
Non recovery-heat recovery cokemaking - a review of recent developments
31
Jorge Madias, Mariano de Cordova Consultants Metallon [email protected] Non-recovery/Heat recovery Cokemaking: A Review of Recent Developments
-
Upload
jorge-madias -
Category
Engineering
-
view
382 -
download
0
Transcript of Non recovery-heat recovery cokemaking - a review of recent developments

Jorge Madias, Mariano de Cordova
Consultants
Metallon
Non-recovery/Heat recovery Cokemaking:
A Review of Recent Developments

Content
Introduction
Equipment
Blend design & Coke quality
South American experience
Conclusions

Introduction
Australia: two plants
Brazil: two plants
Colombia: two plants
China: thirteen plants
India : eight plants
USA: four plants
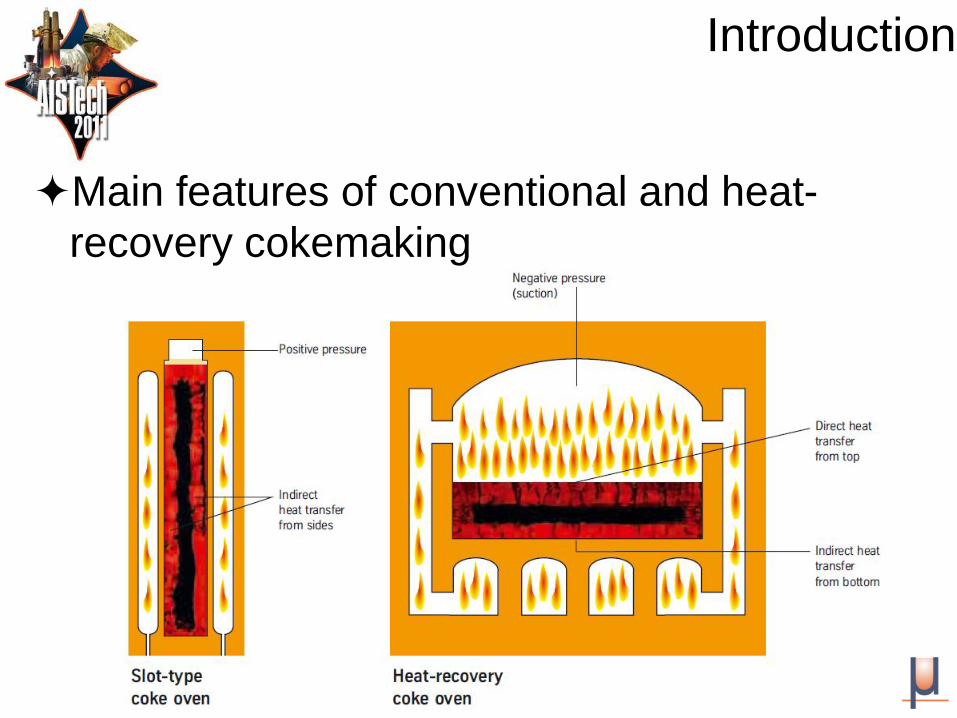
Introduction
Main features of conventional and heat-
recovery cokemaking

Equipment
Suppliers
SunCoke (USA)
Beijing SinoSteel Industry & Trade - SSIT (China)
Sesa Goa (India)
Uhde (Germany)
CISDI / MMC (China)
in-house knowledge
Shanxi Sanjia in China
Bla, India
Ilawarra, Australia
Carbocoque, Colombia
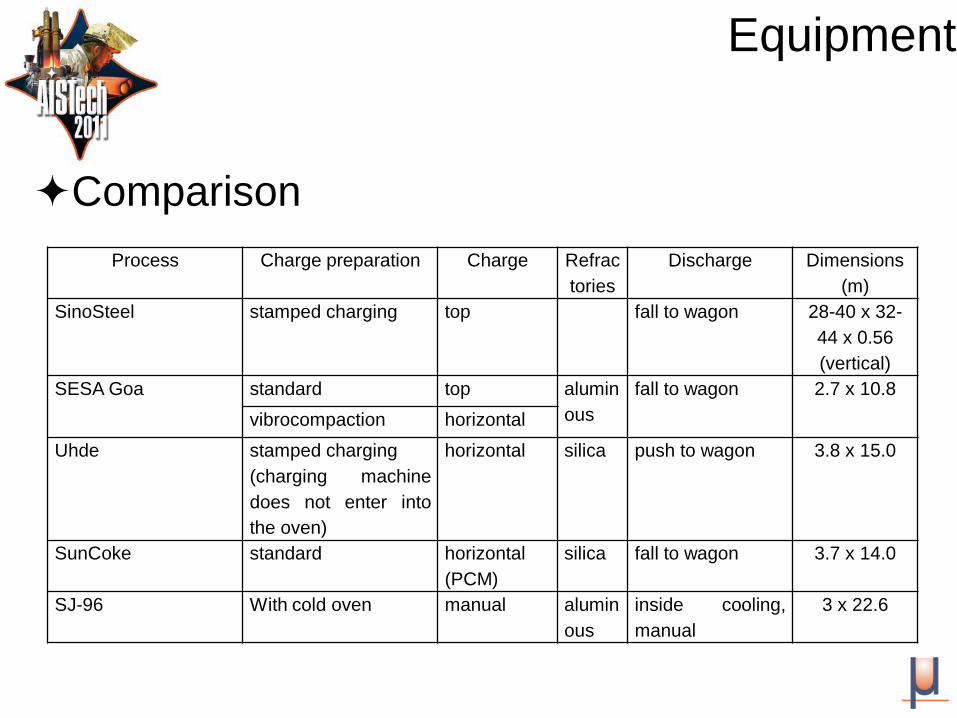
Equipment
Comparison
Process Charge preparation Charge Refrac
tories
Discharge Dimensions
(m)
SinoSteel stamped charging top fall to wagon 28-40 x 32-
44 x 0.56
(vertical)
SESA Goa standard top alumin
ous
fall to wagon 2.7 x 10.8
vibrocompaction horizontal
Uhde stamped charging
(charging machine
does not enter into
the oven)
horizontal silica push to wagon 3.8 x 15.0
SunCoke standard horizontal
(PCM)
silica fall to wagon 3.7 x 14.0
SJ-96 With cold oven manual alumin
ous
inside cooling,
manual
3 x 22.6
Equipment
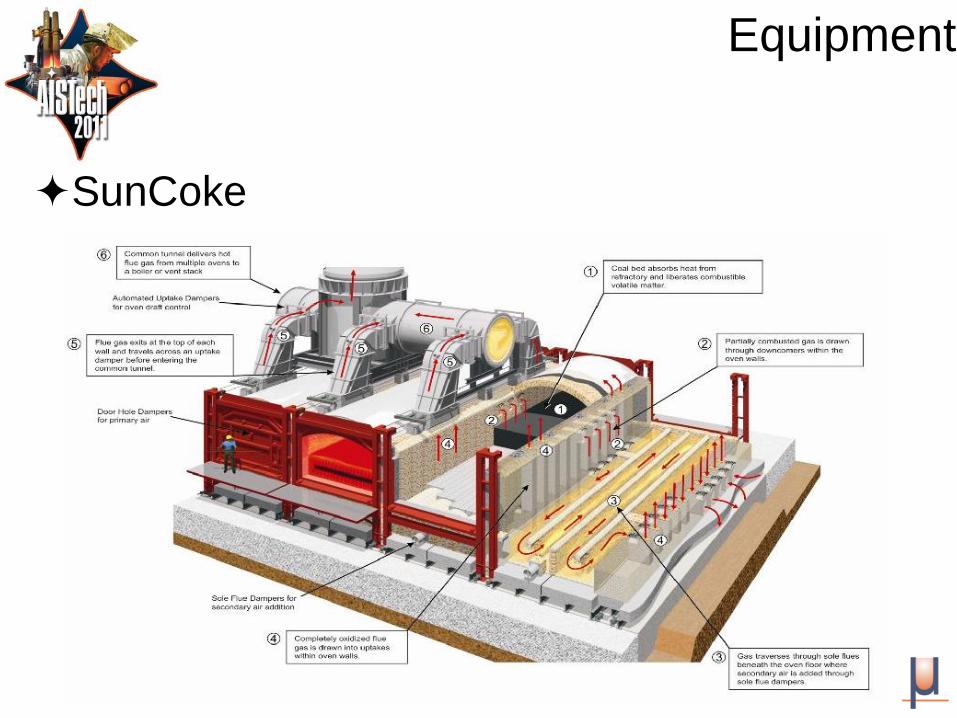
SunCoke
First to include a power station to recover heat in
the off-gas
23 refractory brick shapes
Coal blend charged through one side, by means
of a Pusher Charger Machine (PCM) moving over
rails close to the ovens
Temperature, pressure and inner combustion are
controlled in the ovens
Equipment
SunCoke
Coke withdrawal with same PCM
All water used for coke quenching is recovered,
except evaporation loss
Process hot gas, after going through the bottom of
the oven, goes up to the duct
Gas to boilers, for steam production
Gas to the stacks
Desulphurization by aspersion of lime slurry on the gas
More than 80% SO2 generated during coking is
eliminated, with calcium sulfate/sulfide as a waste
Equipment
SunCoke
Equipment
SinoSteel: Horizontal & vertical ovens
Horizontal
Oven roof is a 120o arch structure
Adjustable primary air inlets are evenly installed in the
arch
Four linked arches are used at the oven bottom
On the base of the arches, adjustable secondary air
inlets are installed
Flues inside wall and bottom can be coordinated
A ventilation layer between the foundation of the oven
and the sole prevents the base plate from overheating
Main wall is equipped with suction-adjusting facilities

Equipment
SinoSteel (horizontal ovens)
Equipment
SinoSteel (vertical ovens)
First one built in 2002 in China
Less land and 20-30% less construction work
Separation between coking chamber and
combustion chamber avoids the burning of the
coke that may occur in horizontal oven
Heat comes only through refractories, as in
conventional batteries
Two layers of air cooling channels at the bottom of
the batteries
Foundation temperature between 100-150 oC
Equipment
SinoSteel (vertical)
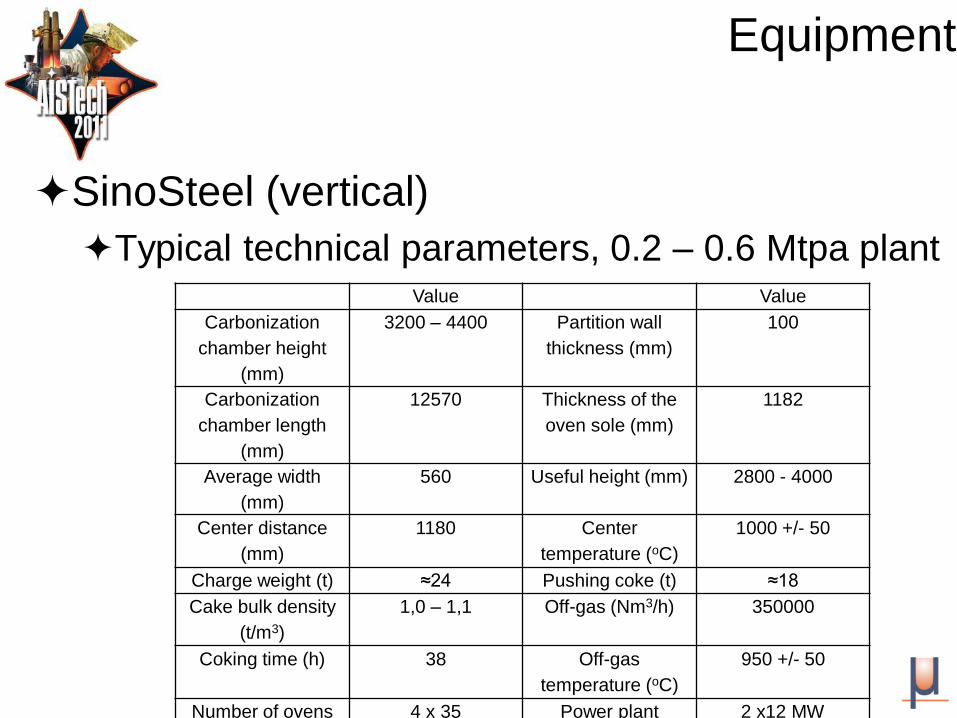
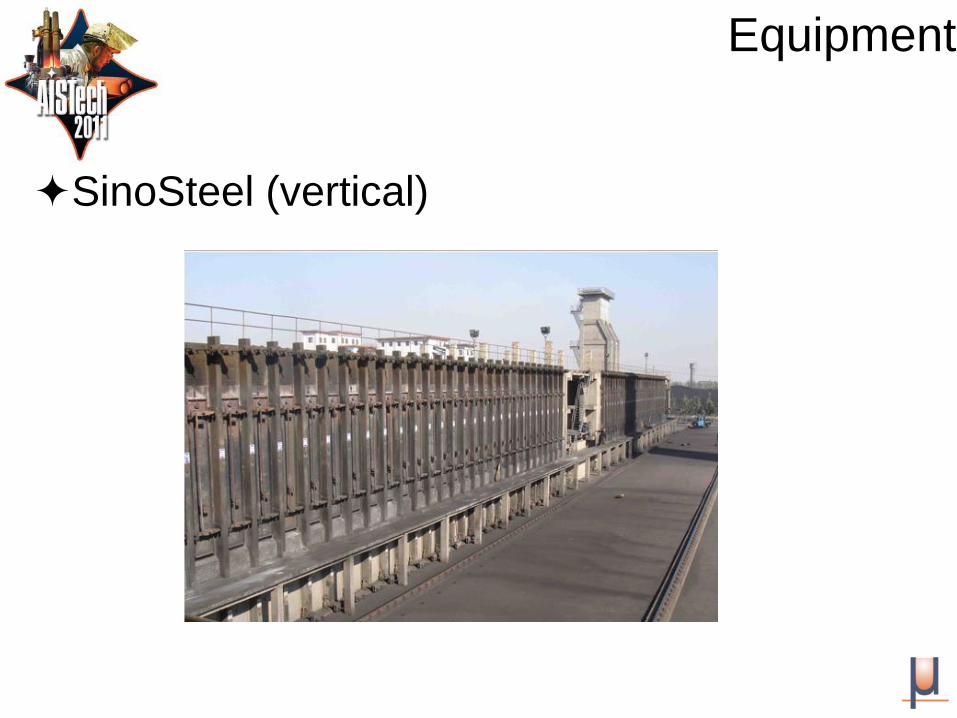
Equipment
SinoSteel (vertical)
Typical technical parameters, 0.2 – 0.6 Mtpa plant Value Value
Carbonization
chamber height
(mm)
3200 – 4400 Partition wall
thickness (mm)
100
Carbonization
chamber length
(mm)
12570 Thickness of the
oven sole (mm)
1182
Average width
(mm)
560 Useful height (mm) 2800 - 4000
Center distance
(mm)
1180 Center
temperature (oC)
1000 +/- 50
Charge weight (t) ≈24 Pushing coke (t) ≈18
Cake bulk density
(t/m3)
1,0 – 1,1 Off-gas (Nm3/h) 350000
Coking time (h) 38 Off-gas
temperature (oC)
950 +/- 50
Number of ovens 4 x 35 Power plant 2 x12 MW
Equipment
SinoSteel
After desulphurization and dust extraction
treatment in the power plant, SO2 < 100 mg/Nm3
and PM10 < 50 mg/Nm3
Environmental equipment includes gas
desulfurization and dust extraction for coal
charging and coke crushing
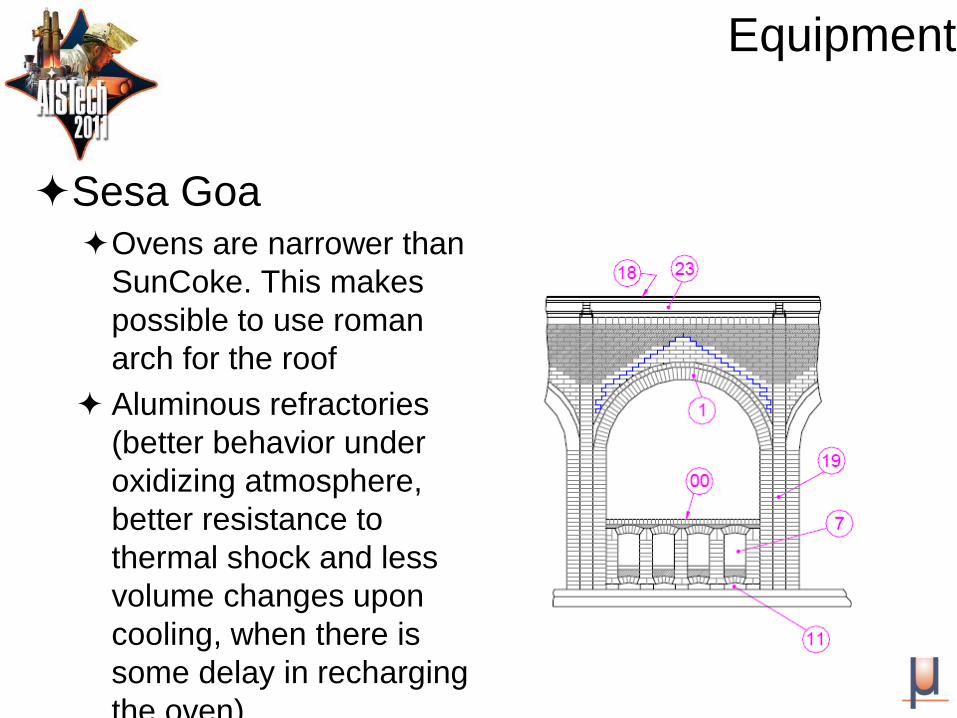
Equipment
Sesa Goa Ovens are narrower than
SunCoke. This makes
possible to use roman
arch for the roof
Aluminous refractories
(better behavior under
oxidizing atmosphere,
better resistance to
thermal shock and less
volume changes upon
cooling, when there is
some delay in recharging
the oven)
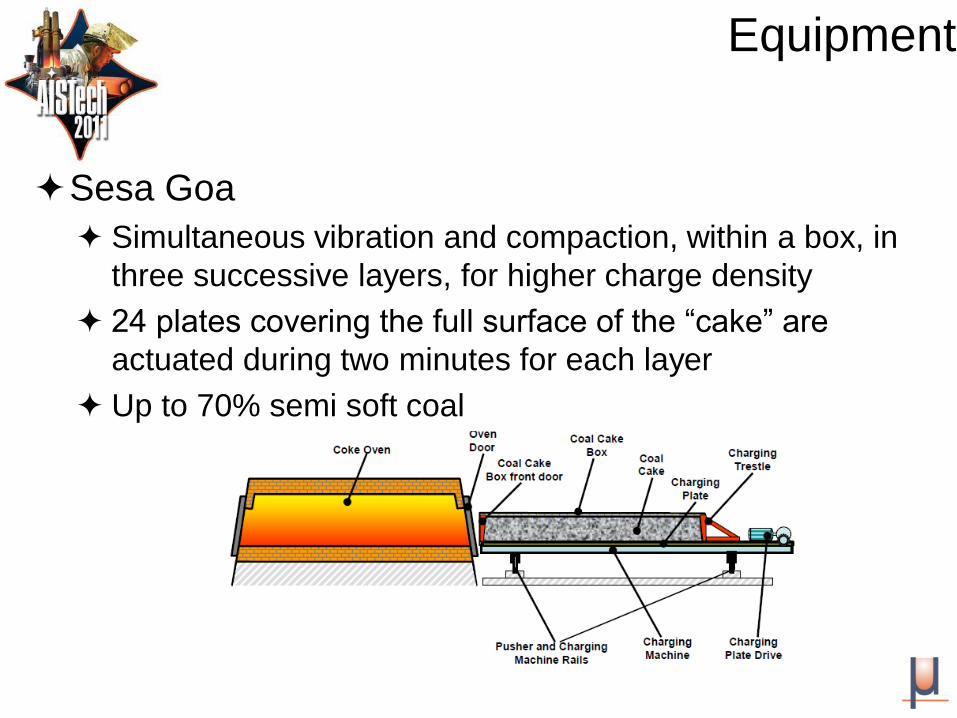
Equipment
Sesa Goa
Simultaneous vibration and compaction, within a box, in
three successive layers, for higher charge density
24 plates covering the full surface of the “cake” are
actuated during two minutes for each layer
Up to 70% semi soft coal
Equipment
Uhde
Redesign and building of two ovens at Illawarra
Coke Co., Australia
Tunnel for off-gas runs laterally below the oven
floor level, instead of over the ovens
Charge and discharge are carried out with two
different machines
Equipment
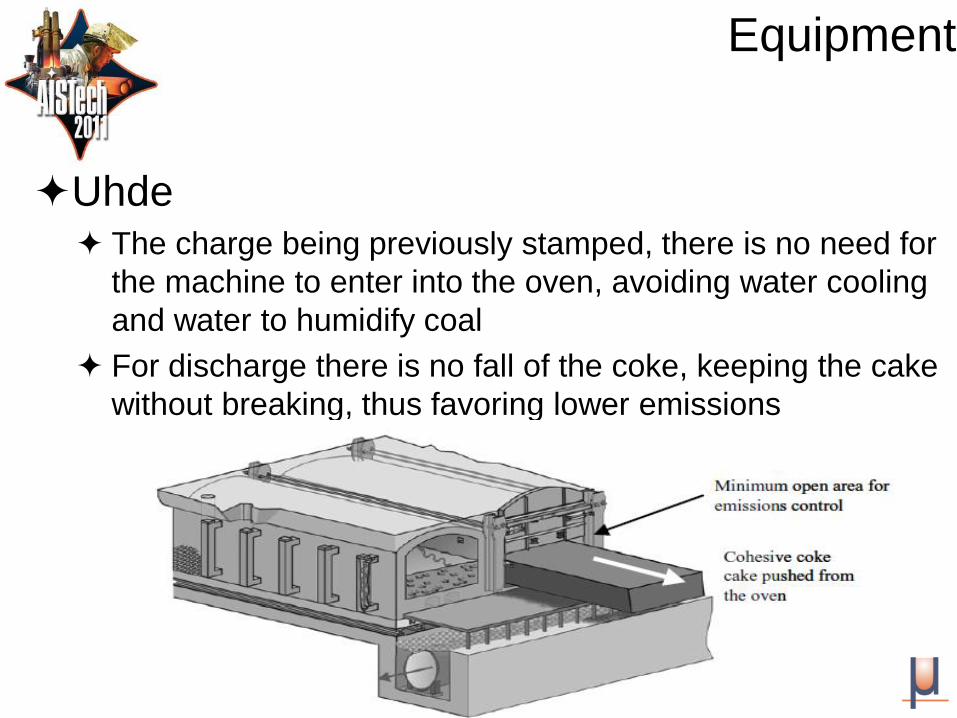
Uhde The charge being previously stamped, there is no need for
the machine to enter into the oven, avoiding water cooling
and water to humidify coal
For discharge there is no fall of the coke, keeping the cake
without breaking, thus favoring lower emissions
Equipment
Uhde
Thermal modeling exercise
ovens must be kept at as high a temperature
as possible if the optimum gross coking times
are to be achieved
so, VM% is limited, to achieve an adequate
heat balance with a 1 m bed height, density
>1050 kg/m3 and gross coking time<60 h
therefore, heat recovery coke oven must be
airtight
Equipment
Uhde
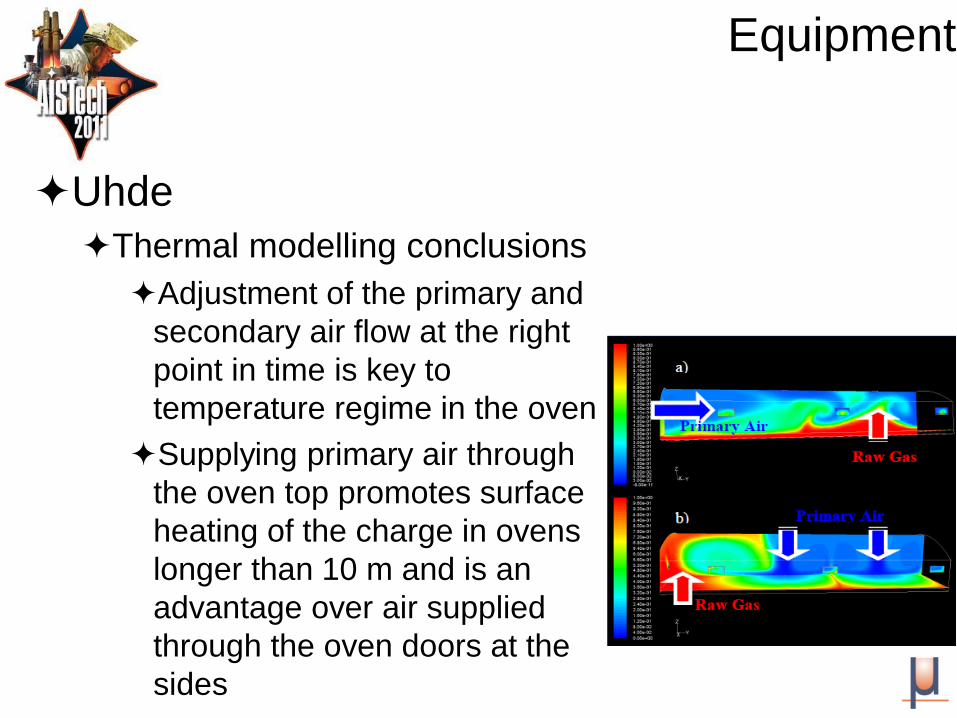
Thermal modelling conclusions
Adjustment of the primary and
secondary air flow at the right
point in time is key to
temperature regime in the oven
Supplying primary air through
the oven top promotes surface
heating of the charge in ovens
longer than 10 m and is an
advantage over air supplied
through the oven doors at the
sides
Blend design & Coke quality
Non-recovery /heat recovery batteries produce
a quality coke for blast furnaces, cupolas,
ferroalloy smelters, etc.
high quality coke for blast furnace operation with
high PCI, where better properties are needed
standard coke based on blends with some
proportion of non coking coal
Blend design & Coke quality
Shanxi Sanjia (China) reported a coke quality
with ASTM stability and hardness, as well as
CSR, equal or larger than 70
22.5% volatile matter, reflectance of 1.31 %
and a high fluidity (7782 ddpm), due to
influence of a local high range coal with
excellent plastic properties
Oven size must be of help: low heating rate
(better wetting, bonding, and lesser differential
stresses, more formation of pirolitic carbon)
Blend design & Coke quality
JSW Steel, India
To increase percent of non-coking coals,
obtaining a coke with reasonable quality for their
blast furnaces
Optimizing coal humectation and using
vibrocompaction, a charge density of 1.1 kg/dm3
was achieved
Up to 35% of non-coking and weakly-coking coals
Coke: CSR >64%, reactivity <25% , M10 <6%
Blend design & Coke quality
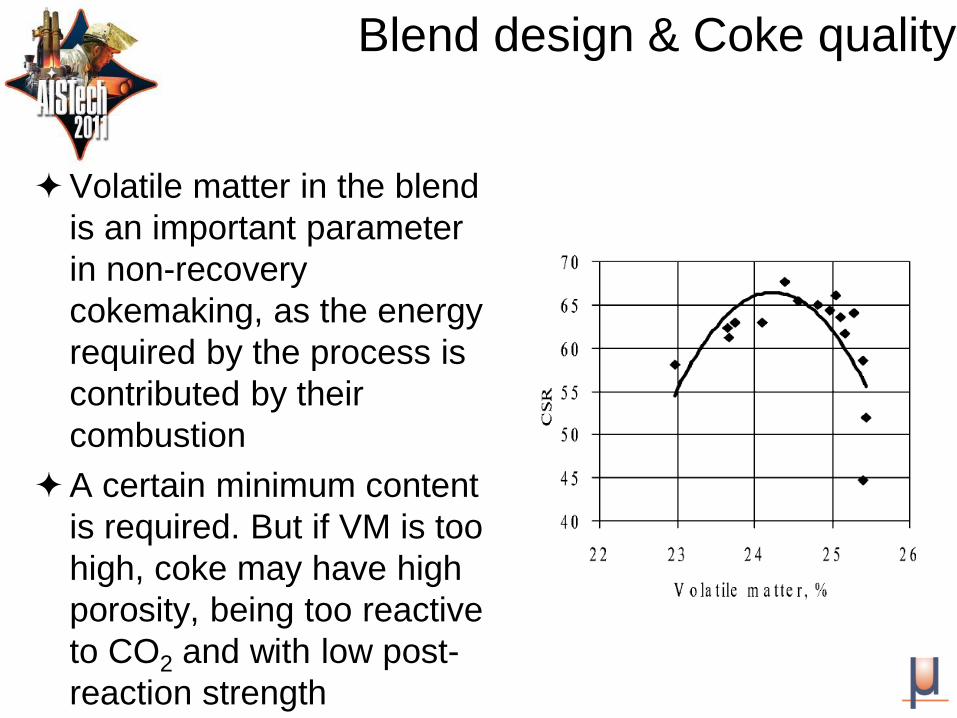
Volatile matter in the blend
is an important parameter
in non-recovery
cokemaking, as the energy
required by the process is
contributed by their
combustion
A certain minimum content
is required. But if VM is too
high, coke may have high
porosity, being too reactive
to CO2 and with low post-
reaction strength
Blend design & Coke quality
SunCoke’s IHCC 1998 – 2000
Start-up with 30% volatile matter (dry basis), 3097
ddpm maximum fluidity and 1.11% maximum
vitrinite reflectance
Then the blend evolved to less fluidity (200
ddpm), less volatile matter (22%) and higher
reflectance (1.42%), with an important content of
low volatile coal, which would resulted in wall
damaged in a conventional battery, due to
expansion at the end of coking typical of these
coals. Coke quality continued to be high, despite
of the changes
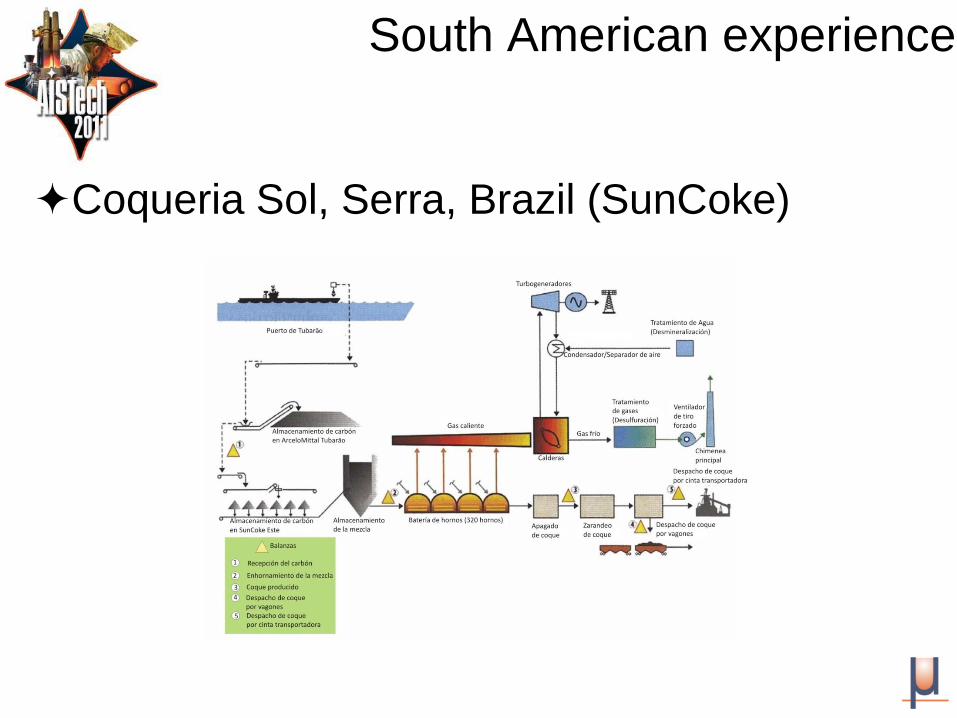
South American experience
Coqueria Sol, Serra, Brazil (SunCoke)
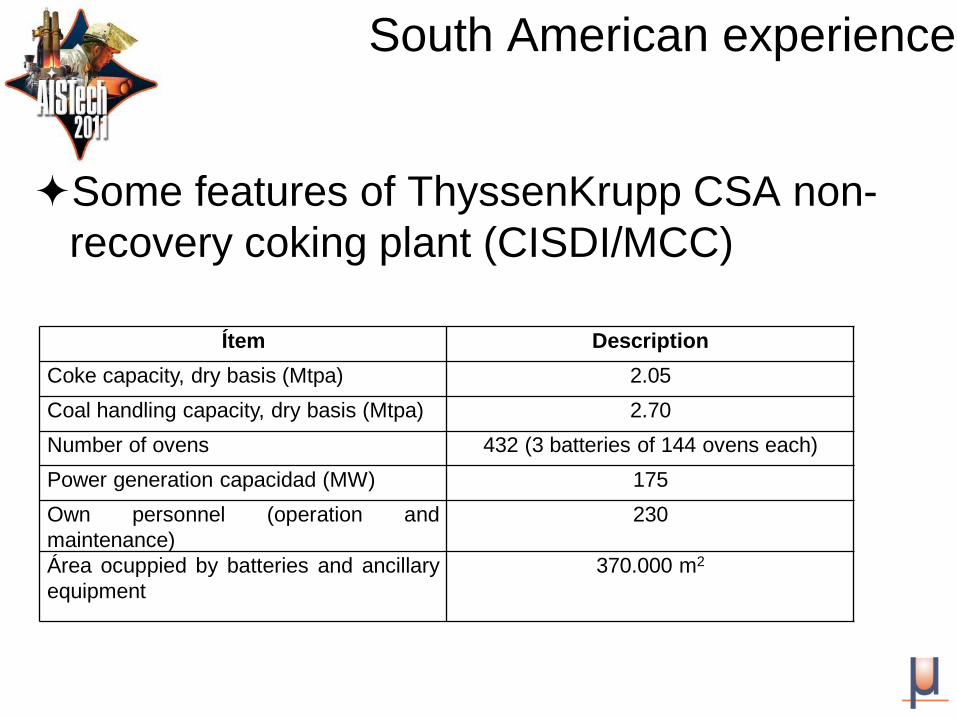
South American experience
Some features of ThyssenKrupp CSA non-
recovery coking plant (CISDI/MCC)
Ítem Description
Coke capacity, dry basis (Mtpa) 2.05
Coal handling capacity, dry basis (Mtpa) 2.70
Number of ovens 432 (3 batteries of 144 ovens each)
Power generation capacidad (MW) 175
Own personnel (operation and
maintenance)
230
Área ocuppied by batteries and ancillary
equipment
370.000 m2
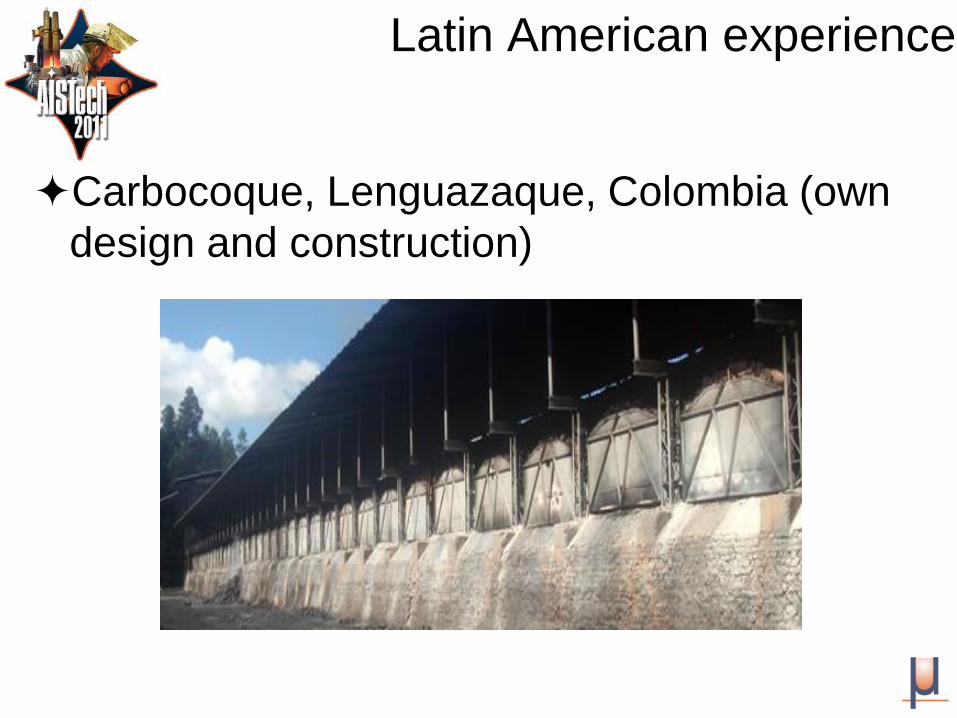
Latin American experience
Carbocoque, Lenguazaque, Colombia (own
design and construction)
Conclusions
Non-recovery/heat recovery oven batteries are expanding in
Australia, Brazil, China, Colombia, India and the USA
They demand smaller investment and they are less polluting,
because of the operation with negative pressure
With the same coal blend, better coke quality is obtained
More coals may be used, including low volatile expansible
coals, low caking coals and other carbon-based raw materials
More flexibility in the use of these coals is obtained through
compacted charging
Oven design by different suppliers starts to have some
common features

Jorge Madias and Mariano de Cordova
Consultants
metallon
Thank You


















