
MIM Technology
52
www.indo-mim.com Shaping the future of Metal Injection Molding INDO - MIM
-
Upload
friedman2013 -
Category
Documents
-
view
220 -
download
12
Transcript of MIM Technology

www.indo-mim.com
Shaping the future of Metal Injection Molding INDO - MIM
www.indo-mim.com
CONTENT
• Metal Injection Molding (MIM)
• Materials
• Portfolio: Case Studies
• MIM Design Guidelines
• Mold Concepts
• Equipments & Indo-MIM Group Details

www.indo-mim.com
Metal Injection Molding
• Mass production of complex shaped metal parts
• Quantities from a few thousand to millions
• Can bring significant cost reduction v/s machining

www.indo-mim.com
Compounding
Molding Debinding Sintering
MIM Process Flow
Finished Part 1
3 2 4
5
20% Shrinkage

www.indo-mim.com
MIM Process Flow
• Fine metal powder is mixed with a polymer binder. This mixture is granulated to form “feedstock”
• Feedstock is heated to form viscous slurry and injection molded to form “green” part.
• Part of the binders are removed through solvent de-binding to get “brown” part.
• The brown part is densified through sintering to get ‘finished’ part.
Injection mold
Solvent Pre-sinter
Sinter
De-bind
Granules

www.indo-mim.com
Micrograph-Process flow in MIM

www.indo-mim.com
Increase in Neck Size - Sintering
Temperature

www.indo-mim.com
Typical Materials Processed Low alloy steels Low C, case hardening 4600 series (Fe-Ni-Mo)
Med C, through hardening 4630-4650 (Fe-Ni-Mo-Cr)
High C, through hardening 52100
Stainless steels Austenitic 304L, 316L
Martensitic 420, 440A/B/C
Precipitation hardening 17-4PH
Ferritic 430
Tool steels Die steels S-7, D-2
High speed steels M-2, T-15, 10-V
Non-ferrous Tungsten Fe+ Cr+ Ni
Titanium CP Ti, Ti6Al4V
Specialty and
superalloys
Magnetic Fe-Si, Fe50Co, Fe50Ni
Electronic packaging Kovar, Fe-Ni (Invar)
High temperature Co-Cr (F-75), Inconel, Hastelloy,
HK-30, 310Nb, Tribloy

www.indo-mim.com
0
10
20
30
40
50
60
0
200
400
600
800
1000
1200
1400
1600
UTS (Mpa)
YS (Mpa)
Elongation (%)
MIM v/s Solid Steel Tensile Property
Note: MPIF STD 35 used for MIM materials & ASTM Standard used for Wrought materials
%
Elo
nga
tio
n
Mp
a

www.indo-mim.com
Metallurgical alloying
advantages
Cost effective
production solutions
Suitable for Small to very
high volume productions
MIM
Good surface finish and
dimensional tolerance
Complex shape making capabilities
What MIM Offers

www.indo-mim.com
Press and
sinter
Un
it C
ost
Machining Casting
MIM
Low Medium High
Complexity
MIM Positioning
Lower Per Unit
Cost
High
Complexity

www.indo-mim.com
Applications
AUTOMOTIVE MEDICAL DEVICES
INDUSTRIAL CONSUMER GOODS

www.indo-mim.com
Shape Making capabilities - MIM
Dimension: +/- 0.5 % of the base
Surface finish: 0.8 - 1.6 Ra
Minimum wall thickness: 0.3 mm
Minimum hole diameter: 0.5 mm
Density: 96 – 99 % of theoretical density
Weight limit: 200 grams
Size limit: 150 mm
Hexagonal, square or splined holes, even at angles to each other feasible
Irregular profiles making the geometry complex can be easily manufactured
Extremely high cost savings V/S machining for complex shaped parts

www.indo-mim.com
Case Analysis

www.indo-mim.com
Application : Auto Slack adjuster
Critical requirement :
High wear resistance
Constraints:
Welding of half circle profile to the cylinder
Hole forming
Problems faced:
Less strength at welded features
Burrs due to hole forming
Solution:
Component made in MIM, by avoiding welding
Cost savings more than 40%
Case Example - Braking System Part

www.indo-mim.com
Application: Automotive
Critical requirement:
Size , Weight and cost reduction
Constraints:
PM Process+ Machining operations
Larger part dimension due to lower material
strength
Solution:
Redesigned the part to smaller ,size ,weight
and all the features by MIM process at lower
cost
PM Part
MIM Part
Case Example - Automotive part

www.indo-mim.com
One Piece MIM Part PM Flange + Machined Shaft +
Welding Part
Weight reduction Case Example
www.indo-mim.com
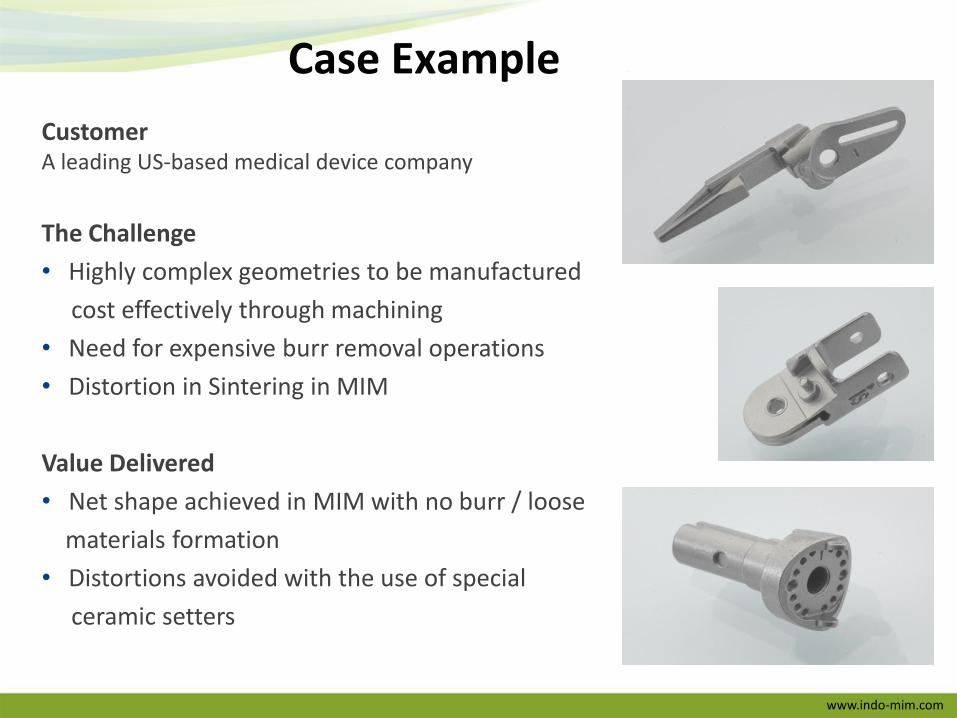
Customer A leading US-based medical device company
The Challenge
• Highly complex geometries to be manufactured
cost effectively through machining
• Need for expensive burr removal operations
• Distortion in Sintering in MIM
Value Delivered
• Net shape achieved in MIM with no burr / loose
materials formation
• Distortions avoided with the use of special
ceramic setters
Case Example

www.indo-mim.com
Case Example Components for Hearing Aids

www.indo-mim.com
• Application : Components for hearing aids like metal hook, tube element
• Critical requirement :
• Material with high density for good sound damping ability and good corrosion resistance
• Good dimensional consistency and close tolerances for proper assembly and function
• Good surface finish with various surface textures for aesthetic appeal
• Competitive cost of manufacturing
• Clean manufacturing process to meet the specified cleanliness
level in the final component
Case Example Components for Hearing Aids

www.indo-mim.com
Previous Manufacturing Method:
- The parts were manufactured previously by CNC machining in two halves and glued together
MIM Solution:
• MIM has incorporated all of the features and geometry of the part in a single piece design avoiding secondary gluing operation
• The material used were MIM SS 316L and other tailor made materials which have high good sound damping ability and good corrosion resistant
• MIM can produce medium to high volume requirements at competitive price with required surface texture and better surface finish
Components for Hearing Aids

www.indo-mim.com
Capabilities Limitations
• 3-D complex shaped profiles
• Tolerance within (+/- ) 0.5 % of
base dimension
• Surface finish within 1.2 Ra
• Volumes from thousands to
millions
• Quick prototype & ramp up
• Maximum part weight 100 gms.
• Maximum length 150 mm
• Maximum wall thickness 8 mm
• Higher per unit cost at low volumes
• Only high melting alloys

www.indo-mim.com
MIM DESIGN PRINCIPLES
• Uniform wall thickness
• Coring ( Mass reduction)
• Drafts, Holes, Corner breaks & Fillets
• Undercuts - External / Internal
• Knurling, Lettering & Logos
• Staging surfaces
• MIM Features
• Mold Layout & Details
www.indo-mim.com
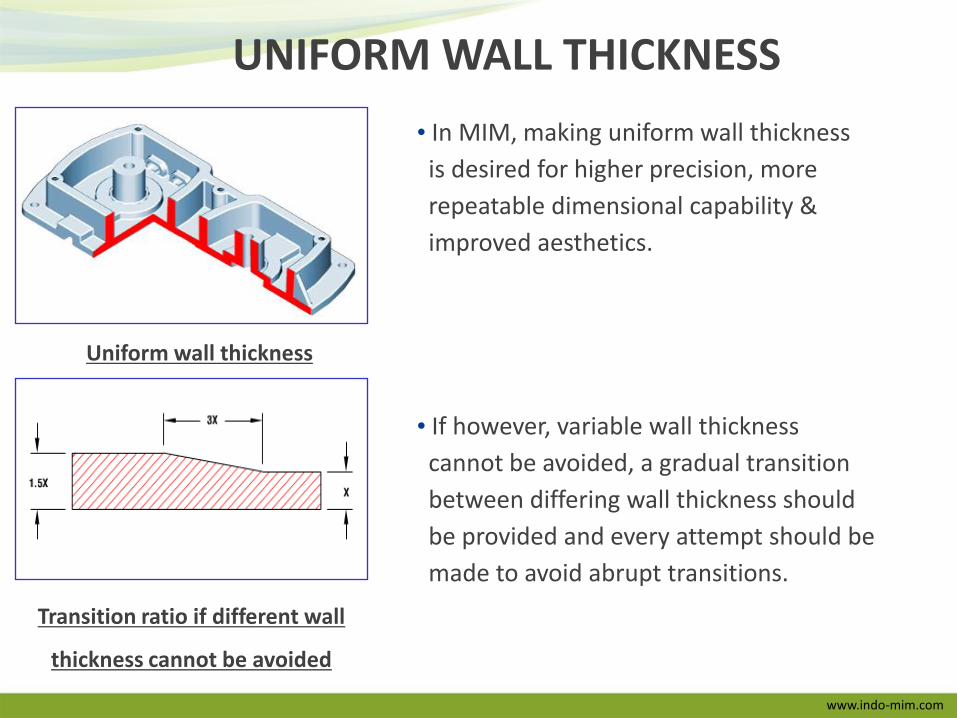
UNIFORM WALL THICKNESS
• In MIM, making uniform wall thickness
is desired for higher precision, more
repeatable dimensional capability &
improved aesthetics.
• If however, variable wall thickness
cannot be avoided, a gradual transition
between differing wall thickness should
be provided and every attempt should be
made to avoid abrupt transitions.
Transition ratio if different wall
thickness cannot be avoided
Uniform wall thickness

www.indo-mim.com
CORING / MASS REDUCTION
Before Coring
After Coring
• Unlike machining, removing excess mass gives
an opportunity to reduce the amount of the
expensive fine metal powder required for the part.
This helps in minimizing the final cost
• While coring, uniform wall thickness
should be maintained.

www.indo-mim.com
DRAFTS, CORNER RADIUS & FILLET
• Draft is required for smooth ejection of the
component. This also helps in avoiding
unnecessary stress created on the “Green
part”. The typical draft angle required is ½
degree to 2 degree per side for both inside
and the outside walls.
• MIM can produce corner radius and fillets from
the mold.
• Typically, corner radius should be kept larger
than 0.2 mm. Internal and external corner
radius less than 0.2 mm will induce stress
concentrations in the part and will be
difficult to fabricate in the mold.

www.indo-mim.com
EXTERNAL & INTERNAL UNDERCUTS
External undercuts can be readily produced
Internal undercut that can
be formed by a slide can be
readily produced
Internal undercut that cannot be
produced by a slide requires a
collapsible core and provides
challenges for the MIM process

www.indo-mim.com
KNURLING, LETTERING & LOGOS
KNURLING LOGO
LETTERING

www.indo-mim.com
SINTERING SURFACE & METHODS
Special staging blocks
• While the parts are shrinking, during
thermal sintering, the forces of gravity
and friction (from shrinking) may distort
the parts if they are not adequately
supported.
Sintered Part

www.indo-mim.com
MIM PART FEATURES
Ejector pin marks Flat land on external thread
Cavity ID
Parting Line
Gate mark

www.indo-mim.com
MOLD LAYOUT & DETAILS
Slide closed condition
Slide open condition
Four Cavity Mold

www.indo-mim.com
Three Plate Mold

www.indo-mim.com
Equipment - MIM
Molding Bay
Batch Sintering
Furnace

www.indo-mim.com
Equipment - MIM
Continuous Furnace
www.indo-mim.com
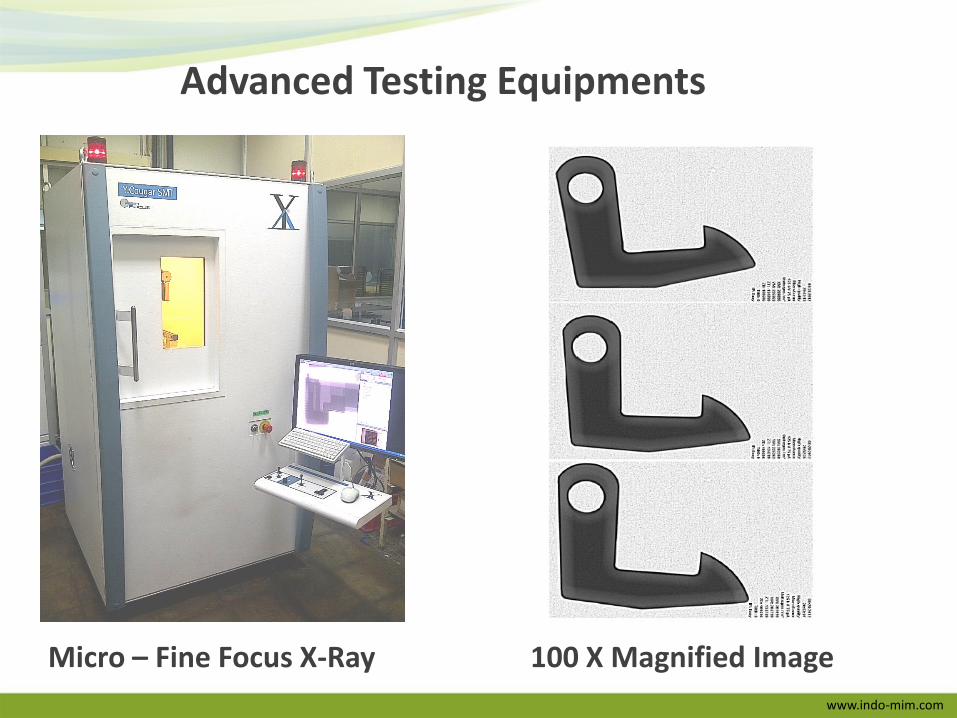
Advanced Testing Equipments
Micro – Fine Focus X-Ray 100 X Magnified Image

www.indo-mim.com
Mold Flow Analysis

www.indo-mim.com
Advanced QC Vision System

www.indo-mim.com
White Room Manufacturing & Inspection

www.indo-mim.com
ISO Class 8 Clean Room Assembly & Packaging

www.indo-mim.com
Group Companies
INDO-MIM Group
Precision Investment
Casting
Aerospace part
machining
Metal Injection Molding

www.indo-mim.com
Indo-MIM Fast Facts
2011 2012 2010 2011 1997 2001 2006
Start of Joint venture
Independent company
Starting of second plant
Aerospace division
Medical facility, Titanium Injection,
Ceramic Injection molding
Starting of Investment casting
Largest MIM company

www.indo-mim.com
Manufacturing Facilities Plant 1 (Hoskote, India)
• 11,000 sq meters
• Short to med run production
• Tool Library & Maintenance
• Administration

www.indo-mim.com
Manufacturing Facilities Plant 2 (Doddaballapur, India)
• 22,000 sq meters
• High volume production
• Tool room • Plating • Precision machining

www.indo-mim.com
All round capability
• In-House mold design with Pro-E and Solid Edge as the base CAD platforms.
• In-House world class tool room produces 40+ molds per month
• 83 CNC molding machines and the number grows every quarter.
• We are the only MIM facility in the world with fine focus X-Ray to detect
defects on the green part right at the molding stage.
• 16 micro-processor controlled sintering furnaces including continuous
furnaces provide us largest cubic feet of sintering capacity in the world.
• In-house heat treatment using vacuum furnaces and sealed quench furnaces.
• Polishing and plating facility for cosmetic components.
• CNC finishing facilities.

www.indo-mim.com
Integrated MIM Manufacturing
• Design + Tooling
• Material Compounding
• Injection Molding
• De-binding + Sintering
• Secondary Operations
• Quality System

www.indo-mim.com
Secondary Operations
• Heat treatment
• Hot isostatic pressing
• CNC milling + Turning
• Grinding + Lapping
• Tapping + Threading
• Polishing, Micro-blasting
• Plating & Coatings (RoHS Compliant)
• Assembly + Integration

www.indo-mim.com
Quality System • ISO 9001:2008 & ISO/TS 16949:2009 (registered by UL-DQS)
• ISO 13485:2003 certified (registered by UL-DQS)
• Dimensional inspection
• Full compliment of measurement equipment including CMM + vision system
• Laboratory
• Metallographic, chemical and physical testing (in house and through sister company Shiva Analyticals)
• In house fine focus X Ray

www.indo-mim.com
• TS 16949 certified since 2002
• Equipped with world class inspection
equipment
• Fine Focus X-Ray at molding
• Micro-Hardness tester, metallurgical
microscope, UTM at Lab
• Rheometer, Pycnometer density meter
• Corrosion testing,
• Computerized traceability system
• SPC starts right at product development
stage
World class equipments

www.indo-mim.com
New Materials Developed
Tribaloy T400 High wear resistance Cobalt Chrome alloy
Medical alloy Implant alloy F75 Cobalt Chrome F75
Ceramics High Temperature
applications, Medical
implants, Electronics
Alumina, ZTA
ZTA
Refractory alloys Counter weights, Electronic
sensors
Tungsten heavy alloys
Titanium Medical alloys CP TI, Ti6Al4V
Aerospace CP TI, Ti6Al4V
Specialty and
superalloys
Magnetic Si-Fe
Electronic packaging Kovar, Fe-Ni (Invar)
High temperature Co-Cr (F-75), Inconel,
Hastelloy, HK-30, 310Nb

www.indo-mim.com
Indo-MIM Vision
To be the world’s leading producer of engineered products and systems by exceeding our customers’ expectations on Quality, Delivery, Cost and Service.

www.indo-mim.com
Contacts
MIM & Finishing Operations: #45[P], KIADB Industrial Area, Doddaballapur, Bangalore 561 203 Tel: +91 80 763 0533/ 763 0532 Fax: +91 80 2763 0532 Email: [email protected]
Headquarters & MIM Operations: No 45,(P) KIADB Industrial Area, Hoskote, Bangalore 562 114. Tel: +91 80 2204 8800/2797 1418/2797 1416 Fax: +91 80 2797 1624 Email: [email protected]
USA: 214, Carnegie Center Suite 104, Princeton, New Jersey 08540 Ph: 734-327-9842/734-327-9872/609-651-8238 Fax: 734-327-9873 E-mail : [email protected]
EUROPE: Indian Business Center, Oskar – Lapp Str.2 70565 Stuttgart-Vaihingen, Germany Tel: +49 173 65500242 / +49 173 65500243 Fax: +49 711 65500241 E-mail: [email protected]
IC Operations: Gowri Ventures Pvt.Ltd. Plot # 62B (Part II), APIIC Industrial Park, Gajulamandyam, Renigunta 517 520, AP Tel: 91. 9390845662/63/64 & 65 Email : [email protected]
China : 11F Aurora Plaza, No. 99 Fu Cheng Road Pudong New Area 200120, Shanghai Tel: +86 (0) 21 6058-9206 Fax: +86 (0) 21 6058-9376 E-mail: [email protected]
Türkiye : Tel: 0533 815 60 11 E-mail: [email protected]

www.indo-mim.com
Thank you











![De Novo Pathogenic Variants in CACNA1E Cause …[MIM: 615474]),8,9 and CACNA1G (MIM: 604065) (spino- cerebellar ataxia [MIM: 616795]).10–12 CACNA1E (MIM: 601013) is located on chromosome](https://static.fdocuments.us/doc/165x107/5f46eebd5896e70f457f6985/de-novo-pathogenic-variants-in-cacna1e-cause-mim-61547489-and-cacna1g-mim.jpg)






