MProcesses_Notes_11.ppt
64
Metal Casting Metal Casting Manufacturing Manufacturing Processes Processes
-
Upload
krishna-vamsi -
Category
Documents
-
view
216 -
download
2
Transcript of MProcesses_Notes_11.ppt

Metal CastingMetal Casting
ManufacturingManufacturingProcessesProcesses

OutlineOutline
Sand CastingSand CastingShell Mold CastingShell Mold CastingPlaster Mold CastingPlaster Mold CastingCeramic Mold CastingCeramic Mold CastingInvestment CastingInvestment CastingVacuum CastingVacuum CastingDie CastingDie CastingCentrifugal CastingCentrifugal CastingSqueeze Casting and Semisolid Metal Squeeze Casting and Semisolid Metal FormingFormingCasting Single CrystalsCasting Single CrystalsRapid SolidificationRapid SolidificationMeltingMeltingDesign ConsiderationsDesign Considerations

Examples of Cast PartsExamples of Cast Parts

Examples of Cast PartsExamples of Cast Parts

Typical Casting MetalsTypical Casting Metals
AluminumAluminumAluminum-silicon alloyAluminum-silicon alloyAluminum-copperAluminum-copperBrassBrassGray cast ironGray cast ironCopperCopperLeadLeadSteelSteel

Casting ProcessesCasting Processes

Casting ProcessesCasting Processes

Sand CastingSand Casting
Uses a mold made of compressed Uses a mold made of compressed sand; after the metal solidifies, the sand; after the metal solidifies, the sand is broken awaysand is broken away

Sand CastingSand Casting
PatternPatternFull sized model of the partFull sized model of the part
CoreCoreFull sized model of the interior surfaces of the partFull sized model of the interior surfaces of the part
Sand Silica (SiOSand Silica (SiO22))90% sand90% sand3% water3% water7% clay7% clay

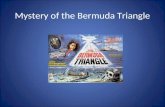
Sand Casting MoldSand Casting MoldDefinitions:
Core: A sand shaped insert placed in the mold cavity to produce internal features on the part.
Cope: The upper half of the sand mold. Drag: The lower half of the sand mold.
Flask: A box made of wood or metal to contain the sand. Gates: Multiple openings in the mold to allow the molten brass to flow into the mold cavity. Gating System: A passage where the molten brass flows into the mold. The gating system is made up of the pouring cup, sprue, runner and gates.
Mold: A cavity or matrix by which molten brass is shaped into a desired product.

Parting Line:The line where the top and bottom halves of the sand mold meet.
Pattern: A representation of the final product used to imprint the shape into the sand. Risers: Reservoirs called risers inside the mold, which is filled with the molten brass to compensate for shrinkage or"feed" the mold cavity during the solidification process. Runner: The horizontal part of the gating system, which supplies molten brass to the gates. Sprue: The vertical part of the gating system, which is connected to the pouring cup at the top and feeds the runner with molten brass at the bottom. Vent: An opening in the mold to allow the escape of hot gases.
Sand Casting MoldSand Casting MoldDefinitions:

Sand Casting MoldSand Casting Mold

Sand Casting MoldSand Casting Mold
Possible Defects:

Sand CastingSand Casting
Advantages:Advantages:Almost no limit on size, shape, weight or Almost no limit on size, shape, weight or complexity; low cost; almost any metalcomplexity; low cost; almost any metal
Limitations:Limitations:Relatively poor tolerances and surface finish; Relatively poor tolerances and surface finish; machining often required; low production ratemachining often required; low production rate
Common metals:Common metals:Cast irons, steel, stainless steel, casting alloys of Cast irons, steel, stainless steel, casting alloys of aluminum and copper, magnesium and nickelaluminum and copper, magnesium and nickel

Sand CastingSand Casting
Size limits:Size limits:1 oz – 6000 lb1 oz – 6000 lb
Thickness limits:Thickness limits:As thin as 3/32 in, no maximumAs thin as 3/32 in, no maximum
Tolerances:Tolerances:1/32 in for the first 6 in, .003 in for each additional 1/32 in for the first 6 in, .003 in for each additional inch; additional increment across the parting lineinch; additional increment across the parting line
Draft allowance:Draft allowance:1 - 3°1 - 3°
Surface finish:Surface finish:100 -1000 µin100 -1000 µin

Shell CastingShell Casting
Casting process in which the mold is a thin shell Casting process in which the mold is a thin shell (typically 3/8 inch) made of sand held together by (typically 3/8 inch) made of sand held together by a thermosetting bindera thermosetting binder

Shell CastingShell Casting

Shell CastingShell Casting

Shell CastingShell Casting

Shell CastingShell Casting
Advantages:Advantages:Higher production rate than sand casting; high Higher production rate than sand casting; high dimensional accuracy and smooth finishdimensional accuracy and smooth finish
Limitations:Limitations:Requires expensive metal patterns; resin adds to Requires expensive metal patterns; resin adds to cost; part size is limitedcost; part size is limited
Common metals:Common metals:Cast irons, casting alloys of aluminum and copperCast irons, casting alloys of aluminum and copper

Shell CastingShell Casting
Size limits:Size limits:1 oz minimum; usually less than 25 lb; mold area 1 oz minimum; usually less than 25 lb; mold area usually less than 500 inusually less than 500 in22
Thickness limits:Thickness limits:1/16 – ¼ in depending on material1/16 – ¼ in depending on material
Tolerances:Tolerances:.005 in/in.005 in/in
Draft allowance:Draft allowance:¼ - ½°¼ - ½°
Surface finish:Surface finish:50 – 150 µin50 – 150 µin

Plaster Mold CastingPlaster Mold CastingPlaster mold castingPlaster mold casting is a metalworking casting is a metalworking casting
process similar to sand casting except the molding process similar to sand casting except the molding material is plaster of paris instead of sand.material is plaster of paris instead of sand.
In In plaster mold castingplaster mold casting, a plaster, usually gypsum or , a plaster, usually gypsum or calcium sulfate, is mixed with talc, sand, asbestos, calcium sulfate, is mixed with talc, sand, asbestos, and sodium silicate and water to form a slurry. This and sodium silicate and water to form a slurry. This slurry is sprayed on the polished surfaces of the slurry is sprayed on the polished surfaces of the pattern halves (usually brass). The slurry sets in pattern halves (usually brass). The slurry sets in less than 15 minutes to form the mold. The mold less than 15 minutes to form the mold. The mold halves are extracted carefully from the pattern, and halves are extracted carefully from the pattern, and then dried in an oven. then dried in an oven.
The mold halves are carefully assembled, along with The mold halves are carefully assembled, along with the cores. The molten metal is poured in the molds. the cores. The molten metal is poured in the molds. After the metals cools down, the plaster is broken After the metals cools down, the plaster is broken and the cores washed out. and the cores washed out.
Low temperature melting materials such as aluminum, Low temperature melting materials such as aluminum, copper, magnesium and zinc can be cast using this copper, magnesium and zinc can be cast using this process. This process is used to make quick process. This process is used to make quick prototype parts as well as limited production parts.prototype parts as well as limited production parts.

Plaster Mold CastingPlaster Mold Casting
Advantages:Advantages:High dimensional accuracy and smooth finish; High dimensional accuracy and smooth finish; can make net- or near-net-shaped partscan make net- or near-net-shaped parts
Limitations:Limitations:Lower temperature nonferrous metals only; Lower temperature nonferrous metals only;
Long molding time;Long molding time;Mold material is not reusable; Mold material is not reusable; Maximum size limitedMaximum size limited
Common metals:Common metals:Primarily aluminum and copperPrimarily aluminum and copper

Plaster Mold CastingPlaster Mold Casting
Size limits:Size limits:1 oz – 15 lb1 oz – 15 lb
Thickness limits:Thickness limits:As thin as .025 inAs thin as .025 in
Tolerances:Tolerances:.005 in on the first 2 in; .002 in per additional inch.005 in on the first 2 in; .002 in per additional inch
Draft allowance:Draft allowance:½ - 1°½ - 1°
Surface finish:Surface finish:50-125 µin50-125 µin

Ceramic Mold CastingCeramic Mold Casting
Uses a mold made of refractory Uses a mold made of refractory ceramic materials which can be ceramic materials which can be used for high-temperature used for high-temperature applicationsapplications

Ceramic Mold CastingCeramic Mold Casting

Ceramic Mold CastingCeramic Mold Casting
Advantages:Advantages:Intricate detail, close tolerances, Intricate detail, close tolerances, smooth finishsmooth finish
Limitations:Limitations:Mold material is expensive and not Mold material is expensive and not reusablereusable
Common metals:Common metals:Ferrous and high-temperature Ferrous and high-temperature nonferrous metals are most nonferrous metals are most common; can be used with alloys of common; can be used with alloys of aluminum, copper, magnesium, aluminum, copper, magnesium, titanium and zinctitanium and zinc

Ceramic Mold CastingCeramic Mold Casting
Size limits:Size limits:Several ounces to several tonsSeveral ounces to several tons
Thickness limits:Thickness limits:As thin as .05 in, no maximumAs thin as .05 in, no maximum
Tolerances:Tolerances:.005 in on the first inch; .003 in per additional inch.005 in on the first inch; .003 in per additional inch
Draft allowanceDraft allowance::1°1°
Surface finish:Surface finish:75-150 µin75-150 µin

Investment CastingInvestment CastingInvestment castingInvestment casting is also known as the lost wax is also known as the lost wax
process. This process is one of the oldest process. This process is one of the oldest manufacturing processes.manufacturing processes.
The wax patterns are typically injection molded into a The wax patterns are typically injection molded into a metal die and are formed as one piecemetal die and are formed as one piece
Several of these patterns are attached to a central Several of these patterns are attached to a central wax gating system (sprue, runners, and risers), to wax gating system (sprue, runners, and risers), to form a tree-like assembly. The gating system form a tree-like assembly. The gating system forms the channels through which the molten forms the channels through which the molten metal will flow to the mold cavity.metal will flow to the mold cavity.
This "pattern tree" is dipped into a slurry of fine This "pattern tree" is dipped into a slurry of fine ceramic particles, coated with more coarse ceramic particles, coated with more coarse particles, and then dried to form a ceramic shell particles, and then dried to form a ceramic shell around the patterns and gating system.around the patterns and gating system.
The mold is placed in a inverted position and heated, The mold is placed in a inverted position and heated, which helps the wax that flow down to be collected which helps the wax that flow down to be collected for reuse.for reuse.
When the wax completely melts out, the void space is When the wax completely melts out, the void space is filled with molten metal.filled with molten metal.

Investment CastingInvestment Casting

Example of a Wax Example of a Wax PatternPattern

Example of a Coated Example of a Coated PatternPattern

Investment CastingInvestment Casting
Advantages:Advantages:Excellent surface finish; Excellent surface finish; High dimensional accuracy; High dimensional accuracy; Nearly unlimited complexity; Nearly unlimited complexity; Almost any metal; Almost any metal; No flash or parting lineNo flash or parting line
Limitations:Limitations:Expensive patterns and molds; Expensive patterns and molds; High labor costs;High labor costs;Limited sizeLimited size
Common metals:Common metals:Mainly aluminum, copper and steel; also used Mainly aluminum, copper and steel; also used with stainless steel, nickel, magnesium and with stainless steel, nickel, magnesium and precious metalsprecious metals

Investment CastingInvestment Casting
Size limits:Size limits:As small as 1/10 oz; usually less than 10 lbAs small as 1/10 oz; usually less than 10 lb
Thickness limits:Thickness limits:As thin as .025 in, less than 3 inAs thin as .025 in, less than 3 in
Tolerances:Tolerances:.005 in on the first inch; .002 in per additional inch.005 in on the first inch; .002 in per additional inch
Draft allowance:Draft allowance:none requirednone required
Surface finish:Surface finish:50-125 µin50-125 µin

Vacuum CastingVacuum CastingThe liquid mixture is poured into the mold cavity under a vacuum.
This vacuum, created by the casting machine’s pump, eliminates air from both the liquid plastic/metal and the mold cavity.
Once fully mixed, the mixture is carried from a material chamber to mold chamber through tubing by gravity/motor.
The vacuum is then released and the mold removed from the chamber.
Finally, the casting is cured in an oven and the mold removed to release the completed casting.

Vacuum CastingVacuum Casting

Permanent Mold CastingPermanent Mold Casting
Instead of using sand as the mold material, a metal is used as a mold. Typically cast iron steel is used as the mold material and the cores are made from metal or sand. Cavity surfaces are coated with a thin layer of heat resistant material such as clay or sodium silicate.

Permanent Mold CastingPermanent Mold Casting

Permanent Mold CastingPermanent Mold Casting
Advantages:Advantages:Good surface finish and dimensional Good surface finish and dimensional accuracy; metal mold causes rapid accuracy; metal mold causes rapid cooling and fine grain structure; molds cooling and fine grain structure; molds can be used up to 25 000 timescan be used up to 25 000 times
Limitations:Limitations:High initial mold cost; shape, size and High initial mold cost; shape, size and complexity are limited; mold life is very complexity are limited; mold life is very limited with metals with high melting limited with metals with high melting pointspoints
Common metals:Common metals:Alloys of aluminum, magnesium and Alloys of aluminum, magnesium and copper most common; iron and steel can copper most common; iron and steel can be used in graphite molds; alloys of lead, be used in graphite molds; alloys of lead, tin and zinc also usedtin and zinc also used

Permanent Mold CastingPermanent Mold Casting
Size limits:Size limits:Several ounces to about 150 lbSeveral ounces to about 150 lb
Thickness limits:Thickness limits:Minimum depends on material but generally Minimum depends on material but generally thicker than 1/8 in; maximum about 2 inthicker than 1/8 in; maximum about 2 in
Tolerances:Tolerances:.015 in for the first inch and .002 in for each .015 in for the first inch and .002 in for each additional inch; .01 in added across the additional inch; .01 in added across the parting lineparting line
Draft allowance:Draft allowance:2 - 3°2 - 3°
Surface finish:Surface finish:100 - 250 µin100 - 250 µin

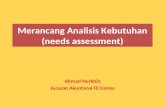
Die CastingDie Casting
Another form of permanent mold Another form of permanent mold casting; molten metal is forced casting; molten metal is forced into the mold cavity at into the mold cavity at pressures ranging from .7 MPa pressures ranging from .7 MPa - 700 MPa - 700 MPa

Die CastingDie Casting

Die CastingDie Casting

Example of a Die Example of a Die Casting MoldCasting Mold

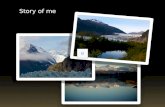
Centrifugal CastingCentrifugal Casting
Uses a rotating mold to form hollow Uses a rotating mold to form hollow cylindrical parts such as pipes, gun cylindrical parts such as pipes, gun barrels and lamp postsbarrels and lamp posts

Vertical Centrifugal Vertical Centrifugal CastingCasting

Centrifugal CastingCentrifugal Casting
Advantages:Advantages:Can produce a wide range of Can produce a wide range of cylindrical parts; good dimensional cylindrical parts; good dimensional accuracy and cleanlinessaccuracy and cleanliness
Limitations:Limitations:Limited shape; spinning equipment Limited shape; spinning equipment may be expensivemay be expensive
Common metals:Common metals:Iron, steel, stainless steel, alloys of Iron, steel, stainless steel, alloys of aluminum, copper and nickelaluminum, copper and nickel

Centrifugal CastingCentrifugal Casting
Size limits:Size limits:Up to 10 ft in diameter and 50 ft in lengthUp to 10 ft in diameter and 50 ft in length
Thickness limits:Thickness limits:Wall thickness .1 – 5 inWall thickness .1 – 5 in
Tolerances:Tolerances:Outer diameter within .1 in; inner Outer diameter within .1 in; inner diameter within about .15 indiameter within about .15 in
Draft allowance:Draft allowance:1/8 in / ft1/8 in / ft
Surface finish:Surface finish:40 - 100 µin40 - 100 µin

Semicentrifugal CastingSemicentrifugal Casting
Uses a rotating mold to form parts Uses a rotating mold to form parts with radial symmetry, such as with radial symmetry, such as wheels with spokeswheels with spokes

Squeeze CastingSqueeze Casting
A combination of casting and forging; A combination of casting and forging; a die applies pressure as the metal a die applies pressure as the metal solidifiessolidifies

Casting Single CrystalsCasting Single Crystals
Uses a slow crystal-growth Uses a slow crystal-growth solidification procedure to solidification procedure to produce parts made of a single produce parts made of a single crystal with no grain crystal with no grain boundariesboundaries
A helical constriction only allows A helical constriction only allows one crystal of favorable one crystal of favorable orientation to grow into and fill orientation to grow into and fill the mold chamberthe mold chamber

Casting Single CrystalsCasting Single Crystals

Rapid SolidificationRapid Solidification
Cools metal rapidly at rates as high Cools metal rapidly at rates as high as 10as 1066 K/s so that it cannot K/s so that it cannot crystallize and instead forms an crystallize and instead forms an amorphous glasslike structureamorphous glasslike structure

Melting FurnacesMelting Furnaces
CupolaCupolaCrucible FurnaceCrucible FurnaceInduction FurnaceInduction Furnace

Melting FurnacesMelting Furnaces
CupolaCupolaA vertical cylindrical furnace used A vertical cylindrical furnace used for melting cast ironfor melting cast iron

Melting FurnacesMelting Furnaces
Crucible furnaceCrucible furnaceMelts metal without direct contact Melts metal without direct contact with a burning fuel mixturewith a burning fuel mixture

Melting FurnacesMelting Furnaces
Induction furnaceInduction furnaceUses an alternating magnetic field Uses an alternating magnetic field to heat the metalto heat the metal

Design ConsiderationsDesign Considerations

Design ConsiderationsDesign Considerations

Design ConsiderationsDesign Considerations

Design ConsiderationsDesign Considerations

Casting AlloysCasting Alloys

SummarySummary
A variety of casting processes A variety of casting processes are available for different are available for different applicationsapplications
Design considerations must be Design considerations must be taken to prevent casting taken to prevent casting defectsdefects