M/s. Siddapur Distilleries Limited., SAMRAKSHAN · b Cooling Tower Make Water 432.0 Cooling Tower...
22
EXECUTIVE SUMMARY OF ENVIRONMENTAL IMPACT ASSESSMENT For Proposed Expansion of Molasses Based Distillery Plant from 60 KLPD to 70 KLPD By Process and Modification in Existing Distillery Plant of M/s. Siddapur Distilleries Limited., Sy. Nos. 49/2B/1 & 2, 57/2D & 2E, 58/1B, 58/1A/3, 66/4D, 85/2, 87, 93/2/3, 95/1A, 95/1B, 107/2, Siddapur village, Jamkhandi Taluk, Bagalkot District, Karnataka State. Prepared By SAMRAKSHAN F- 4, I Floor, Swastik Manandi Arcade, S. C. Road, Sheshadripuram, Bangalore - 560 020. Phone : 080-23460102 Email : [email protected] : [email protected] Web : www.samrakshan.co.in
Transcript of M/s. Siddapur Distilleries Limited., SAMRAKSHAN · b Cooling Tower Make Water 432.0 Cooling Tower...

EXECUTIVE SUMMARY OF ENVIRONMENTAL IMPACT ASSESSMENT
For Proposed Expansion of Molasses Based
Distillery Plant from 60 KLPD to 70 KLPD By Process and Modification in Existing Distillery Plant
of
M/s. Siddapur Distilleries Limited., Sy. Nos. 49/2B/1 & 2, 57/2D & 2E, 58/1B, 58/1A/3, 66/4D, 85/2, 87,
93/2/3, 95/1A, 95/1B, 107/2, Siddapur village, Jamkhandi Taluk, Bagalkot District, Karnataka State.
Prepared By
SAMRAKSHAN F- 4, I Floor, Swastik Manandi Arcade, S. C. Road, Sheshadripuram, Bangalore - 560 020. Phone : 080-23460102 Email : [email protected] : [email protected] Web : www.samrakshan.co.in

M/s. Siddapur Distilleries Limited.,
English Executive Summary - 1 -
CHAPTER 1
PROJECT DESCRIPTION
1.0 INTRODUCTION
Siddapur Distilleries Limited and Shri Prabhulingeshwar Sugars & Chemicals limitedunits are
Public Limited Companiesregistered under the Company’s Act 1956.SDL is having its Registered
Office and Plant site at Siddapur Village, JamkhandiTaluk, Bagalkot District. Shri
Prabhulingeshwar Sugars & Chemicals limited consisting about 14,000 members holding Equity
& Preference shares. The sugar plant of Shri Prabhulingeshwar Sugars & Chemicals limitedand
distilleryof Siddapur Distilleries Limited are located adjacent to each other at
SiddapurVillage,JamkhandiTaluk, Bagalkot District.
Siddapur Distilleries Limited has established a Distillery Plant having a facility for the production
of Rectified Spirit/ENA/Ethanolwith a capacity of 60 KLPD in the year 2004atSy. Nos. 49/2B/1 &
2, 57/2D & 2E, 58/1B, 58/1A/3, 66/4D, 85/2, 87, 93/2/3, 95/1 & 107/2, Siddapur village of
JamkhandiTq of Bagalkotdist of Karnataka. Adjacent to this distillery is Shri Prabhulingeshwar
Sugars & Chemicals Limited, having a sugar cane crushing capacity of 11,500 TCD. Google map
is appended as fig 1.0
Alcohol is produced in the distilleries by fermentation of molasses and distillation processes.
Spent wash produced as effluent is the major pollutant from the distilleries. It is highly
contaminated with inorganic and organic pollutant. Proper handling and disposal of spent wash
is necessary to prevent its adverse impact on the environment.
The Environmental Clearance has been obtained from MOEF for the Molasses Based Distillery
Plant for 60 KLPD capacity under EIA Notification 2006 vide EC letter no F.No. J-
11011/274/2003-IA II Dated July 1st 2004, and also Consent for Establishment from KSPCB.The
industry is in operation with valid Consent for Operation from KSPCB.
1.1 EXPANSION OF SIDDAPUR DISTILLERY Limited
M/s. Siddapur Distilleries Limited., proposes to expand and modify its existing Molasses Based
Distillery Plant from 60 KLPD to 70 KLPD to produce Potable Grade Rectified Spirit, Extra Neutral
Alcohol and Fuel Alcohol to meet the requirements of Potable Alcohol, Pharmaceuticals
Industries and Oil Companies for blending ethanol with petrol. The proposed increase in
capacity is planned through process modification in its existing Distillery Plant.

M/s. Siddapur Distilleries Limited.,
English Executive Summary - 2 -
As per EIA Notification 2006, this expansion project requires to obtain Environmental Clearance
from Ministry of Environmental Forest, Govt. of India as this is a category A project under the
schedule to the Notification. Accordingly, an application in Form-1 along with pre -feasibility
report was submitted to MoEFfile no. F.No.- IA-J-11011/10/2017-IA-II(I), IA-J-11011/10/2017-
IA-II (I) dated on 11 Jan 2017. The EAC in the meeting held on 27th February, 2017 has
examined the pre-feasibility report and issued Terms of Reference for preparation of EIA.
The draft EIA report is prepared duly incorporating the terms of reference given by the Ministry
of Environment, Forest & Climate Change.
The proposed expansion and modifications is envisaged by changing the process technology
and thereby increasing the capacity of distillery plant. Molasses is easily available from parent
sugar factory i.e Shri Prabhulingeshwara Sugars & Chemicals Limited (SPSCL). It is proposed to
adopt fed batch fermentation process wherein, for each batch of fermentation new yeast
culture is used to get higher yield of alcohol. The expected improvement in yield due to the
conversion of the existing “Continuous Fermentation System” into “Fed Batch System’’ is
Alcohol content in Fermented Wash will increase from 9.0 %v/v to 9.50% v/v to 10.50 % v/v
to11.0% v/v.
1.2 RAW MATERIALS REQUIRED
Molasses is the main raw materials. A detail of the raw material used in the plant is in the
table 1.0 below.
Table 1.0: Raw materials requirement
Sr No Particulars Quantity MT/Month
EXISTING
1 Molasses 6720
2 Defoamer 3.0
3 Urea 1.3
4 DAP 1.2
PROPOSED EXPANSION
1 Molasses 7800
2 Defoamer 3.5
3 Urea 1.5
4 DAP 1.4

M/s. Siddapur Distilleries Limited.,
English Executive Summary - 3 -
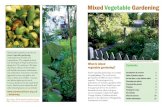
Fig 1.0 Map showing the Project Site Location on District Map of Bagalkot
LOCATION MAP
LOCATION
MAP OF THE
PROJECT SITE

M/s. Siddapur Distilleries Limited.,
English Executive Summary - 4 -
1.3 SOURCE OF WATER SUPPLY
The total water demand of 770 KLD is met from Krishna River. The requirement of water for the unit is for domestic, industrial purposes. Details are as under:
1.4 WATER DEMAND AND WASTEWATER DISCHARGE DURING OPERATION PHASE
Total number of employees: 115 people
The total quantity of water requirement for the industry is about 770 KLD. The break-up of the
consumption of water and wastewater generation is as presented in Table 1.1& 1.3.
Table 1.1 Water Consumption and Discharge
Sl
No
Particulars Existing water
Consumption in
KL / Day(60KLPD)
Particulars Water Consumption in KL /
Day(70KLPD)
1 Water Consumption details
a Fresh water for
molasses dilution
416.0 Fresh water for
molasses
dilution
230.0 KLD fresh water + 170
KLD will be used from treated
wastewater
b Cooling Tower
Make Water
432.0 Cooling Tower
Make Water
432.0
c Domestic 4.5 Domestic 4.5
d Gardening 70.0 Gardening 70
e Others 12.5 Others 28.5
f Floor washing 5.0 Floor washing 5.0
Total 940.0 Total 940 KLD
Note: -
1) Sanctioned raw water quantity is 940 KLD from irrigation department Govt. of Karnataka.
2) Maximum fresh water requirement for molasses based process is 770 KLD (70 KLD utilizing
for Gardening).
1.5 TECHNOLOGY & PROCESS DESCRIPTION
Rectified Spirit/ENA/Ethanol production in the plant is based on Fed Batch Fermentation
Technology. The process flow chart is shown below.

M/s. Siddapur Distilleries Limited.,
English Executive Summary - 5 -
Fig 1.2 Process flow chart

M/s. Siddapur Distilleries Limited.,
English Executive Summary - 6 -
Production of Rectified spirit is mainly carried under the following three steps.
1. Dilution - Preparation of molasses for fermentation
2. Fermentation - Production of alcohol from fermentable sugars in molasses soln.
3. Distillation - Product Recovery
Dilution of molasses and addition of yeast
In fed batch fermentation process the required quantity of water taken into fermenter first, it
takes 2-3 Hrs, then 20% volume culture is inoculated from Pre-fermenters (PFs) to fermenter
(Takes 1 Hr), after this refilling of pre-fermenters. Then required quantity of molasses feeding
starts to ferment at slow feed; it takes 15-18 Hrs. In this period nutrients (Urea & DAP) added in
ppm base to the fermentation and Pre-fermentation for healthy growth of the Yeast cells.
Fermentation Process
When molasses feeding is stopped, the stock is retained in the fermenter for 10-12 Hrs for
complete conversion of fermentable sugars. In fermentation process the residual sugars (RS%)
left is 1.25 % to 1.30 %. The overall time required for completion of a fermentation is 30-32 Hrs.
After this, the fermented wash consists of organic solids and dead yeast biomass is separated
through decanter, the solids separate out and the clear wash collected into CWT (Clarified wash
tank). This wash is ready for distillation process.
The Major difference b/w continuous & Fed batch Fermentation process is stated in table 1.2
Table 1.2Major difference b/w continuous & Fed batch Fermentation process
Sl. No. Description Continuous Fed batch
1 Alcohol yield
in %
9.5 % 11 %
2 Yeast
generation
Less More
3 Spent wash Based on Molasses :
420 KLD
Based on molasses
420 KLD
4 Spent lees Based on Molasses:
80 KLD
Based on Molasses :
70 KLD
5 Water
consumption
940 KLD 770 KLD

M/s. Siddapur Distilleries Limited.,
English Executive Summary - 7 -
Distillation Process In the Distillation process separation of alcohol and impurities from fermented wash at different temperatures take place with the help of steam. The following columns are operated:
1. CO2 stripper column(Degassifier)
2. Stripping Column(Analyser)
3. Pre-rectifier column(PRC)
4. Extraction column(ED)
5. Rectifier column(RC)
6. Refining column(Simmering)
7. Fusel oil column(FOC)
8. Aldehyde column(Head Concentration Column or HCC)
The fermented wash first fed to CO2 stripping column, before this the fermented wash is
pre-heated from stripping column’s bottom spent wash, in this column low boiling point
alcohols and gases are removed. Then the wash fed to stripping column, stripper column wash
is heating from pre-rectifier column (PRC) top vapors. Bottom product of stripper column is
called ‘spent wash’. The top alcohol vapors are passes through evaporator bodies (For
concentrating the spent wash) to stripper condensers, here alcohol vapors condensed using
cooling tower water as coolant. Again, this condensed alcohol is fed to PRC. PRC operates at
elevated steam at reboiler, in this column LFO (Low Fusel Oil) and HFO (High Fusel Oil) separate
out and fed to Fusel oil column (FOC). And bottom product of PRC is called PRC lees. The top
vapors are very rich in alcohol and condensed in condenser and partly refluxed to the same
column and draw is again fed to Extraction column. In ED column, further dilution of the alcohol
takes place for improving the quality of alcohol. This condensed alcohol is known as rectified
spirit (RS).
This rectified spirit is fed to refining column few impurities (DA) separated and collected as
impure spirit (IS) and from the bottom product of refining column is cooled and collected as
ENA(Extra neutral alcohol).
MOLECULAR SIEVE DEHYDRATION (ETHANOL) Rectified Spirit at Ageotropic concentration (constant boiling mixture) is pumped through Feed
pump. The rectified spirit will first pass to sieve vaporizer through feed economizer which will
convert the rectified Spirit to superheated alcohol vapors with the help of steam as heat source
in sieve vaporizer. This super-heated alcohol vapors are passed in molecular sieve bed, the
output material from molecular sieve bed is anhydrous alcohol and Ethanol.

M/s. Siddapur Distilleries Limited.,
English Executive Summary - 8 -
Table: - 1.3Waste Water Generation and treatment and disposal from Existing & Proposed
Distillery
Sl.
No
Particulars Existing
Waste water
Generation,
treatment &
disposal
in KL / Day(60KLPD)
Expansion Waste
water Generation,
treatment & disposal
in KL / Day(70KLPD)
treatment & disposal
in KL / Day(70KLPD)
a Spent
Wash
420.0
Concentrated Spent
wash is treated in
Bio-methanization
plant followed by
Composting using
press mud and yeast
sludge
420.0
Concentrated Spent
wash is treated in
Bio-methanization
plant followed by
Composting using
press mud and yeast
sludge
b Spent
Leese
80.0
Treated along with
the sugar plant
effluent in Sugar
Plant ETP and used
for irrigation.
70.0
Treated in Physico
chemical treatment
and reused in
dilution of molasses
or Cooling Tower
make up water. c Condensat
e water
80.0
100.0
d Sewage 3.2
Septic Tank
Followed Soak fit
3.2
Septic Tank Followed
Soak fit
Total 583.2 593.2
1.6 POWER
The proposed project is expansion of existing & consented operating unit & therefore power
requirement of the Distillery plant is 800 KW/Hr, Distillery has given on lease a 2.50 MW TG set
to our parent sugar plant i.e. SPSCL. The required power is available. During off season it shall
depend on 1000KVA DG set only.
1.7COST OF THE PLANT
The industry “M/s. Siddapur Distilleries Limited.,” is a large scale industrial unit with a total
capital investment of the Expansion project is Rs.1.16 crores. The total production capacity
proposed is 70 KLPD.

M/s. Siddapur Distilleries Limited.,
English Executive Summary - 9 -
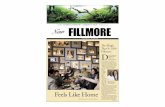
1.8 WASTE WATER TREATMENT SCHEME
The concentrated spent wash sent to Bio-digester and Bio-digester outlet to compost yard.
Evaporated water known as process condensate, this condensate recycled used to process after
Physico-chemical treatment.
Fig: - 1.3 ETP FLOW DIAGRAM
Raw Spent Wash
Re-Boiler/Evaporation
Storage Lagoon
Treated Physio Chemical system
Anaerobic Digester
Concentrated Spent Wash
Condensated water
Reused in Process Section/Cooling Tower
Water
Press Mud from Sugar Factory
Bio-Composting Process
Compost Manure to Farmers
Spent Lees
Make up

M/s. Siddapur Distilleries Limited.,
English Executive Summary - 10 -
1.9 SOLID &HAZARDOUS WASTE GENERATION AND MANAGEMENT
Sl.
No.
Type Quantity Storage Utilization/disposal
Molasses based
Existing
(60KLPD)
Proposed
(70KLPD)
1 Fermenter
yeast Sludge
20 TPD
20 + 6
=26 TPD
Separated by Decanter
machine &collected in
Tractor Trolley
Mixed with Press Mud
converting into organic
manure.
Hazardous Waste
2 Waste oil 300 LPA
300 LPA Sealed Carboys Used as lubricant for
Compost yard Aero
tiller & Composting
Machinery within the
premises.

M/s. Siddapur Distilleries Limited.,
English Executive Summary - 11 -
CHAPTER 2
DESCRIPTION OF THE ENVIRONMENT Base line environmental data were collected primary and secondary sources for the study area
of 10km region from the site. The environmental parameters studied were weather, air, water,
soil,ecology and socio-economic status.
2.1 CLIMATE
The region experiences dry climate with hot summer and moderate winter. Monthly maximum
Temperature during summer and minimum temperature during winter reach to 41 0C and 180C,
respectively. Relative humidity is in the range of 28% to 41% during summer &70 % to 79%
during monsoon. Average annual rain fall is 278.52 mm and most of the precipitation occurs
during July to September.
2.2 AIR ENVIRONMENT
In the present expansion, there is no additional air pollution sources. In the existing distillery
operation, the steam requirement is met by Sri Prabhulingeshwara Sugars & Chemicals
Limited., there also there is no additional boiler requirement to meet the steam demand at the
distillery. Therefore, there is no additional air pollution impact on the environment.
Ambient air quality of the study area was monitored at eight different locations. Monitoring
was carried out in the month of April 2017. The sampling and analysis was carried out through
NABL accredited laboratory Nichrome Testing Laboratory And Research Private Limited,
Dharwad. The concentration of pollutants such as SPM10, SO2 and NOX were measured. The
summary is as under;

M/s. Siddapur Distilleries Limited.,
English Executive Summary - 12 -
Sl.
No
Parameters Standards
(24 hours average)
µg/m3applicable for
residential and rural
area
Observed Minimum
and Maximum value
within the plant area.
µg/m3
Observed Minimum and
Maximum value Outside
the plant area
µg/m3
1 Particulate matter
2.5 micron size
60 24.72 - 29.6 12.98 - 22.3
2 Particulate matter
10 micron size
100 76.25 - 84.29 41.58 - 63.58
3. S02 80 3.98 – 4.98 2.46 - 3.98
The quality of air in the region is good and within the permissible limits for the rural area and
observed to be not affected by the operation of the industry.
2.3 SOIL QUALITY The quality of soil samples collected from 8 different locations in the study area was analyzed. The soil in the region is sandy loam to medium black cotton soil. The soils are slightly alkaline with moderate organic carbon and other nutrients. The soil is fertile and suitable for agriculture. The soil around the industry is not affected. Infact, the compost prepared using spent wash and sugar plants press mud is making the agriculture soil more fertile.
2.4 WATER ENVIRONMENT
The quality of ground water samples from 8 bore wells around the site and surface water
samples of Kattikere were monitored. The lake water is suitable for drinking after conventional
treatment and disinfection. Parameters are within the permissible limits and suitable for
drinking water.
2.5 SOCIO ECONOMICAL The region is basically agrarian and crops cultivated are ground nut, maize, sun flower, cotton and sugar cane. No protected forests or thick plantations in the region. There is no endangered flora or fauna species in the region. The region is rural and economically backward. Infrastructure facilities including education, medical, road, transportation and job opportunity are limited.

M/s. Siddapur Distilleries Limited.,
English Executive Summary - 13 -
CHAPTER 3
ANTICIPATED ENVIRONMENTAL IMPACTS &
MITIGATION MEASURES Waste water, gaseous emissions and solid wastes is generated from the ethanol plant as listed below. These wastes will be effectively treated to avoid their adverse impact on environment. 3.1 WASTE WATER Source, treatment & disposal of waste water is given below.
The industry is a zero discharge plant.
The wastewater generated from the proposed project is about 593.2 KLD [3.2KLD –
domestic sewage and 590 KLD industrial effluents (420-RSW + 70- Spent Leese +100-
Process Condensate. Spent leese and Process condensate Treated with physico-
chemicals treatment method reused in process dilution or cooling tower make up
water).
The following table 3.1 presents the EMP for water quality.
Table 3.1:- Water quality management during operation phase
Sewage/effluent
generated from
Treatment provided Final disposal point
(a) Domestic Sewage is treated in septic tank Disposed in Soak pit.
(b) Industrial
spent wash
RSW (Raw Spent Wash) is treated in
biomethanization plant followed by Bio-
Composting to achieve ZLD Concept. The
compost yard area is 31.5 Acres and entire
area is made impervious using RCC it is
constructed as per CPCB protocol.
Converted to compost using press
mud.
(c) Spent leese Spent leese and condensate from Evaporator
are treated in the Physico-chemical
treatment plant
Treated water is re-used in cooling
tower make up or in fermentation
dilution purpose.

M/s. Siddapur Distilleries Limited.,
English Executive Summary - 14 -
3.2 GASEOUS EMISSIONS
The sources, air pollution control measures and disposal of gaseous emissions are given
below.
There are no air emission sources except a DG set of 1000 kVA.
Pollutants like SPM, SO2, NOx and CO are envisaged from the project mainly due to burning of
diesel in DGs, Exhausts from these sources will be emitted from stacks of adequate height for
dispersion of gaseous pollutants.
The following table 3.2 presents the EMP for air quality management during operation phase.
Table 3.2: -Air quality management during operation phase
Environmental
impacts
Mitigation proposed
DG sets, DG set is provided with acoustic enclosures.
Equipment selected will ensure that the exhaust
emission standards is as per the Standards prescribed by
KSPCB.
Periodic check and maintenance is proposed.
Ambient air quality Ambient air quality monitoring as per the prescribed
norms at regular intervals is proposed.
3.3 SOLID WASTES AND ITS DISPOSAL
The types of solid wastes generated can be categorized as under:
1. Fermented yeast sludge
2. Domestic waste
3. Hazardous waste

M/s. Siddapur Distilleries Limited.,
English Executive Summary - 15 -
The various mitigation measures to be adopted during collection and disposal of wastes are as
follows:
Fermenter yeast Sludge is separated by Decanter machine & collected in Tractor Trolley
and Mixed with Press Mud and composted along with spent wash.
The domestic wastes are segregated at source, collected in bins and composted. The in-
organic solid waste will be sent for recycling.
Waste oil generated from the industry is collected in Sealed Carboys and Used as
lubricant for Compost yard aero tiller & Composting Machinery within the premises.
3.4 ODOR MANAGEMENT
Typical odorous compounds in distillery are alcohol, Iso butyl alcohol (fusel oils), Acetic
acid.
Causes of odor are bad management of fermentation house, long retention of
fermented wash, yeast sludge handling, untreated effluent drains & compost area.
3.5 Odor Mitigation measures
Better housekeeping by regular steaming of all fermentation equipment’s.
Regular steaming of all fermentation equipment.
Use of efficient bio-cides to control bacterial contamination.
Control of temperature during fermentation to avoid on activation/killing of yeast.
Avoiding storing of fermented wash beyond the required tank.
Immediate disposal of yeast sludge to compost yard and mixing with press mud.
Planting aromatic plants and trees around the compost yard.

M/s. Siddapur Distilleries Limited.,
English Executive Summary - 16 -
CHAPTER-4
ENVIRONMENTAL MONITORING PROGRAMME An Environmental Cell is well established in the industry to implement and monitor
environmental policy and programme.
4.1 Environmental Cell
Environmental cell is directly under the control of Managing director and Environmental
department is formed with environmental scientist, laboratory chemists and operators to
operate pollution control, environmental protection measures and environmental activities in
the distillery.
4.2 Environmental Monitoring
Self-monitoring system consisting of well-equipped laboratory and manpower is established in
the industry with man power and facilities to analyze waste water, soil, stack emission, ambient
air etc. to ascertain the compliances of environmental norms and standards.
4.3 Online monitoring
As per the directives of CPCB and KSPCB, for online monitoring flow meter and camera is
provided and the same is connected to the CPCB online Portal for continuous surveillance.
4.4 Environmental Records
Environmental department will maintain log sheets and records for operation and maintenance
of pollution control and related facilities.
4.5Budget for Environmental Management
The investment on monitoring facility will be Rs. 1.785Crores and the recurring cost of
monitoring will be Rs. 88 Lakhs per year.

M/s. Siddapur Distilleries Limited.,
English Executive Summary - 17 -
CHAPTER 5
ADDITIONAL STUDIES 5.1 PUBLIC CONSULTATION The Public hearing and Public consultation as per the guidelines will be conducted in co-operation with KSPCB. 5.2 RISK ASSESSMENT
An industry with its complex nature of activities involving man, material and machineries of
various nature and has a number of associated hazards. Risk assessment studies are being
conducted to ensure safety and reliability of plant through a systematic and scientific methods
to identify possible failures and prevent their occurrences before they actually cause disasters
and production loss.
Risk assessment studies have been carried out to assess the work case scenarios of the plant
operations and to formulate a Disaster Management Plan.
Table: - 5.1 Final Product Storage
SL.NO. Types of Chemicals
stored Number of tanks
Capacity(BL)
1 Rectified Spirit
Bulk storage-01
Receiver-03
956785.50
226170.00
2
ENA
Bulk storage-03
Bulk storage-01
Bulk storage-01
Receiver-03
956785 (Each)
250000
190000
182124
3 IS
Bulk storage-01
Receiver-03
99702
63612
4 TA
Bulk storage-01
Receiver-03
153195
63612
5
FA
Bulk storage-01
Bulk storage-02
Receiver-03
858721.50
950000(Each)
182124
6 DS Tanks-02 75390
7
Molasses
Day storage-01
Masonry pit-01
M.S Storage Tank-03
750MT
1100MT
6500MT(Each)

M/s. Siddapur Distilleries Limited.,
English Executive Summary - 18 -
Ethanol is a clear, colorless and flammable liquid. It has the boiling point of 78 0C, ignition point
of 363 0C and explosive limits of 3.3 % - 19.0 % by volume. Based on the preliminary hazard
identification, the storage and handling facilities of ethanol have been recognized as distinctive
and relatively evidential risk source. Such situation can cause fire or explosions depending upon
the situation. Necessary safeguards have been taken to prevent the same.
Table 5.2 :- STORAGE CONDITION AND HAZARDOUS NATURE
Hazardous
chemical Physical state
Material of
construction Storage pressure
Hazardous
Nature
Molasses Liquid (viscous) MS Atmospheric Flammable and
acidic
Rectified Spirit Liquid MS Atmospheric Flammable &
Toxic
ENA Liquid MS Atmospheric Flammable &
Toxic
5.3 SAFETY MANAGEMENT AND PERSONNEL HEALTH CARE PROGRAMME Environment cum Safety officer is appointed in the industry to manage safety and Occupational
health care programme.
i. Safety training is given to the employees.
ii. Safety appliances, first aid medical kits and Personnel protective is maintained.
iii.Health and safety related displays will be provided in the work place and premise.
iv. Firefighting facility including Fire hydrants, fire extinguishers and fire protective appliances
is provided.
v. Medical Checkups and health records of employees is maintained.
5.4 EMERGENCY MANAGEMENT PLAN
Even though all safety measures are adopted, the hazards leading to emergency situations are
likely occur in the industries under unforeseen circumstances. “Emergency Management Plan”
(EMP) for the proposed industry is prepared with the main objective to keep the organization in
a state of readiness to contain the emergency and its cascading effect and to bring the incident
under control with priority to saving of life, preventing injury and loss of property and also to
bring back the plant to normality and working condition.

M/s. Siddapur Distilleries Limited.,
English Executive Summary - 19 -
CHAPTER 6
PROJECT BENEFITS
Project is based on agricultural raw material and rural location.
The conclusions drawn from the above study relates to the fact that the proposed expansion of
the molasses based distillery industry undertaken by the management of the industry has
certain level or marginal impacts on the local environmental setting, which will not affect the
natural environmental setting of the study zone either drastically or otherwise. However,
certain beneficial impacts are anticipated in terms of the employment opportunities created
during the operation of the industry and the farmers around the industry will be benefited.
Also, there will be economic growth at the regional level.
1. The use and importance of alcohol is well known as an ingredient in beverages and industrial
raw material for manufacture of a variety of organic chemicals including pharmaceuticals,
cosmetics, potable alcohol etc. also as a potential fuel in the form of power alcohol when
blended with petrol.
2. Alcohol is produced from molasses which is a renewable source and a by-product of the
sugar Industry.
3. With enhancement in sugar cane cultivation in the country, the production of molasses from
the sugar industry has greatly increased. The sugar industries are facing the problem for storage
and disposal of molasses. It is necessary to create additional capacity for utilization of molasses.
This will enable sugar factories to give better prices to the farmers supplying sugar cane.
4. The plant nutrients present in spent wash are recovered in compost or boiler ash. These
products are rich in micro and other nutrients and therefore useful to the formers to enhance
the nutrient values of the soil.
SOCIAL INFRASTRUCTURE
SDL had implemented various social welfare measures in the vicinity of Project.
a. Temple: The Company has constructed a temple in the office premises. This allows the staff,
workers and their families to gather in the temple yard on festivals and other days.
b. Medical Facilities: The factory has a hospital facility consisting of a Doctor for treatment of the
patients. Apart from this, the Company has also provided a mobile hospital van with all the
necessary equipment’s to attend emergency cases.

M/s. Siddapur Distilleries Limited.,
English Executive Summary - 20 -
c. Health Camps: To assist the general public of around the villages of the factory, the Company
organizes every year a “Free Health Camp” with the assistance from Wanless Mission Hospital,
Miraj. About 2500 to 3000 villagers, farmers, workers and others are taking advantage of this
camp. Free health checkup, free distribution of medicines and free food was also served to all
the people who came to the camp. Apart from this, the Doctors of the Wanless Mission
Hospital assisted some of the serious patients by inviting them to their Miraj Hospital for
providing further necessary treatments at concessional charges.
d. The Company has provided a separate land of 3 acres named “Kailash” for construction of
various temples to create holy atmosphere in the factory premises. There is a plan to plant
2000 Ayurvedic Medicinal plants which will help for preparing Ayurvedic Medicines.
e. For recreational purpose, 3 playgrounds are provided in the factory premises; for playing volley
ball, Kabaddi and other games, football, cricket and other games which are named as “Nehru
Maidan” and “Gandhi Maidan”. Further, for children a separate play ground is provided. The
Company has conducted competitions in volley ball and other games. Players from nearby
villages have participated in these competitions.
f. The Company has taken up and developed certain roads connecting the factory from nearby
villages as well as to Siddapur, etc.
g. The Company has contributed by providing free of cost sugar, to some social organizations who
conducted mass marriages, etc. Likewise, free of cost sugar was also given to various temples
and special organizations for assisting the social activities of the public in nearby villages. The
Company has also donated liberally for assisting the educational institutions, by contributing
towards construction cost of school buildings.
h. The Company is also distributing the bio compost to villagers and cane growers at concessional
rates, which is used as manure.
i. Education Facilities: In the area of operation education facilities from primary to graduation
level are available, which take care of educational need of farmers and employees.
j. The Company is providing concessional rate bus/tempo fare to the workers who are travelling
from nearby places like Jamkhandi, Mudhol, etc., The Company has also arranged
transportation for children to go to Jamkhandi for attending the school.

M/s. Siddapur Distilleries Limited.,
English Executive Summary - 21 -
CHAPTER-7
ENVIRONMENTAL MANAGEMENTAL PLAN
A comprehensive environmental management plan is adopted consisting of environmental protection measures as indicated below. i. Establishment of pollution control facilities to manage gaseous emissions, waste water and Solid wastes. ii. Operation and Maintenance of pollution control facilities. iii. Green belt and greenery development in and around the factory site iv. Storm water management & Rain water harvesting v. Paving and lining of roads, fuel and solid storage yards. vi. The solid storage yard and spent wash storage tanks is suitably lined to prevent Percolation. vii. Personal health care programme, emergency management plan and safety management Systems is implemented in the distillery. Viii. Establishment of Environmental Cell, Environmental department and self-monitoring systems in the industry. iX. Periodical monitoring of emission sources, compost and effluent are carried out as per the stipulation by KSPCB. x. the zero-discharge concept has been adopted for the distillery spent wash management. Conclusion: To put it in a nut shell the management of M/s. Siddapur Distilleries Limited., strongly believes
in the concept of sustainable development and understands the impacts of the proposed
industry on the environment from the Environmental Impact Assessment studies conducted. It
is committed to develop its industry without giving room for any adverse impacts on the
environment and also lays emphasis on the implementation of the recommendations of the
Environmental Management Plan in true spirits for Sustainable Development.