Modeling of Fracture Toughness of Magnesium Alloy WE43 .../67531/metadc955106/m2/1/high... · Table...
73
APPROVED: Aleksandra Fortier, Major Professor Rajiv Mishra, Committee Member Kyle Horne, Committee Member Yong X. Tao, Chair of the Department of Mechanical and Energy Engineering Costas Tsatsoulis, Dean of the College of Engineering Victor Prybutok, Vice Provost of the Toulouse Graduate School MODELING OF FRACTURE TOUGHNESS OF MAGNESIUM ALLOY WE43 BEFORE AND AFTER FRICTION STIR PROCESSING Celena Lipscomb Thesis Prepared for the Degree of MASTER OF SCIENCE UNIVERSITY OF NORTH TEXAS December 2016
Transcript of Modeling of Fracture Toughness of Magnesium Alloy WE43 .../67531/metadc955106/m2/1/high... · Table...

APPROVED:
Aleksandra Fortier, Major Professor Rajiv Mishra, Committee Member Kyle Horne, Committee Member Yong X. Tao, Chair of the Department of
Mechanical and Energy Engineering
Costas Tsatsoulis, Dean of the College of Engineering
Victor Prybutok, Vice Provost of the Toulouse Graduate School
MODELING OF FRACTURE TOUGHNESS OF MAGNESIUM ALLOY WE43
BEFORE AND AFTER FRICTION STIR PROCESSING
Celena Lipscomb
Thesis Prepared for the Degree of
MASTER OF SCIENCE
UNIVERSITY OF NORTH TEXAS
December 2016

Lipscomb, Celena. Modeling of Fracture Toughness of Magnesium Alloy WE43
Before and After Friction Stir Processing. Master of Science (Mechanical and Energy
Engineering), December 2016, 64 pp., 10 tables, 21 illustrations, reference list, 61
numbered references.
Magnesium alloys are a popular research topic for structural applications
because they have a lower density than conventional structural materials, including
steel, titanium, and aluminum; however, the reliability and safety of their mechanical
properties must be further proven. An important mechanical property for this purpose is
fracture toughness, which is the measure of the material’s resistance to crack
propagation. In this study, a model of an experiment to investigate the fracture
toughness of a magnesium alloy WE43 before and after friction stir processing (FSP) is
developed, and the results are compared to those produced by a digital image
correlation (DIC) system during an experiment from another paper. The model results of
the material before FSP matched well with the DIC results, but the model of the material
after FSP only partially matches the DIC results. In addition, a theoretical approach to
calculating the standard fracture toughness value, KIc, from the modeling results is
proposed, and is found to be a conservative approach.

ii
Copyright 2016
by
Celena Lipscomb

iii
ACKNOWLEDGEMENTS
I am most grateful to Dr. Aleksandra Fortier for the support and the many
opportunities she has provided.
Thanks to Dr. Rajiv Mishra and Dr. Nilesh Kumar for aiding in the direction of my
research, and Fanrong Kong for aiding in the development of the ANSYS model.
Thanks to Shamiparna Das for helping me understand the experiment I was
modeling and being patient with my constant questions.
Thanks to my fellow lab rats for helping me brainstorm about writing choices and
steps to take.
Thanks to my family and friends for staring blankly while I ramble about my work.

iv
TABLE OF CONTENTS
Page
ACKNOWLEDGEMENTS ............................................................................................... iii LIST OF TABLES ............................................................................................................ vi LIST OF FIGURES ......................................................................................................... vii CHAPTER 1 INTRODUCTION ........................................................................................ 1
1.1 Magnesium ................................................................................................ 1 1.1.1 Uses ................................................................................................ 1 1.1.2 Alloy Designation ............................................................................ 3 1.1.3 Alloy Categorization ........................................................................ 4 1.1.4 Properties ........................................................................................ 5
1.2 Processing of Magnesium Alloys ............................................................... 7 1.2.1 Friction Stir Processing and Welding .............................................. 8
1.3 Modeling .................................................................................................. 12 1.3.1 FSP ............................................................................................... 13 1.3.2 Fracture Toughness ...................................................................... 13
CHAPTER 2 MODELING APPROACH ......................................................................... 15
2.1 Fracture ................................................................................................... 15 2.1.1 Energy Criterion ............................................................................ 15 2.2.2 Stress Intensity.............................................................................. 15 2.2.3 Fracture Toughness Considerations ............................................. 16
2.2 Modeling Process .................................................................................... 17 2.2.1 Geometry ...................................................................................... 18 2.2.2 Materials ....................................................................................... 19 2.2.3 Load and Boundary Conditions ..................................................... 20 2.2.4 Crack ............................................................................................. 21 2.2.5 Mesh ............................................................................................. 22 2.2.6 Time Step and Other Considerations ............................................ 24
CHAPTER 3 MODELING RESULTS ............................................................................. 25
3.1 Abaqus Model .......................................................................................... 25

v
3.2 ANSYS Model .......................................................................................... 29 3.3 Digital Image Correlation ......................................................................... 32
CHAPTER 4 THEORETICAL APPROACH ................................................................... 35
4.1 ASTM Standard Test Method for Measurement of Fracture Toughness . 35 4.2 Calculation Attempt .................................................................................. 38
CHAPTER 5 FUTURE WORK ...................................................................................... 41
5.1 Conclusions ............................................................................................. 41 5.2 Future Work ............................................................................................. 41
APPENDIX: ANSYS CODE FOR WE43 FSP MATERIAL WITH CRACK PREDICTION ................................................................................................................ 43 REFERENCES .............................................................................................................. 57

LIST OF TABLES
Table 1 Composition limits of WE43 [7] ........................................................................... 4
Table 2 Tensile behavior of WE43-T6 at various temperatures [7] ................................. 5
Table 3 Tensile strength and percent elongation of commercially pure magnesium,
WE43A-T6, AZ31B-H24, and ZK61A-T6 [7] .................................................................... 6
Table 4 Dimensions of specimen for fracture toughness test according to ASTM B-871
[11] ................................................................................................................................ 18
Table 5 Material Properties of WE43 Base and FSP obtained from tensile and tear
tests, used as material inputs in the model [58] ............................................................ 20
Table 6 Finest Abaqus mesh details for WE43-Base and WE43-FSP .......................... 23
Table 7 Time step input data for the Abaqus model ...................................................... 24
Table 8 Abaqus meshes attempted for WE43-FSP model ............................................ 26
Table 9 ANSYS meshes attempted for WE43-FSP model ............................................ 29
Table 10 Values used in stress intensity calculation, and result .................................... 40
vi

LIST OF FIGURES
Figure 1 Explanation of designation of magnesium alloys [7] .......................................... 3
Figure 2 Four FSW tools ................................................................................................. 9
Figure 3 Typical FSP runs ............................................................................................. 10
Figure 4 Zones created during FSW/FSP [31] (a) stir zone, SZ (b) thermomechanically
affected zone, TMAZ (c) heat affected zone, HAZ (d) base material, BM ..................... 12
Figure 5 ASTM standard tear test specimen with labeled dimensions [11] ................... 18
Figure 6 Stress versus plastic strain of WE43-Base and WE43-FSP ............................ 19
Figure 7 Applied load and boundary conditions to Abaqus model ................................. 21
Figure 8 Crack applied to geometry .............................................................................. 22
Figure 9 Meshes in Abaqus model for a) WE43-Base material and b) WE43-FSP
material ......................................................................................................................... 23
Figure 10 Abaqus von Mises stress contour plots for a) WE43-Base and b) WE43-FSP
...................................................................................................................................... 25
Figure 11 Close up of cracked region of WE43-FSP model and contour legend for
Figure 10b ..................................................................................................................... 26
Figure 12 Stress contour plot of Abaqus WE43-FSP model with a global seed size of 1
a) stress plot legend, b) stress contour plot c) zoom in of notch area ........................... 27
vii

Figure 13 Stress contour plot of Abaqus WE43-FSP model with a global seed size of
0.7 a) stress plot legend, b) stress contour plot c) zoom in of notch area ..................... 27
Figure 14 Stress contour plot of Abaqus WE43-FSP model with a global seed size of
0.6 a) stress plot legend, b) stress contour plot c) zoom in of notch area ..................... 28
Figure 15 Stress contour plot of Abaqus WE43-FSP model with a global seed size of
0.4 a) stress plot legend, b) stress contour plot c) zoom in of notch area ..................... 28
Figure 16 ANSYS model of WE43-FSP model a) mesh with 1119 elements b) whole
stress plot and close-up of crack tip .............................................................................. 30
Figure 17 ANSYS model of WE43-FSP model a) mesh with 3697 elements b) whole
stress plot and close-up of crack tip .............................................................................. 31
Figure 18 ANSYS model of WE43-FSP model: mesh with 6023 elements, did not run 32
Figure 19 DIC image of plastic zone formation just before crack forms in a) WE3-Base
and b) WE43-FSP c) partially cracked domain of WE43 base d) cracked WE43 FSP
sample [58] .................................................................................................................... 33
Figure 20 Specimen shapes covered in ASTM E1820 [9] a) single edge bend [SE(B)] b)
compact [C(T)] c) disk-shaped compact [DC(T)] ........................................................... 36
Figure 21 ASTM E1820 notch shapes: a) chevron notch, b) straight through notch, c)
notch ending in drilled hole, and d) narrow notch .......................................................... 37
viii

CHAPTER 1
INTRODUCTION
Gas prices constantly fluctuate these days. Consumers are growing more concerned for
the environment and their carbon footprints. Laws about corporate average fuel
economy (CAFE) require a company’s average fleet miles per gallon to be a minimum
of 54.5 by 2025 [1, 2]. For these reasons and more, vehicles such as automobiles and
airplanes with a high gas mileage (miles per gallon, MPG) are in high demand. A quick
and relatively cheap way to increase the MPG of a vehicle is to decrease the weight,
which can be done by designing a smaller vehicle or by using a material with a lower
density that can still safely withstand the design stresses.
1.1 Magnesium
Magnesium alloys are a popular topic of research for this application for a number of
reasons: (1) magnesium is the lightest structural metal currently available; it is 75%
lighter than steel, 50% lighter than titanium, and 33% lighter than aluminum [3]; (2)
magnesium is very common, being the 8th most abundant element in the earth’s crust
[4]; (3) magnesium has a high strength-to-weight ratio [4]; (4) depending upon the alloy,
the cost of magnesium and of machining magnesium is generally comparable to that of
aluminum, and in many cases cheaper [5].
1.1.1 Uses As mentioned above, a lot of research is focused on replacing current
materials used in automobiles and airplanes with magnesium in order to make them
lighter; this application of making a product lighter extends to laptops, cell phones, and
1

bicycles [6]. Because of their low weight and low cost, magnesium alloys are used to
make many commercial products, including luggage, handheld tools, ladders, grain
shovels, and computer housings [7]. They are also good for small parts that have to
move at high speeds in textile and printing machines; these parts must be lightweight
because heavier parts would have a larger inertial effect [7].
Magnesium also has many non-structural applications [7]:
• Alloying element for other materials (Al, Zn, Pb, and other nonferrous metals)
• Manufacturing industry: oxygen scavenger, desulfurizer, and reducing agent
• Organic chemistry
• Pyrotechnics
• Batteries
• Foundries
• Photoengraving
2

Figure 1 Explanation of designation of magnesium alloys [7]
1.1.2 Alloy Designation The naming convention of magnesium alloys is explained in
Figure 1. There are four parts of an alloy’s name: The first two letters, which designate
the two principal alloying elements; the next two numbers, which specify the percent of
the first and second principal alloying elements, respectively; a third letter, not always
present, which differentiates between standard alloys with the same two principal
alloying elements; and a fourth alphanumeric sequence following a hyphen, also not
always present, which specifies the temper of the alloy. For example, the alloy WE43A-
T6: WE means the two principal alloying elements are yttrium and a rare earth metal, in
this case neodymium; the 43 means there is 4% yttrium and 3% neodymium in the
alloy; the A means this was the first alloy developed and standardized with these two
principal alloying elements and these percentages; and the T6 means the alloy was
3

solution heat treated and artificially aged [7]. Figure 1 lists possible choices for each of
these four parts of an alloy’s designation.
1.1.3 Alloy Categorization Magnesium alloys are categorized according to the type of
manufacturing process they are most suited for: casting or wrought alloys. Casting
alloys are used for high-pressure die casting and sand and permanent mold casting.
Common casting alloys include AZ91D and ZK61A. Wrought alloys are shaped by
extrusion, forging, rolling, and any other thermomechanical process.
WE43 is an uncommon cast alloy best used for sand and permanent mold casting. It is
relatively expensive because of the yttrium content. This alloy retains good properties
up to 250oC for long periods of time. Solution and aging treatments are necessary to
optimize the mechanical properties. It has high tensile and yield strengths, good
castability, high corrosion resistance, and good weldability. There is only one
standardized composition for WE43, so while the full designation would be WE43A, the
A is unnecessary since there is no other standard alloy from which to differentiate this
one. Table 1 shows the chemical composition of WE43. The rare earths used as the
second principal alloying element is primarily neodymium combined with a mixture of
heavy rare earths, including terbium, erbium, dysprosium, and gadolinium [7].
Table 1 Composition limits of WE43 [7]
Yttrium
(Y)
Rare Earths
(Nd, Tb, Er, Dy, Gd)
Zirconium
(Zr)
Other
(Mn, Zn, Cu, Ni, Si, Li)
3.7-4.3 2.4-4.4 0.4-1.0 0.595 max
4

This alloy is used primarily in the T6 condition, which means the alloy is solution-heat-
treated and then artificially aged. Table 2 shows the tensile properties of WE43 at
various temperatures [7]. The properties are not seriously affected by elevated
temperatures until around 250oC.
Table 2 Tensile behavior of WE43-T6 at various temperatures [7]
Temperature, oC
Young’s
Modulus,
GPa
Yield
Strength,
MPa
Ultimate Tensile
Strength, MPa
Elongation,
%
22 44 165 250 2
150 47 170-180 240-250 4-8
200 39 160-180 240-260 8-14
250 36 150-170 210-230 15-20
300 36 110-130 150-170 30-50
1.1.4 Properties As with many metals, commercially pure magnesium is a very poor
choice for structural applications; the properties of magnesium improve greatly just by
alloying it with other elements.
One of the most important mechanical behaviors of any material is strength, which is
most commonly measured by two tensile properties: yield strength and ultimate tensile
strength. The yield strength is the point beyond which the material deforms plastically,
and the ultimate tensile strength is the absolute maximum amount of stress the material
can sustain [8]. Another tensile property investigated is percent elongation, which is a
quantitative measure of ductility. The percent elongation is the percentage of the
5

original length that the sample extends before it fractures [8]. Data from a tensile test
that is usually plotted is applied stress versus strain [8].
Table 3 compares the tensile properties of commercially pure magnesium to those of
some magnesium alloys: WE43A-T6, AZ31B-H24, and ZK61A-T6. The yield strength of
these alloys is at least eight times that of pure magnesium, and the ultimate tensile
strength is more than three times [7]. The elongation is also significantly improved in
two of the three alloys, all from simply alloying magnesium with other metals.
Table 3 Tensile strength and percent elongation of commercially pure magnesium, WE43A-T6, AZ31B-H24, and ZK61A-T6 [7]
Property Pure Mg WE43A-T6 AZ31B-H24 ZK61A-T6
Yield Strength,
MPa 20 165 220 195
Ultimate Tensile
Strength, MPa 80 250 290 310
Elongation, % 6 2 15 10
The mechanical property most relevant to this study is fracture toughness, which at its
simplest is a measure of how much energy a material absorbs before it fractures [8].
One measure of fracture toughness is tensile toughness, which is given by the area
under the stress-strain curve found from a standard tensile test.
6

The standard property used to measure the toughness of a material is the KIc value; this
value is the minimum value of the stress intensity factor at which the material fractures
[8].
ASTM standard E1820 [9] enumerates methods used to determine this value. The
loading can be either bending or tensile, depending on the type of specimen used. After
obtaining the load-displacement data from the experiment, it must be validated in order
to find the value of KIc; in order for the value to be valid, the test must have been
performed in the plane strain condition. This means that, in the tensile loading test,
there must be no strain in the direction of thickness in the sample, called the z direction;
in addition, the material must also only undergo elastic deformation prior to cracking, as
even a small amount of plastic deformation renders the assumptions of this theory
invalid [10].
The plane strain condition imposes a minimum thickness requirement on the sample,
which means that if an application of the material requires a smaller thickness, like
sheet metal, then the KIc value is not useful for design. For this reason, alternate tests
have been devised such as the one outlined in ASTM standard B871 [11] for aluminum
alloys in order to determine values more suitable for design.
1.2 Processing of Magnesium Alloys
Many processes are used in order to improve upon various mechanical properties of
alloys by altering the microstructure of the alloy, including extrusion, thermomechanical
processing, differential speed rolling, and friction stir processing [12].
7

Extrusion is a manufacturing process in which material is pushed through a die which is
the desired cross-sectional shape of the finished part [13]. A couple variations of the
process are used to refine the microstructure: some papers [14, 15, 16] investigated hot
extrusion in which the process is performed at an operating temperature above the
material’s recrystallization temperature which makes it easier to push through and
keeps the material from work hardening [13]; others [17, 18] investigated equal channel
angular extrusion in which the material is pushed around a corner before it goes through
the die, which cold works the material without any change in the cross sectional area
[13]. Kumar et al. [19] investigated thermomechanical processing, in which heat
treatment is combined with a mechanical manufacturing process such as forging or
rolling [13]. Kim et al. [20] found that high ratio differential speed rolling (HRDSR) works;
during this process, material is pushed between two rollers which are rolling at different
speeds, and the ratio of these speeds is high—in the paper, the ratio used was three.
The process studied in this thesis is friction stir processing.
1.2.1 Friction Stir Processing and Welding Friction stir welding (FSW) is a solid state
joining process developed in 1991 [21] in which the tool rotates and plunges into the
material, traverses, and then extracts and stops rotating. One important aspect of the
process is the geometry of the tool [22]. The large diameter face is called the shoulder,
and the smaller diameter piece on the shoulder is called the pin. Figure 2 shows four
tools with different pin geometries, features, and sizes, as well as different shoulder
geometries and sizes. Important measurements include the pin diameter, pin length,
and shoulder diameter. Possible pin shapes include cylindrical, square, and conical.
The shoulder of the tool can be flat, convex, concave, or scrolled.
8

Figure 2 Four FSW tools
During FSW, the shoulder is engaged with the material, and this contact combined with
the rotation of the tool provides frictional heat to the process [22]. The tool is submerged
into the material and stirs it. Features such as threads and flutes are placed on the pin
in order to improve the mixing of the material, as shown on the tools in Figure 2. These
changes to the pin geometry result in a variation in weld quality; many papers [23, 24,
and 25] focus on optimization of tool geometry for specific alloys.
The maximum temperature of this process never should exceed the melting
temperature of the material; many papers [26, 27, 28, 29, and 30] focus on recording
the thermal history of the process and finding an optimum operating temperature.
a)
9

b)
Figure 3 Typical FSP runs
Figure 3 shows a typical friction stir weld. In this figure, the tool path started on the left
and ended on the right for both welds. The weld ends with a circular hole, called a key.
This is where the tool extracts from the material, and is not filled in with material when
the tool extracts because the process operating temperature doesn’t reach melting point
so the material stays solid and retains its shape around the rotating pin. This key has no
effect on the weld strength; it is mainly aesthetically unappealing, and is usually cut off
[22]. The extra material on the edges of the weld is called flash, and is a result of the
material being displaced in the weld zone. More flash is produced when the shoulder is
not in contact with the surface, or too much in contact with it, and is a possible sign of a
defect in the weld [22]. Defects can be internal or external. The most common internal
defects are channel defects, which are long tunnel-like voids in the weld. They can
usually be seen in the key of the weld as a small hole, which is the end of the channel.
The same phenomenon can be large enough to be seen on the surface of the weld; in
this case it is more like a trough than a tunnel, and is considered an external defect [22].
In addition to the tool geometry, process parameters like rotation and traverse speed, tilt
angle, and offset of the tool greatly affect the weld quality. Many papers [31, 32, and 33]
focus on optimization of these parameters in order to achieve the best weld properties.
10

The optimal parameters are specific to the material system being welded; there is no
one set of parameters that achieve the best possible results for all possible welds.
A particular area of interest for FSW is dissimilar metal joining. Traditional fusion
welding processes can only join two pieces of the same metal [13], and some metals
are simply unsuitable for fusion welding—dubbed “unweldable” alloys—like aluminum
2XXX series (Al-Cu) and 7XXX series (Al-Zn) [13]. FSW has been proven capable of
welding these alloys [30, 31, 32, and 33], and a large amount of research is focused on
friction stir welding various dissimilar material systems together [38] such as aluminum
and magnesium [39, 40], aluminum and steel [41, 42], and aluminum and titanium [43,
44].
In addition to joining two separate pieces of material, this process is used on a single
piece in order to improve the mechanical properties of the material. This is called friction
stir processing (FSP). Like during FSW, different parameters result in different
microstructures, which then have different effects on mechanical properties. Typically,
the stirring of the pin results in a finer microstructure [12, 26, and 27]; a finer
microstructure usually results in better mechanical properties (except for fatigue crack
resistance) [45].
The two sides of the weld zone are called the advancing side (AS) and the retreating
side (RS). The advancing side is so called because on this side, the direction of the
welding velocity and the direction of the tangent of the rotational velocity are the same
direction; on the retreating side, these two directions are in the opposite direction.
11

Different observations are generally found at each side, and so recorded in order to
possibly gain insight into how the material behaves during the process [22].
Figure 4 Zones created during FSW/FSP [31] (a) stir zone, SZ (b) thermomechanically affected zone, TMAZ (c) heat affected zone, HAZ (d) base material, BM
After one pass of FSW or FSP, there are four zones in the material, as shown in Figure
4: (a) the stir zone (SZ) or weld nugget, which is created by displacement by the actual
path of the tool; (b) the thermomechanically affected zone (TMAZ), affected by the heat
of the tool and incidentally mixed by the tool;(c) the heat affected zone (HAZ), affected
by the heat from the tool but not the motion of the tool; and (d) the base material (BM),
untouched by the tool or the heat produced by the tool. Generally, the weakest zone is
the HAZ, because the heat of the process causes the grains to grow, which results in a
decrease of tensile strength [33], and the grain refinement caused by the stirring of the
pin is absent from this zone.
1.3 Modeling
Compared to experimental literature, not much work has been done in modeling.
12

1.3.1 FSP There’s a large interest in modeling of the material behavior during friction stir
processing [46] because a better understanding of this behavior would help researchers
optimize the process parameters without actually consuming material.
One approach to modeling this process is a finite element method (FEM) approach in
which the material is discretized (cut up into pieces) and the heat input and residual
stresses on each element is calculated. Many papers use this approach [47, 48].
The material is solid during the process since the temperature never rises above the
melting point, but the behavior of the material around the pin is most likely similar to that
of a fluid; therefore, many papers take a computational fluid dynamics (CFD) approach
to modeling this behavior [49, 50, 51].
1.3.2 Fracture Toughness Some models have been developed to determine fracture
toughness. A few of these models were created to estimate fracture toughness from a
test that was not designed to find fracture toughness, like the scratch test [52, 53] or the
tensile test [54]. These models save the time it takes to perform a toughness test. Other
models predict the fracture toughness of a material based on the fracture surface [55]
and microstructural features such as grain size, degree of recrystallization, and
microstructural anisotropy [56, 57].
In the following thesis, chapter 2 outlines the process for developing a model to
investigate the effect of the friction stir process on the fracture toughness of WE43, and
chapter 3 presents the results of the model. Chapter 4 presents an alternate theoretical
13

approach for calculating the KIc value. Chapter 5 summarizes the conclusions and
proposes future work to be done.
14

CHAPTER 2
MODELING APPROACH
2.1 Fracture Mechanics Theories
There are two main approaches to defining fracture toughness: the energy criterion and
the stress intensity factor [10].
2.1.1 Energy Criterion The energy criterion defines the cause of fracture as “when the
energy available for crack growth is sufficient to overcome the resistance of the
material.” [10]. The important variable in this approach is the energy release rate, G. the
equation for calculating G is given in Equation 1.
Equation 1: 𝐺𝐺 = 𝜋𝜋𝜎𝜎2𝑎𝑎𝐸𝐸
E is Young’s modulus, a is half of the crack length, and σ is the applied stress. The
critical energy release rate is the value at which fracture occurs, and is the measure of
fracture toughness in this approach [10].
2.2.2 Stress Intensity The stress intensity factor is the ratio of the local stress
experienced by the material to the total applied stress to the material. Variations in local
stress are caused by many things, but the most considered cause in this approach is
the geometry of a crack tip. The cause of failure is viewed as a critical local stress,
which would have a corresponding critical stress intensity value, which is the definition
of fracture toughness in this approach.
The equation to calculate the stress intensity is given in Equation 2.
Equation 2: 𝐾𝐾𝐼𝐼 = 𝜎𝜎√𝜋𝜋𝜋𝜋
As in Equation 1, a is half of the crack length and σ is the applied stress [10].
15

2.2.3 Fracture Toughness Considerations An important assumption to consider is
similitude; the fracture toughness value in both approaches should be a material
property, which means it should be independent of size or geometry. This assumption is
valid as long as the material is largely linear elastic, with very little or no plasticity [10].
These are essentially equivalent approaches for linear elastic materials; combining
Equation 1 and Equation 2 gets Equation 3, which is a relationship between stress
intensity and energy release rate.
Equation 3: 𝐺𝐺 = 𝐾𝐾𝐼𝐼2
𝐸𝐸
Plasticity complicates these approaches because it is nonlinear behavior.
The two main branches of time-independent fracture mechanics are Linear Elastic
Fracture Mechanics (LEFM) and Elastic-Plastic Fracture Mechanics (EPFM). The
choice of which branch to apply depends on material behavior; at low fracture
toughness or low plasticity, LEFM is applicable.
LEFM uses the energy criterion and/or stress concentration approaches to define
fracture toughness; EPFM uses the parameters of crack tip opening displacement
(CTOD) and J contour integral [10].
A more recent alternative to these two models is the cohesive zone model (CZM). In
this model, a zone called the cohesive zone extends the crack tip, and the two surfaces
of the cohesive zone—called the cohesive surfaces—are held together by a cohesive
traction. As the load is applied, these cohesive surfaces are separated; various traction-
separation laws correlate the separation of the surfaces to the traction of those surfaces
[59, 60]. This is the theory chosen for damage definition in this Abaqus model.
16

ASTM standard B871 [11], entitled “Standard Test Method for Tear Testing of Aluminum
Alloy Products”, details the procedure for the tear test of aluminum alloy samples
between 0.04 in (1 mm) and 0.25 in (6.35 mm) thick.
This range of thickness does not satisfy the plane strain condition for KIc validity for
aluminum, but this test was not created to find the KIc value; instead, this test is for
ranking materials by fracture toughness or ruling them out for a design that they would
otherwise be equally suited for.
This test was specifically developed for aluminum alloys; however, aluminum and
magnesium are comparable in terms of density and plasticity [5], so the same test is
applicable to magnesium alloys.
The details of the performance of this experiment are outlined in another paper [58], the
results of which are used as model inputs in this study.
2.2 Modeling Process
The model was developed using both Abaqus and subsequently in ANSYS in order to
validate the results. The procedure followed was:
1. The geometry of the part was created
2. The WE43 base and friction stirred materials were created
3. The loads and boundary conditions were applied
4. The crack was imposed
5. The part was meshed
6. The time step and other model controls were determined/set
17

2.2.1 Geometry The geometry of the sample is specified in American Society for Testing
and Materials (ASTM) standard B-871 [11] and given in Figure 5 below. The dimensions
for this geometry are given in Table 4. The only difference between the specimen types
is the thickness of the sample; all other dimensions are the same. The model is a two
dimensional (2D) planar deformable shell, so it represents all five types of specimens.
The choice of 2D instead of 3D was made to simplify the geometry and ultimately
reduce the run time of the solution.
Figure 5 ASTM standard tear test specimen with labeled dimensions [11]
Table 4 Dimensions of specimen for fracture toughness test according to ASTM B-871 [11]
in mm in mm in mm in mm in mm1 0.064 1.6256 0.438 11.125 1.438 36.525 0.3125 7.9375 2.25 57.152 0.1 2.54 0.438 11.125 1.438 36.525 0.3125 7.9375 2.25 57.153 0.125 3.175 0.438 11.125 1.438 36.525 0.3125 7.9375 2.25 57.154 0.187 4.7498 0.438 11.125 1.438 36.525 0.3125 7.9375 2.25 57.155 0.25 6.35 0.438 11.125 1.438 36.525 0.3125 7.9375 2.25 57.15
Specimen Type T E W D L
18

2.2.2 Materials The mechanical material properties required for material definition in the
Abaqus model are: Young’s modulus, Poisson’s ratio, yield strength, ultimate tensile
strength, plasticity, and fracture energy.
Tensile tests were performed in order to obtain information about the plastic behavior of
WE43 before and after FSP, the details of which are reported in another paper [58];
Figure 6 shows the resulting plastic stress-strain curve used in the model. All other
mechanical property data is summarized in Table 5. The yield and ultimate tensile
strengths are taken from the tensile data in Figure 6, and the fracture energy is taken
from the tear test experiment reported in another paper [58].
Figure 6 Stress versus plastic strain of WE43-Base and WE43-FSP
0
50
100
150
200
250
300
0 0.1 0.2 0.3 0.4
Stre
ss (M
pa)
Plastic Strain
Stress vs Plastic Strain of Mg WE43 Base and FSP
WE43-Base
WE43-FSP
Poly. (WE43-Base)
Poly. (WE43-FSP)
19

Table 5 Material Properties of WE43 Base and FSP obtained from tensile and tear tests, used as material inputs in the model [58]
Parameter Unit Symbol Value for WE43-Base
Value for WE43-FSP
Young's Modulus MPa E 44200 57120
Poisson's Ratio N/A ν 0.27 0.27
Yield Stress MPa σy 195 252
Ultimate Tensile Stress
MPa σUTS 261 302
Fracture Energy J/mm2 Gf 0.048 0.056
2.2.3 Load and Boundary Conditions Figure 7 shows the application of the load and
boundary conditions in the model developed in Abaqus. The bottom hole was fixed and
the load was applied to the top hole, because in the experiment, the top grip moved and
the bottom grip stayed stationary. The magnitude of the load applied was varied from 10
MPa to 200 MPa to determine at which load the crack initiated and fully propagated.
20

Figure 7 Applied load and boundary conditions to Abaqus model
2.2.4 Crack The options in Abaqus for crack modeling are contour and extended finite
element method (XFEM). An XFEM crack was used in the current model because it
automatically predicts the path of the crack and propagates the crack in that direction,
whereas the contour crack requires the crack path as input. For an XFEM crack, only
the crack domain needs to be selected, which is the part. Figure 8 shows the XFEM
crack applied to the model; the software determined where the crack should start (at the
notch, marked by the red dot) and in which direction the crack should propagate
(horizontally to the left, marked by the red arrow).
21

Figure 8 Crack applied to geometry
In both software packages, an element is considered cracked when the stress exceeds
the ultimate tensile stress defined in the material model.
2.2.5 Mesh In Abaqus, the edges must be seeded before the part is meshed; the seeds
determine the size of the mesh. Then, the mesh controls including the element type and
shape must be selected; finally the part must be meshed. The mesh size was varied in
order to investigate the effect of the mesh on the results; Figure 9 shows the finest
meshes obtained for the Abaqus model, and Table 6 shows the selections made for
22

global seed size, element type, and element shape, as well as the number of nodes and
elements present for each mesh.
a) b)
Figure 9 Meshes in Abaqus model for a) WE43-Base material and b) WE43-FSP material
Table 6 Finest Abaqus mesh details for WE43-Base and WE43-FSP
WE43-Base WE43-FSP
Global Seed Size 0.5 0.5
Element Type CPS4R CPS4R
Element Shape Quadrilateral Quadrilateral
Number of Nodes 9,552 9,482
Number of Elements 9,303 9,233
23

2.2.6 Time Step and Other Considerations A load step is created in Abaqus and the
parameters defined are the time period, the minimum time increment size, the maximum
time increment size, the time increment to use first, and the maximum number of time
increments; Table 7 specifies the selections used in this Abaqus model for these
parameters. Abaqus automatically decides how big of a time step to use. If the solution
is converging, it increases the time step size until the maximum or until the solution is
not converging; if the solution is not converging, it decreases the step size until it starts
converging. If the step size required is less than the minimum step size, then the job is
aborted and the last converged solution is available.
Table 7 Time step input data for the Abaqus model
Time Period Minimum Time Increment
Maximum Time Increment
Initial Time Increment
Maximum number of increments
1 1E-35 0.01 0.01 10,000
24

CHAPTER 3
MODELING RESULTS
3.1 Abaqus Model
The Abaqus model was developed first, as described in chapter 2; Figure 10a is the
strain plot obtained from the Abaqus model of the base material, and Figure 10b is the
same thing for the FSP material.
a) b)
Figure 10 Abaqus von Mises stress contour plots for a) WE43-Base and b) WE43-FSP
Figure 11 shows the contour legend for Figure 10b as well as a close up of the cracked
notch region for Figure 10b. The job that gave these results actually aborted before fully
completing the solution; Figure 11 shows that only two elements cracked before the job
completed. Various parameters changed in order to hopefully allow the job to be
25

completed include the load magnitude, the time step inputs, and the mesh size, all with
limited to no success.
Figure 11 Close up of cracked region of WE43-FSP model and contour legend for Figure 10b
Table 8 shows the different global seed sizes tried and the number of elements in the
resulting mesh; the figure with the resulting contour plots is also identified, and the
number of cracked elements before the job aborted is noted. A finer mesh certainly
affects the results, but the changes are not promising. Therefore, a subsequent model
was developed in ANSYS.
Table 8 Abaqus meshes attempted for WE43-FSP model
Global Seed Size
Mesh Elements
Contour Plot Number of Elements Cracked
Maximum Stress, MPa
1 2,369 Figure 12 6 270.7
0.7 4,406 Figure 13 2 264.1
0.6 6,313 Figure 14 3 266.5
0.5 9,233 Figure 10b/Figure 11
2 264
0.4 14,151 Figure 15 2 269.7
26

a) b) c)
Figure 12 Stress contour plot of Abaqus WE43-FSP model with a global seed size of 1 a) stress plot legend, b) stress contour plot c) zoom in of notch area
a) b) c)
Figure 13 Stress contour plot of Abaqus WE43-FSP model with a global seed size of 0.7 a) stress plot legend, b) stress contour plot c) zoom in of notch area
27

a) b) c)
Figure 14 Stress contour plot of Abaqus WE43-FSP model with a global seed size of 0.6 a) stress plot legend, b) stress contour plot c) zoom in of notch area
a) b) c)
Figure 15 Stress contour plot of Abaqus WE43-FSP model with a global seed size of 0.4 a) stress plot legend, b) stress contour plot c) zoom in of notch area
28

3.2 ANSYS Model
The ANSYS Parametric Design Language (APDL) code developed is given in Appendix
1. The mesh was altered by refining the mesh only in the middle FSP region of the
sample. Table 9 compares the three mesh sizes developed in this model. It lists the
element size given for the FSP region, the number of elements in each mesh, the figure
number of each stress contour plot, and the maximum stress obtained in each stress
plot.
Table 9 ANSYS meshes attempted for WE43-FSP model
Element Size Mesh Elements Contour Plot Maximum Stress, MPa
0.0005 1119 Figure 16
366
0.0004 3697 Figure 17 371
0.0003 6023 Figure 18 N/A
29

a)
b)
Figure 16 ANSYS model of WE43-FSP model a) mesh with 1119 elements b) whole stress plot and close-up of crack tip
30

a)
b)
Figure 17 ANSYS model of WE43-FSP model a) mesh with 3697 elements b) whole stress plot and close-up of crack tip
31

Figure 18 ANSYS model of WE43-FSP model: mesh with 6023 elements, did not run
In this model, the most coarse mesh with 1119 elements (mesh 1) propagated the crack
the farthest; the mesh with 3697 elements (mesh 2) would not propagate the crack
further than as shown in Figure 17, and the mesh with 6023 elements (mesh 3) would
not generate any results at all. Mesh 2 shows a large developing plastic zone when
compared to the plastic zone of mesh 1.
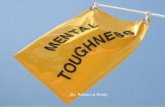
3.3 Digital Image Correlation
The tear test experiment is outlined in another paper [58]. The samples were tested
along with a digital image correlation (DIC) setup. The DIC results are a strain map of
32

the middle strip of the experimental samples tested, where the crack should
theoretically propagate from the machined notch.
Figure 19a is a screenshot of the experimental digital image correlation result of the
WE43 base sample [58], which is a video. Figure 19b is the same screenshot for the
WE43 FSP sample. These screenshots were taken right before the crack started to
develop, showing the full plastic zone development just before cracking. Figure 19c is
the WE43 base sample partway through cracking; the full crack goes out of frame.
Figure 19d shows the FSP crack
a) b)
c) d)
Figure 19 DIC image of plastic zone formation just before crack forms in a) WE3-Base and b) WE43-FSP c) partially cracked domain of WE43 base d) cracked WE43 FSP sample [58]
As seen in Figure 19d, the crack in the experimental FSP sample doesn’t crack straight
across the sample; instead, it propagates towards the border between the stronger FSP
material and the weaker base material. The ANSYS model crack, however, propagates
straight across the part. This obvious discrepancy is because the material in the model
33

doesn’t truly plasticize in the way that the material plasticizes during the tear test. This
could also be partially due to the coarse mesh and the fact that the model is 2D instead
of 3D.
The Abaqus model for the base material ran and produced good results, but the FSP
model in the same modeling software did not produce satisfactory results. Refining the
mesh produced different results, but they were not any better. Therefore, a model for
the FSP sample was developed in ANSYS; this model did produce good results. When
the mesh was refined, however, the crack became smaller until at a certain mesh the
simulation produced no results at all. The digital image correlation (DIC) results
produced during the experiment in another paper [58] show similar qualitative results to
the model results for the base material, but the crack in the FSP sample did not take the
same path as that in the model of the FSP sample.
34

CHAPTER 4
THEORETICAL APPROACH
4.1 ASTM Standard Test Method for Measurement of Fracture Toughness
ASTM standard E1820 [9] enumerates the method for measuring fracture toughness
from the calculated stress intensity factor (K), J-integral (J), or crack tip opening
displacement (CTOD). All methods to specifically determine the KIc value are in another
standard, ASTM E399 [61].
The standard covers 3 specimen shapes, as shown in Figure 20: single-edge bend
[SE(B)], compact [C(T)], and disk-shaped compact [DC(T)]. For all three shapes, the
loading is mode I, or opening.
35

a)
b)
c)
Figure 20 Specimen shapes covered in ASTM E1820 [9] a) single edge bend [SE(B)] b) compact [C(T)] c) disk-shaped compact [DC(T)]
The sample must have a fatigue crack prior to this test, in order to sharpen the notch on
a microstructural scale. Various fatigue crack starter notch shapes are used, as shown
in Figure 21: a chevron notch, a straight through notch, a notch ending in a drilled hole,
and a narrow notch.
36

a) b) c) d)
Figure 21 ASTM E1820 notch shapes: a) chevron notch, b) straight through notch, c) notch ending in drilled hole, and d) narrow notch
The objective of the test method described in this standard is to load a precracked
specimen until crack growth occurs. This crack growth will either be unstable, called
fracture instability, or stable, called stable tearing. If fracture instability happens, the
fracture toughness will be a single point-value from the point of instability; if stable
tearing happens, a graph is obtained that plots the fracture toughness versus the crack-
extension (R-curve), and key points of interest may be determined from the R-curve.
The resulting fracture toughness data characterizes the material’s resistance to: fracture
of a stationary crack, fracture after some stable tearing, stable tearing onset, and
sustained stable tearing.
There are two possible procedures: the basic procedure and the resistance curve
procedure. In the basic procedure, the specimen is loaded to a certain displacement
level and the amount of crack extension that occurred is determined. This procedure
does not require crack extension measurement equipment, and determines only a
single K, J, or CTOD value. The purpose of this experiment is to develop a force-
displacement curve that can be used to evaluate K, J, or CTOD.
There are 17 annexes in this standard and 2 appendixes. Annexes 1 through 3 specify
requirements for testing single-edge bending, compact, and disk-shaped compact
specimens, respectively. Annex 4 specifies the methods for evaluating fracture
37

instability and pop-in. Annex 5 has been moved to ASTM standard E399 [61] because it
gives the method for determining the KIc value. Annexes 6 and 7 specify the methods
for determining the fracture toughness from fracture instability using J in annex 6 and
CTOD in annex 7. Annex 8 gives how to determine the J-R curve. Annex 9 gives how to
evaluate the JIc and KJIc values, which are the values obtained near the start of crack
growth. Annex 10 explains how to determine the δ-R curve. Annex 11 explains how to
evaluate the δIc value. Annex 12 covers miscellaneous information, including how to
calculate the stress intensity factor and compliance from crack size for all three
specimen shapes. Annex 13 has been moved to ASTM standard E399 [61] because it
gives the method for determining the KIc value from rapid loading. Annex 14 gives
special requirements for rapid-load J-integral fracture toughness testing. Annex 15
describes the technique for obtaining a J-R curve from a force-displacement curve and
initial and final crack size measurements. Annex 16 explains how to correct the J-
integral values. Annex 17 describes how to perform impact testing on Charpy-type
specimens and how to determine the fracture toughness from the results using a
fracture mechanics approach. Appendix 1 explains how to fit the J and crack size data
to an equation using the method of least squares, and appendix 2 gives guidelines for
measuring the fracture toughness of materials with shallow cracks.
4.2 Calculation Attempt
In this chapter, observations from the model are used as inputs to the calculations in
this standard instead of using the experimental results as the inputs.
38

This approach is based on the stress intensity definition of fracture toughness, and
enumerated in annexes 2 and 12 of ASTM standard E1820 [9]. The equation for the K
value from annex 2 is given in Equation 4.
Equation 4: 𝐾𝐾(𝑖𝑖) = 𝑃𝑃(𝑖𝑖)
(𝐵𝐵𝐵𝐵𝑁𝑁𝑊𝑊)1/2 𝑓𝑓 �𝑎𝑎𝑖𝑖𝑊𝑊�
Where K is the stress intensity factor, P is the applied load, W is the width of the
specimen, a is crack length, and B is specimen thickness. The function of the ratio of
crack length to specimen width is dependent on the specimen type; the model most
closely resembles a compact specimen, so the function for a compact specimen from
annex 2 is defined in Equation 5.
Equation 5: 𝑓𝑓 �𝑎𝑎𝑖𝑖𝑊𝑊� =
��2+𝑎𝑎𝑖𝑖𝑊𝑊��0.886+4.64�
𝑎𝑎𝑖𝑖𝑊𝑊�−13.32�
𝑎𝑎𝑖𝑖𝑊𝑊�
2+14.72�
𝑎𝑎𝑖𝑖𝑊𝑊�
3−5.6�
𝑎𝑎𝑖𝑖𝑊𝑊�
4��
�1−𝑎𝑎𝑖𝑖𝑊𝑊�
3/2
The crack length can be measured from the model, and all other variables are actually
inputs to the model. In the base material Abaqus model, the crack initiated at a
minimum load value of 200 MPa, so that is used for P in the equation in order to get the
stress intensity value at this point; annex 9 explains that the JIc value “characterizes the
toughness of a material near the onset of crack extension” [9], so the value of K
obtained closest to the start of the crack should be closest to the KIc value. Table 10
shows the values used for the calculation, as well as the result.
39

Table 10 Values used in stress intensity calculation, and result
Symbol Variable Name Value
E Elastic Modulus 44200 MPa
B Specimen Thickness 1.6 mm
BN Net Thickness 1.6 mm
P Applied Force 200 N
W Specimen Width 25.4 mm
a Crack Length 15.24 mm
K Stress Intensity Factor 338.66 N/mm3/2
The typical unit for the stress intensity definition of fracture toughness is MPa*m1/2. A
simple unit conversion shows that the answer given in Table 10 is equivalent to 10.7
MPa*m1/2.
Literature values of this value for various magnesium alloys [14, 15, 16, 17, 18] report a
range from 16.5 MPa*m1/2 to 34.8 MPa*m1/2. The estimate obtained from the calculation
is below this range, and so is most likely a conservative approach.
40

CHAPTER 5
FUTURE WORK
5.1 Conclusions
The model of the base material of WE43 created in Abaqus correlated well with the
experimental results; however, the FSP material model made in Abaqus aborted before
it could fully develop the results, and so a crack did not propagate in the same way that
it did in the base material model. The mesh was refined but no better results were
generated.
The FSP material model developed in ANSYS generated results. Mesh refinement did
not help the ANSYS results either. When compared to the experimental DIC results, the
crack in the model did not propagate in the same way as the crack in the experimental
FSP sample; this is due to an imperfect theory of plasticity upon which the modeling
software is based.
The selection of a two dimensional model could have been an oversimplification that
caused error in the results of the models.
The proposed approach to calculating the KIc fracture toughness in chapter 4 yields a
value lower than literature values for other magnesium alloys, and so is a conservative
approach.
5.2 Future Work
Further study of why the two models gave vastly different results despite similar inputs
is required.
41

Three dimensional models will be more descriptive and true to the assumptions made
for fracture mechanics specified in section 2.1 than the two dimensional models
developed here. The ASTM standard B871 outlining the experiment states that the
relevant result value depends on the thickness of the sample [11], but the dependence
of the plastic zone development on the thickness could be investigated.
The plastic zone development in other materials could be investigated and compared to
these results.
In this paper, the experiment outlined in ASTM standard B871 [11] was modeled, and
then the calculations for fracture toughness described in ASTM standard E1820 [9]
were applied to the results of that experiment; in the future, a model of the experiment
from E1820 could be used to generate the inputs for the calculation instead.
42

APPENDIX
ANSYS CODE FOR WE43 FSP MATERIAL WITH CRACK PREDICTION
43

*SET,W,0.0365
*SET,L,0.0286
*SET,E1,0.0111
*SET,E2,0.0064
/PREP7
ET,1,PLANE182
MPTEMP,,,,,,,,
MPTEMP,1,0
MPDATA,EX,1,,4.42E10
MPDATA,PRXY,1,,0.27
TB,BISO,1,1,2,
TBTEMP,0
TBDATA,,1.95E8,2E9,,,,
MPTEMP,,,,,,,,
MPTEMP,1,0
44

MPDATA,EX,2,,4.42E10
MPDATA,PRXY,2,,0.27
TB,BISO,2,1,2,
TBTEMP,0
TBDATA,,2.61E8,2E9,,,,
K, ,,,,
K, ,W,L,,
K, ,,L,,
K, ,(W-E1),,,
K, ,W,E2,,
*SET,WE,(W-E1)
CYL4,WE,L/2,0.004
K, ,,E2,,
LSTR, 10, 3
LSTR, 3, 2
LSTR, 2, 5
LSTR, 10, 5
45

LSTR, 4, 1
LSTR, 1, 10
LSTR, 4, 5
FLST,2,4,4
FITEM,2,5
FITEM,2,8
FITEM,2,7
FITEM,2,6
AL,P51X
FLST,2,4,4
FITEM,2,10
FITEM,2,8
FITEM,2,9
FITEM,2,11
AL,P51X
ASBA, 2, 1
FLST,3,2,5,ORDE,2
46

FITEM,3,3
FITEM,3,-4
ARSYM,Y,P51X, , , ,0,0
FLST,2,4,5,ORDE,2
FITEM,2,1
FITEM,2,-4
AGLUE,P51X
FLST,5,2,5,ORDE,2
FITEM,5,1
FITEM,5,5
CM,_Y,AREA
ASEL, , , ,P51X
CM,_Y1,AREA
CMSEL,S,_Y
!*
CMSEL,S,_Y1
AATT, 2, , 1, 0,
47

CMSEL,S,_Y
CMDELE,_Y
CMDELE,_Y1
!*
FLST,5,2,5,ORDE,2
FITEM,5,2
FITEM,5,4
CM,_Y,AREA
ASEL, , , ,P51X
CM,_Y1,AREA
CMSEL,S,_Y
!*
CMSEL,S,_Y1
AATT, 1, , 1, 0,
CMSEL,S,_Y
CMDELE,_Y
CMDELE,_Y1
48

!*
ESIZE,0.0005,0,
MSHAPE,0,2D
MSHKEY,0
!*
FLST,5,2,5,ORDE,2
FITEM,5,1
FITEM,5,5
CM,_Y,AREA
ASEL, , , ,P51X
CM,_Y1,AREA
CHKMSH,'AREA'
CMSEL,S,_Y
!*
AMESH,_Y1
!*
CMDELE,_Y
49

CMDELE,_Y1
CMDELE,_Y2
!*
ESIZE,0.002,0,
FLST,5,2,5,ORDE,2
FITEM,5,2
FITEM,5,4
CM,_Y,AREA
ASEL, , , ,P51X
CM,_Y1,AREA
CHKMSH,'AREA'
CMSEL,S,_Y
!*
AMESH,_Y1
!*
CMDELE,_Y
CMDELE,_Y1
50

CMDELE,_Y2
!*
FINISH
/SOL
!*
ANTYPE,4
!*
TRNOPT,FULL
LUMPM,0
!*
ANTYPE,4
NLGEOM,1
FLST,2,4,4,ORDE,2
FITEM,2,19
FITEM,2,-2
!*
/GO
51

DL,P51X, ,ALL,
FLST,2,4,4,ORDE,2
FITEM,2,1
FITEM,2,-4
!*
/GO
DL,P51X, ,UX,
!!!MMM=7949
MMM=2776
FLST,2,4,4,ORDE,2
FITEM,2,1
FITEM,2,-4
DL,P51X, ,UY,0.001/60*1
ESEL,S,LIVE
CM,K%1%,ELEM
CMSEL,S,K%1%
52

ALLSEL,ALL
OUTPR,BASIC,ALL,
ANTYPE,4
NLGEOM,1
NSUBST,20,20,12
TIME,1
SOLVE
*DO,J,1,MMM
*GET,A1,NODE,J,S,EQV
*IF,A1,GT,302E6,THEN
NSEL,S, , ,J
ESEL,ALL
ESLN,S
NROPT,FULL,,ON
EKILL,ALL
ALLSEL,ALL
*ENDIF
53

*ENDDO
*DO,I,2,14
FLST,2,4,4,ORDE,2
FITEM,2,1
FITEM,2,-4
DL,P51X, ,UY,0.001/60*I
ESEL,S,LIVE
CM,K%I%,ELEM
CMSEL,R,K%I%
ALLSEL,ALL
OUTPR,BASIC,ALL,
ANTYPE,4
NLGEOM,1
NSUBST,20,20,12
TIME,I
SOLVE
*DO,J,1,MMM
54

*GET,A1,NODE,J,S,EQV
*IF,A1,GT,340E6,THEN
NSEL,S, , ,J
ESEL,ALL
ESLN,S
NROPT,FULL,,ON
EKILL,ALL
ALLSEL,ALL
*ENDIF
*ENDDO
*ENDDO
CMSEL,NONE
ESEL,NONE
/SEG,DELETE
/SEG,MULTI,,0.5
/POST1
SET,I,LAST,1
55

! SET,1,LAST,1
CMSEL,S,K%1%
PLNSOL,S,EQV,0,
*DO,I,2,14
SET,I,LAST,1
CMSEL,R,K%I%
PLNSOL,S,EQV,0,
*ENDDO
FINI
/SEG,OFF
/ANFILE,SAVE,'video','avi',' '
ANIM,1,1
56

REFERENCES
[1] Magnesium is called the Metal of the Future for a Reason: Lillian Wong
https://cdiichinadirect.wordpress.com/2012/04/04/magnesium-is-called-the-metal-of-the-
future-for-a-reason-lillian-wong/. Last Accessed: 20 Apr 2016.
[2] NHTSA CAFE standards http://www.nhtsa.gov/fuel-economy. Last Accessed: 20 Apr
2016.
[3] New magnesium alloy: World's strongest and lightest metal.
http://ireport.cnn.com/docs/DOC-1205060. Last Accessed: 20 Apr 2016.
[4] Magnesium Die Casting FAQ http://www.meridian-mag.com/magnesium-die-
casting/magnesium-faq/. Last Accessed: 20 Apr 2016.
[5] Difference between Aluminum and Magnesium
http://www.differencebetween.net/object/difference-between-aluminum-and-
magnesium/. Last Accessed: 20 Apr 2016.
[6] Magnesium
http://www.precisiontandems.com/cat_files/paketa/paketamagnesium.htm. Last
Accessed: 20 Apr 2016.
[7] Housh, S., Mikucki, B. (1990) Selection and Application of Magnesium and
Magnesium Alloys ASM Handbook 2, 455-479.
[8] Hibbeler, R. C. Engineering Mechanics: Dynamics, 14th ed. Pearson 2015.
57

[9] ASTM Standard E1820-15, 2007, "Standard Test Method for Measurement of
Fracture Toughness," ASTM International, West Conshohocken, PA, 2015, DOI:
10.1520/E1820-15, www.astm.org
[10] Anderson, T. L. Fracture Mechanics: Fundamentals and Applications, 2nd ed. Boca
Raton, FL. CRC Press, LLC 2000.
[11] ASTM Standard B871-01, 2007, "Standard Test Method for Tear Testing of
Aluminum Alloy Products," ASTM International, West Conshohocken, PA, 2007, DOI:
10.1520/B0871-01, www.astm.org
[12] Bhargava, G., Yuan, W., Webb, S. S., Mishra, R. S. (2010) Influence of texture on
mechanical behavior of friction-stir-processed magnesium alloy, Metallurgical and
Materials Transactions A 41, 13-17.
[13] Groover, M. Fundamentals of Modern Manufacturing, 5th ed. Hoboken, NJ. John
Wiley & Sons, Inc 2013
[14] H. Somekawa and T. Mukai: Fracture Toughness in an Extruded ZK60 Magnesium
Alloy. Mat Trans. 47. 995-998 (2006).
[15] T. Sasaki, H. Somekawa, A. Takara, Y. Nishikawa, K. Higashi: Plane-Strain
Fracture Toughness on Thin AZ31 Wrought Magnesium Alloy Sheets. Mat. Trans. 44.
986-990 (2003).
[16] H. Somekawa, A. Singh, and T. Mukai: Effect of precipitate shapes on fracture
toughness in extruded Mg-Zn-Zr magnesium alloys. J. Mater. 22. 965-973 (2007).
58

[17] H. Somekawa, A. Singh, and T. Mukai: Deformation structure after fracture-
toughness test of Mg-Al-Zn alloys processed by equal-channel-angular extrusion. Phil.
Mag. 86. 195-204 (2006).
[18] H. Somekawa and T. Mukai: Fracture toughness in Mg-Al-Zn alloy processed by
equal-channel-angular extrusion. Scripta Materialia 54. 633-638 (2006).
[19] N. Kumar, J. Blandin, C. Desrayaud et al.: Grain refinement in AZ91 magnesium
alloy during thermomechanical processing. Mat. Sci. and Eng. A 359. 150-157 (2003).
[20] W. Kim, S. Yoo, and H. Kim: Superplastic microforming of Mg-9Al-1Zn alloy with
ultrafine-grained microstructure. Scripta Materialia 59. 599-602 (2008).
[21] W.M. Thomas, E.D. Nicholas, J.C. Needham, M.G. Church, P. Templesmith, C.J.
Dawes, (December 1991) GB Patent Application No. 9125978.9.
[22] Mishra, Rajiv S. and Murray W. Mahoney. Friction Stir Welding and Processing.
Materials Park, OH. ASM International 2007.
[23] Ahmadi, H., Mostafa Arab, N. B. et al. (2012) Influence of Pin Profile on Quality of
Friction Stir Lap Welds in Carbon Fiber Reinforced Polypropylene Composite.
International Journal of Mechanics and Applications 2, 24-28.
[24] Kumar, K. Kailas, S. et al. (2008) Influence of Tool Geometry in Friction Stir
Welding. Materials and Manufacturing Processes 23, 188-194.
[25] Casalino, G. Campanelli, M. and Mortello, M. (2014) Influence of shoulder
geometry and coating of the tool on the friction stir welding of aluminum alloy plates.
Procedia Engineering 69, 1541-1548.
59

[26] Chai, F., Zhang, D., Li, Y. (2014) Effect of thermal history on microstructures and
mechanical properties of AZ31 magnesium alloy prepared by friction stir processing,
Materials 7, 1573-1589.
[27] Darras, B., Khraisheh, M., Abu-Farha, F., et al. (2007) Friction stir processing of
commercial AZ31 magnesium alloy, Journal of Materials Processing Technology 191,
77-81.
[28] Darras, B., Kishta, E. (2013) Submerged friction stir processing of AZ31
Magnesium alloy, Materials and Design 47, 133-137.
[29] Yu, Z., Choo, H., Feng, Z. et al. (2010) Influence of thermo-mechanical parameters
on texture and tensile behavior of friction stir processed Mg alloy Scripta Materialia 63,
1112-1115.
[30] Zhang, D., Xiong, F., Zhang, W. et al. (2011) Superplasticity of AZ31 magnesium
alloy prepared by friction stir processing Transactions of Nonferrous Metals Society of
China 21, 1911-1916.
[31] Afrin, N., Chen, D. L., Cao, X., Jahazi, M. (2008) Microstructure and tensile
properties of friction stir welded AZ31B magnesium alloy, Materials Science and
Engineering A 472,179-186.
[32] Commin, L., Dumont, M., Rotinat, R. et al. (2012) Influence of the microstructural
changes and induced residual stresses on tensile properties of wrought magnesium
alloy friction stir welds, Materials Science and Engineering 551, 288-292.
[33] Xunhong, W., Kuaishe, W. (2006) Microstructure and properties of friction stir butt-
welded AZ31 magnesium alloy, Materials Science and Engineering A 341, 114-117.
60

[34] Rhodes, C., Mahoney, M., Bingel, W. et al. (1997) Effects of friction stir welding on
microstructure of 7075 aluminum, Scripta Materialia 36, 69-75.
[35] Su, J., Nelson, T., Mishra, R. et al. (2003) Microstructural investigation of friction stir
welded 7050-T651 aluminum, Acta Materialia 51, 713-729.
[36] Chen, Y., Liu, H., Feng, J. (2006) Friction stir welding characteristics of different
heat-treated-state 2219 aluminum alloy plates, Materials Science and Engineering A
420, 21-25.
[37] Sutton, M., Yang, B., Reynolds, A. et al. (2002) Microstructural studies of friction stir
welds in 2024-T3 aluminum, Materials Science and Engineering A 323, 160-166.
[38] DebRoy, T. and Bhadeshia, H. (2010) Friction stir welding of dissimilar alloys – a
perspective, Science and Technology of Welding & Joining 15, 266-270.
[39] Mofid, M., Abdollah-zadeh, A. and Malek Ghaini, F. (2012) The effect of water
cooling during dissimilar friction stir welding of Al alloy to Mg alloy, Materials and Design
36, 161-167.
[40] Zhao, Y., Lu, Z., Yan, K., et al. (2015) Microstructural characterizations and
mechanical properties in underwater friction stir welding of aluminum and magnesium
dissimilar alloys, Materials and Design 65, 675-681.
[41] Watanabe, T., Takayama, H., Yanagisawa, A. (2006) Joining of aluminum alloy to
steel by friction stir welding, Journal of Materials Processing Technology 178, 342-349.
[42] Liu, X., Lan, S., and Ni, J. (2014) Analysis of process parameters effects on friction
stir welding of dissimilar aluminum alloy to advanced high strength steel, Materials and
Design 59, 50-62.
61

[43] Chen, Y. and Nakata, K. (2009) Microstructural characterization and mechanical
properties in friction stir welding of aluminum and titanium dissimilar alloys, Materials
and Design 30, 469-474.
[44] Aonuma, M. and Nakata, K. (2011) Dissimilar Metal Joining of 2024 and 7075
Aluminum Alloys to Titanium Alloys by Friction Stir Welding, Materials Transactions 52,
948-952.
[45] Callister, William D. and David G. Rethwich. Fundamentals of Materials Science
and Engineering. 4th ed. Danvers, MA. John Wiley & Sons, Inc. 2012.
[46] He, X., Gu, F., Ball, A. (2014) A review of numerical analysis of friction stir welding,
Progress in Materials Science 65, 1-66.
[47] Chen, C. and Kovacevic, R. (2003) Finite element modeling of friction stir welding -
Thermal and thermomechanical analysis, International Journal of Machine Tools and
Manufacture 43, 1319-1326.
[48] Zhang, Z. and Zhang, H. (2008) A fully coupled thermo-mechanical model of friction
stir welding, International Journal of Advanced Manufacturing Technology 37, 279-293.
[49] Atharifar, H. (2008) Dissertation: Material flow and Heat Transfer Modeling,
Monitoring, and Optimization of Friction Stir Welding, Southern Methodist University,
Dallas, TX.
[50] Sataruddin, N., Awang, M., Shaari, K. (2011) Material flow study during friction stir
welding process using computational fluid dynamics simulation, 2011 National
Postgraduate Conference, 1-4.
62

[51] Chen, G., Shi, Q., Li, Y., et al. (2013) Computational fluid dynamics studies on heat
generation during friction stir welding of aluminum alloy, Computational Materials
Science 79, 540-546.
[52] Holmberg, K., Laukkanen, A., Ronkainen, H. et al. (2003) A model for stresses,
crack generation and fracture toughness calculation in scratched TiN-coated steel
surfaces, Wear 254. 278-291.
[53] Akono, A. and Ulm, F. (2011) Scratch test model for the determination of fracture
toughness, Engineering Fracture Mechanics 78, 334-342.
[54] Haggag, F. and Nanstad, R. (1989) Estimating Fracture Toughness Using Tension
or Ball Indentation Tests and a Modified Critical Strain Model, Innovative Approaches to
Irradiation Damage and Failure Analysis 170, 41-46.
[55] Qiu, H., Enoki, M., Kawaguchi, Y. et al. (2003) A model for the static fracture
toughness of ductile structural steel, Engineering Fracture Mechanics 70, 599-609.
[56] Deshpande, N., Gokhale, A., Denzer, D. et al. (1998) Relationship between fracture
toughness, fracture path, and microstructure of 7050 aluminum alloy: Part I.
Quantitative characterization, Metallurgical and Materials Transactions A 29, 1191-
1201.
[57] Deshpande, N., Gokhale, A., Denzer, D. et al. (1998) Relationship between fracture
toughness, fracture path, and microstructure of 7050 aluminum alloy: Part II. Multiple
Micromechanisms-Based Fracture Toughness Model, Metallurgical and Materials
Transactions A 29, 1191-1201.
63

[58] Das, S. (2016) Microstructure for Enhanced Plasticity and Toughness, University of
North Texas, Denton, TX.
[59] Jin, Z. H. and Sun, C. T. (2006) A comparison of cohesive zone modeling and
classical fracture mechanics based on near tip stress field, International Journal of
Solids and Structures 43, 1047-1060.
[60] Park, K. and Paulino, G. (2011) Cohesive Zone Models: A Critical Review of
Traction-Separation Relationships Across Fracture Surfaces, Applied Mechanics
Reviews 64, 1-20.
[61] ASTM E399-12, 2013, “Standard Test Method for Linear-Elastic Plane-Strain
Fracture Toughness KIc of Metallic Materials,” ASTM International, West
Conshohocken, PA, 2007, DOI: 10.1520/E0399-12E03, www.astm.org
64