Metalliferous minerals processing scoping project - MSA · Silver (Ag ... Refining Cast Transport...
53
Metalliferous minerals processing scoping project Final report September 2011
Transcript of Metalliferous minerals processing scoping project - MSA · Silver (Ag ... Refining Cast Transport...

Metalliferous minerals processing scoping project
Final report
September 2011
Contents Executive summary ..................................................................................... 1
Project summary ................................................................................................................... 1
Summary of processes vs metals ........................................................................................... 1
Summary of findings and recommendations ......................................................................... 1
Scope ........................................................................................................... 2
Methodology ............................................................................................... 2
Coverage issues ........................................................................................... 3
The metalliferous sector .............................................................................. 3
Overview ............................................................................................................................... 3
Processing ............................................................................................................................. 4
Discussion of results ................................................................................... 5
The PMA design philosophy ................................................................................................. 5
An analysis of the processes ................................................................................................. 6
Ancillary processes ............................................................................................................... 7
Off gases, wastes and by-products ........................................................................................ 7
Boundary issues with RII09 .................................................................................................. 8
Boundary issues with PMC10 ............................................................................................... 8
Unit operations in the processes ................................................................. 8
Size reduction ........................................................................................................................ 8
Particulate transport and storage ........................................................................................... 9
Pelletising and sintering ........................................................................................................ 9
Loading ............................................................................................................................... 10
Wet chemical dissolution .................................................................................................... 10
Separation ............................................................................................................................ 11
Clarification/thickening....................................................................................................... 12
Precipitation, complexing ................................................................................................... 12
High temperature processes ................................................................................................ 13
Electrolysis/electrochemical reactions ................................................................................ 14
Downstream processes ........................................................................................................ 15
Unit operations in ancillary processes ...................................................... 16
Current training and qualification approaches .......................................... 17
Recommendations and conclusions re units of competency .................... 17
Individual units ................................................................................................................... 18
Units related to unit operations ........................................................................................... 18
Summary of recommendations ........................................................................................... 22
Appendix 1 Persons contacted .................................................................. 24
Sites visited as part of the field research ............................................................................. 24
Sites contacted but where no visit occurred ........................................................................ 25
Appendix 2 Metalliferous processes and related units ............................. 26
Aluminium (Al) ................................................................................................................... 26
Copper (Cu) ......................................................................................................................... 28
Gold (Au) ............................................................................................................................ 30
Iron and Steel (Fe) ............................................................................................................... 31
Lead (Pb) ............................................................................................................................. 34
Magnesium (Mg)* ............................................................................................................... 35
Manganese (Mn) ................................................................................................................. 36
Nickel (Ni)* ........................................................................................................................ 37
Silicon (Si) .......................................................................................................................... 39
Silver (Ag)* ......................................................................................................................... 40
Tin (Sn)* ............................................................................................................................. 40
Titanium (Ti) ....................................................................................................................... 41
Uranium (U) ........................................................................................................................ 44
Zinc (Zn) ............................................................................................................................. 45

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 1 September 2011
Executive summary
Project summary
This project is to report on the competency needs of the metalliferous
processing sector in Australia. The sector is defined as starting from the
extracted ore and ending with a processed product which includes metals and
marketed intermediates. The metals processed in Australia include:
■ aluminium
■ copper
■ gold
■ iron and steel
■ lead
■ magnesium
■ manganese
■ nickel
■ silicon
■ silver
■ tin
■ titanium
■ uranium and
■ zinc.
The processes have been described and the relevant units of competency (from
PMA08, PMC10, MEM05 and RII09) identified. There are some gaps in the
coverage and some alignments of units which could be improved. These issues
can be resolved by:
■ developing some new units of competency for PMA.
■ examining existing suites of PMA/PMC units and redrawing some of them to
give better alignment with the broader coverage of PMA
■ importing some additional units from RII09 and other Training Packages
Training currently undertaken is a mix of internal training and training aligned
to PMA08 or RII09. Much of it is aligned to RII09 as many of these companies
regard themselves as mineral companies rather than manufacturing.

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 1 September 2011
Summary of processes vs metals
M
eta
l
Sizing Dissolution Separation Conversion Reduction Purification/
Refining Cast Transport Down-
stream Comminution Leaching Gravity Calcining Smelting Electrolysis Cast Truck Extrude
Sizing Digestion Flotation Smelting Furnace Furnace Train Mill
Sinter Elution Magnetic/Elec Roast Arc Chem Ship Coat
Ppt Filt
Ex
trac
tio
n –
RII
09
Al X X X X X X X X X X X X X
Cu X X X X X X X X X X
Au X X X X 1 X X X X X
Fe X X X X X X X X X X X X
Pb X X X X X X X X X X
Mg X X X X X X X
Mn X X X X X
Ni X X X X X X X X
Si X X X X X X
Ag X X X X X X X X X
Sn X X X X X X X X X X X
Ti X X X X X
U X X X X X X X X
Zn X X X X X X X X X X X X X X
1 Adsorbed onto activated carbon
Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 1 September 2011
Summary of findings and recommendations
The scope of PMA is intended to cover the metalliferous sector. However due to
historical factors this sector has never been given concentrated attention.
The PMA and PMC Training Packages between them have many units which
are relevant, but there are also obvious gaps in coverage while some existing
units are only an approximate fit for this sector.
RII09 has units covering most of this sector, however they would appear to have
a different design philosophy to PMA both with regard to the units and the
packaging into qualifications. So, while importing some RII09 units may be
appropriate, the importation of many units would cause distortions within PMA.
Many units considered are PMC units and in some unit operations there are both
PMA and PMC units which may possibly be relevant. The review of PMA to
include the metalliferous sector also presents an opportunity to review these
PMC units so creating one consistent suite of units within MSA. It is
recommended that this suite be PMA units that are then imported back into
PMC as required.
The units required for this section are explored in greater detail in the body of
this report. This is summarised as:
■ minor review of 4 PMA units
■ review 14 PMA/PMC units and create 17-20 new PMA units
■ validation of 2 PMC units for the metalliferous sector (assuming no review
required)
■ conduct analysis and develop 39-43 new units
■ import 7-9 units from relevant Training Packages
■ validate all units (with relevant PMA and PMC sectors)
■ import relevant new or modified PMA units back into PMC
■ make appropriate modifications to existing qualifications by inserting the
units into the relevant groups and validate the revised qualifications.
Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 2 September 2011
Scope
The defined scope for this project is:
1. Investigate what training and recognition processes are in place for the
metalliferous minerals processing sectors, including steel, light metals,
copper, nickel, gold and any other metals processed in Australia.
2. Analyse job roles, functions and scope of responsibility
3. Report on competency needs with detailed recommendations for
Training Package coverage.
Note that the proposed scope is defined as starting after the mineral/ore is mined
and would finish when a usable metal is available for use by the metal and
engineering or other sector. This report covers both ‘upstream’ or primary
processing and ‘down steam’ or secondary processing. Upstream is the wining
of the metal from the ore and typically finishes with the production of an ingot,
slab, billet or other large, but unformed piece of metal. Downstream typically
starts with this piece of metal and forms it by rolling or extruding. Note that as
die casting and foundry are already covered elsewhere, they do not form part of
this project or report. The agreed work included national face to face
consultations with the major metalliferous processing organisations.
The intention of this project is to make recommendations regarding additional
units and changes to existing units which will be required within PMA08
Chemical, Hydrocarbons and Refining Training Package (PMA08) to
thoroughly cover this sector. This work may also involve PMC10 Manufactured
Mineral Products units to a greater or lesser extent.
Methodology
This is basically a research project. The research has two basic components:
■ desk research
■ field research.
Desk research was undertaken to obtain an appreciation of the size and scope of
the sector in Australia and to identify key organisations within the sector. It also
provided preliminary information with regards to raw materials, process and
products produced.
Field research was conducted with a sample of sites to validate the desk
research and to explore for issues which may not emerge from the desk
research. The field visits were written up as a report which was then sent to the
relevant person at the site to allow for any corrections. This information has
been used in the construction of this report. It has been the intention of the field
research to visit at least one example of every metal processing plant. Those
where a visit has not been able to be organised have an * next to the title in
Appendix 2. Those who have been visited are listed in Appendix 1, along with a

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 3 September 2011
list of organisations and people contacted where a visit was not possible.
Downstream processing has not had the same level of investigation and will
need greater initial investigation as part of the second phase of this project, the
development of relevant units and the modification of existing qualifications.
Processes for the metals were established and these were mapped to existing
units of competency. Gaps were therefore identified. Existing units of
competency were identified from both MSA and Skills DMC Training
Packages. The relationship between Skills DMC and MSA is explored as part of
this project.
Coverage issues
This project is being undertaken for Manufacturing Skills Australia (MSA)
which is one of 11 national Industry Skills Councils. MSA has coverage of
manufacturing and related industry.
Skills DMC (SDMC) is another one of the 11 national Industry Skills Councils
and has coverage of the resources and infrastructure industry.
MSA and SDMC have existing overlapping boundaries in the areas of:
■ quarrying (SDMC) and downstream processing such as cement and concrete
(MSA – PMC10)
■ drilling (SDMC) and downstream processing such as hydrocarbons
extraction, transmission and processing (MSA – PMA08)
■ concrete products (MSA – PMC10) and the downstream civil construction
(SDMC)
■ explosives manufacture2 (MSA PMA08) and the downstream use of
explosives in mining (SDMC)
■ metalliferous mining (SDMC) and the downstream processing (MSA
PMA08)
This last interface will be explored in more detail by this project.
The metalliferous sector
Overview
In broad terms the metalliferous processing sector starts after the mineral ore
has been mined (SDMC coverage) and includes everything up to and including
the production of a metal which is in a form suitable for use by the metal and
2 Explosives manufacturers will often value add to their physical product by also providing the service
of blasting so further making this existing boundary less than straight forward.
Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 4 September 2011
engineering, automotive or other sectors. It also includes the production of
metal compounds which are used in the making of other products.
Metals are often divided into a number of categories:
■ ferrous
■ non-ferrous
• base metals
• precious metals
• light metals3
Each of these in turn comprises a range of metals and/or metal alloys.
Metalliferous processing covers all of these metals, although little attention is
given to aluminium in this report as it is already covered within PMA08. Some
consultation was undertaken with alumina refining to ensure adequate coverage.
Minerals processing is closely associated with the resources sector in Australia
with much downstream processing being undertaken by the same businesses
which mine the ore, and sometimes on the same, or an adjacent site. Much of
mineral processing therefore is regionally disbursed. This is not always the case
with steel for example being traditionally (but not always) located close to the
source of coking coal rather than iron ore (in Australia) and aluminium,
manganese and silicon being located where there is cheap and reliable
electricity and an adequate port near a plant rather than with the relevant ore.
Processing
The boundary between mining and processing is rather permeable with size
reduction (crushing and grinding) and transport (conveying by various means)
occurring in both. Inevitably these comprise the last steps of mining and the first
steps of processing – getting solids of the size we can handle in the place we can
handle them.
Much of Australia’s minerals are not processed further than this but are
exported (typically in bulk by ship) in this raw form. Some however is further
transformed by a series of physical and chemical processes into a finished
metal, a metal compound or a processed mineral. Aluminium and titanium
provide examples of this.
Aluminium is mined as bauxite, processed (refined) to alumina and then further
processed (smelted) to aluminium. Bauxite, alumina and aluminium are all
exported with some alumina and aluminium being consumed domestically.
Titanium is mined as ilmenite (or other ore) and processed to titanium dioxide
(titanium metal does not seem to be made in Australia). Ilmenite/synthetic rutile
and titanium dioxide are all exported with a significant amount of titanium
3 Light metals (typically Mg, Al and Ti although sometimes also including other metals) are also base
metals.
Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 5 September 2011
dioxide being used domestically as a pigment (paint, ink, polymers and sun
screen).
An analysis of processing therefore needs to consider these stages and the
intermediate products as viable processes in their own right.
The major metals processed in Australia were determined by reference to
information from the Minerals Council of Australia and a document they
prepared in collaboration with Geoscience Australia. The details of these
processes are given in Appendix 2.
Discussion of results
The PMA design philosophy
General design philosophy
When PMA98 (the first PMA Training Package) was designed it was done so
on the basis that:
■ it was to provide a suite of technical qualifications
■ each technical qualification would therefore require competence in a
minimum number of technical units of competency
■ the technical units of competency would be based on what is known as ‘unit
operations4’ within this sector.
This basis has been maintained through into PMA08 and has been validated as
providing a robust design philosophy for training and qualification for this
industry.
A ‘unit operation’ is
■ ‘a basic step in a process’ (Wikipedia)
■ ‘any part of potentially multiple-step process which can be considered to
have a single function’ (Walker, Lewis and McAdams ‘The Principles of
Chemical Engineering’).
Any unit operation has and applies common techniques and principles. A total
process may be designed as a collection of appropriately sized and connected
unit operations.
The result of this is that to determine the relevant units of competency in
PMA08, the process needs to be examined and the unit operations of which it is
composed need to be determined.
4 Unit operations is also the basis of the study of chemical engineering or process engineering.

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 6 September 2011
If the unit operations are known, so too are the units of competency. It is
necessary then to check that the unit of competency is applicable in that
particular context, and then appropriately contextualised in delivery.
Alignment of technical units to AQF
While strictly speaking units do not exist at a specific AQF level, units are
allocated to qualifications (which do have an AQF level) and to groups within a
qualification.
Units aligned as technical units for the Certificate II require competence in the
operation of an individual plant item.
Units aligned as technical units for the Certificate III require competence in the
operation of a plant unit which includes the operation of one or more plant items
which make up the unit as a whole. The Certificate II technical units do count
towards the Certificate III, but by themselves are not sufficient to qualify for the
award of the Certificate III.
Similarly with the Certificate IV, technical units should now be applied to an
entire plant area which may contain several plant units and/or many plant items.
Again the Certificate II and III units do count towards the certificate IV, but by
themselves are not sufficient to qualify for the Certificate IV.
The Diploma and Advanced Diploma are intended as paraprofessional
qualifications and so are not directly based on the competence to operate a unit
operation.
An analysis of the processes
A range of processes were examined as part of this project and these are
summarised in Appendix 2.
While the processes are widely varied, common themes emerge which lead to
relevant unit operations. Common process steps for upstream processing
include:
■ size reduction
■ particulate transport and storage
■ pelletising, sintering
■ loading (eg ship)
■ wet chemical dissolution or extraction processes (leaching, digestion,
dissolving)
■ separation (flotation, gravity, magnetic/electrical)
■ clarification/thickening

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 7 September 2011
■ precipitation, complexing
■ high temperature processes (generally involving a chemical reaction,
calcining, smelting)
■ melting (high temperature processes involving only physical change)
■ electrolysis/electrochemical reactions
An examination of each of these will reveal the relevant unit operations and so
any required gaps in units of competency. This is undertaken in the next section.
Common processes for downstream processing include:
■ rolling
■ extrusion
■ coating (molten metal or polymer such as paint)
Downstream processing also includes casting (both die casting and foundry
casting) which is already covered (MEM05 Field 4) and so is not further
considered in this project.
Ancillary processes
These processes all occur on a large scale and often in remote areas. There are
many supporting ancillary processes ranging from pumping and the like through
to power station operation and water treatment (for disposal, for use as potable
water and things in between). These have not been the focus of this project but
are examined briefly in their own section.
Off gases, wastes and by-products
A quick examination of the processes shows that many of them produce
undesirable off gases such as SO2 (acid rain) and CO2 (climate change) in large
quantities. Some plants simply vent these gases. Others collect the SO2 and
convert it into H2SO4 which is a valuable by-product, or a material used in the
process. As the awareness of sustainability issues continues to increase and the
regulatory environment tightens we may expect to see more of this effort at
abatement and the creation of by-products from wastes.
Most solid waste is simply stored or returned to the mine site. Some is
reprocessed to recover more metals from them. Some solid waste is able to be
used as a raw material in other products/processes.
The production of by-products has not been examined by this project as it would
typically be considered as part of the heavy chemical sector which is already
covered by PMA.

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 8 September 2011
Boundary issues with RII09
This is an area of natural overlap with RII09. Some processes occur both as part
of mining and resources as well as downstream processing. Often the location of
the processing as being on either a mining site or a processing site will depend
on where the company decides to put its boundary between the two. Relevant
RII09 units are included in Appendix 2. It is possible to use these units where
appropriate, provided they are a fit with PMA.
Boundary issues with PMC10
PMC10 has a similar design philosophy to PMA08. Both also have a similar
history in that they consist of disparate subsectors who have been cajoled into
working together within a Training Package. Both also had pre Training
Package suites of recognised units of competency which have been melded into
a consistent suite within a single Training Package5. The manufacture of cement
and glass has cultural and process similarities to PMA sectors. The manufacture
of concrete pavers, hand moulding and making fibrous plaster products bear
little similarity to the PMA sector. The ‘glue’ binding them together into
PMC10 (apart from history) is that significant companies in the sector (such as
Boral) operate in many of these sub sectors.
The PMA10 units of relevance to metalliferous processing typically come from
the capital and energy intensive end (eg cement and glass)
Unit operations in the processes
As discussed above there are a range of groups of processes which while
variably applied across the industry are common to many processes. While we
could look at having specialised units for each sector of this industry, this is not
consistent with the design philosophy of PMA and so they are examined with a
view to determining the underlying unit operations for each group.
Size reduction
Crushing and grinding is a feature of most of these processes as the ore is
reduced to the right particle size for further processing. Crushing and grinding is
already covered in the PMC10 Manufactured Mineral Products Training
Package. These units are:
■ PMC552003C Operate grinding equipment
■ PMC552008B Operate crushing equipment
5 PMA has been formed from the chemical and petrochemical industries (which themselves have
traditional sub sectors), the oil refining industry and both the transmission and processing hydrocarbon
subsectors. PMC has been formed from cement, concrete (premix and precast), clay, ceramic and glass
subsectors)
Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 9 September 2011
Screening however is not explicitly covered. Screening is relevant to the
metalliferous sector.
There is a fertiliser company in Hobart which uses the PMC Package for its
process operators. Normally one would expect fertiliser to fit nicely in PMA,
but in their case, crushing and particulate handling was significant and so PMC
was a better fit. While not part of this project, this is another example of the
need to include size reduction in PMA.
Particulate transport and storage
While the metalliferous sector does process fluids, they are mainly solutions and
suspensions with the materials and products being solids. However, while PMA
may be thought of as a fluid processing6 Training Package, particulate transport
and storage are covered by both PMA and PMC. These units are:
■ PMAOPS210B Operate particulates handling equipment (particulate
conveyors)
■ PMAOPS309B Operate particulates handling/ storage equipment (includes
managing storage facility)
■ PMC552002C Operate equipment to blend/mix materials (using particulate
blending equipment)
■ PMC562070B Move materials (use of front end loaders etc)
■ PMC562071C Operate bulk materials handling equipment (conveyors and
bulk particulates storage)
There is bound to be some overlap here between PMAOPS309 and
PMC562071. Either or both should be applicable to the metalliferous sector.
There is scope to examine this group of units and to develop from them a
consistent suite of particulate transport and storage units which is applicable
across PMC and the expanded PMA sectors.
The use of trains and trucks to convey particulates is not covered in either, and
this is probably outside the scope of PMA anyway.
Pelletising and sintering
While most effort is put into size reduction, the aggregation of fines into usable
sized particles is important as it facilitates the flow through of furnace gases and
makes otherwise low value fines more marketable.
There are no PMA or PMC units in this area.
RII09 however does have units in this area:
6 A perception which is not quite accurate

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 10 September 2011
■ RIIPSM202A Prepare for pelletising activities
■ RIIPSM203A Produce pellets
■ RIIPRE203A Prepare for sintering activities
■ RIIPRE204A Sinter materials
These units seem to reflect what would appear to be the design philosophy of
the RII Training Package of designing units of competency around job
components. This is a different design philosophy to PMA.
Sintering may also be done by heating which is examined below.
Loading
Loading of bulk particulate solids is a significant feature of much of this sector
as significant quantities of raw materials, semi processed materials and bulk
metal oxides are shipped. PMA has a unit for loading fluids onto ships
(PMAOPS312B Undertake ship loading/unloading operations) which is well
utilised by some sectors. There is no PM unit for bulk loading of particulates
and while there would be similarities, there would also be significant
differences.
RII09 does have loading units:
■ RIIPEO204A Conduct shore side mooring operations
■ RIIPEO205A Conduct ship loading operations
Wet chemical dissolution
There are many processes which fit under this general heading. Some of them
are:
■ leaching
■ digestion
■ dissolving
■ solvent extraction
These are not different names for identical processes, however the result is the
same, one or more components of the original solid are now in solution. This
often occurs at elevated temperatures.
For a material to dissolve, a chemical reaction (often a very simple one) has
occurred and so we could possibly use:
■ PMAOPS220B Monitor chemical reactions in the process and
In PMA these would
probably be one unit
In PMA these would
probably be one unit

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 11 September 2011
■ PMAOPS302B Operate reactors and reaction equipment
for this. However, these do not really cover these processes.
RII09 has individual units for each of these:
■ RIIPBE306A Conduct leaching process
■ RIIPBE202A Conduct digestion process
■ RIIPRE201A Conduct solvent extraction
Separation
Separation is an area where there are many different ways of doing it, but a few
common principles covering the main types of separation processes. PMA
provides a suite of three separation units of competency:
■ PMAOPS206B Operate separation equipment
• typically dual phase
• includes:
− cyclones
− hydrocyclones
− scrubbers
− knockout drums
− demisters/drift eliminators
− simple filters (cartridge, basket, sand etc)
■ PMAOPS207B Operate powered separation equipment
• uses power to drive the separator
• typically dual phase feed
• includes:
− centrifuges,
− scraped filters,
− rotary vacuum filters
− rotary driers
■ PMAOPS208B Operate chemical separation equipment
• typically single phase feed
• phase change or chemical process occurs
• includes:
− ion exchange
− absorbers and adsorbers
− precipitators
− crystallisers
− scrubbers
There are also separate units covering specialised separation processes such as
filtration and distillation.
Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 12 September 2011
In the metalliferous sector separation typically includes:
■ selective froth flotation – different operating principles to the above,
■ gravity separation – could be covered by PMAOPS206B (see also below),
■ separation based on differing magnetic or electrical properties – different
operating principles to the above.
So these processes are not well covered by PMA.
RII09 covers them with:
■ RIIPBE309A Conduct wet gravity separation
■ RIIPBE310A Conduct flotation process
■ RIIPBE311A Conduct magnetic separation
Separation based on electrical properties does not seem to be covered.
This is an area where the range of existing separation units should be examined
and a consistent suite of units covering all processes used by all relevant sectors
developed. The existing division of separation into three units has worked but in
the broader context appears to be lacking.
Clarification/thickening
Clarification is much the same as gravity separation or thickening. The
difference typically is that clarification is when the desired product is a clear
liquid overflow whereas thickening is when a high concentration sludge being
withdrawn from the base is the product. Gravity separation is similar.
PMA would cover this with
■ PMAOPS206B Operate separation equipment
RII09 covers this with:
■ RIIPBE308A Conduct thickening and clarifying process
It appears there may be an opportunity to re-examine the suite of separation
units and identify if there is a better way of splitting them up as suggested above
(rather than just write one for every way of doing it).
Precipitation, complexing
Precipitation is causing a chemical reaction to occur where at least one of the
products is a solid. It is a common chemical technique to separate two
components of a solution. Complexing is similar but rather than a simple
chemical compound being formed, a chemical complex is formed. Either way
these could be covered by:

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 13 September 2011
■ PMAOPS220B Monitor chemical reactions in the process and/or
■ PMAOPS302B Operate reactors and reaction equipment
PMAOPS302B is the most likely one as it is better aligned to continuous
reactors (PMAOPS220B being more targeted at batch reactors).
There are some specific issues associated with precipitation reactions however
and this process could equally be covered by:
■ PMAOPS208B Operate chemical separation equipment
The coverage of precipitation/complexing should be included in the review of
the units covering separation.
High temperature processes
High temperature processes covers a range of equipment, processes and
methods of heating. In this sector the high temperature process is usually
intended to cause a chemical reaction (ie it’s not just melting). The typical
reactions caused are:
■ calcination (the use of heat to produce a metal oxide by driving off combined
water, CO2 or SO2)
■ smelting/roasting (reducing a sulphide ore to its metal and SO2)
■ reduction (reducing an oxide ore to its metal using C (or other reductant) and
producing CO2 (or other oxide gas))
Heat may be caused by:
■ the burning of fuel (which does not take part in the reaction)
■ the use of an exothermic reaction - reduction is an example here as the C:
• produces heat
• acts as a chemical reductant
• produces CO2 off gas
■ the use of electrodes/electric arc (as a means of heat – see below for
electrolysis/electrochemical reactions)
In addition to this, the physical piece of plant may be:
■ stationary
■ rotating/reverberating
■ fluidised bed
PMA and PMC have several units related to high temperature:
Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 14 September 2011
■ PMAOPS303B Operate furnaces to induce reaction
■ PMAOPS323A Operate and monitor heating furnace
■ PMC552010C Operate a calcining kiln (written for but not restricted to
cement)
■ PMC552030C Operate a firing kiln (for clay and ceramics)
■ PMC552040C Operate glass melting process (this is just a heating process)
■ PMC553010C Process raw meal into product (for cement)
The large number of PMC units reflects both the history of that Training
Package and the fact that there are many high temperature processes with subtle
differences in that sector.
MEM05 also contains units related to high temperature processes, although
these are restricted to purely physical operation such as melting and casting:
■ MEM04001A Operate melting furnaces
■ MEM13004A Work safely with molten metals/glass
■ MEM04007A Pour molten metal
This would appear to be an opportunity to rationalise all these high temperature
process units and ensure they cover all sectors without gaps or unnecessary
duplication.
Electrolysis/electrochemical reactions
Apart from using electricity to produce heat (which is included above),
electricity is also used to induce electrochemical reactions which may be to:
■ precipitate a metal from its ion in a solution (eg electrowinning of Cu using
SX-EW, Mg, Zn)
■ liberate a metal from a compound (eg Al from Al2O3)
■ purify a metal by oxidising it at the anode and then reducing the purified
metal at the cathode (eg Cu, Au).
These are quite different operations. However the use of electrochemical
reactions is not limited to the metalliferous sector. An electrochemical reaction
is the basis of the production of chlorine gas (Cl2) from brine (NaCl) with the
valuable by-products of caustic soda (NaOH), hydrogen gas (H2) and sodium
hypochlorite (NaClO – commonly known as ‘liquid chlorine’). Metallic sodium
(Na) is also produced this way (using the old mercury cells) except that it isn’t
in Australia. Membrane cells are now used in Australia to produce Cl2 and its
by-products.
fairly self explanatory

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 15 September 2011
RII09 provides the following:
■ RIIPRE202A Prepare and carry out electrolytic cleaning process
■ RIIPRE301A Conduct electrowinning/electrorefining operations
This is an area which is currently lacking in PMA. The RII units probably cover
their metalliferous areas adequately but not other electrochemical processes.
The need for an additional unit or two should be explored.
Downstream processes
While there are nine units of competency in tga7 covering extrusion, these are
specific to polymers, clay/concrete products and foods. The issues with all of
these materials are different to those of extruding metals. There are also issues
around die correcting for metal extrusion. There are similar issues covered in
PMB07 related to polymer extrusion (and also polymer moulding), but the
issues for metal extrusion are not covered.
There appear to be no units related to the rolling/milling of slab/blooms/ingots
Downstream processing also covers things like:
■ galvanising (or zincalume8 coating)
■ powder coating (of individual components)
■ continuous coating of strip (eg ‘Colorbond8’)
There are many units on tga related to coatings, but none seem to apply to
coating with molten metal (galvanising/zincalume). There is a unit in PMB07
(PMBPROD323C Produce powder coated products) which would be applicable
to the powder coating of individual metal components. This should be validated
with potential metal users.
Continuous painting and oven curing of strip steel (eg bare metal, galvanised or
zincalume) would not appear to be covered.
7 Tga – training.gov.au the official database of endorsed units of competency in Australia
8 These are BlueScope trademarked terms although in common use

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 16 September 2011
Unit operations in ancillary processes
Due both to the scale of operation and the remoteness of many operations, sites
in this sector often have significant ancillary processes which might be
undertaken externally, often by government authorities or business, in other
sectors. In this regard it is similar to the hydrocarbons sector. Typical ancillary
processes include:
■ power generation
■ solid waste disposal – typically ‘tailings’
■ capture of waste energy from processes, by heat exchange/waste heat boilers
or using wastes as fuel
■ gaseous waste disposal which may be:
• vented (as is typically the case with CO2)
• converted into a by-product (eg H2SO4, NaClO)
• removed from the gas stream and disposed of as solid or liquid waste
■ water treatment which may include:
• liquid waste disposal – most liquid waste is aqueous and needs to be
treated to either EPA or trade waste licence requirements
• treating water to process water standards
• treating water to potable water standards
PMA approached water treatment with the review for coal seam gas (CSG). As
water treatment and disposal (either for use or to the environment) is a
significant part of CSG, the relevant unit was imported from the Water Training
Package (NWP357B Monitor, operate and control reverse osmosis and nano
filtration processes).
The PMA Training Package has always maintained the view that waste
treatment is just another process and that it was covered by the existing units of
competency. This is largely true, particularly when that waste treatment results
in the production of a by-product. By-product production has been largely
ignored by this report as they would seem to be covered by the existing units of
competency.
There are however special issues relating to the disposal of treated waste which
are not part of the existing units.
It appears to be appropriate to review this entire area of ancillary processes with
a view to:
■ ensuring the applicability of existing units is more obvious
■ covering the issues around the actual disposal/discharge of waste
■ importing or developing any required units.
applicable in remote areas where
available water is too saline

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 17 September 2011
Current training and qualification approaches
The majority of the training is delivered in house with varying arrangements
with and input from RTOs. Some organisations are RTOs. The predilection to in
house training is driven by:
■ the specialist nature of the skills required
■ the remoteness of some operations
■ the lack of external RTOs with the willingness and expertise to deliver
■ these are large organisations who can generally sustain the budget required
for specialist in house training and assessment.
Having said this, some do have productive relationships with external RTOs
who provide valuable services in the field of:
■ validation of assessment
■ issuing of qualifications
■ mapping of internal process and resources to recognised qualifications
■ professional expertise in the area of training and assessing resources.
Where training is aligned to a recognised qualification, RII09 would seem to be
the more used with PMA08 also used. This would seem to be partly related to
process but probably more related to the internal structures of the organisation
as to whether they perceive the process to be merely an adjunct to the mineral
extraction and its associated processing, or as a standalone process with
significant difference to the mineral extraction. These two approaches seem to
coexist quite happily. Some of the more strategic trainers seemed to like the
idea of having two different structures of qualifications available as it gave them
some flexibility which was otherwise lacking.
Recommendations and conclusions re units of competency
It would be possible to simply write/import additional units into PMA08 to
cover many of the gaps identified. However, this is an inefficient way of doing
this, outside the spirit of Training Packages and not compliant with the design
philosophy of PMA08 which aimed (generally successfully) at finding
commonalities within types of equipment and writing units which could be
contextualised to the vast array of subtly different plant and equipment which is
in use.
The changes which are seen as necessary are discussed below.
Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 18 September 2011
Individual units
Most individual units relate to specific unit operations and are discussed under
the headings of those operations below. However, due to the variety of plant and
equipment covered by the current PMA08, three generalist technical units have
always been included. These were intended to be adapted to cover any specific
item of equipment for which there is not an applicable unit of competency.
These three are:
■ MSAPMOPS100A - Use equipment
■ MSAPMOPS200A - Operate equipment
■ PMAOPS300B - Operate a production unit
While these units are generally applicable to the metalliferous processing sector
also, PMAOPS300B does have some items in the range which make it difficult
to apply outside the traditional area PMA08 has covered.
Recommend that MSAOPS100, MSAPMOPS200 and PMAOPS300 be reviewed to ensure they are suitable for the metalliferous processing sector
Minor review and validation of three units
Units related to unit operations
Size reduction
The existing units:
■ PMC552003C Operate grinding equipment
■ PMC552008B Operate crushing equipment
should be suitable. A unit on screening is required.
Recommend that PMC552003C and PMC552008B be validated for the metalliferous processing sector.
Recommend drafting a unit for screening
Validation of two existing units. Drafting and validation of one new unit.
Size aggregation
There are no PMA or PMC units covering this. The RII units would appear to
have come from a different design philosophy.
Recommend that an analysis be done with a view to developing one or two new units covering size aggregation (sintering/pellitising).
Development and validation of one or two new units.
Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 19 September 2011
Particulate transport and storage
The existing units:
■ PMAOPS210B Operate particulates handling equipment
■ PMAOPS309B Operate particulates handling/ storage equipment
■ PMC552002C Operate equipment to blend/mix materials
■ PMC562070B Move materials
■ PMC562071C Operate bulk materials handling equipment
probably cover the field but may be inconsistent and have overlaps between the
two Training Package sources.
Recommend that PMAOPS201B, PMAOPS309B, PMC552002C, PMC562070B and PMC562071C be reviewed with the view of creating one consistent suite of units covering existing PMA, metalliferous and PMC and to include units on:
• mechanical conveying (belts etc)
• pneumatic conveying (pressure or vacuum)
• management of storage vessels (eg silos)
• management of open storage (eg heaps on the ground)
• particulates blending by use of a blending/mixing equipment
• particulates blending by use of front end loaders etc
and the importation of units relevant to the operation of appropriate mobile plant.
Recasting of five existing units into six new units. Identification of appropriate mobile plant units. Validation of all units with relevant sectors.
NOTE conveying by truck or train is not included.
Loading
PMAOPS312B Undertake ship loading_unloading operations is specific to the
loading of fluids, particularly hazardous fluids. The two RII units have been
written to be specific to metalliferous mining.
Recommend that analysis be done to develop one mooring unit (to be relevant to all of PMA) and one ship loading unit specific to loading of bulk particulates. Modification of the title of PMAOPS312 to make it clear it applies to fluids.

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 20 September 2011
Two new units, one minor modification.
Wet chemical dissolution
There are no appropriate PMA units here. The RII units have been written to
apply to metalliferous mining.
Recommend that analysis be done to develop up to four new units covering wet chemical dissolution.
Up to four new units.
Separation
There are three existing unit in PMA:
■ PMAOPS206B Operate separation equipment
■ PMAOPS207B Operate powered separation equipment
■ PMAOPS208B Operate chemical separation equipment
which do not really cover
■ selective froth flotation
■ magnetic or electrical separation
Recommend reviewing the three PMA units (PMAOPS 206, 207, 208) and conducting analysis to develop units covering froth flotation and electrical/ magnetic separation. This suite to also include clarification and thickening/ gravity separation. This may require another unit.
Two, maybe three, new units. Review and possible recasting of three existing units. Validation with relevant sectors.
Precipitation, complexing
Existing units do not cover this well.
Recommend conducting analysis with a view to developing one new unit covering precipitation/complexing
One new unit.
High temperature processes
High temperature processes are already part of PMA and PMC with an existing
6 units. MEM is also involved (MEM04001B). However while these units are
important for their sectors they are typically just another plant unit. In the
metalliferous sector, high temperature processes seem to take a higher degree of
significance, probably due to their tonnage and so the quantity of heat
consumed/given out.
Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 21 September 2011
The permutations and combination of type of furnace, purpose of furnace, type
of heating and type of reaction occurring (if there is one at all), all lead to a
potentially vast number of units. However, it should not be necessary to have
one unit for each of these possible combinations. It is proposed to re-examine
the area of high temperature processes and develop a suite of units which will
cover existing PMA, metalliferous and PMC needs. The existing MEM unit is
essentially serving a different market and need not be included in this.
Recommend reviewing existing six units and develop six to eight new units and validate with all relevant sectors.
Electrolysis/electrochemical reactions
There are no PMA or PMC units in this area and the RII units are limited in
their focus. It is proposed that this be analysed and a small suite of new units
developed covering electrochemical processes for metalliferous and chemical
sectors.
Recommend conducting analysis and developing around three new units.
Extrusion (eg Al, Cu)
There are no existing units here. While extrusion itself is a single process, it is
supported by other processes. There are probably five or six units needed here.
Anodising is covered by MEM08006B Produce clear and/or coloured and/or
sealed anodised films on aluminium. This needs to be imported into PMA for
ease of use by this sector and validated.
Powder coating is covered by PMBPROD323C Produce powder coated
products. This needs to be imported into PMA for ease of use by this sector and
validated.
This does not include die correcting which is the subject of a separate analysis
by MSA. Die correcting could be included in this project by MSA should they
wish.
Recommend conducting analysis and developing five or six new units, importing two units and validating (excludes die correcting).
Strip, billet, ingot casting
This is different to casting as occurs in foundries as it produces large, often
continuous blocks or slabs of solid metal, the first time it has been solid since
being formed. It is not to any specific customer shape as occurs in foundries. It
will be to a specific composition. There are no units covering this.
Recommend conducting analysis and developing and validating three of four new units.
Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 22 September 2011
Rolling, drawing
Rolling and drawing don’t seem to be covered. Rolling includes both hot and
cold rolling, roughing and rolling to a profile. Coiling may be able to be shared
with molten metal coating. We are probably looking at around six units.
Drawing is probably another two units.
Conduct analysis develop and validate eight new units.
Molten metal coating
Galvanising/zincalume coating does not seem to be covered in tga.
Electroplating is covered by MEM (Field 8). There are both continuous and
batch molten metal coating processes. They involve uncoiling (continuous),
cleaning (both), dipping (both) and then recoiling (continuous). Batch also
involves the handling and moving of the metal components being dipped. We
are probably looking at around six units.
Conduct analysis develop and validate six units
Continuous painting
Continuous painting of strip metal does not seem to be covered. We would seem
to have uncoiling and recoiling (shared with molten metal coating), cleaning,
coating and baking. We would also need to deal with the issue of colour and
colour changeover. We are probably dealing with another three or four units.
Conduct analysis develop and validate three or four units
Waste treatment
The issue of units for waste treatment has been discussed above. The review of
separation units discussed in this section should cover most of the review of
existing PMA units. However, ‘ponding’ or tailings treatment is not covered and
is becoming more important and so probably should be covered. Issues related
to water disposal also need to be covered. This may result in the importation of
more units from NWP07 and possibly one or two new units focussed on the
needs of this industry. NWP units tend to focus on municipal treatment – ie after
it has left the manufacturing plant.
Conduct analysis and develop up to two new units. Review NWP07 units and import as relevant. Validate units with relevant sectors.
Summary of recommendations
This section has recommended:
■ minor review of 4 PMA units
■ review 14 PMA/PMC units and create 17-20 new PMA units

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 23 September 2011
■ validation of 2 PMC units for the metalliferous sector (assuming no review
required)
■ conduct analysis and develop 39-43 new units
■ import 7-9 units from relevant Training Packages
■ validate all units (with both relevant PMA and PMC sectors
■ import relevant new or modified PMA units back into PMC
■ make appropriate modifications to existing qualifications by inserting the
units into the relevant groups and validating the revised qualifications.

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 24 September 2011
Appendix 1 Persons contacted
Sites visited as part of the field research
The following persons contributed to this project through meeting with us and
discussing their needs, showing us over their process or otherwise. Their input
is gratefully acknowledged.
Name Organisation Sector State Chester Church Alcoa World Alumina Australia Alumina WA
Anita
Anthony
Dwayne
Fortsch
Giblett
Huxley
Citic Pacific Mining Management
Pty Ltd
Iron WA
David
Steve
Harvey
Sterling
Newmont Asia Pacific (Boddington
Gold)
Gold WA
Dean
Eddie
Tim
Anderson
Saville
Wilson-
Haffenden
Nyrstar Hobart Zinc TAS
Ron Chell Rio Tinto Iron WA
Peter
Sheryl
Jason
Rodgers
Clarke
Boyes
Simcoa Operations Pty Ltd Silicon WA
Jeremy Rose Skills Tasmania Other TAS
Annette Hennessy TEMCO Manganese TAS
Lyn Jones Tiwest Titanium WA
Peter
Shawn
Michelle
Hamence
Gurney
Piggot
OneSteel Whyalla Steel SA
Lynn
Danny
Wallace
Champion
Nyrstar Port Pirie Lead SA
Keith Hillier BlueScope Steel Steel NSW
Mick
Geoff
Davies
Allen
Sun Metals Corporation Zinc QLD
Mary-
Anne
Rob
Alex
Ridgill
Palmer
Stanojevic
Capral
AiG
Aluminium QLD
Bianca Standing Olympic Dam Cu, U, Ag,
Au
SA9
9 The site was visited on a public visit and Bianca and others contacted by phone/email
Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 25 September 2011
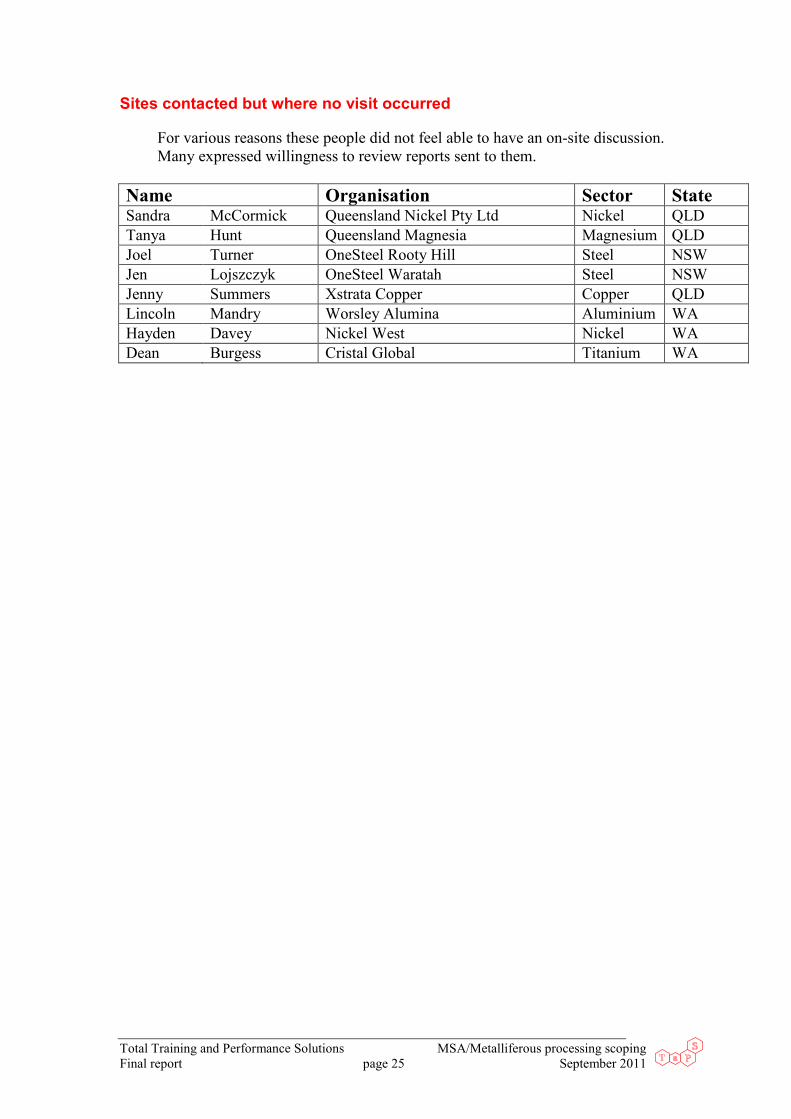
Sites contacted but where no visit occurred
For various reasons these people did not feel able to have an on-site discussion.
Many expressed willingness to review reports sent to them.
Name Organisation Sector State Sandra McCormick Queensland Nickel Pty Ltd Nickel QLD
Tanya Hunt Queensland Magnesia Magnesium QLD
Joel Turner OneSteel Rooty Hill Steel NSW
Jen Lojszczyk OneSteel Waratah Steel NSW
Jenny Summers Xstrata Copper Copper QLD
Lincoln Mandry Worsley Alumina Aluminium WA
Hayden Davey Nickel West Nickel WA
Dean Burgess Cristal Global Titanium WA

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 26 September 2011
Appendix 2 Metalliferous processes and related units
The following sections represent a summary of the processes used and the
mapping of these unit operations to the relevant units of competency. They are
arranged in alphabetical order.
Those with a * in the title have not had a site visit and so the material included
is from desk research only.
NOTE the discussion and tables below concentrate on the main process units
and does not cover supporting equipment such as pumps, compressors or
controls which are regarded as generic.
Aluminium (Al)
Mineral source
The mineral source is bauxite which is a mixture of
■ gibbsite (Al203.3H20),
■ boehmite (Al203.H20), and
■ diaspore (Al203.H20)
Product(s)
Bauxite is processed (refined) to alumina (Al2O3) which is both a product that is
sold and an intermediary to producing aluminium metal (Al)
The alumina (white powder) may be sold as a product, for refractories, catalysts,
welding rods etc or (the bulk of it) as a feed for aluminium smelting.
Summary of processing
Refining (to Al2O3) uses the Bayer process and follows four basic steps:
■ digestion10
Al2O3 + 6 NaOH 2 Al(OH)3
■ clarification gravity separation of Al(OH)3 solution from red mud (SiO2
(sand), TiO2 and Fe2O3)
■ precipitation production of Al(OH)3 crystals
■ calcination 2Al(OH)3 Al2O3 + 3 H2O
Smelting uses the Hall-Heroult process where an electrochemical process
converts the alumina to aluminium. This uses carbon anodes (which react) and a
bath of molten cryolite (Na3AlF6) as the electrolyte.
10
indicates application of heat
1030oC

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 27 September 2011
2Al2O3 4Al + 3 CO2
The Al is sold as ingots.
The process by unit of competency – Al2O3 refining
RII09 unit Process step PMA08/PMC10 unit Comment RIIPEO201A Conduct
conveyor operations Bauxite delivery – belt
or train
PMAOPS210B Operate
particulates handling
equipment
RIIPHA301A Conduct
milling/grinding Grinding
PMC552003C Operate
grinding equipment
Digestion
PMAOPS220B Monitor
chemical reactions in the
process
PMAOPS302B Operate
reactors and reaction
equipment
RIIPBE308A Conduct
thickening and clarifying
process Clarification
PMAOPS206B Operate
separation equipment
Precipitation
Washing
Air drying
Cyclone separation
PMAOPS206B Operate
separation equipment
Calcining
PMC552010C Operate a
calcining kiln
Is not specific to fluidised
bed
Cyclone separation
PMAOPS206B Operate
separation equipment
Bulk storage
PMAOPS309B Operate
particulates handling/
storage equipment
Bulk loading
Loading of particulates
Supporting processes
Power station
MEM07034A Operate and
monitor intermediate class
boiler
PMAOPS325B Generate
electrical power
Retention basin/tailings
dam
Oxalate removal
PMAOPS290B Operate a
biotreater
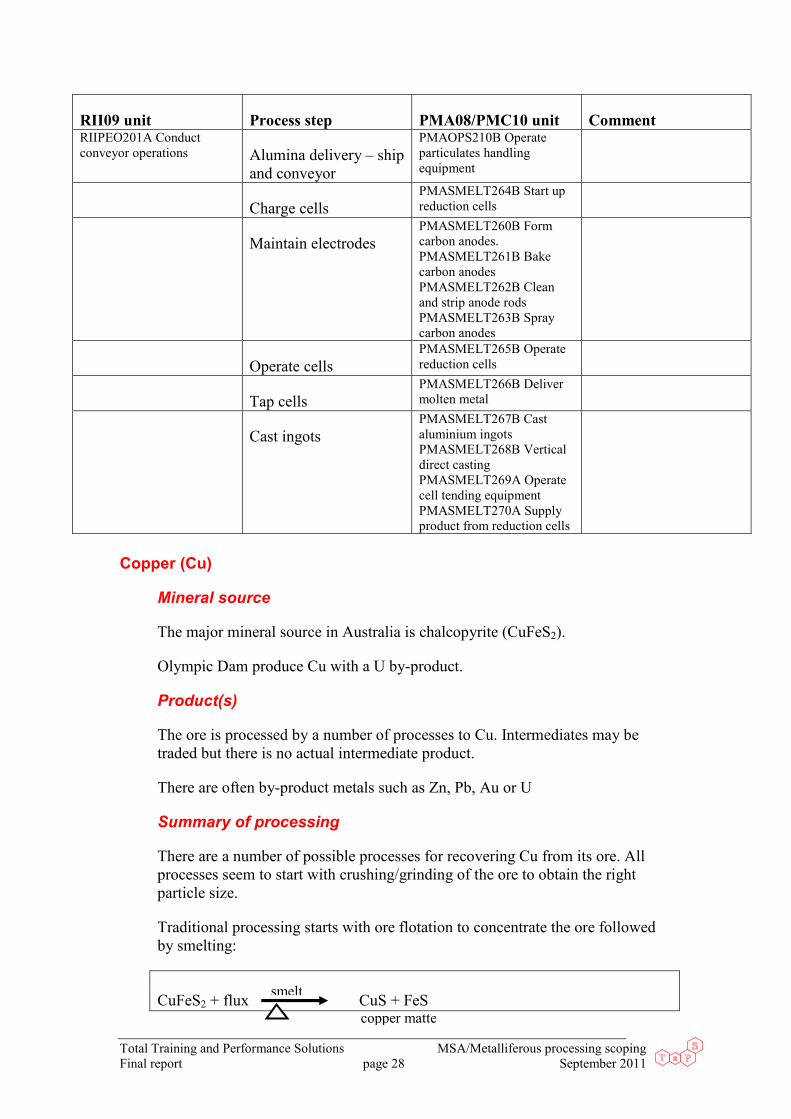
The process by unit of competency – Al smelting
RII09 unit Process step PMA08/PMC10 unit Comment
anode
Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 28 September 2011
RII09 unit Process step PMA08/PMC10 unit Comment RIIPEO201A Conduct
conveyor operations Alumina delivery – ship
and conveyor
PMAOPS210B Operate
particulates handling
equipment
Charge cells
PMASMELT264B Start up
reduction cells
Maintain electrodes
PMASMELT260B Form
carbon anodes.
PMASMELT261B Bake
carbon anodes
PMASMELT262B Clean
and strip anode rods
PMASMELT263B Spray
carbon anodes
Operate cells
PMASMELT265B Operate
reduction cells
Tap cells
PMASMELT266B Deliver
molten metal
Cast ingots
PMASMELT267B Cast
aluminium ingots
PMASMELT268B Vertical
direct casting
PMASMELT269A Operate
cell tending equipment
PMASMELT270A Supply
product from reduction cells
Copper (Cu)
Mineral source
The major mineral source in Australia is chalcopyrite (CuFeS2).
Olympic Dam produce Cu with a U by-product.
Product(s)
The ore is processed by a number of processes to Cu. Intermediates may be
traded but there is no actual intermediate product.
There are often by-product metals such as Zn, Pb, Au or U
Summary of processing
There are a number of possible processes for recovering Cu from its ore. All
processes seem to start with crushing/grinding of the ore to obtain the right
particle size.
Traditional processing starts with ore flotation to concentrate the ore followed
by smelting:
CuFeS2 + flux CuS + FeS smelt
copper matte

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 29 September 2011
CuS + FeS + flux Cu
Blister copper electrolytic copper (100%)
It may also be flash-smelted directly to blister copper
CuFeS2 + 2O2 Cu + 2SO2 + slag
Alternatively the entire smelting process may be bypassed if the ore is in the
form of a copper oxide and the process of solution exchange electrowinning
(SX-EW) used. Here the copper is leached from the ore, concentrated using a
complexing agent and then won from the copper complex in an electrochemical
process.
CuO + H2SO4 CuSO4 + H2O
CuSO4 + complexing agent Cu complex
Cu complex Cu
The Olympic Dam process produces a concentrated CuS by froth flotation and
then blister copper by smelting with O2. Electrolytic copper is then produced
from the blister copper. The by-product is U (and Au and Ag)
The process by unit of competency – Cu
RII09 unit Process step PMA08/PMC10 unit Comment RIIPHA301A Conduct
milling/grinding
RIIPRO201A Conduct
crushing operations
Size reduction
PMC552003C Operate
grinding equipment
PMC552008B Operate
crushing equipment
RIIPBE310A Conduct
flotation process Flotation/concentration
RIIPSM201A Tap furnaces
RIIPSM304A Operate
furnaces Smelting/flash smelting
PMAOPS303B Operate
furnaces to induce reaction
RIIPSM305A Operate
converters Converting
PMAOPS303B Operate
furnaces to induce reaction
RIIPBE306A Conduct
leaching process Leaching
PMAOPS220B Monitor
chemical reactions in the
process
PMAOPS302B Operate
reactors and reaction
equipment
These do cover it but are not
well targeted for this
operation
RIIPRE301A Conduct
electrowinning/
electrorefining operations Electrochemical
conversion
While there are general
reaction units and a specific
Al unit, there is nothing
which really covers this
converter
blister copper (98%)
smelt

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 30 September 2011
Gold (Au)
Mineral source
Au is one of the few elements to commonly occur in its metallic state. It is
commonly found with sulphide minerals such as pyrite (FeS2), but does not
occur as a sulphide ore itself.
Au also occurs as a by-product of Cu.
Product(s)
The ore is processed by a number of processes to Au. Gold bearing
intermediates are traded, typically as by-product streams from Cu.
Summary of processing
Most of the processing of gold is to remove very fine gold grains from a rock
matrix. Crushing and grinding is the first step with cyclones being used for
sizing. Oversize is returned for further crushing with undersize slurry being sent
to flash flotation cells and thickeners to separate the Cu/Au mix from the Au
stream. The Cu/Au stream is concentrated and filtered to remove liquid and
shipped to another processes to separate the Cu and Au.
Au stream is leached from the ore using sodium cyanide (NaCN) and oxygen
(O2).The AuCN is adsorbed onto activated carbon.
Au + NaCN + O2 AuCN
The AuCN is then taken to an elution process where it is acid washed to liberate
the Au.
The liberated Au then goes to the gold room where an electrowinning process
produces dorè (Au mixed with Ag and Cu). After electrowinning the dorè is
melted and cast as dorè ingots.
Other sources see the Au held in a metal sulphide ore. Where the gold is held in
a sulphide ore, this will need to be broken down before cyaniding. This can be
done by roasting:
MS + O2 MO+ SO2
This then liberates the gold containing rock for further processing as above.
The process by unit of competency – Au
RII09 unit Process step PMA08/PMC10 unit Comment RIIMEX203A Break oversize
rock
RIIPRO202A Conduct
screening and conveying
operations
RIIPRO301A Conduct crushing
Crushing
PMC552008B Operate
crushing equipment
PMC552003C Operate
grinding equipment
Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 31 September 2011
RII09 unit Process step PMA08/PMC10 unit Comment and screening plant operations
RIIPHA301A Conduct milling
and grinding
RIIPEO201A Conduct
conveyor operations
RIIPRO202A Conduct
screening and conveying
operations
Particulate conveying
PMAOPS210B Operate
particulates handling
equipment
RIIPBE310A Conduct flotation
process Flotation
RIIPBE308A Conduct
thickening and clarifying
process
RIIPBE309A Conduct wet
gravity separation
Thickening
PMAOPS206B Operate
separation equipment
RIIPHA302A Operate and
monitor filter processes
RIIPBE303A Conduct filtering
process
Filtration
PMAOPS232B Produce
product by filtration
RIIPBE306A Conduct leaching
process Leaching
PMAOPS208B Operate
chemical separation
equipment
This is not quite right for
this
RIIPRE302A Conduct elution
processes Elution
PMAOPS220B Monitor
chemical reactions in the
process
This is only a partial fit
RIIPRE301A Conduct
electrowinning/electrorefining
operations Electrowinning
PMASMELT265B Operate
reduction cells
Except this was written for
Al smelting only
RIIPRE303A Conduct gold
room operations
RIIPSM302A Cast Ingots
RIIPSM304A Operate Furnaces
Melting and casting
PMASMELT266B Deliver
molten metal
Except this was written for
Al smelting only
RIIWMG204A Reclaim and
treat water system
RIIWBP203A Monitor tailings
dam environment
RIIPBP201A Control acid
plant operations
RIIWBP202A Distribute
tailings
Residue disposal
The separation and the
reaction units could be
applied here
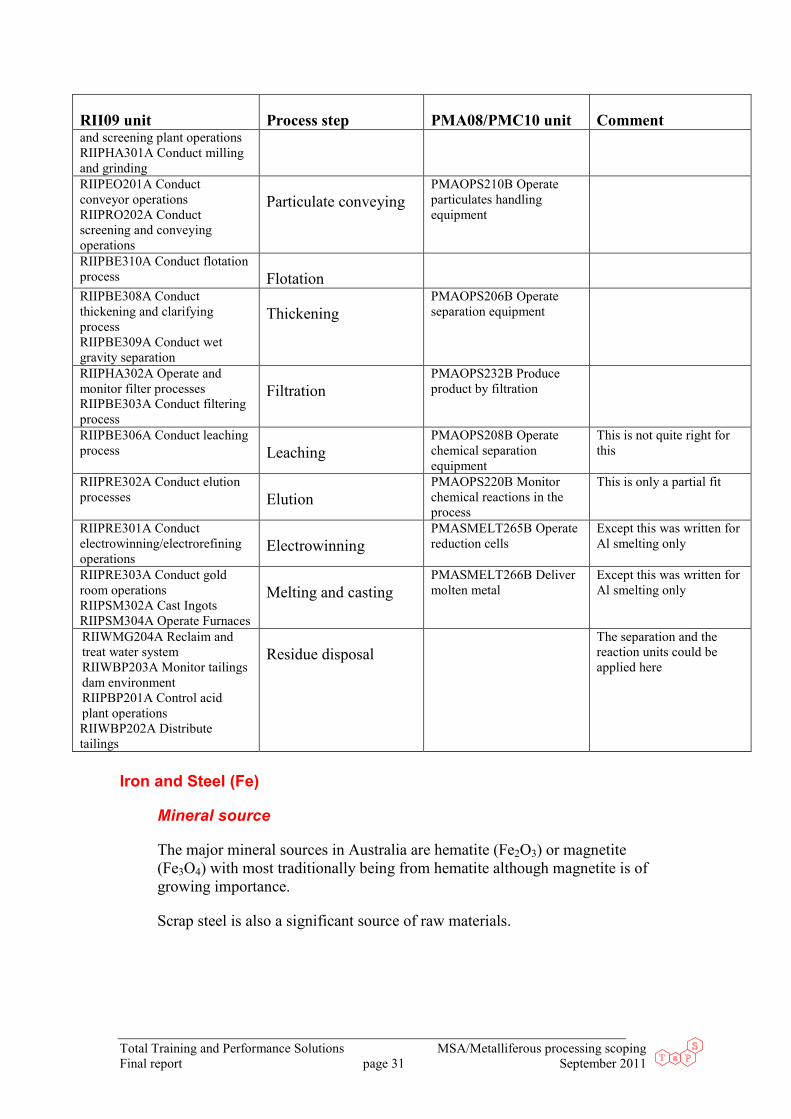
Iron and Steel (Fe)
Mineral source
The major mineral sources in Australia are hematite (Fe2O3) or magnetite
(Fe3O4) with most traditionally being from hematite although magnetite is of
growing importance.
Scrap steel is also a significant source of raw materials.
Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 32 September 2011
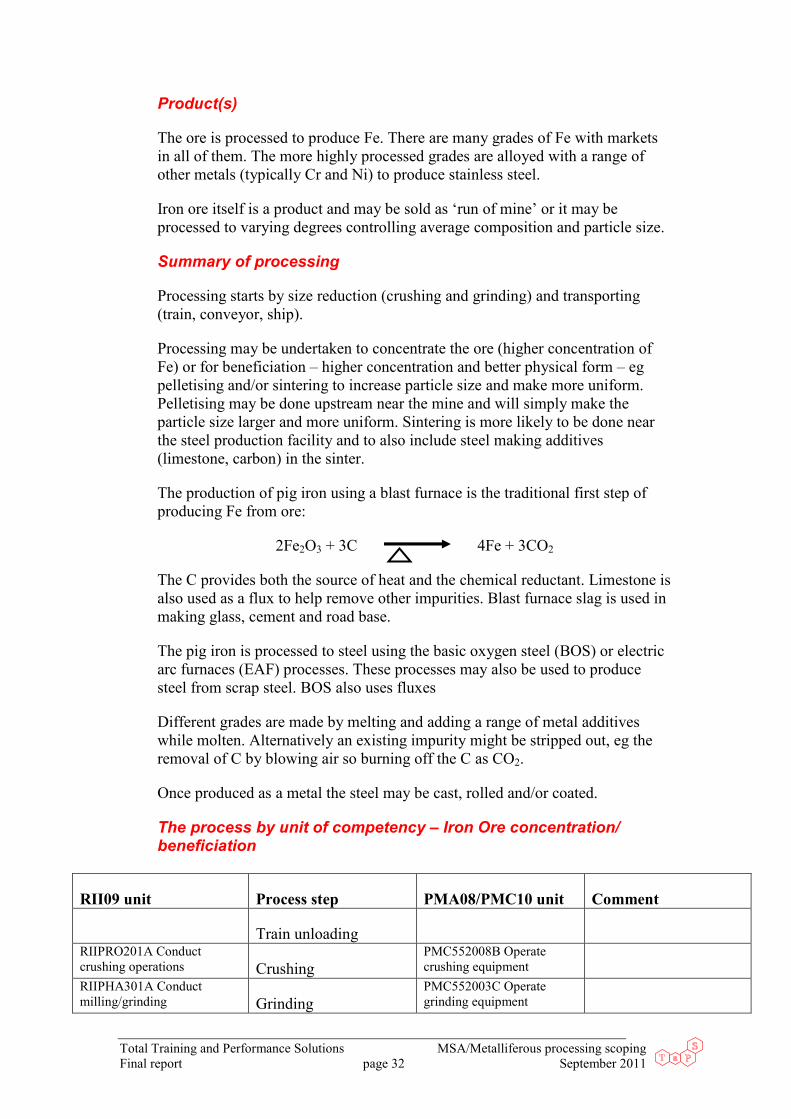
Product(s)
The ore is processed to produce Fe. There are many grades of Fe with markets
in all of them. The more highly processed grades are alloyed with a range of
other metals (typically Cr and Ni) to produce stainless steel.
Iron ore itself is a product and may be sold as ‘run of mine’ or it may be
processed to varying degrees controlling average composition and particle size.
Summary of processing
Processing starts by size reduction (crushing and grinding) and transporting
(train, conveyor, ship).
Processing may be undertaken to concentrate the ore (higher concentration of
Fe) or for beneficiation – higher concentration and better physical form – eg
pelletising and/or sintering to increase particle size and make more uniform.
Pelletising may be done upstream near the mine and will simply make the
particle size larger and more uniform. Sintering is more likely to be done near
the steel production facility and to also include steel making additives
(limestone, carbon) in the sinter.
The production of pig iron using a blast furnace is the traditional first step of
producing Fe from ore:
2Fe2O3 + 3C 4Fe + 3CO2
The C provides both the source of heat and the chemical reductant. Limestone is
also used as a flux to help remove other impurities. Blast furnace slag is used in
making glass, cement and road base.
The pig iron is processed to steel using the basic oxygen steel (BOS) or electric
arc furnaces (EAF) processes. These processes may also be used to produce
steel from scrap steel. BOS also uses fluxes
Different grades are made by melting and adding a range of metal additives
while molten. Alternatively an existing impurity might be stripped out, eg the
removal of C by blowing air so burning off the C as CO2.
Once produced as a metal the steel may be cast, rolled and/or coated.
The process by unit of competency – Iron Ore concentration/ beneficiation
RII09 unit Process step PMA08/PMC10 unit Comment
Train unloading
RIIPRO201A Conduct
crushing operations Crushing
PMC552008B Operate
crushing equipment
RIIPHA301A Conduct
milling/grinding Grinding
PMC552003C Operate
grinding equipment

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 33 September 2011
RII09 unit Process step PMA08/PMC10 unit Comment PMAOPS217B Operate wet
milling equipment
RIIPEO201A Conduct
conveyor operations
RIIPRO202A Conduct
screening and conveying
operations
Particulate conveying
PMAOPS210B Operate
particulates handling
equipment
Blending
PMC552002C Operate
equipment to blend/mix
materials
Cyclone separation
PMAOPS206B Operate
separation equipment
RIIPBE311A Conduct
magnetic separation Magnetic separation
RIIPBE308A Conduct
thickening and clarifying
process Thickening
PMAOPS206B Operate
separation equipment
RIIPGP201A Conduct pump
operations Slurry pumping
PMAOPS221B Operate and
monitor prime movers
PMAOPS222B Operate and
monitor pumping systems
and equipment
RIIPBE303A Conduct
filtering process
RIIPHA302A Operate and
monitor filter processes
Filtration
PMAOPS232B Produce
product by filtration
RIIPSM202A Prepare for
pelletising activities
RIIPSM203A Produce pellets Pelletising
PMC552010C Operate a
calcining kiln
PMC552030C Operate a
firing kiln
These may not be quite
right but would be a good
start
RIIPEO205A Conduct ship
loading operations Ship loading
Loading of solids
RIIMPO305A Conduct
stockpile dozer operations
RIIMPO306A Operate
plant/machinery on live
stockpiles
RIIMPO318A Conduct skid
steer loader operations
Mobile plant operation
PMC562070B Move
materials
Power generation
PMAOPS325B Generate
electrical power
Cooling towers
Desalination
NWP357B Monitor, operate
and control reverse osmosis
and nano filtration processes
The process by unit of competency – Fe production
RII09 unit Process step PMA08/PMC10 unit Comment
Coking
PMAOPS303B Operate
furnaces to induce reaction
This is not a good fit
RIIPSM201A Tap furnaces
RIIPSM301A Cast a blast Blast furnace
PMAOPS303B Operate
furnaces to induce reaction
This is not a good fit

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 34 September 2011
RII09 unit Process step PMA08/PMC10 unit Comment furnace
RIIPSM303A Operate a blast
furnace
RIIPSM304A Operate furnaces
BOS
PMAOPS303B Operate
furnaces to induce reaction
This is not a good fit
EAF
RIIPSM306A Supply molten
metal and additives to furnaces
RIIPSM307A Control molten
metal in holding furnace/vessel
Alloying
PMAOPS323A Operate and
monitor heating furnace
This is not a good fit
Lead (Pb)
Mineral source
The major mineral source in Australia is galena (PbS). Cerussite (PbCO3) and
anglesite (PbSO4) are also sources. Pb is typically a co-product from Zn, Ag and
Cu.
Product(s)
The main product is Pb which is used as the metal. It used to be used as a petrol
additive (octane enhancer (CH3CH2)4Pb) but this is no longer used in Australia.
Its main current use is as electrodes in wet cell batteries. It is also a component
of pewter and may be used in other alloys.
Summary of processing
The ore is crushed and ground to get the desired particle size. The ground ore is
then subject to selective foam flotation to separate the Pb ore from the other
metals and mineral waste. This leads to a concentrated ore.
The fine particles are sintered and then smelted to produce 97% Pb.
PbS + O2 Pb + SO2
Cooling and solidification is controlled to allow trace Cu to float to the surface
as dross. The dross is recycled to the smelting furnace. This Pb may be cast as
ingots.
The crude Pb will then be remelted and air blown through to form a slag mainly
of antinomy (Sb) and arsenic (As). Au, Ag and Cu are also removed leaving
99.9%Pb which is cast as an ingot.
The process by unit of competency – Pb
RII09 unit Process step PMA08/PMC10 unit Comment RIIPRO201A Conduct crushing
operations Crushing and grinding
PMC552008B Operate
crushing equipment
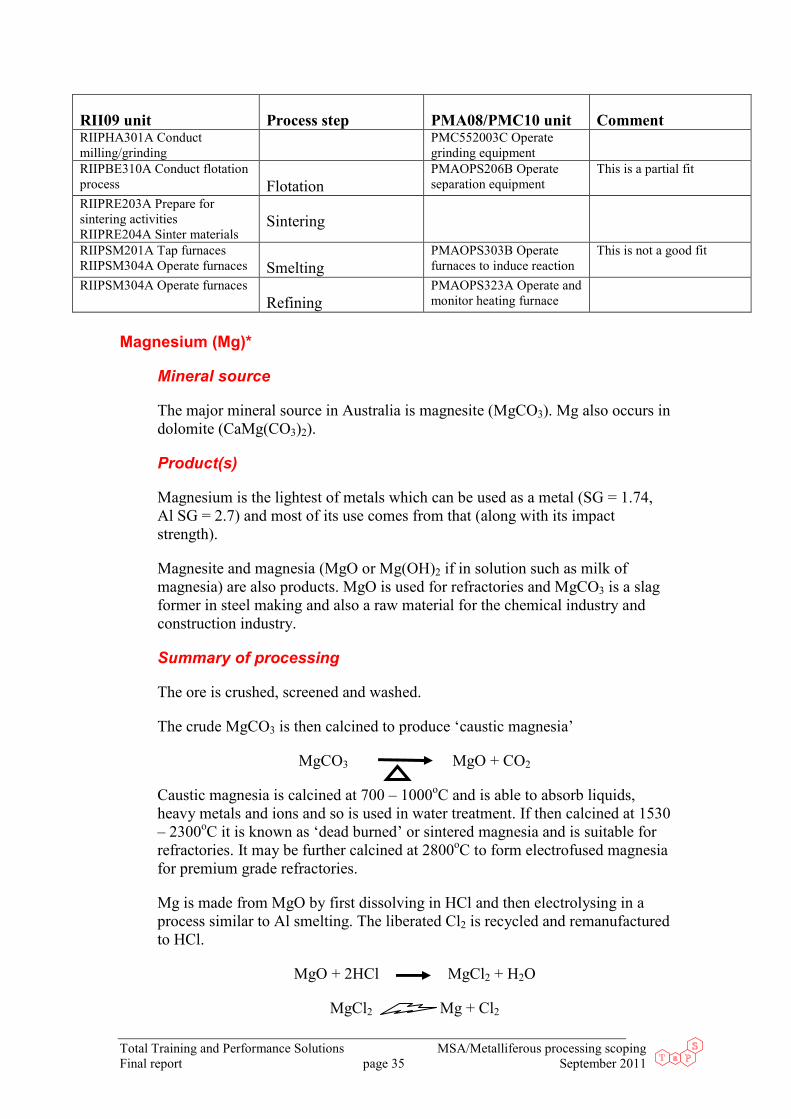
Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 35 September 2011
RII09 unit Process step PMA08/PMC10 unit Comment RIIPHA301A Conduct
milling/grinding
PMC552003C Operate
grinding equipment
RIIPBE310A Conduct flotation
process Flotation
PMAOPS206B Operate
separation equipment
This is a partial fit
RIIPRE203A Prepare for
sintering activities
RIIPRE204A Sinter materials Sintering
RIIPSM201A Tap furnaces
RIIPSM304A Operate furnaces Smelting
PMAOPS303B Operate
furnaces to induce reaction
This is not a good fit
RIIPSM304A Operate furnaces
Refining
PMAOPS323A Operate and
monitor heating furnace
Magnesium (Mg)*
Mineral source
The major mineral source in Australia is magnesite (MgCO3). Mg also occurs in
dolomite (CaMg(CO3)2).
Product(s)
Magnesium is the lightest of metals which can be used as a metal (SG = 1.74,
Al SG = 2.7) and most of its use comes from that (along with its impact
strength).
Magnesite and magnesia (MgO or Mg(OH)2 if in solution such as milk of
magnesia) are also products. MgO is used for refractories and MgCO3 is a slag
former in steel making and also a raw material for the chemical industry and
construction industry.
Summary of processing
The ore is crushed, screened and washed.
The crude MgCO3 is then calcined to produce ‘caustic magnesia’
MgCO3 MgO + CO2
Caustic magnesia is calcined at 700 – 1000oC and is able to absorb liquids,
heavy metals and ions and so is used in water treatment. If then calcined at 1530
– 2300oC it is known as ‘dead burned’ or sintered magnesia and is suitable for
refractories. It may be further calcined at 2800oC to form electrofused magnesia
for premium grade refractories.
Mg is made from MgO by first dissolving in HCl and then electrolysing in a
process similar to Al smelting. The liberated Cl2 is recycled and remanufactured
to HCl.
MgO + 2HCl MgCl2 + H2O
MgCl2 Mg + Cl2

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 36 September 2011
The process by unit of competency – MgO
RII09 unit Process step PMA08/PMC10 unit Comment RIIPRO201A Conduct crushing
operations
RIIPHA301A Conduct
milling/grinding
Crushing and grinding
PMC552008B Operate
crushing equipment
PMC552003C Operate
grinding equipment
RIIPBE301A Conduct
calcinations activities Calcining
PMC552010C Operate a
calcining kiln
The process by unit of competency – Mg
RII09 unit Process step PMA08/PMC10 unit Comment
Dissolution
PMAOPS220B Monitor
chemical reactions in the
process
PMAOPS302B Operate
reactors and reaction
equipment
Electrolysis
Manganese (Mn)
Mineral source
The major mineral source is pyrolusite (MnO2) and occurs mixed with iron ores.
Product(s)
Mn is mainly used as an alloying element for steel of various grades.
When produced for alloying it is in the form of standard (or high carbon)
ferromanganese (>76% Mn and ~ 7% C) with lower C higher Mn grades also
being available, or silicomanganese (14-16% Si, 65-68% Mn, ~ 2% C). Special
grades may contain < 30% Si with lower C.
It is also used as a pigment for glass, in dry cell batteries and for varying
chemicals including the common Condy’s crystals (KMnO4).
Summary of processing
The MnO2 (along with the Fe in the ore) is mixed with C (acting as a reductant)
and the fluxes (slag formers) dolomite (CaMg(CO3)2) and limestone (CaCO3).
These are charged to an electric arc furnace to produce ferromanganese.
2MnO2 + 2Fe2O3 + 5C 2Mn, 4Fe + 5CO2
Should silicomanganese be the required product, quartzite (SiO2) is added. Slag
from the production of ferromanganese is also crushed and used to recover Mn
remaining in the slag. The SiO2 is also reduced in an arc furnace.
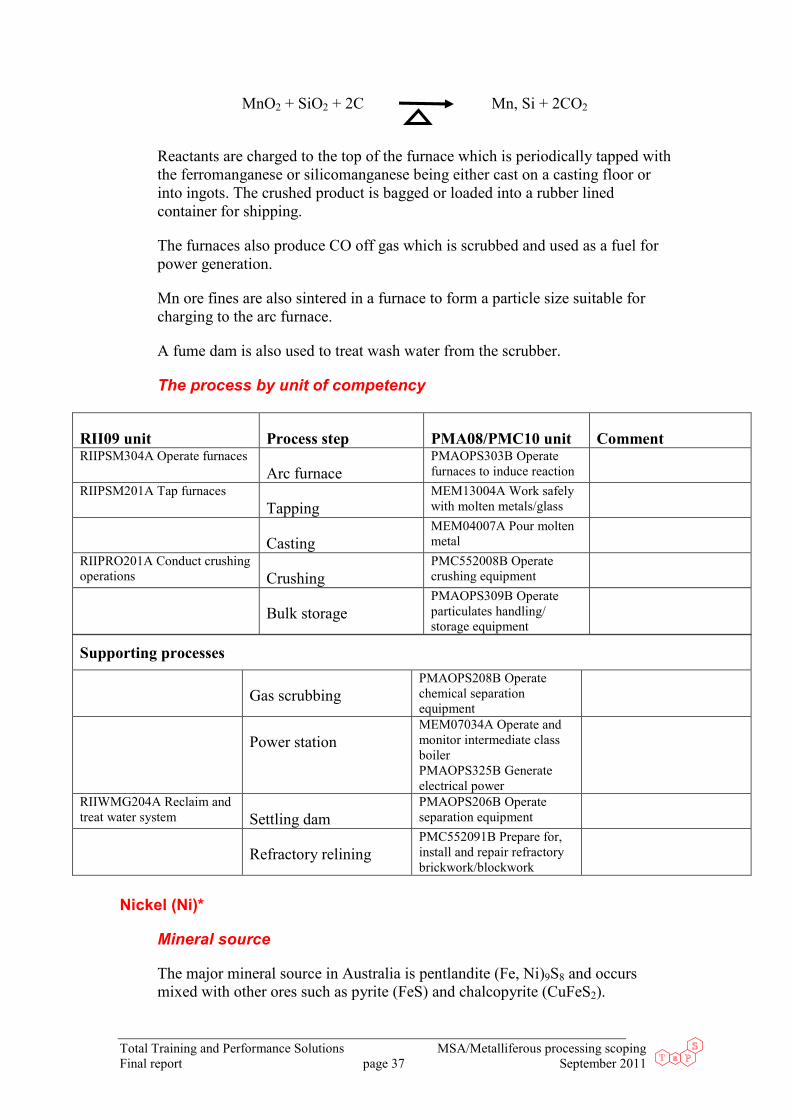
Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 37 September 2011
MnO2 + SiO2 + 2C Mn, Si + 2CO2
Reactants are charged to the top of the furnace which is periodically tapped with
the ferromanganese or silicomanganese being either cast on a casting floor or
into ingots. The crushed product is bagged or loaded into a rubber lined
container for shipping.
The furnaces also produce CO off gas which is scrubbed and used as a fuel for
power generation.
Mn ore fines are also sintered in a furnace to form a particle size suitable for
charging to the arc furnace.
A fume dam is also used to treat wash water from the scrubber.
The process by unit of competency
RII09 unit Process step PMA08/PMC10 unit Comment RIIPSM304A Operate furnaces
Arc furnace
PMAOPS303B Operate
furnaces to induce reaction RIIPSM201A Tap furnaces
Tapping
MEM13004A Work safely
with molten metals/glass
Casting
MEM04007A Pour molten
metal RIIPRO201A Conduct crushing
operations Crushing
PMC552008B Operate
crushing equipment
Bulk storage
PMAOPS309B Operate
particulates handling/
storage equipment
Supporting processes
Gas scrubbing
PMAOPS208B Operate
chemical separation
equipment
Power station
MEM07034A Operate and
monitor intermediate class
boiler
PMAOPS325B Generate
electrical power
RIIWMG204A Reclaim and
treat water system Settling dam
PMAOPS206B Operate
separation equipment
Refractory relining
PMC552091B Prepare for,
install and repair refractory
brickwork/blockwork
Nickel (Ni)*
Mineral source
The major mineral source in Australia is pentlandite (Fe, Ni)9S8 and occurs
mixed with other ores such as pyrite (FeS) and chalcopyrite (CuFeS2).
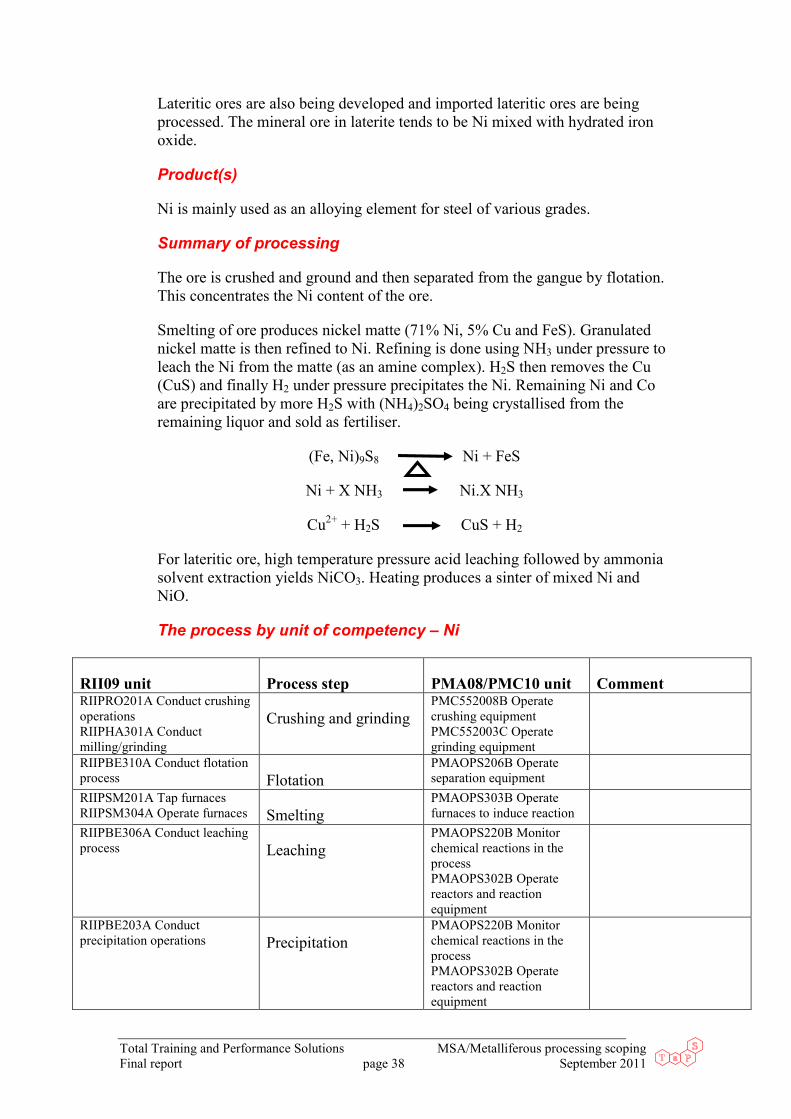
Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 38 September 2011
Lateritic ores are also being developed and imported lateritic ores are being
processed. The mineral ore in laterite tends to be Ni mixed with hydrated iron
oxide.
Product(s)
Ni is mainly used as an alloying element for steel of various grades.
Summary of processing
The ore is crushed and ground and then separated from the gangue by flotation.
This concentrates the Ni content of the ore.
Smelting of ore produces nickel matte (71% Ni, 5% Cu and FeS). Granulated
nickel matte is then refined to Ni. Refining is done using NH3 under pressure to
leach the Ni from the matte (as an amine complex). H2S then removes the Cu
(CuS) and finally H2 under pressure precipitates the Ni. Remaining Ni and Co
are precipitated by more H2S with (NH4)2SO4 being crystallised from the
remaining liquor and sold as fertiliser.
(Fe, Ni)9S8 Ni + FeS
Ni + X NH3 Ni.X NH3
Cu2+
+ H2S CuS + H2
For lateritic ore, high temperature pressure acid leaching followed by ammonia
solvent extraction yields NiCO3. Heating produces a sinter of mixed Ni and
NiO.
The process by unit of competency – Ni
RII09 unit Process step PMA08/PMC10 unit Comment RIIPRO201A Conduct crushing
operations
RIIPHA301A Conduct
milling/grinding
Crushing and grinding
PMC552008B Operate
crushing equipment
PMC552003C Operate
grinding equipment
RIIPBE310A Conduct flotation
process Flotation
PMAOPS206B Operate
separation equipment
RIIPSM201A Tap furnaces
RIIPSM304A Operate furnaces Smelting
PMAOPS303B Operate
furnaces to induce reaction
RIIPBE306A Conduct leaching
process Leaching
PMAOPS220B Monitor
chemical reactions in the
process
PMAOPS302B Operate
reactors and reaction
equipment
RIIPBE203A Conduct
precipitation operations Precipitation
PMAOPS220B Monitor
chemical reactions in the
process
PMAOPS302B Operate
reactors and reaction
equipment

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 39 September 2011
Silicon (Si)
Mineral source
The major mineral source in Australia is quartzite (SiO2).
Product(s)
Si is used to make silicates (fillers for polymers), as a metallurgical alloying
material and as a chemical feedstock where it may end up as silanes (SinH2 n +2),
silicones (a compound of both organic and silicon molecules), silicon rubber or
of course as computer chips.
Summary of processing
The quartzite is crushed and charged to an electric arc furnace for reduction
with C. The preferred C is charcoal as it is more pure than coal. Charcoal is
made by the partial combustion of timber:
(C6H10O5)n + O2 xC + 5nH2O +yCO2
The SiO2 is then reduced using C as the reductant and the arc furnace to provide
heat. This occurs as a two stage process.
SiO2 + 2C SiC + CO2 Si + C
Additives may be used to produce different grades.
The process by unit of competency
RII09 unit Process step PMA08/PMC10 unit Comment RIIPEO201A Conduct
conveyor operations
RIIPRO202A Conduct
screening and conveying
operations
Quartzite delivery –
truck or train
PMAOPS210B Operate
particulates handling
equipment
Charcoal production
MSAPMOPS200A Operate
equipment
Charge quartzite and
reductant
PMAOPS210B Operate
particulates handling
equipment
PMAOPS309B Operate
particulates handling/
storage equipment
Submerged arc furnace
PMASMELT265B Operate
reduction cells
PMAOPS303B Operate
furnaces to induce reaction
Except this was written for
Al smelting only
Furnace tapping and
casting
PMASMELT266B Deliver
molten metal
Except this was written for
Al smelting only
WIP storage

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 40 September 2011
RII09 unit Process step PMA08/PMC10 unit Comment RIIPRO201A Conduct
crushing operations Crushing and screening
PMC552008B Operate
crushing equipment
Packaging
Packaging of particulate
solids.
Silver (Ag)*
Mineral source
Silver is manly a co-product of Cu, Pb, Zn and to a lesser extent Au. The major
mineral sources in Australia are tetrahedrite (Cu,Fe,Zn,Ag12Sb4S13), freibergite
(tetrahedrite with up to 30% Ag) and pyragyrite (Ag3SbS3) which occur in
galena (PbS).
Some is also produced from Cu and Au processing.
Product(s)
Photographic film was the major use for Ag (eg as AgCl) but with digital
photography displacing film it is now mainly used for electronics and
jewellery/tableware. It is also used in brazing and solder.
Summary of processing
Processing starts with crushing and grinding followed by flotation to separate
the galena from the tailings. The concentrate is then sintered before smelting.
This is the Pb process and the Ag is recovered with the Pb.
To recover the Ag, the crude Pb is melted and poured through a layer of molten
zinc into a kettle where the rate of cooling and solidification is controlled to
allow the Ag, Au and Cu to float to the surface and form a molten alloy with the
Zn. The Zn layer is skimmed and the Ag, Au and Cu removed. An Ag/Au
mixture (called dorè) may be sent to an Au process for removal of the Ag.
The process by unit of competency – Ag
This is covered by the other processes already examined.
Tin (Sn)*
Mineral source
The major mineral source in Australia is cassiterite (SnO2) with a minor source
being stannites (Cu2FeSnS4). Cassiterite is usually contained in an alluvial layer.
Product(s)
Sn is used to coat steel, particularly for food containers. The other major use is
as an alloying material to make bronze, soft solder (although the use here is now
restricted due to restrictions on Pb) and as a bearing metal (eg white metal).

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 41 September 2011
Summary of processing
The alluvium is slurried and then subject to a series of gravity separation
techniques (jigs, spirals and shaking tables). Magnetic and electrostatic
separation may also be used. This may be followed by flotation. If hard rock is
the source it is first crushed and ground.
Cassiterite is then smelted in a reverberatory furnace using a C reductant.
Limestone and silica fluxes are also used. The Sn is cast into pigs while the slag
is crushed and resmelted as it contains 10- 25% Sn.
SnO2 + C Sn + CO2
The crude Sn is refined by heating to just above its melting point, so separating
it from the other metals. Electrolytic refining may also be used but it is more
expensive.
The process by unit of competency
RII09 unit Process step PMA08/PMC10 unit Comment RIIPRO201A Conduct
crushing operations
RIIPHA301A Conduct
milling/grinding
Crushing and grinding
PMC552008B Operate
crushing equipment
PMC552003C Operate
grinding equipment
Slurrying
RIIPBE309A Conduct wet
gravity separation Gravity separation,
flotation
PMAOPS206B Operate
separation equipment
RIIPBE311A Conduct
magnetic separation Magnetic/electrostatic
separation
RIIPSM304A Operate
furnaces Smelting
PMAOPS303B Operate
furnaces to induce reaction
RIIPSM304A Operate
furnaces Refining
PMAOPS323A Operate and
monitor heating furnace
Titanium (Ti)
Mineral source
The major mineral sources in Australia are ilmenite (FeTiO3) and rutile (TiO2).
It is often found with zircon (ZrSiO4) and other mineral sands.
Product(s)
A major product is titanium dioxide (TiO2) which is a white pigment with high
opacity and brightness used in paint, ink, polymers and sunscreen.
Ti is also a product which is used in aerospace, yachts, medical implants and
other uses requiring strength, lightness and corrosion resistance.
Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 42 September 2011
Summary of processing
Recovery of the mineral sands is typically by dredge, separating the mineral
sands from the sand which is returned. High concentration deposits may use
mechanical excavators.
‘Dry milling’ is used to separate the different mineral sands based on their
magnetic and electrical properties at elevated temperatures. The non-Ti mineral
sands are then packed and sold.
The Becher process is used to upgrade ilmenite to synthetic rutile. Here the iron
component is reduced to Fe and separated from the TiO2 (synthetic rutile) using
heat and a carbon reductant.
FeTiO3 + C TiO2 + Fe + CO
The synthetic rutile may be acid washed to further remove residual Fe. The
synthetic rutile may be further leached to remove other impurities, particularly
radioactive components to reduce radioactivity to internationally acceptable
levels.
Some ilmenite will require a chromium reduction process using high tension
electromagnetic separation to reduce Cr2O3 to < 0.4%.
TiO2 is made from synthetic rutile using a chlorine calcining process using a
fluidised bed reactor under pressure. The TiCl4 is then reacted with O2 to
produce TiO2.
SR + 2Cl2 TiCl4
TiCl4 + O2 TiO2
TiO2 is the final product. It may be acid washed, milled and/or coated
depending on the intended end use.
Ti is also made from TiCl4 which is reacted with Mg to yield Ti and MgCl2
TiCl4 + 2Mg Ti + 2MgCl2
The Ti is in the form of a ‘sponge’. Vacuum distillation allows the MgCl2 to be
removed and recycled. The Ti sponge is then melted and alloyed and cast into
slabs.
Ti metal does not appear to be produced in Australia.
The process by unit of competency mineral sand processing
RII09 unit Process step PMA08/PMC10 unit Comment RIIPBE304A Conduct heavy
media separation
RIIPBE311A Conduct
magnetic separation
Mineral separation
Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 43 September 2011
RII09 unit Process step PMA08/PMC10 unit Comment RIIPBE204A Conduct
reduction process Reduction
PMC552010C Operate a
calcining kiln
PMAOPS303B Operate
furnaces to induce reaction
This would be the unit,
except this is not calcining
RIIPBE201A Conduct
aeration process Aeration
RIIPBE306A Conduct
leaching process Acid leaching
PMAOPS208B Operate
chemical separation
equipment
PMAOPS302B Operate
reactors and reaction
equipment
This is close but not quite
right
Packaging
PMAOPS213B Package
product/material
Aimed a packaging fluids
Truck loading
The process by unit of competency SR to TiO2
RII09 unit Process step PMA08 unit Comment RIIPEO201A Conduct
conveyor operations Silo to process –
conveyor belt, weigh
feeder
PMAOPS210B Operate
particulates handling
equipment
PMAOPS309B Operate
particulates handling/
storage equipment
Chlorination – fluidised
bed reactor
PMAOPS302B Operate
reactors and reaction
equipment
This unit doesn’t really
cover fluidised beds
Purification – acid wash
PMAOPS208B Operate
chemical separation
equipment
This probably works, but
was not written for this
application
Oxidation – TiO2
formation
PMAOPS302B Operate
reactors and reaction
equipment
PMAOPS303B Operate
furnaces to induce reaction
Recovery – acid wash
PMAOPS208B Operate
chemical separation
equipment
This probably works, but
was not written for this
application
RIIPHA301A Conduct
milling/grinding Milling
PMAOPS217B Operate wet
milling equipment
RIIPRO202A Conduct
screening and conveying
operations Grading
Coating
Drying – fluidised bed
Filtering – bag house
PMAOPS206B Operate
separation equipment
PMAOPS232B Produce
Neither of these really cover
a bag house operation

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 44 September 2011
RII09 unit Process step PMA08 unit Comment product by filtration
Agglomerate
breakdown (steam)
Packaging
PMAOPS213B Package
product/material
Truck loading
Uranium (U)
Mineral source
The major mineral sources in Australia are uraninite (UO2), pitchblende (a
mixed oxide, usually U3O8), brannerite (a complex oxide of uranium, rare-
earths, iron and titanium) and coffinite (uranium silicate). Pitchblende is the
most commonly used ore.
One of the largest producers (Olympic Dam) produce U as a by-product of Cu.
Product(s)
Uranium is used because it is naturally radioactive. Its major peaceful uses
therefore are for power generation and the making of radioisotopes.
It is mainly used therefore as 235
U as an oxide.
Summary of processing
U is mined either using mechanical means or by acid or alkaline leaching. At
Olympic Dam it is mined along with copper ore.
Where it is mined by mechanical means, the ore is first crushed and ground and
it is then acid or alkali leached to recover the U. Tailings are settled out and the
liquor filtered to remove remaining solid contamination. The U is then
recovered using solvent extraction, ion exchange or precipitation. Olympic dam
use NH3 to precipitate yellow cake ((NH4)2U2O7). This is then be heated to
~700oC which increases the concentration to ~ 98% U3O8 and it is a dark grey-
green colour. It is usually exported in this form.
U metal is not made in Australia
The process by unit of competency
RII09 unit Process step PMA08 unit Comment RIIPRO201A Conduct
crushing operations
RIIPHA301A Conduct
milling/grinding
Crushing and grinding
PMC552008B Operate
crushing equipment
PMC552003C Operate
grinding equipment
Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 45 September 2011
RII09 unit Process step PMA08 unit Comment RIIPBE310A - Conduct
flotation process Froth flotation
RIIPBE306A Conduct
leaching process Leaching
PMAOPS220B Monitor
chemical reactions in the
process
PMAOPS302B Operate
reactors and reaction
equipment
These don’t really cover
leaching.
Settling
PMAOPS206B Operate
separation equipment
RIIPBE303A Conduct
filtering process
RIIPHA302A Operate and
monitor filter processes
Filtration
PMAOPS232B Produce
product by filtration
RIIPBE203A Conduct
precipitation operations Precipitation
PMAOPS220B Monitor
chemical reactions in the
process
PMAOPS302B Operate
reactors and reaction
equipment
Heating PMAOPS323A Operate and
monitor heating furnace
Zinc (Zn)
Mineral source
The major mineral sources in Australia are sphalerite (Zn,FeS), smithsonite
(ZnCO3), willemite (Zn2(SiO4)) and hemimorphite (Zn4Si2O7(OH)2·H2O).
In Australia Zn is often found with Pb and Ag (eg Broken Hill) and Pb, Ag and
Cu (Mt Isa).
Product(s)
Zn is widely used as a metal for galvanising, die casting and as an alloy with Cu
to make brass.
Zn is also used as ZnO as an additive to polymers and to make zinc cream both
as a sunscreen and a nappy cream.
Zn, ZnO and various Zn salts have various uses in the chemical industry.
Summary of processing
Zinc sulphide concentrates (mainly ZnS with some FeS2 and PbS) are unloaded
at the wharf and then transported to hoppers for conveying to the roasting
process. This concentrate will have been produced by crushing the ore and then
concentrating it using flotation.
Roasting

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 46 September 2011
The roaster is a fluidised bed and as this is an exothermic reaction (above
800oC) needs to be cooled to prevent runaway and sintering of the product
(>1000oC). The product is a calcine, consisting mainly of ZnO
2ZnS + 3O2 2ZnO + 2SO2 +
2FeS + ZnS + 5O2 ZnO.Fe2O3 + 3SO2
PbS + 2O2 PbSO4
The heat from this process is used to raise steam in a waste heat boiler. The
steam is used to generate power and to provide heat to the leach process. If the
roasters are off line, or for start up, oil fired package boilers are used to raise
steam. The waste gas is cleaned using cyclones and an electrostatic precipitator
which remove calcine dust. The calcine is cooled using drum coolers
The SO2 produced in the roasting is drawn off, cleaned and converted to SO3
using the contact process before being absorbed into concentrated H2SO4 to
make a more concentrated H2SO4.
2SO2 + O2 2SO3 +
SO3 + H2O H2SO4 +
The cleaning process requires first cooling, then scrubbing through a packed
tower followed by further electrostatic precipitation (to remove SO3 fume) and
then a Boliden-Norzink Mercury process to remove traces of Hg. The SO2 is
then dried by scrubbing with 96% H2SO4 before being fed to the catalytic
converter.
The SO3 produced is absorbed into 98.6% H2SO4. The remaining tail gas is
scrubbed with water to produce a clean tail gas.
Leaching
The purpose of the leaching is to convert the ZnO (calcine) into a ZnSO4
solution. It is a five stage, counter current process using spent electrolyte
(H2SO4) as the solvent. Acid strength and temperature are varied over the five
stages to optimise the removal of Zn. Each stage has a stirred tank reactor for
the dissolution with a thickener to separate the slurry from the solution. The
slurry will go to a more aggressive leaching stage. There is a residual solid
Ag/Pb stream which is sent to Port Pirie for further processing. Spent electrolyte
from the electrolysis stage is the major liquid stream (solvent). There is also
filtration on slurry streams which leave the plant to increase the concentration of
solids leaving the plant. The reactions which occur depend on the stage of the
leach with the major ones being summarised:
ZnO + H2SO4 ZnSO4 + H2O
ZnSiO4 + 2 H2SO4 ZnSO4 + SiO2 2H2O
ZnO.Fe2O3 + 4H2SO4 ZnSO4 + Fe2(SO4)3 + 4H2O

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 47 September 2011
Fe2(SO4)3 + 4H2O 2FeO.OH + 3H2SO4
There is a wider range of reactions than these.
Paragoethite is also precipitated from the leach stage and recovered using a
thickener.
Fe2(SO4)3 + 4H2O 2FeO.OH + 3H2SO4
The sludge is then filtered through a plate and frame filter press before being
dried in a fired rotary kiln where it is also mixed with lime. The Paragoethite is
sent to Port Pirie for further processing.
Effluent treatment is also part of this process. Liquid streams are treated for
reuse where possible or for disposal as waste. Lime neutralisation is used to
precipitate metals and mercury is also removed using a packed bed containing
Al pellets which adsorb the Hg.
ZnSO4 + Ca(OH)2 +2H2O Zn(OH)2 + CaSO4.2H2O
Purification
The leaching process also causes other metals to dissolve and so are in solution
with the Zn. These are removed in a two stage purification process, the Primary
Purification removing Cu and the Secondary Purification removing Cd, Ni, and
Co. Both stages occur by adding Zn dust which displaces the less active metals
from solution. There is the possibility of also forming H2 gas and so the process
occurs under a N2 blanket to avoid explosive mixtures of H2 and O2.
Primary Purification sees the incoming stream heated to 86oC using spiral heat
exchangers before adding the Zn dust slurry to stirred reactors (four in series).
The Cu cementate is filtered off using a plate and frame filter press. This is then
leached using dilute H2SO4 to produce CuSO4 which is separated from insoluble
solids using a leaf filter. CuSO4 is then crystallised, separated by centrifuge
from the liquor, dried in a heated rotary drier and then bagged for sale.
The filtrate from, the primary purification is dosed with leaded zinc dust mixed
with potassium antinomy tartrate to assist Co removal. This is done in six stirred
reactors in series. The precipitate is recovered by filtration. The filter cake is
releached to recover Zn and subsequently Cd. The leached filter cake is sold as
a source of Co, Ni and Pb to a third party.
Electrolysis
Warm solution from Secondary Purification is cooled to remove the dissolved
gypsum (CaSO4) from solution. Gypsum seed crystals are added and the
gypsum settled out in a thickener. The clarified overflow is sent to electrolysis.
Al cathodes and Pb anodes are used. The Zn plates onto the cathode with some
H2 also being formed (`10% of electricity is consumed this way). O2 is liberated
at the anode and reacts with Mn2+
in solution to form MnO2 which forms as a
mud/scale. The units are laid out with cells in series, cascading from one to the

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 48 September 2011
other. The final spent electrolyte is recycled to the leaching process. Cells are
cooled.
ZnSO4 + 2H2O 2Zn + 2H2SO4 + O2
Cathode sheets are periodically removed and mechanically stripped of their Zn.
Casting
The stripped Zn is charged to an induction furnace for melting. Once molten
dross is periodically removed. It is then pumped to launders from where it is
delivered to a casting machine, block moulds or to alloying furnaces.
The process by unit of competency
RII09 unit Process step PMA08/PMC10 unit Comment RIIPSM304A Operate
furnaces Roasting furnace
PMAOPS303B Operate
furnaces to induce reaction
PMC552010C Operate a
calcining kiln
Contact acid catalytic
conversion
PMAOPS302B Operate
reactors and reaction
equipment
Absorption (packed
tower)
PMAOPS208B Operate
chemical separation
equipment
Leaching (stirred tank
reactors)
PMAOPS220B Monitor
chemical reactions in the
process
Thickeners
PMAOPS206B Operate
separation equipment
Filtration (plate and
frame)
PMAOPS206B Operate
separation equipment
PMAOPS232B Produce
product by filtration
Fired rotary kiln dryer
PMAOPS323A Operate and
monitor heating furnace
Purification (stirred
reactors)
PMAOPS220B Monitor
chemical reactions in the
process
Crystallisers
Centrifugal separation
PMAOPS207B Operate
powered separation
equipment
Electrolysis
PMASMELT264B Start up
reduction cells
PMASMELT265B Operate
reduction cells
PMASMELT269A Operate
cell tending equipment
These are currently specific
to Al.
Anode stripping

Total Training and Performance Solutions MSA/Metalliferous processing scoping
Final report page 49 September 2011
RII09 unit Process step PMA08/PMC10 unit Comment
Zn melting furnace
MEM04001A Operate
melting furnaces
RIIPSM201A Tap furnaces
Launders
MEM13004A Work safely
with molten metals/glass
MEM04007A Pour molten
metal
PMASMELT266B Deliver
molten metal
SMELT266 is currently
specific to Al.
Alloying
RIIPSM302A Cast ingots
Casting
PMASMELT267B Cast
aluminium ingots
This is currently specific to
Al.
Supporting processes
Waste heat boiler
Power station
MEM07034A Operate and
monitor intermediate class
boiler
PMAOPS325B Generate
electrical power
RIIWMG204A Reclaim and
treat water system Settling dam
PMAOPS206B Operate
separation equipment
Cyclones
PMAOPS206B Operate
separation equipment
RIIPBE305A: Conduct high
tension separation Electrostatic
precipitators
Heat exchange
PMAOPS205B Operate heat
exchangers
Scrubbing
PMAOPS208B Operate
chemical separation
equipment
Lime neutralisation
PMAOPS220B Monitor
chemical reactions in the
process