NON DESTRUCTIVE TESTING - northstarndt.nz · NON-DESTRUCTIVE TESTING Northstar Technical Services...
3
NON-DESTRUCTIVE TESTING Northstar Technical Services can perform various types of non-destructive testing on a wide range of equipment and structures. Testing methods include: l Magnetic Particle Inspection (MT) l Eddy Current Inspection (ET) l Liquid Penetrant Inspection (PT) l Ultrasonic Testing (UT) Inspections, including wall thickness measurements. l Thermographic Surveys and Thermal Imaging Services All testing is carried out in accordance with ISO or ANST requirements. All our inspectors are fully ISO9712 and/or ASNT Level-2 trained and compliant. We have our own in house Level- 3 inspector who can further assist you with various tasks and queries about non-destructive testing. We also offer other, more advanced and non-standard, NDT techniques including: l Radiography Testing (RT) l Positive Material Identification (PMI) l Hardness Testing l Pulsed Eddy Current (PEC) l Paint Inspection (Nace) l Phased Array (PA) MAGNETIC PARTICLE INSPECTION Magnetic Particle Inspection (MT) is one of the best-known and commonly used methods of NDT. Its aim is to detect the presence of surface breaking discontinuities (cracks) in the part under inspection. Only Ferromagnetic materials can be inspected by the MT method. This is because Ferromagnetic materials develop strong internal magnetic fields when an electrical current is passed through them. An electric current can be introduced in to the test part in several ways. It can be wrapped in encircling coils and rods or the current can be applied directly with the use of the yoke producing a magnetic field perpendicular to the current flow. When these internal magnetic fields encounter a change in permeability (i.e. an open fissure/crack) the magnetic field is forced outside of the material’s surface, and produces flux leakage. This leakage will attract any other Ferromagnetic materials that may be close to the leakage site. Prior to any MT being carried out the part is cleaned of any loose scale, oil/grease, and then covered with a very thin layer of background contrast paint (this is applied by painting or by aerosol). The aim of the contrast paint is to make any defects or anomalies stand out, and help the Inspector in locating the defect. Once the contrast paint is dry, particles with an affinity for leakage fields are passed over the part, these Ferromagnetic particles are applied by aerosol i.e. wet or dry powder form depending on the temperature or the part. These particles are highly visible against the contrast paint. When the particles are attracted to the leakage field around the surface flaw, they take the shape of the anomaly that has broken the magnetic field. The pattern of the particles clearly shows the shape and contours of the anomaly, allowing for easy monitoring and recording by the inspector. NON DESTRUCTIVE TESTING
Transcript of NON DESTRUCTIVE TESTING - northstarndt.nz · NON-DESTRUCTIVE TESTING Northstar Technical Services...

NON-DESTRUCTIVE TESTINGNorthstar Technical Services can perform various types ofnon-destructive testing on a wide range of equipment andstructures. Testing methods include:l Magnetic Particle Inspection (MT)l Eddy Current Inspection (ET)l Liquid Penetrant Inspection (PT)l Ultrasonic Testing (UT) Inspections, including wall
thickness measurements.l Thermographic Surveys and Thermal Imaging Services
All testing is carried out in accordance with ISO or ANSTrequirements.
All our inspectors are fully ISO9712 and/or ASNT Level-2trained and compliant. We have our own in house Level-3 inspector who can further assist you with various tasksand queries about non-destructive testing.
We also offer other, more advanced and non-standard,NDT techniques including:l Radiography Testing (RT)l Positive Material Identification (PMI)l Hardness Testingl Pulsed Eddy Current (PEC)l Paint Inspection (Nace)l Phased Array (PA)
MAGNETIC PARTICLE INSPECTIONMagnetic Particle Inspection (MT) is one of the best-knownand commonly used methods of NDT. Its aim is to detectthe presence of surface breaking discontinuities (cracks)in the part under inspection.Only Ferromagnetic materials can be inspected by the MTmethod. This is because Ferromagnetic materials developstrong internal magnetic fields when an electrical currentis passed through them. An electric current can beintroduced in to the test part in several ways. It can bewrapped in encircling coils and rods or the current can beapplied directly with the use of the yoke producing amagnetic field perpendicular to the current flow. Whenthese internal magnetic fields encounter a change inpermeability (i.e. an open fissure/crack) the magnetic field
is forced outside of the material’s surface, and producesflux leakage. This leakage will attract any otherFerromagnetic materials that may be close to the leakagesite. Prior to any MT being carried out the part is cleanedof any loose scale, oil/grease, and then covered with a verythin layer of background contrast paint (this is applied bypainting or by aerosol). The aim of the contrast paint is tomake any defects or anomalies stand out, and help theInspector in locating the defect. Once the contrast paint isdry, particles with an affinity for leakage fields are passedover the part, these Ferromagnetic particles are applied byaerosol i.e. wet or dry powder form depending on thetemperature or the part. These particles are highly visibleagainst the contrast paint. When the particles are attractedto the leakage field around the surface flaw, they take theshape of the anomaly that has broken the magnetic field.The pattern of the particles clearly shows the shape andcontours of the anomaly, allowing for easy monitoring andrecording by the inspector.
NON DESTRUCTIVETESTING

EDDY CURRENT INSPECTIONEddy Current Inspection (ET) is one of the most widelyapplicable of the Non-Destructive Inspection methods.It depends on measuring the changes in the impedance ofa coil due to change in the flow of eddy current in aconductor. Any material change that affects the flow of theinduced eddy current sufficiently can be detected. Becauseso many things affect the flow, eddy current inspection canbe applied to a wide variety of test situations. Principleareas of application are flaw detection, material-thicknessmeasurements, alloy sorting and the monitoring ofmetallurgical conditions such as hardness and heattreatment. Besides its versatility, the major advantages ofeddy current inspection are the speed at which tests canbe performed and its ability to inspect through paintedcoatings. It can be used also to inspect both ferromagneticand non-magnetic materials. The principle disadvantagesof the method is its limited depth of inspection into thematerial or part being inspected.
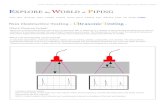
LIQUID PENETRANTLiquid Penetrant Inspection (PT) is another common methodof NDT, and is solely used to detect surface breakingdiscontinuities, which are free from debris that can limitthe entrance of the dye (oil, grease and paint).This method of inspection can be applied to Ferromagneticand Non-Ferromagnetic materials, however it is mostcommonly used in Non-Ferromagnetic components, forexample when MT is not practical. The Liquid Penetrantsused have a low viscosity and a high affinity for metallicsurfaces. The dyes are applied to the test part by aerosolspray or by being submerged in a tank were the dyepenetrates any surface breaking flaws.After a required dwell time the dye can be removed so noexcess fluid remains on the surface and a thin coating ofa highly absorbent developer is sprayed over the test area.The developer draws any entrapped dye out of any cracksor fissures by capillary action and the dye spreadsthroughout the developer surface magnifying the size ofthe indication. The contrast in colour between the redpenetrant and the white developer plus the magnifyingeffect caused by the spreading of the dye leads to a clearlyvisible indication.
ULTRASONIC INSPECTIONUltrasonic Inspection (UT) is a method of NDT that is usedto detect internal anomalies in a part which may containwelding or stress defects that can be detrimental to theintegrity of the component.It is also a commonly accepted method of checking thewall thickness of pipelines and vessels, which are suspectedof being corroded internally, when access is limited to oneside of the material. UT is very sensitive to critical defectsin a material like cracks, welding defects, porosity, lack offusion and inclusions, which may weaken the weld. It isalso very portable and can be used on a wide range ofmaterials. This method of inspection is reliant on havingan experienced and well-trained inspector to interpret theindications they come across in field conditions and todetermine if the part is satisfactory or if remedial actionis required.UT uses very short duration sound pulses which wheninduced into a material reflects off different media e.g. airinterfaces and inclusions. The time for the reflection fromthese media are monitored and compared against theknown travel speeds for the given material. The carefulmeasurement of these pulse times becomes a measure ofthe distance the pulse has travelled and these are monitoredvia signals on a visual display screen.These signals may represent cracks, back wall echo andlack of fusion (common air interfaces), slag, tungsten andcopper (common welding inclusion). The tracking of thesesignal levels during the inspection enables the inspectorto gather information about the size, type and location ofthe anomalies detected. During wall thickness monitoringof pipelines and vessels where access is limited to one sideonly, the sound pulse reflects off the inner wall of thecomponent. These signal times become a measure of thedistance travelled and any internal erosion/corrosion canbe detected due to a reduction in wall thickness (a fastersignal time)
THERMOGRAPHIC SURVEYSThermographic Surveys and Thermal Imaging ServicesAs part of routine maintenance electrical Thermal Imagingis an indispensable tool to find faults before visible damageor fire occurs. Many components appear visually ok oninitial inspection and can also function test ok however,some faults are only discovered when it is too late, orcatastrophic failure occurs. This can lead to costly down

. NDT Inspection
. Rope Access
. Infrared Electrical Inspection
. Lifting Equipment Inspection
. Height Safety Systems
. UAV Inspection & Survey
. Training Services
www.northstarndt.nzMobile: (+64) 0210 362 510Office: (+64) 06 843 6267E-Mail: [email protected]
Keith AnsellDirector
Mobile: (+64) 0210 246 3154Office: (+64) 06 843 6267Email: [email protected]
Paul McCluskyDirector
time, equipment damage or worse still fire. Periodicelectrical thermographic surveys can help reduce expensivedown time and unexpected component failure. Althoughthis service is not a replacement for regular plannedmaintenance, many electrical components are non userserviceable and give no or little warning when they areabout to fail. Most faults are discovered when differentialor abnormally high temperatures are present, ourThermographic Surveys and comprehensive reportingformat give you accurate and concise information on what'sat fault and the best remedial course to take to correct it.With our infrared cameras we survey your equipment,where possible, starting from 11kv supply and transformers(where site owned or access is available) then progressdown to switch rooms, distribution and localised controlequipment on production lines.
Electrical Thermal SurveysPeriodic predictive maintenance by means of electricalthermographic surveys can help save time fault finding andunexpected down time due to component failure.Thermography is non contact so equipment can be safelymonitored whilst live and also equipment such as HVceramic insulators and exposed pole switch terminalschecked for degradation.
Power generation Thermal SurveysMonitor degradation of insulation and heating systems.Insulation defects on industrial boilers can be costly andreduce heating efficiency. Pulverised fuel is highly abrasiveand cause pipework to fail, Thermal imaging can help seewhere pipe and duct linings are damaged enabling you totarget specific areas for refurbishment. Fuel storage canbe a potential fire hazard when stored in large quantities,Infrared imaging can monitor areas storage mounds fortemperature rise and give early warning.
Product Development Thermal Imaging ServicesEvery product starts its life in development. These areusually tested for thermal and environmental effectivenessand limitations. Equipment efficiency, product temperaturemonitoring, and heat insulation, conduction and radiationare just a few of these that can be monitored using infraredthermography. Other examples are clothing development,safety ergonomics from safety equipment to leisurewear.Plastic extrusion and vacuum moulding can be monitoredto ensure temperatures are equal across surface areasensuring consistant product reproduction. The list is endless.
Geological Thermal SurveysUnderground and underfloor heating defects can be difficultto detect and locate. Thermal imaging equipment can beused to locate leaks and defects without excavating large
areas to locate these faults. From underground heatingsupply lines to floor heating.
Tank Sediment MonitoringThermography can help Identify sediment within fluid orpowder storage vestal's reducing costly internal inspectionsand storage efficiency. All storage tanks can build upsediment over time, how much depends on the processand products being stored. Sediment can cause inaccuratereadings of tank levels and also degradation that can onlybe seen when a vessel breach is apparent.
Domestic Home Insulation Thermal SurveysAll houses suffer from heat loss in one form or another.Depending how efficient the insulation is can save hundredseven thousands of pounds in some cases over the year inlost energy. This is not only a financial cost it has anevironmental impact. Heat loss through constructionmaterials, roofing, air leaks on window frames, doors etccan be identified and measures put in place to reducethermal loss. Heating systems over time can developsediment in radiators, tanks and pipework. Thermal camerascan be used to checks for this and highlight wheremaintenance and servicing is required. Additional servicesinclude rising damp detection, masonry decay, vermindetection, structural degradation, location of cavities andbraces.
Building Water Ingress Thermal SurveysFlat roof's commonly suffer from water ingress. These cansometimes be difficult to locate due to water trackingcausing an internal leak several meters away from thesource. Periodic thermographic inspections can hep identifyareas of concern before water barriers fail and showinternally allowing small repairs to be carried out ratherthan full coating replacement. insulation degradation,construction material water retention, and rising dampcan also be seen clearly with the use of thermal cameras.Areas of moisture trapped in roofing layers can be seenand traced with our thermal imaging services and high endinfrared cameras.