
MIL-P-21415C (OS) 1 February 1973 hiIL-P …everyspec.com/MIL-SPECS/MIL-SPECS-MIL-P/download... ·...
28
‘-a MIL-P-21415C (OS) 1 February 1973 SUPERSEDING hiIL-P-21415B(Wep) 29 August 1961 MIr,I’r,lRy SPECIl~iCA1’10N 1 .. SCOPE 1.1 This specifj.cationdefines the requirements for protective finish mld painting of fleet balljstic missile components. ? ., APPJ,ICABLElX)CLNEFiTS “k2,1‘Uliefollo~;ingdocuments of tileissue in effect on date of invita- tion for bids or request for proposal form a part of this specification to the extent specified herein. SPECIFICATIONS Federal O-A-51 O-T-1520 QQ-A-250/4 QQ-C-320 QQ-N-290 QQ-P-416 QQ-S-365 Acetone, Technical Trichlorocthame, 1-1-1, Technical, Inhibited (Methyl Chloroform) Aluminum Alloy 2024, Plate and Sheet Chromium Plating (Electrodeposited) Nickel Plating (Electrodeposited) Plating, Cadmium (Electrodeposited) Silver Plating Electrodepositecl,General Requirements for lYFc-Tim-m- -.—.. --. Downloaded from http://www.everyspec.com
Transcript of MIL-P-21415C (OS) 1 February 1973 hiIL-P …everyspec.com/MIL-SPECS/MIL-SPECS-MIL-P/download... ·...

‘-a
MIL-P-21415C (OS)1 February 1973SUPERSEDINGhiIL-P-21415B(Wep)29 August 1961
MIr,I’r,lRySPECIl~iCA1’10N
1. . SCOPE
1.1 This specifj.cationdefines the requirements for protective finishmld painting of fleet balljstic missile components.
?., APPJ,ICABLElX)CLNEFiTS
“k2,1 ‘Uliefollo~;ingdocuments of tileissue in effect on date of invita-tion for bids or request for proposal form a part of this specificationto the extent specified herein.
SPECIFICATIONS
Federal
O-A-51
O-T-1520
QQ-A-250/4
QQ-C-320
QQ-N-290
QQ-P-416
QQ-S-365
Acetone, Technical
Trichlorocthame, 1-1-1, Technical, Inhibited(Methyl Chloroform)
Aluminum Alloy 2024, Plate and Sheet
Chromium Plating (Electrodeposited)
Nickel Plating (Electrodeposited)
Plating, Cadmium (Electrodeposited)
Silver Plating Electrodepositecl,GeneralRequirements for
lYFc-Tim-m--.—..--.
Downloaded from http://www.everyspec.com

MVL-P-21415C (0s)
TT-C-490
TT-E-489
TT-L-54
TT-P-28
~-T-S48
IJU-T-106
Military
MIL-S-974
MIL-M-3171
MIL-S-5002
MIL-C-5541
NIL-P-7962
MIL-P-8116
MIL-C-8507
}fIL-c-8514
MIL-A-8625*
MIL-C-8837
MIL-T-10727
Cleaning Methods and Pretreatment of FerrousSurfaces for Organic Coatings
Enamel, Alkyd, Gloss (For Exterior and InteriorSurfaces)
Lacquer; Spraying, Acid-Resistant (For AluminumSurfaces Around Storage Batteries)
Paint, Aluminum, Heat Resisting (1200° F)
Toluene, Technical
Tape, Pressure Sensitive Adhesive MaskingPaper
Surfacer, Sanding
Magnesium Alloy, Processes for Pretreatmentand Prevention of Corrosion on
Surface Treatments and Metallic Coatings forNetal Surfaces of Weapons Systems
Chemical Films and Chemical Film Materialsfor Aluminum and Aluminum Alloys
Primer Coating, Cellulose Nitrate ModifiedAlkyd Type, Corrosion-Inhibiting, Fast Drying(For Spray Application Over Pretreatment Coat-ing)
Putty, Zinc-Chromate, General Purpose
Coating, Wash Primer Pretreatment for Metals,Application of (For Aeronautical Use)
Coating Compound, Metal Pretreatment, Resin-Aci.d
Anodic Coatings, for Aluminum and AluminumAlloys
Coating, Cadmium (Vacuum Deposited)
Tin Plating, Electrodeposited or Hot-Dippeclfor Ferrous and Non Ferrous Metals
2
Downloaded from http://www.everyspec.com

MIL-P-21415C (OS)
hiIL-c-15705
MIL-P-15930
MIL-C-16173
MIL-C-16232
MIL-E-16738
MIL-L-19537
kiIL-L-19538
L-a MIL-P-23377
MIL-C-26074
MIL-M-26075
MIL-P-26915
MIL-C-27227
MIL-M-45202
MIL-G-4S204
STAIIDARDS
Federal
FED-STD-151
FED-STD-S95
Calking Compound (Liquid Polymer PolysulfideSynthetic Rubber, Formula No, 112, For MetalEnclosures)
Primer Coating, Shipboard, Vinyl-Zinc Chromate(FormulaNo, 120 =-For Hot Spray)
Corrosion Preventive Compound, Solvent Cutback,Cold-Application
Phosphate Coatingj Heavy, Manganese or ZincBase (For Ferrous Metals)
Enamel, Exterior.,White, Vinyl-Alkyd (FormulafiO, 122-82)
Lacquer, Acrylic-Nitrocellulose, (For AircraftUse)
J.acquer,Acrylic-Nitrocellulose,Camouflage(For Aircraft Use)
Primer Coating, Epoxy-Polyamide, Chemical andSolvent Resistant
Coating, Electroless Nickel, Requirements for
Magnesium Alloy Sheet and Plate (f4K31A)
i]rimerCoating, Zinc Dust Pigmented, forSteel Surfaces
Coating, Polyurethane, For Aircraft Application
Magnesium Alloy, Anodic Treatment of
Gold Plating, Electrodeposited
Metals; Test Methods
Colors
-- “
..-. ----
3
Downloaded from http://www.everyspec.com

MrL-P-2141st (0s)
Militarv
-j
MIL-STD-889 Dissimilar Metals
(Copies of specifications, standards, drawings, and publicationsrequired by suppliers in connection with specific procurement functionsshould be obtained from the procuring activity or as directed by thecontracting officer,)
*2.2 Other publications. The following documents form a part ofthis specification to the extent specified herein. Unless otherwiseindicated, the issue in effect on date of invitation for bids or requestfm proposal shall apply.
American Society for Testing and Materials (ASTM)
B 2S4 Electrodeposited Coatings on Steel
(Copies may be obtained from the American Society for Testing andMaterials, 1916 Race Street, Philadelphia, Pa. 19103.)
Society for Automotive Engineers
AMS 2416 Nickel Cadmium Plating
AMS 2418 Copper Plating
(Application for copies shoulclbe addressed to the Society of Auto-motive Engineers, Inc., TWO Pennsylvania plaza, New york, N. y. 10001.)
3. REQUIREMENTS
3,1 General, Requirements specified herein are applicable to internaland ext-urfaces .ofthe fleet ballistic missile.
3,1.1 Precedence. The engineering drawing shall take precedenceover this specification in case of any conflict and for applicationsnot specified herein,
3,2 Application.bility of treatmentsengineering drawing,
4
Tables I, II, III, IV, and V identify the applica-and finishes, unless otherwise specified on the
Downloaded from http://www.everyspec.com

Material
Aluminum
------ ------
Magnesium
------- ~----
Copper andcopper alloy
-------- -----
Steel(exceptcorrosion-resistantsteel)
----”” ------
Corrosion-resistantsteel
------ --------
Titaniumalloys-------“-.-B-
eryllium
MIL-P-21415C (OS)
Table I
PROTECTIVE SYSTEM
Plating orchemical
treatment
Table II
----- ..-” ---
Table II
-------- -----
Table II
--”---- ----
Table 11
-------- ---
Table 11
------. ” ---
Table 11
OrganicInterior
No paint requiredunless otherwisespecified on thedrawing,------------------------Two coats of accepta-ble primer, table V,operation C-4.2,-----------------------
No paint requiredunless otherwisespecified on thedrawing.,--------.,-----------------Parts which are platedor oiled require nofurther organic treat-ment, Parts whichhave no previous pro-tective treatment andrequire protectionshall be treated asfollows: one coatpretreatment primerper table V, opera-tion C-1, two coatsof primer per opera-tion C-4,--------“------“-------!
1
“-M--”-”, -.----””” “------
1
------- .“------ ------- -!
-1--- ”--- ---”
Table II
Lo
.-.---”-------- ..”-----------------------”------------I
See footnotes at end of tuble.
?eatment1Exterior
Table V, operationsC-n and C-17,
------- ------- ------- --
Table V, operationsC-n and C-17,
------- ------- . “-.-.---.=-----,.— —
Table V, operationsC-n and C-17.
---------- -------- -----”-
Table V, operationsC-1, C-ll, and C-17,Areas requiring adhe-sive bonding to paintedsurfaces (e.gi, conduitbonding) shall also begiven C-1, C-n, andC-17.
------- -------- ------- --
Table V, operationsC-1 and C-17. Optionalschedule C-1, C-ll, andC-17.-----”- -------- ---.--- --
Table V, operations2-1, C-n, and C-17-- ..---” ------- ------- .-
Table V, operations/C-1, C-11,-and C-17,
------- ------- ------- -
5
Downloaded from http://www.everyspec.com

-\
i
Material
Nonmetallic(rubber,structuralplastics,moldedplutics,ce~amics,gthphite)
Plating orchemical
treatment
None
Table I (contd)
OrganicInterior
None required unlessotherwise specifiedon drawings.
reatmentlExterior
Table V, operationsC-n and C-17 forstructural plastics,and C-17 only foruntinted rubber sur-faces. (For surfacesof rubber and plasticlaminates, also see3.3,1 and 3.3,2.1,)
]Areas~equ~ing~ojorand~irdrying“seapp~oprialeprimersplUStableV, operation C-17 for exterior surfaces, and appro-
priateprimers plus operation C-13for interior surfaces. Seealso3.4.2.l.2Forabra~ion r~~~t~~ce onint~rior ~urfaces, t~b]ev, operation c.]7, shal] be used inaddition tothe appropriate primers
and pretreatment.
Table II
PLATING OR CHEMICAL TREATMENTSI
Material Plating or treatment RemarksI
Aluminum(chemical-filmtreatmentshall not beused above350° F)
1100,300,5052,6061,Clad 2017,Clad 2024,Clad 7075.
----------
All otheralloys
------ ------ ---
See footnote at end of table.
Anodize or chemical-film treatment whenparts are to bepainted; otherwise notreatment shall berequired. Table IV,operations T-1, ‘r-Z,or T-7,
Operation C-1,table V, is equiva-lent to table IV,T-1, T-2, orT-7 onsurfaces to beprimed or paintedwithin 4 hours afteroperation C-1.
,---- ----- ----- ----- ---- iAnodize or chemical-film operations,table IV, T-2, T-3, orT-7 (when parts are tobe painted or not).Operation T-1 is notadequate for use onthese alloys.
4-------------------------- ------------------
6
Downloaded from http://www.everyspec.com

.,
\ m--\
.—
Material
Magnesium
------” ------ --------- ------
Copper and copper alloys
L.~
MIL-P-21415C (OS)
Table II (contd)
Plating or treatment
Di.chromatefor moderateprotection, table IY,operation T-9, Chrome-pickle or equivalentfor electrical bonding,table IV, operationT-8. For maximum cor-rosion protection andabrasion resistance,anodizing shall beused, table IV, opera-tion T-10, (See 3.7.1and 3,7,2,).-----“-------_.”“-----.---
Cadmium (maximum tem-perature is 500° F, see
! 3,8,4), Table 111,operations P-1 through
; P-4,-----” - - -.. - - - . - “-- - - - . --- “ 4. . -- - . . -.”-- --- -- --- - “-- -
Steel (except corrosion- i Cadmium (maximum tem-resistant steel)
1perature is 500° F, see3,8,4), Table III,
-- - - -- - - - -,- -- - - - - -- -. “- “ - --
Corrosion-resistant steel
W,, ---.-“ - . - --- -- -- -- . . --- -. .
See footnote at end of table.
operations P-1 throughP-4, Painting shall beapplied over types IIor III cadmium plateor, on table V, opera-tion C-1 for type I orbare steel surfaces,
- - - . - - - - . -- - - - . - - - . - -- . -
Pickle or passivate,see 3.5,1.3 and 3,9,Table IV, operationT-15,.----------.._-----------!
None required unlessotherwise specified ondetail or assemblydrawings,
Remarks
All of these treat-ments require, inaddition, an organicfinish (see 3,7).
- - - - -- -- -- - - -- - - - - - -
See 3,8.5 to 3,8,11for other plating.See 3,8,2 for exemp-
]tion,
- - .- -.. -- - - - - - - - - --- -
See 3.8.5 to 3,8,11for other plating.See 3.8,2 forsprings. See3,5,1.2 and table Ifor parts to bepainted, Zinc dustpigment primer isacceptable on hardsteel surfaces wherecadmium is not prac-ticable,--------------------
--- “ ------ -- - - . - --- - -
Vehicle exteriorsurfaces are coveredin table 1, Forcleaning beforepainting, see3,5,1,5,-------------------.
Downloaded from http://www.everyspec.com

$&p=? VW {0s)
Table II (contd)
Material Plating or treatment Remarkst r
Beryllium None required unlessotherwise specified ondetail or assemblydrawings,
Vehicle exteriorsurfaces are coveredin table I. Forcleaning beforepainting, see3.5.1,5,
, IlThemetaUic ~urface~obtaifled byplating orchemical treatment according tothistable mayrequire additiona! finish
f)CcQrdlqg tQ t~blc !.
P-1
----P-2
----
P-3
--..-P-4
----
P-5
----
P-6
----
P-7
----
8
Table III
OPERATION P, METALLIC COATINGS
Cadmium plate 0.0003 inch thick minimum (bright)without chromatetreatment, in ~ccordance with the requirements of QQ-P-416, class2, type I..------“----------.---------------------------------------------------
Cadmium plate 0,0003 inch thick minimum (bright)with iridescentchromate treatment, in accordance with the requirements of QQ-P- 3416, class 2, type 11..------------.-----------------.------------------------------------ )Cadmium plate 0.0002 inch thick minimum (bright)without chromatetreatment, in accordance with the requirements of QQ-P-416, class3, type 1, Note: To be used only when external threads are tobe plated,--------------------------------------------------------------------Cadmium plate 0,0002 inch thick minimum (bright]with iridescentchromate treatment, in accordance with the requirements of QQ-P-416, class 3, type 11. Note: To be used only when externalthreads are to be plated.--------------------------------------------------------------------
Nickel plate 0,001 inch thick minimum (bright), in accordancewiththe requirements of QQ-N-290, type II, class 1. Note: This isapplicable for ferrous metals..--------------------------------------------------_--------------.-Nickel plate 0,0005 inch thick minimum (bright), in accordancewith the requirements of QQ-N-290, type V, class 1. Note: Thisis applicable for nonferrous metals.---------------------------------------------------------------------
Nickel plate 0,003 inch thick minimum (bright), in accordance withthe requirements of QQ-N-290, class 2. Note: Engineering plat-ing; plated to specified dimensions or processed to specifieddimensions after plating.------<--------------.----------------------------------------------
4
Downloaded from http://www.everyspec.com

——.———-
. .
i
P-9
----
P-1(
----
P-l]
----
P-12
‘4
----
P-13
----
P-14
. ----
P-15
----
P-16
----
P-17
b... ----
. .
MIL-P-21415C (OS)
Table 111 (contd)
Chromium plate 0,00002 inch thick minimum, in accordance with therequirements of QQ-C-320, class 1, type 1. Note: This chromiumplating shall be applied over a nickel and copper underplatingtNickel and copper (total thickness of 0,007S inch minimum).. - - . . -- - - ---- -- . . “ -.. - - .“ . .- - - - -- - - -- - -- .- - - - ----- - - -- --- - -.----- -----
Chromium plate 0,002 to 0.004 inch thick, in accordance with therequirements of QQ-C-320, class 2, Note: Engineering plating;plated to specified dimensions or processed to specified dimen-sions after plating.-.----.-.-.-“----.--.--“..--“--.--.---...---------------------------.Silver plate, a flash (approximately 0.0001 inch thick) in accor-dance with the requirements of QQ-S-365, type III (bright), gradeB (without supplementary tarnish-resistant treatment), Corrosion-resistant steel shall be activated and plated with an initialundercoat of nickel in accordance with notes 7(e), (1) and (2) of4STM B 254, Note: This is to prevent galling and seizing of metalsurfaces,.--------------------------.----.----------.------.----------------
Silver plate 0.0003 inch thick minimum, in accordance with therequirements of QQ-S-365, type III (bright), grade A (with tarmish-resistant chromate treatment). This is for articles to be sol-dered,.----------““--------.-.-------.“----..-,---.------------------------.-
Silver plate 0.0003 inch thick minimum, in accordance with therequirements of QQ-S-36S, type 111 (bright), grade A (with tarnish-resistant chromate treatment), This silver plating shall be~pplied over a copper strike. (See operation P-16.) Note: Thisis for articles to be soldered,.------.---------------.-----..---------------.-----------------”-----
Silver plate 0,001 inch thick minimum, in accordance with therequirements of QQ-S-365, type III (bright), grade A (with tarnish-resistant chromate treatment) applicable to the finished product.iote: Engineering plating; this is for increasing electrical con-ductivity, solderability, and for plating to specified dimensionsm processing to specified dimensions after plating,. - - - - - - -- . - “ - - “ . - - - . - . - - - - --- - - - ..- - - ., - - - - - - - -- -- - . - -- -- -- -- ..- - --- - -
:opper plate 0,0005 to 0,0006 inch thick, in accordance with therequirements of AMS 2418,.-------------.-.-.--.---.-..,-------------------------------------.
;opper plate 0,0002 to 0,0003 inch thick minimum, in accordancetith the requirements of JWS 2418, Note: To be used only when>xternal threads are to be plated.. - - . - - - - - - - - . - -- - -- - - -- - - - -, - . - - - - - - - - - - - - - - . - - - - - - - --- ---- - - -- -- - -’-
;lectrolessnickel plate 0.0004 to 0,0006 inch thick, in accor-~ancewith the requirements of MIL-C-26074, class 1, Note: This “is for plating aluminum and aluminum alloys fol solderability,
9 ‘“
Downloaded from http://www.everyspec.com

MIL-P”214iK (0s)
Table III (contd)
P-18 Electroless nickel plate 0.0005 to 0.0007 inch thick, in accor-dance with the requirements of MIL-C-26074, class 1. Note: Thisis applicable for ferrous metals. This thickness shall not bespecified for external threads.
----- -.----------.-------------------------------------------------------
P-19 Electroless nickel plate 0.0002 to 0.0003 inch thick, in accor-dance with the requirements of MIL-C-26074, class 1. Note: TObe used only when external threads are to be plated,
---.- --------.-.-------------------.------------------------------------
P-20 Chromium plate, 0,001 inch thick minimum, in accordance with therequirements of QQ-C-320, class 2, over nickel plate, 0.001 tO0,002 inch thick, in accordance with the requirements of QQ-N-290,class 2, This coating is intended as protection against severecorrosion,
Table IV
T-1
-----
T-2
------T-3
-----
T-7
-----T-8
-----
T-9
-----
OPERATION T, TREATMENTS (CHEMICAL)
Anodize, chromic-acid coating, in accordance with the requirementsof MIL-A-8625, type 1.------.--------.-----.-------“-------------------------------------Anodize, sulfuric-acid coating, in accordance with the require-ments of MIL-A-8625, type 11.-------------.--------------------------------------------------------Anodize, sulfuric-acid coating, in accordance with the require-ments of h!IL-A-8625,type 11. Dyes shall be specified in similarcolors as defined by FED-STD-595.---.-----------------------------------------------------------------Chemical-film treatment, in accordance with the requirements ofMIL-c-5541t------------------------.--------..---------------------------------Chrome-pickle treatment, in accordance with the requirements ofMIL-M-3171, type I. Treatment in accordance with 3,7.1 shall beequivalent for touchup or electrical bonding..----------------.-------------------------------------------------
Bichromate treatment in accordance with the requirements of MIL-M-3171, type 111.--------.--.-----------..---------------.----.------------------------
-s.)
10
Downloaded from http://www.everyspec.com
—— —
L
T-lC
. . . .
T-12
----
T-13
----
T-14
‘4 ----T-15
. .
MIL-P-2i415C (OS)
Table IV (contd)
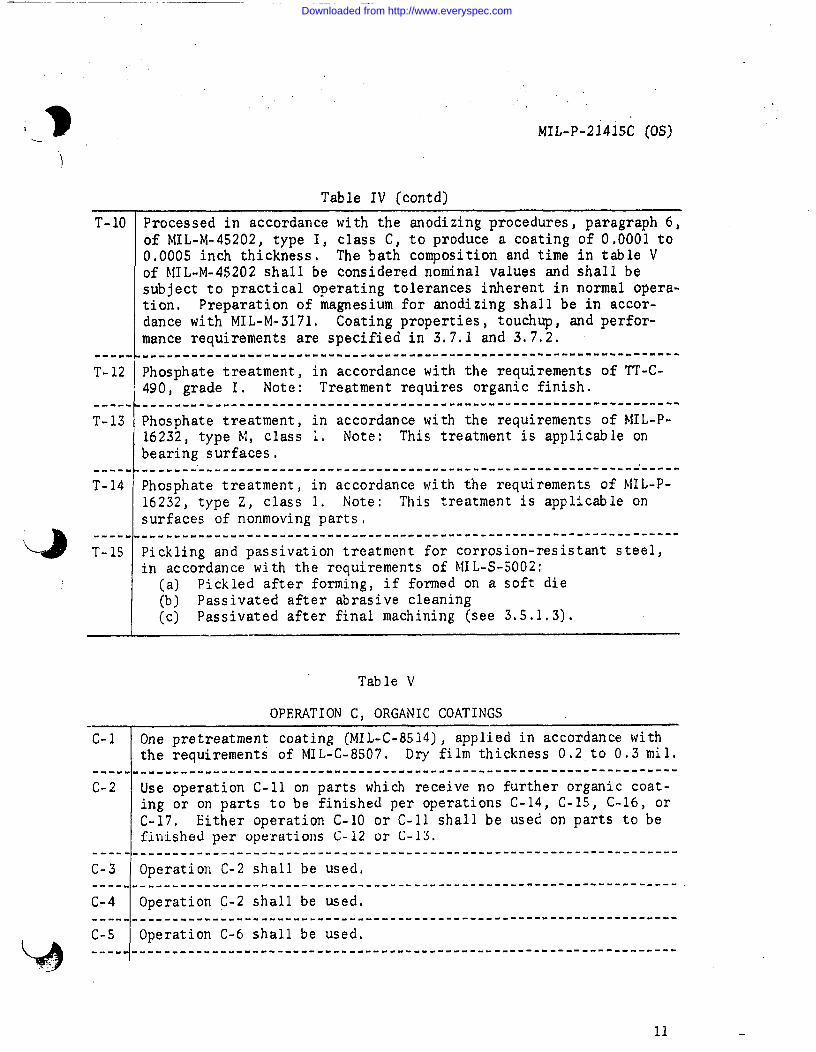
Processed in accordance with the anodizing procedures, paragraph 6,of MIL-M-45202, type I, class C, to produce a coating of 0,0001 to0,0005 inch thickness, The bath composition and time in table Vof MIL-M-45202 shall be considered nominal values and shall besubject to practical operating tolerances inherent in normal opera-tion, Preparation of magnesium for anodizing shall be in accor-dance with MIL-M-3171t Coating properties, touchup, and perfor-mance requirements are specified in 3.7.1 and 3.7,2.“..-.--.-.-.-----.----..“..--.-...---------“--.--..-----....----..-.
Phosphate treatment, in accordance with the requirements of ‘IT-C-490, grade 1. Note: Treatment requires organic finish.----.-.--.---.------...-.-..-“.-.--------..------------------------
Phosphate treatment, in accordance with the requirements of MIL-P-16232, type M, class 1, Note: This treatment is applicable onbearing surfaces,----.------.-------------..---.,..--.“-.,“.--.---.--------.---..---“..----
Phosphate treatment, in accordance with the requirements of MIL-P-16232, type Z, class 1. Note: This treatment is applicable onsurfaces of nonmoving parts,-..---------..-.-“..--!--“.-“--------.---#.---------.--...-----“--...-.-.
Pickling and passivation treatment for corrosion-resistantsteel,in accordance with the requirements of MIL-S-5002:
(a) Pickled after forming, if formed on a soft die(b) Passivated after abrasive cleaning(c) Passivated after final machining (see 3.5.1.3).
—— -
Table V
OPERATION C, ORGANIC COATINGS
c-l One pretreatment coating (MIL-C-8514)the requirements of MIL-C-8507,
, applied in accordance withDry film thickness 0,2 to 0,3mil,
----
c-2,- . - “- - - .“- - - “ “ - . “ - “.. -“ - “ - . - - . - -- - - . - - - -- - - - - . -- - - -- - - - - - - - ..- - - -- - --
Use operation C-n on parts which receive no further organic coat-ing or on parts to be finished per operations C-14, C-15, C-16, orC-17, Either operation C-10 or C-n shall be used on parts to befinished per ope~ations C-12 or C-13.
11
Downloaded from http://www.everyspec.com
~IL-P-2141SG (0S)
C-6
----
c-7
----
C-8----
C-9
----
c-10
----
C-II
..-”
C-12
----
C-13
----
C-14
----
C-15
----
C-16
.----
Table V [contd)
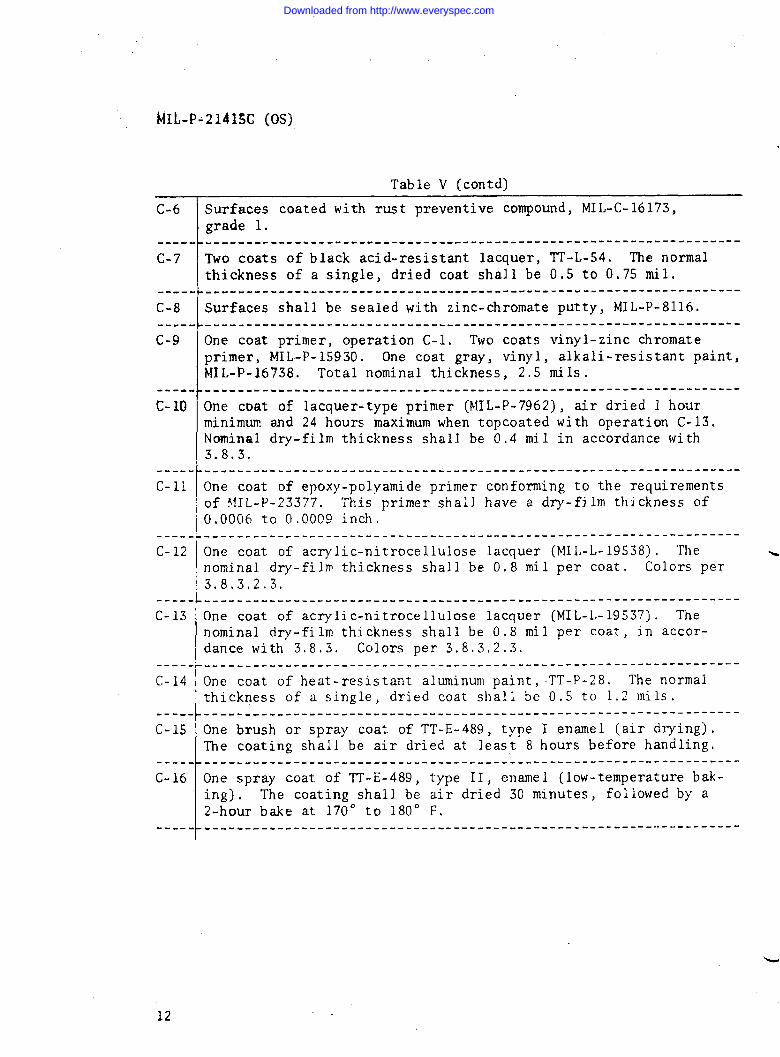
Surfaces coated with rust preventive compound, MIL-C-16173,grade 1.----”--------------------------------------------------------------
Two coats of black acid-resistant lacquer, TT-L-54. The normalthickness of a single, dried coat shall be 0,5 to 0.75 roil.--”---.--”---.-------------..---”--------”“-----”--------------------
Surfaces shall be sealed with zinc-chromateputty, MIL-P-8116.-----------------------------.---------..---------------------------
One coat primer, operation C-1. Two coats vinyl-zinc chromateprimer, MIL-P-15930, One coat gray, vinyl, alkali-resistantpaint,NIL-P-16738. Total nominal thickness, 2.5 roils..-------------------------------------------------------------------
One coat of lacquer-typeprimer (MIL-P-7962),air dried 1 hourminimum and 24 hours maximum when topcoated with operation C-13.Nominal dry-film thickness shall be 0.4 mil in accordance with3.8.3.--------------------------------------_-----------------------------One coat of epoxy-polyamide primer conforming to the requirementsof >~IL-p-23377a This primer shall have a dry-film thickness of0.0006 to 0.0009 inch.-----------------------------------------.--------------------------One coat of acrylic-nitrocellulose lacquer (MIL-L-19538). Thenominal dry-film thickness shall be 0.8 mil per coat. Colors per3.8.3,2.3.-------------------------------------------------------------------One coat of acrylic-nitrocellulose lacquer (MIL-L-19537). Thenominal dry-film thickness shall be 0.8 mil per coat, in accor-dance with 3.8.3. Colors per 3.8.3.2.3.---------------------------------------------------------------------One coat of heat-resistant aluminum paint,TT-P-28. The normalthickness of a single, dried coat shall be 0,5 to 1.2 roils.-------------------------------------------------------------------
One brush or spray coat of TT-E-489, type I enamel (air allying).The coating shall be air dried at least 8 hours before handling.---------------------------------------------------------------------
One spray coat of ‘IT-E-489,type II, enamel (low-temperaturebak-ing), The coating shall be air dried 30 minutesj followed by a2-hour bake at 170° to 180° F,--------------------------------------------------------------------
-
-
12 ,,
Downloaded from http://www.everyspec.com

MIL-P-21415C (OS)
‘\
Table V (contd)
C-17
I
One coat of polyurethane coating meeting the coating propertiesof MIL-C-27227, paragraphs 3,1, 3,2, 3.5 through 3,5,3, and 3.5,6through 3.6; and in lieu of paragraph 3.5.4 thereof, colors areto be per FED-STD-595 as specified on the engineering drawing,All performance tests are to be performed on aluminum alloy panelsconforming to QQ-A-250/4 finished per operations T-7 and C-11,The above information is to appear on all purchase orders to pro-cure the polyurethane coating. Total thickness of exterior organiccoatings aft of the equipment section shall not exceed 5.0 roilseven for multiple coats resulting from touchup. Total thicknessof exterior organic coatings forward of the second-stage motorcase shall not exceed 3.0 roilsnor cause an overweight conditionin the case of the plastic-glass nose fairing. For pretreatments
-–L___ ~and primers, see tables I aid 11.
3,3 @lication of paint-type coatings to nonmetallic surfaces.
\43,341 Rubber surfaces of the vehicle interior and exterior surfaces
of rubber which are pigmented similar to the operation C-17 finish shallnot be painted unless otherwise specified,
I
3,3,1,1 Vehicle exterior surfaces of unpigmented rubber, other thansilicone rubber, shall be carefully hand cleaned with a solvent, such assolvent conforming to O-T-620, followed by the operations given in table 1.Silicone rubber on exterior surfaces shall be coated as specified by theprocuring activity or shall otherwise be left bare,
3.3,2 Plastic laminates Structural plastic parts need not be paintedunless otherwise specified on the engineering drawing,
3,3,2,1 Vehicle exterior surfaces of structural plastics shall becleaned with an effective solvent, such as solvent conforming t’oO-A-51or O-T-620, wherever safety from toxicity and from flammability arerequired, Satisfactory aerodynamic smoothness shall be produced by theuse of a sanding surfacer such as that conforming to MIL-S-974, used inaccordance with recommendations of the surfacer manufacturer, Severalcoats shall be satisfactory if they arc carefully wetsanded to smoothnessand followed immediately by the operations given in table 1, Constant-‘diameter exterior surfaces not subject to excessive skin friction shall
\
*
not be required to be smoothed with surfacer, unless specified on the~.engineering drawing.
i,.
13
Downloaded from http://www.everyspec.com
—.
3. 3.3 Plastics and ceramics. Molded plastics and ceramics need not bepainted, unless otherwise specified, Unless electrical or other func-tional reasons prohibit painting, exterior surfaces of molded plasticsand ceramics shall be solvent wiped using a suitable solvent such assolvent conforming to O-T-620, followed by painting in accordance withtable 1, Teflon and silicone-plastic exterior surfaces need not bepainted.
3.4 General precautions.
3,4;1 Faying surfaces, joints, and seams.
3.4,1.1 Surfaces of similar metals. In general, faying surfaces ofsimilar metals need not be further protected. In addition, the follow-ing surfaces shall not be painted prior to assembly:
(a) Welded faying surfaces
(b) Faying surfaces in assemblies which are surface treated asassemblies
(c) Faying surfaces of seams filled with sealing compounds.
3,4.1,2 Surfaces of dissimilar metals. Provisions for further pro-tection against electrolytic corrosion are contained in 3.4.2.1.
3.4,2 Definition of dissimilar metals. For purposes of the corrosion-protection requirements of this specification, the groupings of the morecommonly used metals shall be as established by MIL-STD-889. Berylliumshall be considered as a group 11 metal in MIL-STD-889.
3.4,2.1 Protection against electrolytic corrosion. Where dissimilarmetals are used in contact, the following methods or combinations ofmethods shall be employed for the alleviation of electrolytic corrosion,unless electrical considerations preclude the employment of such methods:
(a) Intefiosition of a material compatible to each in order todecrease the electrolytic-potential differences (e.g., cadmium plate onsteel in contact with aluminum)
(b) Interposition of an inert material between the dissimilar metalsto act as a mechanical insulating barrier (e.g., plastic gaskets betweennickel-plated brass andaluminum)
14.
4)
Downloaded from http://www.everyspec.com

ilIL-P-21415C(0s)
(c) Application of organic coatings to the contact faces of each ofthe dissimilar metals (e.g., coats of paint on steel and aluminum surfacesin contact)
(d) Application of corrosion inhibitors to the faces of each dissimi-lar metal (e.g., zinc-chromate paste on brass pi~rts in contact with alumi-num, and complete potting of permanent electrical bonding joints)
(e) Limitation of amount of air al~clmoisture reaching the dissimilarmetal faces (e.g., steel bolts in aluminum with all surfaces of contactsealed with zinc-dust primer, plastic films, talking compound, or equiva-lent)
(f) Field joints between the motor cases and mating equipment sec-tion and interstate section should be completely sealed with an effec-tive compound such as that conforming to MIL-C-15705 and smoothed outto a distance of no less than one-fourth inch from the joint and no morethan one-eighth inch thick from the outside diameter of the missile out-ward, Calked seams should be touched Lp with match.illgpaint by use ofaerosol or equivalent.
“4 3.4,2.2 Press fits, Press fits shall be assembled using wet, zinc-chromate primer, After pressing, the edges shall be sealed with zinc-chromate primer, zinc-chromate putty compound, or other approved sealers.
3,4,3 Tubing.
3,4.3.1 Plumbing lines. A’opaint coating shall be applied to theinterior surfaces of plumbing lines. Paint coatings shall be omittedfrom exterior surfaces of plumbing lines for a dist:mce of 3 inches fromeach fitting,
3.4,3,2 Copper corrosion- anclheat-resistant allovs, Interior andexterior surfaces of copper corrosion- and heat-resistant alloy tubingneed not be painted, except as required for dissimilar-metal contactand color matching,
3.4.3.3 Steel tubing, Xntcrior surfaces of steel tubular assembliesnot entirely closed by welding shall be protected in accordance with thegeneral schedule (tables 1 an~ II) for interior surfaces of the missile,insofar as practicable. Assemblies completely closed by welding or towhich application of primer is not practicable or effective (e.g.,crimped-end tubing not closed by welding or tubing heat-treated after
*
)15
Downloaded from http://www.everyspec.com

. ...
.,
!.
MIL-P-21415C (OS)
assembly) shall be treated after assembly with corrosion-preventivecom-pound conforming to MIL-C-16173, grade 1, in lieu of zinc-chromate primercoats, The compound shall be applied.by forcing it into a hollow memberunder pressure, through holes drilled therein, or by immersing the partin a bath of the compound, The members shall be thoroughly drainedafter treatment and all exterior surfaces wiped free of corrosion-preventive compound, All accessible holes drilled in the member shallbe closed by cadmium or zinc-plated, self-tapping screws, or equivalent.
3.4,3,4 Aluminum-alloy and magnesium-alloy tubing. Interior surfacesof structural aluminum-alloy and magnesium-alloy tubing shall be pro-tected in accordance with the general’schedule (tables I and 11) forinterior surfaces of the missile, insofar as practicable, The interiorof the tubing sealed by welding shall be coated by corrosion-preventivecompound, conforming to }~IL-C-16173,grade 1, applied through appropri-ately drilled holes, The compound shall be applied by forcing it intoa hollow member under pressure through holes drilled therein or byimmersing the part in a bath of the compound. The members shall bethoroughly drained after treatment and all exterior surfaces wiped freeof corrosion-preventive compound, Ail accessible holes drilled in themember shall be closed with cadmium or zinc-plated, self-tapping screws,or equivalent,
)3.5 Preparation of metal surfaces prior to the surface treatment.
3,5,1 Special cleaning requirements,
3,5,1,1 Aluminum and its alloys. The use of uninhibited alkalinematerials, such as sodium-hydroxide solutions, and the use of abrasiveswhich accelerate corrosion “ofaluminum.alloys, such as iron-oxide rougeor steel wool, shall be prohibited,
3.5,1.2 Carbon and low-alloy steel, Steel parts to be painted shallbe cleaned and treated in accordance with TT-C-490. Exterior surfacesto be painted shall notbe treated in accordance with grade I of TT-C-490,but shall be processed in accordance with tables I and-ll,
3,5,1,3 Corrosion- and heat-resistant alloys, The surfaces of aparts shall be free of scale, iron salts, foreign metals, and othertaminants that have a deleterious effect on corrosion resistance orstrength properties, To accomplish this cleaning, these alloys shabe pickled or passivated in accordance with the requirements of NIL.5002.
10)’con-
1s-
‘-4,)
16
Downloaded from http://www.everyspec.com

-.‘3‘)
3.5,1,4cleaned in
3.5,1.5
MIL-P-21415C (OS)
Magnesium and its alloys. L!agnesiumand its alloys shall be‘accordancewith hiIL-M-3171.
Exterior metallic surfaces. Unless otherwise specified onthe final assembly drawing, surfaces shall be cleaned of contaminants,using a suitable solvent, such as solvent conforming to O-T-620, imme-diately before priming for the final finish system. Wash primer, MIL-C-8S14, shall be further primed with MIL-P-23377 epoxy primer sometime’between 1 and 4 hours after application of the wash primer. Epoxy primerwhich has stood overnight or shows visi~le overspray shall be tack-raggedbefore final top coating; otherwise, th: provisions of table V shallprevail for preparation and application of primers.
3.6 Surface treatment of’aluminum and aluminum alloys..—
.3.6.1 Surface-treatment requirements. All aluminum and aluminumalloys to be painted shall be ano=m shall receive chemical-filmtreatment in accordance with table IV, All alwninurnallo;rsexcept 1100,3003, S052, 6061, clad 2017, clad 2024, and clad 7075 shall be anodizedor receive chemical-film treatment if t~~eyare to be left unpainted.
3.6,2 Nonaluminum inserts. Aluminum-alloy parts with integral non-aluminum ‘s shall receive a chemic]l-film treatment in accordancewith the recluirementsof MIL-C-5541.
3,6.3 Electrical parts. Only chemical film in accordance with therequirements of MIL-C-’5541shall be applied to such parts as electricalshields or chassis in which clectric:~lconductivity over the entire sur-face is required LIp to 350° F. Aluminum parts fabricated from 1100,3003, 5052, 6061, clad 2017, clad 2024, and clad 7075 need not be treated.All other aluminum alloys for use above 350° F and requiring conductivityshall receive a metallic coating (e.g., electroless nickel).
3.6.4 Surface treatment of assemblic:. Surface treatment shall beapplied prior to assembly ...~-’ccptthat fl;sion..wcldodassurnbliesshallbe treated after welding.
3.6,4,1 Spot-welded assemblies. Spot-welded assemblies shall beanodized by using chromic acid in accordance with the requirements ofMIL-A-8625, type I, or a chemical-film treatment in accordance with the
ha!)requirements of MIL-C-5541.
17
Downloaded from http://www.everyspec.com

.. .
MIL-P-21415C (OS) -al
3,6.4.2 Copper-bearing alloys. Chromic-acid anodizing shall not beapplied to alloys with a nominal copper content in excess of 5 percent(2011, 112, 113, 122, 138, and 212). Sulfuric-acid anodizing in accor-dance with the requirements of MIL-A-8625, type II, or treatment, inaccordance with MIL-C-5541, shall be used instead of chromic-acid ano-dizing when the above-mentioned condition exists,
3,6,4,3 Joints and recesses, Sulfuric-acid anodizing shall not beapplied to parts or assemblies that contain joints or recesses in whichthe anodizing solution may be retained; chromic acid should be usedinstead. If this also is inapplicable, the part or assembly shall notbe anodized, but a chemical-film treatment shall be given instead.
3,6,5 Precautions. When the film or treated material is cut orscratched through over an appreciable area, the exposed area shall betreated with a chemical film-in accordance with the requirements of MIL-C-5541 prior to painting. This operation shall not be required in thecase of drilled, punched, or machine counter-sunkholes. The ends oftubing cut after surface treatment shall not require this operation.
3,7 Surface treatment of magnesium alloys,
3,7,1 Surface treatment required. Magnesium alloys shall be treatedfor touching up scratched surfaces and for electrical-bonding applica-tions in accordance with the following requirements:
(a) Treatment according to MIL-M-3171, type 1, or;
(b) A brushed, dipped, or sprayed solution of the following nominalcomposition:
Chromic acid, technical 1-1/3 ounce per gallonCalcium sulfate, technical 1 ounce per gallonWater Balance.
-4I
Treatment according to MIL-M-3171, type III, may be used under an epoxyprimer on all magnesium alloys, except thnse containing a high percentageof manganese (Ml), those containing thorium, zirconium, and rare earths(EK30, EK41, EZ33, HK31, and HM21), and where temperatures exceed 500° J:.’These exceptions, and applications requiring maximum environmental resist-ance, shall be anodized in accordance with MIL-M-4S202, as modified intable IV, T-10, and as specified in 3.7,2 and 3,7,2.4.
18
Downloaded from http://www.everyspec.com

MIL-P-21415C (OS)
3.7,2 Anodized-coating properties. In addition to the requirementsspecified in MIL-M-45202, type I, class C, the anodized coating shallconform to the following requirements,
3.7.2,1 Thickness. l%e anodized coating thickness on individual partsshall be 0.0001 to 0.0005 inch. The coating weight, as determined onseparate test specimens, shall be between 450 and 2,300 milligrams persquare foot,
,
3,7.2,2 Anodic-coating adhesion. Th.:rcshall be no lifting or otherdamage to the anodic coating when tcste~ with pressure-sensitive tape,
3.7,2,3 Primer adhesion on anodic co~tings. l’hereshall be no liftingor other damage to epoxy primer coating:
3.7.2.4 Salt-spray resistance. No c~rrosion, except icr a few scat-tered, isolated pits or corrosion adjac,~ntto edges, impression marks,or contact points,
\O salt-spray test.shall be visjble aft~r 50 hours of exposure to the
3,8 Carbon and low-alloy steels, b~~js, bronze, copper, and nickel.——*“
3.8,1 Surface-treatment requirement. Unless otherwise specifiedherein or on the engineering drawing, all carbon and low-alloy steel,brass, bronze, copper, and nickel-alloy parts shall be cadmium plated.See 3.8.2 for the exemptions to plating.
3.8.1.1 “1’breadedparts. Unless otherwise specified on the engineer-ing drawings, the minimum thickness of :netalliccoatings on externallythreaded parts shall be 0.0002 inch,
3.8,,2 Exemptions from electroplating requircrncnts.The exemptionsfrom electroplating requirements are as follows:
(a) Only those areas of brass, bronze, copper, and nickel-alloyparts that are to be in contact with aluminum, aluminum alloy, beryl-lium, or magnesium shall be plated,
L. B(b) Sintered bearings of the oil-impregnated type shall not be ,
plated,
),.
19
Downloaded from http://www.everyspec.com

MIL-P-21415C (OS)
(c) Parts need not be plated when welded to”a structure that is notto be plated,
(d) Parts that cannot be thoroughly cleaned to ensure removal ofthe plating solution shall,not be plated,
(e) Cables and tinned wire shall not be plated after fabrication.
(f) No plating shall be required on portions of members that act asbearings or journals, or where plating would interfere with proper func-tioning of the part. If protection against corrosion is required, thesurfaces shall be coated with preservative in accordancewith the require-nknts of the engineering drawing.
[g) Parts to be enclosed in or operated in grease, lubrication oil,or hydraulic oil need not be plated.
(h) Parts on which other protective coatings, such as paints OT oils,are to be applied, as noted herein, need not be cadmium plated.
(i) Springs that are closely coiled, thereby preventing the appli-cation of plating to internal surfaces, shall be coated with corrosion-preventive compound conforming to ML-C-16173, grade 1.
3.8,3 OrEanic coatings. Unless otherwise specified herein or on theengineering drawing, parts which cannot be plated for corrosion protec-tion because of their size, shape, cost, or function shall be given anorganic coating (ite., paints, greases, or corrosion-preventivecom-pound), Surfaces shall be processed and painted in detail as specifiedherein, except that exterior surfaces of completed assemblies shall, andinterior surfaces may, receive a finish coating after assembly. Thick-ness requirements for coatings listed under table V shall apply only tolarge, flat, or gently contoured surfaces on production hardware and totest panels, but these requirements shall not be invoked on small parts,corners, edges, sharply contoured surfaces, in holes, or other surfacesnot normally tested for paint thickness by nondestructive methods. Onthe latter surfaces, paint and primer-coating thickness shall be held toa minimum consistent with complete coverage and best corrosion protec-tion, For such irregular surfaces, only visual inspection for colormatching and complete coverage of top coats shall be required.
3.8,3,1 Exceptions from painting. The following parts shall beexcepted from painting:
[a) Sintered b“earingsof the oil-impregnated type shall not be,. painted.
-4
-4
20
Downloaded from http://www.everyspec.com

——
MIL-P-21415C (OS)
(b) Cables and tinned wire shall not be painted after fabrication,
(c) No painting shall be required on portions of members that actas bearings or journals, or where paint would interfere with properfunctioning of the part.
(d) Parts to be enclosed in or operating in grease, lubricatingoil, or hydraulic oil need not be painted.
3.8.3.2 Special areas.
3,8.3.2.1 Acid spillage, Surfaces within 12 inches of storage bat-teries and subject to acid spillage or spray shall be painted with twocoats of black acid-resistant lacquer, in accordance with the require-ments of TT-L-54, applied over an epoxy primer, operations C-4 and C-7,table V.
3,8.3,2.2 Alkali ~]illage. Surfaces within 12 inches .>fstoragebatteries and--[t to alkali spilli~g~or spray shall bc painteclwithone coat of alkali-resistant vinyl paint, in accordance wifihthe require-
‘~ ments of MIL-P-16738, applied over vinyl zinc-chromatepriilmr,operationC-9, table V.
3,8.3.2.3 Colors. Colors of organic coatings shall be as specified—.by the engine~ng drawings, in accordance wit]]the definitions of FED-STD-595,
3.8,3.3 Touchup. Touchup painting should be held to a minimum con-sistent with good workmanship practices. All attaching parts ,andsmalldamaged paint areas shall be touched up after installation and assemblyusing the general top-coat finish schedule (tables I and 11). Top coatsmay be applied over primer for better c.~lormatching with adjacent sur-faces. Aerosols containing the materials specified in tables I and IIshall be an acceptable means of touchup over these small areas,
3.8.4 Cadmium plating. Caclmiurnplating shall be in accordance with ‘the requirements of QQ-P-416. Cadmium plating shall not be used if theplated part is subjected to a temperature of 500° F or higher, Type IItreatment (chromate treatment) on cadmium plating shall not be used ifthe plated part is subjected to a temperature of 300° F or higher, Whenthe temperature encountered shall be above 300° F, type I (without chro-mate treatment) cadmium-plate treatment shall be specified, Zinc primer,MIL-P-26915, type I, on bare steel shall be an acceptable substitute forcadmium up to 200° F.
—
I..’
21
Downloaded from http://www.everyspec.com

..,.
MIL-P-21415C (OS)
3,8,4,1 All steels hardened to 220,000 pounds per square inch orabove shall be processed to the requirements of MIL-C-8837.
3.8,5 Chromium plating. Chromium plating of surfaces shall be under-taken only where it is necessary to take advantage of the superior abra-sion or wear resistance of chromium as compared with cadmium plating orto prevent soft solder from adhering, Where chromium plating is speci-fied, it shall be such as to produce coatings in accordance with therequirements of QQ-C-320.
3,8.6 Nickel plating. Nickel plating shall be used for corrosionprotection only in high-temperature applications where cadmium platingwould not be suitable or to minimize the effect of dissimilar-metalcon-tacts, Electroless nickel may be used if a uniform thickness of coatingis required and on aluminum and aluminum alloys to provide solderability,Where-nickel plating of parts or surfaces is specified, it shall be suchas to produce coatings in accordance with the requirements of MIL-C-26074.
3,8,7 Tin plating. Tin plating shall be used only where the proper-ties of the material present distinct advantages, for the purpose A
intended, as compared-with the use of cadmium-coating for the same appli-cation, A plating of tin should be used in lieu of cadmium on partsthat are to be subsequently soldered, Where tin plating is specified,it shall be applied so as to produce coatings in accordance with therequirements of MIL-T-10727, On copper-base alloys, a 0.0003-inch mini-mum of tin shall be required where solder is to be applied,
3.8,8 Phosphatetreatments. Phosphate treatment, in accordancewiththe requirements of MIL-P-16232, may be substituted for cadmium platingon those ferrous parts that are subsequently to be finished with non-drying petroleum oils containing corrosion inhibitors. Treatment inaccordance with the requirements of TT-C-490 may be substitutedfor cad-mium plating on those ferrous parts that are to be painted.
3,8.9 Silver plating. Silver plating shall be used on electricalcontacts and in other applications where the electrical properties andsolderability of silver are required. When silver plating is specified,it shall be such as to produce coatings in accordance with the require-ments of QQ-S-365, including 3.4,4 therein. Tarnish-resistant, solder-through coatings shall be employed to preserve the bright silver finish,in addition to the wrapping or packaging required by the provisions ofQQ-S-365, paragraph 6,5.
22
Downloaded from http://www.everyspec.com

* ...-.
)MIL-P-21415C (0S)
3,8.10 “Goldplating. Gold plating may be used on electrical contactsand other applications where the electrical, corrosion-resistancepro-perties of gold are desired. When gold plating is employed, it shall bein accordan~e with an approved specification, such as MIL-G-45204, exceptthat the composition requirements of paragraph 3.1 of MIL-G-45204 maybe different if the other
3.8,11 Copper plating,.nonferrous metals (exceptings, and printed-circuitincreasing the electrical
provisions of the specification are met,
Copper plating may be used on ferrous andaluminum and magnesium), zinc-based die cast-boards, Cop>er plating may be used forconductivity of poor conductors, as a filler
material in copper furnace brazing, and as a protective coat prior toheat treatment. When copper plating i; specified, it shall be such asto produce coatings in accordance with the requirements of AMS 2418.
3.8.12 Nickel-cadmium diffused coat:ng applied in accordance withANS 2416 is acceptable for surfaces rel~uiringcorrosion protection andoperating LIp to 1,000° F.
* 3.9 Finish for corrosion- and heat-resistant steels and alloys.—-—-. ——.—.. .
) 3.9.1 Surface treatment, plat~, [;or~osion-and heat-resistantalloys need not be plated unless it is necessary for the proper func-tioning of the part or for dissimilar-metals protection.
4. QUALITY ASSURANCE PROi’ISIONS
4.1 Responsibility for inspection, Unless otherwise specified in thecontrac~or purchase order, the su~~lier is responsible for the perfor-mance of all inspection re~uirements as specified herein, Except asotherwise specified in the ‘contractor order, the supplier may use hisown or any other facilities suitable for the performance of the inspec-tion requirements specified herein, un;ess disapproved by the Govern-ment. The Government reserves the rigl.tto perform any of the inspec-tions set forth in this specification vhere such inspections are deemednecessary to assure supplies and services conform to prescribed require-ments,
4.2 Classification of tests on anodized magnesium.
4,2.1 Qualification. Anodized magnesium coatings, for the qualifica-
%0
tion of the process, shall be tested for thickness, salt-spray resist-ance, and adhesion, as specified herein,
)23
Downloaded from http://www.everyspec.com

-7MIL-P-21415C (OS)
4,2.2 Process control, Process control, after qualification, shallconsist of the thickness and coating-adhesiontests only as necessaryfor positive quality control, Salt-spray and paint-adhesion tests,after initial qualification requirements are met, shall be required onlyas necessary but in no event shall the interval between tests exceed3 months,
4,3 Test methods.
4,3.1 Thickness, The coating thickness on individual parts shall bedetermined by nondestructive testing methods, using a ’properlycalibratedinstrument based on the eddy-current principle, The coating weight,as determined on separate test panels, may be substituted for thicknessdeterminations. If the coating-weight method is used, weight determina-tions shall be made on an equivalent alloy, as necessary, processed con-currently with the production part,
4,3,2 Adhesion, The adhesion of anodized coatings shall be deter-mined each day by tape testing of production parts, Tape, conformingto UU-T-106, type II, shall be firmiy applied to a clean, anodized coat-ing and then removed abruptly, The coating shall then be visually exam-ined for
4,3.3adhesion,table V,in 4,3,2,
damage.
Paint adhesion.shall be coatedoperation C-2,
Anodized surfaces to be examined for paintwith one coat of epoxy primer as specified inThe tape test shall,be performed as specified
4,3.4 Salt-spray resistance. Salt-spray-resistancetests shall beconducted on anodized test panels of HK31 alloy, MIL-M-26075. The testshall be performed in accordance with FED-STD-151, method 811, exceptthat the significant surface of exposure shall be approximately 6° fromthe vertical, Significant areas shall not include areas adjacent toedges, impression marks, or contact points,
4,4 Previous acceptance or approval of material in the course ofmanufacture shall In no case be construed as a guarantee of the accep-tance of the finished product,
%3
4,5 In-process control of organic-coating thickness shall be accom-plished by the most appropriate of the following methods:
24
Downloaded from http://www.everyspec.com

—
MIL-P-21415C[0S)
(a) Color standards,properlyprepared and calibratedfor thicknessversus color
(b) A nondestructivethicknesstester,properly calibratedforreasonablysimilarbase materialsand coatings
(c) The differencein thicknessfrom direct micrometermeasure-ments.
4,5,1 Panelsno smaller than 4 by 10 inches, when coated concurrentlyand under the same general conditions as used on hardwarej shall beacceptable as test surfaces in lieu of the actual tactical surface.
5, PREPARATIONFOR DELIVERY
5,1 To prevent damage to the coatings, finished surfaces shall notbe packaged for shipment until satisfactorily cured.
6. NOTES
‘-+! 6,1 Hermetically sealed units. Ilaterials or parts inside l~ermeti-cally sealed units do not require sm-face protection; however, if pro-tection is used, it shall be in accordancewith this specification.
6,2 Definitions.
6,2,1 Exterior surfaces. Surfaces forni.ng the exterior of the mis-sile, after all doors, hatches, etc., are closed, shall be consideredas exterior surfaces. The aft end is not considered part of the exteriorsurface for the purposes listccl herein.
6,2.2 Nominal thickness, Nominal thickness for primers allows atolerance of 0,3 mil and, for top coats, 0.4 mil per coat, unless other-wise specified herein,
Custodian: Preparing activity:Nwy - 0s Navy - OS
(Project No, MFFP-N 06~
* “. 25-—-— —.-
Downloaded from http://www.everyspec.com

i
*
-a)
,)
Downloaded from http://www.everyspec.com
>.T
i9
SPECIFICATION ANALYSIS SHEET I Form Approvedf3udEet fhreau No. 22-R2S5
m
INSTRUCTIONS: This sheet IS to be filled out by personnel. ei!her Government or contractor. !nvolved In theuse of the specification In pr~curemeni of products for ultimate use by the Department of Defense. This sheetis provided for obtaining In formatlori un the use of this specification which will insure that suitable productscan be procured wrth a mlnlmum amount of delay and at the least cost. Comments and the re! \!rn of th!s fc,rrnwill be appreci~ted. Fold on lines on reverse side, staple In corner, ond send to preparing act]i’lt]. Commentsand suggestions submitted on this form do not constitute or Lmply authorizittion to waive any por:ion of thereferenced docurrmnt(s) or serve to amend contractual requirements.
SPECIFICATION MIL.p-21415c (OS), protective Finish and Painting for Polaris
Fleet Ballistic MissileORGANIZATION
.CITV ANO STATE CO VT QACT NUti EIER
1
MATERIAL PRO CUREO UNDER A
~ DIRECT GOVERNMENT CONTRACT :_:, SU9COV TRACT
1. HA5 ANY ?ART OF THE SPECIFICATION CREATED PRo9LEusoR REQUIRED INTER P~E7ATJ0N IN PROCURE-MENT uSE?
A. ~Iv E PARAGRAPH NUWBEh AND ,+OR DING.
B. RECOMMENOATION5 FOR CORRECTING THE DE FICI =A.C!ES
2. COMMENTS ON ANY SPECIFICATION REQuIREMENT COk S{.3ERED TOO RIGID
-—.. — ~—-.. ,.. —,. ....— —-—-- ..—~_iS THE SPECIFICATION RESTRICTIVE?
~- YES Y NO (1{ ‘lyes *’, !n what way?).—.
t. REMARKs (A ftach sny pertjncn( dntn which may he nl u,se in improrinfi this sperilicafion, 1/ there arc ntldifia?naf pnpcrs.s: fc,c!t (o Ion,! urtd pfat:c LIw/I iII url envelope midre ased to prepnrin$ aclivily)
IUSMIT TED a’f (Printed or lyped name mrd activ{ty - Opl ional) CATE
I)DRM426
jFIE PLACES EOITION OF I oCT 64 WHICF( MAY F3E uSED.
Downloaded from http://www.everyspec.com

FOLD—— .—— ..—
DEPARTMENT OF THE NAVY POSTAGE A%Cl ~ECS PAlil:IAVY OE?A*TUEN1
OFFICIAL BUSINESS
ComnlfmdingOfficerNa\ml Ordnance StationAttn: Standardization Division (QA3)Indian Head, Maryland 20640
—
Downloaded from http://www.everyspec.com












![[NOT MEASUREMENT SENSITIVE] SUPERSEDING MIL-P-197Heveryspec.com/MIL-SPECS/MIL-SPECS-MIL-DTL/download.php?spec=… · [not measurement sensitive] mil-dtl-197j 9 july 2000 superseding](https://static.fdocuments.us/doc/165x107/5b80c51f7f8b9af7088e17c6/not-measurement-sensitive-superseding-mil-p-not-measurement-sensitive-mil-dtl-197j.jpg)





