MIG/MAG · TESLA OPERATING MANUAL MIG/MAG WELDING TORCH MANUAL DE INSTRUCIONES ... make sure the...
20
OPERATING MANUAL MIG/MAG WELDING TORCH MANUAL DE INSTRUCIONES ANTORCHA DE SOLDADURA MIG/MAG BEDIENUNGSANLEITUNG SSCHWEISSBRENNER MIG/MAG MANUEL D’UTILISATION TORCHES DE SOUDURE MIG/MAG MANUALE DELLE ISTRUZIONI TORCIA DA SALDATURA MIG/MAG TESLA MIG/MAG www.ergoweld.es
Transcript of MIG/MAG · TESLA OPERATING MANUAL MIG/MAG WELDING TORCH MANUAL DE INSTRUCIONES ... make sure the...
1
OPERATING MANUAL MIG/MAG WELDING TORCH MANUAL DE INSTRUCIONES ANTORCHA DE SOLDADURA MIG/MAG
BEDIENUNGSANLEITUNG SSCHWEISSBRENNER MIG/MAG
MANUEL D’UTILISATION TORCHES DE SOUDURE MIG/MAG MANUALE DELLE ISTRUZIONI TORCIA DA SALDATURA MIG/MAG
TESLAMIG/MAG
www.ergoweld.es

2
3
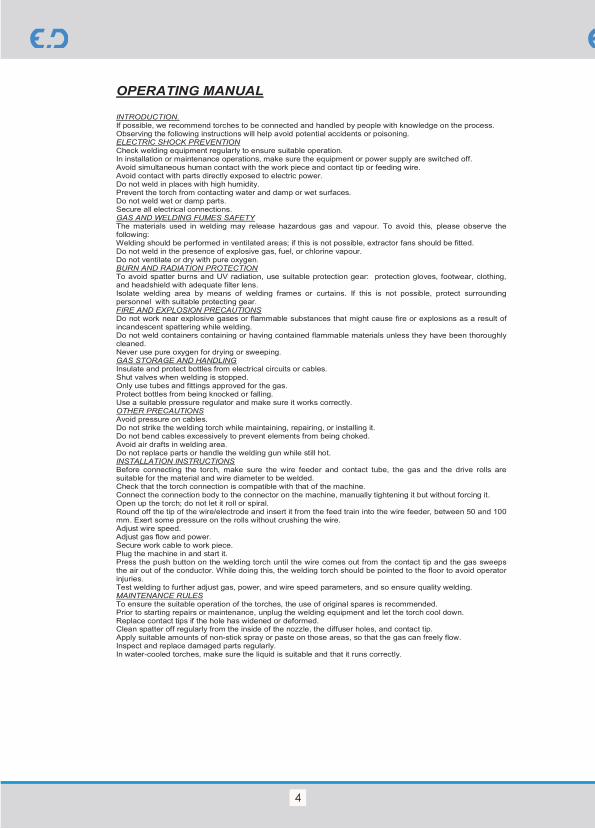
KM1
KM1
S1
S2
RSTN
F1
LEYENDA
WELDING
EQUIPMENT
A1
A2
FUSE
N/C PUSH BUTTON
N/A PUSH BUTTON
CONTACTOR COIL
TRANSFORMER
RECTIFIER
WELDING
TORCHWELDING
TORCH
WELDING
EQUIPMENT
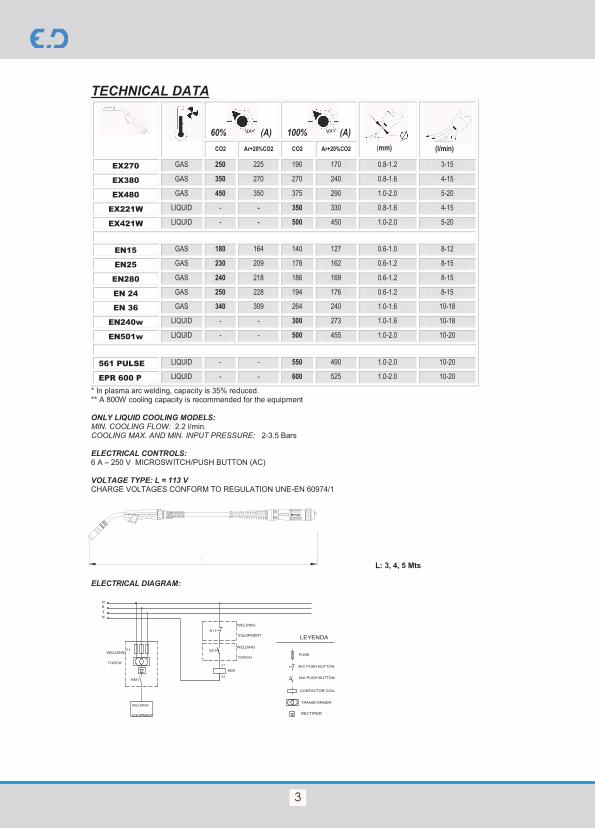
TECHNICAL DATA
60% (A) 100% (A) (mm) (l/min) CO2 Ar+20%CO2 CO2 Ar+20%CO2
EX270 GAS 250 225 190 170 0.8-1.2 3-15
EX380 GAS 350 270 270 240 0.8-1.6 4-15
EX480 GAS 450 350 375 290 1.0-2.0 5-20
EX221W LIQUID - - 350 330 0.8-1.6 4-15
EX421W LIQUID - - 500 450 1.0-2.0 5-20
EN15 GAS 180 164 140 127 0.6-1.0 8-12
EN25 GAS 230 209 178 162 0.6-1.2 8-15
EN280 GAS 240 218 186 169 0.6-1.2 8-15
EN 24 GAS 250 228 194 176 0.6-1.2 8-15
EN 36 GAS 340 309 264 240 1.0-1.6 10-18
EN240w LIQUID - - 300 273 1.0-1.6 10-18
EN501w LIQUID - - 500 455 1.0-2.0 10-20
561 PULSE LIQUID - - 550 490 1.0-2.0 10-20
EPR 600 P LIQUID - - 600 525 1.0-2.0 10-20
* In plasma arc welding, capacity is 35% reduced. ** A 800W cooling capacity is recommended for the equipment ONLY LIQUID COOLING MODELS: MIN. COOLING FLOW: 2.2 l/min. COOLING MAX. AND MIN. INPUT PRESSURE: 2-3.5 Bars ELECTRICAL CONTROLS: 6 A – 250 V MICROSWITCH/PUSH BUTTON (AC) VOLTAGE TYPE: L = 113 V CHARGE VOLTAGES CONFORM TO REGULATION UNE-EN 60974/1 L: 3, 4, 5 Mts ELECTRICAL DIAGRAM:
4
OPERATING MANUAL INTRODUCTION. If possible, we recommend torches to be connected and handled by people with knowledge on the process. Observing the following instructions will help avoid potential accidents or poisoning. ELECTRIC SHOCK PREVENTION Check welding equipment regularly to ensure suitable operation. In installation or maintenance operations, make sure the equipment or power supply are switched off. Avoid simultaneous human contact with the work piece and contact tip or feeding wire. Avoid contact with parts directly exposed to electric power. Do not weld in places with high humidity. Prevent the torch from contacting water and damp or wet surfaces. Do not weld wet or damp parts. Secure all electrical connections. GAS AND WELDING FUMES SAFETY The materials used in welding may release hazardous gas and vapour. To avoid this, please observe the following: Welding should be performed in ventilated areas; if this is not possible, extractor fans should be fitted. Do not weld in the presence of explosive gas, fuel, or chlorine vapour. Do not ventilate or dry with pure oxygen. BURN AND RADIATION PROTECTION To avoid spatter burns and UV radiation, use suitable protection gear: protection gloves, footwear, clothing, and headshield with adequate filter lens. Isolate welding area by means of welding frames or curtains. If this is not possible, protect surrounding personnel with suitable protecting gear. FIRE AND EXPLOSION PRECAUTIONS Do not work near explosive gases or flammable substances that might cause fire or explosions as a result of incandescent spattering while welding. Do not weld containers containing or having contained flammable materials unless they have been thoroughly cleaned. Never use pure oxygen for drying or sweeping. GAS STORAGE AND HANDLING Insulate and protect bottles from electrical circuits or cables. Shut valves when welding is stopped. Only use tubes and fittings approved for the gas. Protect bottles from being knocked or falling. Use a suitable pressure regulator and make sure it works correctly. OTHER PRECAUTIONS Avoid pressure on cables. Do not strike the welding torch while maintaining, repairing, or installing it. Do not bend cables excessively to prevent elements from being choked. Avoid air drafts in welding area. Do not replace parts or handle the welding gun while still hot. INSTALLATION INSTRUCTIONS Before connecting the torch, make sure the wire feeder and contact tube, the gas and the drive rolls are suitable for the material and wire diameter to be welded. Check that the torch connection is compatible with that of the machine. Connect the connection body to the connector on the machine, manually tightening it but without forcing it. Open up the torch; do not let it roll or spiral. Round off the tip of the wire/electrode and insert it from the feed train into the wire feeder, between 50 and 100 mm. Exert some pressure on the rolls without crushing the wire. Adjust wire speed. Adjust gas flow and power. Secure work cable to work piece. Plug the machine in and start it. Press the push button on the welding torch until the wire comes out from the contact tip and the gas sweeps the air out of the conductor. While doing this, the welding torch should be pointed to the floor to avoid operator injuries. Test welding to further adjust gas, power, and wire speed parameters, and so ensure quality welding. MAINTENANCE RULES To ensure the suitable operation of the torches, the use of original spares is recommended. Prior to starting repairs or maintenance, unplug the welding equipment and let the torch cool down. Replace contact tips if the hole has widened or deformed. Clean spatter off regularly from the inside of the nozzle, the diffuser holes, and contact tip. Apply suitable amounts of non-stick spray or paste on those areas, so that the gas can freely flow. Inspect and replace damaged parts regularly. In water-cooled torches, make sure the liquid is suitable and that it runs correctly.
5
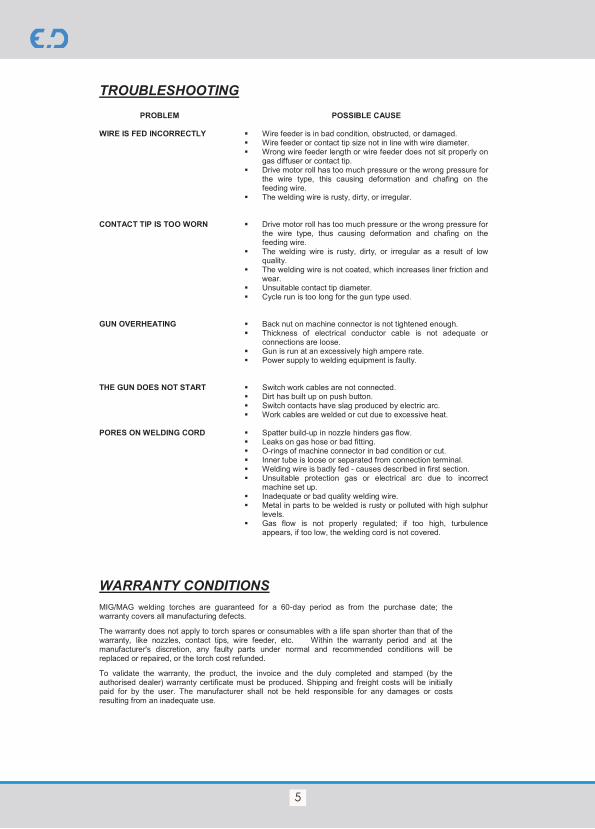
TROUBLESHOOTING
WARRANTY CONDITIONS MIG/MAG welding torches are guaranteed for a 60-day period as from the purchase date; the warranty covers all manufacturing defects.
The warranty does not apply to torch spares or consumables with a life span shorter than that of the warranty, like nozzles, contact tips, wire feeder, etc. Within the warranty period and at the manufacturer's discretion, any faulty parts under normal and recommended conditions will be replaced or repaired, or the torch cost refunded.
To validate the warranty, the product, the invoice and the duly completed and stamped (by the authorised dealer) warranty certificate must be produced. Shipping and freight costs will be initially paid for by the user. The manufacturer shall not be held responsible for any damages or costs resulting from an inadequate use.
Edición 2013, impreso en España. INGLES
PROBLEM POSSIBLE CAUSE WIRE IS FED INCORRECTLY
Wire feeder is in bad condition, obstructed, or damaged. Wire feeder or contact tip size not in line with wire diameter. Wrong wire feeder length or wire feeder does not sit properly on
gas diffuser or contact tip. Drive motor roll has too much pressure or the wrong pressure for
the wire type, this causing deformation and chafing on the feeding wire.
The welding wire is rusty, dirty, or irregular.
CONTACT TIP IS TOO WORN Drive motor roll has too much pressure or the wrong pressure for the wire type, thus causing deformation and chafing on the feeding wire.
The welding wire is rusty, dirty, or irregular as a result of low quality.
The welding wire is not coated, which increases liner friction and wear.
Unsuitable contact tip diameter. Cycle run is too long for the gun type used.
GUN OVERHEATING Back nut on machine connector is not tightened enough. Thickness of electrical conductor cable is not adequate or
connections are loose. Gun is run at an excessively high ampere rate. Power supply to welding equipment is faulty.
THE GUN DOES NOT START
Switch work cables are not connected. Dirt has built up on push button. Switch contacts have slag produced by electric arc. Work cables are welded or cut due to excessive heat.
PORES ON WELDING CORD Spatter build-up in nozzle hinders gas flow.
Leaks on gas hose or bad fitting. O-rings of machine connector in bad condition or cut. Inner tube is loose or separated from connection terminal. Welding wire is badly fed - causes described in first section. Unsuitable protection gas or electrical arc due to incorrect
machine set up. Inadequate or bad quality welding wire. Metal in parts to be welded is rusty or polluted with high sulphur
levels. Gas flow is not properly regulated; if too high, turbulence
appears, if too low, the welding cord is not covered.
6
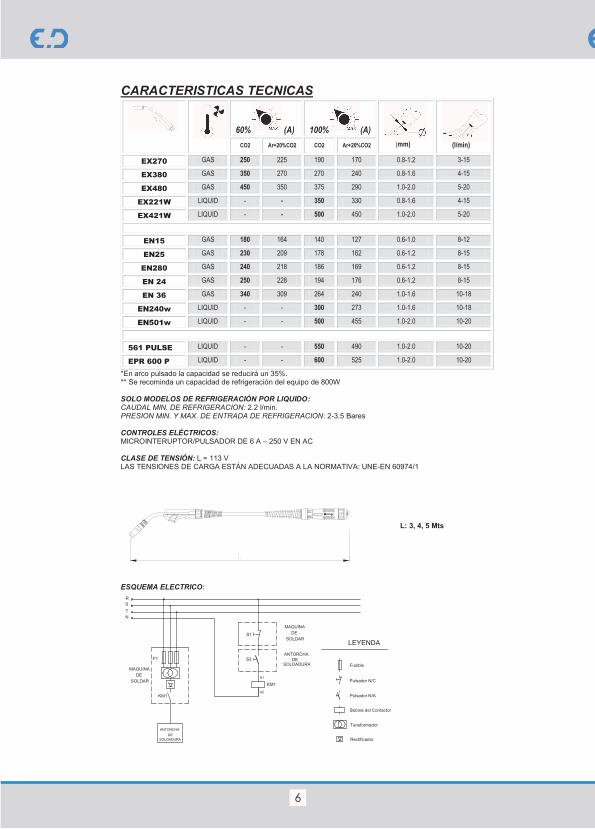
CARACTERISTICAS TECNICAS
60% (A) 100% (A) (mm) (l/min) CO2 Ar+20%CO2 CO2 Ar+20%CO2
EX270 GAS 250 225 190 170 0.8-1.2 3-15
EX380 GAS 350 270 270 240 0.8-1.6 4-15
EX480 GAS 450 350 375 290 1.0-2.0 5-20
EX221W LIQUID - - 350 330 0.8-1.6 4-15
EX421W LIQUID - - 500 450 1.0-2.0 5-20
EN15 GAS 180 164 140 127 0.6-1.0 8-12
EN25 GAS 230 209 178 162 0.6-1.2 8-15
EN280 GAS 240 218 186 169 0.6-1.2 8-15
EN 24 GAS 250 228 194 176 0.6-1.2 8-15
EN 36 GAS 340 309 264 240 1.0-1.6 10-18
EN240w LIQUID - - 300 273 1.0-1.6 10-18
EN501w LIQUID - - 500 455 1.0-2.0 10-20
561 PULSE LIQUID - - 550 490 1.0-2.0 10-20
EPR 600 P LIQUID - - 600 525 1.0-2.0 10-20
*En arco pulsado la capacidad se reducirá un 35%. ** Se recominda un capacidad de refrigeración del equipo de 800W SOLO MODELOS DE REFRIGERACIÓN POR LIQUIDO: CAUDAL MIN. DE REFRIGERACION: 2.2 l/min. PRESION MIN. Y MAX. DE ENTRADA DE REFRIGERACION: 2-3.5 Bares CONTROLES ELÉCTRICOS: MICROINTERUPTOR/PULSADOR DE 6 A – 250 V EN AC CLASE DE TENSIÓN: L = 113 V LAS TENSIONES DE CARGA ESTÁN ADECUADAS A LA NORMATIVA: UNE-EN 60974/1 L: 3, 4, 5 Mts ESQUEMA ELECTRICO:
MAQUINA DESOLDAR
ANTORCHADE
SOLDADURA
KM1
KM1
S1
S2
RSTN
F1
LEYENDA
SOLDADURADE
ANTORCHA
SOLDAR
MAQUINA DE
A1
A2
Pulsador N/C
Pulsador N/A
Bobina del Contactor
Fusible
Tansformador
Rectificador
7
MANUAL DE INSTRUCCIONES INTRODUCCIÓN. Es aconsejable que la conexión y manejo posterior de las antorchas sean efectuados por personas conocedoras del proceso, dentro de lo posible. El cumplimento de las instrucciones siguientes evitará posibles accidentes o intoxicaciones. PREVENCIÓN CONTRA DESCARGAS ELÉCTRICAS. Revisar periódicamente el equipo de soldeo para comprobar su buen funcionamiento. En operaciones de instalación o mantenimiento es necesario asegurar la desconexión eléctrica de la máquina o fuente de alimentación. Evitar el contacto humano simultáneamente de la masa o material base con la punta de contacto o hilo de aportación. Evitar el contacto con partes sometidas directamente a la energía eléctrica. No soldar en ambientes con un grado excesivo de humedad. Evitar cualquier contacto de la antorcha con el agua y superficies mojadas o húmedas. No soldar piezas mojadas o húmedas. Asegurar todas las conexiones eléctricas. SEGURIDAD CONTRA GASES Y HUMOS DE SOLDADURA. Los materiales empleados en la soldadura en ocasiones pueden desprender gases y vapores nocivos para la salud, para evitarlos observaremos lo siguiente: Efectuar el proceso de soldadura en lugares ventilados o en su defecto proveerse de campanas o extractores. No soldar alrededor de gases inflamables, carburantes o vapores de cloro. No ventilar ni secar con oxigeno puro. PROTECCIÓN CONTRA QUEMADURAS Y RADIACIONES Para evitar quemaduras por proyecciones y radiaciones ultravioletas, utilizar el equipo adecuado, en el que se debe incluir: guantes, calzado, ropa de protección así como casco con lentes de filtro adecuadas. Aislar el lugar de soldadura mediante paneles o cortinas. En su defecto proteger al personal circundante con el equipo adecuado. PREVENCIONES CONTRA INCENDIOS Y EXPLOSIONES Evitar la proximidad de gases y sustancias inflamables que puedan producir explosiones o incendios a consecuencia de las proyecciones incandescentes que se producen durante el soldeo. No soldar recipientes que contengan o hayan contenido materias inflamables sin antes limpiarles adecuadamente. No utilizar nunca oxigeno puro para el secado o barrido de ninguna sustancia. ALMACENAMIENTO Y MANIPULACIÓN DE GASES. Aislar y proteger las botellas de circuitos o cables eléctricos. Cerrar las válvulas cuando paremos el proceso de soldadura. Utilizar exclusivamente tubos y racores certificados de acuerdo con las características del gas. Proteger las botellas de posibles golpes y caídas. Utilizar el regulador de presión adecuado y asegurar su buen funcionamiento. OTRAS MEDIDAS DE PRECAUCIÓN. Evitar cualquier presión sobre los cables. No golpear los sopletes al efectuar operaciones de mantenimiento, reparación o instalación. No doblar excesivamente los cables para evitar posibles estrangulaciones de los elementos. Evitar corrientes de aire sobre la zona de soldadura. No cambiar el repuesto ni manipular la pistola en caliente. INSTRUCCIONES DE INSTALACIÓN. Antes de conectar la antorcha comprobar que la sirga y tubo de contacto, así como el gas y rodillos de arrastre son los adecuados al material y diámetro del hilo a soldar Comprobar que la conexión de la antorcha es compatible con la de la máquina. Conectar el cuerpo de conexión a la toma de la máquina correctamente y enroscarla fuertemente de forma manual. Extender la antorcha evitando cualquier enrollamiento o espiral. Redondear la punta del hilo/electrodo e introducirlo desde el tren de arrastre a la sirga entre 50 y 100 mm. Presionar los rodillos sobre el hilo sin aplastarlo. Ajustar la velocidad del hilo. Ajustar el caudal del gas y la corriente. Asegurar el cable de masa al metal base. Conectar la máquina a la red y poner en marcha. Accionar el pulsador del soplete hasta que el hilo salga por la punta de contacto y el gas barra el aire del conductor. Durante esta operación el soplete irá dirigido hacia el suelo de manera que no pueda impactar con partes del cuerpo evitando posibles heridas. Iniciar soldadura de prueba para ajustar definitivamente los parámetros de gas, corriente y velocidad de hilo que conseguirán una soldadura de calidad. NORMAS DE MANTENIMIENTO. Para garantizar el buen funcionamiento de las antorchas se recomienda el uso de repuestos originales. Antes de iniciar cualquier operación de reparación o mantenimiento desconectar la máquina de soldar y dejar enfriar la antorcha. Cambiar las puntas de contacto cuando presenten algún ensanchamiento o deformación en el orificio. Limpiar periódicamente de proyecciones el interior de la tobera, agujeros del difusor y punta de contacto. Aplicar spray o pasta antiadherente a estas mismas partes sin excesos que puedan obstruir el paso del gas. Revisar y cambiar si procede periódicamente las piezas deterioradas. En las antorchas refrigeradas por agua comprobar que el líquido es el adecuado circula correctamente.
8
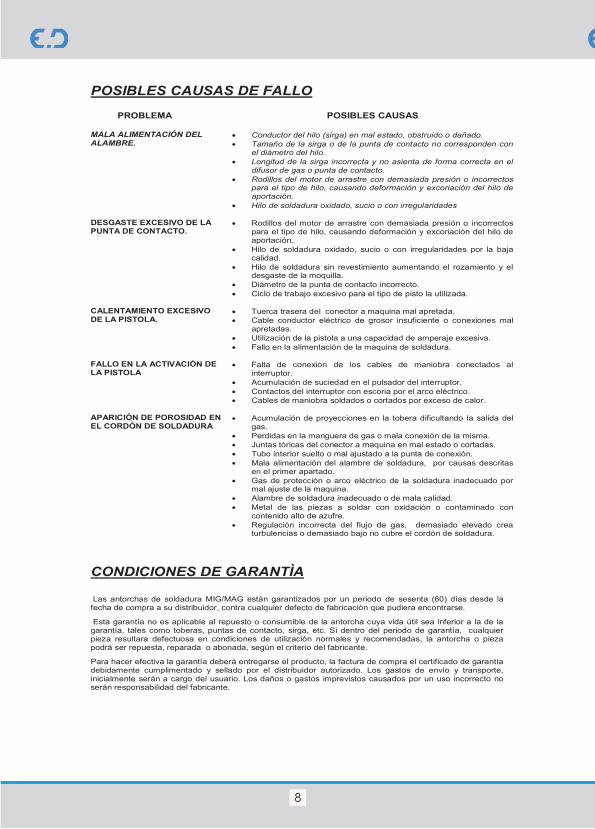
POSIBLES CAUSAS DE FALLO PROBLEMA
POSIBLES CAUSAS
MALA ALIMENTACIÓN DEL ALAMBRE.
Conductor del hilo (sirga) en mal estado, obstruido o dañado. Tamaño de la sirga o de la punta de contacto no corresponden con
el diámetro del hilo. Longitud de la sirga incorrecta y no asienta de forma correcta en el
difusor de gas o punta de contacto. Rodillos del motor de arrastre con demasiada presión o incorrectos
para el tipo de hilo, causando deformación y excoriación del hilo de aportación.
Hilo de soldadura oxidado, sucio o con irregularidades
DESGASTE EXCESIVO DE LA PUNTA DE CONTACTO.
Rodillos del motor de arrastre con demasiada presión o incorrectos para el tipo de hilo, causando deformación y excoriación del hilo de aportación.
Hilo de soldadura oxidado, sucio o con irregularidades por la baja calidad.
Hilo de soldadura sin revestimiento aumentando el rozamiento y el desgaste de la moquilla.
Diámetro de la punta de contacto incorrecto. Ciclo de trabajo excesivo para el tipo de pisto la utilizada.
CALENTAMIENTO EXCESIVO DE LA PISTOLA.
Tuerca trasera del conector a maquina mal apretada. Cable conductor eléctrico de grosor insuficiente o conexiones mal
apretadas. Utilización de la pistola a una capacidad de amperaje excesiva. Fallo en la alimentación de la maquina de soldadura.
FALLO EN LA ACTIVACIÓN DE LA PISTOLA
Falta de conexión de los cables de maniobra conectados al interruptor.
Acumulación de suciedad en el pulsador del interruptor. Contactos del interruptor con escoria por el arco eléctrico. Cables de maniobra soldados o cortados por exceso de calor.
APARICIÓN DE POROSIDAD EN EL CORDÓN DE SOLDADURA
Acumulación de proyecciones en la tobera dificultando la salida del gas.
Perdidas en la manguera de gas o mala conexión de la misma. Juntas tóricas del conector a maquina en mal estado o cortadas. Tubo interior suelto o mal ajustado a la punta de conexión. Mala alimentación del alambre de soldadura, por causas descritas
en el primer apartado. Gas de protección o arco eléctrico de la soldadura inadecuado por
mal ajuste de la maquina. Alambre de soldadura inadecuado o de mala calidad. Metal de las piezas a soldar con oxidación o contaminado con
contenido alto de azufre. Regulación incorrecta del flujo de gas, demasiado elevado crea
turbulencias o demasiado bajo no cubre el cordón de soldadura.
CONDICIONES DE GARANTÌA Las antorchas de soldadura MIG/MAG están garantizados por un periodo de sesenta (60) días desde la fecha de compra a su distribuidor, contra cualquier defecto de fabricación que pudiera encontrarse.
Esta garantía no es aplicable al repuesto o consumible de la antorcha cuya vida útil sea inferior a la de la garantía, tales como toberas, puntas de contacto, sirga, etc. Si dentro del periodo de garantía, cualquier pieza resultara defectuosa en condiciones de utilización normales y recomendadas, la antorcha o pieza podrá ser repuesta, reparada o abonada, según el criterio del fabricante.
Para hacer efectiva la garantía deberá entregarse el producto, la factura de compra el certificado de garantía debidamente cumplimentado y sellado por el distribuidor autorizado. Los gastos de envío y transporte, inicialmente serán a cargo del usuario. Los daños o gastos imprevistos causados por un uso incorrecto no serán responsabilidad del fabricante.
Edición 2013, impreso en España. ESPAÑOL
9
KM1
KM1
S1
S2
RSTN
F1
LEYENDA
A1
A2
Sicherung Drucktaster (Norm. geschl.) Drucktaster (Norm offen) Spule des Schützes Transformador Gleichrichter
SCHWEISSGERÄT
SCHWEISSGERÄT
SSCHWEISSBRENNER
SSCHWEISSBRENNER
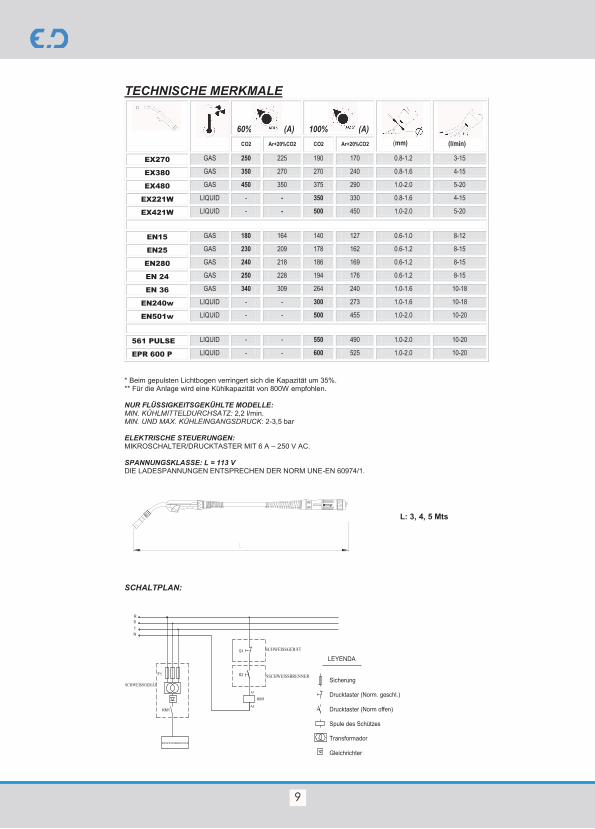
TECHNISCHE MERKMALE
60% (A) 100% (A) (mm) (l/min) CO2 Ar+20%CO2 CO2 Ar+20%CO2
EX270 GAS 250 225 190 170 0.8-1.2 3-15
EX380 GAS 350 270 270 240 0.8-1.6 4-15
EX480 GAS 450 350 375 290 1.0-2.0 5-20
EX221W LIQUID - - 350 330 0.8-1.6 4-15
EX421W LIQUID - - 500 450 1.0-2.0 5-20
EN15 GAS 180 164 140 127 0.6-1.0 8-12
EN25 GAS 230 209 178 162 0.6-1.2 8-15
EN280 GAS 240 218 186 169 0.6-1.2 8-15
EN 24 GAS 250 228 194 176 0.6-1.2 8-15
EN 36 GAS 340 309 264 240 1.0-1.6 10-18
EN240w LIQUID - - 300 273 1.0-1.6 10-18
EN501w LIQUID - - 500 455 1.0-2.0 10-20
561 PULSE LIQUID - - 550 490 1.0-2.0 10-20
EPR 600 P LIQUID - - 600 525 1.0-2.0 10-20
* Beim gepulsten Lichtbogen verringert sich die Kapazität um 35%. ** Für die Anlage wird eine Kühlkapazität von 800W empfohlen. NUR FLÜSSIGKEITSGEKÜHLTE MODELLE: MIN. KÜHLMITTELDURCHSATZ: 2,2 l/min. MIN. UND MAX. KÜHLEINGANGSDRUCK: 2-3,5 bar ELEKTRISCHE STEUERUNGEN: MIKROSCHALTER/DRUCKTASTER MIT 6 A – 250 V AC. SPANNUNGSKLASSE: L = 113 V DIE LADESPANNUNGEN ENTSPRECHEN DER NORM UNE-EN 60974/1. L: 3, 4, 5 Mts SCHALTPLAN:
10
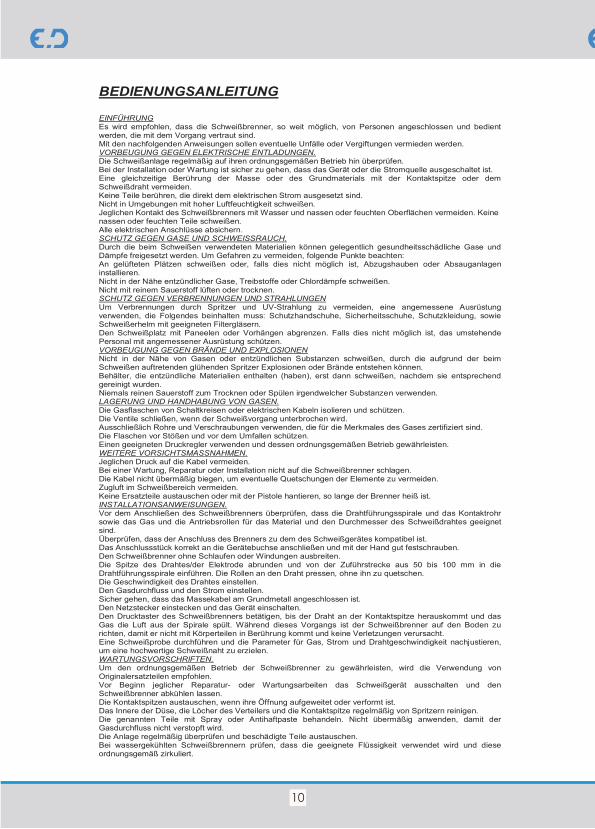
BEDIENUNGSANLEITUNG EINFÜHRUNG Es wird empfohlen, dass die Schweißbrenner, so weit möglich, von Personen angeschlossen und bedient werden, die mit dem Vorgang vertraut sind. Mit den nachfolgenden Anweisungen sollen eventuelle Unfälle oder Vergiftungen vermieden werden. VORBEUGUNG GEGEN ELEKTRISCHE ENTLADUNGEN. Die Schweißanlage regelmäßig auf ihren ordnungsgemäßen Betrieb hin überprüfen. Bei der Installation oder Wartung ist sicher zu gehen, dass das Gerät oder die Stromquelle ausgeschaltet ist. Eine gleichzeitige Berührung der Masse oder des Grundmaterials mit der Kontaktspitze oder dem Schweißdraht vermeiden. Keine Teile berühren, die direkt dem elektrischen Strom ausgesetzt sind. Nicht in Umgebungen mit hoher Luftfeuchtigkeit schweißen. Jeglichen Kontakt des Schweißbrenners mit Wasser und nassen oder feuchten Oberflächen vermeiden. Keine nassen oder feuchten Teile schweißen. Alle elektrischen Anschlüsse absichern. SCHUTZ GEGEN GASE UND SCHWEISSRAUCH. Durch die beim Schweißen verwendeten Materialien können gelegentlich gesundheitsschädliche Gase und Dämpfe freigesetzt werden. Um Gefahren zu vermeiden, folgende Punkte beachten: An gelüfteten Plätzen schweißen oder, falls dies nicht möglich ist, Abzugshauben oder Absauganlagen installieren. Nicht in der Nähe entzündlicher Gase, Treibstoffe oder Chlordämpfe schweißen. Nicht mit reinem Sauerstoff lüften oder trocknen. SCHUTZ GEGEN VERBRENNUNGEN UND STRAHLUNGEN Um Verbrennungen durch Spritzer und UV-Strahlung zu vermeiden, eine angemessene Ausrüstung verwenden, die Folgendes beinhalten muss: Schutzhandschuhe, Sicherheitsschuhe, Schutzkleidung, sowie Schweißerhelm mit geeigneten Filtergläsern. Den Schweißplatz mit Paneelen oder Vorhängen abgrenzen. Falls dies nicht möglich ist, das umstehende Personal mit angemessener Ausrüstung schützen. VORBEUGUNG GEGEN BRÄNDE UND EXPLOSIONEN Nicht in der Nähe von Gasen oder entzündlichen Substanzen schweißen, durch die aufgrund der beim Schweißen auftretenden glühenden Spritzer Explosionen oder Brände entstehen können. Behälter, die entzündliche Materialien enthalten (haben), erst dann schweißen, nachdem sie entsprechend gereinigt wurden. Niemals reinen Sauerstoff zum Trocknen oder Spülen irgendwelcher Substanzen verwenden. LAGERUNG UND HANDHABUNG VON GASEN. Die Gasflaschen von Schaltkreisen oder elektrischen Kabeln isolieren und schützen. Die Ventile schließen, wenn der Schweißvorgang unterbrochen wird. Ausschließlich Rohre und Verschraubungen verwenden, die für die Merkmales des Gases zertifiziert sind. Die Flaschen vor Stößen und vor dem Umfallen schützen. Einen geeigneten Druckregler verwenden und dessen ordnungsgemäßen Betrieb gewährleisten. WEITERE VORSICHTSMASSNAHMEN. Jeglichen Druck auf die Kabel vermeiden. Bei einer Wartung, Reparatur oder Installation nicht auf die Schweißbrenner schlagen. Die Kabel nicht übermäßig biegen, um eventuelle Quetschungen der Elemente zu vermeiden. Zugluft im Schweißbereich vermeiden. Keine Ersatzteile austauschen oder mit der Pistole hantieren, so lange der Brenner heiß ist. INSTALLATIONSANWEISUNGEN. Vor dem Anschließen des Schweißbrenners überprüfen, dass die Drahtführungsspirale und das Kontaktrohr sowie das Gas und die Antriebsrollen für das Material und den Durchmesser des Schweißdrahtes geeignet sind. Überprüfen, dass der Anschluss des Brenners zu dem des Schweißgerätes kompatibel ist. Das Anschlussstück korrekt an die Gerätebuchse anschließen und mit der Hand gut festschrauben. Den Schweißbrenner ohne Schlaufen oder Windungen ausbreiten. Die Spitze des Drahtes/der Elektrode abrunden und von der Zuführstrecke aus 50 bis 100 mm in die Drahtführungsspirale einführen. Die Rollen an den Draht pressen, ohne ihn zu quetschen. Die Geschwindigkeit des Drahtes einstellen. Den Gasdurchfluss und den Strom einstellen. Sicher gehen, dass das Massekabel am Grundmetall angeschlossen ist. Den Netzstecker einstecken und das Gerät einschalten. Den Drucktaster des Schweißbrenners betätigen, bis der Draht an der Kontaktspitze herauskommt und das Gas die Luft aus der Spirale spült. Während dieses Vorgangs ist der Schweißbrenner auf den Boden zu richten, damit er nicht mit Körperteilen in Berührung kommt und keine Verletzungen verursacht. Eine Schweißprobe durchführen und die Parameter für Gas, Strom und Drahtgeschwindigkeit nachjustieren, um eine hochwertige Schweißnaht zu erzielen. WARTUNGSVORSCHRIFTEN. Um den ordnungsgemäßen Betrieb der Schweißbrenner zu gewährleisten, wird die Verwendung von Originalersatzteilen empfohlen. Vor Beginn jeglicher Reparatur- oder Wartungsarbeiten das Schweißgerät ausschalten und den Schweißbrenner abkühlen lassen. Die Kontaktspitzen austauschen, wenn ihre Öffnung aufgeweitet oder verformt ist. Das Innere der Düse, die Löcher des Verteilers und die Kontaktspitze regelmäßig von Spritzern reinigen. Die genannten Teile mit Spray oder Antihaftpaste behandeln. Nicht übermäßig anwenden, damit der Gasdurchfluss nicht verstopft wird. Die Anlage regelmäßig überprüfen und beschädigte Teile austauschen. Bei wassergekühlten Schweißbrennern prüfen, dass die geeignete Flüssigkeit verwendet wird und diese ordnungsgemäß zirkuliert.
11
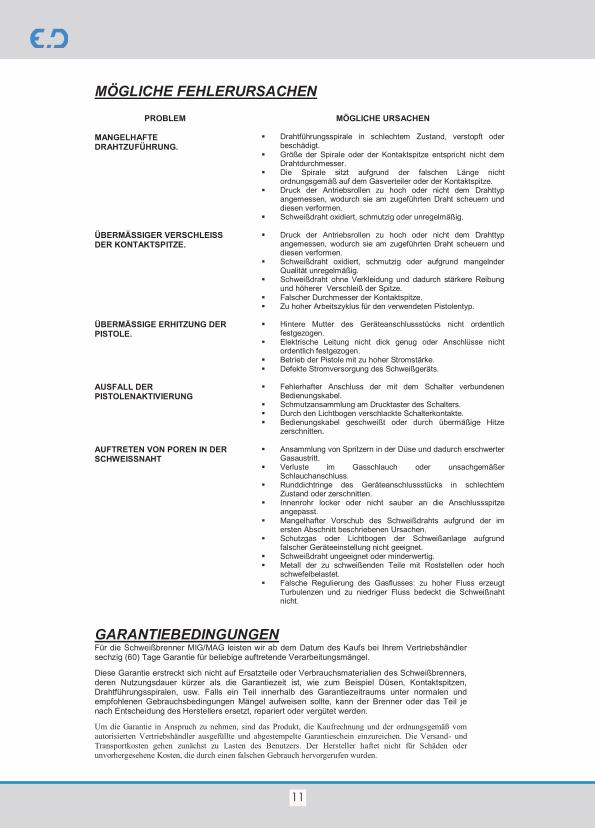
MÖGLICHE FEHLERURSACHEN
PROBLEM MÖGLICHE URSACHEN MANGELHAFTE DRAHTZUFÜHRUNG.
Drahtführungsspirale in schlechtem Zustand, verstopft oder
beschädigt. Größe der Spirale oder der Kontaktspitze entspricht nicht dem
Drahtdurchmesser. Die Spirale sitzt aufgrund der falschen Länge nicht
ordnungsgemäß auf dem Gasverteiler oder der Kontaktspitze. Druck der Antriebsrollen zu hoch oder nicht dem Drahttyp
angemessen, wodurch sie am zugeführten Draht scheuern und diesen verformen.
Schweißdraht oxidiert, schmutzig oder unregelmäßig.
ÜBERMÄSSIGER VERSCHLEISS DER KONTAKTSPITZE.
Druck der Antriebsrollen zu hoch oder nicht dem Drahttyp angemessen, wodurch sie am zugeführten Draht scheuern und diesen verformen.
Schweißdraht oxidiert, schmutzig oder aufgrund mangelnder Qualität unregelmäßig.
Schweißdraht ohne Verkleidung und dadurch stärkere Reibung und höherer Verschleiß der Spitze.
Falscher Durchmesser der Kontaktspitze. Zu hoher Arbeitszyklus für den verwendeten Pistolentyp.
ÜBERMÄSSIGE ERHITZUNG DER PISTOLE.
Hintere Mutter des Geräteanschlussstücks nicht ordentlich festgezogen.
Elektrische Leitung nicht dick genug oder Anschlüsse nicht ordentlich festgezogen.
Betrieb der Pistole mit zu hoher Stromstärke. Defekte Stromversorgung des Schweißgeräts.
AUSFALL DER PISTOLENAKTIVIERUNG
Fehlerhafter Anschluss der mit dem Schalter verbundenen Bedienungskabel.
Schmutzansammlung am Drucktaster des Schalters. Durch den Lichtbogen verschlackte Schalterkontakte. Bedienungskabel geschweißt oder durch übermäßige Hitze
zerschnitten.
AUFTRETEN VON POREN IN DER SCHWEISSNAHT
Ansammlung von Spritzern in der Düse und dadurch erschwerter Gasaustritt.
Verluste im Gasschlauch oder unsachgemäßer Schlauchanschluss.
Runddichtringe des Geräteanschlussstücks in schlechtem Zustand oder zerschnitten.
Innenrohr locker oder nicht sauber an die Anschlussspitze angepasst.
Mangelhafter Vorschub des Schweißdrahts aufgrund der im ersten Abschnitt beschriebenen Ursachen.
Schutzgas oder Lichtbogen der Schweißanlage aufgrund falscher Geräteeinstellung nicht geeignet.
Schweißdraht ungeeignet oder minderwertig. Metall der zu schweißenden Teile mit Roststellen oder hoch
schwefelbelastet. Falsche Regulierung des Gasflusses: zu hoher Fluss erzeugt
Turbulenzen und zu niedriger Fluss bedeckt die Schweißnaht nicht.
GARANTIEBEDINGUNGEN Für die Schweißbrenner MIG/MAG leisten wir ab dem Datum des Kaufs bei Ihrem Vertriebshändler sechzig (60) Tage Garantie für beliebige auftretende Verarbeitungsmängel.
Diese Garantie erstreckt sich nicht auf Ersatzteile oder Verbrauchsmaterialien des Schweißbrenners, deren Nutzungsdauer kürzer als die Garantiezeit ist, wie zum Beispiel Düsen, Kontaktspitzen, Drahtführungsspiralen, usw. Falls ein Teil innerhalb des Garantiezeitraums unter normalen und empfohlenen Gebrauchsbedingungen Mängel aufweisen sollte, kann der Brenner oder das Teil je nach Entscheidung des Herstellers ersetzt, repariert oder vergütet werden.
Um die Garantie in Anspruch zu nehmen, sind das Produkt, die Kaufrechnung und der ordnungsgemäß vom autorisierten Vertriebshändler ausgefüllte und abgestempelte Garantieschein einzureichen. Die Versand- und Transportkosten gehen zunächst zu Lasten des Benutzers. Der Hersteller haftet nicht für Schäden oder unvorhergesehene Kosten, die durch einen falschen Gebrauch hervorgerufen wurden.
Edición 2013, impreso en España. ALEMAN
12
KM1
KM1
S1
S2
RSTN
F1
LEYENDAMACHINE A SOUDER
A1
A2
MACHINE A
SOUDER
TORCHE DE SOUDURE
TORCHE
DE SOUDURE
FUSIBLE
BOUTON-PUSSOIR N/C
BOUTON-PUSSOIR N/A
BOBINE DU CONTACTEUR
TRANSFORMEUR
RECTIFICATEUR
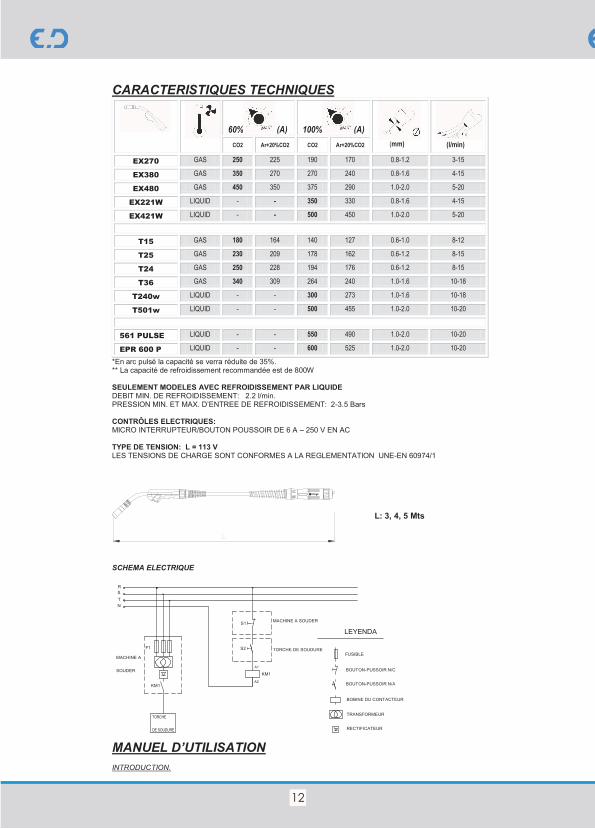
CARACTERISTIQUES TECHNIQUES
60% (A) 100% (A) (mm) (l/min) CO2 Ar+20%CO2 CO2 Ar+20%CO2
EX270 GAS 250 225 190 170 0.8-1.2 3-15
EX380 GAS 350 270 270 240 0.8-1.6 4-15
EX480 GAS 450 350 375 290 1.0-2.0 5-20
EX221W LIQUID - - 350 330 0.8-1.6 4-15
EX421W LIQUID - - 500 450 1.0-2.0 5-20
T15 GAS 180 164 140 127 0.6-1.0 8-12
T25 GAS 230 209 178 162 0.6-1.2 8-15
T24 GAS 250 228 194 176 0.6-1.2 8-15
T36 GAS 340 309 264 240 1.0-1.6 10-18
T240w LIQUID - - 300 273 1.0-1.6 10-18
T501w LIQUID - - 500 455 1.0-2.0 10-20
561 PULSE LIQUID - - 550 490 1.0-2.0 10-20
EPR 600 P LIQUID - - 600 525 1.0-2.0 10-20
*En arc pulsé la capacité se verra réduite de 35%. ** La capacité de refroidissement recommandée est de 800W SEULEMENT MODELES AVEC REFROIDISSEMENT PAR LIQUIDE DEBIT MIN. DE REFROIDISSEMENT: 2.2 l/min. PRESSION MIN. ET MAX. D’ENTREE DE REFROIDISSEMENT: 2-3.5 Bars CONTRÔLES ELECTRIQUES: MICRO INTERRUPTEUR/BOUTON POUSSOIR DE 6 A – 250 V EN AC TYPE DE TENSION: L = 113 V LES TENSIONS DE CHARGE SONT CONFORMES A LA REGLEMENTATION UNE-EN 60974/1 L: 3, 4, 5 Mts SCHEMA ELECTRIQUE
MANUEL D’UTILISATION INTRODUCTION.
13
Il est recommandé que les torches ne soient connectées ni manipulées, dans la mesure du possible, que par des personnes connaissant le processus. Le respect des instructions suivantes évitera le risque d’accidents et d’intoxications. PREVENTION CONTRE LES DECHARGES ELECTRIQUES. Réviser périodiquement l’appareil de soudage pour vérifier son bon fonctionnement. Pendant les opérations d’installation ou d’entretien il est nécessaire de débrancher la machine ou source d’alimentation. Eviter le contact humain simultané de la masse ou matériel base avec la pointe de contact ou fil d’apport. Eviter le contact avec les parties soumises directement à l’énergie électrique. Ne pas souder dans des ambiances excessivement humides. Eviter tout contact de la torche avec l’eau ou avec des surfaces mouillées ou humides. Ne pas souder de pièces mouillées ou humides. Assurer la fixation de toutes les connexions électriques. SECURITE CONTRE LES GAZ ET LES FUMEES DE SOUDURE. Les matériaux utilisés dans la soudure peuvent produire des gaz et des vapeurs nocifs pour la santé ; pour les éviter il faudra adopter les précautions suivantes: Réaliser le processus de soudure dans des espaces ventilés ou prévoir, le cas échéant, des dispositifs d’extraction d’air. Ne pas souder autour de gaz inflammables, carburants ou vapeurs de chlore. Ne pas ventiler ni sécher à l’aide d'oxygène pur. PROTECTION CONTRE BRULURES ET RADIATIONS Pour éviter des brûlures par projections et radiations d’ultraviolets, utiliser l’équipement approprié, dans lequel il faudra inclure: gants, chaussures, vêtements de protection, ainsi qu’un casque avec les lunettes filtrantes appropriées. Isoler le lieu de soudure avec des panneaux ou des rideaux. Si cela n’était pas possible, protéger le personnel situé dans les environs avec l'équipement approprié. PREVENTIONS CONTRE INCENDIES ET EXPLOSIONS Eviter la proximité de gaz et de substances inflammables qui puissent produire des explosions ou des incendies suite aux projections incandescentes qui se produisent pendant le soudage. Ne pas souder de récipients qui contiennent ou aient contenu des matériaux inflammables sans les nettoyer préalablement de manière appropriée. Ne jamais utiliser d’oxygène pur pour le séchage ou le balayage d’une quelconque substance. STOCKAGE ET MANIPULATION DES GAZ. Isoler et protéger les bouteilles de tout circuit ou fil électrique. Fermer les valves à la fin du soudage. Utiliser exclusivement les tubes et les raccords certifiés selon les caractéristiques du gaz. Protéger les bouteilles contre coups et chutes. Utiliser le régulateur de pression approprié et s’assurer de son bon fonctionnement. AUTRES MESURES DE PRECAUTION. Eviter toute pression sur les câbles. Ne pas frapper sur les chalumeaux lors d’opérations d’entretien, réparation ou installation. Ne pas plier excessivement les câbles afin d’éviter de possibles étranglements des éléments. Eviter les courants d’air dans la zone de soudure. Ne pas changer de pièces ni manipuler le pistolet lorsque celui-ci est chaud. INSTRUCTIONS POUR L’INSTALLATION. Avant de connecter la torche vérifier que le dévidoir et le tube contact, ainsi que le gaz et les galets d’entraînement sont appropriés au matériel et au diamètre du fil à souder. Vérifier que la connexion de la torche est compatible avec celle de la machine. Brancher le corps de connexion à la prise de la machine correctement et visser celle-ci manuellement avec force. Disposer la torche en évitant son enroulement ou la formation de spirales. Arrondir la pointe du fil/électrode et l’introduire à partir du train d’entraînement au dévidoir entre 50 et 100 mm. Presser les galets sur le fil sans l’écraser. Ajuster la vitesse du fil. Ajuster le débit du gaz et le courant. Fixer le câble de masse au métal base. Connecter la machine au réseau et la mettre en marche. Actionner le bouton du chalumeau jusqu’à ce que le fil sorte par la pointe de contact et le gaz balaye l’air du conducteur. Durant cette opération, le chalumeau devra être dirigé vers le sol pour éviter qu’il n’impacte sur le corps et ne provoque d’éventuelles blessures. Commencer la soudure d'essai pour ajuster définitivement les paramètres du gaz, du courant et de la vitesse du fil qui assureront une soudure de qualité. REGLES D’ENTRETIEN. Pour garantir le bon fonctionnement des torches il est recommandé de n’utiliser que des pièces de rechange originales. Avant de commencer toute opération de réparation ou d’entretien, déconnecter la machine et laisser refroidir la torche. Changer les tubes contact en cas d’élargissement ou déformation de l’orifice. Nettoyer régulièrement les impuretés projetées à l’intérieur de la buse, des orifices du diffuseur et du tube contact. Appliquer un spray ou pâte anti-adhérente à ces parties en évitant tout excès qui puisse gêner le passage du gaz. Réviser et changer si nécessaire régulièrement les pièces détériorées. Dans les torches refroidies par eau, vérifier que le liquide est approprié et circule correctement.
14
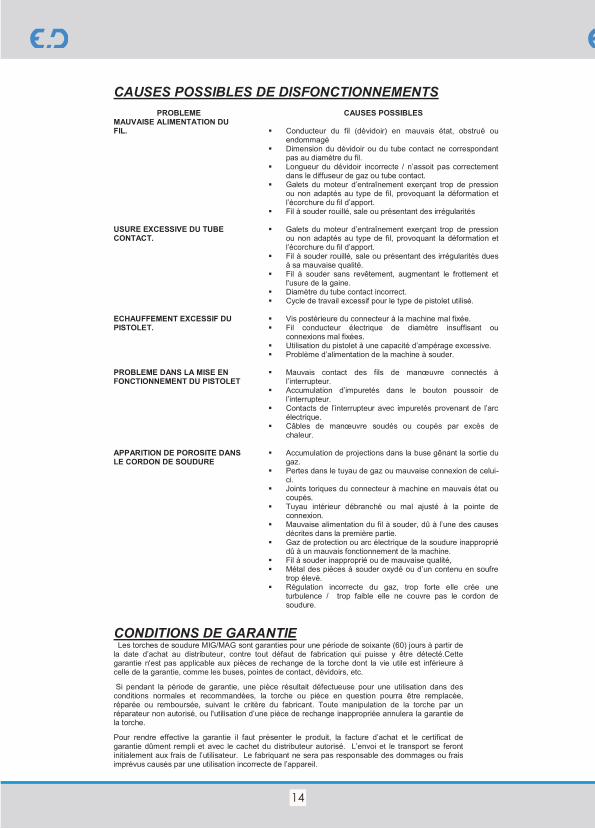
CAUSES POSSIBLES DE DISFONCTIONNEMENTS
PROBLEME CAUSES POSSIBLES MAUVAISE ALIMENTATION DU FIL.
Conducteur du fil (dévidoir) en mauvais état, obstrué ou
endommagé Dimension du dévidoir ou du tube contact ne correspondant
pas au diamètre du fil. Longueur du dévidoir incorrecte / n’assoit pas correctement
dans le diffuseur de gaz ou tube contact. Galets du moteur d’entraînement exerçant trop de pression
ou non adaptés au type de fil, provoquant la déformation et l’écorchure du fil d’apport.
Fil à souder rouillé, sale ou présentant des irrégularités
USURE EXCESSIVE DU TUBE CONTACT.
Galets du moteur d’entraînement exerçant trop de pression ou non adaptés au type de fil, provoquant la déformation et l’écorchure du fil d’apport.
Fil à souder rouillé, sale ou présentant des irrégularités dues à sa mauvaise qualité.
Fil à souder sans revêtement, augmentant le frottement et l'usure de la gaine.
Diamètre du tube contact incorrect. Cycle de travail excessif pour le type de pistolet utilisé.
ECHAUFFEMENT EXCESSIF DU PISTOLET.
Vis postérieure du connecteur à la machine mal fixée. Fil conducteur électrique de diamètre insuffisant ou
connexions mal fixées. Utilisation du pistolet à une capacité d’ampérage excessive. Problème d’alimentation de la machine à souder.
PROBLEME DANS LA MISE EN FONCTIONNEMENT DU PISTOLET
Mauvais contact des fils de manœuvre connectés à l’interrupteur.
Accumulation d’impuretés dans le bouton poussoir de l’interrupteur.
Contacts de l’interrupteur avec impuretés provenant de l’arc électrique.
Câbles de manœuvre soudés ou coupés par excès de chaleur.
APPARITION DE POROSITE DANS LE CORDON DE SOUDURE
Accumulation de projections dans la buse gênant la sortie du gaz.
Pertes dans le tuyau de gaz ou mauvaise connexion de celui-ci.
Joints toriques du connecteur à machine en mauvais état ou coupés.
Tuyau intérieur débranché ou mal ajusté à la pointe de connexion.
Mauvaise alimentation du fil à souder, dû à l’une des causes décrites dans la première partie.
Gaz de protection ou arc électrique de la soudure inapproprié dû à un mauvais fonctionnement de la machine.
Fil à souder inapproprié ou de mauvaise qualité, Métal des pièces à souder oxydé ou d’un contenu en soufre
trop élevé. Régulation incorrecte du gaz, trop forte elle crée une
turbulence / trop faible elle ne couvre pas le cordon de soudure.
CONDITIONS DE GARANTIE Les torches de soudure MIG/MAG sont garanties pour une période de soixante (60) jours à partir de la date d’achat au distributeur, contre tout défaut de fabrication qui puisse y être détecté.Cette garantie n'est pas applicable aux pièces de rechange de la torche dont la vie utile est inférieure à celle de la garantie, comme les buses, pointes de contact, dévidoirs, etc.
Si pendant la période de garantie, une pièce résultait défectueuse pour une utilisation dans des conditions normales et recommandées, la torche ou pièce en question pourra être remplacée, réparée ou remboursée, suivant le critère du fabricant. Toute manipulation de la torche par un réparateur non autorisé, ou l'utilisation d’une pièce de rechange inappropriée annulera la garantie de la torche.
Pour rendre effective la garantie il faut présenter le produit, la facture d’achat et le certificat de garantie dûment rempli et avec le cachet du distributeur autorisé. L’envoi et le transport se feront initialement aux frais de l’utilisateur. Le fabriquant ne sera pas responsable des dommages ou frais imprévus causés par une utilisation incorrecte de l’appareil.
Edición 2013, impreso en España. FRANCES
15
KM1
KM1
S1
S2
RSTN
F1
LEYENDA
MACCHINASALDATRICE
A1
A2
MACCHINASALDATRICE
TORCIA DISALDATURA
TORCIA DISALDATURA
FUSIBLE
PULSANTE N/C
PULSANTE N/A
BOBINA DELCONTACTTORE
TRASFORMATORE
RADDRIZZATORE
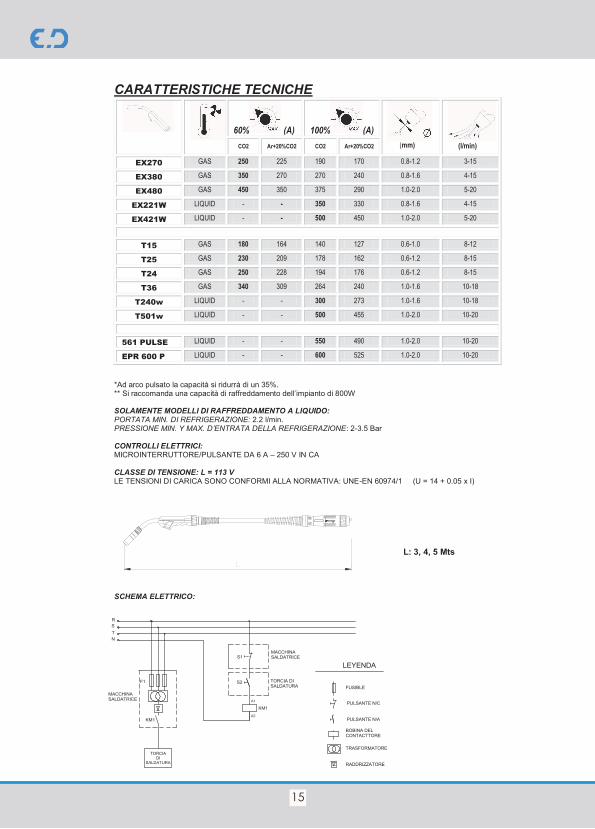
CARATTERISTICHE TECNICHE
60% (A) 100% (A) (mm) (l/min) CO2 Ar+20%CO2 CO2 Ar+20%CO2
EX270 GAS 250 225 190 170 0.8-1.2 3-15
EX380 GAS 350 270 270 240 0.8-1.6 4-15
EX480 GAS 450 350 375 290 1.0-2.0 5-20
EX221W LIQUID - - 350 330 0.8-1.6 4-15
EX421W LIQUID - - 500 450 1.0-2.0 5-20
T15 GAS 180 164 140 127 0.6-1.0 8-12
T25 GAS 230 209 178 162 0.6-1.2 8-15
T24 GAS 250 228 194 176 0.6-1.2 8-15
T36 GAS 340 309 264 240 1.0-1.6 10-18
T240w LIQUID - - 300 273 1.0-1.6 10-18
T501w LIQUID - - 500 455 1.0-2.0 10-20
561 PULSE LIQUID - - 550 490 1.0-2.0 10-20
EPR 600 P LIQUID - - 600 525 1.0-2.0 10-20
*Ad arco pulsato la capacità si ridurrà di un 35%. ** Si raccomanda una capacità di raffreddamento dell’impianto di 800W SOLAMENTE MODELLI DI RAFFREDDAMENTO A LIQUIDO: PORTATA MIN. DI REFRIGERAZIONE: 2.2 l/min. PRESSIONE MIN. Y MAX. D’ENTRATA DELLA REFRIGERAZIONE: 2-3.5 Bar CONTROLLI ELETTRICI: MICROINTERRUTTORE/PULSANTE DA 6 A – 250 V IN CA CLASSE DI TENSIONE: L = 113 V LE TENSIONI DI CARICA SONO CONFORMI ALLA NORMATIVA: UNE-EN 60974/1 (U = 14 + 0.05 x I) L: 3, 4, 5 Mts SCHEMA ELETTRICO:
16
MANUALE DELLE ISTRUZIONI INTRODUZIONE. È consigliabile, per quanto sia possibile, che il collegamento ed il conseguente impiego delle torce siano effettuati da personale esperto. L’osservanza delle seguenti istruzioni eviterà possibili incidenti od intossicazioni. PREVENZIONE CONTRO SCARICHE ELETTRICHE. Verificare periodicamente il dispositivo di saldatura allo scopo di comprovare il buon funzionamento dello stesso. Nel caso di operazioni d’installazione o manutenzione è necessario assicurarsi che la macchina non sia collegata a nessuna sorgente di alimentazione. Evitare il contatto umano simultaneamente della massa o del materiale della base con la punta di contatto o con il cavo di alimentazione. Evitare il contatto con parti sottoposte direttamente all’energia elettrica. Non saldare in ambienti caratterizzati da un grado eccessivo di umidità. Evitare qualsiasi contatto della torcia con acqua e superfici bagnate oppure umide. Non saldare parti bagnate oppure umide. Verificare tutti i collegamenti elettrici. SICUREZZA CONTRO GAS E VAPORI DI SALDATURA. I materiali utilizzati durante il processo di saldatura possono, in determinate occasioni, produrre gas e vapori nocivi per la salute. Allo scopo di evitarli si cercherà di: Realizzare il processo di saldatura in ambienti ventilati o, in mancanza di questa possibilità, dotati di cappe o estrattori. Non saldare in presenza di gas infiammabili, combustibili o vapori di cloro. Non ventilare ne asciugare mediante l’impiego di ossigeno puro. PROTEZIONE CONTRO USTIONI E RADIAZIONI Allo scopo di evitare ustioni derivanti da proiezioni e radiazioni ultraviolette, è necessario utilizzare l’equipaggiamento adatto, che deve includere: guanti, scarpe, indumenti di protezione così come casco con lenti da filtro adeguate. Isolare l’ambiente in cui si effettua la saldatura mediante pannelli oppure tende. Nel caso in cui ciò non sia possibile, proteggere il personale circostante mediante l’abbigliamento adeguato. PREVENZIONE CONTRO INCENDI ED ESPLOSIONI Evitare il contatto con gas e sostanze infiammabili che possano produrre esplosioni oppure incendi originati in conseguenza delle proiezioni incandescenti che vengono generate durante la saldatura. Non saldare, senza averli prima adeguatamente puliti, recipienti che contengano oppure abbiano contenuto in precedenza sostanze infiammabili. Non utilizzare mai ossigeno puro allo scopo di asciugare una sostanza o procedere alla sua rimozione. STOCCAGGIO E MANIPOLAZIONE DEI GAS. Isolare e proteggere le bombole da circuiti o cavi elettrici. Chiudere le valvole una volta interrotto il processo di saldatura. Utilizzare esclusivamente tubi e raccordi certificati in conformità con le caratteristiche del gas. Proteggere le bombole da eventuali colpi e cadute. Utilizzare il dispositivo regolatore di pressione idoneo e verificare il suo corretto funzionamento. ALTRE MISURE DI PRECAUZIONE. Evitare qualsiasi tipo di pressione sui cavi. No colpire I cannelli ossidrici mentre si realizzano interventi di manutenzione, riparazione o installazione. Non piegare eccesivamente I cavi al fine di evitare possibili strozzamenti degli elementi. Evitare correnti d’aria sulla zona di saldatura. Non cambiare eventuali componenti ne manipolare la pistola a caldo. ISTRUZIONI DI MONTAGGIO Prima di collegare la torcia verificare che il conduttore del filo ed il tubo di contatto, nonchè il gas ed i rulli di trascinamento siano adeguati al materiale ed al diametro del filo da saldare Verificare che il collegamento della torcia sia compatibile con quella della macchina. Collegare correttamente il corpo di connessione alla presa della macchina ed avvitarlo manualmente con forza. Stendere la torcia evitando qualsiasi arrotolamento o spirale. Arrotondare la punta del filo/elettrodo ed introdurlo dal dispositivo di trascinamento fino al conduttore del filo tra 50 e 100 mm. Premere i rulli sul filo senza schiacciarlo. Regolare la velocità del filo. Regolare la portata del gas e la corrente. Assicurare il cavo di massa al metallo della base. Collegare la macchina alla rete d’alimentazione ed avviare. Azionare il pulsante del cannello ossidrico fino a che il filo esca attraverso la punta di contatto ed il gas elimini l’aria dal conduttore. Durante questa operazione il cannello ossidrico verrà diretto contro il suolo in maniera tale da evitare che possa entrare in contatto con parti del corpo producendo eventuali ferite. Iniziare una saldatura di prova allo scopo di regolare definitivamente i parametri di gas, corrente e la velocità del filo che otterranno una saldatura di qualità. NORME DI MANUTENZIONE. Allo scopo di garantire il buon funzionamento delle torce si raccomanda l’impiego di pezzi di ricambio originali. Prima di iniziare qualsiasi operazione di riparazione o manutenzione disinserire il dispositivo di saldatura e lasciar raffreddare la torcia. Cambiare le punte di contatto cuando presentino alcun allargamento o deformazione nell’ orifizio. Pulire periodicamente da proiezioni l’interno dell’ugello, i fori del diffusore e la punta di contatto. Applicare spray o pasta antiaderente a queste stesse parti evitando eccessi che possano impedire il passaggio del gas. Revisionare e cambiare periodicamente, se necessario, le parti deteriorate. Nel caso di torce raffreddate ad acqua verificare che il liquido idoneo circoli correttamente.
17
POSSIBILI CAUSE D’ERRORE
PROBLEMA POSSIBILI CAUSE CATTIVA ALIMENTAZIONE DEL FILO.
Conduttore del filo in cattive condizioni, ostruito o
danneggiato. La dimensione del conduttore del filo o della punta di contatto
non corrispondono con il diametro del filo. Lunghezza del conduttore del filo scorretta y no asienta de
forma correcta en el difusor de gas o punta de contacto. Rulli del motore di trascinamento con troppa pressione
oppure inadatti al tipo di filo, che provocano deformazioni ed escoriazioni del cavo di alimentazione.
Filo di saldatura ossidato, sporco o che presenta irregolarità
USURA ECCESSIVA DELLA PUNTA DI CONTACTO.
Rulli del motore di trascinamento con troppa pressione oppure inadatti al tipo di filo, che provocano deformazioni ed escoriazioni del cavo di alimentazione.
Filo di saldatura ossidato, sporco o che presenta irregolarità dovute alla scarsa qualità.
Filo di saldatura senza rivestimento: aumenta lo sfregamento e l’usura della bocchetta.
Diametro della punta di contatto erroneo. Ciclo di lavoro eccessivo per il modello di pistola utilizzato.
RISCALDAMENTO ECCESSIVO DELLA PISTOLA.
Dado posteriore del connettore alla macchina mal avvitato. Cavo conduttore elettrico di spessore insufficiente o
conessioni poco strette. Impiego delle pistole ad una capacità di amperaggio
eccesiva. Difetto nell’alimentazione della macchina saldatrice.
DIFETTO NELL’ATTIVAZIONE DELLA PISTOLA
Mancanza di connessione dei cavi di manovra collegati all’interruttore.
Accumulo di sporcizia nel pulsante dell’interruttore. Contatti dell’interruttore con presenza di scorie dovute
all’arco elettrico. Cavi di manovra saldati o tagliati dal calore eccessivo.
COMPARSA DI POROSITÀ NEL CORDONE DI SALDATURA SALDATURA
Accumulo di proiezioni nell’ugello che ostacolano l’uscita del gas.
Perdite nella manichetta de gas o collegamento scorretto della stessa.
Giunzioni toroidali del connettore alla macchina in cattivo stato o tagliate.
Tubo interno staccato o mal fissato alla punta di connessione.
Cattiva alimentazione del filo di saldatura, dovuta alle cause esaminate nel primo paragrafo.
Gas di protezione o arco elettrico della saldatura inadeguato a causa della cattiva regolazione della macchina.
Filo di saldatura inadeguato oppure di scarsa qualità. Metallo delle parti da saldare che presenta ossidazione o si
trova inquinato a causa di un alto contenuto di zolfo. Regolazione scorretta del flusso de gas: troppo alto provoca
turbulenze e troppo basso non copre il cordone della saldatura.
CONDIZIONI DI GARANZIA
Le torce di saldatura “ERGODANI” MIG/MAG sono garantite, per un periodo di sessanta (60) giorni a partire dalla data d’acquisto presso un distributore autorizzato, contro qualsiasi difetto di fabbricazione riscontrabile. La presente garanzia non verrà applicata nel caso di pezzi di ricambio o materiale componente della torcia la cui vita utile sia inferiore a quella della garanzia, quale ad esempio ugelli, punte di contatto, conduttori del filo, ecc. Se durante il perido coperto da garanzia e nel caso di condizioni d’uso normali e consigliate, qualsiasi parte risultasse difettosa, la torcia o la parte potrà essere cambiata, riparata o scontata, a giudizio del fabbricante.
Per rendere effettiva la garanzia bisognerà consegnare il prodotto, la fattura relativa all’acquisto ed il certificato di garanzia debitamente completato in ogni sua parte e recante il timbro del distributore autorizzato. Le spese di spedizione e trasporto, saranno inizialmente a carico dell’utente. I danni e le spese imprevisti derivati da un uso scorretto non saranno responsabilità del fabbricante.
Edición 2017, impreso en España. ITALIANO

18
19
20
CONFORMITY STATEMENT / DECLARACIÓN DE CONFORMIDAD 2006/95/EC low voltage directive / directiva de baja tensión
Alejandro Jimenez, manager of ERGOWELD S.L., here by states that the following equipment conforms to all community regulations laid down by the EC Directives.
Alejandro Jimenez, gerente de la empresa ERGOWELD, S.L., declara que los siguientes equipos se han construido bajo en conformidad con todas las disposiciones comunitarias requeridas por las Directivas CE.
MANAGER / GERENTE
Alejandro Jimenez.
Manufacturer / fabricante: ERGOWELD , S.L.
Address / dirección: C/ Bancalets. 19A-CP 46530 PUZOL
VALENCIA-SPAIN.
Trademark / Marca registrada : ERGODANI.
Model / modelo: ANTORCHAS DE SOLDADURA MIG/MAG
Reference standards / norma de referencia:
EN 60974-7.
Date / fecha : 3-3-2013