Determinación de tamaños maestrales 17 O O O
SPC 30 R R R
Diagrama de tendencias 19 S S
Diagrama de afinidad 02 S
ANOVA 24, 26 R R
Diagrama de causa y efecto 12 R
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO

ISO 13053-1:2011 - 30 -
Herramienta (técnica) Hoja de datosa
Definir Medir Analizar Mejorar Controlar
DOE 26 R R
Ensayos de hipótesis 24 R R
AMFE de proceso 14 R O
Regresión y correlación 25 R R
Fiabilidad 27 R R
Análisis de los 5 porqué – S
Tormenta de ideas 13 S
Análisis de correspondencia múltiple — S
Métodos a prueba de error (poka-yoke) 29 R R
Selección de soluciones 11 R
TPM 27 S S
5S 29 S S
Plan de control 29 O a Las hojas de datos se proporcionan en la Norma UNE-ISO 13053-2. NOTA O – Obligatorio; R – Recomendado; S - Sugerido.
12 VIGILANCIA DE UN PROYECTO SEIS SIGMA
12.1 General
El proyecto Seis Sigma debería ser vigilado con regularidad con el fin de conocer si se está desarrollando según lo planificado y si otras indicaciones de la viabilidad del proyecto son satisfactorias. Periódicamente deberían elevarse informes al Patrocinador del proyecto.
12.2 Revisiones de Fase
Una revisión de fase debería tener lugar cuando se considera que un proyecto ha completado una fase y está en dispo-sición de pasar a la siguiente. Para llevar a cabo la revisión se debería convocar un equipo revisor integrado por el Res-ponsable del Despliegue (dependiendo del proyecto), el Patrocinador del proyecto, el Master Black Belt, el Black Belt (o Green Belt) que lidera el proyecto y cualquier otro responsable interesado, a modo de observador. Con antelación a la reunión se debería circular al equipo revisor una copia con toda la información relevante, análisis e informes. El “Belt” líder del proyecto debería efectuar una breve presentación del trabajo realizado hasta la fecha y responder a todas las preguntas de los otros miembros del panel. El Patrocinador debería firmar la revisión de fase una vez que el panel haya concluido que el trabajo ha sido debida-mente realizado y que los análisis y conclusiones son correctos. El proyecto puede entonces pasar a la siguiente fase.
12.3 Gestión del proyecto
Se debería construir un diagrama de Gantt y actualizarlo regularmente con el fin de poder identificar cualquier retraso y tomar acciones correctivas que lleven el proyecto otra vez a lo programado. Se recomienda tener en cuenta, según corresponda, todos los estándares internacionales de gestión de proyectos.
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO
- 31 - ISO 13053-1:2011
Es difícil predecir con exactitud la duración global de un proyecto Seis Sigma, si bien casi todas las organizaciones esperan que se pueda completar en un período de unos seis meses. Al hacer la programación del proyecto se deberían de tener en cuenta los posibles retrasos por imprevistos. Estos retrasos podrían deberse desde la falta de datos y la necesidad de montar sistemas para la recolección de información en las primeras fases hasta retrasos en la adquisición de nuevos equipos o herramientas durante las fases posteriores del proyecto.
12.4 Sesiones semanales de consulta con un Master Black Belt
Como método para el seguimiento del proyecto se deberían promover revisiones rutinarias semanales entre el Black Belt y el correspondiente Master Black Belt. Las reuniones se deberían emplear para elevar temas, identificar problemas con los recursos del proyecto e identificar obstáculos en el camino del proyecto. La presencia de estos obstáculos debería ponerse en conocimiento del Patrocinador del proyecto para actuar sobre ellos y resolverlos. La reunión de revisión debería llevar aproximadamente una hora y el Master Black Belt debería entrar en el detalle del proyecto, proporcionar orientación al Black Belt y dar cualquier tipo de asistencia técnica. Puede ser necesario mantener reuniones más frecuentes o de mayor duración cuando estas consultas vayan dirigidas a un candidato a Black Belt encargado de un proyecto correspondiente a su proceso de entrenamiento y certificación. 13 FACTORES CRÍTICOS PARA EL ÉXITO DE LOS PROYECTOS SEIS SIGMA
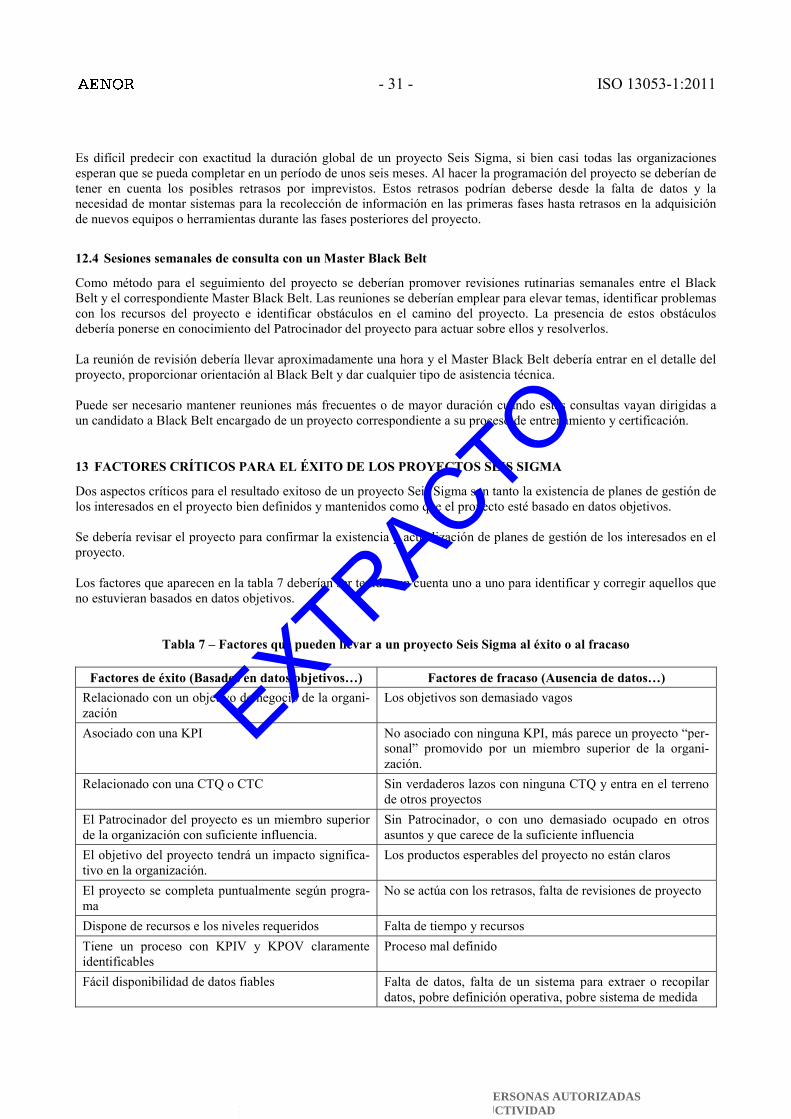
Dos aspectos críticos para el resultado exitoso de un proyecto Seis Sigma son tanto la existencia de planes de gestión de los interesados en el proyecto bien definidos y mantenidos como que el proyecto esté basado en datos objetivos. Se debería revisar el proyecto para confirmar la existencia y actualización de planes de gestión de los interesados en el proyecto. Los factores que aparecen en la tabla 7 deberían ser tenidos en cuenta uno a uno para identificar y corregir aquellos que no estuvieran basados en datos objetivos.
Tabla 7 – Factores que pueden llevar a un proyecto Seis Sigma al éxito o al fracaso
Factores de éxito (Basados en datos objetivos…) Factores de fracaso (Ausencia de datos…) Relacionado con un objetivo de negocio de la organi-zación
Los objetivos son demasiado vagos
Asociado con una KPI No asociado con ninguna KPI, más parece un proyecto “per-sonal” promovido por un miembro superior de la organi-zación.
Relacionado con una CTQ o CTC Sin verdaderos lazos con ninguna CTQ y entra en el terreno de otros proyectos
El Patrocinador del proyecto es un miembro superior de la organización con suficiente influencia.
Sin Patrocinador, o con uno demasiado ocupado en otros asuntos y que carece de la suficiente influencia
El objetivo del proyecto tendrá un impacto significa-tivo en la organización.
Los productos esperables del proyecto no están claros
El proyecto se completa puntualmente según progra-ma
No se actúa con los retrasos, falta de revisiones de proyecto
Dispone de recursos e los niveles requeridos Falta de tiempo y recursos Tiene un proceso con KPIV y KPOV claramente identificables
Proceso mal definido
Fácil disponibilidad de datos fiables Falta de datos, falta de un sistema para extraer o recopilar datos, pobre definición operativa, pobre sistema de medida
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO

ISO 13053-1:2011 - 32 -
Asegúrese que a) existen planes de gestión de los interesados en el proyecto bien definidos y mantenidos; b) el proyecto esté basado en datos objetivos. 14 INFRAESTRUCTURA SEIS SIGMA DENTRO DE UNA ORGANIZACIÓN
14.1 Información general
El tipo de infraestructura elegida por la organización dependerá de diversos factores y no hay estructuras “buenas” o “malas”. Lo que funciona para una organización puede no funcionar para otra. Los ratios de los diferentes roles son para proveer de una masa crítica, que puede ser ajustada para cualquier industria o servicio, para el exitoso despliegue y consiguiente funcionamiento de la iniciativa Seis Sigma. Los factores tienden a ser los siguientes: a) la estructura superior impuesta por la central de la compañía; b) el número de empleados en la instalación; y c) la naturaleza del negocio.
14.2 Grande. Más de 1.000 empleados en la instalación
La infraestructura recomendada para instalaciones con un número elevado de empleados se muestra en la Tabla 8. Se debería establecer una posición especial para los Master Black Belt y los Black Belt en comisión, debiendo éstos depender directamente del Responsable del Despliegue.
Tabla 8 – Infraestructura Seis Sigma típica para instalaciones con un número grande de empleados
Rol Número Comentarios
Responsable del Despliegue 1 Rol permanente
Patrocinador del proyecto Variable Variable de acuerdo al número y tipo de proyectos
Master Black Belts 1 por cada 5 Black Belts Tiempo completo
Black Belts 1 por cada 5 Green Belts Tiempo completo. A menudo en comisión en el rol por un período de dos años y luego reintegrado al negocio.
Green Belts 1 por cada 30 empleados Tiempo parcial. En comisión en proyectos de acuerdo a las necesidades.
Yellow Belts Todos los empleados Tiempo parcial. En comisión en proyectos de acuerdo a las necesidades.
NOTA Los números a los que se hace referencia en esta tabla no siempre son adecuados para todas las aplicaciones de Seis Sigma y los números reales pueden ser diferentes en cada caso.
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO

- 33 - ISO 13053-1:2011
14.3 Media. Entre 250 y 1 000 empleados en la instalación
La infraestructura recomendada para instalaciones con un número medio de empleados se muestra en la tabla 9. No es habitual establecer una posición especial para los Master Black Belt y los Black Belt. Su superior debería ser su jefe “operativo” normal.
Tabla 9 – Infraestructura Seis Sigma típica para instalaciones con un número medio de empleados
Rol Número Comentarios
Responsable del Despliegue 1 Tiempo parcial.
Patrocinador del proyecto Variable Variable de acuerdo al número y tipo de proyectos.
Master Black Belts 1 por cada 5 Black Belts Tiempo completo. A menudo solo se encuentran en organizaciones con más de 500 empleados.
Black Belts 1 por cada 5 Green Belts Una combinación de tiempo completo y parcial. Usualmente permanece en su área habitual de trabajo.
Green Belts 1 por cada 30 empleados Tiempo parcial. En comisión en proyectos de acuerdo a las necesidades.
Yellow Belts Todos los empleados Tiempo parcial. En comisión en proyectos de acuerdo a las necesidades.
NOTA Los números a que se hace referencia en esta tabla no siempre son adecuados para todas las aplicaciones de Seis Sigma y los números reales pueden ser diferentes en cada caso.
14.4 Pequeña – Menos de 250 empleados en la instalación
La infraestructura recomendada para instalaciones con un número medio de empleados se muestra en la tabla 10.
Tabla 10 – Infraestructura Seis Sigma típica para instalaciones con un número pequeño de empleados
Rol Número Comentarios
Responsable del Despliegue 0 Las responsabilidades son asumidas por un ejecutivo de alto nivel ya existente.
Patrocinador del proyecto Variable Variable de acuerdo al número y tipo de proyectos.
Master Black Belts 0 Normalmente no es un empleado de la instalación, pero la organización debería utilizar recursos externos.
Black Belts 1 por cada 5 Green Belts Tiempo parcial. Operativo dentro de su área habitual de trabajo.
Green Belts 1 por cada 30 empleados Tiempo parcial. En comisión en proyectos de acuerdo a las necesidades.
Yellow Belts Todos los empleados Tiempo parcial. En comisión en proyectos de acuerdo a las necesidades.
NOTA Los números a que se hace referencia en esta tabla no siempre son adecuados para todas las aplicaciones de Seis Sigma y los números reales pueden ser diferentes en cada caso.
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO
ISO 13053-1:2011 - 34 -
14.5 Varias localizaciones
Las organizaciones con múltiples instalaciones y que busquen un despliegue común habitualmente seguirían la opción “Grande” o “Media” pero probablemente tendrían Master Black Belts operando dentro de un cierto grupo de instala-ciones, por ejemplo regionalmente, y Black Belts seleccionados estratégicamente de entre las instalaciones que tuviesen las mayores oportunidades para beneficiarse de los proyectos. Los Black Belts pueden ser capaces de ayudar a otras instalaciones directamente o a través de proyectos llevados a cabo o en los que participen Green Belts.
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO

- 35 - ISO 13053-1:2011
ANEXO A (Informativo)
NIVELES SIGMA Véase la tabla A.1.
Tabla A.1 – Niveles Sigma
Sigma 0,00 0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08 0,09 6,0 3,4 5,9 5,4 5,2 4,9 4,7 4,5 4,3 4,1 3,9 3,7 3,6 5,8 8,5 8,2 7,8 7,5 7,1 6,8 6,5 6,2 5,9 5,7 5,7 13 13 12 12 11 11 10 9,8 9,3 8,9 5,6 21 20 19 18 17 17 16 15 15 14 5,5 32 30 29 28 27 26 25 24 23 22 5,4 48 46 44 42 41 39 37 36 34 33 5,3 72 69 67 64 62 59 57 54 52 50 5,2 108 104 100 96 92 88 85 82 78 75 5,1 159 153 147 142 136 131 126 121 117 112 5,0 233 224 216 208 200 193 185 178 172 165 4,9 337 325 313 302 291 280 270 260 251 242 4,8 483 466 450 434 419 404 390 376 362 349 4,7 687 664 641 619 598 577 557 538 519 501 4,6 968 935 904 874 845 816 789 762 736 711 4,5 1350 1306 1264 1223 1183 1144 1107 1070 1035 1001 4,4 1866 1807 1750 1695 1641 1589 1538 1489 1441 1395 4,3 2555 2477 2401 2327 2256 2186 2118 2052 1988 1926 4,2 3467 3364 3264 3167 3072 2980 2890 2803 2718 2635 4,1 4661 4527 4396 4269 4145 4025 3907 3793 3681 3573 4,0 6210 6037 5868 5703 5543 5386 5234 5085 4940 4799 3,9 8198 7976 7760 7549 7344 7143 6947 6756 6569 6387 3,8 10724 10444 10170 9903 9642 9387 9137 8894 8656 8424 3,7 13903 13553 13209 12874 12545 12224 11911 11604 11304 11011 3,6 17864 17429 17003 16586 16177 15778 15386 15003 14629 14262 3,5 22750 22216 21692 21178 20675 20182 19699 19226 18763 18309 3,4 28717 28067 27429 26803 26190 25588 24998 24419 23852 23295 3,3 35930 35148 34380 33625 32884 32157 31443 30742 30054 29379 3,2 44565 43633 42716 41815 40930 40059 39204 38364 37538 36727 3,1 54799 53699 52616 51551 50503 49471 48457 47460 46479 45514 3,0 66807 65522 64255 63008 61780 60571 59380 58208 57053 55917
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO

ISO 13053-1:2011 - 36 -
Sigma 0,00 0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08 0,09 2,9 80757 79270 77804 76359 74934 73529 72145 70781 69437 68112 2,8 96800 95098 93418 91759 90123 88508 86915 85343 83793 82264 2,7 115070 113139 111232 109349 107488 105650 103835 102042 100273 98525 2,6 135666 133500 131357 129238 127143 125072 123024 121000 119000 117023 2,5 158655 156248 153864 151505 149170 146859 144572 142310 140071 137857 2,4 184060 181411 178786 176186 173609 171056 168528 166023 163543 161087 2,3 211855 208970 206108 203269 200454 197663 194895 192150 189430 186733 2,2 241964 238852 235762 232695 229650 226627 223627 220650 217695 214764 2,1 274253 270931 267629 264347 261086 257846 254627 251429 248252 245097 2,0 308538 305026 301532 298056 294599 291160 287740 284339 280957 277595 1,9 344578 340903 337243 333598 329969 326355 322758 319178 315614 312067 1,8 382089 378280 374484 370700 366928 363169 359424 355691 351973 348268 1,7 420740 416834 412936 409046 405165 401294 397432 393580 389739 385908 1,6 460172 456205 452242 448283 444330 440382 436441 432505 428576 424655 1,5 500000 496011 492022 488034 484047 480061 476078 472097 468119 464144 1,4 539828 535856 531881 527903 523922 519939 515953 511966 507978 503989 1,3 579260 575345 571424 567495 563559 559618 555670 551717 547758 543795 1,2 617911 614092 610261 606420 602568 598706 594835 590954 587064 583166 1,1 655422 651732 648027 644309 640576 636831 633072 629300 625516 621720 1,0 691462 687933 684386 680822 677242 673645 670031 666402 662757 659097 0,9 725747 722405 719043 715661 712260 708840 705401 701944 698468 694974 0,8 758036 754903 751748 748571 745373 742154 738914 735653 732371 729069 0,7 788145 785236 782305 779350 776373 773373 770350 767305 764238 761148 0,6 815940 813267 810570 807850 805105 802337 799546 796731 793892 791030 0,5 841345 838913 836457 833977 831472 828944 826391 823814 821214 818589 0,4 864334 862143 859929 857690 855428 853141 850830 848495 846136 843752 0,3 884930 882977 881000 879000 876976 874928 872857 870762 868643 866500 0,2 903200 901475 899727 897958 896165 894350 892512 890651 888768 886861 0,1 919243 917736 916207 914657 913085 911492 909877 908241 906582 904902 0,0 933193 931888 930563 929219 927855 926471 925066 923641 922196 920730 NOTA 1 Los valores en la tabla están en DPMO. Para hallar un nivel sigma, búsquese el valor de DPMO más próximo y léase el nivel sigma. NOTA 2 Los cálculos están basados en un desplazamiento de la media de 1,5 desviaciones típicas.
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO
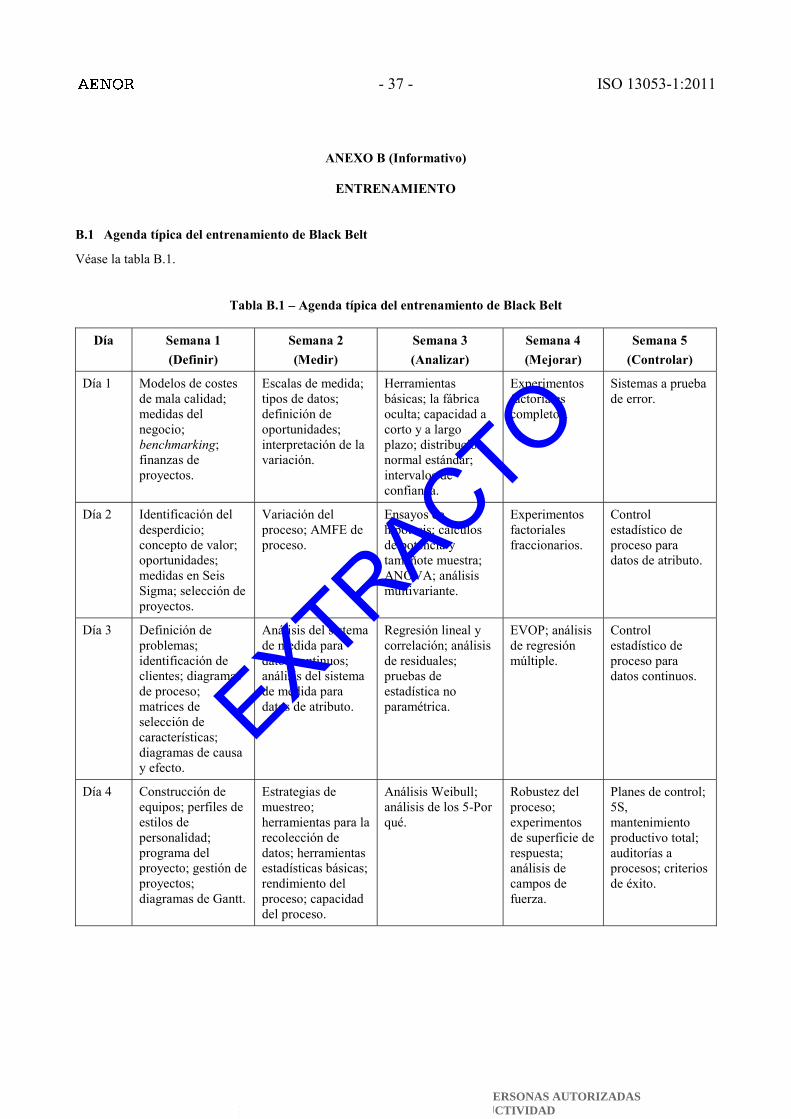
- 37 - ISO 13053-1:2011
ANEXO B (Informativo)
ENTRENAMIENTO B.1 Agenda típica del entrenamiento de Black Belt
Véase la tabla B.1.
Tabla B.1 – Agenda típica del entrenamiento de Black Belt
Día Semana 1 (Definir)
Semana 2 (Medir)
Semana 3 (Analizar)
Semana 4 (Mejorar)
Semana 5 (Controlar)
Día 1 Modelos de costes de mala calidad; medidas del negocio; benchmarking; finanzas de proyectos.
Escalas de medida; tipos de datos; definición de oportunidades; interpretación de la variación.
Herramientas básicas; la fábrica oculta; capacidad a corto y a largo plazo; distribución normal estándar; intervalos de confianza.
Experimentos factoriales completos.
Sistemas a prueba de error.
Día 2 Identificación del desperdicio; concepto de valor; oportunidades; medidas en Seis Sigma; selección de proyectos.
Variación del proceso; AMFE de proceso.
Ensayos de hipótesis; cálculos de potencia y tamañote muestra; ANOVA; análisis multivariante.
Experimentos factoriales fraccionarios.
Control estadístico de proceso para datos de atributo.
Día 3 Definición de problemas; identificación de clientes; diagramas de proceso; matrices de selección de características; diagramas de causa y efecto.
Análisis del sistema de medida para datos continuos; análisis del sistema de medida para datos de atributo.
Regresión lineal y correlación; análisis de residuales; pruebas de estadística no paramétrica.
EVOP; análisis de regresión múltiple.
Control estadístico de proceso para datos continuos.
Día 4 Construcción de equipos; perfiles de estilos de personalidad; programa del proyecto; gestión de proyectos; diagramas de Gantt.
Estrategias de muestreo; herramientas para la recolección de datos; herramientas estadísticas básicas; rendimiento del proceso; capacidad del proceso.
Análisis Weibull; análisis de los 5-Por qué.
Robustez del proceso; experimentos de superficie de respuesta; análisis de campos de fuerza.
Planes de control; 5S, mantenimiento productivo total; auditorías a procesos; criterios de éxito.
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO

ISO 13053-1:2011 - 38 -
B.2 Agenda típica del entrenamiento de Green Belt
Véase la tabla B.2.
Tabla B.2 – Agenda típica del entrenamiento de Green Belt
Día 1 (Definir)
Día 2 (Medir)
Día 3 (Analizar)
Día 4 (Mejorar)
Día 5 (Controlar)
Selección de proyectos
Concepto de variación
Análisis de capacidad
Mejora – Generación de ideas alternativas
Métodos a prueba de error
Metodología DMAIC AMFE Análisis de Pareto Diagrama del proceso “como debería ser”
Planes a largo plazo de análisis de sistema de medida
Identificación de CTQC
Tipos de datos Diagramas de cajas Realización de un AMFE
Gráficas de control p
Diagramas de proceso
Planes de recolección de datos
Histogramas Mejoras piloto Gráficas de control u
Refinamiento del alcance de los proyectos
Análisis de sistemas de medida
Gráficas de dispersión
Validación de mejoras
Gráficas de control X y R
Matrices de causa y efecto
Gráficas de evolución
Gráficos X y Rmoving
Análisis de desperdicio y de valor
Diagramas de causa y efecto
Procedimientos operativos estándar y planes de entrenamiento
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO

- 39 - ISO 13053-1:2011
BIBLIOGRAFÍA [1] ISO 3534-1, Statistics. Vocabulary and symbols. Part 1: General statistical terms and terms used in probability. [2] ISO 3534-2, Statistics. Vocabulary and symbols. Part 2: Applied statistics. [3] ISO 3534-3, Statistics. Vocabulary and symbols. Part 3: Design of experiments. [4] ISO 9000, Quality management systems. Fundamentals and vocabulary. [5] ISO 9001, Quality management systems. Requirements. [6] ISO 9004:2009, Managing for the sustained success of an organization. A quality management approach. [7] ISO 21500, Guidance on project management. [8] 8D Structured Problem Solving. The Ford Motor Company. 1986. [9] The Integrated Enterprise Excellence System. BREYGOGLE III, Forrest W. Citius Publishing, Inc. 2008.
AENOR AUTORIZA EL USO DE ESTE DOCUMENTO A LAS PERSONAS AUTORIZADAS DEL MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD
EXTRACTO
INFORMACIÓN COMPLEMENTARIA
Documento: NTE INEN-ISO 13053-1
TÍTULO: MÉTODOS CUANTITATIVOS EN LA MEJORA DE PROCESOS. SEIS SIGMA. PARTE 1: METODOLOGÍA DMAIC (ISO 13053-1:2011, IDT)
Código: ICS 03.120.30
ORIGINAL: Fecha de iniciación del estudio: 2013-11-25
REVISIÓN: La Subsecretaría de la Calidad del Ministerio de Industrias y Productividad aprobó este proyecto de norma Oficialización con el Carácter de por Resolución No. publicado en el Registro Oficial No. Fecha de iniciación del estudio:
Fechas de consulta pública: 2013-11-27 al 2013-12-12
Comité Interno del INEN: Fecha de iniciación: 2013-12-13 Fecha de aprobación: 2013-12-13 Integrantes del Comité Interno: NOMBRES:
INSTITUCIÓN REPRESENTADA:
Eco. Agustín Ortiz (Presidente) Ing. José Luis Pérez Ing. Paola Castillo
DIRECCION EJECUTIVA COORDINACIÓN GENERAL TÉCNICO DIRECCIÓN DE NORMALIZACIÓN
Ing. Tatiana Briones
DIRECCIÓN DE VALIDACIÓN Y CERTIFICACIÓN
Ing. Laura González Ing. Bolívar Cano
DIRECCIÓN DE METROLOGÍA DIRECCION DE REGLAMENTACIÓN
Ing. Gonzalo Arteaga (Secretaría Técnica) DIRECCIÓN DE NORMALIZACIÓN
Otros trámites: Compromiso Presidencial N° 20549 del 08 de junio del 2013, para el fortalecimiento de normas del Instituto Ecuatoriano de Normalización – INEN
La Subsecretaría de la Calidad del Ministerio de Industrias y Productividad aprobó este proyecto de norma
Oficializada como: Voluntaria Por Resolución No. 13533 de 2013-12-20 Registro Oficial No. 159 de 2014-01-10
EXTRACTO

Instituto Ecuatoriano de Normalización, INEN - Baquerizo Moreno E8-29 y Av. 6 de Diciembre
Casilla 17-01-3999 - Telfs: (593 2)2 501885 al 2 501891 - Fax: (593 2) 2 567815 Dirección Ejecutiva: E-Mail: [email protected]
Dirección de Normalización: E-Mail: [email protected] Regional Guayas: E-Mail: [email protected] Regional Azuay: E-Mail: [email protected]
Regional Chimborazo: E-Mail: [email protected] URL:www.inen.gob.ec
EXTRACTO


















