Mixture cumulative count control chart for mixture geometric process characteristics
19
Qual Quant (2013) 47:2289–2307 DOI 10.1007/s11135-011-9656-1 Mixture cumulative count control chart for mixture geometric process characteristics Muhammad Younas Majeed · Muhammad Aslam · Muhammad Riaz Published online: 6 January 2012 © Springer Science+Business Media B.V. 2012 Abstract A statistical process control chart named the mixture cumulative count control chart (MCCC-chart) is suggested in this study, motivated by an existing control chart named cumulative count control chart (CCC-chart). The MCCC-chart is constructed based on the distribution function of a two component mixture of geometric distributions using the num- ber of items inspected until a defective item is observed ‘n’ as plotting statistics. We have observed that the MCCC-chart has the ability to perform equivalent to the CCC-chart when number of defective items follows geometric distribution and better than the CCC-chart when the number of defective items produced by a process follows a mixture geometric model. The MCCC-chart may be considered as a generalized version of CCC-chart. Keywords ARL · CCC-chart · High yield process · MCCC-chart · Mixture models 1 Introduction There are two main classifications of control charts namely attribute and variables control charts. Attributes control charts are used to monitor the fraction nonconforming of a process where p and c charts are the popular choices when defect occurrences follow binomial and Poisson distributions respectively. These charts (and also the others like np-chart and u -chart) have some performance issues for the situations where defect rates are low (cf. Xie and Goh 1992, 1997). To resolve these issues (Calvin 1983; Goh 1987a,b; Chan et al. 1997; Chan 2000) proposed the cumulative count control chart (CCC-chart) for low defect processes based on the geometric distribution. Chan et al. (2000) proposed the cumulative quantity control chart (CQC-chart) based on the exponential distribution. To overcome an undesirable M. Y. Majeed (B ) · M. Aslam · M. Riaz Department of Statistics, Quaid-i-Azam University, Islamabad, Pakistan e-mail: [email protected] M. Riaz Department of Mathematics and Statistics, King Fahad University of Petroleum and Minerals, Dhahran 31261, Saudi Arabia 123
-
Upload
muhammad-riaz -
Category
Documents
-
view
214 -
download
2
Transcript of Mixture cumulative count control chart for mixture geometric process characteristics

Qual Quant (2013) 47:2289–2307DOI 10.1007/s11135-011-9656-1
Mixture cumulative count control chart for mixturegeometric process characteristics
Muhammad Younas Majeed · Muhammad Aslam ·Muhammad Riaz
Published online: 6 January 2012© Springer Science+Business Media B.V. 2012
Abstract A statistical process control chart named the mixture cumulative count controlchart (MCCC-chart) is suggested in this study, motivated by an existing control chart namedcumulative count control chart (CCC-chart). The MCCC-chart is constructed based on thedistribution function of a two component mixture of geometric distributions using the num-ber of items inspected until a defective item is observed ‘n’ as plotting statistics. We haveobserved that the MCCC-chart has the ability to perform equivalent to the CCC-chart whennumber of defective items follows geometric distribution and better than the CCC-chart whenthe number of defective items produced by a process follows a mixture geometric model.The MCCC-chart may be considered as a generalized version of CCC-chart.
Keywords ARL · CCC-chart · High yield process · MCCC-chart · Mixture models
1 Introduction
There are two main classifications of control charts namely attribute and variables controlcharts. Attributes control charts are used to monitor the fraction nonconforming of a processwhere p and c charts are the popular choices when defect occurrences follow binomial andPoisson distributions respectively. These charts (and also the others like np-chart and u-chart)have some performance issues for the situations where defect rates are low (cf. Xie and Goh1992, 1997). To resolve these issues (Calvin 1983; Goh 1987a,b; Chan et al. 1997; Chan2000) proposed the cumulative count control chart (CCC-chart) for low defect processesbased on the geometric distribution. Chan et al. (2000) proposed the cumulative quantitycontrol chart (CQC-chart) based on the exponential distribution. To overcome an undesirable
M. Y. Majeed (B) · M. Aslam · M. RiazDepartment of Statistics, Quaid-i-Azam University, Islamabad, Pakistane-mail: [email protected]
M. RiazDepartment of Mathematics and Statistics, King Fahad University of Petroleum and Minerals,Dhahran 31261, Saudi Arabia
123

2290 M. Y. Majeed et al.
feature of CCC-chart that the out-of-control ARL may increase at the beginning when theprocess is deteriorated (Chan et al. 2000) proposed a modified CCC-chart with an adjustedcontrol limits. Chan et al. (2002) also proposed the cumulative probability control chartsfor Geometric and Exponential process characteristics. Ranjan et al. (2003) investigated theeffect of inspection error on the control limits of CCC-chart and found optimal control limits.The CCC-r chart based on the negative binomial distribution was proposed by Cheng andChen (2010) as an improvement to CCC-chart. They introduced an ARL unbiased design toobtain the optimal control limits for the CCC-r chart. They also developed the adjustmentcoefficient to modify the control limits of CCC-r chart. We have introduced a mixture countcontrol chart based on the mixture of geometric distributions in this study.
Suppose that the fraction of defective items produced by a binomial process has a constantvalue p0(> 0), and let n be the number of items inspected until a defective item is observed.It is known that n follows a geometric distribution (cf. Walpole et al. 1998) with expectedvalue E(n) = 1/p0 and cumulative distribution function
F(n) = 1 − (1 − p0)n (n = 1, 2, . . . .) (1)
Calvin (1983) and Goh (1987a) used Eq. 1 to construct the double limit CCC-chart by settingF(n) in (1) equal to 1 − α/2, α/2 and 1/2 which gives the upper control limit (UCL), lowercontrol limit (LCL) and central line (CL) respectively where as the probability of false alarm,α, is fixed first.
It is important to note that practically there are certain situations in which an item pro-duced is not manufactured through only a single machine but different machines and hencethere may be more than one factors which cause an item to be defective. In such situationsthe population of defective items can be divided into two or more sub-populations such thatthe fraction of defective items produced by each sub-population is different. For example,if the item produced/manufactured is a walky-talky or a hands-free of a mobile phone thenit can be defective in two ways either its mike or its receiver can be defective. In this casethe population of defective items can be divided into two sub-populations. To tackle thiskind of situation, a new control chart, namely the mixture cumulative count control chart(MCCC-chart) is proposed, which is constructed using the distribution function of mixtureof two geometric distributions.
The organization of the rest of the article is as: In Sect. 2 the MCCC-chart is introduced;a special case of MCCC-chart is given in Sect. 2.5; Sect. 3 is devoted to the average runlength (ARL) analysis which also contains graphical display for the comparison of ARLs,comparison for the ALI’s is also given for the Baye’s estimates under different loss functions(LF); an illustrative example is given in Sect. 4; the concluding remarks are given in Sect. 5;some mathematical derivations are given in the Appendix.
2 The MCCC-chart
Suppose that a population of defective items is divided into two sub-populations such thatthe fraction of defective items produced by a binomial process from sub-population-I has aconstant value π0 and fraction of defective items produced by a binomial process from sub-population-II has a constant value ϕ0. In this situation the total number of items inspected(until a defective item is observed ‘n’) will follow a two component mixture of geometricdistributions. The density function of this two component mixture of geometric distributionscan be written as
123

MCCC-chart for mixture geometric process characteristics 2291
f (n) = w1 f1(n) + w2 f2(n)
The corresponding cumulative distribution of this mixture model can be written as
F(n) = w1 F1(n) + w2 F2(n) (2)
Where f1(n) & f2(n) are the density functions and F1(n) & F2(n) are the correspondingdistribution functions of random variable n geometrically distributed with unknown param-eter π0 and ϕ0 respectively. The corresponding mixing weights are denoted by w1 and w2
such that 0 < w1 < 1 and w2 = 1 − w1. After simplification the distribution function (2)may be written as:
F(n) = 1 − {w1(1 − π0)n + w2(1 − ϕ0)
n} (3)
The unknown parameters namely π0, ϕ0 and w1 of the mixture model can be estimated usingdifferent techniques like maximum likelihood and Bays’s estimators (particularly the Baye’sestimates of these unknown parameters using different priors are of more interest). Expres-sions for the Maximum Likelihood Estimates (MLE) and Baye’s estimates using uniformand beta (conjugate prior of geometric distribution) priors and their posterior risks for theabove mixture model are given in the following subsections.
2.1 Maximum likelihood estimates
To work out MLE’s of π0, ϕ0 and w1 for the above mixture model we first write the normalequations which are given as:
⇒ r1 = π0S1
(1 − π0)+ w1(n−r)(X+1)π0(1−π0)X
{w1(1−π0)X+1+w2(1−ϕ0)X+1}⇒ r2 = ϕ0S2
(1 − ϕ0)+ w2(n − r)(X + 1)ϕ0(1 − ϕ0)
X{w1(1 − π0)X+1 + w2(1 − ϕ0)X+1
}
⇒ r2 = w2r1w1
+ (n − r)w2{(1 − π0)
X+1 − (1 − ϕ0)X+1
}
{w1(1 − π0)X+1 + w2(1 − ϕ0)X+1
}
⎫⎪⎪⎪⎪⎪⎪⎬
⎪⎪⎪⎪⎪⎪⎭
(4)
These three normal equations show that the MLE’s for the above mixture model do not existin a nice closed form but they can be obtained numerically by solving these normal equationssimultaneously through some iterative procedures.
2.2 Expression for the Bayes estimators and their posterior risks using uniform priors
Under the squared error LF the Baye’s estimators and posteriors risks of π0, ϕ0 and w1 arerespectively as follows (for details and explanations see Appendix):
π0|t =∑n−r
k=0
(n − r
k
)
B(n−r2+1,r2+k+1)B(r1+2,S1+(n−r)(T +1)+1)B(r2+1,S2+k(T +1)+1)
∑n−rk=0
(n − r
k
)
B(n−r2+1,r2+k+1)B(r1+1,S1+(n−r)(T +1)+1)B(r2+1,S2+k(T +1)+1)
ρ(π0|t) =∑n−r
k=0
(n − r
k
)
B(n−r2+1,r2+k+1)B(r1+3,S1+(n−r)(T +1)+1)B(r2+1,S2+k(T +1)+1)
∑n−rk=0
(n − r
k
)
B(n−r2+1,r2+k+1)B(r1+1,S1+(n−r)(T +1)+1)B(r2+1,S2+k(T +1)+1)
− (π0|t)2
⎫⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎬
⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎭
(5)
123

2292 M. Y. Majeed et al.
ϕ0|t =∑n−r
k=0
(n − r
k
)
B(n−r2+1,r2+k+1)B(r1+1,S1+(n−r)(T +1)+1)B(r2+2,S2+k(T +1)+1)
∑n−rk=0
(n − r
k
)
B(n−r2+1,r2+k+1)B(r1+1,S1+(n−r)(T +1)+1)B(r2+1,S2+k(T +1)+1)
ρ(ϕ0|t) =∑n−r
k=0
(n − r
k
)
B(n−r2+1,r2+k+1)B(r1+1,S1+(n−r)(T +1)+1)B(r2+3,S2+k(T +1)+1)
∑n−rk=0
(n − r
k
)
B(n−r2+1,r2+k+1)B(r1+1,S1+(n−r)(T +1)+1)B(r2+1,S2+k(T +1)+1)
− (ϕ0|t)2
⎫⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎬
⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎭
(6)
w1|t =∑n−r
k=0
(n − r
k
)
B(n−r2+2,r2+k+1)B(r1+1,S1+(n−r)(T +1)+1)B(r2+1,S2+k(T +1)+1)
∑n−rk=0
(n − r
k
)
B(n−r2+1,r2+k+1)B(r1+1,S1+(n−r)(T +1)+1)B(r2+1,S2+k(T +1)+1)
ρ(w1|t) =∑n−r
k=0
(n − r
k
)
B(n−r2+3,r2+k+1)B(r1+1,S1+(n−r)(T +1)+1)B(r2+1,S2+k(T +1)+1)
∑n−rk=0
(n − r
k
)
B(n−r2+1,r2+k+1)B(r1+1,S1+(n−r)(T +1)+1)B(r2+1,S2+k(T +1)+1)
− (w1|t)2
⎫⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎬
⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎭
(7)
2.3 Expressions for the Bayes estimators and their posterior risks using Beta priors
The Baye’s estimators and the corresponding posteriors risks of π0, ϕ0 and w1 under thesquared error LF using beta (conjugate prior of geometric distribution) priors are respec-tively as follows (for details and explanations see Appendix):
π0|t =∑n−r
k=0
(n − r
k
)
B(α,β)B(α1+1,β1)B(α2,β2)
N
ρ(π0|t) =∑n−r
k=0
(n − r
k
)
B(α,β)B(α1+2,β1)B(α2,β2)
N − (π0|t)2
⎫⎪⎪⎪⎪⎬
⎪⎪⎪⎪⎭
(8)
ϕ0|t =∑n−r
k=0
(n − r
k
)
B(α,β)B(α1,β1)B(α2+1,β2)
N
ρ(ϕ0|t) =∑n−r
k=0
(n − r
k
)
B(α,β)B(α1,β1)B(α2+2,β2)
N − (ϕ0|t)2
⎫⎪⎪⎪⎪⎬
⎪⎪⎪⎪⎭
(9)
w1|t =∑n−r
k=0
(n − r
k
)
B(α+1,β)B(α1,β1)B(α2,β2)
N
ρ(w1|t) =∑n−r
k=0
(n − r
k
)
B(α+2,β)B(α1,β1)B(α2,β2)
N − (w1|t)2
⎫⎪⎪⎪⎪⎬
⎪⎪⎪⎪⎭
(10)
where N = ∑n−rk=0
(n − r
k
)B(α, β)B(α1, β1)B(α2, β2).
One of the advantages of the Baye’s estimators over the MLE’s is that they enjoy a niceclosed form even for the mixture models whereas MLE’s can only be obtained through someiterative procedure. Mathematical derivations of these expressions are given in the Appendix.A numerical comparison of Baye’s estimates using uniform and Informative priors is alsogiven in Table 3 of Appendix using different LF. It is clear from Table 3 of Appendix that theinformative priors provide efficient estimates with less posterior risks than the uniform priors.
123

MCCC-chart for mixture geometric process characteristics 2293
Furthermore the weighted LF out performs the quadratic and squared error LFs providingBaye’s estimates of the unknown parameters with less posterior risks.
2.4 Control structure of MCC chart
Control limits for the MCCC chart can be obtained using the cumulative distribution functionof mixture model (3). Let us suppose that xn = (1 − π0)
n and yn = (1 − ϕ0)n where xn and
yn are such that xn = c yn where c is some positive constant i.e. c > 0. Now by substitutionsin (3) we have the following:
F(n) = 1 − yn(w1c + w2) (11)
Here the choice of c will depend on the proportion of defective items produced by eachsub-population. Now, to construct a double limit MCCC-chart the probability of false alarm,α, is fixed first and F(n) in (11) is set equal to 1 − α/2, α/2 and 1/2 which gives the UCL,LCL and CL respectively. After simplification the control limits find are as follows:
Upper control limit: nU = ln( α2 )−ln(w1c+w2)
ln(1−ϕ0),
Central line: nC = ln( 12 )−ln(w1c+w2)
ln(1−ϕ0),
Lower control limit: nL = ln(1− α2 )−ln(w1c+w2)
ln(1−ϕ0)
In the MCCC-chart, ‘n’ is plotted on the chart against the corresponding sample number.A plotting point corresponding to a defective item appearing above the UCL is an indicationthat ‘ϕ0’ may have shifted downward (that is that the process may have improved) and aplotted point below the LCL is an alarm that the fraction of defective items of the processmay have shifted upward (that is, the process may have deteriorated) (cf. Chan et al. 2002and the references therein). The one sided version may be defined easily by setting the wholeα on one tail (either upper or lower)of F(n) in (11) e.g. nL = ln(1−α)−ln(w1c+w2)
ln(1−ϕ0)works as
LCL where an upward shift is indicated by having a signal on lower side. A similar structureholds on the upper tail for downwards shift.
2.5 CCC-chart as a special case of MCCC-chart
It is interesting to note that the usual CCC-chart is a special case of the above MCCC-chartfor the value of constant c = 1. Using xn = c yn it can be easily shown that for c = 1, π0
(the fraction of defective items from sub-population-I) and ϕ0 (the fraction of defective itemsfrom sub-population-II) becomes equal which leads us to a simple one component geometricdistribution with fraction of defective items π0 (or ϕ0). Similarly using the distribution func-tion (11) of two component mixture of geometric distribution F(n) = 1 − yn(w1c + w2), itcan be shown that for c = 1, F(n) becomes, F(n) = 1 − yn = 1 − (1 − ϕ0)
n (∵ w1 and w2
are the mixing weights such that w1 + w2 = 1), which is the distribution function similarto that given in (1). Thus it becomes a simple case of the single Geometric distribution forwhich the double control limits are as follows:
123

2294 M. Y. Majeed et al.
Upper control limit: nu = ln( α2 )
ln(1−ϕ0),
Central line: nc = ln( 12 )
ln(1−ϕ0),
Lower control limit: nL = ln(1− α2 )
ln(1−ϕ0)
By setting F(n) in (1) equal to α, one can get a single-limit CCC-chart which gives onlythe LCL nL = ln(1−α)
ln(1−ϕ0), and occurrence of a defect below the LCL indicates that ϕ0 may
have shifted upward.
3 Average run length evaluation
Run length is the number of samples observed till an out of control signal is observed and itbehaves as a random variable because of its probabilistic nature. ARL is the expected num-ber of runs before receiving alarms on charting structures. The in-control ARL is denotedby ARL0 while out-of-control by ARL1. If the probability for a single point to havean out of control signal on the chart is P then ARL can be expressed by (as geometricdistribution):
ARL = 1/P (12)
Let us suppose that the MCCC-chart is constructed such that the probability of false alarmsis αL and αU for LCL and UCL respectively when the fraction of defective items is ϕ0. TheARLs to receive the signals for un-natural variations below the LCL, above the UCL andeither below the LCL or above the UCL when the fraction of defective items is ϕ, are givenas:
ARL L = (w1c + w2)1−t
1 − (1 − αL)t, ARLU = (w1c + w2)
1−t
αtU
, ARL L∪U = (w1c + w2)1−t
1 − (1 − αL)t + αtU
where, t = ln(1−ϕ)ln(1−ϕ0)
and ϕ is the fraction of defective items. (Cf. (12) and Chan et al. 2002—Proposition A of Appendix).
By substituting nL = ln(1−αL )−ln(w1c+w2)ln(1−ϕ0)
into 1P = 1
F(nL )= 1
1−(1−ϕ)nL (w1c+w2), substi-
tuting nu = ln(αU )−ln(w1c+w2)ln(1−ϕ0)
into 1P = 1
(1−F(nU ))= 1
(1−ϕ)nU (w1c+w2), and similarly by
substituting both nL and nU into 1P = 1
(F(nL )+1−F(nU ))= 1
1−(w1c+w2){(1−ϕ)nL −(1−ϕ)nU } . As
E(n) = 1ϕ
so the said expressions for ARLs are there.Now we give graphical representation of the ARLs to compare the MCCC-chart with
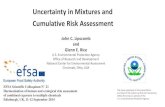
the usual CCC-chart. The values of ln ARLs are used to be plotted against et for a betterappearance of results in figures. Figure 1a–c, d represents the ARL L below the LCL at αL =0.0005, 0.00135, 0.005 and 0.05 respectively. Figure 2a–c, d represents the ARLU abovethe UCL at αU = 0.0005, 0.00135, 0.005 and 0.05 respectively. Also Fig. 3a–c, d representsthe combine ARL L&U below LCL and above UCL at αL = αU = 0.0005, 0.00135, 0.005and 0.05 respectively.
The ARL analysis helps evaluating the performance of MCCC-chart relative to CCC-chart for different values of c under fixed false alarm rates. We have ensured that the ARL0
is same for different values of c for a fixed false alarm rate which supports valid comparisonsof ARL1s for different values of c. In Fig. 1a the values of ln ARL L are plotted against
123

MCCC-chart for mixture geometric process characteristics 2295
Fig. 1 Average run length plots ln ARL L against et for the MCCC-chart. a ARL plots (αL = 0.0005, w1 =0.4). b ARL plots (αL = 0.00135, w1 = 0.4). c ARL plots (αL = 0.005, w1 = 0.4). d ARL plots (αL =0.05, w1 = 0.4)
et for different values of c where ARL0 is fixed at 2000 (αL = 0.0005). For c = 1 theline showing ln ARL L is similar to that of the usual CCC-chart. Thus the proposed chartperforms similar to the CCC-chart when the data follows a single geometric distribution. Asthe value of c increases the graphs moves downward showing an improvement to detect anout of control situation earlier. It is to be noted that if we use simple CCC-chart (c = 1)
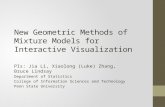
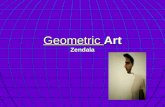
instead of the proposed MCCC-chart when the data follows a mixture distribution, the outof control situation will be detected later, while if we use the MCCC-chart (c > 1) theability is superior in detecting an out of control situation earlier than the CCC-chart. Similaris the case in Fig. 1b–d where MCCC chart exhibits enhanced the ARL L performance indetecting out of control situations earlier than the CCC-chart and it keeps improving as thevalue of c increases.Thus our proposed chart performs better than the usual CCC-chart formixture models. The same is observed from Fig. 2 (for upper side) and Fig. 3 (for two sidesjointly).
123

2296 M. Y. Majeed et al.
Fig. 1 continued
An important observation here is regarding ARL biasedness issue. From Fig. 1a–d it isclear that for t < 1 we may have biased ARLs, whereas for t > 1 the proposed MCCC-chart detects an out of control situation earlier than the CCC-chart and this superiority keepsimproving as the value of t increases (and also as the value of c increases). Figure 2a–d showsthat the biasedness and superiority behaviors are reversed for t > 1 and t < 1 respectively.Moreover, Fig. 3a–d shows that for small values of c the bias has a larger effect on ARLwhich prolong more whereas as the bias has a smaller effect for large values of c which isremoved more quickly as the value of c increases. Thus in case of CCC-chart bias effectsthe ARL more but using MCCC-chart (with c > 1) the bias effect is low and is removedquickly when c increases. Thus the detection ability of MCCC-chart is superior as com-pared to the CCC-chart for different types of shifts (both in terms of efficiency and low ARLbiased).
The Average length of inspection (ALI) required observing a signal is E(n)P = E(n)×ARL
(see Chan et al. 2002). The corresponding ALIs for signals to show up on the MCCC-chart
123

MCCC-chart for mixture geometric process characteristics 2297
Fig. 2 Average run length plots ln ARLU against et for the MCCC-chart. a Average Run Length plots(αU = 0.0005, w1 = 0.4). b ARL plots (αU = 0.00135, w1 = 0.4). c ARL plots (αU = 0.005, w1 = 0.4).d ARL plots (αU = 0.05, w1 = 0.4)
below the LCL, above the UCL and either below the LCL or above the UCL (when thefraction of defective items is ϕ) are as follows:
AL IL = 1
ϕARL L , AL IU = 1
ϕARLU , AL IL∪U = 1
ϕARL L∪U
Since the Baye’s estimates using informative (beta) priors are efficient than the uniform priors(cf. Table 3 of Appendix) the ALIs are obtained using these estimates of ϕ. Using the ARLvalues for t = 1.5, c = 2 at αL = αU = 0.00135 a comparison of ALIs for different LFs isgiven in Table 1. From Table 1 the larger values of ALIs (lower, upper and both) for the Bayesestimates under weighted LF indicate that the proposed MCCC-chart performs even morebetter if some suitable LF (weighted loss as compared to squared error and quadratic LF) isused to obtain the Baye’s estimates for the mixture model (we have shown only in-controlsituation).
123

2298 M. Y. Majeed et al.
Fig. 2 continued
4 An illustrative example
In this section we provide an example to illustrate the application details of the proposal forwhich we have mainly followed the conceptual framework and terminology of Chan et al.(2002). In a high-quality process of micro-phone manufacture, the fraction of defective itemsϕ0 = 0.0005 (five defective per 10,000 items) when the process in normal condition. Theprobability of false alarm is set at α = 0.0027. If the mixing weights are set as w1 = 0.2,w2 = 1 − w1 = 0.8 and value of constant c = 1.5 the lower and UCLs and the centerlinefor a double-limit MCCC-chart calculated are as follows:
Lower control limit: nL = ln(1− 0.00272 )−ln(0.2×1.5+0.8)
ln(1−0.0001)= 193.27
Upper control limit: nU = ln( 0.00272 )−ln(0.2×1.5+0.8)
ln(1−0.0001)= 13402.57
Central line: snC = ln(0.5)−ln(0.2×1.5+0.8)ln(1−0.0001)
= 1576.52
123

MCCC-chart for mixture geometric process characteristics 2299
Fig. 3 Average run length plots ln ARL L&U against et for the MCCC-chart. a ARL plots (αU = αL =0.0005, w1 = 0.4). b ARL plots (αU = αL = 0.00135, w1 = 0.4). c ARL plots (αU = αL = 0.005, w1 =0.4). d ARL plots (αU = αU = 0.05, w1 = 0.4)
For a single-limit MCCC-chart the LCL is as follows
Lower control limit: nL = ln(1−0.0027)−ln(0.2×1.5+0.8)ln(1−0.0001)
= 195.9787
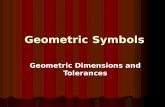
A hypothesized data from a process are tabulated in Table 2, where ‘i.c.’, ‘im.’, ‘n.d.’ and‘o.c.’ stands for ‘in-control’, ‘improved’, ‘no decision’ and ‘out-of-control’ respectively (cf.Chan et al. 2002). The size of each sample is 200 items. The number 22 in sample 4 is theremainder of the sample after the defect is observed. A similar is the number 99 in sample121. An asterisk ‘*’ indicates the number of items inspected since the last resetting of n to0. Based on this data set, a double-limit MCCC-chart is plotted in Fig. 4. The LCL, CL andUCL for MCCC-chart (solid lines) are log10(193.27) = 2.2862, log10(1576.52) = 3.1977and log10(13402.57) = 4.1272, respectively.
On the MCCC-chart the cross ‘×’ at sample number 4 shows that a defect is observedbut as it is above the LCL = 2.2862, it does not indicate that the process is out of control.Since a defect is observed n is reset to zero and the process monitoring is continued. Second
123

2300 M. Y. Majeed et al.
Fig. 3 continued
cross ‘×’ appears at sample number 5 which appears below the LCL which indicates thatthe process is out of control. According to CCC-chart (dotted lines) this appears above theLCL wrongly indicting an in-control situation when the process is in fact out of control. ThusMCCC-chart performs efficiently than the CCC-chart in detecting an out of control situation.Here n is again reset to zero and new lot is considered for inspection. After the inspectionof sample number 68 the cumulative number of items inspected are 13, 600 > UCL and thecircled dot ‘�’ on the chart is above the UCL, which indicates that the process is improved.According to MCCC-chart the circled dots ‘�’ for the remainders of sample number 4 and121 shows an indecisive state whereas the CCC-chart again gives a wrong indication of in-control situation. A decision can always be made whether the process is in-control or out ofcontrol within inspection of the first sample since the sample size is 200 > LCL = 193.27.
5 Conclusions
The cumulative count control chart (CCC-chart) is a possible alternative to the traditionalp-chart, c-chart and u-chart for monitoring the processes with low defect rates satisfactorily.
123

MCCC-chart for mixture geometric process characteristics 2301
Table 1 Average lengthinspections using the Bayesestimates of ϕ for informativepriors
Loss functions Squared error Quadratic Weighted
AL IL 928,812.2 991,689 1,077,978
AL IU 37,905,797 40,471,866 43,993,431
AL IL∪U 906,597.6 967,970.6 1,052,196
Table 2 Inspection results for binomial process
Sample number Defect observed? Cumulative items inspected n Indication Reset n to zero?
1 No 200 ≥ LCL i.c. No
2 No 400 ≥ LCL i.c. No
3 No 600 ≥ LCL i.c. No
4 Yes 678 ≥ LCL i.c. Yes
4 No 22∗ n.d. No
5 Yes 155 ≤ LCL o.c. Yes
1 No 200 ≥ LCL i.c. No
2 No 400 ≥ LCL i.c. No
3 No 600 ≥ LCL i.c. No
4 No 800 ≥ LCL i.c. No
. . . . .
. . . . .
. . . . .
67 No 13, 400 ≥ LCL i.c. No
68 No 13, 600 > UCL Im. No
. . . . .
. . . . .
. . . . .
120 No 24, 000 > UCL Im. No
121 Yes 24, 101 > UCL Im. Yes
121 No 99∗ n.d. No
122 No 299 ≥ LCL i.c. No
. . . . .
. . . . .
. . . . .
Practically there are many situations when defect in an item is caused by more than one factor.Also when the fraction of items defected by one factor is not same to the fraction caused byother factor then the overall number of defective items in the process will follow a mixturedistribution rather a single. In such situation the usual CCC-chart with the control limitsobtained using distribution function of a single geometric distribution will perform unsat-isfactorily. A mixture count control chart (MCCC-chart) based on the distribution functionof a mixture model is proposed to overcome this problem. The proposed chart can be usedalternatively to the CCC-chart even when the data follows single distribution. Whereas whenthe data follows a mixture model this MCCC-chart performs better than the usual CCC-chartin detecting an out of control situation below the LCL and above the UCL separately and
123

2302 M. Y. Majeed et al.
Fig. 4 Comparison of double limit MCCC-chart (solid lines) and CCC-chart (dotted lines) with ϕ = 0.0005,α = 0.0027, p = 0.2 and c = 1.5 constructed using data in Table 2
below the LCL and above the UCL jointly. Since the proposed MCCC-chart also takes intoaccount the different fractions of defective items caused by different factors thus it performsbetter than the usual CCC-chart under the given situation. The graphical comparison of thesecharts clearly shows the better performance of MCCC-chart than the CCC-chart especiallyfor a large value of shift in the process as the difference between the fractions of defectiveitems caused by different factors increases.
Appendix
Mixture model
Geometric distribution is discrete memory-less probability distribution which is consideredto be the discrete analogue of the exponential distribution. There are certain situations wherethe parent population comprises of two sub-populations such that for sub-population-I therandom variable follows geometric distribution with parameter π and for sub-population-IIit follows geometric distribution with the parameter ϕ. In such situations a two componentmixture of geometric distribution is of interest. Suppose that a random sample of size n istaken from the above mixture model such that for a fixed test termination time T out of n, runits have the life time in the interval [0, T ] and n−r units are still working when the test ter-mination time is over. Let r1and r2 objects are identified as the members of sub-population-Iand sub-population-II respectively such that r = r1 +r2. We define the ti j , the failure time ofj th unit belonging to i th group such that i = 1, 2; j = 0, 1, 2, . . . , ri , 0 < t1 j , t2 j < T . Theprobability distribution and the cumulative distribution functions for these sub-populationsare respectively as follows
f1(t) = π(1 − π)t where 0 < π < 1, t = 0, 1, 2, . . .
F1(T ) = 1 − (1 − π)T +1
123

MCCC-chart for mixture geometric process characteristics 2303
f2(t) = ϕ(1 − ϕ)t where 0 < ϕ < 1, t = 0, 1, 2, . . .
F2(T ) = 1 − (1 − ϕ)T +1
The two component mixture of these geometric distributions can be written as
f (t) = w1 f1(t) + w2 f2(t).
where w1 and w2 are the mixing weights such that 0 < w1 < 1 and w1 + w2 = 1. Thecorresponding cumulative distribution function can be written as
F(T ) = w1 F1(T ) + w2 F2(T )
= 1 −{w1(1 − π)T +1 + w2(1 − ϕ)T +1
}
A commonly used LF known as the squared error LF can be defined as
L SE (θ , θ) = (θ − θ )2
where θ is the estimate of parameter θ .The Bayes estimate θSE of θ and posterior risk undersquared error loss are respectively as follows
θSE = Eθ (θ)
ρ(θSE ) = (Eθ (θ2) − (Eθ (θ))2)
Maximum likelihood estimates
The likelihood function for the above two component mixture can be written as
L(π, ϕ,w1; t) ∝⎧⎨
⎩
r1∏
j=1
w1 f (t1 j )
⎫⎬
⎭
⎧⎨
⎩
r2∏
j=1
w2 f (t2 j )
⎫⎬
⎭{1 − F(T )}n−r (i)
where 1 − F(t) = w1(1 − π)T +1 + w2(1 − ϕ)T +1.After simplification it becomes
L(π, ϕ,w1; t)
∝n−r∑
k=0
(n − r
k
)w
n−r21 w
r2+k2 πr1(1 − π)S1+(n−r)(T +1)ϕr2(1 − ϕ)S2+k(T +1) (ii)
where, S1 = ∑r1j=1 t1 j and S2 = ∑r2
j=1 t2 j .Maximum likelihood estimates of π, ϕ and w1 can be obtained by partially differentiating
the log of likelihood (i) with respect to these unknown parameters and equating to zero.Solving ∂ ln L(π,ϕ,w1;t)
∂π= 0
⇒ r1 = π S1
(1 − π)+ w1(n − r)(X + 1)π(1 − π)X
{w1(1 − π)X+1 + w2(1 − ϕ)X+1
}
Solving ∂ ln L(π,ϕ,w1;t)∂ϕ
= 0
⇒ r2 = ϕS2
(1 − ϕ)+ w2(n − r)(X + 1)ϕ(1 − ϕ)X
{w1(1 − π)X+1 + w2(1 − ϕ)X+1
}
123

2304 M. Y. Majeed et al.
Similarly from ∂ ln L(π,ϕ,w1;t)∂w1
= 0
⇒ r2 = w2r1
w1+ (n − r)w2
{(1 − π)X+1 − (1 − ϕ)X+1
}
{w1(1 − π)X+1 + w2(1 − ϕ)X+1
}
These three normal equations show that the MLE’s for the above mixture model do not existin a nice closed form but they can be obtained numerically by solving these normal equa-tions simultaneously through some iterative procedures. While the Bayes estimators have anadvantage over the MLE’s in this regard as they enjoy a nice closed form even for the mixturemodels.
Expression for the Bayes estimators and their Posterior risks using uniform priors
Assuming that the unknown parameters of mixture model π, ϕ and the mixing weight w1 areindependent and uniformly distributed over the interval (0, 1) their joint priori can be writtenas g(π, ϕ,w1; t) ∝ C , where C is some constant. Using this joint prior and the likelihoodfunction from (ii) we get the joint posterior distribution of π, ϕ and w1 given data as follows
P(π, ϕ,w1|t) = Kn−r∑
k=0
(n − r
k
)w
n−r21 w
r2+k2 πr1(1 − π)S1+(n−r)(T +1)ϕr2(1 − ϕ)S2+k(T +1)
where K is the normalizing constant and given as
K = 1∑n−r
k=0
(n − r
k
)B(n−r2+1, r2+k+1)B(r1+1, S1+(n − r)(T +1)+1)B(r2+1, S2+k(T + 1) + 1)
The marginal posterior distributions of π, ϕ and w1 are used to obtain the Bayes estimatorsfor the above mixture model. Under the squared error LF the Bayes estimators and posteriorsrisks of π, ϕ and w1 are respectively as follows
π |t =∑n−r
k=0
(n − r
k
)B(n − r2 + 1, r2 + k + 1)B(r1 + 2, S1 + (n − r)(T + 1) + 1)B(r2 + 1, S2 + k(T + 1) + 1)
∑n−rk=0
(n − r
k
)B(n − r2 + 1, r2 + k + 1)B(r1 + 1, S1 + (n − r)(T + 1) + 1)B(r2 + 1, S2 + k(T + 1) + 1)
ρ(π |t) =∑n−r
k=0
(n − r
k
)B(n − r2+1, r2+k+1)B(r1+3, S1+(n−r)(T +1)+1)B(r2+1, S2+k(T +1)+1)
∑n−rk=0
(n−r
k
)B(n−r2+1, r2+k+1)B(r1+1, S1+(n−r)(T +1)+1)B(r2+1, S2+k(T +1)+1)
−(π |t)2
ϕ|t =∑n−r
k=0
(n−r
k
)B(n−r2+1, r2+k+1)B(r1+1, S1+(n−r)(T +1)+1)B(r2+2, S2+k(T +1)+1)
∑n−rk=0
(n−r
k
)B(n−r2+1, r2+k+1)B(r1+1, S1+(n−r)(T +1)+1)B(r2+1, S2+k(T +1)+1)
ρ(ϕ|t) =∑n−r
k=0
(n−r
k
)B(n−r2+1, r2+k+1)B(r1+1, S1+(n−r)(T +1)+1)B(r2+3, S2+k(T +1)+1)
∑n−rk=0
(n−r
k
)B(n−r2+1, r2+k+1)B(r1+1, S1+(n−r)(T +1)+1)B(r2+1, S2+k(T +1)+1)
−(ϕ|t)2
w1|t =∑n−r
k=0
(n−r
k
)B(n−r2+2, r2+k+1)B(r1+1, S1+(n−r)(T +1)+1)B(r2+1, S2+k(T +1)+1)
∑n−rk=0
(n−rk
)B(n−r2+1, r2+k+1)B(r1+1, S1+(n−r)(T +1)+1)B(r2+1, S2+k(T +1)+1)
123

MCCC-chart for mixture geometric process characteristics 2305
Tabl
e3
Bay
esE
stim
ates
and
Bay
esPo
ster
ior
Ris
ks(i
nbr
acke
ts)
usin
gun
ifor
man
din
form
ativ
epr
iors
unde
rdi
ffer
entL
F
Prio
rsU
nifo
rmIn
form
ativ
e
LF
Squa
red
erro
rQ
uadr
atic
Wei
ghte
dSq
uare
der
ror
Qua
drat
icW
eigh
ted
Para
met
ers
π0.
0000
642
(0.1
4284
8)0.
0000
749
(0.0
0001
07)
0.00
0085
6(9
.157
×10
−10)
0.00
0075
0(0
.124
991)
0.00
0083
6(0
.000
0107
)0.
0000
963
(1.0
30×
10−9
)
ϕ0.
0004
78(0
.067
256)
0.00
0455
(0.0
0002
81)
0.00
0393
1(1
.255
×10
−8)
0.00
0449
5(0
.055
0201
)0.
0004
21(0
.000
0276
)0.
0003
873
(1.6
01×
10−8
)
w1
0.31
6254
(0.0
4062
)0.
3320
3(0
.017
1639
)0.
4077
66(0
.007
54)
0.32
0602
(0.0
3650
95)
0.35
2297
(0.0
1494
4)0.
4046
71(0
.006
34)
123

2306 M. Y. Majeed et al.
ρ(w1|t) =∑n−r
k=0
(n−r
k
)B(n−r2+3, r2+k+1)B(r1+1, S1+(n−r)(T +1)+1)B(r2+1, S2+k(T +1)+1)
∑n−rk=0
(n−r
k
)B(n−r2+1, r2+k+1)B(r1+1, S1+(n−r)(T +1)+1)B(r2+1, S2+k(T +1)+1)
−(w1|t)2
Expressions for the Baye’s estimators and their Posterior risks using Beta priors
Beta distribution is known to be the conjugate prior for the parameter of Geometric distri-bution. Suppose that π, ϕ and w1 are independent and their prior distributions are Beta withhyper-parameters (a1, b1), (a2, b2) and (a, b) respectively. Their joint prior can be writtenas
g(π, ϕ,w1) ∝ wa−11 wb−1
2 πa1−1(1 − π)b1−1ϕa2−1(1 − ϕ)b2−1
Using this joint prior and the likelihood (ii) the joint posterior distribution of π, ϕ and w1
can be written as follows
P(π, ϕ,w1|t) = Kn−r∑
k=0
(n − r
k
)wα−1
1 wβ−12 πα1−1(1 − π)β1−1ϕα2−1(1 − ϕ)β2−1
where α = n − r2 + a, β = r2 + k + b, α1 = r1 + a1, β1 = S1 + (n − r)(T + 1) + b1, α2 =r2 + a2, β2 = S2 + k(T + 1) + b2 and K is the normalizing constant given as
K = 1∑n−r
k=0
(n − r
k
)B(α, β)B(α1, β1)B(α2, β2)
Using the marginal posterior distributions, under the squared error LF the Bayes estimatorsand posteriors risks of π, ϕ and w1 are respectively as follows
π |t =∑n−r
k=0
(n − r
k
)B(α, β)B(α1 + 1, β1)B(α2, β2)
N
ρ(π |t) =∑n−r
k=0
(n − r
k
)B(α, β)B(α1 + 2, β1)B(α2, β2)
N− (π |t)2
ϕ|t =∑n−r
k=0
(n − r
k
)B(α, β)B(α1, β1)B(α2 + 1, β2)
N
ρ(ϕ|t) =∑n−r
k=0
(n − r
k
)B(α, β)B(α1, β1)B(α2 + 2, β2)
N− (ϕ|t)2
w1|t =∑n−r
k=0
(n − r
k
)B(α + 1, β)B(α1, β1)B(α2, β2)
N
ρ(w1|t) =∑n−r
k=0
(n − rk
)B(α + 2, β)B(α1, β1)B(α2, β2)
N− (w1|t)2
where N = ∑n−rk=0
(n − r
k
)B(α, β)B(α1, β1)B(α2, β2).
123

MCCC-chart for mixture geometric process characteristics 2307
Simulated data sets for the sub-population I with parameter value π = 0.0001 and for thesub-population II with parameter value ϕ = 0.0003 are generated using the mixing weightw1 = 0.4 and truncation time T = 10, 000. The numerical values of the Bayes estimatesobtained using the said simulated data are given in the Table 3 in Appendix.
The Table 3 in Appendix shows that the informative priors provide better estimates withless posterior risks while for both the informative and uniform priors the estimates underweighted LF are efficient than the estimates under squared error and quadratic LF.
References
Calvin, T.W.: Quality control techniques for ‘zero defects’. IEEE Trans. Compon. Hybrids Manuf. Tech-nol. 6, 323–328 (1983)
Chan, L.Y.: Control charts for monitoring low-defect processes. In: Proceeding of the Eighth International Con-ference on Manufacturing Engineering, ICME 2000, pp. 27–30, Sydney, Australia, 2000, P07A.02[CD-ROM]
Chan, L.Y., Xie, M., Goh, T.N.: Two-stage control charts for high yield processes. Int. J. Reliab. Qual. Saf.Eng. 4, 149–165 (1997)
Chan, L.Y., Xie, M., Goh, T.N.: Cumulative quantity control charts for monitoring production processes. Int.J. Prod. Res. 38, 397–408 (2000)
Chan, L.Y., Lin, D.K.J., Xie, M., Goh, T.N.: Cumulative probability control charts for geometric and expo-nential process characteristics. Int. J. Prod. Res. 40(1), 133–150 (2002)
Cheng, S.C., Chen, W.P.: An ARL-unbiased approach to setting control limits of CCC-r chart for high yieldprocesses. J. Qual. 17(6), 435–452 (2010)
Goh, T.N.: A control chart for very high yield processes. Qual. Assur. 13, 18–22 (1987a)Goh, T.N.: A charting technique for control of low-nonconformity production. Int. J. Qual. Reliab.
Manag. 4, 53–62 (1987b)Ranjan, P., Xie, M., Goh, T.N.: Optimal control limits for CCC charts in the presence of inspection errors. Qual.
Reliab. Eng. Int. 19(2), 149–160 (2003)Walpole, R.E., Myeres, R.H., Myeres, S.L.: Probability and Statistics for Engineers and Scientists. Prentice
Hall, Upper Saddle River (1998)Xie, M., Goh, T.N.: Some procedures for decision making in controlling high yield processes. Qual. Reliab.
Eng. Int. 8, 355–360 (1992)Xie, M., Goh, T.N.: The use of probability limits for process control based on geometric distribution. Int.
J. Qual. Reliab. Manag. 14(1), 64–73 (1997)
123