Unit 3: Art and the Moving Image: Video Art and Installation
Upload
rudywesterveltCategory
view
193download
1
Moving From Art to Science
Manufacturing in the 21st Century

Your Workforce
Past Present
Employee Life Less than 3 years
Progression Decade Months
Living for Future Now
Work life balance Work Life
Process Art Control/data
Process knowledge High Low
Work Load Reasonable Overburdened
Job Function Well Defined Multiple Roles
Computer knowledge Low High
Moving From Art to Science

Cost + Control
Resource Cost Control
Materials $$$ Yes
People $$$ ?
Assets $$$$$$$ Yes
Parts $$ Yes
Process ? ?
Improving Cost Control & Throughput with Process Control
Your process combines the costs of materials, people, assets, and parts for all activities needed to make each product. When you control each area, you can control your costs.

Increase Throughput
• Raw material receiving / storage• Processing/batching• Pasteurized/processed product
storage• Filling / Packaging• Effluent• CIP
Do you have the visibility of these areas of the process?
If you could improve flow through one area would it improve performance and profitability?
Improving Cost Control & Throughput with Process Control
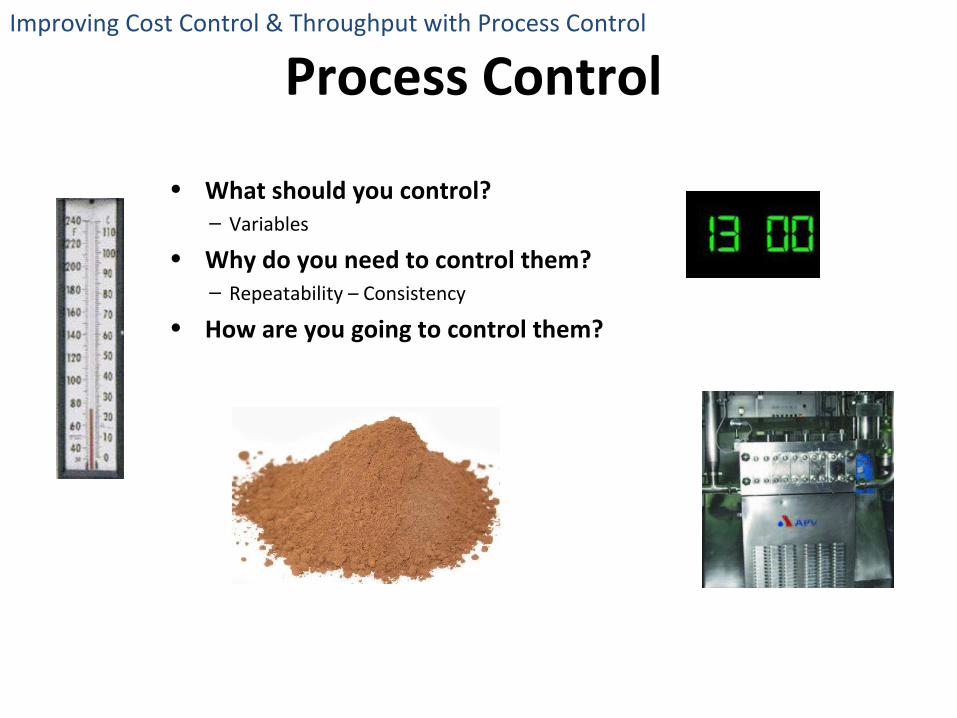
Process Control
• What should you control?– Variables
• Why do you need to control them?– Repeatability – Consistency
• How are you going to control them?
Improving Cost Control & Throughput with Process Control

Managing Operations with Information

Receiving► Problem: Only visibility to receiving operations is paper trail• Original hardware & software controls to move
milk, actuating pumps, valves, air-blows
► Solution: Added additional hardware & software• Meters and software to integrate compositional data, truck, transport
data, testing data, billed and scaled amounts, destination tanks, flows and tank levels
► Results: Caught losses of milk left on tanker (20 gal to 1000 gallons)
• Immediate HMI view and notification on large losses• Used information to study trends by operator, driver, carrier, day of the
week, receiving bay, etc.• Discovered loss occurring late on weekends with one driver• Broke multi-million dollar theft ring
Real Life Dairy Manufacturing Problems and Solutions

Cream Press
►Problem: “Blew Cream Press”• Lost material, lost time, inconsistent fat level
►Solution: New plate package and Automated controls
►Results: Consistent BF, improved temperature control, improved yield
• Improved visibility of the process
Real Life Dairy Manufacturing Problems and Solutions

Managing Inventories• Collection tools: Paper and
pencil or sensor technology• Automation: Track amount,
usage and temperatures• View in plant at HMI and on
desktop• Provide alerts and information
for plant operations, purchasing, sales, planning, and other departments
• Provide emailed or live inventory to suppliers to assist in managing inventory levels to match usage
Real Life Dairy Manufacturing Problems and Solutions

Contaminated Product
• Discovery: Visually on display (Tank temperature too high, volume too high)
• Correlation: Events – Receiving and CIP• Identification: Sequence of events and operators responsible• Control: Liability
ChemicalsMilk
Real Life Dairy Manufacturing Problems and Solutions

Batch
Typical ProblemsVariables to Measure &
Control
Missing Ingredients • Flows
• Quantities
• Ingredients
• Agitation
• Mixing
• Temperature
Wrong Ingredients
Wrong BF
Under-Stabilized
Over-Stabilized
Over-Fortification
Wrong pH
Wrong BRIX
Air Incorporation
Real Life Dairy Manufacturing Problems and Solutions
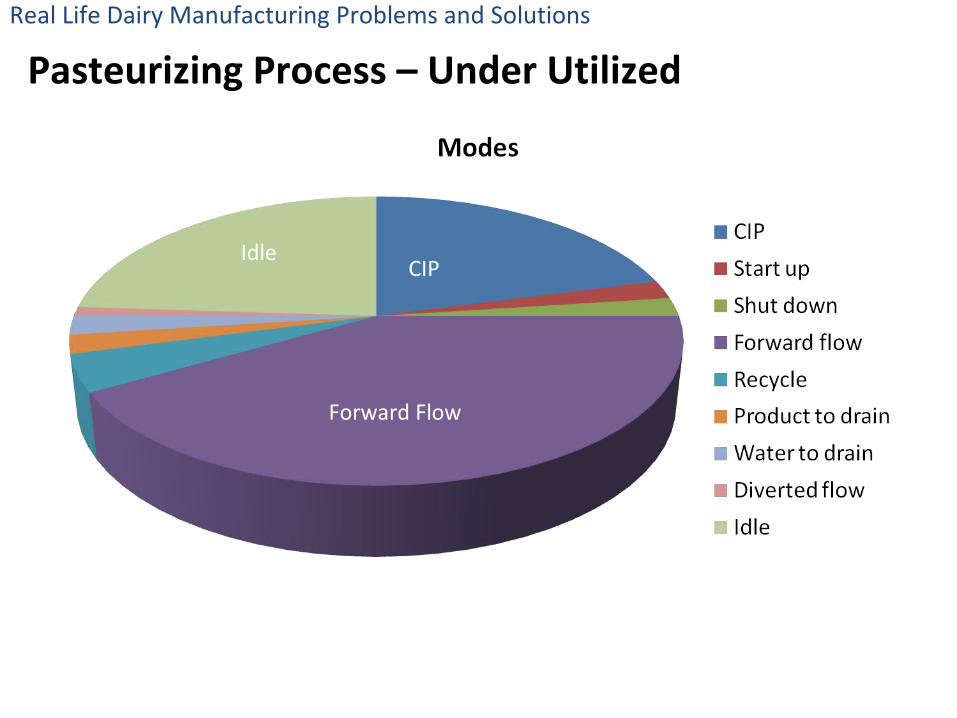
Pasteurizing Process – Under Utilized
Idle
Real Life Dairy Manufacturing Problems and Solutions
Forward Flow
CIP

Pasteurizing Process – Time Lost
Recycle
Divert
Forward Flow
Real Life Dairy Manufacturing Problems and Solutions
CIP

Filling / Packaging
Quality, Yield, Utilization Issues
Measurements Area Affected
Leakage Visual/Electronic Shrinkage
Over/under fill Scale/Volumetric Shrinkage/Lost Sale
Volume Metered in vs. Package Count
Meter value, Sensor Yield and Shrinkage
Lack of packaging Bottles, packages per minute OEE
CIP/COP Duration of CIP Availability
Downtime too highNumber/duration per shift per reason
OEE, Distribution
Changeovers Number/duration per shift Throughput
Wrong product Product, tank, label, time Shrinkage, OEE
Real Life Dairy Manufacturing Problems and Solutions

Cost Control and Process Control
►“Get what you pay for”
►Control inventory• Monitor Receipts vs. Billing vs. Shipments
►Effective use of resources and assets• Waste or Loss Reduction
• Resource in equals Finished Product out
►Efficiently use of resources and assets• Manpower reductions
• Increase machine time available for sales
►Develop accurate costing• Activity Based Costing

Sustain Results ►Train and Empower People• Job knowledge to make good decisions• Authority to make decisions
►Provide Effective Tools and Systems
►Provide Accurate, Actionable Information• Information is real-time, with correlated events
►Act on the Information• Given the responsibility and training to act • Held accountable for actions
►Achieve Sustained Results• Ownership and Reward

Shrink Control/Loss Prevention
ABC Dairy► Problem:
• Monthly loss of butterfat (3%), total loss (2.5%)• Needed visibility because only knew loss on monthly basis
► Solution:• Hardware/software installed to measure product
metered into and out of each area of the plant.• Developed daily utilization reports based on predicted or
expected yield vs. actual and identify loss by area.• Reduced loss in receiving, storage, batching, processing, and
packaging to less than 1%.
► Results:• Annual savings: $600,000
Controlling Costs and Sustaining Results

Effluent/Waste WaterXYZ Dairy►Problem: Fines for Fats, oils and grease in waste stream
►Discovery: • Test for fats, oils, greases• Butterfat was the largest contributor
►Solution:• Hardware/software; installed optical sensor, opacity meter,
recording system, annunciator
• When sensor alarmed, immediately responded to all plant areas
• Isolated areas and found sources (CIP, Separator, Cream Loadout)
• Developed new procedures and added programming to reduce loss of product and eliminate violations
►Results: • Annual savings: $80,000
Controlling Costs and Sustaining Results

Rudy’s Top 5 Focus Areas