Taylor Metal | Metal Roofing Systems and Metal Siding Systems

Metal roofing from A (Aluminum) to Z (Zinc) – Part III
Paint finishes for metalBy Rob Haddock
A wide variety of paint systems are available for coated steel and aluminumroofing. In this writing, we will look at the basic coating processes andsystems that represent the majority of pre-finished applications in metalcladdings.
What is "Paint"?In liquid form, paint is comprised of three principal ingredients: resin, pigment,and solvent. Pigment and resin are blended in an approximate 50-50 ratio. (Thedarker the color, the lower the relative pigment content.) The pigment’spurpose is to provide color and hiding of the primer and substrate. The resinbinds the coating to the substrate and provides the weather resistance anddurability properties desirable in an architectural coating.
Because both pigment and resinmaterials are solids, they must bedispersed by blending with asolvent. The result is a coatingsystem that can be applied to themetal in coil form. (A solvent is notnecessary for powder coatings, butthe metal claddings marketpredominantly uses liquid coating-delivery systems.)
The solvent is therefore thevehicle by which the solids aretransported to the panel surface. Itevaporates during the curingprocess. The resin becomes amonolithic film that acts as the"glue", holding the pigment particlesto the substrate for years to come,surrounding and protecting themfrom environmental pollutants.
Objectives of coil coatingContinuous coil coating is theprocess used for factory finishing ofaluminum and steel panels. Coatedsteel substrates discussed earlier inthis series, including galvanized,Galvalume, and Aluminized, can allbe coated by this method in a widerange of gauges.
The coil coating method canproduce a superior paint finishunder controlled conditions and at arelatively low cost per square foot.But the finish must also be durableand flexible enough to withstand thetraumas of forming, fabrication,handling, and installation. Theapplied finish must then meet thenumerous demands of end use,including aging and weatheringappearance criteria, and maintainfilm adhesion over time.
While it is a misconception thatcommon paint films offer primarycorrosion resistance, it is generallytrue that they can enhance thecorrosion performance of themetallic coating when properlyapplied.
The Sycamore Trails Aquatic Center, Miamisburg, Ohio, features a Snap-Clad roof in Interstate bluewith teal colored trim. Photo courtesy of Petersen Aluminum
1 metalmag • March/April 2002 | For a free subscription go to www.metalmag.com
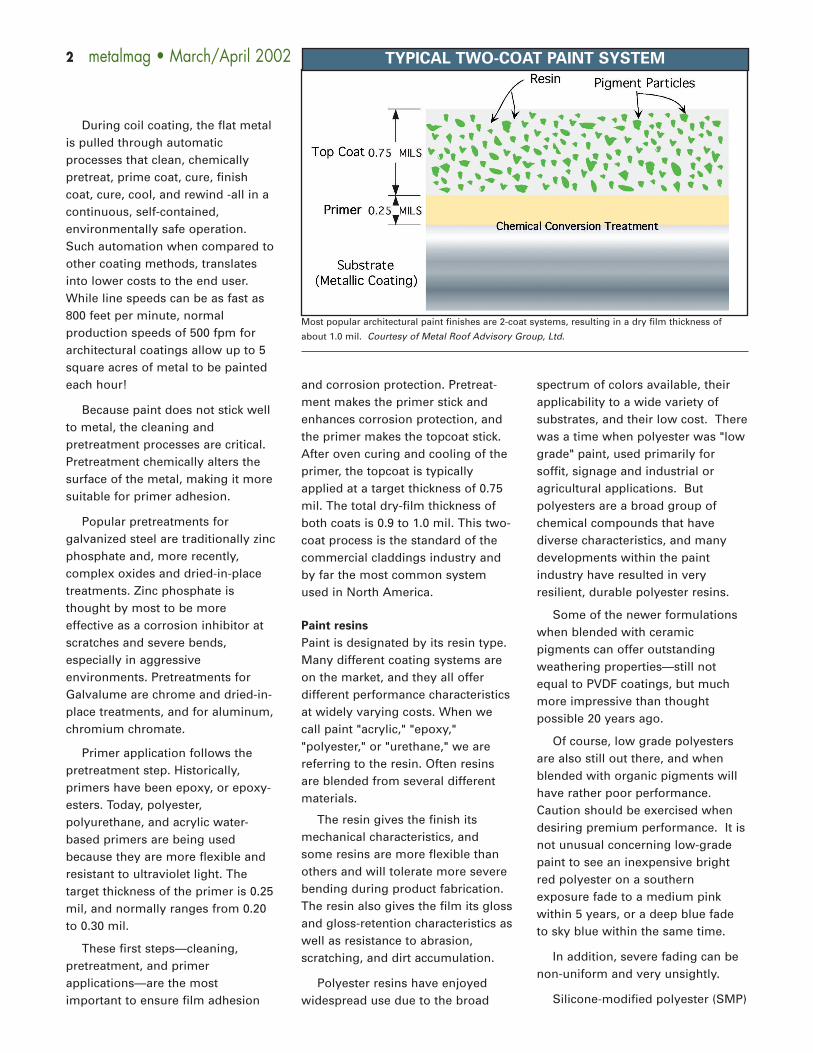
During coil coating, the flat metalis pulled through automaticprocesses that clean, chemicallypretreat, prime coat, cure, finishcoat, cure, cool, and rewind -all in acontinuous, self-contained,environmentally safe operation.Such automation when compared toother coating methods, translatesinto lower costs to the end user.While line speeds can be as fast as800 feet per minute, normalproduction speeds of 500 fpm forarchitectural coatings allow up to 5square acres of metal to be paintedeach hour!
Because paint does not stick wellto metal, the cleaning andpretreatment processes are critical.Pretreatment chemically alters thesurface of the metal, making it moresuitable for primer adhesion.
Popular pretreatments forgalvanized steel are traditionally zincphosphate and, more recently,complex oxides and dried-in-placetreatments. Zinc phosphate isthought by most to be moreeffective as a corrosion inhibitor atscratches and severe bends,especially in aggressiveenvironments. Pretreatments forGalvalume are chrome and dried-in-place treatments, and for aluminum,chromium chromate.
Primer application follows thepretreatment step. Historically,primers have been epoxy, or epoxy-esters. Today, polyester,polyurethane, and acrylic water-based primers are being usedbecause they are more flexible andresistant to ultraviolet light. Thetarget thickness of the primer is 0.25mil, and normally ranges from 0.20to 0.30 mil.
These first steps—cleaning,pretreatment, and primerapplications—are the mostimportant to ensure film adhesion
and corrosion protection. Pretreat-ment makes the primer stick andenhances corrosion protection, andthe primer makes the topcoat stick.After oven curing and cooling of theprimer, the topcoat is typicallyapplied at a target thickness of 0.75mil. The total dry-film thickness ofboth coats is 0.9 to 1.0 mil. This two-coat process is the standard of thecommercial claddings industry andby far the most common systemused in North America.
Paint resinsPaint is designated by its resin type.Many different coating systems areon the market, and they all offerdifferent performance characteristicsat widely varying costs. When wecall paint "acrylic," "epoxy,""polyester," or "urethane," we arereferring to the resin. Often resinsare blended from several differentmaterials.
The resin gives the finish itsmechanical characteristics, andsome resins are more flexible thanothers and will tolerate more severebending during product fabrication.The resin also gives the film its glossand gloss-retention characteristics aswell as resistance to abrasion,scratching, and dirt accumulation.
Polyester resins have enjoyedwidespread use due to the broad
spectrum of colors available, theirapplicability to a wide variety ofsubstrates, and their low cost. Therewas a time when polyester was "lowgrade" paint, used primarily forsoffit, signage and industrial oragricultural applications. Butpolyesters are a broad group ofchemical compounds that havediverse characteristics, and manydevelopments within the paintindustry have resulted in veryresilient, durable polyester resins.
Some of the newer formulationswhen blended with ceramicpigments can offer outstandingweathering properties—still notequal to PVDF coatings, but muchmore impressive than thoughtpossible 20 years ago.
Of course, low grade polyestersare also still out there, and whenblended with organic pigments willhave rather poor performance.Caution should be exercised whendesiring premium performance. It isnot unusual concerning low-gradepaint to see an inexpensive brightred polyester on a southernexposure fade to a medium pinkwithin 5 years, or a deep blue fadeto sky blue within the same time.
In addition, severe fading can benon-uniform and very unsightly.
Silicone-modified polyester (SMP)
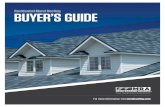
Most popular architectural paint finishes are 2-coat systems, resulting in a dry film thickness of
about 1.0 mil. Courtesy of Metal Roof Advisory Group, Ltd.
TYPICAL TWO-COAT PAINT SYSTEM2 metalmag • March/April 2002
paint systems are a blend ofpolyester and silicone intermediates.Silicone acts to improve the glossretention and weather resistance ofpolyester coatings. As a rule, thehigher the silicone content, thebetter the performance of the paint.Originally, silicone contents rangedfrom 20% to 50%. Due to significantadvances in polyester chemistry,however, these percentages are lessof a controlling factor, and 50% SMP,(once a premium resin) has not beenmarketed for many years.
For the contractor, the cost of anSMP finish is about 25 to 35 centsper square foot, and perhaps a bitless for white. SMP formulations areavailable in a variety of gloss levelsand will retain the gloss longer thanpolyesters. Some SMP formulationscome with 20- to 25-year warrantiesagainst chalk and fade, but thesewarranties will sometimes specifylower performance levels than PVDFcoatings.
Fluropolymers, known chemicallyas polyvinylidene fluoride orpolyvinyl di-fluoride (PVDF or PVF2)are the current state-of-the-artcoatings. This resin was firstdeveloped and manufactured in 1962and produced and process-patentedby Pennsalt Chemicals (later
Pennwalt Corp.). In 1965, it wasmarketed under the name Kynar® orKynar 500®.
Elf Aquitaine subsequentlybought Pennwalt, but in the process,the U.S. Federal Trade Commissionrequired a breakup of thisproduction and technology. At thattime Ausimont USA Inc. purchasedproduction rights in Thorofare, N.J.(one of two production facilities),and subsequently introduced Hylar5000® to compete with Kynar 500.Kynar 500 is now produced andmarketed by ATOFINA ChemicalsInc. (formerly Elf Atochem). Forpractical purposes, the two productsare in a generic sense alike. The keyto Kynar/Hylar performance can befound in its basic chemicalfoundation: The carbon/fluorinebond is one of the strongestchemical bonds known. The resin’schemical formulation (PVDF) makesit similar in some respects to Teflon(PTFE), the popular nonstick coatingfor pots and pans. It is a slipperyfinish that enables mostenvironmental pollutants to wash offin the rain. This is also whyadhesives do not stick well to it.
Paint using this resin is usuallyoffered in a medium- or low-glossfinish, with excellent weathering and
color-stability (retention)characteristics. When formulatedwith the "full-strength" 70% PVDFresin content, these coatings areoffered with 20-year or longerwarranties featuring high levels ofprotection.
The two companies that producethese resins sell the resin powder,under license, to various paintcompanies. The four North Americanpaint manufacturers trademark theresulting paints under their ownbrand names.
Trinar® (Akzo Nobel)
Fluoroceram® (BASF)
Duranar® (PPG Industries)
Fluropon® (Valspar Corp.)
To confuse matters further, thepaint is sold to panel manufacturersand coil suppliers who pin their owntrade names on products utilizingthat paint type, including:
Butler-Cote® FP 500 (Butler)
ColorKlad® (Integris, [formerly VincentMetals])
PAC-CLAD® (Petersen Aluminum)
Signature® 300 (MBCI)
UnaClad (Copper Sales)
Contractors and designers canfind this profusion of trade namesvery confusing when reviewingspecifications.
Simply specifying Kynar/Hylar,fluorocarbon, or PVDF will notensure paint containing the 70%formulation, but specifying “Kynar500” or “Hylar 5000” will. Thenumber designation ensures, byresin licensing arrangements, thatpaint containing 70% PVDF resin isprovided. The remaining 30% of theresin is a proprietary acrylic, whichvaries from one supplier to the next.
3 metalmag • March/April 2002 |
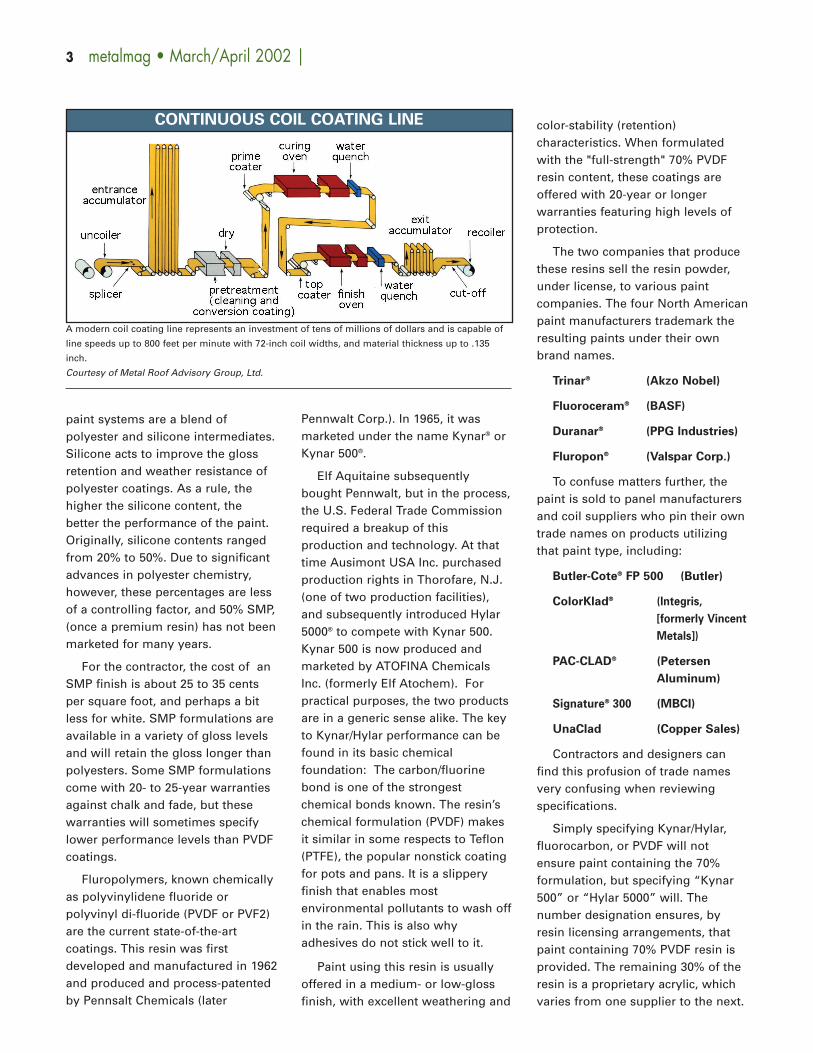
A modern coil coating line represents an investment of tens of millions of dollars and is capable of
line speeds up to 800 feet per minute with 72-inch coil widths, and material thickness up to .135
inch.
Courtesy of Metal Roof Advisory Group, Ltd.
CONTINUOUS COIL COATING LINE
The powder particles of PVDF areexpanded by heat during the curingprocess; then they become plastic andmeld, forming a homogeneous film.
Standard PVDF is typically notavailable in bright colors because ofthe matte nature of the resin, andthe natural colors of the ceramicpigments. However, it is still widelyused in architectural applications,and is more expensive for thecontractor than SMP, usually 15 or20 cents more per square foot.
It is important to note that variousPVDF systems are available,including two-, three-, and even four-coat types. For specificationpurposes, two-coat PVDF is theindustry standard. Over the years wehave seen a direct relationshipbetween coating performance andthe 1-mil dry coating thickness. Acoating applied under spec or insome cases over spec will notperform as well as the one-milfinish. More is not necessarily better.
These facts are also pertinentbecause of the higher relative cost ofthese films—reduce the filmthickness, and the cost to theproducer is significantly reduced—but at what cost to the material’sperformance? End users andspecifiers should check filmthickness integrity to be sure theyget what they pay for.
Metallic finishesMuch of the research anddevelopment in PVDF coatings hascentered around the production ofmetallic finishes, such as Duranar XL(PPG), Fluropon Classic II (Valspar),Ultraceram (BASF), and Tri-Escent II(Akzo Nobel). These finishes have ahigh-tech look, with a deep lusterand depth of color and the sheenand reflectivity of a natural metal.
Traditionally metallics have beenexpensive because they generally
consist of one and sometimes twoextra coats. These finishes typicallyinclude a primer, a paint coatcontaining metal flakes (usuallyaluminum), and a clear PVDFtopcoat that protects againstultraviolet light and oxidation of themetal flakes suspended in thecoating.
As you might expect, the extratopcoat required for this type offinish adds significantly to the cost.On most paint lines, the metal mustrun through the line twice,increasing handling expenses. Inaddition, the reflectivity imparted bythe metal flakes often results invariegation from panel to panel.
By substituting powdered mica tothe paint blending process,manufacturers can now offer two-coat formulations that cost less toproduce and exhibit greatlyimproved batch-to-batch and panel-to-panel color consistency. Micalends the reflective sheen desirousin a metallic coating without thereflectivity and weathering concernsinherent in metal flake. The result is"metallic" coating that does notpossess the finicky characteristics orhigh costs of three- and four-coatmetallic systems. And there is only a
slight trade-off in depth of color andsheen.
Take care when using theseproducts. Metallic finishes aredirectional. The appearance will bedifferent when viewed from oppositedirections. If a piece of flashing isinadvertently end-for-ended, it willbe quite visually distracting. For thisreason, the coater will often code theproduct with directional arrows onthe backside.
Pigments: Organic vs. inorganicPigment—the powder that givescolor and hiding ability to the finish,is either organic or inorganic incomposition. Sometimes both typesmust be used to achieve a certainshade or color. Inorganics, which aremanufactured from complex metaloxides, have superior color stabilityand chemical resistance. They arethe same ceramic pigments thathave been used in the firing ofporcelain for hundreds of years.
Metal oxides vary widely in cost,and the stability of these pigments isnot necessarily the same from oneoxide to the next.
In addition, they aren’t availablein all colors, including bright reds
H
C C
H
H H
H
C C
H
F H
H
C C
F
H F
F
C C
F
F F
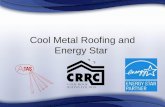
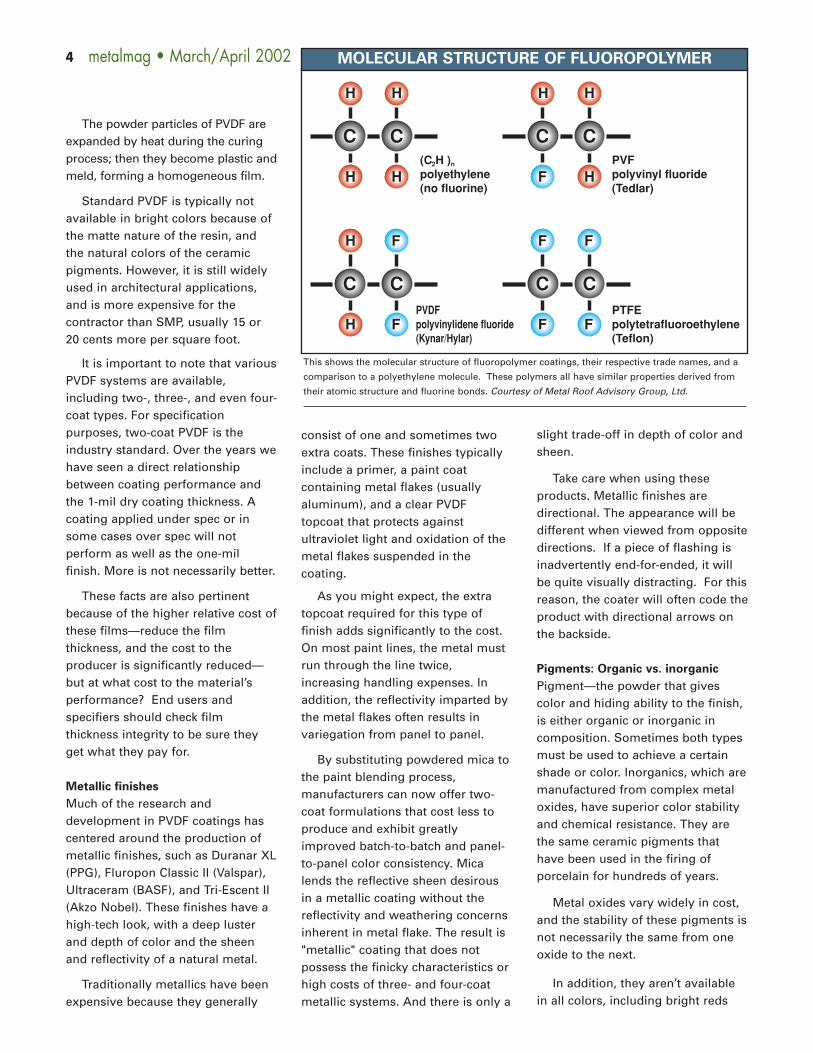
(C H ) polyethylene(no fluorine)
2 n PVFpolyvinyl fluoride(Tedlar)
PTFEpolytetrafluoroethylene(Teflon)
PVDFpolyvinylidene fluoride(Kynar/Hylar)
This shows the molecular structure of fluoropolymer coatings, their respective trade names, and a
comparison to a polyethylene molecule. These polymers all have similar properties derived from
their atomic structure and fluorine bonds. Courtesy of Metal Roof Advisory Group, Ltd.
MOLECULAR STRUCTURE OF FLUOROPOLYMER4 metalmag • March/April 2002

and yellows. On the flip side, whiteis only available as an inorganic(titanium-dioxide) pigment; there isno organic alternative. In general,paint manufacturers will blendceramic pigments with premiumresins, and organic pigments withless-expensive resins, but there is noindustry mandate to do this. Perhapsthere should be, as cost incentives touse inferior pigments can besignificant.
The higher-cost inorganicsinclude blue, green, and black.Because black is a component ofalmost every applied color, there isprofit to be gained (but performancelost) by using the less-stable carbonblack compound. By strict definitioncarbon black is organic, but it is araw element, so it is often deemedinorganic.
Although PVDF finishes from allproducers consistently use thehigher-grade ceramic pigments, thesame cannot be said of mid- andhigh-grade alternative resins. Hencepolyester and siliconized polyesterand other resin blends may exhibitwide variations in color stabilityfrom one supplier to the next. Insome cases, a producer may use aceramic pigment in one paint colorand an organic pigment in another—yet label the paint with the sametrademark. Or the product may havea high organic content with just asmidgeon of ceramic and beadvertised as containing ceramicpigment.
In general, the "cleaner," or purer,the color, the more rapidly anddrastically the pigment will fade.Bright red is one of the worst. Whenpossible, select colors having mutedtones. For instance, if the customerwants red, suggest a brick red ratherthan a fire-engine red. A darkershade will not necessarily fade morethan a lighter one, as long as the
color is not pure and it uses good-quality inorganic pigments.
Measuring and testing paint performanceThe primary exposure conditionsthat degrade paint over time aresunlight, heat, and moisture. Certainairborne chemical pollutants andacid rain can also acceleratedegradation. Because all paints areaffected by this degradation, theonly quantification is how badly andhow quickly it takes place.
The components of paint vary inquality, performance, and cost. Ifproperly applied, the paint systemshould last 30 years or longer interms of adhesion (resistance tocracking, blistering, and peeling).Consequently, when we ask "Howlong will the finish last?" we arereally asking "How long will it retain
its true color and gloss?" The answerdepends on two factors: pigmentstability and resin quality.
Ultraviolet light chemically breaksdown the components of the finish,resulting in chalk and fade. Moistureexacerbates this chemicalbreakdown. Chalk, or theappearance of a whitish, powderysubstance on the panel surface, isthe result of a breakdown of carbonbonds in the finish. It is rated on ascale of 10 to 1, with 10 being nomeasurable degradation. A chalkrating of 9 is not noticeable, while arating of 7 is quite conspicuous.
Fade, or color change, is causedby the gradual breakdown of thepigment and is measured in N.B.S.(National Bureau of Standards) or ∆EHunter units (referring to the HunterColorimeter used to measure colorvariation). A lower ∆E rating denoteshigher performance. One unit is thesmallest degree of color changeperceivable by the naked eye. Achange of four or five units isdetectable to any observer butgenerally not objectionable,provided that the fade is uniform.Fade, of course is the most commontype of color change, with the colorgradually "bleaching" toward white.But color change can also occurlaterally. Green, for instance, maybecome more yellow or blue.
The rate of both fade and chalkwill be different, depending on thesurface’s orientation to the sun. Theconsistency of fade is as importantas the rate, but the industry has notestablished a unilaterally acceptedstandard for this aspect of paintperformance. It may be assumed,however that considerable risk isassociated with a "bargain-basement" finish containing poorlyperforming resins and pigments. Theresulting "checkerboard" effect ofinconsistent fade can be as bad or
Specification References-the short versionChalk ASTM D-659 (Rating scale of 1-10; 10 is best)
FadeASTM D-2244 (NBS or ∆E Hunterunits; 0 is no change)
WeatheringThese specifications includemany standards as measured byASTM procedures enumerated inthe chart on page 8, withacceptable levels of performance inherently included.
AAMA 603.8, "PigmentedOrganic Coatings" (conventionalpaints)
AAMA 605.2 (92), "High-Performance Organic Coatings"(premium finishes; includesminimums for chalk and fade)
5 metalmag • March/April 2002

worse than accelerated colorchange. The loss of gloss, or thepick-up of dirt can also pose visualdistractions which contribute tocolor change, but are outside therealm of color change as normallymeasured by the industry.
The most reliable test of paintperformance is exposure to real
weathering conditions over time.Because of the degrading effects ofheat, sunlight, and moisture, thefavored spot on the map for testingpaint performance is South Florida.Driving around this area of thecountry, you may see one of many"farms" with row after row of fencescontaining tens of thousands ofmetal chips mounted at 45º to thesouth sun. Paint manufacturers usethese chips to field test newproducts and formulations, and theyclosely monitor their performance bymeasuring chalk and fadecharacteristics year after year.
An industry that is dynamic andinventive is always impatient toevaluate new technology. Mothernature takes time, and time is money—big money. Waiting to market a newpaint technology until it has beenexposed for 20 years is not often done.
But paint performance is notlinear with time, so interpolationfrom short term testing is notreliable in predicting long-termperformance. Because we achieve 2
units of fade in five years does notmean we can expect 4 units in ten.Therefore, the industry sometimesrelies on accelerated test methods toevaluate new technology.
One method sometimes used toaccelerate weathering artificially is theQUV chamber, which applies intenseartificial light (using one of twodifferent ultraviolet bulb types) alongwith heat and moisture. A testingfacility outside of Phoenix, calledEMMAQUA (Equatorial Mount withMirrors for Acceleration with Water),is a better method of acceleratingweathering because it magnifies thenatural effects of the sun by usingmirrors and sun tracking in anoutdoor environment, along withinduced moisture. However, both ofthese accelerated test methods havebeen shown to be inaccurate in somecases when compared with the real-world exposure tests over real time.
What do warranties cover?It is appropriate when discussingpaint performance to include somecommentary regarding industryperformance warranties.Unfortunately, it appears that thewarranty wars in paint finishes havebegun. A 20-year warranty used tobe the industry standard for PVDFfinishes, and all producers offeredessentially the same warranty.Claims were rare, and theperformance coverage was orientedto the worst-case scenario: a 45-degree south-facing medium-bluesurface exposed to South Floridasun and humidity.
Whereas in the past, the warrantymight have been a conservativeindicator of expectable paintperformance, this is not necessarilytrue today. We are now seeing 25-and even 30-year PVDF warranties,yet the finish chemistry andtechnology has changed little if at all.
6 metalmag • March/April 2002 |
Color change (fade) is measured in NBS Units,
or ∆E Hunter Units. One unit is the smallest
degree of fade detectable to a trained eye.
Premium paint warranties usually limit fade to
5 units.
Courtesy of Metal Roof Advisory Group, Ltd.
MEASURING FADE
Real world exposure testing is the only infallible way to prove paint performance over time. South
Florida is the favored test geography because of high heat, u.v. and moisture conditions.
Courtesy of Atlas Weathering Services Group, Miami.
TESTING PAINT PERFORMANCE

While it is true that paint filmswill perform much better in mostclimates and environments than theydo on maximum-exposure test sites,some of these claims just go toofar—with the warrantor perhapsbanking on the warranty documentsbeing misplaced and forgotten overtime. The fact that a longer warrantyis offered is not always evidence thatthe product is superior. Expectedperformance and conservativewarranty coverage for a PVDF finishis as follows:
Color change: 5 or fewer ∆EHunter units over 20 years.
Chalking: A rating of 8 or higherover 20 years.
In both cases, expectedperformance depends on theenvironment and orientation of thesurface to the sun.
Warranties will normally coverfilm adhesion and maximum levelsof chalk and fade within thewarranty period. Vertical surfaceswill perform better than horizontalones, and warranty language mayalso reflect this. Warranties excludecertain conditions, such as under-film corrosion. There is a commonmisconception concerning this latterpoint. Many seem to think that if themetal corrodes, it is a covered failureunder the paint warranty, but this isnot true.
These paint films are permeable,absorbing and releasing moisturecyclically with exposure andtemperature change. If that moistureis chemically aggressive, it is possiblefor the metal to corrode from beneaththe paint film, especially at filmbreaches such as cut edges andscratches. Such a failure is notcovered. This is why the metalliccoating is still important even whenthe material is prepainted. Be sure toscrutinize warranties when selectingproducts. In particular, look foracceptable levels of chalk and fade interms of NBS or Hunter units. Wehave seen long-term warrantiescleverly written using units thatpermit your red roof to turn pink andbe covered with white powder wellwithin the warranty period andlimitations. Read all the fine print tofind any warranty limitations. And besure to keep track of the warrantydocuments for the full term of thewarranty.
Don’t be fooled into thinking that70% PVDF from company A willoutperform the same material fromcompany B just because thewarranty offered is longer term.Likewise, don’t think that SMPperformance will equal PVDF justbecause warranty language issimilar. Put more faith in time-proven products than in warranties.
Innovation continuesThe paint finish industry is adynamic one, and the technology iscontinually improving. For example,clear coats are now available thatgive depth and sheen to coatingsthat were once only available inlower-gloss finishes. Recentinnovations in resin technology haveincluded the development ofthermoset coatings such asMegaflon®, which uses a 100% FEVE(fluorinated ethylene vinyl ether)resin called Lumiflon®.
This and other recent resintechnologies have broadened thecolor spectrum and gloss levels offluoropolymer coatings to includebright plastic-like colors thatpreviously would have beenavailable only in polyesterformulations. Also in the works arenew-generation polyesters that mayapproach the performance levels ofPVDF finishes.
All of these paint systems havetheir place. Even low-costalternatives can be used successfullyin soffit applications or asarchitectural accents to shoppingmall interiors and other non-criticalapplications where use of 70% PVDFmay be considered over-specification. On the other side ofthe coin, using a bargain-basementpaint system in an exposedarchitectural application for the sakeof saving 20 cents a foot is adisastrous error, shackling the enduser to costly field painting everyfew years or total replacement withthe material that should have beenused originally. Often, this is amistake resulting from specifierand/or contractor ignorance or haste.
There are also other resins thathave their place. Plastisol issometimes used in very aggressiveenvironments. Unlike most resins,this vinyl plastic is less permeablebecause it is used in "thick film"applications of 4 mils or more, thusproviding "barrier" corrosionprotection as well as pigmentation.Be careful of vivid colors when usingthis material, as its color changecharacteristic is often somewhatinferior.
Another recent trend is a result ofthe focus on "cool roof" issues.Some pigment manufacturers haveintroduced heat reflective pigmentsthat allow formulation of certaindark colors to boast increased
7 metalmag • March/April 2002 |
A Megaflon (100% FEVE) blue, 70% PVDF blue,
and a 70% PVDF silver metallic finish.
Color chips courtesy of PPG ind.
reflectivity and emissivity to remaincool. (see "Things are Heating Upwith Cool Roofs," January/Februaryissue, pp. 81-89) At least one panelmanufacturer is even using formingmethods that preheat the coil tomake the coating more flexible infabrication.
In this age, any new constructiondesign requirement asking for fieldpainting or other air-dried paintingof coated sheet steel and aluminumproduct is obsolete and a customerdisservice. Field-applied and otherair-dried paints will generallydisappoint, not only from a qualitystandpoint, but also from aneconomic one. Field painting is farmore expensive than coil coating!
Although color-matching is madeeasy by computer technology, thematch of air-dried paint istemporary, and the rates of fade aremuch different, hence after severalyears, the detriment to aestheticscan be quite alarming. Remember
this when using touch-up paint andwhen using painted rooftopaccessories. In the field, substratepreparation is highly critical to paintadhesion, and very difficult tocontrol.
Film thickness is also at the mercyof the applicator. In the end, eventhe highest quality preparation andapplication methods cannot beexpected to render the kind ofservice life of factory appliedpremium finishes.
Prepainted coil or flat sheet isquite available for related flashingsand guttering and should be used intandem with pre-painted roofingsheet. When use of mill steelshapes in exposed application isunavoidable, the appropriatesolution is a prefinished sheet metalshroud as opposed to attempts tomatching field-applied paints, whichinherently pose a continualmaintenance problem.
Rob Haddock is president of the MetalRoof Advisory Group, Ltd. and a well-recognized authority of metal roofing.He is a consultant, technical writer,training curriculum author, inventor andeducator. He is a member of NRCA,ASTM, SBA and MCA as well as acourse author and faculty member ofthe RIEI.
The author thanks Jack Williams,Atofina and Mike Peterson, PetersenAluminum, for their assistance inpreparing this article.
The topic of induced finishes for natural metals will be covered inthe next part of this series.
8 metalmag • March/April 2002 |
Specification References- the rest of the storyMost of these ASTM procedures are not pass-fail, but quantitative in nature,hence the specifier must know and state the level of performance desiredand include the same as part of a performance specification.
Performance Aspect ASTM ProcedureFilm Thickness D-1005Specular Gloss D-523IR Reflectivity D-3363Flexibility D-4145Adhesion D-3359Reverse Impact D-2794Abrasion, Falling Sand D-968Mortar Resistance C-267Detergent Resistance D-2248Acid Pollutants D-1308Salt Spray Resistance B-117Humidity Resistance D-2247South Florida Color Change D-2244Chalk Resistance D-4214QUVB G-53Acid Rain (Kesternich)