NES 862 Part 1 Fasteners
38
Ministry of Defence Defence Standard 02-862 (NES 862) Issue 1 Publication Date 01 April 2000 Incorporating NES 862 Category 2 Issue 1 Publication Date March 1994 Fasteners Part 1 General
description
Fasteners.
Transcript of NES 862 Part 1 Fasteners

Ministry of Defence Defence Standard 02-862 (NES 862)
Issue 1 Publication Date 01 April 2000
Incorporating NES 862 Category 2
Issue 1 Publication Date March 1994
Fasteners
Part 1General
DSTAN
DStan is now the publishing authority for all Maritime Standards (formerly NESs). Any reference to any other publishing authority throughout this standard should be ignored. Any queries regarding this or any other Defence Standard should be referred to the DStan Helpdesk as detailed at the back of this document.

AMENDMENT RECORD
Amd No Date Text Affected Signature and Date
REVISION NOTE
This standard is raised to Issue 1 to update its content.
HISTORICAL RECORD
This standard supersedes the following:
Naval Engineering Standard (NES) 862 Part 1 Issue 1 dated March 1994.

Ministry of Defence
Naval Engineering Standard
NES 862 Part 1 Issue 1 (Reformatted) March 1994
FASTENERS
PART 1
GENERAL

This NES Supersedes
NES 730 PART 1 ISSUE 1
Record of Amendments
AMDT INSERTED BY DATE
1
2
3
4
5
6
7
8
9
10

i
NAVAL ENGINEERING STANDARD 862
FASTENERS
PART 1
ISSUE 1 (REFORMATTED)
GENERAL
The issue and use of this Standard
is authorized for use in MOD contracts
by MOD(PE) Sea Systems and
the Naval Support Command
ECROWN COPYRIGHT
Published by:
Director of Naval ArchitectureProcurement Executive, Ministry of DefenceSea Systems, Foxhill, Bath BA1 5AB

ii

NES 862Part 1
Issue 1 (Reformatted)
iii
SCOPE
1. This NES specifies the general requirements for threaded fasteners used on HM ships andsubmarines. It also specifies the standards which define the detailed requirements ofparticular types of fasteners.

NES 862Part 1Issue 1 (Reformatted)
iv

NES 862Part 1
Issue 1 (Reformatted)
v
FOREWORD
Sponsorship
1. ThisNaval Engineering Standard (NES) is sponsored by theProcurement Executive, Ministryof Defence, Director Naval Architecture, (DNA), Section NA 115.
2. This NES comprises:
Fasteners
Part 1 General
Part 2 Ferrous
Part 3 Non-Ferrous
Part 4 Ferrous (Submarine First Level Quality Assured)
3. If it is found to be unsuitable for any particular requirement the Sponsor is to be informed inwriting with a copy to Director Naval Architecture (DNA) NA 145.
4. Any user of this NES either within MOD or in industry may propose an amendment to it.Proposals for amendments which are:
a. not directly applicable to a particular contract are to be made to the Sponsor of theNES;
b. directly applicable to a particular contract are to be dealt with as specified in thecontract.
5. No alteration may be made to this NES except by the issue of an authorized amendment.
6. Unless otherwise stated, reference in this NES to approval, approved, authorized or similarterms, means by the Ministry of Defence in writing.
7. Any significant amendments that may be made to this NES at a later date will be indicatedby a vertical side line. Deletions will be indicated by 000 appearing at the end of the lineintervals.
8. Extracts from British Standards quoted in this NES are included with the permission of theBritish Standards Institution.
9. NES 862, in four Parts, has been compiled from the rationalized and updated informationcontained in the eleven Parts of NES 730 and thereby supersedes it.
Conditions of Release
General
10. This Naval Engineering Standard (NES) has been prepared for the use of the Crown and ofits contractors in the execution of contracts for the Crown. The Crown hereby excludes allliability (other than liability for death or personal injury) whatsoever and howsoever arising(including but without limitation, negligence on the part of the Crown, its servants or agents)for any loss or damage however caused where the NES is used for any other purpose.
11. This document is Crown Copyright and the information herein may be subject to Crown orthird party rights. It is not to be released, reproduced or published without written permissionof the MOD.
12. The Crown reserves the right to amend or modify the contents of this NES without consultingor informing any holder.

NES 862Part 1Issue 1 (Reformatted)
vi
MOD Tender or Contract Process
13. ThisNES is the property of the Crown and unless otherwise authorized in writing by theMODmust be returned on completion of the contract, or submission of the tender, in connectionwith which it is issued.
14. When this NES is used in connection with aMOD tender or contract, the user is to ensure thathe is in possession of the appropriate version of each document, including related documents,relevant to each particular tender or contract. Enquiries in this connection may be made ofthe local MOD(PE) Quality Assurance Representative or the Authority named in the tenderor contract.
15. When NES are incorporated into MOD contracts, users are responsible for their correctapplication and for complying with contracts and any other statutory requirements.Compliance with an NES does not of itself confer immunity from legal obligations.
Related Documents
16. In the tender and procurement processes the related documents listed in each section andAnnex A can be obtained as follows:
a. British Standards British Standards Institution,389 Chiswick High Road,London W4 4AL
b. Defence Standards Directorate of Standardization and Safety Policy,Stan 1, Kentigern House, 65 Brown Street,Glasgow G2 8EX
c. Naval Engineering Standards CSE3a, CSE Llangennech, Llanelli,Dyfed SA14 8YP
d. Other documents Tender or Contract Sponsor to advise.
Note: Tender or Contract Sponsor can advise in cases of difficulty.
17. All applications to Ministry Establishments for related documents are to quote the relevantMOD Invitation to Tender or Contract Number and date, together with the sponsoringDirectorate and the Tender or Contract Sponsor.
18. Prime Contractors are responsible for supplying their subcontractors with relevantdocumentation, including specifications, standards and drawings.
Health and Safety
Warning
19. ThisNESmay call for the use of processes, substances and/or procedures thatmay be injuriousto health if adequate precautions are not taken. It refers only to technical suitability and inno way absolves either the supplier or the user from statutory obligations relating to healthand safety at any stage of manufacture or use. Where attention is drawn to hazards, thosequoted may not necessarily be exhaustive.
Cadmium Plating
20. Cadmium and its corrosion products are toxic. See Clause 1.3.6a. to 1.3.6c.

NES 862Part 1
Issue 1 (Reformatted)
vii
CONTENTSPage No
TITLE PAGE i. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SCOPE iii. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
FOREWORD v. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Sponsorship v. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Conditions of Release v. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
General v. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .MOD Tender or Contract Process vi. . . . . . . . . . . . . . . . . . . . . . . . . .
Related Documents vi. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Health and Safety vi. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Warning vi. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Cadmium Plating vi. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
CONTENTS vii. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 1. USE OF FASTENERS 1.1. . . . . . . . . . . . . . . . . . . . . . . .1.1 General 1.1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.2 Thread Form and Fastener Dimensions 1.1. . . . . . . . . .1.3 Material 1.2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.3.1 Electro-Chemical Compatibility 1.2. . . . . . . . . . . . . . . .1.3.2 Stainless Steel 1.2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.3.3 Brass 1.2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.3.4 Aluminium Silicon Bronze 1.2. . . . . . . . . . . . . . . . . . . . .1.3.5 Zinc Plated Steel Fasteners 1.2. . . . . . . . . . . . . . . . . . . .1.3.6 Cadmium Plating 1.3. . . . . . . . . . . . . . . . . . . . . . . . . . . .1.3.7 Compounds Used with Fasteners 1.3. . . . . . . . . . . . . . .1.3.8 Fluids Which May Adversely Affect Fasteners 1.3. . . .1.4 Service Temperature 1.3. . . . . . . . . . . . . . . . . . . . . . . . . .1.5 Locking of Fasteners 1.3. . . . . . . . . . . . . . . . . . . . . . . . .1.6 Shock 1.3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.7 Assembly Instructions 1.3. . . . . . . . . . . . . . . . . . . . . . . .1.8 Reuse 1.4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.9 Thread Protrusion 1.4. . . . . . . . . . . . . . . . . . . . . . . . . . .1.10 Use of Washers on Nickel Aluminium Bronze
Flanges and Headers 1.4. . . . . . . . . . . . . . . . . . . . . . . . .1.11 Submarine Pressure Hull Fasteners 1.4. . . . . . . . . . . . .1.12 Wire Thread Inserts 1.4. . . . . . . . . . . . . . . . . . . . . . . . . .1.13 Tightening 1.4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 2. QUALITY ASSURANCE 2.1. . . . . . . . . . . . . . . . . . . . .
ANNEX A. RELATED DOCUMENTS A.1. . . . . . . . . . . . . . . . . . . .
ANNEX B. DEFINITIONS AND ABBREVIATIONS B.1. . . . . . . .

NES 862Part 1Issue 1 (Reformatted)
viii
ANNEX C. FASTENER STANDARDS ANDSPECIFICATIONS C.1. . . . . . . . . . . . . . . . . . . . . . . . . . .TABLE C.1 A SELECTION OF BRITISHSTANDARDS RELATED TO FASTENERS C.1. . . . . .TABLE C.2 SPECIFICATIONS FOR STEELFASTENERS USED IN NAVAL APPLICATIONS C.2.TABLE C.3 SPECIFICATIONS FOR NON-FERROUSFASTENERS USED IN NAVAL APPLICATIONS C.3.
ANNEX D. TIGHTENING FASTENERS D.1. . . . . . . . . . . . . . . . . .TABLE D.1 ILLUSTRATIVE RELATIONSHIPBETWEEN BOLT LENGTH AND THE AMOUNTOF TURN REQUIRED TO TIGHTEN AFASTENER D.1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .TABLE D.2 ILLUSTRATIVE CORRECTIONFACTORS FOR SURFACE FINISH D.2. . . . . . . . . . . .TABLE D.3 ILLUSTRATIVE CORRECTIONFACTORS FOR BOLT GRADE D.2. . . . . . . . . . . . . . . .FIGURE D.1 ILLUSTRATIVE RELATIONSHIPBETWEEN TIGHTENING TORQUE ANDFASTENER SIZE FOR UNPLATED, DRY,GRADE 8.8 STEEL FASTENERS TIGHTENED TOA PRE-LOAD OF 75% OF THE PROOF LOAD D.3.
ALPHABETICAL INDEX

NES 862Part 1
Issue 1 (Reformatted)
1.1
1. USE OF FASTENERS
1.1 General
a. When fasteners are used the aspects listed below are to be considered. Theseaspects are expanded in Clauses 1.1b. to 1.13a.:
(1) thread form and fastener dimensions;
(2) material;
(3) service temperature;
(4) locking of fasteners;
(5) shock;
(6) assembly instructions;
(7) reuse;
(8) thread protrusion;
(9) use of washers on nickel aluminium bronze flanges and headers;
(10) submarine pressure hull fasteners;
(11) wire thread inserts;
(12) tightening.
b. Further guidance on the selection of fasteners for general purposes is given inDef Stan 53−11.
1.2 Thread Form and Fastener Dimensions
a. To minimize the range of fasteners in service and ensure ease of supply, thefollowing principles apply when selecting the thread form and dimensions offasteners:
(1) Metric fasteners are to be used in preference to imperial fasteners, and theMetric Coarse pitch series is to be used in preference to the Metric Finepitch series.
(2) Whitworth and British Standard Fine (BSF) fasteners are not to be usedunless there is no acceptable alternative.
(3) Fasteners are to be selected from standard or preferred ranges specifiedin the appropriate standard, before non-preferred or non-standard sizesare considered.
(4) Fasteners available in Naval Stores should be used wherever possible (seeBR 320D for further information).
b. Care is to be taken to avoid thread mismatch, when an assembly uses fastenerswith more than one thread form. Although a reasonable fit seems apparent,thread engagement and strength are greatly affected. Advice on avoiding thisproblem is given in BS PD 6494.
c. For information, a selection of fastener specifications relating to metric andimperial fasteners is listed in Annex C.

NES 862Part 1Issue 1 (Reformatted)
1.2
1.3 Material
1.3.1 Electro-Chemical Compatibility
a. When dissimilar materials are used for fasteners and adjacent material in thepresence of an electrolyte, galvanic corrosion may occur. This can be controlledby insulating the materials from each other, or the assembly can be suitablyprotected (eg by a paint system). The electro-chemical compatibility ofmaterials can be checked by referring to BS PD 6484.
1.3.2 Stainless Steel
a. Precautions are to be taken against crevice corrosion if stainless steel fastenersare liable to come into contact with sea water. These include not using Type 316austenitic stainless steel below the water line, although Type 316 and othergrades of stainless steel which contain a minimum of 2% molybdenum may beused on weather decks. For information, expensive, high performance stainlesssteels are available which have a superior resistance to crevice corrosion. Theyare regarded as materials for specialist applications requiring individualassessment.
b. Austenitic stainless steels are suitable for applications requiring a lowmagneticpermeability; however the material can become slightly magnetic when coldworked.
c. For information, fasteners in compliance with BS 6105 Grade A4−80 aremanufactured from Type 316 stainless steel.
1.3.3 Brass
a. Brass fasteners are not to be used in applications where they will be in contactwith sea water because the material suffers from dezincification which willreduce strength.
1.3.4 Aluminium Silicon Bronze
a. Aluminium silicon bronze is only to be used where a low magnetic permeabilityis required and no acceptable alternative is available.
1.3.5 Zinc Plated Steel Fasteners
a. Zinc plated steel fasteners are not to be used for applications where thetemperature may rise above 60° C because the electro-chemical polarity of zincand steel reverses so that the zinc no longer protects the steel sacrificially butactively promotes rusting.
b. Since zinc plating is very thin and offers little protection to fasteners immersedin fresh or salt water, or subjected to sea spray or heavy condensation, additionalprotection such as a paint system is required to prevent corrosion.
c. For information, typically zinc plating is to BS3382Part 2, orDEFSTAN03−20for thread diameters up to and including 18 mm (or ¾!) and to BS 1706 GradeFe/Zn8 c2 for fasteners with a thread diameter over 18mm (or ¾!). Washers aretypically zinc plated to BS 1706.

NES 862Part 1
Issue 1 (Reformatted)
1.3
1.3.6 Cadmium Plating
a. Cadmium and its corrosion products are toxic, therefore cadmiumplating is only to be used where it has been demonstrated that there isno acceptable alternative.
b. Where cadmium plated fasteners are used, an appropriate warning tally is to befitted in a prominent location. For information, two anodized aluminiumbacked tallies with self adhesive aluminium foil labels warning of the presenceof cadmium are available from Naval Stores:
(1) Size: 45mm ¢ 12mm, NSN 0617/7690−99−062−9609;
(2) Size: 60mm ¢ 17mm, NSN 0617/7690−99−372−3734.
c. For information, typically cadmium plating is to BS 3382 Part 1, or DEF STAN03−19 for thread diameters up to and including 18mm (or ¾!) and to BS 1706Grade Fe/Cd8 c2 for fasteners with a thread diameter over 18mm (or ¾!).Washers are typically plated to BS 1706.
1.3.7 Compounds Used with Fasteners
a. Compounds are available for corrosion protection, preventing seizure andlocking assembled fasteners in position. Compounds in Naval Stores are listedin BR 320D.
1.3.8 Fluids Which May Adversely Affect Fasteners
a. Fasteners are not to be used where they could come into contact with fluidswhich would adversely affect them. In particular prevailing torque-type nutswith nylon inserts are not to be used in fuel tanks.
1.4 Service Temperature
a. Fasteners are not to be used for applicationswhere the temperature goes outsidethe temperature range applicable to the particular fastener. Servicetemperature ranges for steel fasteners manufactured to other parts of this NESare given in Annex C., TABLE C.2.
b. Prevailing-torque type nuts with non-metallic inserts to BS 4929 Part 1 orPart 2 are not to be used in applications where the service temperature willexceed 120° C. All metal prevailing-torque type nuts to the same specificationsare only to be used up to 300° C.
c. The maximum service temperature for zinc plating is given in Clause 1.3.5a.
1.5 Locking of Fasteners
a. A means of locking all fasteners liable to work loose is to be provided.Def Stan 53−32 gives information on a selection of locking techniques.
1.6 Shock
a. General guidance on the design requirements for fasteners tominimize the riskof damage due to non-contact underwater explosion is given in BR 8470.
1.7 Assembly Instructions
a. All fasteners are to be assembled in accordance with the relevant designspecification, drawing or manufacturer’s instructions.

NES 862Part 1Issue 1 (Reformatted)
1.4
1.8 Reuse
a. Requirements for the reuse of submarine pressure hull fasteners are specifiedin NES 136. These First Level Quality Assured fasteners are only to be reusedif the identification marks NS/M, SM−M or those specified in NES 862 Part 3,or NES 862 Part 4 are clearly visible.
b. Non-First Level fasteners may be reused providing they are in a serviceablecondition.
1.9 Thread Protrusion
a. For general applications the minimum permitted thread protrusion is half athread, except for prevailing torque type nuts, in which case the minimumpermitted thread protrusion is one thread. The maximum permitted threadprotrusion is 2½ threads.
b. BR 8472 and BR 8473 are to apply when thread protrusion affects shockclearances.
c. NES 136 is to apply for the thread protrusion of submarine pressure hull studs.
1.10 Use of Washers on Nickel Aluminium Bronze Flanges and Headers
a. On nickel aluminium bronze flanges and headers, there is no requirement to fitwashers under bolts or nuts. However, where the spot facing is inadequate bycasting design, surface texture or area, washers may be used to ensure evenloading.
1.11 Submarine Pressure Hull Fasteners
a. Where applicable, the requirements are to be in accordance with NES 136.
1.12 Wire Thread Inserts
a. Information on wire thread inserts is given in DEF STAN 53−82.
1.13 Tightening
a. When specified, fasteners are to be tightened by the specified method to achievethe specified pre-load. Additional information is given in Annex D.

NES 862Part 1
Issue 1 (Reformatted)
2.1
2. QUALITY ASSURANCE
a. The Quality Assurance requirements for:
(1) steel fasteners for use athigh temperatures, Class I 0−300° C andClass III0−520° C are given in NES 862 Part 2;
(2) non-ferrous fasteners for non-first level applications are given inNES 862Part 3;
(3) Submarine First Level Quality Assured Fasteners as defined in SSCP 25are given inNES 862 Part 3 for non-ferrous fasteners andNES 862 Part 4for ferrous fasteners.

NES 862Part 1Issue 1 (Reformatted)
2.2

NES 862Part 1
Issue 1 (Reformatted)
A.1 ANNEX A.
ANNEX A.
RELATED DOCUMENTS
A.1 The following documents and publications are referred to in this NES:
See Clause
BS 2TA 3 Specification for Bar and section formachining of commercially pure titanium(tensile strength 390−540N/mm2)(Obsolescent)
Annex C.
BS 57 Specification for BA screws bolts andnuts (Obsolescent)
Annex C.
BS 93 Specification for BA screw threads withtolerances for sizes O BA to 16 BA(Obsolescent)
Annex C.
BS 1470 Specification for wrought aluminium andaluminium alloys for general engineeringpurposes: plate, sheet and strip
Annex C.
BS 1473 Specification for wrought aluminium andaluminium alloys for general engineeringpurposes: rivet, bolt and screw stock
Annex C.
BS 1474 Specification for wrought aluminium andaluminium alloys for general engineeringpurposes: bars, extruded round tubes andsections
Annex C.
BS 1580 Specification for unified screw threads
Parts 1 & 2: Diameters ¼in and larger Annex C.
Part 3: Diameters below ¼in Annex C.
BS 1706 Method for specifying electroplatedcoatings of zinc and cadmium on ironand steel
1.3.5c., 1.3.6c.
BS 1768 Specification for unifed precisionhexagon bolts, screws and nuts (UNCand UNF threads). Normal series(Obsolescent)
Annex C.
BS 1769 Specification for unified black hexagonbolts, screws and nuts (UNC and UNFthreads). Heavy Series (Obsolescent)
Annex C.
BS 1981 Specification for unified machine screwsand machine screw nuts
Annex C.
BS 2470 Specification for hexagon socket screwsand wrench keys. Inch series
Annex C.
BS 2693 Specification for screwed studs
Part 1: General purpose studs Annex C.
BS 3076 Specification for nickel and nickel alloys:bar
Annex C.

NES 862Part 1Issue 1 (Reformatted)
A.2ANNEX A.
BS 3382 Specification for electroplated coatingson threaded componentsPart 1: Cadmium on steel components 1.3.6c.
Part 2: Zinc on steel components 1.3.5c.
BS 3409 Specification for the tapping of holes toreceive wire thread inserts (UNC andUNF threads)
Part 1: Diameters ¼in and over(Obsolescent)
Annex C.
Part 2: Diameters below ¼in(Obsolescent)
Annex C.
BS 3410 Specification for metal washers forgeneral engineering purposes(Obsolescent)
Annex C.
BS 3643 ISO metric screw threads
Part 1: Principles and basic data Annex C.
Part 2: Specification for selected limits ofsize
Annex C.
BS 3692 Specification for ISO metric precisionhexagon bolts, screws and nuts
Annex C.
BS 4168 Hexagon socket screws and wrench keysmetric series
Annex C.
BS 4174 Specification for self-tapping screws andmetallic drive screws
Annex C.
BS 4183 Specification for machine screws andmachine screw nuts: metric series
Annex C.
BS 4190 Specification for ISO metric blackhexagon bolts, screws and nuts
Annex C.
BS 4278 Specification for eyebolts for liftingpurposes
Annex C.
BS 4320 Specification for metal washers forgeneral engineering purposes. Metricseries
Annex C.
BS 4377 Specification for tapping of holes toreceive wire thread inserts (ISO metricthreads)
Annex C.
BS 4439 Specification for screwed studs forgeneral purposes. Metric series
Annex C.
BS 4463 Specification for crinkle washers forgeneral engineering purposes (metricseries)
Annex C.
BS 4464 Specification for spring washers forgeneral engineering and automobilepurposes. Metric series
Annex C.
BS 4882 Specification for bolting for flanges andpressure containing purposes
Annex C.

NES 862Part 1
Issue 1 (Reformatted)
A.3 ANNEX A.
BS 4929 Specification for steel hexagon prevailingtorque type nutsPart 1: Metric series 1.4b., Annex C.
Part 2: Unified (inch) series (Obsolescent) 1.4b., Annex C.
BS 6105 Specification for corrosion-resistantstainless steel fasteners
1.3.2c., Annex C.
BS EN 20273 Fasteners. Clearance holes for bolts andscrews
Annex C.
BS PD 6484 Commentary on corrosion at bimetalliccontacts and its alleviation
1.3.1a.
BS PD 6494 Mismatch of screw thread systems 1.2b.
DEF STAN 03−19 Electro-deposition of cadmium 1.3.6c.
DEF STAN 03−20 Electro-deposition of zinc 1.3.5c.
DEF STAN 53−11 Guide to selection bolts, screws and nuts,general purpose use
1.1b.
DEF STAN 53−32 Guide to the methods of locking screwedfasteners
1.5a.
DEF STAN 53−82 Inserts, screwed thread, metric, coiledwire thread
1.12a.
NES 136 Requirements for the WatertightIntegrity of HM Submarines
1.8a., 1.9c.,1.11a., Annex B.
NES 833 Requirements for Nickel AluminiumBronze:Part 1: Sheet, Strip and Plate Annex C.
Part 2: Forgings, Forging Stock, Rods andSections
Annex C.
NES 834 Requirements for Aluminium SiliconBronze:
Part 1: Sheet, Strip and Plate Annex C.
Part 2: Forgings, Forging Stock, Rods andSections
Annex C.
NES 862 Fasteners
Part 2: Ferrous 2.a., Annex C.
*NES 862 Part 3: Non-Ferrous 1.8a., 2.a.,Annex C.
NES 862 Part 4: Ferrous (Submarine First LevelQuality Assured)
1.8a., 2.a.,Annex C.
NOTE: *In course of preparation. Until published, guidance is to be sought fromSection NA 115.

NES 862Part 1Issue 1 (Reformatted)
A.4ANNEX A.
BR 320D Descriptive Catalogue of Naval Stores 1.2a., 1.3.7a.
BR 8470 Shock and Vibration Manual 1.6a.
BR 8472 Naval Standard Range Mounts forEquipment Installation (to AttenuateMechanical Shock or Vibration)
1.9b.
BR 8473 Miscellaneous Mounts for EquipmentInstallation (to Attenuate MechanicalShock or Vibration)
1.9b.
SSCP 25 Quality Assurance for Safety inSubmarines
2.a., Annex B.

NES 862Part 1
Issue 1 (Reformatted)
B.1 ANNEX B.
ANNEX B.
DEFINITIONS AND ABBREVIATIONS
B.1 For the purpose of this NES the following definitions apply:
Bolt A fastener with the head integral with the shankand which is threaded at the opposite end.Typically the full length of the shank is notthreaded.
Fastener Bolts, screws, studs, studbolts, nuts and washersfor general engineering purposes.
Hull Fasteners Submarine First Level Quality Assured fasteners,as defined in SSCP 25, used in the pressure hulland forming part of the boundary resistingambient sea water pressure. (See NES 136 forfurther information.)
Nuts An internally threaded fastener used with boltsand screws. Typically nuts are either square orhexagonal and are tightened with a spanner.
Nuts, Prevailing TorqueType
A nut with a feature which makes it frictionallyresistant to rotation with the intention ofpreventing the nut from working loose onceassembled. Examples include nuts with a nylonring insert.
Pre-load The tensile force in an externally threaded fastenerequal to the clamping force applied immediatelyafter the fastener assembly has been tightened.
Rotabolts Bolts or studs which have a built-in mechanicalstrain gauge to ensure that the design load isachieved when the fastener is assembled. This is aheaded pin anchored to the base of a hole madealong the axis of the fastener. The headed endretains a cap which is free to rotate. When thedesign load is applied, the cap touches the end ofthe fastener so that it can no longer rotate.‘Rotabolt’ is the trademark of the companyRotabolt Ltd.
Screw A fastener with the head integral with the shankand which is threaded at the opposite end.Typically the full length of the shank is threaded.
Stud A fastener threaded at both ends, one end of which(the metal end) is screwed into parent metal andthe other end of which (the nut end) takes a nut.
Studbolts A fastener threaded at both ends or threaded forthe whole of its length, intended to take a nut ateach end.
Stud Hole A threaded hole which accommodates the metalend of a stud.
Washer A component assembled under nuts and the headsof bolts and screws which may incorporate afeature for keeping the adjacent fastener tight.Typically, washers are annular in shape.

NES 862Part 1Issue 1 (Reformatted)
B.2ANNEX B.

NES 862Part 1
Issue 1 (Reformatted)
C.1 ANNEX C.
ANNEX C.
FASTENER STANDARDS AND SPECIFICATIONS
C.1 A selection of British Standards which relate tometric and imperial fasteners is givenin TABLE C.1. Procurement Specifications or Standards for steel and non-ferrousfasteners for naval applications are contained in TABLE C.2 and TABLE C.3respectively.
Description Metric Unified BA
Precision hexagon bolts, screws andnuts
BS 3692 BS 1768 BS 57
Black hexagon bolts, screws and nuts BS 4190 BS 1769 −
Machine screws—cheese, pan,countersunk raised countersunk head
BS 4183 BS 1981 BS 57countersunk, raised countersunk head,and machine screw nuts
Hexagon socket screws and wrenchkeys
BS 4168 BS 2470 −
Self-tapping screws BS 4174 − −
Lifting eye bolts BS 4278 − −
Screwed studs for general purposes BS 4439 BS 2693 Pt 1 −
Studs, studbolts and nuts for flangesand pressure consuming purposes
BS 4882 BS 4882 −
Prevailing torque type nuts BS 4929 Pt 1 BS 4929 Pt 2 −
Washers for general purposes BS 4320 BS 3410 BS 3410
Spring washers for general purposes BS 4464 − −
Crinkle washers for general purposes BS 4463 − −
Tapping of holes to receive wire threadinserts
BS 4377 BS 3409 −
Screw threads BS 3643 BS 1580 BS 93
Clearance holes for bolts and screws BS EN 20273 − −
TABLE C.1 A SELECTION OF BRITISH STANDARDS RELATED TO FASTENERS

NES 862Part 1Issue 1 (Reformatted)
C.2ANNEX C.
Purpose Fastener Grade orClass
TemperatureRange
Procurement SpecificationClass Range
Metric Unified
Submarine FirstLevel QualityAssured steelfasteners
Hex BoltsHex ScrewsStudsStudbolts
GradeSM1−M orSM1−U
Under 60° C(See Note)
NES 862 Part 4 NES 862 Part 4
fasteners StudboltsHex Nuts Grade
SM2−M orSM2−U
0−300° C
GradeSM3−MorSM3−U
0−520° C
Washers Under 60° C(See Note)
BS 4320 BS 3410
Washers 0−520° C NES 862 Part 2 NES 862 Part 2
Pipe systems andother applicationsi h hi h i
Hex BoltsHex ScrewsS d
Class I 0−300° C NES 862 Part 2 NES 862 Part 2ot e app cat o swith high servicetemperature wheresteel fasteners are
e Sc ewsStudsStudbolts
Class III 0−520° C
steel fasteners arespecified Hex Nuts Class A 0−300° Cspec ed
Class B 0−520° C
Washers 0−520° C
General purpose usebelow 60° C where aHigh TensileStrength of about 50tonf/in2 or 800
Hexagon boltsHexagon ScrewsStudsStudbolts
Under 60° C BS 3692 SteelGrade 8.8BS 4439BS 4882
BS 1768 SteelGrade SBS 2693BS 4882
tonf/in2 or 800N/mm2, is required.(See Note)
Hexagon nuts Under 60° C BS 3692 SteelGrade 8
BS 1768 SteelGrade 1(See Note)
Washers Under 60° C BS 4320 BS 3410
NOTE: Zinc plated to an appropriate Standard. See Clauses 1.3.5a. to 1.3.5c. fordetails. For use within the temperature range −50° C to under 60° C.
TABLE C.2 SPECIFICATIONS FOR STEEL FASTENERS USED IN NAVALAPPLICATIONS

NES 862Part 1
Issue 1 (Reformatted)
C.3 ANNEX C.
Purpose Material Specification Fastener ProcurementSpecification
Submarine FirstLevel QualityAssured fasteners
Nickel copper alloy toBS 3076−NA13
Hex nut NES 862 Pt 3
where specified to behigh strength nickelalloy.
Nickel copper aluminium alloy toBS 3076−NA18
Stud bolt
In ships and serviceswhere the particular
i l i ifi d
Nickel copper alloy toBS 3076−NA13
Hex nut NES 862 Pt3p
material is specified Nickel copper aluminium alloy toBS 3076−NA18
Hex boltHex screwStudStudbolt
Titainum to Aerospace BS 2TA 3Aluminium Silicon Bronze toNES 834 Pt 2Nickel Aluminium Bronze toNES 833 Pt 2Aluminium Alloy toBS 1473−6082−TF orBS 1474−6082−T6
Hex boltHex screwStudStudboltNut
Titanium to Aerospace BS 2TA 3Aluminium Silicon Bronze toNES 834 Pt 1Nickel Aluminium Bronze toNES 833 Pt 1Aluminium Alloy toBS 1470−5251−H22
Washers
TABLE C.3 SPECIFICATIONS FOR NON-FERROUS FASTENERS USED IN NAVALAPPLICATIONS

NES 862Part 1Issue 1 (Reformatted)
C.4ANNEX C.

NES 862Part 1
Issue 1 (Reformatted)
D.1 ANNEX D.
ANNEX D.
TIGHTENING FASTENERS
D.1 This Annex is only intended as a brief guide on tightening fasteners and is not amandatory part of the NES. Text books are available if more detailed information isrequired.
Pre-load
D.2 Pre-load is often unspecified, but when it is it may be established by measuring;fastener stretch; the amount of turn applied once the fastener starts to stretch; or thefinal tightening torque. However, before any of these techniques may be used it isnecessary to have data relating them to pre-load.
Relaxation
D.3 The pre-load of a fastener assembly cannot be maintained because relaxation of thefastener causes a reduction in the clamping force. In the short term this is due to‘bedding in’, while in the longer term factors such as corrosion, vibration, creep andhigh temperatures contribute. In some cases relaxation may cause a fastener to workloose shortly after tightening.
Relating Fastener Stretch to Pre-load
D.4 Measuring fastener stretch is the most direct and therefore the most accuratemethod, providing there is a linear relationship between load and extension, and theyield stress has not been exceeded. Proprietary devices are available for measuringextension including Rotabolts and computerized ultrasonic equipment. Calibrationis required for these techniques.
Relating Nut Turn to Pre-load
D.5 It is easy to derive formulae relating the amount of turn to stretch or load in linearlyelastic fasteners from the pitch. However, in practice the relationship will be affectedby the points of contact between, and the compressibility of, all components clampedby the fastener.This approach is very difficult if the components include diskwashers,spring washers, gaskets, or if a component is bent out of shape. In practice a realisticrelationship may only be established by carrying out trials on each type of boltedassembly considered. The trials may produce the following type of procedure:
a. Tighten the bolt and nut so that all slackness in the assembly is taken up thentighten further as in TABLE D.1.
Bolt length between bolt head and nut expressed as anumber of bolt thread diameters
Amount of turn
Up to and including 2 180°
Above 2 and up to and including 3 240°
Above 3 and up to and including 4 300°
Above 4 and up to and including 8 360°
Above 8 420°
TABLE D.1 ILLUSTRATIVE RELATIONSHIP BETWEEN BOLT LENGTH AND THEAMOUNT OF TURN REQUIRED TO TIGHTEN A FASTENER

NES 862Part 1Issue 1 (Reformatted)
D.2ANNEX D.
Relating Tightening Torque to Pre-load
D.6 Using final tightening torque tomeasure pre-load overcomes the problems created bypoints of contact between components and the compressibility of components, but itis affected by coefficients of friction between the surfaces in contact with theunderside of the nut and the thread of the nut, as well as the accuracy of the torquespanner used. As with measuring the amount of nut turn, formulae can be derivedrelating torque to pre-load, but trials are necessary to establish a meaningfulrelationship for each fastener assembly.
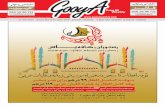
D.7 FIGURE D.1 illustrates the type of relationship which may be produced by trials forunplated, dry, grade 8.8 steel fasteners tightened to a pre-load of 75%of the proof load.TABLE D.2 and TABLE D.3 illustrate how correction factors may be used to adaptFIGURE D.1 for plated or lubricated fasteners in other grades. A worked example isgiven below for an unplated, M16, Grade 10.9 bolt and a phosphated and oiled nut:
Tightening torque from FIGURE D.1 = 24kg mCorrection factor for surface finish from TABLE D.2 = 0.70Correction factor for bolt grade from TABLE D.3 = 1.41
Therefore, corrected tightening torque = 24 ¢ 0.70 ¢ 1.41 = 23.7kg m
Surface Condition of Bolt
Surface Condition of Nut Unplatedand
UnlubricatedZinc Plated Cadmium
PlatedPhosphateand Oil
Unplated and Unlubricated 1.00 1.00 0.80 0.90
Zinc Plated 1.15 1.20 1.35 1.15
Cadmium Plated 0.85 0.90 1.20 1.00
Phosphate and Oil 0.70 0.65 0.70 0.75
TABLE D.2 ILLUSTRATIVE CORRECTION FACTORS FOR SURFACE FINISH
Bolt Grade 6.6 6.8 8.8 10.9 12.9
Correction Factor 0.56 0.75 1.00 1.41 1.69
TABLE D.3 ILLUSTRATIVE CORRECTION FACTORS FOR BOLT GRADE

NES 862Part 1
Issue 1 (Reformatted)
D.3 ANNEX D.
FIGURE D.1 ILLUSTRATIVE RELATIONSHIP BETWEEN TIGHTENING TORQUE ANDFASTENER SIZE FOR UNPLATED, DRY, GRADE 8.8 STEEL FASTENERS TIGHTENED TO A
PRE-LOAD OF 75% OF THE PROOF LOAD

NES 862Part 1Issue 1 (Reformatted)
D.4ANNEX D.

NES 862Part 1
Issue 1 (Reformatted)
INDEXINDEX.1
ALPHABETICAL INDEX
AAluminium Silicon Bronze, 1.2
Assembly, 1.3
BBolt, B.1
Brass, 1.2
British Standard Fine (BSF), 1.1
CCadmium plating, 1.3
Coarse pitch, 1.1
Compounds, 1.3
Corrosioncrevice, 1.2galvanic, 1.2
DDefinitions, B.1
Dezincification, 1.2
Dimensions, 1.1
EElectro-chemical compatibility, 1.2
Electrolyte, 1.2
FFastener definition, B.1
Fine pitch, 1.1
Fluids, 1.3
HHealth and Safety, 1.2
Hull fasteners, 1.4, B.1
IImperial, 1.1

NES 862Part 1Issue 1 (Reformatted)
INDEX INDEX.2
LLocking, 1.3
MMagnetic permeability, 1.2
Metric, 1.1
NNickel Aluminium Bronze, 1.4
Nuts, B.1
Nuts, Prevailing torque, 1.3, B.1
PPaint system, 1.2
QQuality assurance, 2.1
RRationalized Ranges, 1.1
Reuse, 1.4
Rotabolts, B.1, D.1
SScrew, B.1
Seizure, prevention, 1.3
Shock, 1.3
Specifications, 1.1, C.1
Stainless steel, 1.2
Stores, 1.1
Strength, 1.1, 1.2
Stud, B.1
Studbolts, B.1
Studhole, B.1
Submarine First Level Quality Assured, 1.4, 2.1, B.1

NES 862Part 1
Issue 1 (Reformatted)
INDEXINDEX.3
TTemperature, 1.3
Threadform, 1.1mismatch, 1.1protrusion, 1.4
Tightening, 1.4, D.1
Tolerances, 1.1
WWarning, 1.2
Washers, 1.4, B.1
Whitworth, 1.1
Wire thread inserts, 1.4
ZZinc plating, 1.2, 1.3

NES 862Part 1Issue 1 (Reformatted)
INDEX INDEX.4

Inside Rear Cover

© Crown Copyright 2000
Copying Only as Agreed with DStan
Defence Standards are Published by and Obtainable from:
Defence Procurement AgencyAn Executive Agency of The Ministry of Defence
Directorate of StandardizationKentigern House65 Brown Street
GLASGOW G2 8EX
DStan Helpdesk
Tel 0141 224 2531/2 Fax 0141 224 2503
Internet e-mail [email protected]
File Reference
The DStan file reference relating to work on this standard is D/DStan/69/02/862.
Contract Requirements
When Defence Standards are incorporated into contracts users are responsible for their correctapplication and for complying with contractual and statutory requirements. Compliance witha Defence Standard does not in itself confer immunity from legal obligations.
Revision of Defence Standards
Defence Standards are revised as necessary by up issue or amendment. It is important thatusers of Defence Standards should ascertain that they are in possession of the latest issue oramendment. Information on all Defence Standards is contained in Def Stan 00-00 Standardsfor Defence Part 3 , Index of Standards for Defence Procurement Section 4 ‘Index of DefenceStandards and Defence Specifications’ published annually and supplemented regularly byStandards in Defence News (SID News). Any person who, when making use of a DefenceStandard encounters an inaccuracy or ambiguity is requested to notify the Directorate ofStandardization (DStan) without delay in order that the matter may be investigated andappropriate action taken.