![New Techniques in Corolling Gas Hydrates [Recovered] Techniques in Corolling Gas Hydrates... · New Techniques in Controlling Gas Hydrates ... Ethane Propane ... • When hydrates](https://static.fdocuments.us/doc/165x107/5b865c467f8b9a195a8ca7ef/new-techniques-in-corolling-gas-hydrates-recovered-techniques-in-corolling-gas.jpg)
November Conference RJ, 3-4 November by Innovation · PDF fileFlow Assurance . Minimize gas...
15
Mika Tienhaara 04.11.2014 RJ R&D - Technology Development November Conference RJ, 3-4 November by Innovation Norway
Transcript of November Conference RJ, 3-4 November by Innovation · PDF fileFlow Assurance . Minimize gas...

Mika Tienhaara
04.11.2014 RJ
R&D - Technology Development November Conference
RJ, 3-4 November by Innovation Norway
2
GENERAL ASPECTS

3
R&D CENTERS IN WINTERTHUR (DOWNSTREAM) &
ARNHEM (UPSTREAM)

4
INLINE SEPARATION VESSEL BASED SEPARATION
Industry leading design guidelines, based on extensive R&D and testing, involving operators and use of leading multiphase flowloop facilties
SINCE OCTOBER 1 2014 PART OF SULZER

5
Complete Subsea separation toolbox Established through comprehensive testing
(ExxonMobil)
The most comprehensive qualification programme done to date for processing equipment considered for subsea applications
“LARGE PROJECT” - 8 fields generated design conditions input Qualification of all relevant separation equipment and system functionality

6
Fluids: Natural gas, Nitrogen Crude Oil Fresh water, salt water Design Conditions: Pressure: 90 barg ≈ 1305 psig Temperature: 0 – 120 °C ≈ 248 F GVF: 0 – 100% Water cut: 0 – 100% Differential Pressure: 12 bar ≈ 174 psi
Technology Qualification Multiphase Flowloop with Realistic conditions testing
Flowrates: 1200 Am3/hr natural gas 150 m3/hr Hydrocarbon liquid ≈ 22600 BPD 150 m3/hr Water ≈ 22600 BPD Instrumentation: Gas and Liquid reference meters Temperature, Pressure and Differential Pressure transmitters Gas Volume Fraction Nucleonic Level Measurement
Qualification of Processing Equipment and Systems – the industry benchmark (ExxonMobil, Chevron, Total, Statoil, BP, FMC, Aker Solutions ++)
LARGEST FLOW RATE CAPACITY IN THE
INDUSTRY

7
Computer modeling/system design: (CFD simulations) of flow phenomena, forming the basis for understanding of separation mechanism and design correlations
Lab scale Real fluid tests: In specific cases, such as with stable O/W emulsion, lab scale testing can be
important to determine droplet-to-droplet interaction Small scale Model Fluid tests: Measuring and visualizing physical flow phenomena (Hi Speed Video), in
order to verify the validity above models Large scale Model Fluid tests: In order to verify the validity of above design correlations to larger scale
applications Real scale tests: High pressure, realistic flowrates, full hydrocarbon tests, in order to verify
the validity of design correlations and proper operation under field conditions
Technology Qualification steps For successful field implementation and to
minimize risk
ProlabNL/CTAP
ProlabNL/CTAP
ProlabNL/CTAP
Inhouse
e.g. NTNU Ugelstad, UNIFEI
Used by major
IOCs and selected
NOCs

8
Industry cooperation model
MEXICO NETHERLANDS
Multiphase realistic conditions large scale facility
Large-scale facilities that can be used for qualification of processing (separation) equipement and system functionality tests for mature fields, subsea applications,
multiphase flow meters (large scale)
50.000 BLPD / 80.000 MMSCFD / 65 barg Gas/Liquid Separation – Oil/Water Separation – Deoiling – Solids Separation – Gas Treatment
Joint development / Qualification / Training

9
SUBSEA SPECIFIC
10
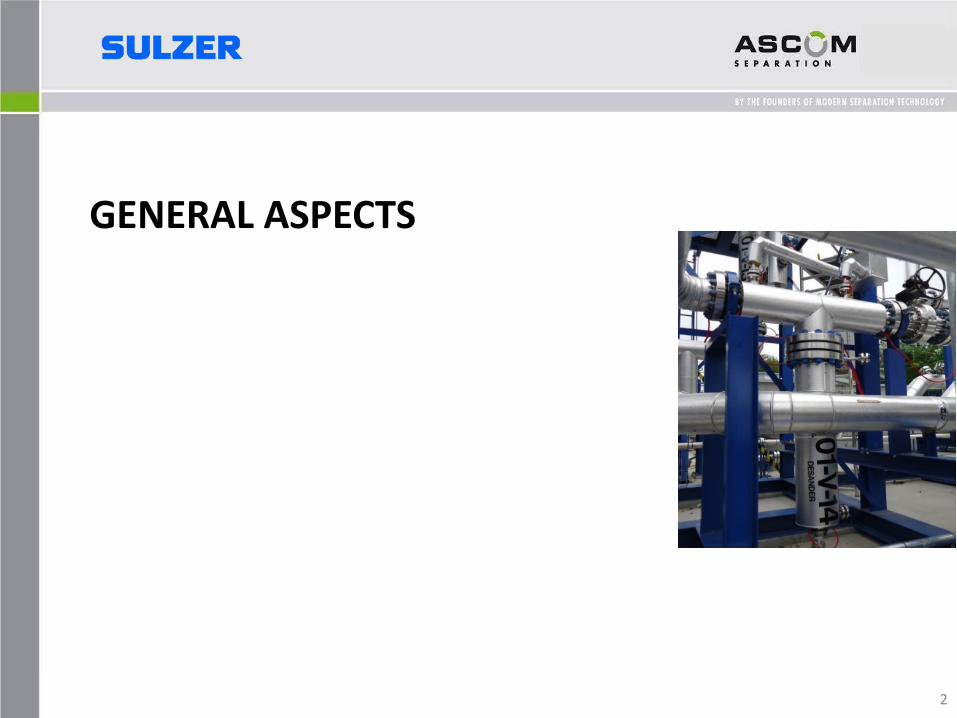
Subsea Separation interesting for field life extension and increased recovery rates, as well as from robustness and CAPEX aspects Typical solutions • Multiphase boosting • Separation aided boosting
Choice of solution impacts • Topsides design • Flow assurance aspects • Seafloor design
Topsides Reduction in complexity Less equipment / smaller
module sizes
Flow Assurance Minimize gas hydrates risk
Absorbs transient flow condition
Subsea Robust, static equipment High efficiency operations
Benefits of Subsea Separation
Subsea Solutions Use of ´´known´´ complex solutions OR ´´novel´´
simplified solutions
REMARK / All subsea separation projects have undergone a TQP / Tordis, Pazflor, Perdido, Marlim...Field specific!

11
Feed Multiphase Pump
To Host
Multiphase Inlet Gas-Liquid Separation
Gas
Pump
Compressor
Liquids
Sulzer Boosting Solutions Flow Assurance
• Gas hydrates? • Need for hydrate inhibition? • Dedicated risers for gas and
liquids respectively? • Slugs ? • Pumping capacity/Energy ?
Subsea Boosting
Field economics ? Qualification needs ?

12
DEEPWATER JIP A spherical vessel type separator is
beneficial from mechanical design and properties compared to a cylindrical
vessel. Wall thickness can be significantly
reduced.
The Spherical Separator is developed as a
Joint Industry Project Chevron
ExxonMobil GE Oil&Gas
Benefits of the sphere • Reduced wall thickness • Allows for deepwater
deployments • Tolerates slugs • “Compact” • Can be one of the key
solutions for Gas/Liquid separation as well as more economic than PipeSeparator for O/W separation
• Field economics/feasibility
• Open for further participants from phase 2
• Presented at Rio Oil&Gas, DOT, UTC etc
EXAMPLE - Spherical Vessel Separator Joint Industry Project for Deepwater Applications
G/L O/W
PATENT PENDING
13
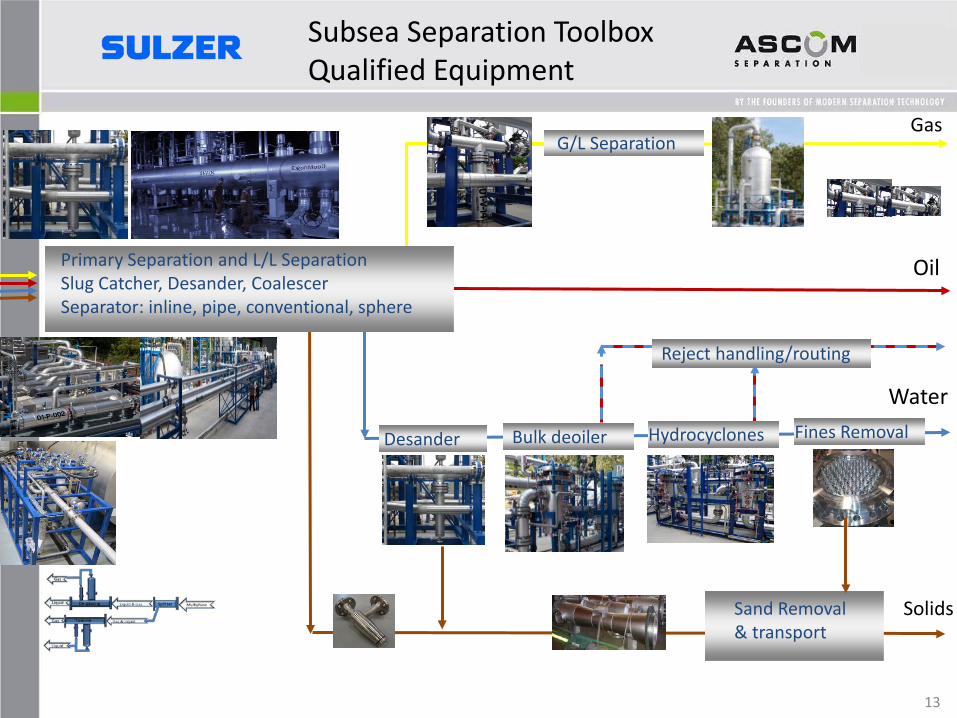
Primary Separation and L/L Separation Slug Catcher, Desander, Coalescer Separator: inline, pipe, conventional, sphere
G/L Separation
Desander Bulk deoiler Hydrocyclones
Sand Removal & transport
Fines Removal
Reject handling/routing
Gas
Oil
Water
Solids
Subsea Separation Toolbox Qualified Equipment

14
Conclusions
• Large scale realistic conditions testing required to minimize risks and to understand processing equipment behaviour and performance
• Further R&D required for the increased complexity of O&G fields • Importance of cooperation between Oil Company / Integrator /
Technology Provider AND Academia • Ensure local content by involvement and training of local industry
and academia • High technology capabilities and enabler of local content
initiatives