Molasses as an external carbon source for anaerobic treatment of sulphite evaporator condensate
8
Molasses as an external carbon source for anaerobic treatment of sulphite evaporator condensate Flávio Silva a , Helena Nadais a , António Prates b,1 , Luís Arroja a , Isabel Capela a, * a CESAM, Department of Environment and Planning, University of Aveiro, Campus Universitário Santiago, 3810-193 Aveiro, Portugal b Caima – Indústria de Celulose, S.A., Constância-Sul, 2250-058 Constância, Portugal article info Article history: Received 16 June 2008 Received in revised form 10 October 2008 Accepted 16 October 2008 Available online 22 November 2008 Keywords: Anaerobic digestion Sulphite evaporator condensate Molasses Red liquor Inhibition abstract Failures in stability and COD removal performance often occurred in full-scale anaerobic reactors treating the evaporator condensate from a sulphite pulp mill due to substrate inhibition and occasional contam- inations with red liquor (wood cooking liquor). With this work, the beneficial effect provided by the con- tinuous addition of an external carbon source (sugarcane molasses) on the overall performance and stability of the biological process was evaluated. With a moderate addition of molasses the inhibition was mitigated which led to an increase of the COD removal rate from 52% to 77% and a methane produc- tion increase from 460 to 1650 ml d 1 at an organic loading rate of 2.61 g COD l 1 d 1 . A similar conclu- sion can be drawn for the case when contamination with red liquor occurs. These results suggest that sugarcane molasses addition may be regarded as a low-cost operational strategy for the anaerobic treat- ment of sulphite evaporator condensate. Ó 2008 Elsevier Ltd. All rights reserved. 1. Introduction In a sulphite pulp mill, the wood pulping process generates a considerable amount of pollutants characterised by high biochem- ical oxygen demand (BOD), chemical oxygen demand (COD), suspended solids (SS), toxicity and colour when untreated or poorly treated effluents are discharged to receiving waters (Pokhrel and Viraraghavan, 2004). Several advances in biological treatment of this kind of effluents have occurred over the last years, fuelled largely by increasingly strict regulations on dis- charges to receiving water bodies. As a wastewater management strategy at pulp industries, the separation of specific streams is a common practice, such as the case of the wood cooking red liquor used in sulphite pulping process. In this process, sulphurous acid and bisulphite are added into the wood digester to extract the cel- lulose from the wood chips. The red liquor is condensed in a multi- ple evaporator system for chemicals reuse. Although most of the sulphite is recycled back into the pulping process, there are still significant amounts of residual sulphur compounds in the evapora- tor condensate (Smook, 1999; Zhou et al., 2007). The resulting li- quid current (sulphite evaporator condensate) is an acid stream that contains high quantities of acetic acid, which makes it suitable to be treated by an anaerobic process, before joining the other mill effluents for treatment in an activated sludge process. Because of the raw materials and the producing process, the quality of this wastewater varies over a very wide range, containing acetic acid, methanol, furfural, sulphate and sulphite. Typical COD removal data for the treatment of pulp mill wastewaters shows that a rela- tively constant removal efficiency of about 80–90% can be achieved (Thompson et al., 2001). In spite of a general good running of the anaerobic treatment process some inhibition and stability problems may occur in the digester due to the fact that sulphite evaporator condensate (EC) presents high concentrations of acetic acid and sulphur com- pounds (SO 2 and SO 4 ). Rao et al. (2007) reported that free sulphide concentration in the range of 300–390 mg l 1 was inhibitory to mixed cultures of sulphur-reducing bacteria treating a flue gas effluent containing SO 2 . Kaksonen et al. (2004) also reported inhi- bition to mixed cultures of sulphate-reducing bacteria treating acidic metal-containing wastewater at concentrations of sulphide in the range of 250–350 mg l 1 . To overcome sulphur inhibition Driessen et al. (2000) suggested SO 2 removal in a stripping tower before the anaerobic treatment of sulphite evaporator condensate to get higher efficiencies and Zhou et al. (2007) found that direct limited aeration in the UASB reactor was beneficial to methano- gens because it instigated sulphite oxidization and H 2 S removal. Recalcitrant materials present in EC effluent require adaptation of anaerobic biomass, leading to the development of specific biological species such as furfural degraders, or sulphur-reducing 0960-8524/$ - see front matter Ó 2008 Elsevier Ltd. All rights reserved. doi:10.1016/j.biortech.2008.10.029 * Corresponding author. Tel.: +351 234 370 200; fax: +351 234 429 290. E-mail address: [email protected] (I. Capela). 1 Tel.: +351 249 730 000/+351 234 370 200; fax: +351 249 736 284/+351 234 429 290. Bioresource Technology 100 (2009) 1943–1950 Contents lists available at ScienceDirect Bioresource Technology journal homepage: www.elsevier.com/locate/biortech
-
Upload
flavio-silva -
Category
Documents
-
view
212 -
download
0
Transcript of Molasses as an external carbon source for anaerobic treatment of sulphite evaporator condensate

Bioresource Technology 100 (2009) 1943–1950
Contents lists available at ScienceDirect
Bioresource Technology
journal homepage: www.elsevier .com/locate /b ior tech
Molasses as an external carbon source for anaerobic treatment of sulphiteevaporator condensate
Flávio Silva a, Helena Nadais a, António Prates b,1, Luís Arroja a, Isabel Capela a,*
a CESAM, Department of Environment and Planning, University of Aveiro, Campus Universitário Santiago, 3810-193 Aveiro, Portugalb Caima – Indústria de Celulose, S.A., Constância-Sul, 2250-058 Constância, Portugal
a r t i c l e i n f o
Article history:Received 16 June 2008Received in revised form 10 October 2008Accepted 16 October 2008Available online 22 November 2008
Keywords:Anaerobic digestionSulphite evaporator condensateMolassesRed liquorInhibition
0960-8524/$ - see front matter � 2008 Elsevier Ltd. Adoi:10.1016/j.biortech.2008.10.029
* Corresponding author. Tel.: +351 234 370 200; faE-mail address: [email protected] (I. Capela).
1 Tel.: +351 249 730 000/+351 234 370 200; fax: +35290.
a b s t r a c t
Failures in stability and COD removal performance often occurred in full-scale anaerobic reactors treatingthe evaporator condensate from a sulphite pulp mill due to substrate inhibition and occasional contam-inations with red liquor (wood cooking liquor). With this work, the beneficial effect provided by the con-tinuous addition of an external carbon source (sugarcane molasses) on the overall performance andstability of the biological process was evaluated. With a moderate addition of molasses the inhibitionwas mitigated which led to an increase of the COD removal rate from 52% to 77% and a methane produc-tion increase from 460 to 1650 ml d�1 at an organic loading rate of 2.61 g COD l�1 d�1. A similar conclu-sion can be drawn for the case when contamination with red liquor occurs. These results suggest thatsugarcane molasses addition may be regarded as a low-cost operational strategy for the anaerobic treat-ment of sulphite evaporator condensate.
� 2008 Elsevier Ltd. All rights reserved.
1. Introduction
In a sulphite pulp mill, the wood pulping process generates aconsiderable amount of pollutants characterised by high biochem-ical oxygen demand (BOD), chemical oxygen demand (COD),suspended solids (SS), toxicity and colour when untreated orpoorly treated effluents are discharged to receiving waters(Pokhrel and Viraraghavan, 2004). Several advances in biologicaltreatment of this kind of effluents have occurred over the lastyears, fuelled largely by increasingly strict regulations on dis-charges to receiving water bodies. As a wastewater managementstrategy at pulp industries, the separation of specific streams is acommon practice, such as the case of the wood cooking red liquorused in sulphite pulping process. In this process, sulphurous acidand bisulphite are added into the wood digester to extract the cel-lulose from the wood chips. The red liquor is condensed in a multi-ple evaporator system for chemicals reuse. Although most of thesulphite is recycled back into the pulping process, there are stillsignificant amounts of residual sulphur compounds in the evapora-tor condensate (Smook, 1999; Zhou et al., 2007). The resulting li-quid current (sulphite evaporator condensate) is an acid streamthat contains high quantities of acetic acid, which makes it suitable
ll rights reserved.
x: +351 234 429 290.
1 249 736 284/+351 234 429
to be treated by an anaerobic process, before joining the other milleffluents for treatment in an activated sludge process. Because ofthe raw materials and the producing process, the quality of thiswastewater varies over a very wide range, containing acetic acid,methanol, furfural, sulphate and sulphite. Typical COD removaldata for the treatment of pulp mill wastewaters shows that a rela-tively constant removal efficiency of about 80–90% can be achieved(Thompson et al., 2001).
In spite of a general good running of the anaerobic treatmentprocess some inhibition and stability problems may occur in thedigester due to the fact that sulphite evaporator condensate (EC)presents high concentrations of acetic acid and sulphur com-pounds (SO2 and SO4). Rao et al. (2007) reported that free sulphideconcentration in the range of 300–390 mg l�1 was inhibitory tomixed cultures of sulphur-reducing bacteria treating a flue gaseffluent containing SO2. Kaksonen et al. (2004) also reported inhi-bition to mixed cultures of sulphate-reducing bacteria treatingacidic metal-containing wastewater at concentrations of sulphidein the range of 250–350 mg l�1. To overcome sulphur inhibitionDriessen et al. (2000) suggested SO2 removal in a stripping towerbefore the anaerobic treatment of sulphite evaporator condensateto get higher efficiencies and Zhou et al. (2007) found that directlimited aeration in the UASB reactor was beneficial to methano-gens because it instigated sulphite oxidization and H2S removal.
Recalcitrant materials present in EC effluent require adaptationof anaerobic biomass, leading to the development of specificbiological species such as furfural degraders, or sulphur-reducing

Table 1Characteristics of sulphite pulping streams under study (average ± standarddeviation).
Parameter Evaporator condensate (EC) Red liquor (RL)
pH 2.4 2.9TS (g l�1) 0.027 11.8
�1
1944 F. Silva et al. / Bioresource Technology 100 (2009) 1943–1950
bacteria, as they are able to deal with SO2 and SO4 present in theevaporator condensate (Driessen et al., 2000; Ney et al., 1990;Rao et al., 2007). Occasionally, the condensate to be treated maycarry high amounts of red liquor when the evaporator system iswashed in counter-current. The sulphite red liquor has a very highchemical oxygen demand mainly caused by the presence of ligno-sulphonates and carbohydrates, as well as dissolved lignin andother wood extractives, in addition to all the EC components(Jantsch et al., 2002). In this situation, stability and inhibition prob-lems may also occur in the reactor when the anaerobic bacteria arenot conveniently adapted to inhibitory compounds such as ligno-sulphonates. In addition, if a substrate pulse is applied to theanaerobic system before it has completely recovered from aninhibitory impact, a subsequent deterioration in reactor perfor-mance can be expected.
Evaporator condensate contains a relatively high acetic acid andmethanol content (accounting up to 80% of total COD content,depending on the wood source), so the anaerobic consortium thatmetabolises these substrates becomes predominant, leading tohigher number of methanogens (Methanobacterium sp., Methano-sarcina sp., Methanobrevibacter sp. and Methanothrix sp.) over fur-fural-degrading sulphate-reducing bacteria resemblingDesulfovibrio furfuralis (Ney et al., 1990). Above all the anaerobiccommunity, methanogens are those with slower growth and lowerkinetic rates, thus requiring longer periods to adjust to organic andtoxic shocks. However, if an anaerobic reactor is likely to be ex-posed to occasional pulses of toxic compounds it may be advanta-geous in some cases to intentionally and continuously add some ofthose compounds to the reactor so the microorganisms becomeacclimated to them.
There is a need to find a way to keep a good reactor perfor-mance and improve treatment stability without the need for pre-treatment steps before the anaerobic process, in order to reducethe levels of sulphite inside the reactor. The use of an external car-bon source such as sugarcane molasses may fulfil this need. Molas-ses is a by-product of the sugar refinery process and it contains ahigh sugar content ranging from 48 to 50%, mainly sucrose, glucoseand fructose, a water content of 17–25% and polysaccharides (dex-trin, pentosans and polyuronic acids) content of 2–5% (Najafpourand Shan, 2003). Many researchers have mentioned molasses asa cheap external carbon source for several biotechnology applica-tions, such as ethanol and citric acid fermentation (Najafpour andShan, 2003), alcohol and amino acid production, baker’s yeast fer-mentation, improvement of biological denitrification (Quan et al.,2005) and biological sulphate removal (Maree et al., 2004).
Within this framework, this study was carried out to test thepotential benefits of a continuous addition of molasses to theanaerobic reactor treating evaporator condensate from a sulphitepulp mill, and to try to outline information that may help thedevelopment of strategies to improve the stability of a full-scaleanaerobic reactor. In this study, semi-continuous assays were per-formed to get further indications of molasses addition benefits onEC biodegradation, either under normal treatment conditions orunder toxicity scenarios when red liquor contamination is added.
Ash (g l ) 0.005 0.3COD (g l�1) 14.4 ± 0.5 190 ± 2.8sCOD (g l�1) 13.8 ± 0.9 170 ± 2.1Furfural (g l�1) 1.600 ± 0.028 1.200Methanol (g l�1) 1.088 ± 0.041 1.180Ethanol (g l�1) 0.017 ± 0.001 nda
Acetic acid (g l�1) 11.33 ± 0.06 10.09Extractives (g l�1) nda 0.83Ligno-sulphonates (g l�1) nda 70Carbohydrates (g l�1) nda 37SO2 (g l�1) 0.390 ± 0.04 nab
SO2�4 (g l�1) 0.189 ± 0.10 nab
a Not detected.b Not available.
2. Methods
2.1. Wastewater currents and seed sludge
Industrial streams under study were collected in a sulphite pulpmill (Caima – Indústria de Celulose, S.A.) in Portugal. Chemicalcomposition of sulphite evaporator condensate depends largelyon wood processed, so condensate characteristics may vary overa wide range at different mills (Zhou et al., 2007). The wood sourceused at the mill is Eucalyptus globulus and the characteristics of the
studied currents (sulphite evaporator condensate and red liquor)are presented in Table 1.
The acetic acid (HAc) is the main form of volatile acidity of thewastewater (EC) accounting for about 79% of the total COD andaround 92% of the total VFA. This HAc content is higher than valuesfound in Zhou et al. (2007) or Driessen et al. (2000), which ac-counted for 50% of the total COD. Other chemicals, namely furfural,methanol, ethanol and SO2 present in this current also accounts forthe total COD. The ratio COD/SO2�
3;4 is 20–30, so competition of sul-phate-reducing bacteria (SRB) might not affect methanogens seri-ously. However, the high concentrations of sulphur compounds,especially sulphite, might cause toxicity to the anaerobic biomass.Some researchers found that removal of sulphur compounds wasbeneficial to anaerobic bacteria because it reduced sulphide con-centration inside the reactors (Driessen et al., 2000; Zhou et al.,2007). The low pH of EC effluent is due to the presence of aceticacid and sulphite, which needs a pre-neutralisation step beforethe feeding to the anaerobic reactor.
Although a UV-measurement system was installed at the millto detect possible inhibiting waste streams (e.g. red liquor) andprevent them from entering the anaerobic treatment plant, thereare situations where this is not possible (e.g. multiple evaporatorscleaning). So, red liquor (RL) was used in this study as a toxicstream to be added to EC effluent. Its characterisation revealed amuch higher COD content than EC, mainly caused by the presenceof ligno-sulphonates, carbohydrates and wood extractives in addi-tion to all the EC components. RL equally requires a pre-neutralisa-tion before treatment in the biological reactor due to its low pH.The acetic acid is also the main VFA form present in the red liquor,but in this case, it accounts for about 5% of the total COD.
The sugarcane molasses (M) was used in this study as an exter-nal carbon source to improve reactor stability and increase COD/SO2�
3;4 ratio. Its characterisation presented a much higher COD con-tent than the other industrial currents (1087 ± 20 g COD l�1), andits high VFA content (296 g l�1) indicates that this current, at dateof the experiments, was slightly acidified. Propionic and aceticacids are the predominant forms of volatile acidity, accountingfor about 13% and 12%, respectively of the total COD.
Anaerobic biomass used as seed sludge was taken from the full-scale anaerobic reactor treating sulphite evaporator condensatebecause it would be less severely inhibited by wood processingtoxic compounds than any other anaerobic biomass. Lime is usedat full-scale plant as a neutralising compound. Due to this type ofneutralising chemical used the anaerobic sludge presented a highamount of inorganic materials (total suspended solids = 75 g l�1
containing only 10% of volatile suspended solids), which might

F. Silva et al. / Bioresource Technology 100 (2009) 1943–1950 1945
interfere with the efficiency of biological treatment system due tothe presence of high amounts of inorganic precipitates inside thereactor and lower biomass content.
2.2. Semi-continuous experiments
Semi-continuous assays were performed using three continu-ously stirred 5 l glass contact reactors, properly maintained underanaerobic and mesophilic environment (35 �C). In each reactor adifferent ratio of evaporator condensate to molasses (EC:M) interms of COD was studied: to reactor SC1 molasses was not added;to reactor SC2 molasses was added at the proportion EC:M of 40:1;and in reactor SC3 a higher molasses addition (EC:M of 20:1) wastested.
The reactors were inoculated with anaerobic sludge corre-sponding to a concentration of 7 g VSS l�1, similar to the concentra-tion in the full-scale anaerobic reactor. Each day a pre-definedvolume (Table 2) was removed and taken as sample, and then anequal volume of feed was added to the reactors preventing the en-trance of air in the system. The feed consisted of condensate previ-ously neutralised with NaOH and NaHCO3, molasses (only for SC2and SC3 assays), settled sludge from previous sample as well asdistilled water, inorganic nutrients and sufficient alkalinity asCaCO3 to provide the system with some buffer capacity.
All the experiments were performed in two phases for eachreactor: a first period without the addition of the contaminationcurrent (Phase I) and a second period with the addition of the con-tamination current (Phase II). The contamination degree was mea-sured by the COD ratio (in percentage) of red liquor to EC effluent(a contamination degree of 50% in COD basis corresponds to a flowrate ratio RL/EC of 8%). According to Table 2, the first period of as-says was performed with increasing organic loading rate (OLR) un-til reaching the full-scale designed OLR (2.61 g COD l�1 d�1),without the addition of red liquor containing potential toxic mate-rials (Phase I). Once this loading rate was attained the main sub-strate (evaporator condensate or evaporator condensate plusmolasses) was progressively replaced by the potentially inhibitorycurrent (red liquor) up to a total substitution (Phase II). During thissecond period of the assays, the experiments were performed at aconstant OLR of 2.61 g COD l�1 d�1.
Table 2Experimental matrix of the semi-continuous assays.
Phase Operational organic loadingrate (g COD l�1 d�1)
Reactor SC1
Daily volume(ml)
CODin
(g COD l�1)
Ia 0.10 200 2.350.14 200 3.520.21 200 5.350.30 200 7.720.43 200 10.690.62 240 12.870.87 350 12.531.22 550 11.231.69 750 11.292.31 1000 11.562.61 1150 11.33
IIb 2.61 (10%RL) 500 25.962.61 (30%RL) 250 52.072.61 (50%RL) 250 52.192.61 (70%RL) 200 65.212.61 (80%RL) 100 129.532.61 (90%RL) 100 130.062.61 (100%RL) 100 130.49
RL: Red liquor (contamination current).a Load increasing period without contamination.b Contamination period.
For each operational condition, a sufficient period of time wasallowed in order to reach a steady-state which could be noticedby routine monitoring of soluble COD, methane production, pHand VFA. All the analyses were performed in accordance with stan-dard analytical procedures (APHA, 1999). Alkalinity and pH weremeasured with ‘‘Mitsubishi GT-Automatic Titrator” (methods2320B and 4500-H+B). COD was measured by colorimetric methodusing ‘‘Aqualytic COD vario PC compact” equipment (method5220 D). The solids analyses were performed using glass microfibrefilters ‘‘GF3” (47 mm diameter), analytical balance ‘‘PrecisaXB120”, drying oven ‘‘Shimadan” and muffle furnace ‘‘TermolabSR-24” (methods 2540B, 2540D and 2540E). Produced biogas wasmeasured by water displacement and the gas content analysiswas done on gas chromatograph ‘‘SRI 8610C” equipment withTCD detector. The VFA were also analysed by gas chromatographyon ‘‘Chrompack CP 9001” equipment with FID detector. SO2 in thecondensate was measured using the Iodometric Method (method4500-SO2�
3 B).
3. Results and discussion
3.1. COD removal
Fig. 1 illustrates the evolution of organic matter removal effi-ciency as a function of applied OLR (Phase I) and as a function ofthe amount of red liquor added (Phase II) for all the experiments,with or without molasses addition. COD removal efficiencies werecalculated as arithmetic averages of the experimental values ob-tained daily for each OLR applied. The error bars represent onestandard deviation unit from the experimental records. FromFig. 1, it can be observed that COD removal efficiencies present aslight decrease with the increase of applied OLR until values upto 0.9 g COD l�1 d�1 and the presence or absence of molasses didnot affect significantly the efficiency, this being almost over 90%for all reactors. However, between this organic load and the high-est tested value (2.61 g COD l�1 d�1) the COD removal efficiencydecreased for all assays. This efficiency drop is much more pro-nounced in the reactor without molasses addition (SC1) that pre-sented a removal of 52% at the highest OLR before the beginningof red liquor addition. In comparison, reactors SC2 and SC3 pre-
Reactor SC2 Reactor SC3
Daily volume(ml)
CODin
(g COD l�1)Daily volume(ml)
CODin
(g COD l�1)
200 2.65 200 2.84200 3.47 200 3.84200 5.22 200 5.34200 7.24 200 7.49200 10.82 200 10.66200 15.49 200 15.53200 21.80 200 21.79200 30.45 200 30.37300 28.14 200 42.35350 32.85 200 57.87360 36.19 220 59.26300 43.57 200 65.14200 64.84 200 65.27150 87.21 200 65.16150 86.04 200 64.99100 130.39 200 65.22100 130.25 200 65.13100 130.48 200 65.24

0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0.10
0.14
0.21
0.30
0.43
0.62
0.87
1.22
1.69
2.31
2.61
OLR (g COD L-1d-1)
CO
D re
mov
al
SC 1 SC 2 SC 3RL added (COD basis)
10% 30% 50% 70% 80% 90% 100%
2.61
Fig. 1. COD removal as a function of the OLR applied and the proportion of red liquor added for all the experiments (error bars: mean value plus or minus one standarddeviation).
1946 F. Silva et al. / Bioresource Technology 100 (2009) 1943–1950
sented higher efficiencies (77% and 74%, respectively), confirming abetter performance when molasses is added.
This decrease in the efficiency before the contamination addi-tion is probably due to the inhibition caused by the substrate itself,which contains sulphur compounds (SO2 and SO4). In a reductiveenvironment, such as an anaerobic reactor, dissolved SO2 and SO4
are converted into free and dissolved sulphide by sulphur-reducingbacteria (SRB), which is toxic to either methanogens or SRB. Raoet al. (2007) found inhibition to mixed cultures of SRB in the rangeof 300–390 mg l�1 of free sulphide.
Nevertheless, Fig. 1 also shows that the addition of molassesclearly mitigates this inhibition effect, probably due to the increas-ing of the COD/S ratio. The saccharide addition may be a way to in-crease the organic load applied to the full-scale anaerobic process,without significant loss of microbial properties for COD removal.The COD removal drop for the reactor SC1 (without molasses addi-tion) was observed at a much lower organic load than those re-ported by Driessen et al. (2000). A reason for this could be that,in their work, a SO2 removal was performed in a stripping towerto reduce its concentration from 500 mg l�1 to values of sulphidelower than 50 mg l�1, whereas in this study there was no sulphurremoval strategies and SO2 concentrations were in the range of300–600 mg l�1. In addition, EC used in this study presented amuch higher COD concentration with also a higher concentrationof acetic acid, which might lead to a further inhibition effect onthe biomass. In turn, Zhou et al. (2007) also found serious inhibi-tion on the anaerobic treatment of EC due to the high strength sul-phur compounds, and solved the problem through the applicationof direct limited aeration in a UASB reactor for sulphide oxidizationand H2S removal. Such strategy permitted to decrease the inhibi-tion and operate the reactor at an OLR of 5 g COD l�1 d�1. In thisstudy, the addition of molasses was considered as a low-cost oper-ational strategy to decrease the inhibition on the biological pro-cess, mainly when EC effluent was contaminated with red liquor,without the need for sulphur compounds removal.
After the full-scale designed OLR has been achieved (2.61 gCOD l�1 d�1), EC effluent in the feeding was progressively replaced(on a COD basis) by red liquor, until total replacement (100%). Redliquor addition caused a decrease on the COD removal efficiency,despite the maintenance of a constant OLR, in all reactors. Contam-
ination period demonstrated that assays with molasses addition(SC2 and SC3) benefit on COD removal of about 30–55% higherthan the assay without molasses (SC1). For the assays where thefeed just contained red liquor (100% contamination), the COD re-moval rates tended to stabilize on 45–48% for the assays withmolasses addition and 30% for the assay without molasses addi-tion, which also showed that the addition of molasses guaranteesa better acclimation and performance of the biomass. Hence, withrespect to COD removals, the addition of molasses is beneficial atthe designed full-scale OLR (2.61 g COD l�1 d�1) where COD re-moval increased from 52% to 74–77% without toxic contamination.When contamination with red liquor occurred at that loading rate,efficiencies 30–58% higher were achieved when molasses wasadded.
3.2. Volatile fatty acids (VFA), alkalinity and pH
As acetic acid is the main component of EC effluent, VFA analy-sis in the reactor outlet is the prime indicator for the performanceof the anaerobic process. In addition, VFA, alkalinity and pH havebeen well-recognised parameters in monitoring stability of theanaerobic systems. Fig. 2 illustrates the VFA production duringthe experiments and Fig. 3 shows the pH evolution with the OLRapplied.
For the first part of the experiment (without red liquor contam-ination), in the assay without molasses addition (Fig. 2a) aceticacid was accumulating inside the reactor up to a value of2700 mg l�1 at an OLR = 2.61 g COD l�1 d�1, indicating a responseof biomass to stress conditions (loading rate increase). The accu-mulation of VFA at higher organic loads matched a pronouncedalkalinity decrease despite the maintenance of pH (Fig. 3) and aslight decrease of methane content in the biogas (Fig. 5). Thesefacts suggest that bicarbonate alkalinity added with the feed wasnot sufficient to provide buffer capacity to face the VFA accumula-tion due to the decrease on COD removal (Fig. 1). From Fig. 2a, itcan also be observed that the beginning of contamination (RL addi-tion) led to a further biomass inhibition with the rising of VFAaccumulation (up to 4900 mg l�1 as acetic acid), as well as theappearance of VFA with higher molecular weight. Propionic andn-butyric were obtained as intermediates of the biodegradation

0
1000
2000
3000
4000
5000 10% 30% 50% 70% 80% 90% 100%
RL addition (COD basis)
Reactor SC1
0
1000
2000
3000
4000
5000
VFA
con
cent
ratio
n (m
g H
Ac
L-1)
Reactor SC2
0
1000
2000
3000
4000
5000
0.10
0.14
0.21
0.30
0.43
0.62
0.87
1.22
1.69
2.31
2.61
OLR (g COD L-1d -1 )
Acetic Propionic n-butyric
Reactor SC3
2.61
Fig. 2. VFA concentrations as acetic acid as a function of the OLR applied and the proportion of red liquor added for all the experiments. (a) reactor SC1; (b) reactor SC2 and (c)reactor SC3.
F. Silva et al. / Bioresource Technology 100 (2009) 1943–1950 1947
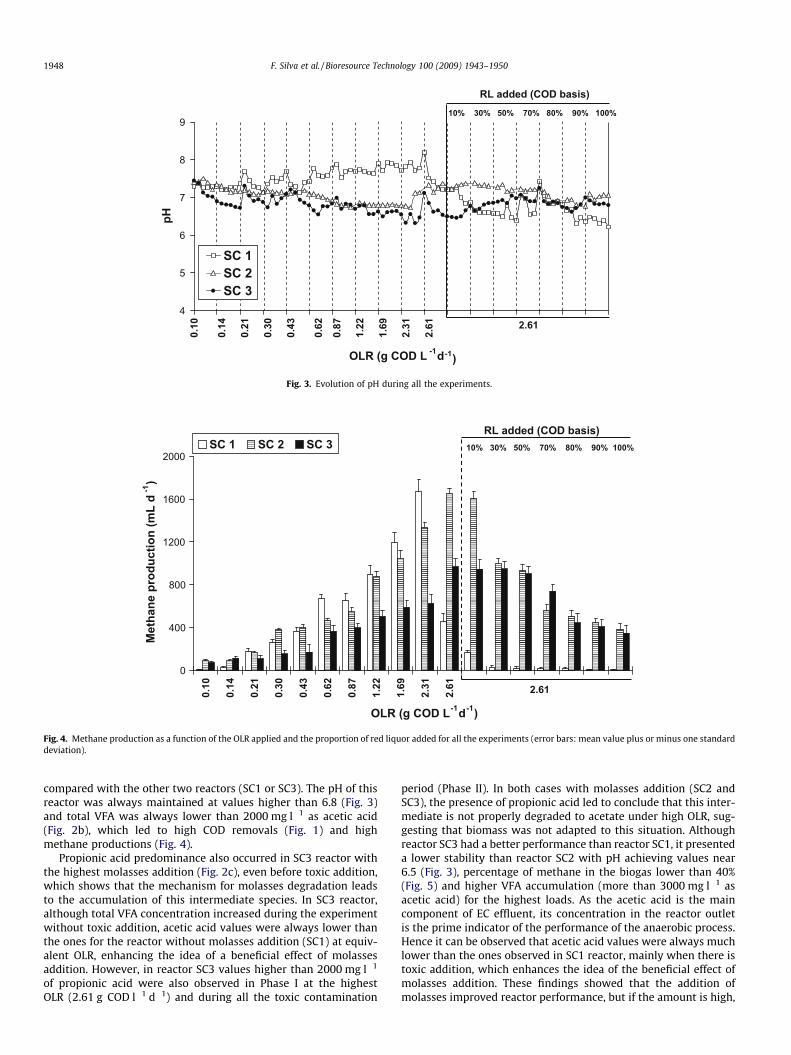
of organic materials present in red liquor (namely carbohydratesand wood extractives). This occurrence led in the end of the exper-iment to the acidification of the reactor with the decrease in sev-eral parameters, such as biogas production and methane content(Figs. 4 and 5), pH (Fig. 3), COD removal (Fig. 1) and the increaseof VFA accumulation (Fig. 2a).
In the assay with the smallest molasses addition (Fig. 2b) muchlower VFA concentrations were observed (total VFA lower than2000 mg l�1 as acetic acid) during all the experiment, even after
toxic contamination with RL, which shows the benefit of molassesaddition. In this case propionic acid became predominant either atthe highest organic load applied before contamination or during allthe contamination period (Phase II). This acid has been indicated asmore unfavourable than acetic acid for biodegradation because ofits worse degradation kinetics and higher molecular weight(Nielsen et al., 2007). However, the low values achieved, lowerthan 1000 mg l�1 for each acid (acetic or propionic) did not leadto the occurrence of significant inhibition in this reactor, when
4
5
6
7
8
9
0.10
0.14
0.21
0.30
0.43
0.62
0.87
1.22
1.69
2.31
2.61
OLR (g COD L -1d-1)
pH
SC 1SC 2SC 3
RL added (COD basis)10% 30% 50% 70% 80% 90% 100%
2.61
Fig. 3. Evolution of pH during all the experiments.
0
400
800
1200
1600
2000
0.10
0.14
0.21
0.30
0.43
0.62
0.87
1.22
1.69
2.31
2.61
OLR (g COD L-1d-1)
Met
hane
pro
duct
ion
(mL
d-1
)
SC 1 SC 2 SC 3RL added (COD basis)
10% 30% 50% 70% 80% 90% 100%
2.61
Fig. 4. Methane production as a function of the OLR applied and the proportion of red liquor added for all the experiments (error bars: mean value plus or minus one standarddeviation).
1948 F. Silva et al. / Bioresource Technology 100 (2009) 1943–1950
compared with the other two reactors (SC1 or SC3). The pH of thisreactor was always maintained at values higher than 6.8 (Fig. 3)and total VFA was always lower than 2000 mg l�1 as acetic acid(Fig. 2b), which led to high COD removals (Fig. 1) and highmethane productions (Fig. 4).
Propionic acid predominance also occurred in SC3 reactor withthe highest molasses addition (Fig. 2c), even before toxic addition,which shows that the mechanism for molasses degradation leadsto the accumulation of this intermediate species. In SC3 reactor,although total VFA concentration increased during the experimentwithout toxic addition, acetic acid values were always lower thanthe ones for the reactor without molasses addition (SC1) at equiv-alent OLR, enhancing the idea of a beneficial effect of molassesaddition. However, in reactor SC3 values higher than 2000 mg l�1
of propionic acid were also observed in Phase I at the highestOLR (2.61 g COD l�1 d�1) and during all the toxic contamination
period (Phase II). In both cases with molasses addition (SC2 andSC3), the presence of propionic acid led to conclude that this inter-mediate is not properly degraded to acetate under high OLR, sug-gesting that biomass was not adapted to this situation. Althoughreactor SC3 had a better performance than reactor SC1, it presenteda lower stability than reactor SC2 with pH achieving values near6.5 (Fig. 3), percentage of methane in the biogas lower than 40%(Fig. 5) and higher VFA accumulation (more than 3000 mg l�1 asacetic acid) for the highest loads. As the acetic acid is the maincomponent of EC effluent, its concentration in the reactor outletis the prime indicator of the performance of the anaerobic process.Hence it can be observed that acetic acid values were always muchlower than the ones observed in SC1 reactor, mainly when there istoxic addition, which enhances the idea of the beneficial effect ofmolasses addition. These findings showed that the addition ofmolasses improved reactor performance, but if the amount is high,

0
10
20
30
40
50
60
70
80
90
100
0.10
0.14
0.21
0.30
0.43
0.62
0.87
1.22
1.69
2.31
2.61
OLR (g COD L-1d-1)
Met
hane
con
tent
(%)
SC 1SC 2SC 3
RL added (COD basis)
10% 30% 50% 70% 80% 90% 100%
2.61
Fig. 5. Evolution of methane content in the biogas during all the experiments.
F. Silva et al. / Bioresource Technology 100 (2009) 1943–1950 1949
it accounts for a decrease on reactor performance due to the accu-mulation of propionic acid. Hence, the accumulation of propionicacid from molasses degradation suggests that the amount ofmolasses addition should be controlled.
Alkalinity varied between 1000 and 5000 mg l�1 as CaCO3 for allreactors and was maintained at optimal values widely reported,increasing with the increase of applied load due to the type of feedused (evaporator condensate which contains mostly acetic acid).
3.3. Methane production
The methane production rate indicates the methanogenic po-tential of the anaerobic consortium. Therefore, it plays an impor-tant role when evaluating the treatment performance. Thesimultaneous decrease of the methane production and the organicmatter removal may often indicate a situation of biomass toxicity.Fig. 4 presents methane production calculated as arithmetic aver-age of values observed daily, with error bars representing one stan-dard deviation from experimental data. Fig. 5 presents themethane content of biogas.
In Fig. 4, it can be observed that the reactor SC1 (without molas-ses addition) was the one with the highest daily methane produc-tion up to a maximum of 1700 ml d�1 at an OLR of 2.31 gCOD l�1 d�1. This achievement results from the fact that the feed-ing substrate for SC1 contained more acetic acid than the otherreactors feeding for the same load, which is the preferential sub-strate for methanogens. After this maximum, methane productionfor SC1 reactor suddenly drops to onefourth (450 ml d�1) for thehighest OLR applied (2.61 g COD l�1 d�1), caused most probablyby substrate inhibition (especially sulphur compounds) of themethanogenic biomass. During all the toxic contamination periodat this high load, the daily methane production rate decreased fur-ther, indicating an increased inhibition of methanogenics due tothe presence of other toxic compounds introduced by the red li-quor. At 10% contamination degree with red liquor the methaneproduction was already <200 ml d�1.
For the assay with the highest molasses addition (SC3), thehighest methane production (960 ml d�1) matched the highest or-ganic load applied (2.61 g COD l�1 d�1), tending to drop signifi-cantly above 50% of toxic contamination addition. The reactorSC2 with the lowest molasses addition (EC:M of 40:1) shows a sim-
ilar behaviour as reactor SC3, with the difference that it had pro-duced much more methane for all operational conditions (feedwith higher acetic acid content) during the period without toxiccontamination, achieving a maximum of 1650 ml d�1 for the high-est organic load. After contamination started, a sudden drop oc-curred at a 30% toxic contamination degree. After this point,methane productions for both assays with molasses addition weresimilar (385 and 350 ml d�1 of methane production for SC2 andSC3, respectively, for 100% toxic contamination). Hence, the reac-tors presented a much better performance with respect to methaneproduction when molasses addition is considered, either at thehighest organic load applied (full-scale designed organic load) orin presence of toxic compounds present in the red liquor (contam-ination current).
Fig. 5 shows the daily methane content of the biogas producedfor all experiments. Until the beginning of toxic contamination, themethane content of biogas produced without molasses addition(SC1) was higher than those obtained in reactors with molassesaddition. It should be noted that the feed of this reactor had higheramounts of acetic acid for the same OLR applied, which enhancedthe development of the methanogenic phase. In contrast, for theother two assays, the presence of molasses might have developedmore intermediary species, which led to a biogas production withlower methane content. Indeed, the reactor with the highestmolasses addition (SC3) presented lower methane productionand lower biogas methane content than reactor SC2. On the otherhand, during Phase II, with the contamination with red liquor, thereactors containing molasses showed a higher degree of acclima-tion and stability, while reactor SC1 clearly revealed a failure con-dition (methane content achieved <10% for total EC substitution byred liquor). The microorganisms present in reactors SC2 and SC3(with continuous molasses addition) were exposed to other com-pounds and microorganisms in reactor SC1 were not, which wasadvantageous especially in the case of red liquor addition, becausethey become acclimated to the presence of biodegradation inter-mediates from carbohydrates.
4. Conclusion
This study demonstrates that molasses addition results in a bet-ter stability of the anaerobic reactor treating sulphite evaporator

1950 F. Silva et al. / Bioresource Technology 100 (2009) 1943–1950
condensate and offers a better damping of inhibitory shocks causedby red liquor contamination. The use of a saccharide addition maybe considered as a low-cost operational strategy as it avoids theneed for a sulphur compounds removal strategy. However, theindiscriminate use of the saccharide may lead to performance fail-ures related with the accumulation of propionic acid. This studyevidences the useful addition of molasses in a moderate ratioEC:M = 40:1 in COD basis, with a COD removal increase from 52%to 77% and a methane production increase from 460 to 1650 ml d�1
at an OLR of 2.61 g COD l�1 d�1. A similar conclusion can be drawnfor the case when contamination with red liquor occurs.
Acknowledgements
The authors highly acknowledge the financial support of Caima– Indústria de Celulose, S.A. as well as the periodic delivery ofwastewater currents and seed sludge for the laboratoryexperiments.
References
APHA, 1999. Standard Methods for the Examination of Water and Wastewater, 20thed. American Public Health Association, Washington, DC.
Driessen, W., Tielbaard, M., Habets, L., Yspeert, P., 2000. Anaerobic treatment ofevaporator condensates from the chemical pulp industry. In: Proceedings of theVI Latin American IWA Workshop and Seminar on Anaerobic Digestion, vol. I.Recife, 5–9 November, pp. 127–134.
Jantsch, T.G., Angelidaki, I., Schmidt, J.E., Braña de Hvidsten, B.E., Ahring, B.K., 2002.Anaerobic biodegradation of spent sulphite liquor in a UASB reactor. Bioresour.Technol. 84, 15–20.
Kaksonen, A.H., Franzmann, P.D., Puhakka, J.A., 2004. Effects of hydraulic retentiontime and sulfide toxicity on ethanol and acetate oxidation in sulfate-reducingmetal-precipitating fluidized-bed reactor. Biotechnol. Bioeng. 86, 332–343.
Maree, J.P., Greben, H.A., Beer, M., 2004. Treatment of acid and sulphate-richeffluents in an integrated biological/chemical process. Water SA 30 (2), 183–189.
Najafpour, G., Shan, C., 2003. Enzymatic hydrolysis of molasses. Bioresour. Technol.86, 91–94.
Ney, U., Macario, A.J.L., Conway de Macario, E., Aivasidis, A., Schoberth, S.M., Sahm,H., 1990. Quantitative microbiological analysis of bacterial community shifts ina high-rate anaerobic bioreactor treating sulfite evaporator condensate. Appl.Environ. Microbiol. 56 (8), 2389–2398.
Nielsen, H.B., Uellendahl, H., Ahring, B.K., 2007. Regulation and optimization of thebiogas process: propionate as key parameter. Biomass Bioenergy 31, 820–830.
Pokhrel, D., Viraraghavan, T., 2004. Treatment of pulp and paper mill wastewater – areview. Sci. Total Environ. 333, 37–58.
Quan, Z., Jin, Y., Yin, C., Lee, J., Lee, S., 2005. Hydrolysed molasses as an externalcarbon source in biological nitrogen removal. Bioresour. Technol. 96,1690–1695.
Rao, A.G., Ravichandra, P., Joseph, J., Jetty, A., Sarma, P.N., 2007. Microbial conversionof sulfur dioxide in flue gas to sulfide using bulk drug industry wastewater as anorganic source of mixed cultures of sulphate reducing bacteria. J. Hazard. Mater.147, 718–725.
Smook, G.A., 1999. Handbook for Pulp and Paper Technologists, third ed. AngusWilde Publications Inc., Vancouver.
Thompson, G., Swain, J., Kay, M., Forster, C.F., 2001. The treatment of pulp and papermill effluent: a review. Bioresour. Technol. 77, 275–286.
Zhou, W., Imai, T., Ukita, M., Li, F., Yuasa, A., 2007. Effect of limited aeration on theanaerobic treatment of evaporator condensate from a sulfite pulp mill.Chemosphere 66, 924–929.