Metrology
135
METROLOGY By V.C SANDEEP RAJ DEPARTMENT OF MECHANICAL ENGINEERING
-
Upload
sai-bharath-velpuri -
Category
Documents
-
view
8 -
download
1
description
Basic details and areas of METROLOGY is described.
Transcript of Metrology

METROLOGY
By V.C SANDEEP RAJ
DEPARTMENT OF MECHANICAL ENGINEERING

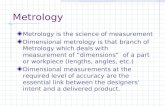
METROLOGY
• METEROLOGY : It is a science of measurement
• Metrology may be divided depending upon the quantity under either time measurement

Important aspects of Metrology
• Units of measure and their standards
• Methods of measurement
• Error measurement
• Measuring instruments and devices
• Accuracy of measuring instruments and their care
• Industrial applications

SYSTEMS OF LIMITS AND FITS
• IN NATURE TWO SIMILAR (IDENTICAL ) THINGS ARE DIFFICULT TO OBTAIN
• SPECIALLY THIS FACT HOLDS GOOD FOR PRODUCTION MATERIALS
• SPECIALLY MEANT FOR SHAFTS AND HOLES

LIMITS
• LIMITS ARE DEFINED AS THE MIMINUM OR MAXIMUM PERMISSIBLE DIMENTION THAT CAN BE CONSIDERES

TERMS FOR LIMITS AND FITS
• SHAFT : Term shaft refers not only to the diameter of a circular shaft but also to any external dimension of a component
• Hole : hole not only fers to


TOLERANCE
• THE PERMISSIBLE VARIATION IN SIZE OR DIMENSION IS CALLED TOLERANCE


SYSTEM OF WRITING TOLERANCES
• THERE ARE TWO SYSTEMS
• 1. UNILATERAL SYSTEM
• 2.BILATERAL SYSTEM


Hole basis system
• In this system hole is of constant diameter and shafts vary


Shaft basis system
• In this kind of system shaft is of constant diameter and holes vary in size


Standard limit systems
•British standard BS -4500-1969
• The international standard ISO: 286-1988
• Indian standard IS 919

Indian standard systems of limits and fits
• The Indian standard systems are in line with the ISO recommendations
• It consists of 18 combinations of grades
• The grades of the fundamental tolerance are
IT01, ITO,IT1 – IT 16
• The fundamental deviations are A B C D E F G H JS J K L M N P R S T U V X Y ZA ZB ZC

TYPES OF ASSEMBLIES
• 1. TRIAL AND ERROR
• 2. INTERCHANGEABLE ASSEMBLY
• 3.SELECTIVE ASSEMBLY

LINEAR MEASUREMENT
• A Length may be measured As the distance two lines or as the distance between two parallel faces
• They are classified into two types they are
1. Line standards
2. End standards

Line standards
• When length is measured as the distance between the centers of two engraved lines, it is called line standard, both standard yard and metre are shown,
The most common measuring instrument is the rule with divisions shown as lines marked on it


END STANDARDS
• When length is expressed as the distance between two flat parallel plates
slip gauges are the best example, micrometre anvils


Slip guages
• Slip gauges are blocks of steel that have been hardened and stabilized by heat treatment. They are ground and lapped to size to very high standards of accuracy and surface finish. They are the most accurate standards of length available for use in workshops.

SLIP GAUGE
• Slip gauges are rectangular blocks of steel having a cross-section of about 30 by 10 mm
• Normal set

Classification
• AA slip gauges
• A slip gauges and
• B slip gauges

• AA slip gauges
– Master slip gauges
– Accurate to plus or minus two microns per meter
• A slip gauges
– Reference purpose
– Type A is guaranteed accurate up to plus or minus four microns per meter
• B slip gauges
– Working slip gauges
– Type 'B' for plus or minus eight microns per meter

Classes
• Grade 2
• Grade 1
• Grade 0
• Grade 00
• Calibration grade

Grade 2
• This is the workshop grade
• Typical uses include setting up machine tools,
positioning milling cutters and checking
mechanical width.

Grade 1
• Used for more precise work, -tool room.
• Typical uses include setting up
– Sine bars and sine tables
– Checking gap gauges and
– Setting dial test indicators to zero

Grade 00
• This grade would be kept in the Standard
Room and would be kept for work of the
highest precision only.
• Determination of any errors present in the
workshop or Grade 2 slips.

Calibration grade
• Calibration grade are used for calibration of slip gauges, other measuring instruments

Dial indicators
• Dial indicators are precision measuring tools with a myriad of applications in the machine shop. Once you move beyond the basic machining operations you will definitely want to have one or more of these in your workshop.


• A plunger moves in and out from the body of the indicator and rotates the measuring needle on a dial face. Dial indicators usually have either a 1" or 2" range and are calibrated in increments of .001". A smaller dial reads each revolution of the larger dial in increments of 0.100".




callipers

Surface plate
• Cast iron
• Granite
• Glass

Cast iron

Granite

Glass

Sprit level

Beam comparator

Straight edges

Combination se square


Universal surface guage

Engineers parallels

Feeler guage

Screw pitch gauge

Radius guage

Wire guage

Slip gauges

MICRO METER
• A micro meter is a precision instrument used to
measure a job, generally within an accuracy of
0.01mm.Micrometer used to take the outside
measurements are know as outside micrometer.

PARTS OF MICROMETER
• Frame
• Anvil and spindle
• Screwed spindle
• Graduated sleeve or barrel
• Ratchet or friction stop
• Spindle clamp

Bevel protractor
• A bevel protractor is a graduated circular protractor with a pivoted arm; used for measuring or marking off angles. Sometimes Vernier scales are attached to give more precise readings. It has wide application in architectural and mechanical drawing,


clinometer

Angle slip guages

Sine bars





Rollers

Limit gauges

Go and no go guage

Plug guages

• A snap gage is a form of Go/no go gauge. It is a limit gage with permanently or temporarily fixed measurement aperture(s) (gaps) which is used to quickly verify whether an outside dimension of a part matches a preset dimension or falls within predefined tolerances. The surfaces which define the edges of the aperture are the anvils, which may be made of separate pieces of hard material such as tungsten carbide for wear resistance. Two apertures are frequently used to provide Go/No-Go testing and are often arranged such that a part being measured can pass through the two apertures in sequence;

Snap guages


Ring guages

Profile guages

Taper guages


Feeler guage

OPTICAL MEASUREMENT INSTRUMENTS
• Optical instruments use light as the source of measurement
• Accuracy and precession is very high when compared to the mechanical and electrical measuring devices

Tool makers microscope
• Tool makers microscope is a versatile instrument based on optical means
• It consists of a heavily hallow base accommodating the illuminating underneath
• Work piece is mounted on the base


Applications
• Linear measurement
• Measurement of pitch of screw
• Measurement of thread angle
• Comparing thread forms with stand profiles
• Measurement of pitch diameter
• Measurement of centre distance between the holes

Collimators
• A collimator is a device that narrows a beam of particles or waves. To "narrow" can mean either to cause the directions of motion to become more aligned in a specific direction


]Optical collimators

Optical collimators
• In optics, a collimator may consist of a curved mirror or lens with some type of light source and/or an image at its focus. This can be used to replicate a target at infinity without parallax

Michaelsons interferometer


interferometers


N p l interferometer

• Optical collimators can be used to calibrate other optical devices, to check if all elements are aligned on the optical axis, to set elements at proper focus, or to align two or more devices such as binoculars and gun barrels/gunsights A surveying camera may be collimated by setting its fiduciary markers so that they define the principal point, as in photogrammetry.

N p l guage

Profile Projector
Profile projector is known as an optical comparator, or even called a shadowgraph, a profile projector is an optical instrument that can be used for measuring

• . The projector magnifies the profile of the specimen, and displays this on the built-in projection screen. On this screen there is typically a grid that can be rotated 360 degrees so the X-Y axis of the screen can be aligned with a straight edge of the machined part to examine or measure


Optical flat
• An optical flat is an optical-grade piece of glass lapped and polished to be extremely flat on one or both sides, usually within a few millionths of an inch (about 25 nanometers)
• They are used with a monochromatic light to determine the flatness of other optical surfaces by interference



Flat surface Measurement
• Flatness of surface is a very important factor in engineering
• Roughness is caused during machining
• Surface finish is an important factor when two parts in a machine are mating

Microscopic view of a surface

Instruments used to measure surface finish
• Straight edges
• Surface plates
• Auto collimator
• Surface finish comparators

Straight edges
• A straightedge is a tool with an edge free from curves, or straight, used for transcribing straight lines, or checking the straightness of lines. If it has equally spaced markings along its length it is usually called a ruler.
• Straightedges are used in the automotive service and machining industry to check the flatness of machined mating surfaces.


Surface plate
• A surface plate is a solid, flat plate used as the main horizontal reference plane for precision inspection, marking out (layout), and tooling setup.
• The surface plate is often used as the baseline for all measurements to the workpiece, therefore one primary surface is finished extremely flat with accuracy up to 0.00001 in/0.00025 mm for a grade AA or AAA plate.


Autocollimator
• An autocollimator is an optical instrument for non-contact measurement of angles. They are typically used to align components and measure deflections in optical or mechanical systems. An autocollimator works by projecting an image onto a target mirror, and measuring the deflection of the returned image against a scale, either visually or by means of an electronic detector. A visual autocollimator can measure angles as small as 0.5 arcsecond, while an electronic autocollimator can be up to 100 times more accurate.


• isual autocollimators are often used for lining up laser rod ends and checking the face parallelism of optical windows and wedges. Electronic and digital autocollimators are used as angle measurement standards, for monitoring angular movement over long periods of time and for checking angular position repeatability in mechanical systems. Servo autocollimators are specialized compact forms of electronic autocollimators that are used in high speed servo-feedback loops for stable platform applications. the measurement with autocolimator is done with by formula

• h=2af where
• h= reading on collimator
• a= angle
• f= focal length of the collimator.

Surface Roughness Measurement
Surface roughness, often shortened to roughness, is a measure of the texture of a surface. It is quantified by the vertical deviations of a real surface from its ideal form. If these deviations are large, the surface is rough; if they are small the surface is smooth. Roughness is typically considered to be the high frequency, short wavelength component of a measured surface



Surface Waviness
• Waviness is the measure of the more widely spaced component of surface texture. It is a broader view of roughness because it is more strictly defined as "the irregularities whose spacing is greater than the roughness sampling length". It can occur from machine or work deflections, chatter, residual stress, vibrations, or heat treatment

Factors Effecting Surface Roughness
• The following effecting
• Vibrations
• Material of workpiece
• Type of machining
• Rigitity of the system

Order of geometric irregularities
• First order- the irregulrities caused by in inaccracies in machine
• Second order – iregullarities caused due tovibrations
• Third order – this is caused due to machining
• Fourth order due to rupture




• CLA – CENTRE LINE AVERAGE IN MICRO INCHES
• Rt – ROUGHNESS,TOTAL IN MICRONS
• R.M.S – ROOT MEAN SQUARE IN MICRO INCHES
• Rz - is the average of single roughness of 5 following test sections
• R10: 1.00 1.25 1.60 2.00 2.50 3.15 4.00 5.00 6.30 8.00

MEATHOD OF MEASUREMENT OF SURFACE FINISH
• Evaluation of surface
• 1 peak to valley height
• 2 average roughness

Profilograph
• The profilograph is a device used to measure pavement surface roughness. In the early 20th century, Profilographs were low speed rolling devices. Today many Profilographs are advanced high speed systems with a laserbased height sensor in combination with a inertial system that creates a large scale reference plane

• Many road profilographs are also measuring the pavements cross slope, curvature, longitudinal gradient and rutting. Some profilographs
• take digital photos or videos while profiling the road. Most profilographs also record the position, using GPS technology. Yet another common measurement option is cracks.

Tomilsons surface tester

Visual testing


TALYSURF
• TALYSURF IS A ELECTRONIC MEASUREMENT MACHINE IS USEWD TO MEASURE THE ROUGHNESS OF THE SURFACE