
Myanmar Ivanhoe Copper Company Limited · Contents Foreword 4 Our Policies 6 Certificates 7...
60
Myanmar Ivanhoe Copper Company Limited
-
Upload
nguyencong -
Category
Documents
-
view
217 -
download
0
Transcript of Myanmar Ivanhoe Copper Company Limited · Contents Foreword 4 Our Policies 6 Certificates 7...
Myanmar Ivanhoe Copper Company Limited

Myanmar Ivanhoe Copper Company Limited (MICCL) is a 50-50 joint venture company that is
owned by Mining Enterprise No. 1 (ME-1), an agency of the Ministry of Mines of the Union of
Myanmar, and Ivanhoe Myanmar Holdings Limited ( IMHL), which is owned by the Monywa
Trust. The Monywa Trust, an independent, third-party trust, acquired interim ownership of
the IMHL interest from Ivanhoe Mines Ltd. on February 27, 2007. The Sabetaung-Kyisintaung
(S&K) Mine, located in central Myanmar, is an open-pit, heap-leach copper mine operated by
MICCL. Currently, the mine is operating at a capacity of its initial design capacity 25,000 tonnes
of copper per year.
MICCL successfully continued three international certifications in 2007:
• the AS/NZS 4801 Certificate relating to Occupational Health & Safety Management;
• the ISO 9001 Certificate relating to Quality Management; and
• the IS0 14001 Certificate for Environmental Management.
MICCL also maintained its cathode quality in accordance with LME Grade A specifications. MICCL is
striving to maintain a Best Practices international performance standard throughout its operations,
while achieving continual improvements in quality, environment, health and safety standards.
Myanmar Ivanhoe Copper Company Limited


ContentsForeword 4
OurPolicies 6
Certificates 7
OverviewofOperations 8 About MICCL Location Ownership Mining History of Monywa Area Ore Reserves Mining Operation Plant Operation Overview Crushing, Stacking and Heap Leaching Solvent Extraction and Electrowinning Production Targets
Safety,OccupationalHealth& 18EnvironmentalManagementintheS&KProject
Safety,Health&CommunitySupportInitiatives 20 Safety Performance Health Performance
Environment 29 Environment Management Systems Compliance Incidents Issues & Actions Water Land Air Waste Energy & Emissions Dangerous Goods Community Objectives and Targets 2007 Management Plan for Improvement of Safety Performance 2008
CompetencyTraining 46 Techinal/Trades Training Safety and Environmental Training
NewProjects 53 Introduction New Diesel Fuel Farm Agitation Leaching Plant Modification Fines Screening Plant Extension Residue Treatment Plant
VerificationStatements 55
Glossary 56
4 | Safety, Health & Environmental Report
Foreword
Chairman’s Message
Year 2007 demonstrated as a record year in terms of mines production a total tonnage,
ore plus waste, of about 23.4 million tonnes. This reflects the efficiency/productivity of the
new mining equipment operated by well-trained operators under good supervision. I would
like to congratulate the mining team together with the management for this achievement.
Record waste extraction (16.3 million tonnes) should not have gone unnoticed. The
S&K pits have been waste bound for last 3-4 years due to the insufficient mining equipment.
For the first time in its operational life span that pits have been running well without this
waste bound issue.
Under this workload, achieving 5 million man-hours Lost Time Injury free was an
honorable record in Safety which was the outcome of the dedication of workforce and the
commitment of management to maintain good safety performance in all work areas.
Successfully maintained ISO 14001 certification was also attributable to the team’s
concerted effort and again a reflect of dedication towards environmental protection
commitments.
Despite high copper price and increased mine production, cathode production was much
reduced due to lower ore grades as the pits get deeper and to some operational downtime
mainly caused by reagent shortage. This reflects the need of a robust supply/ purchase
activities that would ensure timely arrival of consumables, sufficient quantity of stocks.
Forthcoming year, 2008 is to be viewed as a much more stable year in terms of supplies,
copper sales, and the production. With MICCL’s traditional high team-spirit supported by
Management Board’s guidance, I trust the targets could be achieved.
U Hla Thein
Chairman
Myanmar Ivanhoe Copper Company Limited
Safety, Health & Environmental Report | 5
General Manager’s Message During 2007, MICCL demonstrated as world class mining operation. MICCL’s commitment to the stake holders continued with much activity in the Safety, Health and Environment area. These activities have been worked closely with our auditors Societe General de Surveillance (SGS).
MICCL voluntarily suspended ISO 14001 in May 2007 to gain more time to develop an effective plan to take corrective action regarding some issues raised in the November 2006 SGS audit.
The Management plan for the Immediate Action Plan and Long Term Action Plan were developed in June 2007 by MICCL staff based on their past experience. The suspended MICCL ISO 14001:2004 Environmental Management System Certificate was reinstated by the SGS Accreditation Body on 11th December 2007 after taking all the remedial actions listed in the action plans and upon verification of all clauses of the ISO 14001:2004 standard identified during the SGS audit process in November 2007.
Consideration for the environment is an important part of the MICCL culture; a few project works for the repairing of storm water ponds, constructing wet land-3 and tidying the Pad-2 lay down yard were initiated during this year.
The Safety practitioner attention in giving inductions to the workforce has maintained a high standard of vigilance in the working area. The workforce’s attention to safety practices is reflected by a measurable improvement in the working area of the production and project works.
MICCL has retained the much prized certification guidelines of AS/NZS 4801, ISO 9001 and ISO 14001 for some years now and these standards should be maintained and improved upon for supporting of MICCL’s future development.
Cathode copper production of 17777 tonnes in this year fell below the design capacity of 25000 tonnes due to the delayed delivery of the reagents and spare parts of the heavy mining and process equipment. During this year MICCL has seen many challenges particularly with the ongoing procurement and supply crisis. Through out 2007 MICCL enjoyed the support of our Joint Venture partners and stake holders. With their continued and wholehearted support MICCL should be able to reposition itself to once again achieve the design cathode copper production rate. MICCL’s objective is to produce cathode copper for export to the world with a safe workplace for our employees and a minimum impact on our surrounding environment.
My thanks to all MICCL staff and employees for their diligence and loyal support during the year.
Glenn Eric FordActing General ManagerMyanmar Ivanhoe Copper Company Limited
4 | Safety, Health & Environmental Report
Foreword
Chairman’s Message
Year 2007 demonstrated as a record year in terms of mines production a total tonnage,
ore plus waste, of about 23.4 million tonnes. This reflects the efficiency/productivity of the
new mining equipment operated by well-trained operators under good supervision. I would
like to congratulate the mining team together with the management for this achievement.
Record waste extraction (16.3 million tonnes) should not have gone unnoticed. The
S&K pits have been waste bound for last 3-4 years due to the insufficient mining equipment.
For the first time in its operational life span that pits have been running well without this
waste bound issue.
Under this workload, achieving 5 million man-hours Lost Time Injury free was an
honorable record in Safety which was the outcome of the dedication of workforce and the
commitment of management to maintain good safety performance in all work areas.
Successfully maintained ISO 14001 certification was also attributable to the team’s
concerted effort and again a reflect of dedication towards environmental protection
commitments.
Despite high copper price and increased mine production, cathode production was much
reduced due to lower ore grades as the pits get deeper and to some operational downtime
mainly caused by reagent shortage. This reflects the need of a robust supply/ purchase
activities that would ensure timely arrival of consumables, sufficient quantity of stocks.
Forthcoming year, 2008 is to be viewed as a much more stable year in terms of supplies,
copper sales, and the production. With MICCL’s traditional high team-spirit supported by
Management Board’s guidance, I trust the targets could be achieved.
U Hla Thein
Chairman
Myanmar Ivanhoe Copper Company Limited

Our Policies
6 | Safety, Health & Environmental Report

Certificates
Safety, Health & Environmental Report | 7
Our Policies
6 | Safety, Health & Environmental Report

Overview of Operation
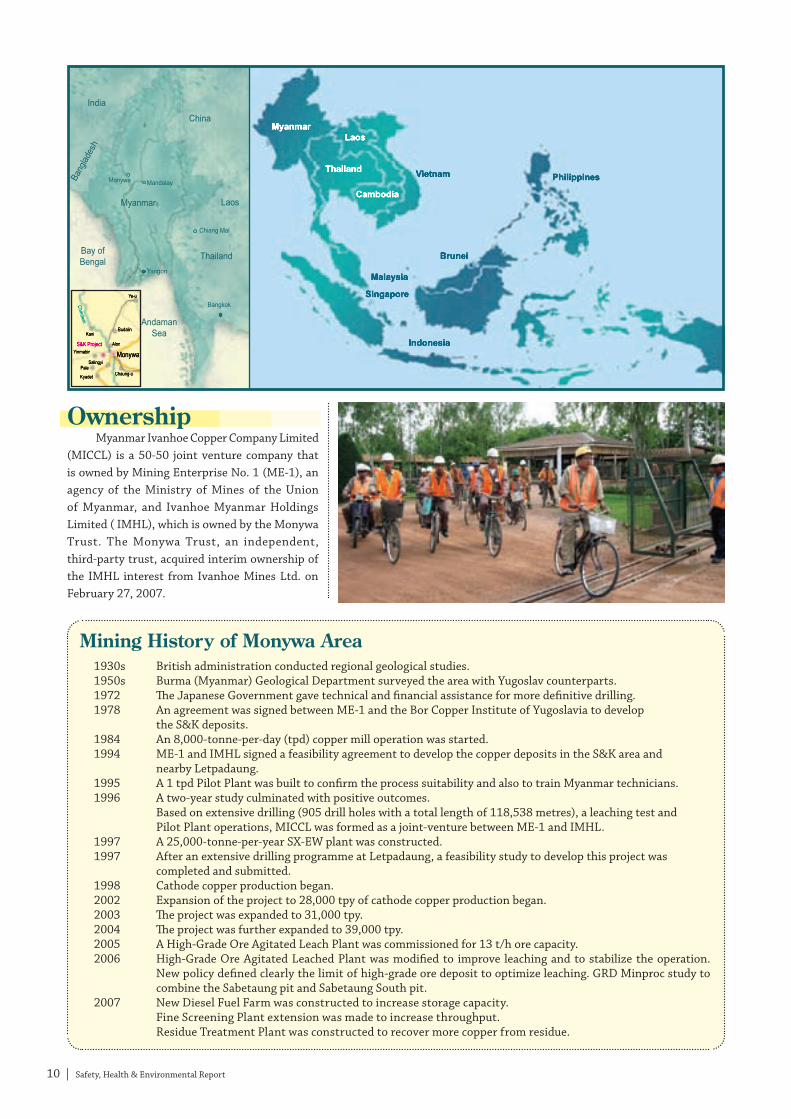
The Sabetaung - Kyisintaung (S&K) Mine is located in Monywa District, Sagaing
Division. The mine is on the west bank of Chindwin River and on the east bank
is Monywa, the capital of Sagaing Division. Chindwin is the biggest tributary of
Ayeyarwaddy (Irrawaddy) river, the longest navigable one in Myanmar flowing from
north to south.
S& K mine site is one of the best mines in Myanmar in terms of its close proximity
to the Monywa Urban area where more than 500,000 peoples live. Monywa is only
120 km by road from Mandalay, the second Capital of Myanmar. An area which has a
lot of ancient pagodas and monasteries, Monywa has a long history.
The Mine site is just 40 minutes drive away from Monywa by an all weather road
across the Chindwin bridge. It is located in the semi-arid area with about 700mm
annual rainl fall, where shrubs and Palm trees are common. The landscape around is
more or less rolling with small hills.
About MICCLLocation
8 | Safety, Health & Environmental Report

Safety, Health & Environmental Report | 9
Overview of Operation
The Sabetaung - Kyisintaung (S&K) Mine is located in Monywa District, Sagaing
Division. The mine is on the west bank of Chindwin River and on the east bank
is Monywa, the capital of Sagaing Division. Chindwin is the biggest tributary of
Ayeyarwaddy (Irrawaddy) river, the longest navigable one in Myanmar flowing from
north to south.
S& K mine site is one of the best mines in Myanmar in terms of its close proximity
to the Monywa Urban area where more than 500,000 peoples live. Monywa is only
120 km by road from Mandalay, the second Capital of Myanmar. An area which has a
lot of ancient pagodas and monasteries, Monywa has a long history.
The Mine site is just 40 minutes drive away from Monywa by an all weather road
across the Chindwin bridge. It is located in the semi-arid area with about 700mm
annual rainl fall, where shrubs and Palm trees are common. The landscape around is
more or less rolling with small hills.
About MICCLLocation
8 | Safety, Health & Environmental Report
Myanmar
China
Laos
Thailand
India
Bang
lade
sh
Mandalay
Yangon
Chiang Mai
Bangkok
Monywa
AndamanSea
Bay of Bengal
Ownership Myanmar Ivanhoe Copper Company Limited (MICCL) is a 50-50 joint venture company that is owned by Mining Enterprise No. 1 (ME-1), an agency of the Ministry of Mines of the Union of Myanmar, and Ivanhoe Myanmar Holdings Limited ( IMHL), which is owned by the Monywa Trust. The Monywa Trust, an independent, third-party trust, acquired interim ownership of the IMHL interest from Ivanhoe Mines Ltd. on February 27, 2007.
10 | Safety, Health & Environmental Report
Mining History of Monywa Area1930s British administration conducted regional geological studies.1950s Burma (Myanmar) Geological Department surveyed the area with Yugoslav counterparts.1972 The Japanese Government gave technical and financial assistance for more definitive drilling.1978 An agreement was signed between ME-1 and the Bor Copper Institute of Yugoslavia to develop the S&K deposits.1984 An 8,000-tonne-per-day (tpd) copper mill operation was started.1994 ME-1 and IMHL signed a feasibility agreement to develop the copper deposits in the S&K area and nearby Letpadaung.1995 A 1 tpd Pilot Plant was built to confirm the process suitability and also to train Myanmar technicians.1996 A two-year study culminated with positive outcomes. Based on extensive drilling (905 drill holes with a total length of 118,538 metres), a leaching test and Pilot Plant operations, MICCL was formed as a joint-venture between ME-1 and IMHL.1997 A 25,000-tonne-per-year SX-EW plant was constructed.1997 After an extensive drilling programme at Letpadaung, a feasibility study to develop this project was completed and submitted.1998 Cathode copper production began.2002 Expansion of the project to 28,000 tpy of cathode copper production began.2003 The project was expanded to 31,000 tpy.2004 The project was further expanded to 39,000 tpy.2005 A High-Grade Ore Agitated Leach Plant was commissioned for 13 t/h ore capacity.2006 High-Grade Ore Agitated Leached Plant was modified to improve leaching and to stabilize the operation.
New policy defined clearly the limit of high-grade ore deposit to optimize leaching. GRD Minproc study to combine the Sabetaung pit and Sabetaung South pit.
2007 New Diesel Fuel Farm was constructed to increase storage capacity. Fine Screening Plant extension was made to increase throughput. Residue Treatment Plant was constructed to recover more copper from residue.
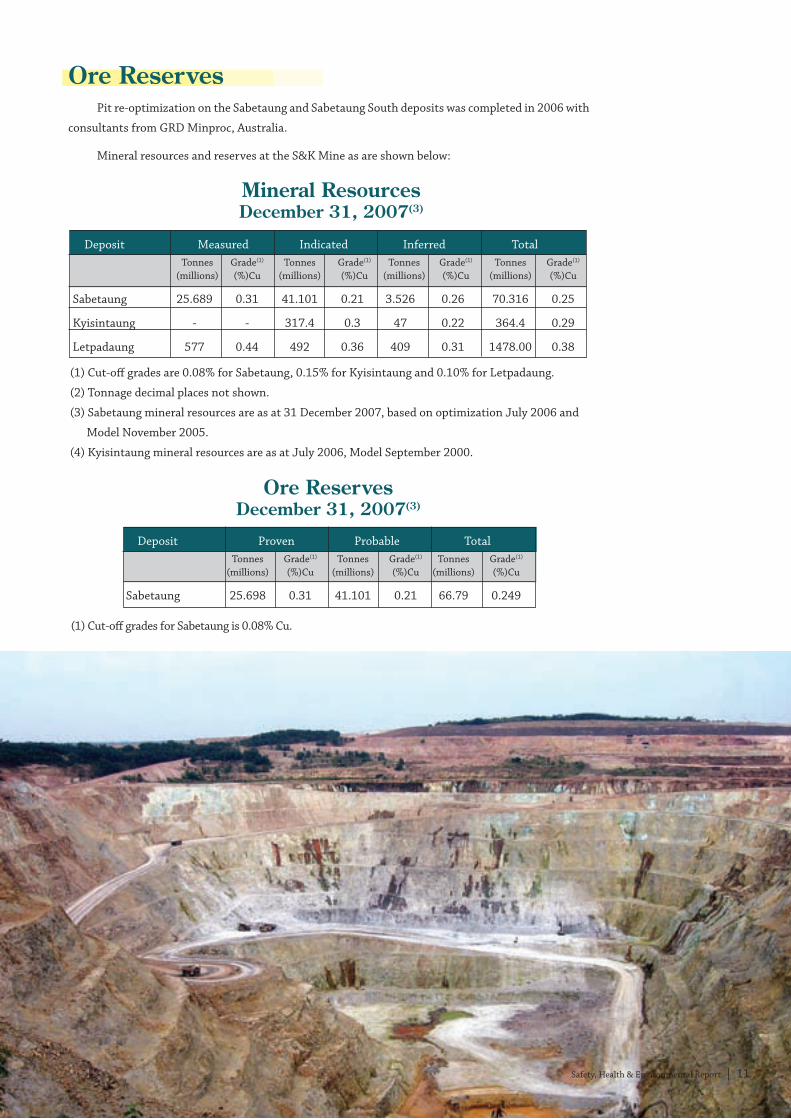
Ore Reserves Pit re-optimization on the Sabetaung and Sabetaung South deposits was completed in 2006 with
consultants from GRD Minproc, Australia.
Mineral resources and reserves at the S&K Mine as are shown below:
Safety, Health & Environmental Report | 11
Mineral ResourcesDecember 31, 2007(3)
Deposit Measured Indicated Inferred Total Tonnes Grade(1) Tonnes Grade(1) Tonnes Grade(1) Tonnes Grade(1)
(millions) (%)Cu (millions) (%)Cu (millions) (%)Cu (millions) (%)Cu
Sabetaung 25.689 0.31 41.101 0.21 3.526 0.26 70.316 0.25
Kyisintaung - - 317.4 0.3 47 0.22 364.4 0.29
Letpadaung 577 0.44 492 0.36 409 0.31 1478.00 0.38
Ore ReservesDecember 31, 2007(3)
(1) Cut-off grades for Sabetaung is 0.08% Cu.
Deposit Proven Probable Total Tonnes Grade(1) Tonnes Grade(1) Tonnes Grade(1)
(millions) (%)Cu (millions) (%)Cu (millions) (%)Cu
Sabetaung 25.698 0.31 41.101 0.21 66.79 0.249
(1) Cut-off grades are 0.08% for Sabetaung, 0.15% for Kyisintaung and 0.10% for Letpadaung.
(2) Tonnage decimal places not shown.
(3) Sabetaung mineral resources are as at 31 December 2007, based on optimization July 2006 and
Model November 2005.
(4) Kyisintaung mineral resources are as at July 2006, Model September 2000.
Myanmar
China
Laos
Thailand
India
Bang
lade
sh
Mandalay
Yangon
Chiang Mai
Bangkok
Monywa
AndamanSea
Bay of Bengal
Ownership Myanmar Ivanhoe Copper Company Limited (MICCL) is a 50-50 joint venture company that is owned by Mining Enterprise No. 1 (ME-1), an agency of the Ministry of Mines of the Union of Myanmar, and Ivanhoe Myanmar Holdings Limited ( IMHL), which is owned by the Monywa Trust. The Monywa Trust, an independent, third-party trust, acquired interim ownership of the IMHL interest from Ivanhoe Mines Ltd. on February 27, 2007.
10 | Safety, Health & Environmental Report
Mining History of Monywa Area1930s British administration conducted regional geological studies.1950s Burma (Myanmar) Geological Department surveyed the area with Yugoslav counterparts.1972 The Japanese Government gave technical and financial assistance for more definitive drilling.1978 An agreement was signed between ME-1 and the Bor Copper Institute of Yugoslavia to develop the S&K deposits.1984 An 8,000-tonne-per-day (tpd) copper mill operation was started.1994 ME-1 and IMHL signed a feasibility agreement to develop the copper deposits in the S&K area and nearby Letpadaung.1995 A 1 tpd Pilot Plant was built to confirm the process suitability and also to train Myanmar technicians.1996 A two-year study culminated with positive outcomes. Based on extensive drilling (905 drill holes with a total length of 118,538 metres), a leaching test and Pilot Plant operations, MICCL was formed as a joint-venture between ME-1 and IMHL.1997 A 25,000-tonne-per-year SX-EW plant was constructed.1997 After an extensive drilling programme at Letpadaung, a feasibility study to develop this project was completed and submitted.1998 Cathode copper production began.2002 Expansion of the project to 28,000 tpy of cathode copper production began.2003 The project was expanded to 31,000 tpy.2004 The project was further expanded to 39,000 tpy.2005 A High-Grade Ore Agitated Leach Plant was commissioned for 13 t/h ore capacity.2006 High-Grade Ore Agitated Leached Plant was modified to improve leaching and to stabilize the operation.
New policy defined clearly the limit of high-grade ore deposit to optimize leaching. GRD Minproc study to combine the Sabetaung pit and Sabetaung South pit.
2007 New Diesel Fuel Farm was constructed to increase storage capacity. Fine Screening Plant extension was made to increase throughput. Residue Treatment Plant was constructed to recover more copper from residue.
12 | Safety, Health & Environmental Report
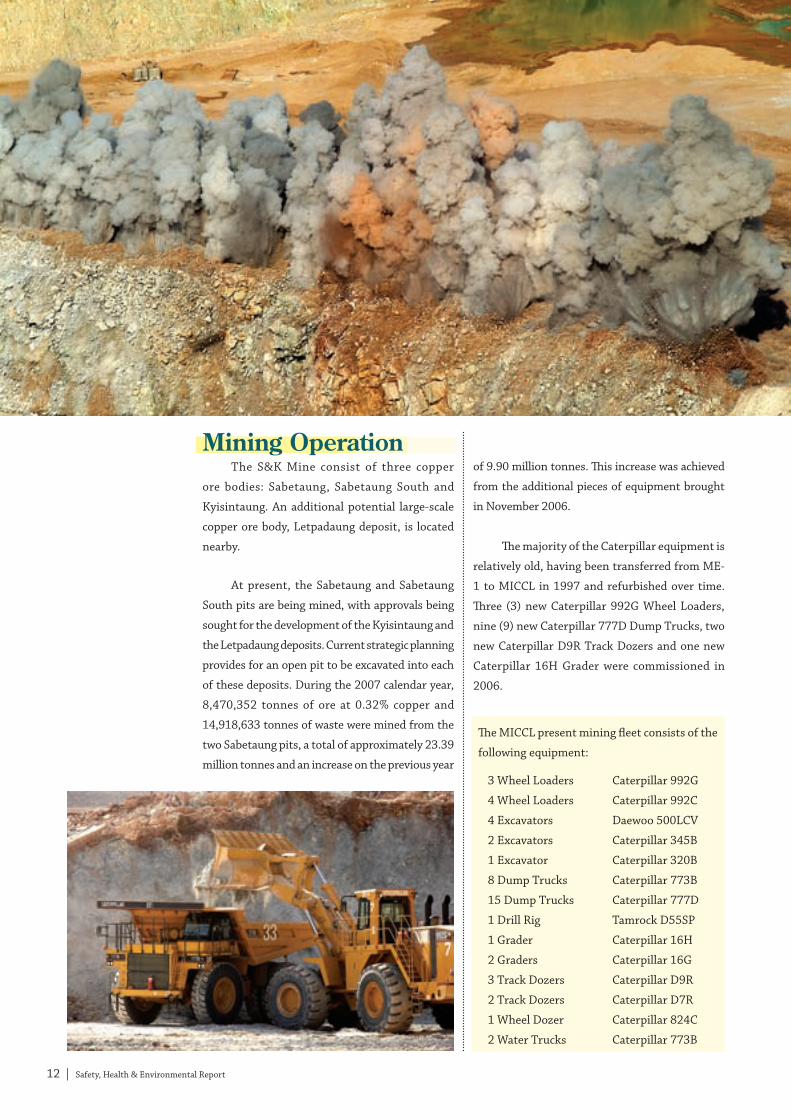
Mining Operation The S&K Mine consist of three copper
ore bodies: Sabetaung, Sabetaung South and
Kyisintaung. An additional potential large-scale
copper ore body, Letpadaung deposit, is located
nearby.
At present, the Sabetaung and Sabetaung
South pits are being mined, with approvals being
sought for the development of the Kyisintaung and
the Letpadaung deposits. Current strategic planning
provides for an open pit to be excavated into each
of these deposits. During the 2007 calendar year,
8,470,352 tonnes of ore at 0.32% copper and
14,918,633 tonnes of waste were mined from the
two Sabetaung pits, a total of approximately 23.39
million tonnes and an increase on the previous year
The MICCL present mining fleet consists of the
following equipment:
3 Wheel Loaders Caterpillar 992G
4 Wheel Loaders Caterpillar 992C
4 Excavators Daewoo 500LCV
2 Excavators Caterpillar 345B
1 Excavator Caterpillar 320B
8 Dump Trucks Caterpillar 773B
15 Dump Trucks Caterpillar 777D
1 Drill Rig Tamrock D55SP
1 Grader Caterpillar 16H
2 Graders Caterpillar 16G
3 Track Dozers Caterpillar D9R
2 Track Dozers Caterpillar D7R
1 Wheel Dozer Caterpillar 824C
2 Water Trucks Caterpillar 773B
of 9.90 million tonnes. This increase was achieved
from the additional pieces of equipment brought
in November 2006.
The majority of the Caterpillar equipment is
relatively old, having been transferred from ME-
1 to MICCL in 1997 and refurbished over time.
Three (3) new Caterpillar 992G Wheel Loaders,
nine (9) new Caterpillar 777D Dump Trucks, two
new Caterpillar D9R Track Dozers and one new
Caterpillar 16H Grader were commissioned in
2006.

Safety, Health & Environmental Report | 13
Plant Operation OverviewAfter mining and crushing, the processing of the ore to produce saleable copper involves three stages:
• Heap leaching to dissolve the valuable copper from the chalcocite ore.
• Solvent extraction to purify and concentrate the copper solution generated by leaching.
• Electrowinning to plate the copper as high-grade cathodes.
12 | Safety, Health & Environmental Report
Mining Operation The S&K Mine consist of three copper
ore bodies: Sabetaung, Sabetaung South and
Kyisintaung. An additional potential large-scale
copper ore body, Letpadaung deposit, is located
nearby.
At present, the Sabetaung and Sabetaung
South pits are being mined, with approvals being
sought for the development of the Kyisintaung and
the Letpadaung deposits. Current strategic planning
provides for an open pit to be excavated into each
of these deposits. During the 2007 calendar year,
8,470,352 tonnes of ore at 0.32% copper and
14,918,633 tonnes of waste were mined from the
two Sabetaung pits, a total of approximately 23.39
million tonnes and an increase on the previous year
The MICCL present mining fleet consists of the
following equipment:
3 Wheel Loaders Caterpillar 992G
4 Wheel Loaders Caterpillar 992C
4 Excavators Daewoo 500LCV
2 Excavators Caterpillar 345B
1 Excavator Caterpillar 320B
8 Dump Trucks Caterpillar 773B
15 Dump Trucks Caterpillar 777D
1 Drill Rig Tamrock D55SP
1 Grader Caterpillar 16H
2 Graders Caterpillar 16G
3 Track Dozers Caterpillar D9R
2 Track Dozers Caterpillar D7R
1 Wheel Dozer Caterpillar 824C
2 Water Trucks Caterpillar 773B
of 9.90 million tonnes. This increase was achieved
from the additional pieces of equipment brought
in November 2006.
The majority of the Caterpillar equipment is
relatively old, having been transferred from ME-
1 to MICCL in 1997 and refurbished over time.
Three (3) new Caterpillar 992G Wheel Loaders,
nine (9) new Caterpillar 777D Dump Trucks, two
new Caterpillar D9R Track Dozers and one new
Caterpillar 16H Grader were commissioned in
2006.
14 | Safety, Health & Environmental Report
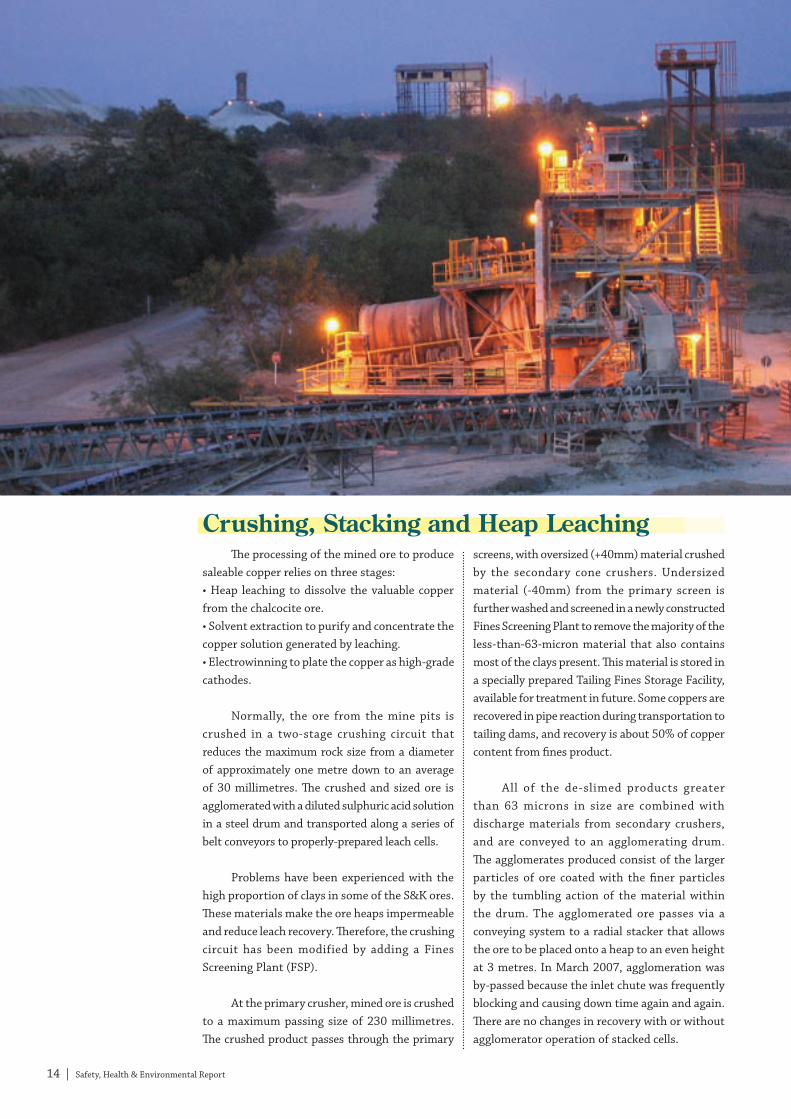
The processing of the mined ore to produce saleable copper relies on three stages:• Heap leaching to dissolve the valuable copper from the chalcocite ore.• Solvent extraction to purify and concentrate the copper solution generated by leaching.• Electrowinning to plate the copper as high-grade cathodes.
Normally, the ore from the mine pits is crushed in a two-stage crushing circuit that reduces the maximum rock size from a diameter of approximately one metre down to an average of 30 millimetres. The crushed and sized ore is agglomerated with a diluted sulphuric acid solution in a steel drum and transported along a series of belt conveyors to properly-prepared leach cells.
Problems have been experienced with the high proportion of clays in some of the S&K ores. These materials make the ore heaps impermeable and reduce leach recovery. Therefore, the crushing circuit has been modified by adding a Fines Screening Plant (FSP).
At the primary crusher, mined ore is crushed to a maximum passing size of 230 millimetres. The crushed product passes through the primary
screens, with oversized (+40mm) material crushed by the secondary cone crushers. Undersized material (-40mm) from the primary screen is further washed and screened in a newly constructed Fines Screening Plant to remove the majority of the less-than-63-micron material that also contains most of the clays present. This material is stored in a specially prepared Tailing Fines Storage Facility, available for treatment in future. Some coppers are recovered in pipe reaction during transportation to tailing dams, and recovery is about 50% of copper content from fines product.
All of the de-slimed products greater than 63 microns in size are combined with discharge materials from secondary crushers, and are conveyed to an agglomerating drum. The agglomerates produced consist of the larger particles of ore coated with the finer particles by the tumbling action of the material within the drum. The agglomerated ore passes via a conveying system to a radial stacker that allows the ore to be placed onto a heap to an even height at 3 metres. In March 2007, agglomeration was by-passed because the inlet chute was frequently blocking and causing down time again and again. There are no changes in recovery with or without agglomerator operation of stacked cells.
Crushing, Stacking and Heap Leaching
Safety, Health & Environmental Report | 15
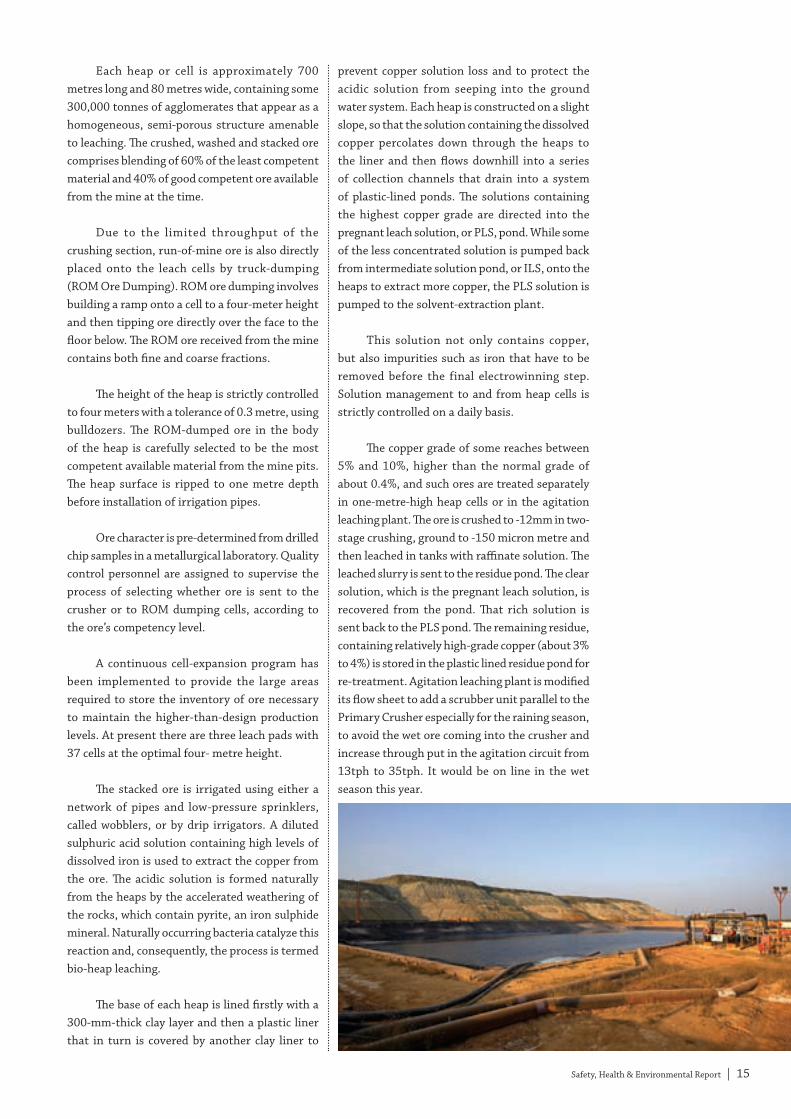
Each heap or cell is approximately 700 metres long and 80 metres wide, containing some 300,000 tonnes of agglomerates that appear as a homogeneous, semi-porous structure amenable to leaching. The crushed, washed and stacked ore comprises blending of 60% of the least competent material and 40% of good competent ore available from the mine at the time.
Due to the limited throughput of the crushing section, run-of-mine ore is also directly placed onto the leach cells by truck-dumping (ROM Ore Dumping). ROM ore dumping involves building a ramp onto a cell to a four-meter height and then tipping ore directly over the face to the floor below. The ROM ore received from the mine contains both fine and coarse fractions.
The height of the heap is strictly controlled to four meters with a tolerance of 0.3 metre, using bulldozers. The ROM-dumped ore in the body of the heap is carefully selected to be the most competent available material from the mine pits. The heap surface is ripped to one metre depth before installation of irrigation pipes.
Ore character is pre-determined from drilled chip samples in a metallurgical laboratory. Quality control personnel are assigned to supervise the process of selecting whether ore is sent to the crusher or to ROM dumping cells, according to the ore’s competency level. A continuous cell-expansion program has been implemented to provide the large areas required to store the inventory of ore necessary to maintain the higher-than-design production levels. At present there are three leach pads with 37 cells at the optimal four- metre height. The stacked ore is irrigated using either a network of pipes and low-pressure sprinklers, called wobblers, or by drip irrigators. A diluted sulphuric acid solution containing high levels of dissolved iron is used to extract the copper from the ore. The acidic solution is formed naturally from the heaps by the accelerated weathering of the rocks, which contain pyrite, an iron sulphide mineral. Naturally occurring bacteria catalyze this reaction and, consequently, the process is termed bio-heap leaching.
The base of each heap is lined firstly with a 300-mm-thick clay layer and then a plastic liner that in turn is covered by another clay liner to
prevent copper solution loss and to protect the acidic solution from seeping into the ground water system. Each heap is constructed on a slight slope, so that the solution containing the dissolved copper percolates down through the heaps to the liner and then flows downhill into a series of collection channels that drain into a system of plastic-lined ponds. The solutions containing the highest copper grade are directed into the pregnant leach solution, or PLS, pond. While some of the less concentrated solution is pumped back from intermediate solution pond, or ILS, onto the heaps to extract more copper, the PLS solution is pumped to the solvent-extraction plant.
This solution not only contains copper, but also impurities such as iron that have to be removed before the final electrowinning step. Solution management to and from heap cells is strictly controlled on a daily basis.
The copper grade of some reaches between 5% and 10%, higher than the normal grade of about 0.4%, and such ores are treated separately in one-metre-high heap cells or in the agitation leaching plant. The ore is crushed to -12mm in two-stage crushing, ground to -150 micron metre and then leached in tanks with raffinate solution. The leached slurry is sent to the residue pond. The clear solution, which is the pregnant leach solution, is recovered from the pond. That rich solution is sent back to the PLS pond. The remaining residue, containing relatively high-grade copper (about 3% to 4%) is stored in the plastic lined residue pond for re-treatment. Agitation leaching plant is modified its flow sheet to add a scrubber unit parallel to the Primary Crusher especially for the raining season, to avoid the wet ore coming into the crusher and increase through put in the agitation circuit from 13tph to 35tph. It would be on line in the wet season this year.
14 | Safety, Health & Environmental Report
The processing of the mined ore to produce saleable copper relies on three stages:• Heap leaching to dissolve the valuable copper from the chalcocite ore.• Solvent extraction to purify and concentrate the copper solution generated by leaching.• Electrowinning to plate the copper as high-grade cathodes.
Normally, the ore from the mine pits is crushed in a two-stage crushing circuit that reduces the maximum rock size from a diameter of approximately one metre down to an average of 30 millimetres. The crushed and sized ore is agglomerated with a diluted sulphuric acid solution in a steel drum and transported along a series of belt conveyors to properly-prepared leach cells.
Problems have been experienced with the high proportion of clays in some of the S&K ores. These materials make the ore heaps impermeable and reduce leach recovery. Therefore, the crushing circuit has been modified by adding a Fines Screening Plant (FSP).
At the primary crusher, mined ore is crushed to a maximum passing size of 230 millimetres. The crushed product passes through the primary
screens, with oversized (+40mm) material crushed by the secondary cone crushers. Undersized material (-40mm) from the primary screen is further washed and screened in a newly constructed Fines Screening Plant to remove the majority of the less-than-63-micron material that also contains most of the clays present. This material is stored in a specially prepared Tailing Fines Storage Facility, available for treatment in future. Some coppers are recovered in pipe reaction during transportation to tailing dams, and recovery is about 50% of copper content from fines product.
All of the de-slimed products greater than 63 microns in size are combined with discharge materials from secondary crushers, and are conveyed to an agglomerating drum. The agglomerates produced consist of the larger particles of ore coated with the finer particles by the tumbling action of the material within the drum. The agglomerated ore passes via a conveying system to a radial stacker that allows the ore to be placed onto a heap to an even height at 3 metres. In March 2007, agglomeration was by-passed because the inlet chute was frequently blocking and causing down time again and again. There are no changes in recovery with or without agglomerator operation of stacked cells.
Crushing, Stacking and Heap Leaching

Solvent extraction involves the selective extraction of the valuable copper from the PLS into an immiscible organic phase, consisting of a complex organic extractant dissolved in high-flash-point kerosene. After separating the aqueous and organic phases using gravity, the valuable copper then is stripped from the loaded organic phase using a highly acidic electrolyte, called spent electrolyte, returned from the electrowinning tank-houses to produce an enriched electrolyte, known as the strong electrolyte. The low-copper aqueous solution from the extraction stage (raffinate), which becomes higher in acid content, is returned to the leach cells to recover more copper, while the strong electrolyte is sent to the tankhouses for electrowinning.
The key to the solvent-extraction process is the acidity of the aqueous phase. At low-acid concentrations, copper is extracted into the organic phase, but this reaction reverses at elevated acid concentrations. The extraction and stripping stages of the solvent-extraction process take place in mixer-settlers. These consist of a series of tanks in which the immiscible organic and aqueous phases are intimately mixed together, allowing the extraction (or stripping) reactions to occur prior to flowing into a large settling tank where the two immiscible phases separate again,
Solvent Extraction and Electrowinningwith the lighter organic phase rising on top of the heavier aqueous phase. At the exit of the settling tank, the two phases are separated using an arrangement of collection weirs.
Following expansion steps completed in October 2004 that added a further 86 electrowinning cells, there now are two electrowinning tank-houses at MICCL operating on four electrical circuits. There are 104 electrowinning cells in the original tank-house (Tank-House-A), with each cell containing 46 inert, lead-alloy anodes and 45 stainless steel cathodes. The expanded tank house (Tank-House-B) has a total of 122 cells, where each cell contains 15 inert, lead-alloy anodes and 14 stainless steel cathodes. The rich copper solution (electrolyte) is distributed between these cells. A direct electrical current is passed between the anodes and cathodes and metallic copper is plated from the electrolyte onto the cathode surface. Approximately 2,200 kWh of power is required to electrowin one tonne of cathode copper.
The cathodes are stripped every seven days, each producing two sheets of high-purity copper weighing approximately 50 kg. The sheets are washed, sampled, weighed and bundled for shipment. Sampling is being carried out on an 80-tonne-lot basis and the analysis is done at an
16 | Safety, Health & Environmental Report
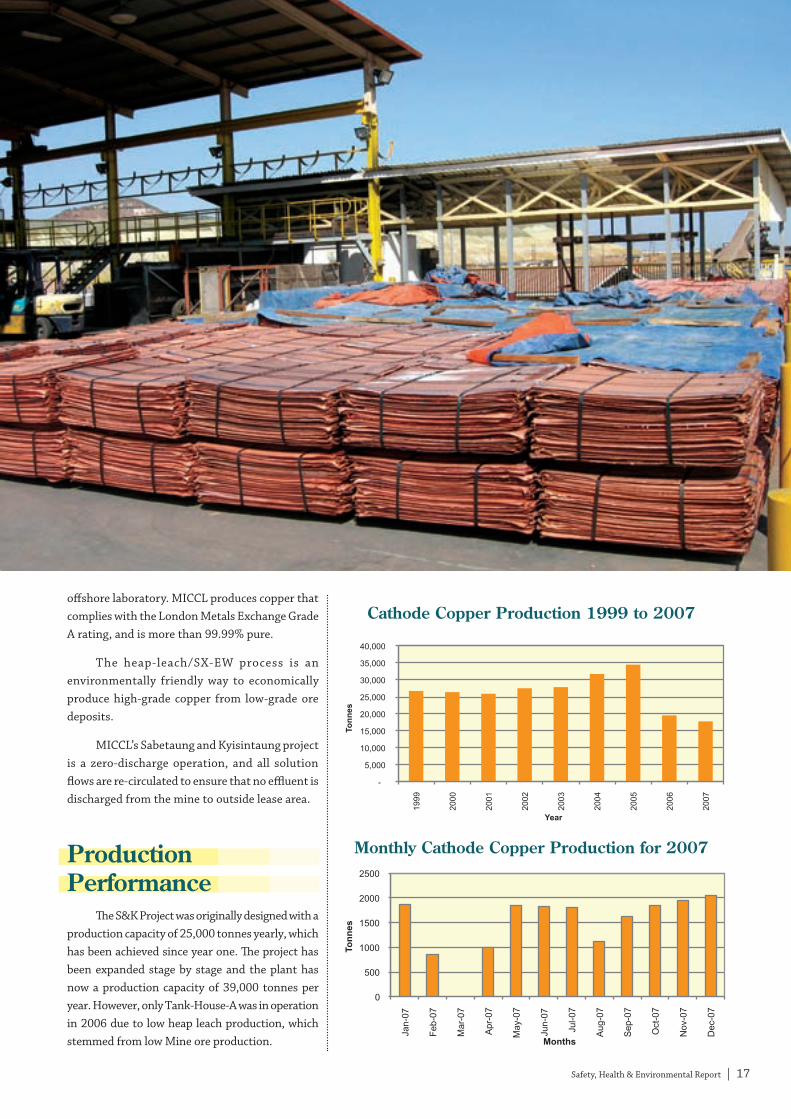
The S&K Project was originally designed with a production capacity of 25,000 tonnes yearly, which has been achieved since year one. The project has been expanded stage by stage and the plant has now a production capacity of 39,000 tonnes per year. However, only Tank-House-A was in operation in 2006 due to low heap leach production, which stemmed from low Mine ore production.
ProductionPerformance
Safety, Health & Environmental Report | 17
Cathode Copper Production 1999 to 2007
Monthly Cathode Copper Production for 2007
offshore laboratory. MICCL produces copper that complies with the London Metals Exchange Grade A rating, and is more than 99.99% pure.
The heap-leach/SX-EW process is an environmentally friendly way to economically produce high-grade copper from low-grade ore deposits.
MICCL’s Sabetaung and Kyisintaung project is a zero-discharge operation, and all solution flows are re-circulated to ensure that no effluent is discharged from the mine to outside lease area.
Solvent extraction involves the selective extraction of the valuable copper from the PLS into an immiscible organic phase, consisting of a complex organic extractant dissolved in high-flash-point kerosene. After separating the aqueous and organic phases using gravity, the valuable copper then is stripped from the loaded organic phase using a highly acidic electrolyte, called spent electrolyte, returned from the electrowinning tank-houses to produce an enriched electrolyte, known as the strong electrolyte. The low-copper aqueous solution from the extraction stage (raffinate), which becomes higher in acid content, is returned to the leach cells to recover more copper, while the strong electrolyte is sent to the tankhouses for electrowinning.
The key to the solvent-extraction process is the acidity of the aqueous phase. At low-acid concentrations, copper is extracted into the organic phase, but this reaction reverses at elevated acid concentrations. The extraction and stripping stages of the solvent-extraction process take place in mixer-settlers. These consist of a series of tanks in which the immiscible organic and aqueous phases are intimately mixed together, allowing the extraction (or stripping) reactions to occur prior to flowing into a large settling tank where the two immiscible phases separate again,
Solvent Extraction and Electrowinningwith the lighter organic phase rising on top of the heavier aqueous phase. At the exit of the settling tank, the two phases are separated using an arrangement of collection weirs.
Following expansion steps completed in October 2004 that added a further 86 electrowinning cells, there now are two electrowinning tank-houses at MICCL operating on four electrical circuits. There are 104 electrowinning cells in the original tank-house (Tank-House-A), with each cell containing 46 inert, lead-alloy anodes and 45 stainless steel cathodes. The expanded tank house (Tank-House-B) has a total of 122 cells, where each cell contains 15 inert, lead-alloy anodes and 14 stainless steel cathodes. The rich copper solution (electrolyte) is distributed between these cells. A direct electrical current is passed between the anodes and cathodes and metallic copper is plated from the electrolyte onto the cathode surface. Approximately 2,200 kWh of power is required to electrowin one tonne of cathode copper.
The cathodes are stripped every seven days, each producing two sheets of high-purity copper weighing approximately 50 kg. The sheets are washed, sampled, weighed and bundled for shipment. Sampling is being carried out on an 80-tonne-lot basis and the analysis is done at an
16 | Safety, Health & Environmental Report
Safety, Occupational Health & Environmental Management in the S&K Project
MICCL’s Integrated Management Systems policy provides the foundation for sustained, high quality, Safety, Occupational Health & Environmental performance. Standard operating procedures and Departmental instructions provide safe work systems and both internal and external audits provide assurance and feedback for improvement plans.
MICCL’s approach to management of Safety, Occupational Health & the Environment (SHE) management relies on: • Line management ownership and responsibility for SHE performance. • Clearly documented SHE objectives and targets for line management and
employees through management programs. • The provision of training to help supervisors and employees identify hazards,
potential injuries and to encourage personal action to minimize risks.
Going forward, MICCL’s SHE strategy will continue to insist that supervisors be uncompromising in their demands for adherence to SHE standard procedures; that, through job-safety analysis and task observation, attention be directed to the potential for incidents to cause serious harm or loss; and that training, involving competency assessment and cross-learning throughout the organization, be actively promoted.
MICCL’s commitment to safety, occupational health, the environment and product stewardship is unwavering. MICCL manages all its activities with concern for people, communities and the environment and conducts its business for the benefit of society without compromising the quality of life for future generations. This is MICCL’s commitment to ensuring a long-term, sustainable business that is socially and environmentally responsible and provides a good return on investment to the shareholders.
18 | Safety, Health & Environmental Report

Safety, Health & Environmental Report | 19
Safety, Occupational Health & Environmental Management in the S&K Project
MICCL’s Integrated Management Systems policy provides the foundation for sustained, high quality, Safety, Occupational Health & Environmental performance. Standard operating procedures and Departmental instructions provide safe work systems and both internal and external audits provide assurance and feedback for improvement plans.
MICCL’s approach to management of Safety, Occupational Health & the Environment (SHE) management relies on: • Line management ownership and responsibility for SHE performance. • Clearly documented SHE objectives and targets for line management and
employees through management programs. • The provision of training to help supervisors and employees identify hazards,
potential injuries and to encourage personal action to minimize risks.
Going forward, MICCL’s SHE strategy will continue to insist that supervisors be uncompromising in their demands for adherence to SHE standard procedures; that, through job-safety analysis and task observation, attention be directed to the potential for incidents to cause serious harm or loss; and that training, involving competency assessment and cross-learning throughout the organization, be actively promoted.
MICCL’s commitment to safety, occupational health, the environment and product stewardship is unwavering. MICCL manages all its activities with concern for people, communities and the environment and conducts its business for the benefit of society without compromising the quality of life for future generations. This is MICCL’s commitment to ensuring a long-term, sustainable business that is socially and environmentally responsible and provides a good return on investment to the shareholders.
18 | Safety, Health & Environmental Report
Safety, Health & Community Support Initiatives
20 | Safety, Health & Environmental Report
Safety Performance MICCL is committed to protecting its
employees from injuries and occupational
illnesses.
On April 22, 2003, MICCL introduced an
Occupational Health & Safety Management
System (OHSMS) based on the AS/NZS 4801:2001
standard. The implementation of effective
occupational health and safety (OHS) management
actions can assist in meeting legal requirements
and can lead to sustained improvement in OHS
performance.
Personnel are the organization’s greatest
assets and occupational health and safety risks
associated with MICCL’s activities need to be
reduced and effectively managed. MICCL believes
that all injuries and occupational illnesses are
preventable and places heavy emphasis on
hazard identification, risk assessment and hazard
control. Procedures for Hazard Identification
and Risk Assessment (HIRA) were developed
and implemented based on AS- 4360 standard.
Risks are evaluated and registered within each
department and also for the entire operation.
Identified risks have been controlled through a
preferred order of control methods (commonly
referred to as a hierarchy). Safety objectives and
targets have been established, based on the risk
ranking, and detailed management programs for
achieving those objectives and targets also have
been developed.
Job Safety Analysis (JSA) is the primary risk
assessment and management technique used for
all operational activities. Task-list development,
job-safety analysis and risk assessment are
performed in a team-based environment.
The Departmental Management Plan (DMP)
for each department was reviewed and revised to
comply with the latest development within the
department.
Safety, Health & Community Support Initiatives
20 | Safety, Health & Environmental Report
Safety Performance MICCL is committed to protecting its
employees from injuries and occupational
illnesses.
On April 22, 2003, MICCL introduced an
Occupational Health & Safety Management
System (OHSMS) based on the AS/NZS 4801:2001
standard. The implementation of effective
occupational health and safety (OHS) management
actions can assist in meeting legal requirements
and can lead to sustained improvement in OHS
performance.
Personnel are the organization’s greatest
assets and occupational health and safety risks
associated with MICCL’s activities need to be
reduced and effectively managed. MICCL believes
that all injuries and occupational illnesses are
preventable and places heavy emphasis on
hazard identification, risk assessment and hazard
control. Procedures for Hazard Identification
and Risk Assessment (HIRA) were developed
and implemented based on AS- 4360 standard.
Risks are evaluated and registered within each
department and also for the entire operation.
Identified risks have been controlled through a
preferred order of control methods (commonly
referred to as a hierarchy). Safety objectives and
targets have been established, based on the risk
ranking, and detailed management programs for
achieving those objectives and targets also have
been developed.
Job Safety Analysis (JSA) is the primary risk
assessment and management technique used for
all operational activities. Task-list development,
job-safety analysis and risk assessment are
performed in a team-based environment.
The Departmental Management Plan (DMP)
for each department was reviewed and revised to
comply with the latest development within the
department.
Safety, Health & Environmental Report | 21
Personnel shall be competent to perform
tasks that may impact occupational health and
safety in the workplace. MICCL has established
education, training and awareness schemes to
ensure that all personnel have the necessary
capabilities and skills to perform their tasks
safely.
Health and safety competency assessments,
including identification of hazards, risk assessments,
and the elements of operational control and
emergency response, were conducted with each
employee to ensure that health and safety risks are
controlled to prevent harm from occurring.
One Lost Time Injury (LTI) occurred and at
the end of the year the Lost Time Injury Frequency
Rate (LTIFR) improved by 7%, decreasing from0.28
per million hours worked in December 2006 to
0.26 by December 2007, lower than the company’s
target of 1.0. A total of 32 workingman-days were
lost due to the single LTI accident. There was no
compensated injury in 2007.
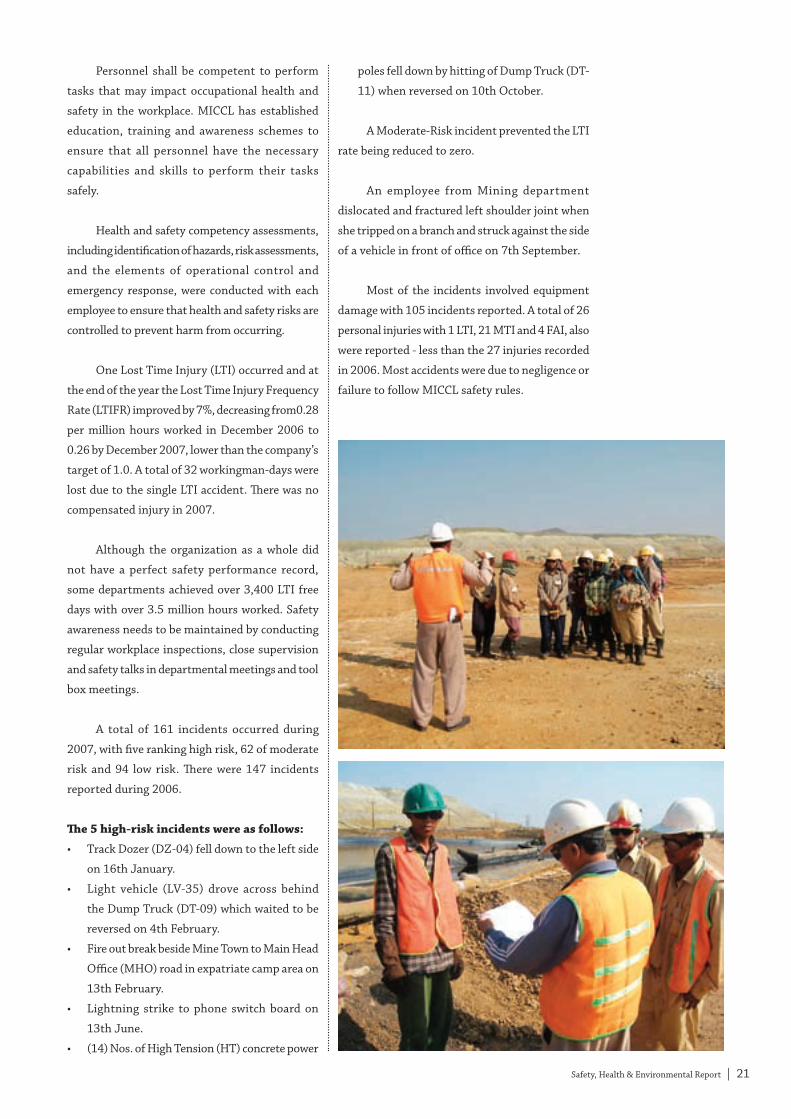
Although the organization as a whole did
not have a perfect safety performance record,
some departments achieved over 3,400 LTI free
days with over 3.5 million hours worked. Safety
awareness needs to be maintained by conducting
regular workplace inspections, close supervision
and safety talks in departmental meetings and tool
box meetings.
A total of 161 incidents occurred during
2007, with five ranking high risk, 62 of moderate
risk and 94 low risk. There were 147 incidents
reported during 2006.
The 5 high-risk incidents were as follows:
• Track Dozer (DZ-04) fell down to the left side
on 16th January.
• Light vehicle (LV-35) drove across behind
the Dump Truck (DT-09) which waited to be
reversed on 4th February.
• Fire out break beside Mine Town to Main Head
Office (MHO) road in expatriate camp area on
13th February.
• Lightning strike to phone switch board on
13th June.
• (14) Nos. of High Tension (HT) concrete power
poles fell down by hitting of Dump Truck (DT-
11) when reversed on 10th October.
A Moderate-Risk incident prevented the LTI
rate being reduced to zero.
An employee from Mining department
dislocated and fractured left shoulder joint when
she tripped on a branch and struck against the side
of a vehicle in front of office on 7th September.
Most of the incidents involved equipment
damage with 105 incidents reported. A total of 26
personal injuries with 1 LTI, 21 MTI and 4 FAI, also
were reported - less than the 27 injuries recorded
in 2006. Most accidents were due to negligence or
failure to follow MICCL safety rules.
22 | Safety, Health & Environmental Report
Reviews of the incidents produced the
following conclusions:
• Equipment Failure incidents were the most
common in 2007, causing equipment damage.
• Medical treatment injuries were caused by
failure to follow established procedures strictly
and lack of safety awareness and failure to
properly use personal protective equipment
(PPE).
• First-aid injuries were caused by not fastening
the guard properly, stepping onto High Density
Poly Ethylene (HDPE) pipe, bending hinge
plate incorrectly and cleaning sticky ore with
awkward position.
Based on the above points, the following
actions were recommended to reduce incidents
in general:
• Enforce and record Tool Box Meetings effectively
within the organization.
• Tighten up safety rules, especially use of
proper personal protective equipment(PPE),
appropriate to the tasks performed(Tool
Box Meetings, routine site inspections and
recording).
• Organize worksite supervisors to explain the
hazards of the tasks to the employees, especially
temporary employees (Weekly Safety Meetings
and Tool Box Meetings).
• Enforce reporting of all kinds of incidents and
investigate thoroughly; take corrective actions
to prevent recurrence (Departmental Action
Register).
Contractors and temporary employees
make up a large portion of MICCL’s workforce,
especially in project activities. We recognize that
the temporary operators and workers may be
more at risk of injuring themselves where they
are unfamiliar with MICCL’s operations, and
are undertaking non-routine tasks. Therefore,
much of our efforts in the next 12 months will
be devoted to the establishment of safe work
practices, focusing on contractors and temporary
employees.
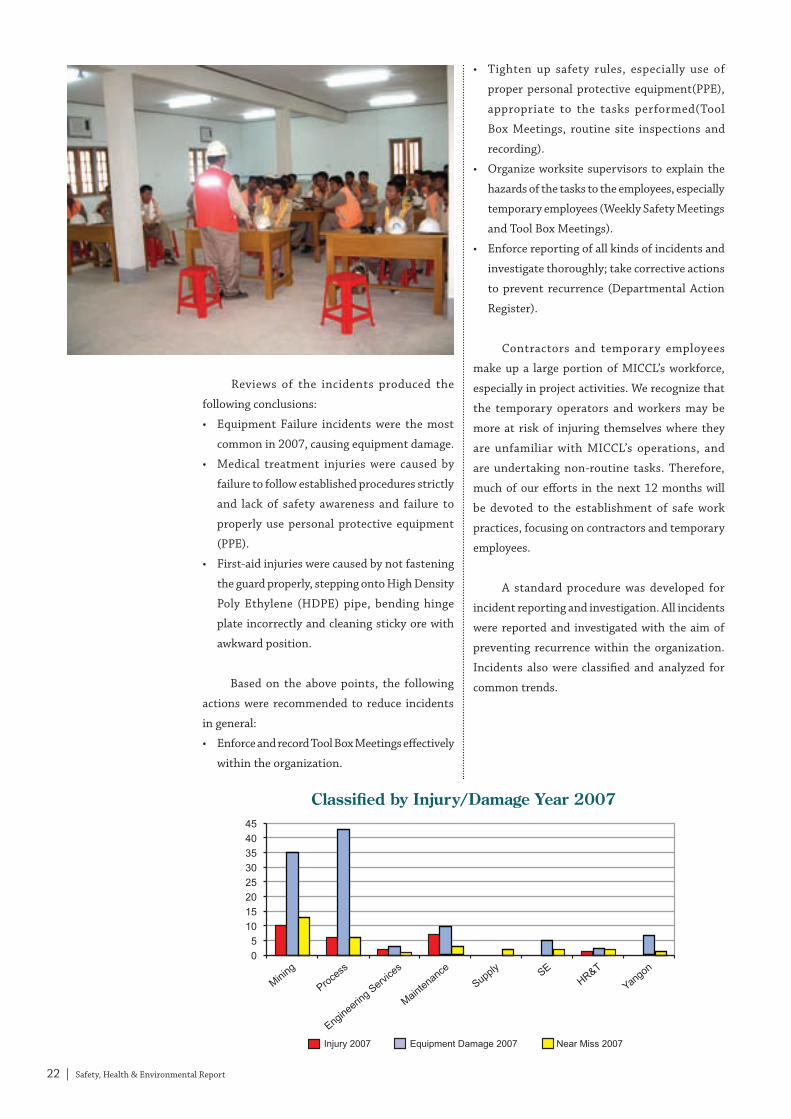
A standard procedure was developed for
incident reporting and investigation. All incidents
were reported and investigated with the aim of
preventing recurrence within the organization.
Incidents also were classified and analyzed for
common trends.
Classified by Injury/Damage Year 2007
Safety, Health & Environmental Report | 23
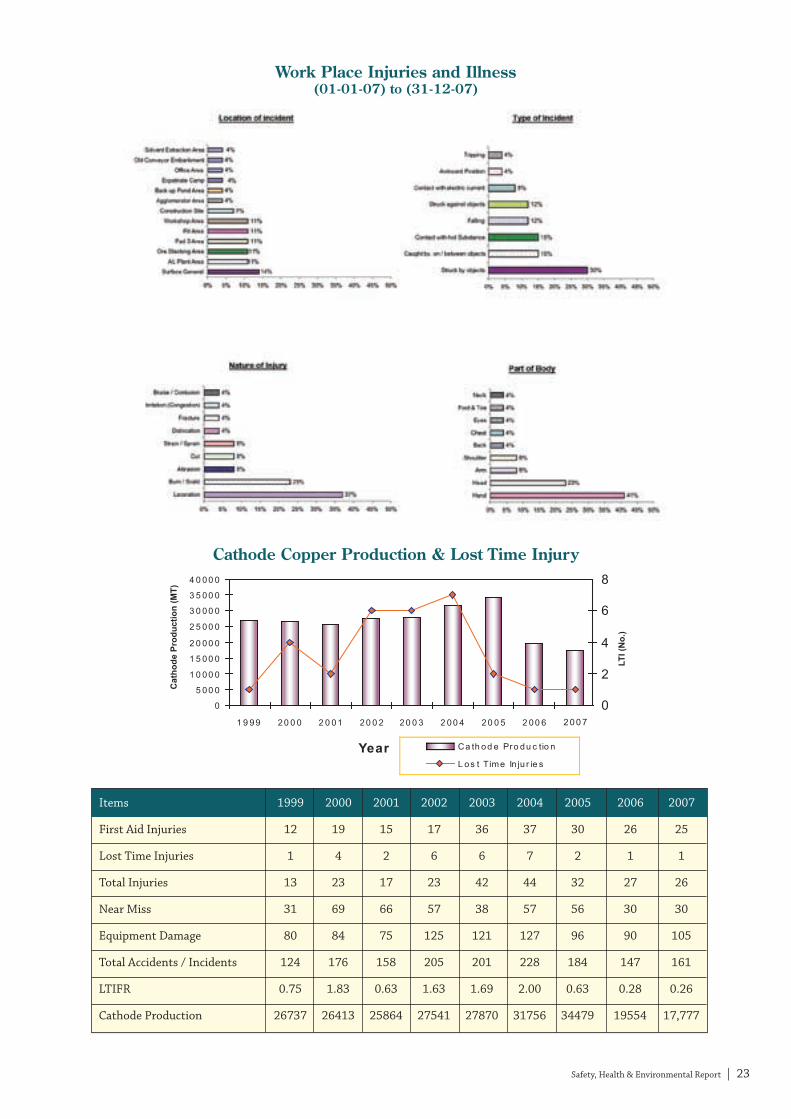
Work Place Injuries and Illness(01-01-07) to (31-12-07)
Cathode Copper Production & Lost Time Injury
Items 1999 2000 2001 2002 2003 2004 2005 2006 2007
First Aid Injuries 12 19 15 17 36 37 30 26 25
Lost Time Injuries 1 4 2 6 6 7 2 1 1
Total Injuries 13 23 17 23 42 44 32 27 26
Near Miss 31 69 66 57 38 57 56 30 30
Equipment Damage 80 84 75 125 121 127 96 90 105
Total Accidents / Incidents 124 176 158 205 201 228 184 147 161
LTIFR 0.75 1.83 0.63 1.63 1.69 2.00 0.63 0.28 0.26
Cathode Production 26737 26413 25864 27541 27870 31756 34479 19554 17,777
22 | Safety, Health & Environmental Report
Reviews of the incidents produced the
following conclusions:
• Equipment Failure incidents were the most
common in 2007, causing equipment damage.
• Medical treatment injuries were caused by
failure to follow established procedures strictly
and lack of safety awareness and failure to
properly use personal protective equipment
(PPE).
• First-aid injuries were caused by not fastening
the guard properly, stepping onto High Density
Poly Ethylene (HDPE) pipe, bending hinge
plate incorrectly and cleaning sticky ore with
awkward position.
Based on the above points, the following
actions were recommended to reduce incidents
in general:
• Enforce and record Tool Box Meetings effectively
within the organization.
• Tighten up safety rules, especially use of
proper personal protective equipment(PPE),
appropriate to the tasks performed(Tool
Box Meetings, routine site inspections and
recording).
• Organize worksite supervisors to explain the
hazards of the tasks to the employees, especially
temporary employees (Weekly Safety Meetings
and Tool Box Meetings).
• Enforce reporting of all kinds of incidents and
investigate thoroughly; take corrective actions
to prevent recurrence (Departmental Action
Register).
Contractors and temporary employees
make up a large portion of MICCL’s workforce,
especially in project activities. We recognize that
the temporary operators and workers may be
more at risk of injuring themselves where they
are unfamiliar with MICCL’s operations, and
are undertaking non-routine tasks. Therefore,
much of our efforts in the next 12 months will
be devoted to the establishment of safe work
practices, focusing on contractors and temporary
employees.
A standard procedure was developed for
incident reporting and investigation. All incidents
were reported and investigated with the aim of
preventing recurrence within the organization.
Incidents also were classified and analyzed for
common trends.
Classified by Injury/Damage Year 2007
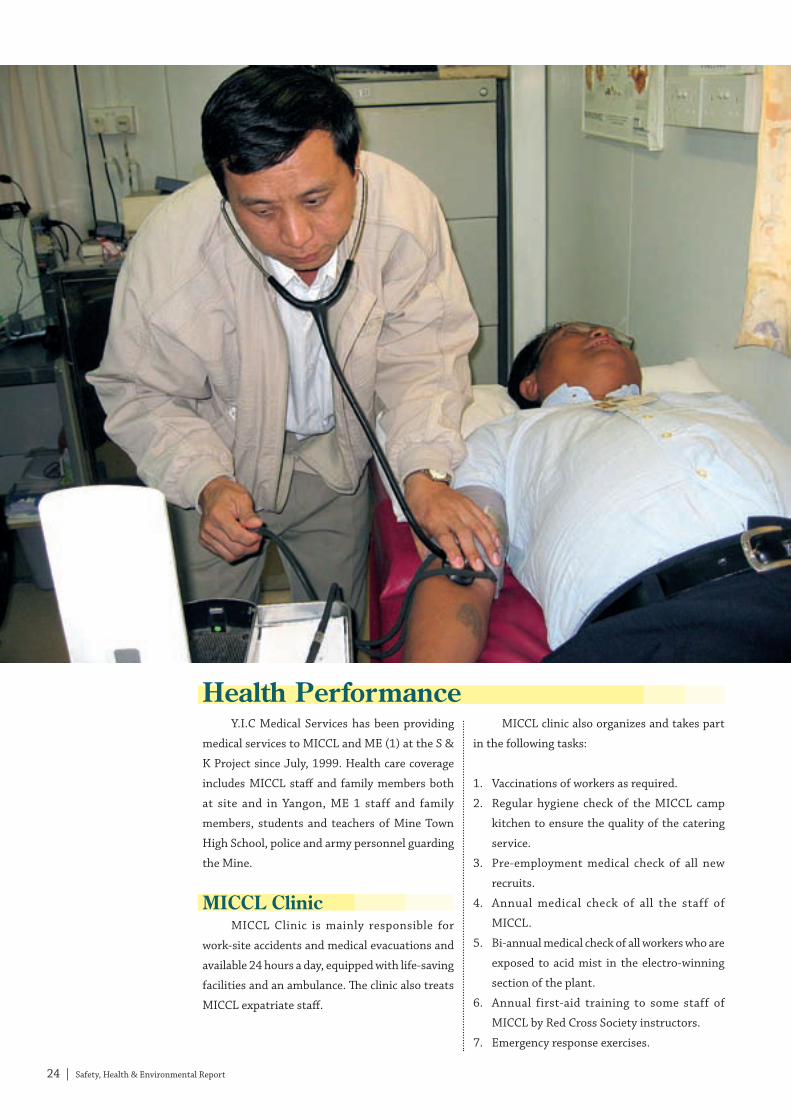
Health Performance
24 | Safety, Health & Environmental Report
Y.I.C Medical Services has been providing
medical services to MICCL and ME (1) at the S &
K Project since July, 1999. Health care coverage
includes MICCL staff and family members both
at site and in Yangon, ME 1 staff and family
members, students and teachers of Mine Town
High School, police and army personnel guarding
the Mine.
MICCL Clinic MICCL Clinic is mainly responsible for
work-site accidents and medical evacuations and
available 24 hours a day, equipped with life-saving
facilities and an ambulance. The clinic also treats
MICCL expatriate staff.
MICCL clinic also organizes and takes part
in the following tasks:
1. Vaccinations of workers as required.
2. Regular hygiene check of the MICCL camp
kitchen to ensure the quality of the catering
service.
3. Pre-employment medical check of all new
recruits.
4. Annual medical check of all the staff of
MICCL.
5. Bi-annual medical check of all workers who are
exposed to acid mist in the electro-winning
section of the plant.
6. Annual first-aid training to some staff of
MICCL by Red Cross Society instructors.
7. Emergency response exercises.
Safety, Health & Environmental Report | 25
MICCL Mine Town Hospital The Mine Town Hospital takes a major role
in health care of the workers of the S&K project
and their families. It is well equipped with a
laboratory, an operating theatre, a dental clinic,
an x-ray machine and a dental x-ray, an ultrasound
machine and modern autoclave sterilizer.
The hospital building has been upgraded
with renovation of floor and new painting. And
the recording system of the patients’ treatment
has been also computerized so that paper-works
are reduced to barely minimum.
The hospital is responsible for:
a. Treating patients as in-patients and out-
patients, operations both minor and major,
immunizations and medical checks for the
public.
b. Community health services which covers
1. School Health activities.
2. Regular care of pregnant mothers.
3. Care of under-one-year child including
vaccinations.
4. Prevention and control of hepatitis B
5. Prevention and control of blindness due to
vitamin A deficiency.
6. Periodic control and health education to the
community regarding Dengue Haemorrhagic
fever.
The overall outlook of the hospital has been
improved by tree planting and landscaping of the
hospital grounds. The appearance of the hospital is
now very different from that of nine years ago.
Medical Services in Yangon The Y.I.C. Medical Services in Yangon
provides free medical health care including
free pre-employment medical examinations,
medical checks, free medical consultations and
medicines, free laboratory investigations (but
not specialist consultations and hospital care)
to all Board Directors and their families, IMHL
office staff and their families, and mine-site staff
in Yangon on official visits. The total number of
people supported in this way is approximately 150
persons.
Health Performance
24 | Safety, Health & Environmental Report
Y.I.C Medical Services has been providing
medical services to MICCL and ME (1) at the S &
K Project since July, 1999. Health care coverage
includes MICCL staff and family members both
at site and in Yangon, ME 1 staff and family
members, students and teachers of Mine Town
High School, police and army personnel guarding
the Mine.
MICCL Clinic MICCL Clinic is mainly responsible for
work-site accidents and medical evacuations and
available 24 hours a day, equipped with life-saving
facilities and an ambulance. The clinic also treats
MICCL expatriate staff.
MICCL clinic also organizes and takes part
in the following tasks:
1. Vaccinations of workers as required.
2. Regular hygiene check of the MICCL camp
kitchen to ensure the quality of the catering
service.
3. Pre-employment medical check of all new
recruits.
4. Annual medical check of all the staff of
MICCL.
5. Bi-annual medical check of all workers who are
exposed to acid mist in the electro-winning
section of the plant.
6. Annual first-aid training to some staff of
MICCL by Red Cross Society instructors.
7. Emergency response exercises.
26 | Safety, Health & Environmental Report
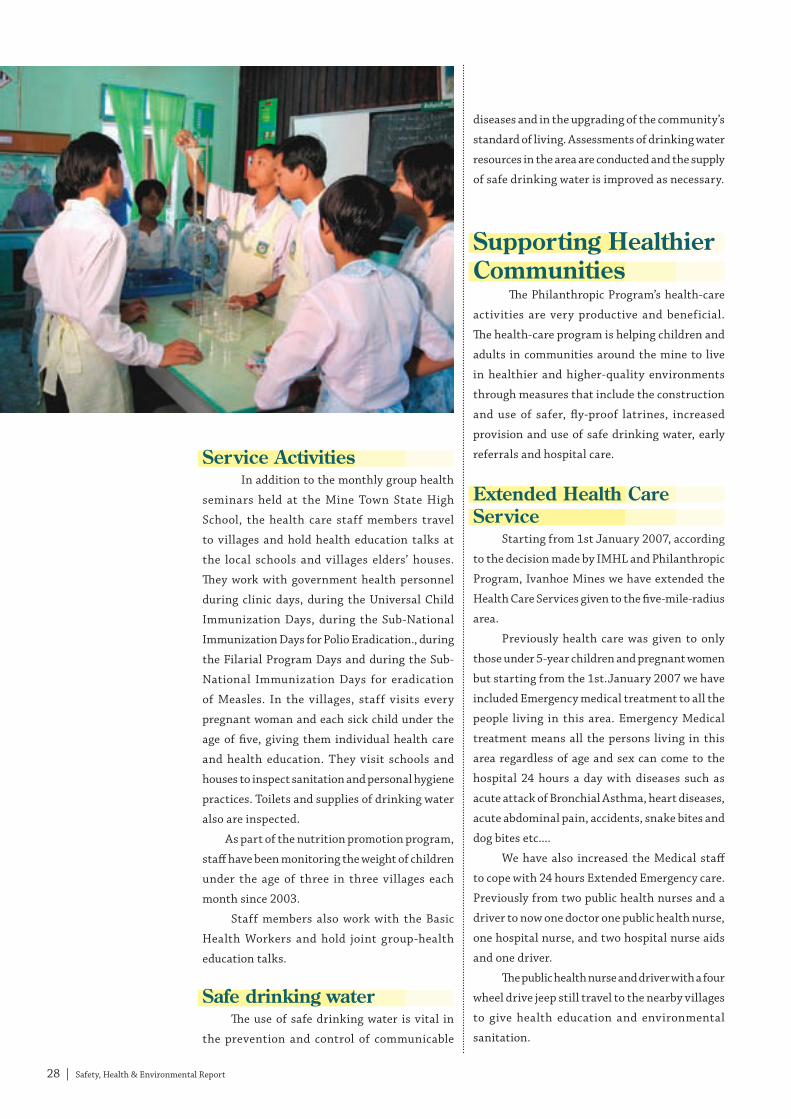
Philanthropic Program, Ivanhoe Mines (Community health care support for residents within a five-mile radius of the S&K Copper Project)
Care, Education &Clean Water The principal mission of the Ivanhoe Mines
Philanthropic Program is to upgrade community
health and living standards for families within a
five-mile radius of the S&K Copper Mine.
Since its inception in 2002, the program
has provided free medical treatment and early
hospital care to pregnant women and children
under five years. It also provides health education
and other forms of direct assistance, including
helping people to build fly-proof latrines and
secure supplies of safe drinking water.
The program was developed and implemented
by IMHL Management, MICCL Management and
YIC staff of Mine Town hospital. A decision was
made in 2006 to expand the very successful
program. Effective January 2007 the Ivanhoe
Philanthropic Program will begin providing
Extended Health Care services, including
emergency medical treatment, to all people living
within the service area.
Services to 25,000 People The service area covers 26 villages and the
Mine Town community. There are 4,418 houses
for a total population of approximately 25,000
including 2600 people under the age of five (10.5%
of total population). The actual numbers fluctuate
slightly due to MICCL’s occasional and variable
requirements for casual workers who sometimes
relocate from neighboring villages.
Mine Town & Employees Population
Sr. No. Departments Population
1 MICCL Employee-Permanent 571
2 MICCL Employee-Seconded 192
Sub-Total 763
3 ME-1 Employee 37
4 Mine Town Community 2,140
TOTAL 2,940
Year Out-Patient Treated In-Patient Treated
1999 8712 353
2000 13592 351
2001 18005 459
2002 25023 571
2003 30417 470
2004 33611 494
2005 38579 519
2006 36548 456
2007 32492 500
Hospital Statistics

Safety, Health & Environmental Report | 27
Yearly Philanthropic Hospital Activities
Year
In-patient Out-patient
Maternity Maternity
Surgical
Operation
Live
Bir
th
Still
Bir
th
Abo
rtio
n
Oth
er
Tota
l
Und
er 5
Gra
nd T
otal
Oth
er
AN-1
st v
isit
AN
-FU
Und
er 5
Gra
nd T
otal
Maj
or
Min
or
Tota
l
Tota
l
Health facilities In the program area, there is one rural
health center, five rural sub-health centers under
the Government Health Department and the
MICCL Mine Town Hospital.
Staffing Coordination and first contact of the
Philanthropic Program with the community is
provided by one senior staff person, one midwife
and one driver. MICCL Mine Town Hospital staff
offer 24 hour medical services to referred patients
for in-patient and out-patient care.
Education There are two State High Schools, four State
Middle Schools, 16 State Primary Schools, with a total
of approximately 6,000 school children enrolled.
Transport and Communication Although five villages are located close to
the highway that runs from Nyaungbingyi to
Yinmarbin, access to most of the villages covered
by the health care program is by unpaved tracks.
Today, all villages are accessible year-round
with four-wheel-drive vehicles. The government
constructed bridge at the Yama Stream is used
to access the six villages located on the western
bank of the stream. Mine Town has the only
telephone system in the area. To help facilitate
service delivery, one Jeep vehicle and two bicycles
were provided to the staff of the Philanthropic
Program.
Sr. No Name of disease 1999 2000 2001 2002 2003 2004 2005 2006 2007 Remarks
1 Influenza 137 368 645 999 1399 1452 2481 2094 2339
2 Conjuntivitis 61 56 55 152 520 173 224 277 116
3 Hypertension 80 78 38 107 167 181 146 101 65
4 Dysentery 81 70 54 92 140 182 178 218 54
5 Dog bite 25 24 25 59 50 36 27 21 36
6 Malaria 26 15 18 41 34 18 24 35 21 Imported
7 Viral Hepatitis 9 7 10 25 22 4 18 18 4
8 Tuberculosis 4 6 6 14 24 13 21 10 1
9 Snake bite 11 6 6 12 9 11 9 7 15
10 Diarrhea 93 75 59 43 7 1 0 0 21
MINE TOWN HOSPITAL STATISTICSTen Top Leading Yearly Special Surveillance Diseases ( 1999 to 2007 )
2002 59 6 16 22 103 109 212 197 480 23 700 818 1518 40 56 96
2003 98 4 25 23 150 52 202 330 797 137 1264 1972 3236 61 90 151
2004 121 3 15 31 170 74 244 366 939 205 1510 2382 3892 83 117 200
2005 117 2 22 33 174 87 261 351 960 168 1479 2439 3918 84 175 259
2006 120 4 23 38 185 57 242 384 1352 245 1981 1754 3735 82 127 209
2007 120 4 23 38 185 57 242 384 1352 245 1981 1754 3735 82 127 209
Total 515 19 101 147 782 379 1161 1628 4528 778 6934 9365 16299 350 565 915
26 | Safety, Health & Environmental Report
Philanthropic Program, Ivanhoe Mines (Community health care support for residents within a five-mile radius of the S&K Copper Project)
Care, Education &Clean Water The principal mission of the Ivanhoe Mines
Philanthropic Program is to upgrade community
health and living standards for families within a
five-mile radius of the S&K Copper Mine.
Since its inception in 2002, the program
has provided free medical treatment and early
hospital care to pregnant women and children
under five years. It also provides health education
and other forms of direct assistance, including
helping people to build fly-proof latrines and
secure supplies of safe drinking water.
The program was developed and implemented
by IMHL Management, MICCL Management and
YIC staff of Mine Town hospital. A decision was
made in 2006 to expand the very successful
program. Effective January 2007 the Ivanhoe
Philanthropic Program will begin providing
Extended Health Care services, including
emergency medical treatment, to all people living
within the service area.
Services to 25,000 People The service area covers 26 villages and the
Mine Town community. There are 4,418 houses
for a total population of approximately 25,000
including 2600 people under the age of five (10.5%
of total population). The actual numbers fluctuate
slightly due to MICCL’s occasional and variable
requirements for casual workers who sometimes
relocate from neighboring villages.
Mine Town & Employees Population
Sr. No. Departments Population
1 MICCL Employee-Permanent 571
2 MICCL Employee-Seconded 192
Sub-Total 763
3 ME-1 Employee 37
4 Mine Town Community 2,140
TOTAL 2,940
Year Out-Patient Treated In-Patient Treated
1999 8712 353
2000 13592 351
2001 18005 459
2002 25023 571
2003 30417 470
2004 33611 494
2005 38579 519
2006 36548 456
2007 32492 500
Hospital Statistics
28 | Safety, Health & Environmental Report
diseases and in the upgrading of the community’s
standard of living. Assessments of drinking water
resources in the area are conducted and the supply
of safe drinking water is improved as necessary.
Supporting Healthier Communities The Philanthropic Program’s health-care
activities are very productive and beneficial.
The health-care program is helping children and
adults in communities around the mine to live
in healthier and higher-quality environments
through measures that include the construction
and use of safer, fly-proof latrines, increased
provision and use of safe drinking water, early
referrals and hospital care.
Extended Health Care Service Starting from 1st January 2007, according
to the decision made by IMHL and Philanthropic
Program, Ivanhoe Mines we have extended the
Health Care Services given to the five-mile-radius
area.
Previously health care was given to only
those under 5-year children and pregnant women
but starting from the 1st.January 2007 we have
included Emergency medical treatment to all the
people living in this area. Emergency Medical
treatment means all the persons living in this
area regardless of age and sex can come to the
hospital 24 hours a day with diseases such as
acute attack of Bronchial Asthma, heart diseases,
acute abdominal pain, accidents, snake bites and
dog bites etc....
We have also increased the Medical staff
to cope with 24 hours Extended Emergency care.
Previously from two public health nurses and a
driver to now one doctor one public health nurse,
one hospital nurse, and two hospital nurse aids
and one driver.
The public health nurse and driver with a four
wheel drive jeep still travel to the nearby villages
to give health education and environmental
sanitation.
Service Activities In addition to the monthly group health
seminars held at the Mine Town State High
School, the health care staff members travel
to villages and hold health education talks at
the local schools and villages elders’ houses.
They work with government health personnel
during clinic days, during the Universal Child
Immunization Days, during the Sub-National
Immunization Days for Polio Eradication., during
the Filarial Program Days and during the Sub-
National Immunization Days for eradication
of Measles. In the villages, staff visits every
pregnant woman and each sick child under the
age of five, giving them individual health care
and health education. They visit schools and
houses to inspect sanitation and personal hygiene
practices. Toilets and supplies of drinking water
also are inspected.
As part of the nutrition promotion program,
staff have been monitoring the weight of children
under the age of three in three villages each
month since 2003.
Staff members also work with the Basic
Health Workers and hold joint group-health
education talks.
Safe drinking water The use of safe drinking water is vital in
the prevention and control of communicable
Safety, Health & Environmental Report | 29
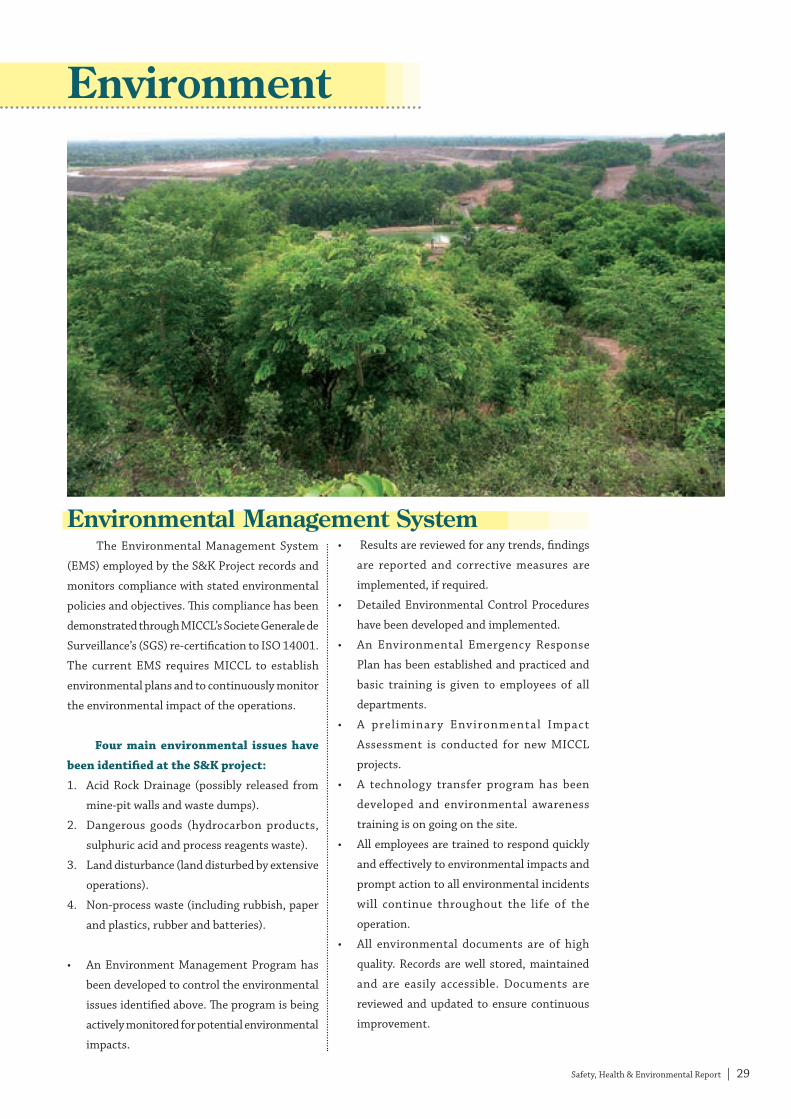
Environment
Environmental Management System The Environmental Management System
(EMS) employed by the S&K Project records and
monitors compliance with stated environmental
policies and objectives. This compliance has been
demonstrated through MICCL’s Societe Generale de
Surveillance’s (SGS) re-certification to ISO 14001.
The current EMS requires MICCL to establish
environmental plans and to continuously monitor
the environmental impact of the operations.
Four main environmental issues have
been identified at the S&K project:
1. Acid Rock Drainage (possibly released from
mine-pit walls and waste dumps).
2. Dangerous goods (hydrocarbon products,
sulphuric acid and process reagents waste).
3. Land disturbance (land disturbed by extensive
operations).
4. Non-process waste (including rubbish, paper
and plastics, rubber and batteries).
• An Environment Management Program has
been developed to control the environmental
issues identified above. The program is being
actively monitored for potential environmental
impacts.
• Results are reviewed for any trends, findings
are reported and corrective measures are
implemented, if required.
• Detailed Environmental Control Procedures
have been developed and implemented.
• An Environmental Emergency Response
Plan has been established and practiced and
basic training is given to employees of all
departments.
• A preliminar y Environmental Impact
Assessment is conducted for new MICCL
projects.
• A technology transfer program has been
developed and environmental awareness
training is on going on the site.
• All employees are trained to respond quickly
and effectively to environmental impacts and
prompt action to all environmental incidents
will continue throughout the life of the
operation.
• All environmental documents are of high
quality. Records are well stored, maintained
and are easily accessible. Documents are
reviewed and updated to ensure continuous
improvement.
28 | Safety, Health & Environmental Report
diseases and in the upgrading of the community’s
standard of living. Assessments of drinking water
resources in the area are conducted and the supply
of safe drinking water is improved as necessary.
Supporting Healthier Communities The Philanthropic Program’s health-care
activities are very productive and beneficial.
The health-care program is helping children and
adults in communities around the mine to live
in healthier and higher-quality environments
through measures that include the construction
and use of safer, fly-proof latrines, increased
provision and use of safe drinking water, early
referrals and hospital care.
Extended Health Care Service Starting from 1st January 2007, according
to the decision made by IMHL and Philanthropic
Program, Ivanhoe Mines we have extended the
Health Care Services given to the five-mile-radius
area.
Previously health care was given to only
those under 5-year children and pregnant women
but starting from the 1st.January 2007 we have
included Emergency medical treatment to all the
people living in this area. Emergency Medical
treatment means all the persons living in this
area regardless of age and sex can come to the
hospital 24 hours a day with diseases such as
acute attack of Bronchial Asthma, heart diseases,
acute abdominal pain, accidents, snake bites and
dog bites etc....
We have also increased the Medical staff
to cope with 24 hours Extended Emergency care.
Previously from two public health nurses and a
driver to now one doctor one public health nurse,
one hospital nurse, and two hospital nurse aids
and one driver.
The public health nurse and driver with a four
wheel drive jeep still travel to the nearby villages
to give health education and environmental
sanitation.
Service Activities In addition to the monthly group health
seminars held at the Mine Town State High
School, the health care staff members travel
to villages and hold health education talks at
the local schools and villages elders’ houses.
They work with government health personnel
during clinic days, during the Universal Child
Immunization Days, during the Sub-National
Immunization Days for Polio Eradication., during
the Filarial Program Days and during the Sub-
National Immunization Days for eradication
of Measles. In the villages, staff visits every
pregnant woman and each sick child under the
age of five, giving them individual health care
and health education. They visit schools and
houses to inspect sanitation and personal hygiene
practices. Toilets and supplies of drinking water
also are inspected.
As part of the nutrition promotion program,
staff have been monitoring the weight of children
under the age of three in three villages each
month since 2003.
Staff members also work with the Basic
Health Workers and hold joint group-health
education talks.
Safe drinking water The use of safe drinking water is vital in
the prevention and control of communicable

To achieve its status as a world-class mine, the S&K Project has monitored the effectiveness of its Environmental Management System by having its performance audited regularly. The SGS audit team conducted an audit of the MICCL operation in June 2007. On 4th June 2007 MICCL voluntarily requested to suspend the ISO 14001 Environmental Management System certificate. This was in response to identifying changes in monitored levels from water sampling through the data collection process carried out at the minesite and the wish to ensure that an adequate
30 | Safety, Health & Environmental Report
Compliance
Minor Non-Conformance for Year 2007Audit Issue
The information relating to “ danger points” as identified on Work Permits are not completed as required and not all “precautions” are being noted apart from PPE.
It was found that Competency Assessments were not being completed for all staff as required.
It was found that the methodology of ranking risks (eg. Risk assessment at task level) did not always match that identified in the DMP, nor were the Risk Action Plans being developed in accordance to the risk ranking given.
It was found that SP02 Hazard Identification, Risk Assessment and Control procedure did not adequately identify when a Risk Action Plan is to be raised and still refers to Hazard Action Plans. There is also no mention of conducting the Risk Assessment by Task Level as part of this process.
The system has been unable to provide adequate evidence that the safety & environmental meetings are being conducted weekly as required. Also it cannot show that all available personnel are attending these.
Action PlanDanger points identified on Work Permit will be reviewed to get complete requirements and all precautions also will be noted on Work Permit Form.
All staff will be conducted with Competency Assessments within time frame stated in DMP.
The methodology of ranking risks will be reviewed and revised to match as identified in the DMP, and Action Plans also will be developed in accordance to the risk ranking.
SP-02 has to be reviewed to identify the adequate Hazard Identification, Risk Assessment & Control Procedure and to revise the conducting between Risk Action Plan and Risk Assessment by Task Level.
Training has to be developed to conduct the weekly meeting regularly to make sure all available personnel are attending these meeting and to record the meeting minutes correctly to provide adequate evidence of conducting safety & environmental meeting. Compliance schedules must be conducted to match with meeting records.
management plan could be developed and implemented to address this issue effectively.
The management plan developed consisted of both short and long term corrective and preventive actions. To assist in this process MICCL sought external expertise, specifically in hydrogeology. Extensive work was carried out in relation to mapping the hydrology of the site, examination of existing boreholes and the monitoring regime, and soil sampling. From these studies, remedial action was taken during the next six months to address the identified issues.
In November 2007 an external audit was conducted by SGS to determine the effectiveness of these actions. The ISO 14001: 2004 Environmental Management System Certificate was reinstated by the SGS Accreditation Body on 11th December 2007. In between the SGS audits, trained MICCL personnel were responsible for completing internal audits on a quarterly basis. Four minor non-conformances and ( 44 ) observations from the June 2007, SGS surveillance audit were reviewed and corrected for the November surveillance audit. One minor non-conformance and ( 71) observations raised in the November 2007 SGS surveillance audit have been corrected.

Safety, Health & Environmental Report | 31
Environmental Incidents 2007 Date Incident Actions
22-1-07
22-2-07
24-3-07
4-4-07
14-4-07
12-5-07
1-6-07
22-6-07
24-6-07
25-6-07
28-6-07
Shoulder joint of Ø450mm discharge pipe from Fine Screening Plant was loosen out and spillage spread on the road.
Sealing pipe of Booster pump was loosed out at Pad 1 cell 12 and solution spread out the outside bund areas.
The solution pooled between the road and Cell 22 bund, which can occur the potential soil contamination to outside area.
Fresh ore about 1,500 tonnes was stockpiled outside area without bund near pilot plant heap cell and soil contamination can be occurred there.
The Ø200mm pipeline irrigating to High Grade Cell 2 was burst out from the pipeline crack.
Due to heavy rain, ILS pond level was coming up and flooded, and the result caused PLS pond bund broken off.
The solution in Silt Trap pond located near Road 2 was noticed contaminated.
Due to heavy rain, containment solution from High Grade Cell 1 caused outpouring onto the access road beside fine tailing storage facility Dam-1.
Ø450mm delivery pipe of Cyclone over flow pump was caused crack-damage about 3 ft near the Fine Plant pond.
During operation Ø450mm cyclone overflow pipeline was broken out at butt-welded joint near the Fine Plant pond.
While Tele-handler (TH-83) machine was parking at Cathode Copper storage yard, transmission oil leaked to the ground and spread out on the ground surface.
Contained the solution and cleaned up spillage on the road of Dam 4 area. Constructed the windrow along the pipeline for the prevention of spillage spreading.
Immediately stopped the pump and closed the delivery pipeline valve and cleaned out the con-taminated solution and neutralized with soda ash.
The solution was contained with clay soil not to spread further down. The contaminated soil was cleaned up and sent back to Pad 2 Cell 22.
These ore were reclaimed by excavator and fed back them onto the heap cells.
The contaminated soil was cleaned up and neutralized with soda ash.
PLS broken bund was blocked with sand bags and solution was pumped out to storm water pond.
All the contaminated solution was contained in the sump. Contaminated solution was pumped out to Storm water pond.
Cleaned out the contaminated soil and neutralized with soda ash. Then covered up with red earth.
Contained the solution by making bund using 950F loader. Removed out the contaminated solution.
Immediately stopped the operation and contained the solution with bund by 950F loader. Cleaned up the soil by 950F loader. Covered up with red soil.
All the leaked transmission oil was contained in the sand bulk. The oily wetted sand and red earth were dug out and disposed of them at bioremediation pad. HDPE tray with sawdust / sand was placed under the machine.
Environmental-incident reporting is required to identify areas for improvement and to track progress on the treatment of an area following an incident. Three moderate-risk incidents and 24 low-risk incidents occurred during 2007, most of which were spillages or leakages. The majority of the incidents were the result either of failure in pipeline joints or leakage from pipe lines. All incidents were reported and have been corrected. Three moderate-risk environmental incidents
were contaminated solution leaked from shoulder joint of Fines Screening Plant discharge pipe in January, PLS pond bund broken due to heavy rain in May and contaminated solution leaked from cyclone overflow pipe line due to crack of the pipe in Fines Screening Plant in June 2007. To improve environmental management and to reduce environmental incidents, employees are trained to identify and report all incidents, however minor they may be.
Incidents
To achieve its status as a world-class mine, the S&K Project has monitored the effectiveness of its Environmental Management System by having its performance audited regularly. The SGS audit team conducted an audit of the MICCL operation in June 2007. On 4th June 2007 MICCL voluntarily requested to suspend the ISO 14001 Environmental Management System certificate. This was in response to identifying changes in monitored levels from water sampling through the data collection process carried out at the minesite and the wish to ensure that an adequate
30 | Safety, Health & Environmental Report
Compliance
Minor Non-Conformance for Year 2007Audit Issue
The information relating to “ danger points” as identified on Work Permits are not completed as required and not all “precautions” are being noted apart from PPE.
It was found that Competency Assessments were not being completed for all staff as required.
It was found that the methodology of ranking risks (eg. Risk assessment at task level) did not always match that identified in the DMP, nor were the Risk Action Plans being developed in accordance to the risk ranking given.
It was found that SP02 Hazard Identification, Risk Assessment and Control procedure did not adequately identify when a Risk Action Plan is to be raised and still refers to Hazard Action Plans. There is also no mention of conducting the Risk Assessment by Task Level as part of this process.
The system has been unable to provide adequate evidence that the safety & environmental meetings are being conducted weekly as required. Also it cannot show that all available personnel are attending these.
Action PlanDanger points identified on Work Permit will be reviewed to get complete requirements and all precautions also will be noted on Work Permit Form.
All staff will be conducted with Competency Assessments within time frame stated in DMP.
The methodology of ranking risks will be reviewed and revised to match as identified in the DMP, and Action Plans also will be developed in accordance to the risk ranking.
SP-02 has to be reviewed to identify the adequate Hazard Identification, Risk Assessment & Control Procedure and to revise the conducting between Risk Action Plan and Risk Assessment by Task Level.
Training has to be developed to conduct the weekly meeting regularly to make sure all available personnel are attending these meeting and to record the meeting minutes correctly to provide adequate evidence of conducting safety & environmental meeting. Compliance schedules must be conducted to match with meeting records.
management plan could be developed and implemented to address this issue effectively.
The management plan developed consisted of both short and long term corrective and preventive actions. To assist in this process MICCL sought external expertise, specifically in hydrogeology. Extensive work was carried out in relation to mapping the hydrology of the site, examination of existing boreholes and the monitoring regime, and soil sampling. From these studies, remedial action was taken during the next six months to address the identified issues.
In November 2007 an external audit was conducted by SGS to determine the effectiveness of these actions. The ISO 14001: 2004 Environmental Management System Certificate was reinstated by the SGS Accreditation Body on 11th December 2007. In between the SGS audits, trained MICCL personnel were responsible for completing internal audits on a quarterly basis. Four minor non-conformances and ( 44 ) observations from the June 2007, SGS surveillance audit were reviewed and corrected for the November surveillance audit. One minor non-conformance and ( 71) observations raised in the November 2007 SGS surveillance audit have been corrected.

Environmental Incidents 2007 Date Incident Actions
13-7-07
17-7-07
23-7-07
24-7-07
11-8-07
13-9-07
22-9-07
6-10-07
16-10-07
18-10-07
24-10-07
27-10-07
19-11-07
22-11-07
4-12-07
8-12-07
While skimming the organic layer in the Raffinate & Pre-settler ponds using air diaphragm pump, the delivery pipe was loosened out and the solution splashed out to the ground.
At Pad 2 Cell 18, the Glen sealing of delivery pump was leaked and the solution spread out around the pump area on ground surface.
The raffinate solution was leaked from the flange of delivery pump at Pad 1 Cell 4.
Out let pipeline of AGL plant discharged to Tailing Dam 4 caused a leak under the road culvert near Process office.
It was occurred a solution leak from steel welded joint of Ø 350mm pipeline while pumping the ILS solution to Fine Plant.
An acid leak was occurred from Ø4”steel pipe joint while unloading the acid from Isotainer.
A HSD oil leak was occurred on the ground near the HSD storage tank while transferring HSD oil into the fuel tank of Truck.
The packing seal of Booster pump at Pad 2 Cell 18 was leaked and the solution spread on ground surface.
HG Plant drainage solution sump was over flooded due to heavy rain.
Contaminated solution was found under the access road at the back of Pad 2 Cell 22A
At Pad 1 Cell 15 & 16, a leak was occurred from PE delivery bend pipe of Booster pump. The leaked solution spread on ground.
Due to the booster pump failure at butt-welded joint, the contaminated solution spilled out on the ground surface at Pad 1 Cell 13.
The diluent leaked out from a pipe joint while pumping into the circuit.
A solution leak was occurred from butt-welded joint of delivery pipeline at Pad 1 Cell 13 Booster pump.
The contaminated solution was leakage from Ø110mm bend butt-welded joint. The contaminated solution was spread out to Pad 3 office toilet area.
The delivery pipe from Booster pump at Pad 1 cell 13 was cut off and the solution flowed backward from heap to pump area.
Contaminated soil was neutralized with soda ash and cleaned out. Covered the spilled area with red soil.
All the leaked solution was contained in the sand bulk. Contaminated solution was cleaned out and neutralized with soda ash.
Stopped pump operation and spread with soda ash on the contaminated area not to impact the environment.
The solution was gathered in the silt trap and cleaned out on the road. Replaced the damaged pipe with new one and placed it under new road culvert.
The solution was neutralized with soda ash and cleaned out Covered the contaminated soil with red soil.
Washed the acid solution and drained out to storm water pond. Spread soda ash powder on the spilled area.
HSD spillage was covered with sand and cleaned up.
Spread soda ash on spillage and cleaned out it. Repaired the pump packing seal.
Cleaned out the over flooded solution at the junction of Road 2 and Process Office Road.
Clean out the contaminated soil by 950F loader. Spread soda ash on contaminated ground to be neutralized. A trench line behind Cell 22 A was dug and lined with clay soil to collect solution and to pump back into the operation circuit.
Replaced the PE bend and neutralized the contaminated soil with soda ash.
Cleaned out the contaminated soil and neutralized with soda ash. Covered the contaminated area with red soil.
Cleaned up the spilled diluent along the concrete channel. The contaminated soil was disposed of at Bio-remediation pad.
Neutralized the leaked solution with soda ash and repaired the welded joint.
The contaminated soil was cleaned out and some solution was neutralized with sod-ash.
Stopped the pump and covered the solution spreading area with red earth. Removed out them by 950-loader.
32 | Safety, Health & Environmental Report
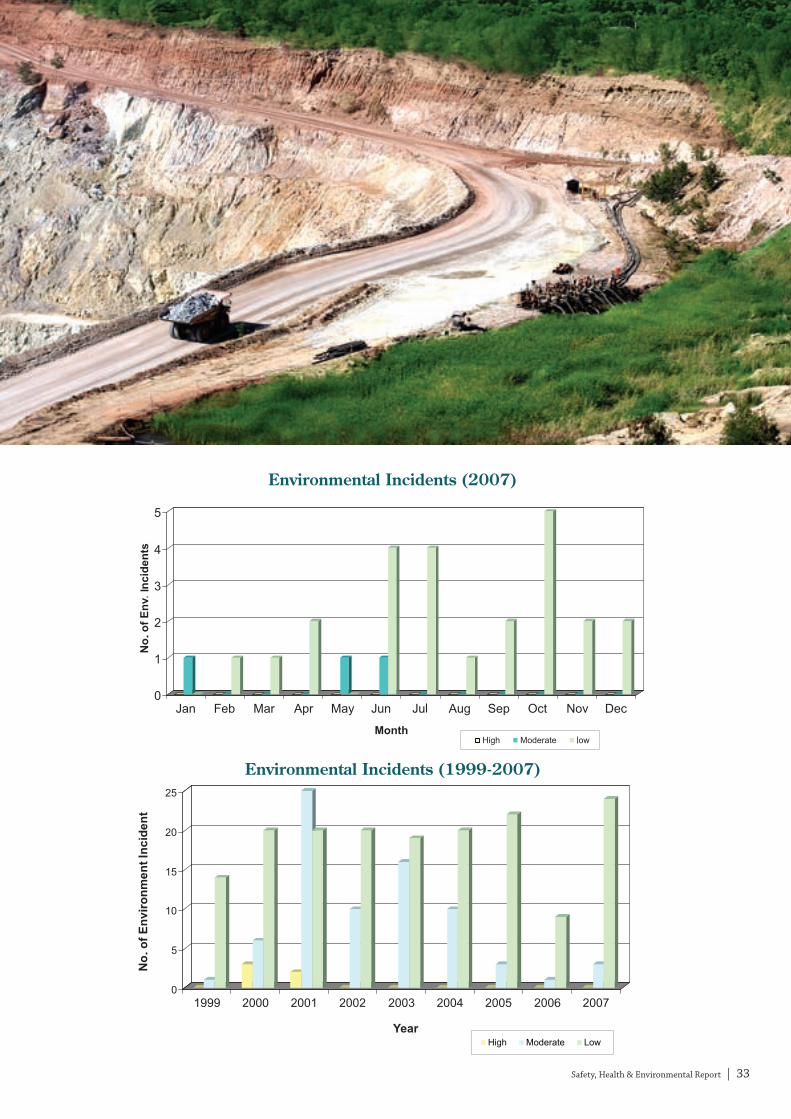
Environmental Incidents (2007)
Environmental Incidents (1999-2007)
Safety, Health & Environmental Report | 33
Environmental Incidents 2007 Date Incident Actions
13-7-07
17-7-07
23-7-07
24-7-07
11-8-07
13-9-07
22-9-07
6-10-07
16-10-07
18-10-07
24-10-07
27-10-07
19-11-07
22-11-07
4-12-07
8-12-07
While skimming the organic layer in the Raffinate & Pre-settler ponds using air diaphragm pump, the delivery pipe was loosened out and the solution splashed out to the ground.
At Pad 2 Cell 18, the Glen sealing of delivery pump was leaked and the solution spread out around the pump area on ground surface.
The raffinate solution was leaked from the flange of delivery pump at Pad 1 Cell 4.
Out let pipeline of AGL plant discharged to Tailing Dam 4 caused a leak under the road culvert near Process office.
It was occurred a solution leak from steel welded joint of Ø 350mm pipeline while pumping the ILS solution to Fine Plant.
An acid leak was occurred from Ø4”steel pipe joint while unloading the acid from Isotainer.
A HSD oil leak was occurred on the ground near the HSD storage tank while transferring HSD oil into the fuel tank of Truck.
The packing seal of Booster pump at Pad 2 Cell 18 was leaked and the solution spread on ground surface.
HG Plant drainage solution sump was over flooded due to heavy rain.
Contaminated solution was found under the access road at the back of Pad 2 Cell 22A
At Pad 1 Cell 15 & 16, a leak was occurred from PE delivery bend pipe of Booster pump. The leaked solution spread on ground.
Due to the booster pump failure at butt-welded joint, the contaminated solution spilled out on the ground surface at Pad 1 Cell 13.
The diluent leaked out from a pipe joint while pumping into the circuit.
A solution leak was occurred from butt-welded joint of delivery pipeline at Pad 1 Cell 13 Booster pump.
The contaminated solution was leakage from Ø110mm bend butt-welded joint. The contaminated solution was spread out to Pad 3 office toilet area.
The delivery pipe from Booster pump at Pad 1 cell 13 was cut off and the solution flowed backward from heap to pump area.
Contaminated soil was neutralized with soda ash and cleaned out. Covered the spilled area with red soil.
All the leaked solution was contained in the sand bulk. Contaminated solution was cleaned out and neutralized with soda ash.
Stopped pump operation and spread with soda ash on the contaminated area not to impact the environment.
The solution was gathered in the silt trap and cleaned out on the road. Replaced the damaged pipe with new one and placed it under new road culvert.
The solution was neutralized with soda ash and cleaned out Covered the contaminated soil with red soil.
Washed the acid solution and drained out to storm water pond. Spread soda ash powder on the spilled area.
HSD spillage was covered with sand and cleaned up.
Spread soda ash on spillage and cleaned out it. Repaired the pump packing seal.
Cleaned out the over flooded solution at the junction of Road 2 and Process Office Road.
Clean out the contaminated soil by 950F loader. Spread soda ash on contaminated ground to be neutralized. A trench line behind Cell 22 A was dug and lined with clay soil to collect solution and to pump back into the operation circuit.
Replaced the PE bend and neutralized the contaminated soil with soda ash.
Cleaned out the contaminated soil and neutralized with soda ash. Covered the contaminated area with red soil.
Cleaned up the spilled diluent along the concrete channel. The contaminated soil was disposed of at Bio-remediation pad.
Neutralized the leaked solution with soda ash and repaired the welded joint.
The contaminated soil was cleaned out and some solution was neutralized with sod-ash.
Stopped the pump and covered the solution spreading area with red earth. Removed out them by 950-loader.
32 | Safety, Health & Environmental Report

34 | Safety, Health & Environmental Report
Land MICCL’s leased area totals 2,300 hectares,
and is comprised of vegetated land, hills and
pits left by previous mining activities. Mining
operations and the processing of ore inevitably
change the natural landscape. MICCL has the
responsibility to minimize land disturbance
and to rehabilitate the areas inevitably affected.
A rolling five-year program of progressive
rehabilitation and revegetation of the mine site
that was initiated in 2001 has made excellent
progress and continues in effect.
Land disturbanceFive major classes of land disturbances, resulting
from previous operations that preceded the
MICCL joint venture and from mining of
Sabetaung and Sabetaung South Pits, have been
identified at the S&K Project. They are:
• Old tailings dams
• Open pits
• Heap-leach areas
• Waste-rock dumps
• Process plants, permanent buildings and access
roads
The eight main areas of land disturbance are
summarized in the table below.
Location Disturbed Area (ha)
Old tailings dams 153
Sabetaung Pit 66
Sabetaung South Pit 20
Waste Rock Dumps 95
Heap Leach Areas 201
Solution drains & ponds 23
Storm-Water Pond 37
Overflow Pond 13
Total 610
Permanent buildings, access roads and
parking areas are not included in this table. To
control land disturbance on the S&K Project, a
permit system is used to ensure personnel and
departments understand that the areas to be
disturbed shall have minimal environmental
impacts. Some major projects were initiated in
2007. The 25 environmental-clearance permits
granted were for works that included construction
of a new steel-ball storage shed at the AL Plant,
a new leach pad between mining-goline and the
Pad 3 office and three new core-shed buildings.
About 2.3 hectares with approximately 2,240

Safety, Health & Environmental Report | 35
previously planted trees were affected by new
project activities, mainly for developing the Pad
extension job beside Cell 16, a short-cut access
way to Dam 4 from Road 1 and Dam 5 extension
job. Areas freed by roads no longer in use are being
rehabilitated.
Impacted-site Management In 2007, nine sites are recorded as disturbed
and as either contaminated, impacted or affected.
These locations will be closed as part of the Mine
Closure Plan, which will rehabilitate all MICCL
sites detected to date. The old flotation plant and
limestone waste stockpile are among several sites
used by previous mining operations and listed
as contaminated. MICCL is not responsible for
remediation of pre-existing sites. Sabetaung Pit,
Sabetaung South Pit and the heap-leach pads are
disturbed sites that remain in operation. Seven sites
previously listed as disturbed already have been
closed and rehabilitated. MICCL’s environmental
site management program references standards
set by the National Environment Protection
Council of Australia.
Rehabilitation and Revegetation MICCL is responsible for restoring the
natural landscape and for rehabilitating the
area during and after mining operations.
Minimizat ion of land d isturbances and
progressive rehabilitation has been carried out
in the following areas of the mine site:
• Land disturbed by previous mining activities.
• Decommissioned areas.
• Tailings-spills reclaimed area from previous
mining.
• Abandoned waste dumps from previous
mining
• Areas where no future mining activities are
expected.
The company has developed a rolling five-
year rehabilitation plan to revegetate areas
disturbed by previous mining activities and areas
where no future mining activities are expected.
The five-year work plan is carried out through
MICCL’s annual rehabilitation program. This
ensures that the amount of disturbed area is kept
to a minimum at all times. The rehabilitation
program has achieved excellent results. A total
of 311 hectares have been rehabilitated since
1999. The goal of the 2007 plan was to plant
35,000 trees in 32 hectares. In fact, approximately
36,600 trees were planted and 33.29 hectares were
rehabilitated in 2007. This total included 18.30
hectares in rehabilitation blocks at the Core Shed,
near the Camp gate, and the Dam 4 tailing-pond
compound, where 20,130 trees were planted; 9.02
hectares at Waste Dump areas of Laynyin Taung
north site, at the side slope of Sabetaung pit 595
level and along the berm of Sabetaung South pit,
with 9,923 trees; and 5.97 hectares at both sides of
the new cargo road, around the sewage pond and at
the compound area of Pump Station 3, with 6,577
trees planted. 8.9 hectares of assorted native
seeds scattered at the various areas disturbed by
MICCL activities. In 2008, the S&K Project plans
to rehabilitate 33.3 hectares of disturbed land by
planting 36,000 native trees of assorted species,
plus an additional 1,000 trees as replacement for
vanished trees from previous year rehabilitated
area.
34 | Safety, Health & Environmental Report
Land MICCL’s leased area totals 2,300 hectares,
and is comprised of vegetated land, hills and
pits left by previous mining activities. Mining
operations and the processing of ore inevitably
change the natural landscape. MICCL has the
responsibility to minimize land disturbance
and to rehabilitate the areas inevitably affected.
A rolling five-year program of progressive
rehabilitation and revegetation of the mine site
that was initiated in 2001 has made excellent
progress and continues in effect.
Land disturbanceFive major classes of land disturbances, resulting
from previous operations that preceded the
MICCL joint venture and from mining of
Sabetaung and Sabetaung South Pits, have been
identified at the S&K Project. They are:
• Old tailings dams
• Open pits
• Heap-leach areas
• Waste-rock dumps
• Process plants, permanent buildings and access
roads
The eight main areas of land disturbance are
summarized in the table below.
Location Disturbed Area (ha)
Old tailings dams 153
Sabetaung Pit 66
Sabetaung South Pit 20
Waste Rock Dumps 95
Heap Leach Areas 201
Solution drains & ponds 23
Storm-Water Pond 37
Overflow Pond 13
Total 610
Permanent buildings, access roads and
parking areas are not included in this table. To
control land disturbance on the S&K Project, a
permit system is used to ensure personnel and
departments understand that the areas to be
disturbed shall have minimal environmental
impacts. Some major projects were initiated in
2007. The 25 environmental-clearance permits
granted were for works that included construction
of a new steel-ball storage shed at the AL Plant,
a new leach pad between mining-goline and the
Pad 3 office and three new core-shed buildings.
About 2.3 hectares with approximately 2,240
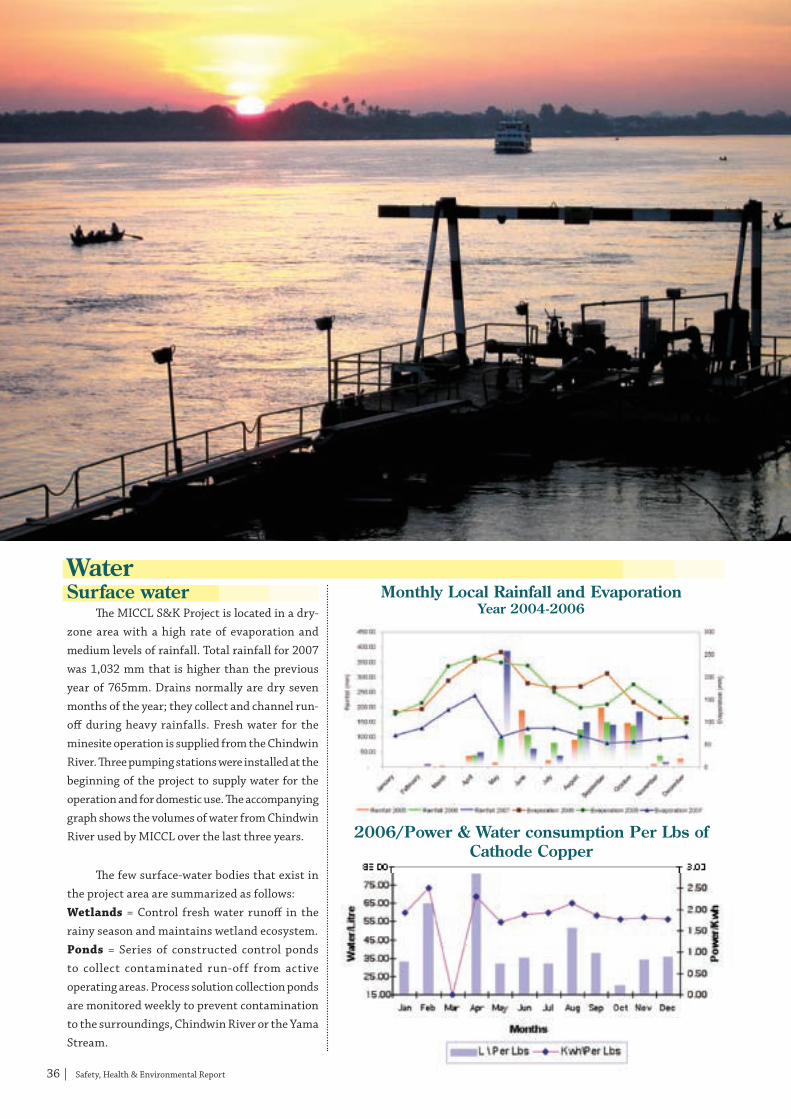
36 | Safety, Health & Environmental Report
WaterSurface water The MICCL S&K Project is located in a dry-zone area with a high rate of evaporation and medium levels of rainfall. Total rainfall for 2007 was 1,032 mm that is higher than the previous year of 765mm. Drains normally are dry seven months of the year; they collect and channel run-off during heavy rainfalls. Fresh water for the minesite operation is supplied from the Chindwin River. Three pumping stations were installed at the beginning of the project to supply water for the operation and for domestic use. The accompanying graph shows the volumes of water from Chindwin River used by MICCL over the last three years.
The few surface-water bodies that exist in the project area are summarized as follows:Wetlands = Control fresh water runoff in the rainy season and maintains wetland ecosystem.Ponds = Series of constructed control ponds to collect contaminated run-off from active operating areas. Process solution collection ponds are monitored weekly to prevent contamination to the surroundings, Chindwin River or the Yama Stream.
Monthly Local Rainfall and EvaporationYear 2004-2006
2006/Power & Water consumption Per Lbs of Cathode Copper

Safety, Health & Environmental Report | 37
Ground Water A shallow, semi-unconfined aquifer lies
beneath the mining operations area of the S&K
Project.
The water level of this aquifer varies with
the wet and dry seasons. MICCL has installed 95
boreholes around the S&K Project to monitor the
groundwater quality. Ground water is observed
10 metres below the surface in boreholes. Excess
aquifer fresh water from the mine pit is pumped
out into a silt trap pond and then released into the
Yama Stream. The water quality is monitored on a
regular basis.
Water-quality sampling was completed
every two months to measure the impacts caused
by mining and process activities. Any occurrence
of low pH was checked and corrective action was
taken immediately.
Drainage management Drains are maintained regularly to avoid
flooding in the mine site and to control overflows
from the storm-water and overflow ponds.
Drains and containment bunds are constructed
according to the development of the operation. An
operational storm water management strategy was
developed for the 2007 rain season and is being
updated for year 2008.
The following graph shows the monitoring results at sensitive spots.
Yearly Comparison of pH at Vulnerable SpotsStandard Level of pH 6 to 9
Monitoring Site SW 220 (Outlet to Yama Stream)Monitoring Site SW 110 (Upstream of discharge point at Yama)Monitoring Site PDYC (Downstream of discharge point at Yama)Monitoring Site SW 111 (Confluence of Yama Stream and Chindwin River)Monitoring Site SW 101 (Upstream of Yama-Chindwin confluence)Monitoring Site SW 102 (Downstream of Yama-Chindwin confluence)
36 | Safety, Health & Environmental Report
WaterSurface water The MICCL S&K Project is located in a dry-zone area with a high rate of evaporation and medium levels of rainfall. Total rainfall for 2007 was 1,032 mm that is higher than the previous year of 765mm. Drains normally are dry seven months of the year; they collect and channel run-off during heavy rainfalls. Fresh water for the minesite operation is supplied from the Chindwin River. Three pumping stations were installed at the beginning of the project to supply water for the operation and for domestic use. The accompanying graph shows the volumes of water from Chindwin River used by MICCL over the last three years.
The few surface-water bodies that exist in the project area are summarized as follows:Wetlands = Control fresh water runoff in the rainy season and maintains wetland ecosystem.Ponds = Series of constructed control ponds to collect contaminated run-off from active operating areas. Process solution collection ponds are monitored weekly to prevent contamination to the surroundings, Chindwin River or the Yama Stream.
Monthly Local Rainfall and EvaporationYear 2004-2006
2006/Power & Water consumption Per Lbs of Cathode Copper
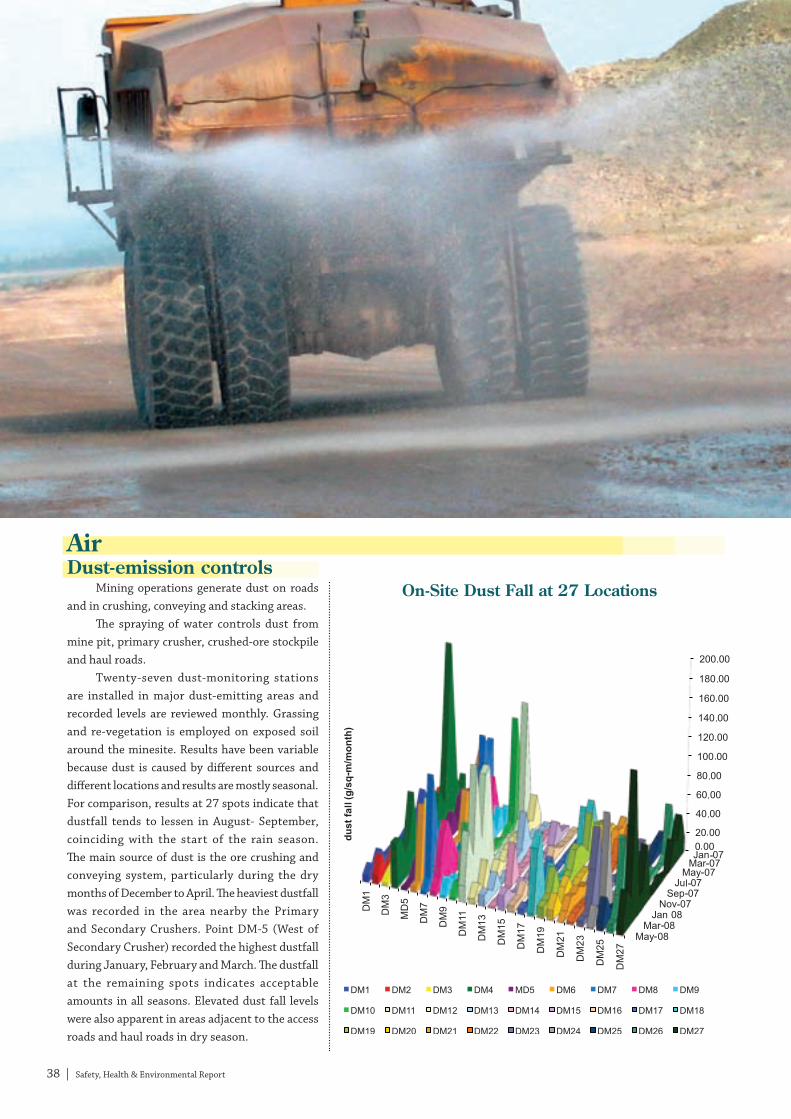
38 | Safety, Health & Environmental Report
AirDust-emission controls Mining operations generate dust on roads and in crushing, conveying and stacking areas. The spraying of water controls dust from mine pit, primary crusher, crushed-ore stockpile and haul roads. Twenty-seven dust-monitoring stations are installed in major dust-emitting areas and recorded levels are reviewed monthly. Grassing and re-vegetation is employed on exposed soil around the minesite. Results have been variable because dust is caused by different sources and different locations and results are mostly seasonal. For comparison, results at 27 spots indicate that dustfall tends to lessen in August- September, coinciding with the start of the rain season. The main source of dust is the ore crushing and conveying system, particularly during the dry months of December to April. The heaviest dustfall was recorded in the area nearby the Primary and Secondary Crushers. Point DM-5 (West of Secondary Crusher) recorded the highest dustfall during January, February and March. The dustfall at the remaining spots indicates acceptable amounts in all seasons. Elevated dust fall levels were also apparent in areas adjacent to the access roads and haul roads in dry season.
On-Site Dust Fall at 27 Locations
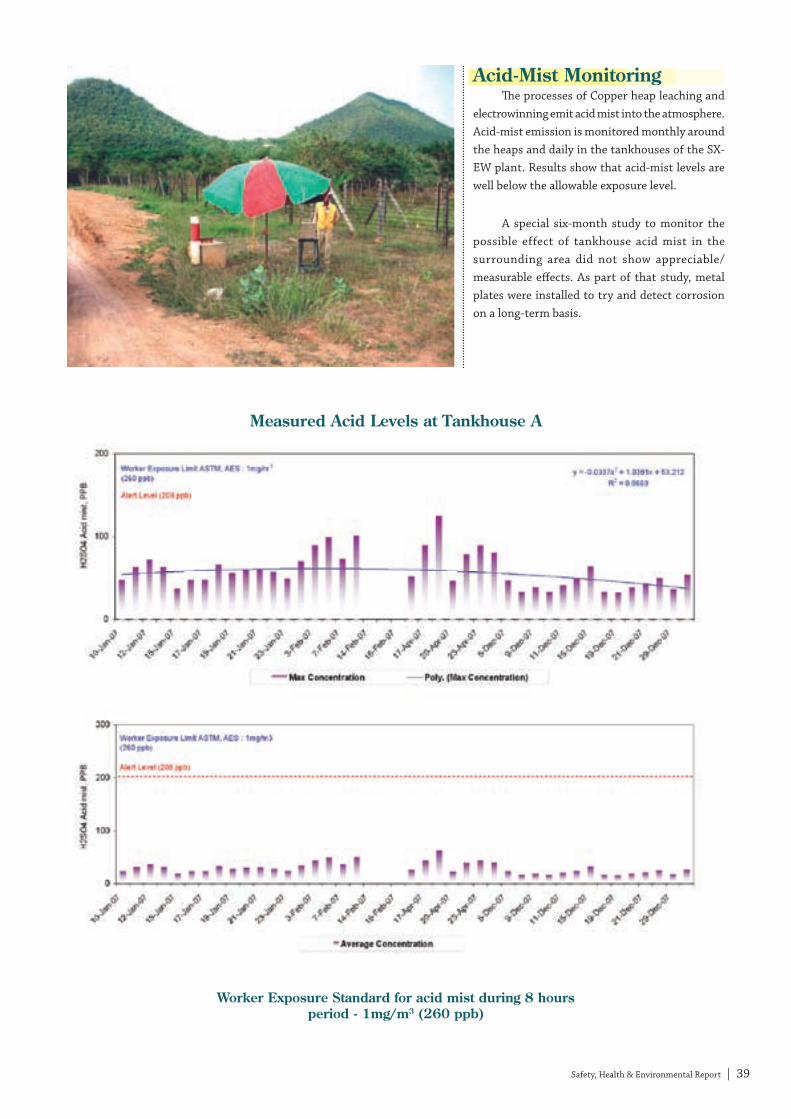
Safety, Health & Environmental Report | 39
Acid-Mist Monitoring The processes of Copper heap leaching and electrowinning emit acid mist into the atmosphere. Acid-mist emission is monitored monthly around the heaps and daily in the tankhouses of the SX-EW plant. Results show that acid-mist levels are well below the allowable exposure level.
A special six-month study to monitor the possible effect of tankhouse acid mist in the surrounding area did not show appreciable/measurable effects. As part of that study, metal plates were installed to try and detect corrosion on a long-term basis.
Measured Acid Levels at Tankhouse A
Worker Exposure Standard for acid mist during 8 hours period - 1mg/m3 (260 ppb)
38 | Safety, Health & Environmental Report
AirDust-emission controls Mining operations generate dust on roads and in crushing, conveying and stacking areas. The spraying of water controls dust from mine pit, primary crusher, crushed-ore stockpile and haul roads. Twenty-seven dust-monitoring stations are installed in major dust-emitting areas and recorded levels are reviewed monthly. Grassing and re-vegetation is employed on exposed soil around the minesite. Results have been variable because dust is caused by different sources and different locations and results are mostly seasonal. For comparison, results at 27 spots indicate that dustfall tends to lessen in August- September, coinciding with the start of the rain season. The main source of dust is the ore crushing and conveying system, particularly during the dry months of December to April. The heaviest dustfall was recorded in the area nearby the Primary and Secondary Crushers. Point DM-5 (West of Secondary Crusher) recorded the highest dustfall during January, February and March. The dustfall at the remaining spots indicates acceptable amounts in all seasons. Elevated dust fall levels were also apparent in areas adjacent to the access roads and haul roads in dry season.
On-Site Dust Fall at 27 Locations

40 | Safety, Health & Environmental Report
Energy & Emissions The project has organized an energy
committee to control and reduce the use of
hydrocarbon fuel and the release of CO2 from
various operations. MICCL used 282,122 GJ of
electricity in 2007. Site power is provided by the
Kyunchaung gas-turbine generating station, which
also is connected to the national grid. The majority
of the energy is consumed in the electrowinning
tankhouses for depositing copper on the cathode
plates.
Energy Usage - Steady Consumption
Energy and Emission - Per l b of cathode copper produced
MICCL has increased the number of heap
leach cells and the height of the heaps increase as
new ore is placed on top of leached ore to create
a fresh cell. Therefore, increasingly additional
power for pumps is required on heap-leaching
operations.
Greenhouse gas emissions from site
operations were estimated at 120,017.78 tonnes
of CO2 equivalent for 2007.(TBA) .
CO2 Emission - A year-by-year comparison
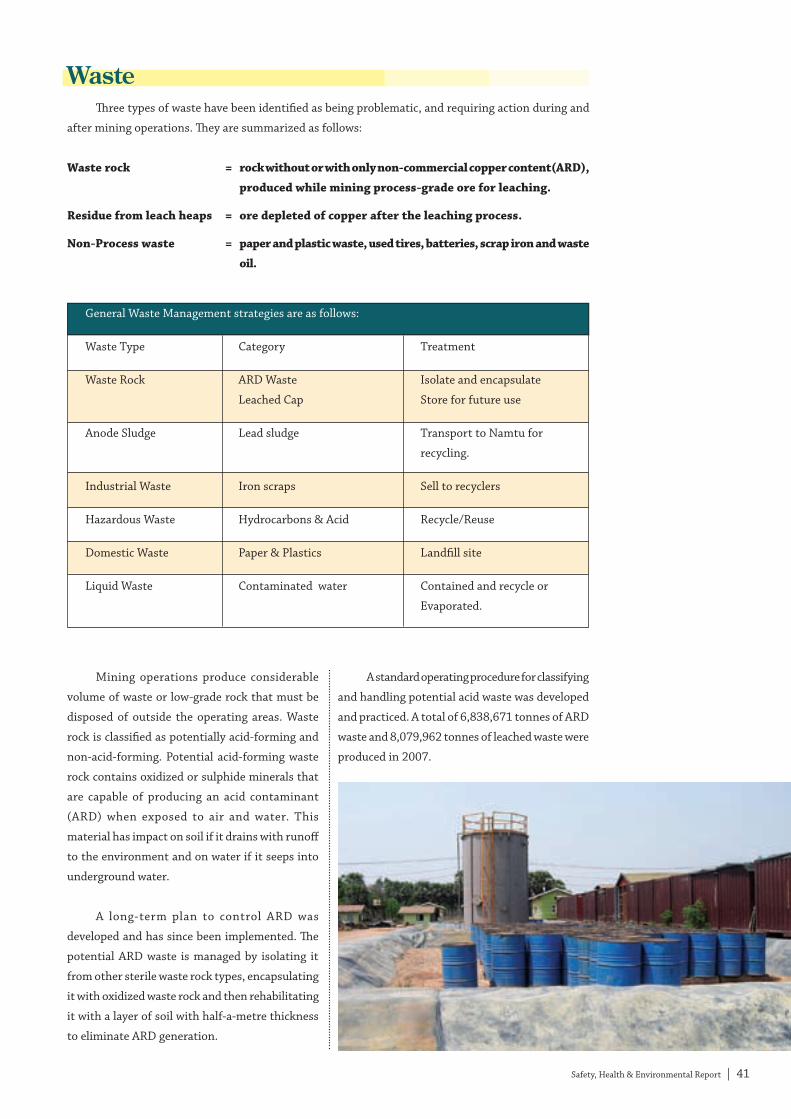
Safety, Health & Environmental Report | 41
Waste Three types of waste have been identified as being problematic, and requiring action during and
after mining operations. They are summarized as follows:
Waste rock = rock without or with only non-commercial copper content(ARD),
produced while mining process-grade ore for leaching.
Residue from leach heaps = ore depleted of copper after the leaching process.
Non-Process waste = paper and plastic waste, used tires, batteries, scrap iron and waste
oil.
Mining operations produce considerable
volume of waste or low-grade rock that must be
disposed of outside the operating areas. Waste
rock is classified as potentially acid-forming and
non-acid-forming. Potential acid-forming waste
rock contains oxidized or sulphide minerals that
are capable of producing an acid contaminant
(ARD) when exposed to air and water. This
material has impact on soil if it drains with runoff
to the environment and on water if it seeps into
underground water.
A long-term plan to control ARD was
developed and has since been implemented. The
potential ARD waste is managed by isolating it
from other sterile waste rock types, encapsulating
it with oxidized waste rock and then rehabilitating
it with a layer of soil with half-a-metre thickness
to eliminate ARD generation.
A standard operating procedure for classifying
and handling potential acid waste was developed
and practiced. A total of 6,838,671 tonnes of ARD
waste and 8,079,962 tonnes of leached waste were
produced in 2007.
General Waste Management strategies are as follows:
Waste Type Category Treatment
Waste Rock ARD Waste Isolate and encapsulate
Leached Cap Store for future use
Anode Sludge Lead sludge Transport to Namtu for
recycling.
Industrial Waste Iron scraps Sell to recyclers
Hazardous Waste Hydrocarbons & Acid Recycle/Reuse
Domestic Waste Paper & Plastics Landfill site
Liquid Waste Contaminated water Contained and recycle or
Evaporated.
40 | Safety, Health & Environmental Report
Energy & Emissions The project has organized an energy
committee to control and reduce the use of
hydrocarbon fuel and the release of CO2 from
various operations. MICCL used 282,122 GJ of
electricity in 2007. Site power is provided by the
Kyunchaung gas-turbine generating station, which
also is connected to the national grid. The majority
of the energy is consumed in the electrowinning
tankhouses for depositing copper on the cathode
plates.
Energy Usage - Steady Consumption
Energy and Emission - Per l b of cathode copper produced
MICCL has increased the number of heap
leach cells and the height of the heaps increase as
new ore is placed on top of leached ore to create
a fresh cell. Therefore, increasingly additional
power for pumps is required on heap-leaching
operations.
Greenhouse gas emissions from site
operations were estimated at 120,017.78 tonnes
of CO2 equivalent for 2007.(TBA) .
CO2 Emission - A year-by-year comparison

42 | Safety, Health & Environmental Report
Hazardous materials MICCL uses various kinds of products,
reagents and explosives in its production
processes.
Some are hazardous substances and control
procedures have been developed and implemented
to minimize the risk of handling such materials.
The more significant materials are:
• Diesel fuel
• Petrol
• Lubricant
• Sulphuric acid
• Diluent
• Solvent Extraction Reagent (Extractant)
• Ammonium nitrate (Explosive)
• Paints and thinner.
These substances may cause injuries or health
problems if their use is not controlled. MICCL has
issued general guidelines for handling and storing
Dangerous Goods. The guidelines include:
• Identifying the correct storage facility and
handling requirements for each product,
normally following the Material Safety Data
Sheet issued by the respective supplier.
• Ensuring containers are sealed prior to
transport, during storage and immediately
after use.
• Where bunds are used to store hazardous/
dangerous goods, the bund must be checked
(for water build-up).
• All containers must be clearly labelled.
• Drain valves for bunds must be kept
closed.
The following standard operating procedures
and emergency-response procedures have been
updated for handling dangerous goods:
• Control the product (isolate the valve).
• Contain the product (stop it from spreading).
• Clean up the product (collect and place it in a
container).
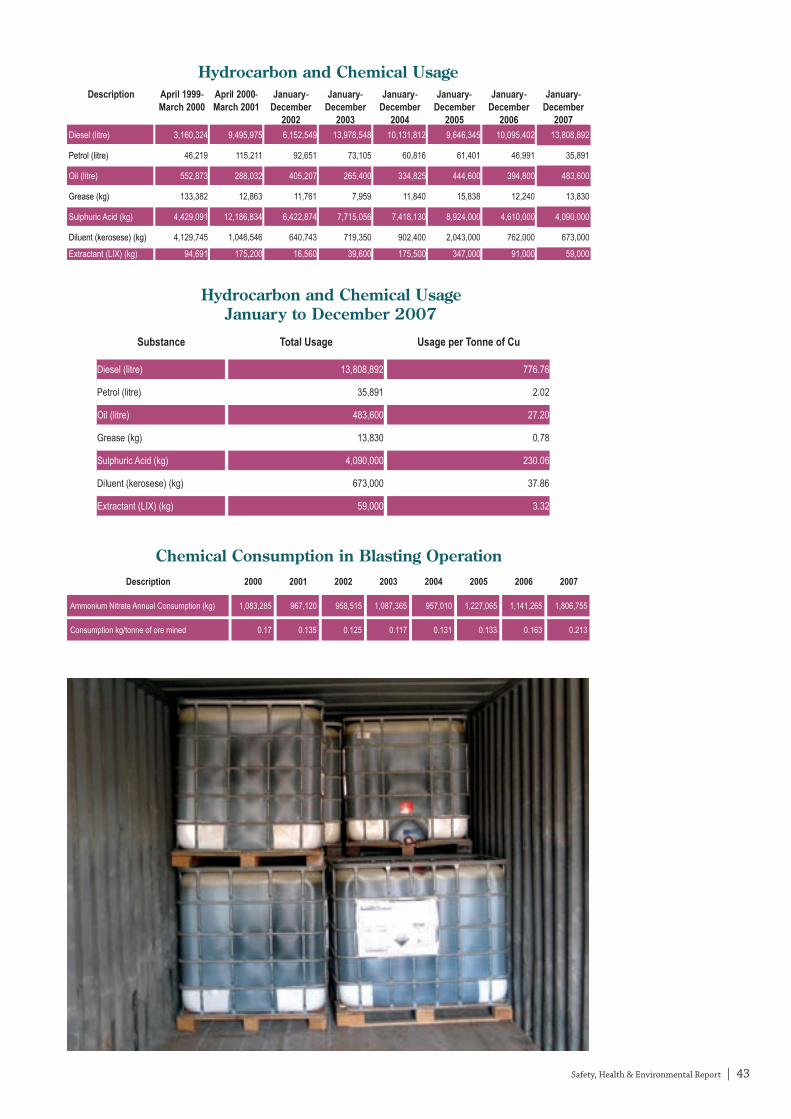
Safety, Health & Environmental Report | 43
Hydrocarbon and Chemical Usage
Hydrocarbon and Chemical UsageJanuary to December 2007
Chemical Consumption in Blasting Operation
42 | Safety, Health & Environmental Report
Hazardous materials MICCL uses various kinds of products,
reagents and explosives in its production
processes.
Some are hazardous substances and control
procedures have been developed and implemented
to minimize the risk of handling such materials.
The more significant materials are:
• Diesel fuel
• Petrol
• Lubricant
• Sulphuric acid
• Diluent
• Solvent Extraction Reagent (Extractant)
• Ammonium nitrate (Explosive)
• Paints and thinner.
These substances may cause injuries or health
problems if their use is not controlled. MICCL has
issued general guidelines for handling and storing
Dangerous Goods. The guidelines include:
• Identifying the correct storage facility and
handling requirements for each product,
normally following the Material Safety Data
Sheet issued by the respective supplier.
• Ensuring containers are sealed prior to
transport, during storage and immediately
after use.
• Where bunds are used to store hazardous/
dangerous goods, the bund must be checked
(for water build-up).
• All containers must be clearly labelled.
• Drain valves for bunds must be kept
closed.
The following standard operating procedures
and emergency-response procedures have been
updated for handling dangerous goods:
• Control the product (isolate the valve).
• Contain the product (stop it from spreading).
• Clean up the product (collect and place it in a
container).

44 | Safety, Health & Environmental Report
Issues & ActionsAcid Rock Drainage (ARD) Mining operations produces, in addition
to inert waste, potential acid-forming waste
containing oxidized or sulphide minerals that are
capable of producing an acid contaminant (ARD
material) when exposed to air and water.
MICCL is committed to Zero Discharge
Policy and having control over acid rock drainage
(ARD) as per ARD Management Plan. Waste
dumps are designed and constructed lining with
clay and inert material on the sill, bunding with
clay and inert material around the dumps to
prevent from ground contamination. Potential
seepage water from the waste dumps will be
collected and contained in interception drains
dug along the toe of the waste dumps and pump
it back to the containment pond.
Clean Aquifer water from Sabetaung Pit
is collected in the North Sump and pumped to
the surface silt trap. Water quality is monitored
before releasing.
Contaminated water from the pit is pumped
into the Overflow Pond. Runoff released from
the process leach pad areas is contained in the
Storm-Water Pond and the excessive water will
be pumped into the tailings dam. It is recycled as
make-up water for the process in irrigating.
Water-quality management The Safety and Environmental Department
(SE) monitors the minesite water quality. Regional
and minesite surface water is monitored monthly.
Ground water is monitored on the mine site and
in the surrounding villages. Results are reported
monthly and corrective action is taken immediately
in those areas that are found to require attention.
An independent laboratory is employed to analyze
and check the samples annually.
Tailings reclamation Earlier mining activity that preceded the
formation of MICCL resulted in considerable
spills of tailings over 150 hectares of land east
of the present operations area, where artesanal
miners recover residual copper at subsistence
levels. Most of that area is under the control of
the local Myanmar authorities. MICCL assumed
responsibility to clear out the leftover tailings
spills in the leased area to achieve its ISO 14001
Certification and honoured its moral obligation
to help clean up part of the area outside the lease,
when permitted to do so. In 2006-2007, part of
the affected area along the Kyaukmyet Road and
in some lease areas was cleaned-up and reclaimed
with local contract workers: old tailings were sent
back to the Main Tailing Dam.
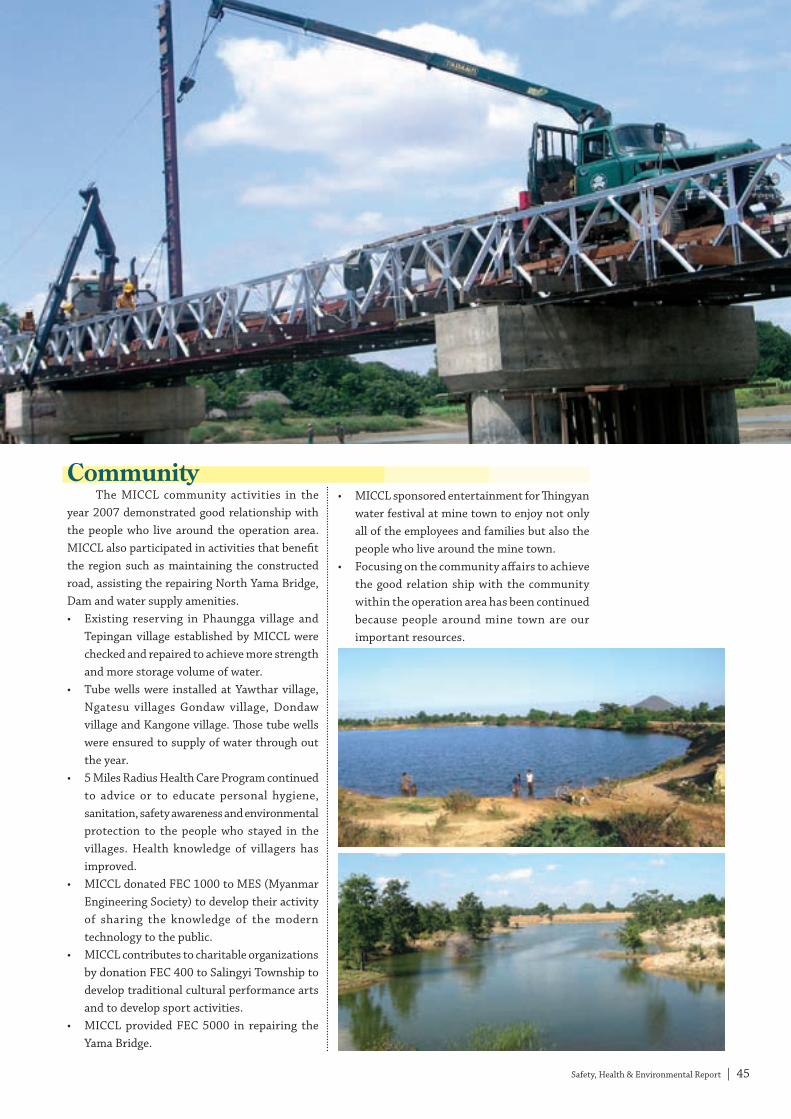
Safety, Health & Environmental Report | 45
Community The MICCL community activities in the year 2007 demonstrated good relationship with the people who live around the operation area. MICCL also participated in activities that benefit the region such as maintaining the constructed road, assisting the repairing North Yama Bridge, Dam and water supply amenities.• Existing reserving in Phaungga village and
Tepingan village established by MICCL were checked and repaired to achieve more strength and more storage volume of water.
• Tube wells were installed at Yawthar village, Ngatesu villages Gondaw village, Dondaw village and Kangone village. Those tube wells were ensured to supply of water through out the year.
• 5 Miles Radius Health Care Program continued to advice or to educate personal hygiene, sanitation, safety awareness and environmental protection to the people who stayed in the villages. Health knowledge of villagers has improved.
• MICCL donated FEC 1000 to MES (Myanmar Engineering Society) to develop their activity of sharing the knowledge of the modern technology to the public.
• MICCL contributes to charitable organizations by donation FEC 400 to Salingyi Township to develop traditional cultural performance arts and to develop sport activities.
• MICCL provided FEC 5000 in repairing the Yama Bridge.
• MICCL sponsored entertainment for Thingyan water festival at mine town to enjoy not only all of the employees and families but also the people who live around the mine town.
• Focusing on the community affairs to achieve the good relation ship with the community within the operation area has been continued because people around mine town are our important resources.
44 | Safety, Health & Environmental Report
Issues & ActionsAcid Rock Drainage (ARD) Mining operations produces, in addition
to inert waste, potential acid-forming waste
containing oxidized or sulphide minerals that are
capable of producing an acid contaminant (ARD
material) when exposed to air and water.
MICCL is committed to Zero Discharge
Policy and having control over acid rock drainage
(ARD) as per ARD Management Plan. Waste
dumps are designed and constructed lining with
clay and inert material on the sill, bunding with
clay and inert material around the dumps to
prevent from ground contamination. Potential
seepage water from the waste dumps will be
collected and contained in interception drains
dug along the toe of the waste dumps and pump
it back to the containment pond.
Clean Aquifer water from Sabetaung Pit
is collected in the North Sump and pumped to
the surface silt trap. Water quality is monitored
before releasing.
Contaminated water from the pit is pumped
into the Overflow Pond. Runoff released from
the process leach pad areas is contained in the
Storm-Water Pond and the excessive water will
be pumped into the tailings dam. It is recycled as
make-up water for the process in irrigating.
Water-quality management The Safety and Environmental Department
(SE) monitors the minesite water quality. Regional
and minesite surface water is monitored monthly.
Ground water is monitored on the mine site and
in the surrounding villages. Results are reported
monthly and corrective action is taken immediately
in those areas that are found to require attention.
An independent laboratory is employed to analyze
and check the samples annually.
Tailings reclamation Earlier mining activity that preceded the
formation of MICCL resulted in considerable
spills of tailings over 150 hectares of land east
of the present operations area, where artesanal
miners recover residual copper at subsistence
levels. Most of that area is under the control of
the local Myanmar authorities. MICCL assumed
responsibility to clear out the leftover tailings
spills in the leased area to achieve its ISO 14001
Certification and honoured its moral obligation
to help clean up part of the area outside the lease,
when permitted to do so. In 2006-2007, part of
the affected area along the Kyaukmyet Road and
in some lease areas was cleaned-up and reclaimed
with local contract workers: old tailings were sent
back to the Main Tailing Dam.
46 | Safety, Health & Environmental Report
In this year 2007, new expansion designations for the Seventh Intake Trades Trainees are Heavy Equipment Mechanic and Heavy Equipment Welder as well as Mining Operator and totally twenty seven trainees for all Trades. In the training period, new recruits do the common trades courses such as English, Basic Computer Knowledge, Safety and Environment and Electrical Principle Course and after that they have chosen their related subjects. Furthermore, First Aid Training is also included.
That’s a new trade program and it lasts for twenty four months as same as the normal trades program ( Electrical Fitter Mechanic, Fitter and Machinist, Auto Electrician, Heavy Equipment Fitter and Process Operator trades) running by Technical Training. All the above programs include On Job Training in their related fields. Technical Training has opened Trades Training Classes since 2001 and there are a total of Seventh Intakes up to now.
The objective of Training Department is not only to provide the trainees basic knowledge, theories with practical, skills needed to work and but also assist the technical skills to existing technicians. Training program and systems are aimed at high quality world standard level.
Technical Training has nurtured ( 64 ) trainees who are now assigned as qualified Tradesmen at Mining and Maintenance Departments. They are the first five Intakes graduated from Technical Training’s practice-based training programs. All of them are well accepted as competent persons in their respective fields.
As for the existing employees, English Proficiency Courses and Computer Courses are opened for side wide and provided specific training courses mainly in maintenance areas as employee advancement training. A total of nine classes has been opened in 2007.
To keep our current status, World-Class Mining Operation, modern technologies expected to improve efficiency, reduce cost and save operational time and energy are really needed. So MICCL is fully committed to provide the comprehensive training program to assist each employee in maximizing their own potential.
The Trainees of Sixth and Seventh Intakes are continuing on their courses. One Hundred and Eleven Trainees are currently participating in the program.
Technical/Trades Training
Competency Training

Safety, Health & Environmental Report | 4746 | Safety, Health & Environmental Report
In this year 2007, new expansion designations for the Seventh Intake Trades Trainees are Heavy Equipment Mechanic and Heavy Equipment Welder as well as Mining Operator and totally twenty seven trainees for all Trades. In the training period, new recruits do the common trades courses such as English, Basic Computer Knowledge, Safety and Environment and Electrical Principle Course and after that they have chosen their related subjects. Furthermore, First Aid Training is also included.
That’s a new trade program and it lasts for twenty four months as same as the normal trades program ( Electrical Fitter Mechanic, Fitter and Machinist, Auto Electrician, Heavy Equipment Fitter and Process Operator trades) running by Technical Training. All the above programs include On Job Training in their related fields. Technical Training has opened Trades Training Classes since 2001 and there are a total of Seventh Intakes up to now.
The objective of Training Department is not only to provide the trainees basic knowledge, theories with practical, skills needed to work and but also assist the technical skills to existing technicians. Training program and systems are aimed at high quality world standard level.
Technical Training has nurtured ( 64 ) trainees who are now assigned as qualified Tradesmen at Mining and Maintenance Departments. They are the first five Intakes graduated from Technical Training’s practice-based training programs. All of them are well accepted as competent persons in their respective fields.
As for the existing employees, English Proficiency Courses and Computer Courses are opened for side wide and provided specific training courses mainly in maintenance areas as employee advancement training. A total of nine classes has been opened in 2007.
To keep our current status, World-Class Mining Operation, modern technologies expected to improve efficiency, reduce cost and save operational time and energy are really needed. So MICCL is fully committed to provide the comprehensive training program to assist each employee in maximizing their own potential.
The Trainees of Sixth and Seventh Intakes are continuing on their courses. One Hundred and Eleven Trainees are currently participating in the program.
Technical/Trades Training
Competency Training
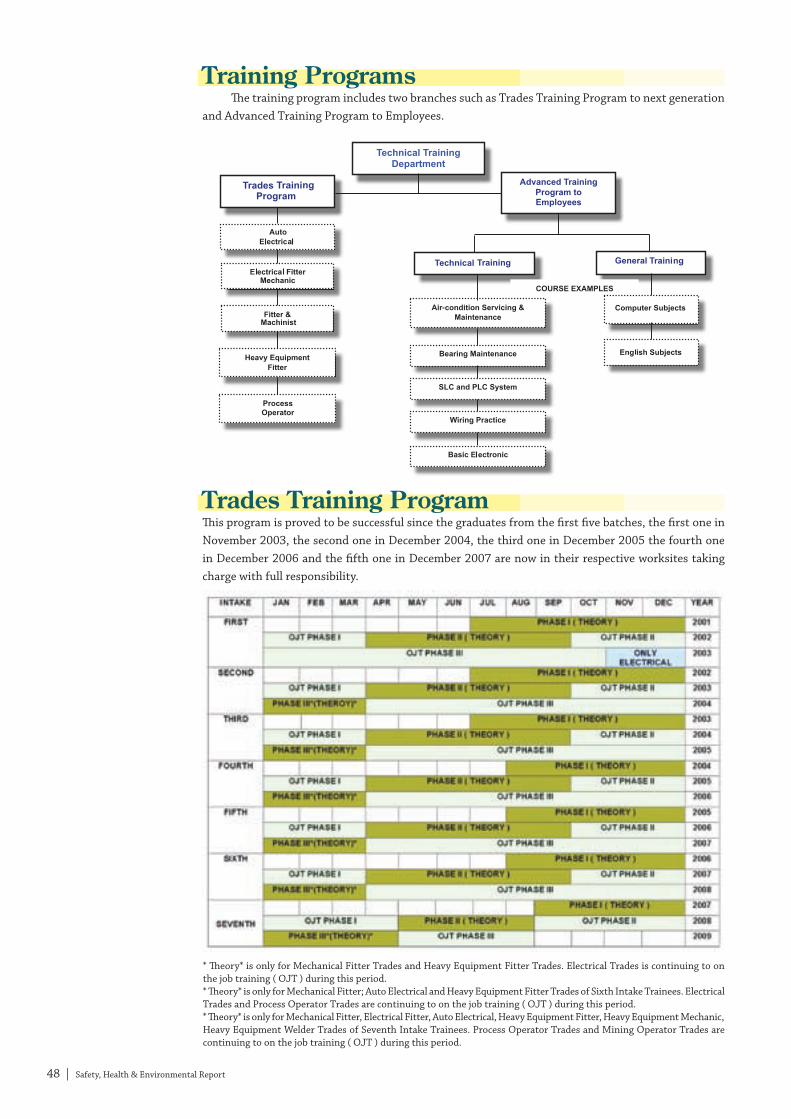
Training Programs The training program includes two branches such as Trades Training Program to next generation and Advanced Training Program to Employees.
Trades Training ProgramThis program is proved to be successful since the graduates from the first five batches, the first one in November 2003, the second one in December 2004, the third one in December 2005 the fourth one in December 2006 and the fifth one in December 2007 are now in their respective worksites taking charge with full responsibility.
* Theory* is only for Mechanical Fitter Trades and Heavy Equipment Fitter Trades. Electrical Trades is continuing to on the job training ( OJT ) during this period.* Theory* is only for Mechanical Fitter; Auto Electrical and Heavy Equipment Fitter Trades of Sixth Intake Trainees. Electrical Trades and Process Operator Trades are continuing to on the job training ( OJT ) during this period.* Theory* is only for Mechanical Fitter, Electrical Fitter, Auto Electrical, Heavy Equipment Fitter, Heavy Equipment Mechanic, Heavy Equipment Welder Trades of Seventh Intake Trainees. Process Operator Trades and Mining Operator Trades are continuing to on the job training ( OJT ) during this period.
48 | Safety, Health & Environmental Report

Employee Development TrainingThe Technical courses are designed to improve work practice and skills. The general training courses
are designed to improve the ability of employees. These courses also planned to increase productivity.
Totally ( 69 ) Employees were benefited from the following subjects during this year.
Training FacilitiesThe following improvements have been made available the following facilities:
• Technical Training Office facilities for the trainers.
• Computer Training Room.
• General Training Room.
• Electrical Training Room and Test Room.
• Mechanical Training Room for Machinists and Fitters.
• Mechanical Training Room for Heavy-Equipment Fitters.
• Mechanical Training Workshop.
Safety, Health & Environmental Report | 49
SUBJECT JAN FEB MAR APR MAY JUN JUL AUG SEP OCT NOV DEC
Database Management System 10
IT User Supporting Training 10
Pre Basic English 6 6 6 6
Elementary English 6 6 6 6
Computer Basic Application 10 10 10 20 10 4 6 7
Training Programs The training program includes two branches such as Trades Training Program to next generation and Advanced Training Program to Employees.
Trades Training ProgramThis program is proved to be successful since the graduates from the first five batches, the first one in November 2003, the second one in December 2004, the third one in December 2005 the fourth one in December 2006 and the fifth one in December 2007 are now in their respective worksites taking charge with full responsibility.
* Theory* is only for Mechanical Fitter Trades and Heavy Equipment Fitter Trades. Electrical Trades is continuing to on the job training ( OJT ) during this period.* Theory* is only for Mechanical Fitter; Auto Electrical and Heavy Equipment Fitter Trades of Sixth Intake Trainees. Electrical Trades and Process Operator Trades are continuing to on the job training ( OJT ) during this period.* Theory* is only for Mechanical Fitter, Electrical Fitter, Auto Electrical, Heavy Equipment Fitter, Heavy Equipment Mechanic, Heavy Equipment Welder Trades of Seventh Intake Trainees. Process Operator Trades and Mining Operator Trades are continuing to on the job training ( OJT ) during this period.
48 | Safety, Health & Environmental Report

50 | Safety, Health & Environmental Report

Safety, Health & Environmental Report | 51
Safety and Environmental Training
Safety, Environment & Loss-Control Training Program

52 | Safety, Health & Environmental Report
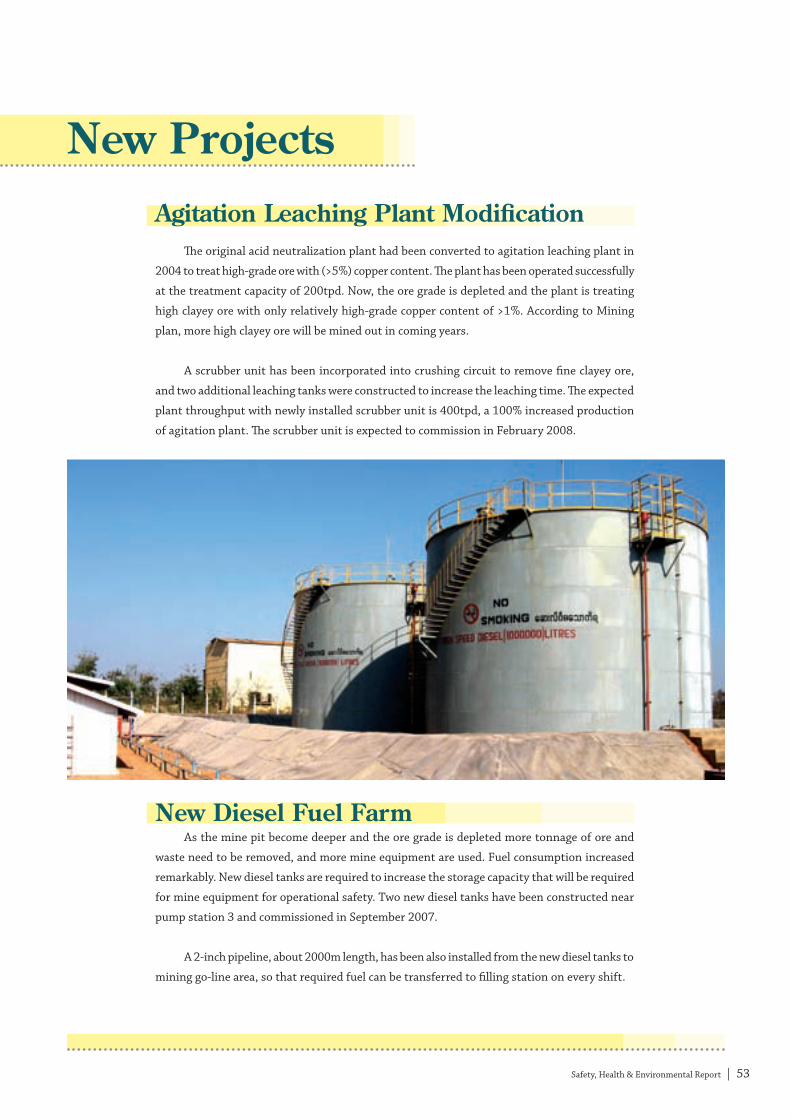
52 | Safety, Health & Environmental Report Safety, Health & Environmental Report | 53
New Projects
New Diesel Fuel Farm As the mine pit become deeper and the ore grade is depleted more tonnage of ore and
waste need to be removed, and more mine equipment are used. Fuel consumption increased
remarkably. New diesel tanks are required to increase the storage capacity that will be required
for mine equipment for operational safety. Two new diesel tanks have been constructed near
pump station 3 and commissioned in September 2007.
A 2-inch pipeline, about 2000m length, has been also installed from the new diesel tanks to
mining go-line area, so that required fuel can be transferred to filling station on every shift.
The original acid neutralization plant had been converted to agitation leaching plant in
2004 to treat high-grade ore with (>5%) copper content. The plant has been operated successfully
at the treatment capacity of 200tpd. Now, the ore grade is depleted and the plant is treating
high clayey ore with only relatively high-grade copper content of >1%. According to Mining
plan, more high clayey ore will be mined out in coming years.
A scrubber unit has been incorporated into crushing circuit to remove fine clayey ore,
and two additional leaching tanks were constructed to increase the leaching time. The expected
plant throughput with newly installed scrubber unit is 400tpd, a 100% increased production
of agitation plant. The scrubber unit is expected to commission in February 2008.
Agitation Leaching Plant Modification

54 Safety, Health & Environmental Report
Fines Screening Plant Extension
A Fines Screen Plant has been operated
in secondary crushing section since 2004, and
removed fines for improving permeability in
heap leached cells, and so that to improve heap
leached recovery. The plant has been operating
well and significant improved copper recovery
from heap leach cell has been noticed. However,
according to previous years experience bottleneck
occurred at the existing screens to increase overall
crusher throughput. Therefore, two additional
static screens have been installed at the head of
dewatering screens, and commissioned in October
2007. Another two additional washing screens are
being installed, and expected to complete in March
2008.
There are about 36,000 tones of high grade
residue with about 4% copper content, from high
grade agitation leaching plant, in north west side
of old tailings pond. According to metallurgical
laboratory test, at least 40% of copper from the
residue is easily recoverable by re-treatment of the
residue in agitation tank. Two old tanks have been
refurbished and installed close to the residue disposal
area. The residue will be firstly recovered from the
pond by hydraulic monitoring with contaminated
solution, and then sent to agitation leaching tanks.
The total retention time in leaching tanks will be
about 2 hours. The leached slurry will be sent to
fines tailings storage dam and recovered the leached
solution by decantation method. The plant will be
commissioned in early January 2008.
Residue Treatment Plant
54 Safety, Health & Environmental Report
Fines Screening Plant Extension
A Fines Screen Plant has been operated
in secondary crushing section since 2004, and
removed fines for improving permeability in
heap leached cells, and so that to improve heap
leached recovery. The plant has been operating
well and significant improved copper recovery
from heap leach cell has been noticed. However,
according to previous years experience bottleneck
occurred at the existing screens to increase overall
crusher throughput. Therefore, two additional
static screens have been installed at the head of
dewatering screens, and commissioned in October
2007. Another two additional washing screens are
being installed, and expected to complete in March
2008.
There are about 36,000 tones of high grade
residue with about 4% copper content, from high
grade agitation leaching plant, in north west side
of old tailings pond. According to metallurgical
laboratory test, at least 40% of copper from the
residue is easily recoverable by re-treatment of the
residue in agitation tank. Two old tanks have been
refurbished and installed close to the residue disposal
area. The residue will be firstly recovered from the
pond by hydraulic monitoring with contaminated
solution, and then sent to agitation leaching tanks.
The total retention time in leaching tanks will be
about 2 hours. The leached slurry will be sent to
fines tailings storage dam and recovered the leached
solution by decantation method. The plant will be
commissioned in early January 2008.
Residue Treatment Plant
Safety, Health & Environmental Report | 55
Verification StatementsEnvironment, Occupational Health & Safety
The Myanmar Ivanhoe Copper Company Ltd (MICCL) has established an Integrated
Management System (IMS) for Quality, Environmental, and Occupational Health and Safety to
International and Australian Standards. The IMS is fully implemented at both the Yangon Office
and the minesite operations at Monywa, with the full support of Management and all Company
personnel.
SGS Systems & Services Certification Pty Ltd has been commissioned to verify the statements
made in the MICCL 2007 Safety, Health & Environmental Annual Report.
In May 2007, MICCL voluntarily suspended their Environmental Certification to ISO
14001:2004. This was done so that the Company could develop and implement an adequate
management plan to address an identified discrepancy in water monitoring results. A comprehensive
plan was carried out and in November 2007 MICCL requested that a Verification Audit be conducted
with the view to reinstatement of ISO 14001:2004. This was undertaken successfully.
The biannual reviews conducted were performed through examination of records and
supporting data, following a comprehensive sampling regime, and in conjunction with interviews
with personnel from the individual operational management areas.
MICCL sets clear Objectives and Targets for each Standard and the performance against these
items was monitored on a regular basis. The information available showed that the Objectives and
Targets had been met, and that the statements made in the Report have been substantiated.
The Environmental monitoring data continues to support the Environmental Performance
Indicators as set by the Company, and shows they are still below the levels set by the World Bank.
The commissioning of this independent assessment is a voluntary move by the Company and
is a responsible action which is to be commended.
Yours sincerely,
J.S Adie-Cooper
Senior Environmental & Occupational Health & Safety Auditor
SGS Systems & Services Certification Pty Ltd
Glossary of Terms
WebSites
MICCL: http://www.miccl.com.mmIvanhoe Mines: http://www.ivanhoemines.comSGS International Certification Services Pty Ltd: http://www.sgs.comStandards Australia: http://www.standards.com.auLondon Metal Exchange: http://www.lme.co.ukInternational Copper Association: http://www.copperinfo.com
Impact Any change to the environment, whether adverse or beneficial, wholly or partially resulting from an organisation’s activities products or services.
Incident Any unplanned event resulting in, or having a potential for injury, ill-health, damage or other loss.
KL/day kilolitres per day
Leach Cap Waste Waste rock contained in the upper 25m to 30 m of the pits where the sulphide minerals have been leached out. As such, these are generally non-acid- generating wastes.
LME London Metal Exchange
Lost-Time Injury (LTI) A work injury, which results in the inability to work one full rostered day or shift at any time after the day or shift in which the injury occurred. The number of lost workdays is the total number of rostered days on which the injury person was temporarily unable to work as a result of the injury.
Lost Time Injury The number of Lost Time Injuries per million person-Frequency Rate (LTIFR) hours worked during the period.
mg/L milligrams per litre
mg/m3 milligrams per cubic metre
Objective An overall goal for health and safety or environmental performance.
Ore Mineral-bearing rock that can be extracted and treated at a profit.
pH The measure of the acidity or alkalinity of a substance; pH 7 is neutral, below pH 7 is acidic and above pH 7 is alkaline.
Rehabilitation Treatment of disturbed areas ultimately leading to stable, vegetated land forms consistent with previous, or an acceptable alternative, use.
Risk Assessment The overall process of estimating the magnitude of risk and deciding what actions will be taken.
Risk Control The process of elimination or minimization of risks.
ROM Ore Run of Mine Ore
Solvent Extraction (SX) The solvent extraction operation upgrades the copper-bearing PLS from the heap leach in two stages.
Sulphuric Acid A colourless, oily liquid that is a strong acid and a vigorous oxidising agent.
Target Detailed performance requirements with regard to health and safety or the environment.
TDS Total Dissolved Solids
TPD Tones Per Day
TSS Total Suspended Solids
Waste Rock Rock that is mined for access to ore but does not contain economically recoverable minerals.
Wobbler An item of irrigation equipment used in heap leaching that is similar to a sprinkler.
56 | Safety, Health & Environmental Report
Acid Potential Waste Sulphide-bearing material within the pit boundaries that is sub-economic and must be stockpiled in waste dumps. Has the potential to generate ARD.
Agglomerate A small ball whereby the fine particles are bound onto coarse particles.
Agglomeration The aim of agglomeration is to minimise the potential for segregation of the coarse and fine fractions of the ore stream as it is placed on the heap-leach pad.
Bund A long length of earth construction with a trapezium-shaped cross-section that is about three to five meters wide at the base, one to two meters wide at the top; serves as containment barrier.
Carbon Dioxide(CO2) A naturally-occuring colourless, odourless., tasteless gas produced by burning fuels and during respiration.
Deslimed product Crushed ore from which slime already has been removed by washing on vibrating screens.
Disabling Injury Any incident which arises out of and in the course of duty, resulting in any occupational illness, injury or disease, and giving rise to any related temporary or permanent disablement as determined by a medical practitioner. Such an incident is generally considered disabling if the affected person is unable to continue with all of the tasks for which he/she was appointed responsible and that constitute his/her normal work duties.
Electrowinning (EW) The electrowinning process involves circulating the copper sulphate solution, produced during the solvent extraction process, through 104 EW cells, each containing 45 cathodes and 46 anodes. Copper is deposited at the cathodes when an electrical current is passed through the cells.
Environment Surroundings in which an organisation operates, including air, water, land, natural resources, flora, fauna and their interrelation.
Environmental Aspect An element of MICCL’s activities, product or services that can interact with the environment.
Environmental The part of the overall management system thatManagement System includes organisational structure, planning activities,(EMS) responsibilities, practices, procedures, processes and
resources for developing, implementing, achieving, reviewing and maintaining the environment policy.
GJ gigajoule
Ground Water All water occurring below the land surface.
ha hectares(10,000 m2)
Hazard A source or a situation with a potential for harm in terms of human injury or ill-health, damage to property, damage to the environment, or a combination of these.
Hazards identification The process of recognizing that a hazard exists and defining its characteristics.
HDPE High Density Polyethylene, used as a protective barrier.
Hydrocarbon Any compound of carbon and hydrogen, but usually a substance such as fuel, oil or grease.

Glossary of Terms
WebSites
MICCL: http://www.miccl.com.mmIvanhoe Mines: http://www.ivanhoemines.comSGS International Certification Services Pty Ltd: http://www.sgs.comStandards Australia: http://www.standards.com.auLondon Metal Exchange: http://www.lme.co.ukInternational Copper Association: http://www.copperinfo.com
Impact Any change to the environment, whether adverse or beneficial, wholly or partially resulting from an organisation’s activities products or services.
Incident Any unplanned event resulting in, or having a potential for injury, ill-health, damage or other loss.
KL/day kilolitres per day
Leach Cap Waste Waste rock contained in the upper 25m to 30 m of the pits where the sulphide minerals have been leached out. As such, these are generally non-acid- generating wastes.
LME London Metal Exchange
Lost-Time Injury (LTI) A work injury, which results in the inability to work one full rostered day or shift at any time after the day or shift in which the injury occurred. The number of lost workdays is the total number of rostered days on which the injury person was temporarily unable to work as a result of the injury.
Lost Time Injury The number of Lost Time Injuries per million person-Frequency Rate (LTIFR) hours worked during the period.
mg/L milligrams per litre
mg/m3 milligrams per cubic metre
Objective An overall goal for health and safety or environmental performance.
Ore Mineral-bearing rock that can be extracted and treated at a profit.
pH The measure of the acidity or alkalinity of a substance; pH 7 is neutral, below pH 7 is acidic and above pH 7 is alkaline.
Rehabilitation Treatment of disturbed areas ultimately leading to stable, vegetated land forms consistent with previous, or an acceptable alternative, use.
Risk Assessment The overall process of estimating the magnitude of risk and deciding what actions will be taken.
Risk Control The process of elimination or minimization of risks.
ROM Ore Run of Mine Ore
Solvent Extraction (SX) The solvent extraction operation upgrades the copper-bearing PLS from the heap leach in two stages.
Sulphuric Acid A colourless, oily liquid that is a strong acid and a vigorous oxidising agent.
Target Detailed performance requirements with regard to health and safety or the environment.
TDS Total Dissolved Solids
TPD Tones Per Day
TSS Total Suspended Solids
Waste Rock Rock that is mined for access to ore but does not contain economically recoverable minerals.
Wobbler An item of irrigation equipment used in heap leaching that is similar to a sprinkler.
56 | Safety, Health & Environmental Report
Acid Potential Waste Sulphide-bearing material within the pit boundaries that is sub-economic and must be stockpiled in waste dumps. Has the potential to generate ARD.
Agglomerate A small ball whereby the fine particles are bound onto coarse particles.
Agglomeration The aim of agglomeration is to minimise the potential for segregation of the coarse and fine fractions of the ore stream as it is placed on the heap-leach pad.
Bund A long length of earth construction with a trapezium-shaped cross-section that is about three to five meters wide at the base, one to two meters wide at the top; serves as containment barrier.
Carbon Dioxide(CO2) A naturally-occuring colourless, odourless., tasteless gas produced by burning fuels and during respiration.
Deslimed product Crushed ore from which slime already has been removed by washing on vibrating screens.
Disabling Injury Any incident which arises out of and in the course of duty, resulting in any occupational illness, injury or disease, and giving rise to any related temporary or permanent disablement as determined by a medical practitioner. Such an incident is generally considered disabling if the affected person is unable to continue with all of the tasks for which he/she was appointed responsible and that constitute his/her normal work duties.
Electrowinning (EW) The electrowinning process involves circulating the copper sulphate solution, produced during the solvent extraction process, through 104 EW cells, each containing 45 cathodes and 46 anodes. Copper is deposited at the cathodes when an electrical current is passed through the cells.
Environment Surroundings in which an organisation operates, including air, water, land, natural resources, flora, fauna and their interrelation.
Environmental Aspect An element of MICCL’s activities, product or services that can interact with the environment.
Environmental The part of the overall management system thatManagement System includes organisational structure, planning activities,(EMS) responsibilities, practices, procedures, processes and
resources for developing, implementing, achieving, reviewing and maintaining the environment policy.
GJ gigajoule
Ground Water All water occurring below the land surface.
ha hectares(10,000 m2)
Hazard A source or a situation with a potential for harm in terms of human injury or ill-health, damage to property, damage to the environment, or a combination of these.
Hazards identification The process of recognizing that a hazard exists and defining its characteristics.
HDPE High Density Polyethylene, used as a protective barrier.
Hydrocarbon Any compound of carbon and hydrogen, but usually a substance such as fuel, oil or grease.



















