MEMORANDUM CLAY BRICKS FACTORY - …basi… · In order to regulate the proportion of the clay-sand...
25
MEMORANDUM CLAY BRICKS FACTORY January 2014
Transcript of MEMORANDUM CLAY BRICKS FACTORY - …basi… · In order to regulate the proportion of the clay-sand...
MEMORANDUM
CLAY BRICKS FACTORY
January 2014
MEMORANDUM CLAY BRICKS FACTORY 23/01/2014
1
INDEX
1. INTRODUCTION ................................................... 2
2. GRAPHIC DESCRIPTION OF THE PROCESS ............ 3
3. PRODUCTION PROCESS AND AREAS DESCRIPTION ........................................................................... 4
4. DETAILED PRODUCTION BY AREAS .................... 21
5. GUARANTEED QUALITY PARAMETERS ................ 22
6. PRODUCTION AND CONSUMPTION INFORMATION ......................................................................... 23
7. FACTORY DIMENSIONS ...................................... 24
MEMORANDUM CLAY BRICKS FACTORY 23/01/2014
2
1. INTRODUCTION
The manufacturing process of the ceramic material in the installed plant consists of a series
of steps essential to obtain a product of the quality required by both the producer and the
final customer. These stages are:
Storage of raw materials: The clay from the quarry, once treated in a shredder, is
stored in the raw materials outside area, where a first homogenization and mixture of clays
is done, depending of the kind of product chosen to produce.
Milling: In this stage a second preparation of the mixture of clays is done,
seeking a higher division and homogenization of the raw material in order to
facilitate the molding stage. The main equipment required during this stage is:
laminators, brushers and mashers.
Mashing and emptying: During the wetting and mashing stage water is
added to clay in order to achieve enough pasticity for extruding. This is a key
operation as watering conditions the drying and baking operations.
Molding: During this stage the clay goes through an extruder, where a
particular form is given to the clay paste. Water and steam are added again to
achieve the required plasticity.
Drying: This is a key stage in the whole process, consisiting in eliminating
water from the molded ceramic piece.
Baking: The most important and delicate stage in the process, when the
ceramic piece is provided with the required properties.
MEMORANDUM CLAY BRICKS FACTORY 23/01/2014
3
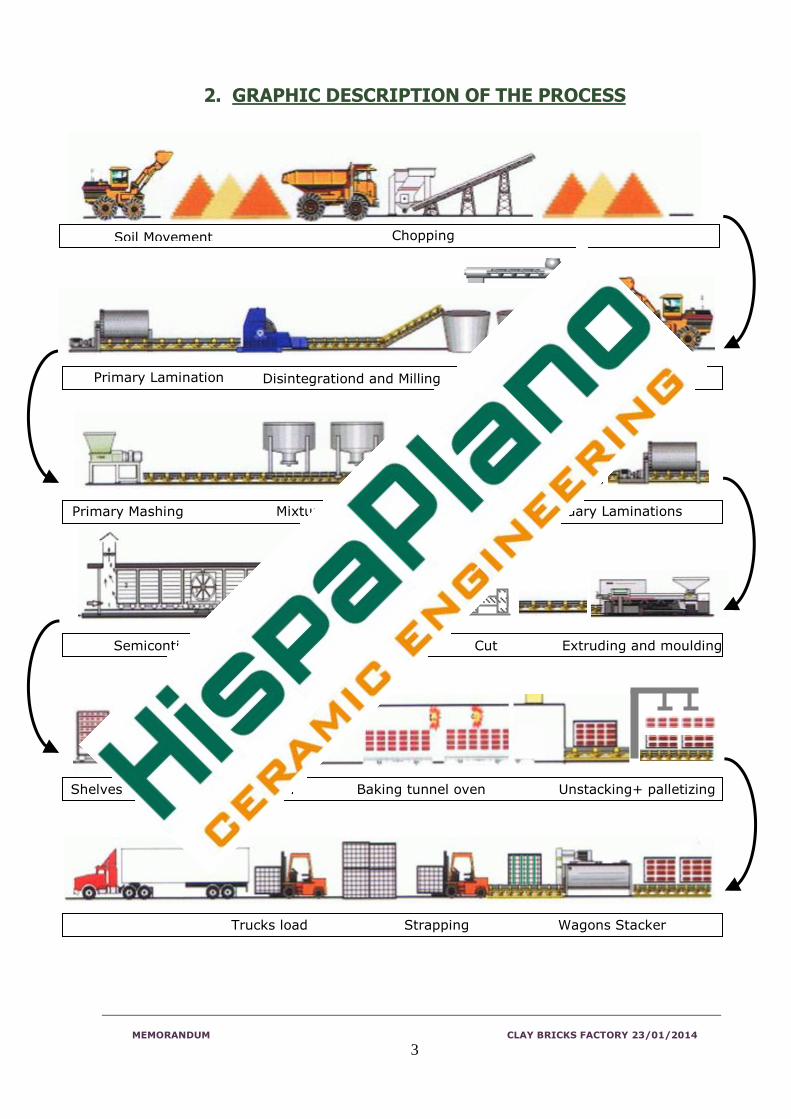
2. GRAPHIC DESCRIPTION OF THE PROCESS
Chopping
Mixture + arids addition Disintegrationd and Milling Primary Lamination
Primary Mashing Mixtures storage Secondary Laminations
Extruding and moulding Semicontinuous dryer Shelves Loading
Shelves unload Baking tunnel oven
Strapping Trucks load
Cut
Stacker Unstacking+ palletizing
Soil Movement
Wagons Stacker
MEMORANDUM CLAY BRICKS FACTORY 23/01/2014
4
3. PRODUCTION PROCESS AND AREAS DESCRIPTION
The following describes in detail the manufacturing process of the ceramic material
for the line that currently exists in the installed plant.
RECEPTION OF RAW MATERIALS
The process starts looking for land where clay can be found. In order to find enough
mineral resources to make the business profitable, the land is analyzed making perforations
(tastings) in different areas where clay is expected to be found and samples are taken. This
way it is known the quality and quantity of clay available and the expected duration of the
exploitation.
Once the land is selected, work continues on the offices, to make sure there is no
legal impediment to legalize the land and exploit its natural resources. Thus, the different
projects must be developed; exploitation, later restoration and environmental impact on the
land affected. Once the administrative issues are solved, exploitation can start.
Work start by removing the vegetal topsoil of the land that is carefully stored if the
land wants to be used later for agriculture again.
The raw material used in the manufacturing process of bricks is clay. Clay mixed with
lignite is loaded in a truck with a backhoe. Each backhoe can load 7 tons each time and
truck´s capacity is of 28 tons. The material is carried to the factory in these same trucks.
Quality of a ceramic product depends largely in the grade of preparation of the raw
material used in its production.
The process of preparation of the ceramic paste can be divided in two
complementary stages:
One indirect preparation, previous to the entry of the raw material in the plant
consisting in its disintegration, ageing and homogenization.
A direct preparation, once inside the plant, consisting in its milling and
mashing.
MEMORANDUM CLAY BRICKS FACTORY 23/01/2014
5
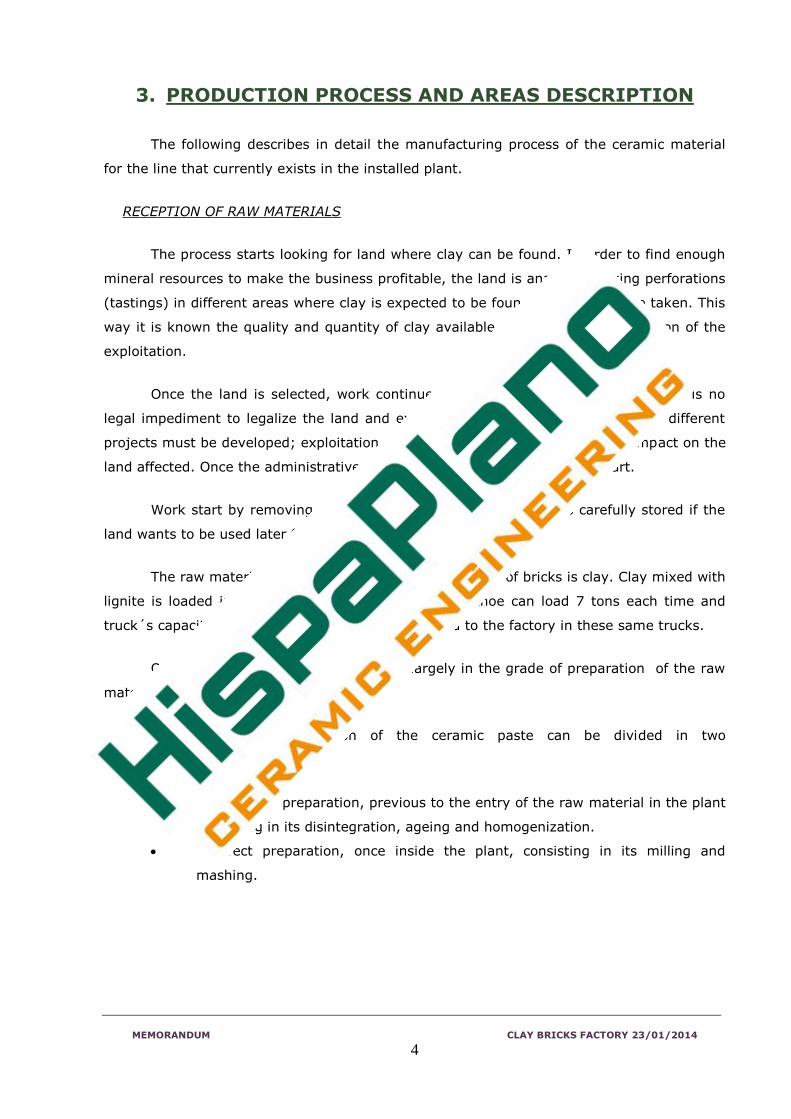
THICK MILLING OR CHOPPING
The clay reaches the storage area in blocks of up to 0,5 cubic metres and it is
required to pass it through a chopping machine previous to its storage in the quarry. This
chopping machine picks the clay from a hopper where it is directly unloaded by the trucks.
In this chopping machine the raw material is disaggregated in parts under 5 cm.
homogenizing its size and ensuring the supply to the factory of a raw material of constant
characteristics in plasticity and moisture grade.
MEMORANDUM CLAY BRICKS FACTORY 23/01/2014
6
The two grinding axis include the anti-wear material hammers assembled on steel
grooved discs. Both axes, rotating in opposite directions at different speeds, provide an
excellent shredding effect when the hammer of one of the axes passes through the slot of
the opposite disc. A system of labyrinths and elastic retainers ensures the tightness of the
double line spherical bearings, preventing the entry of material and extending its usage life.
This homogenization allows the correct development of the manufacturing process,
preventing a high power consumption and enlarging the life of the equipment. Clay, in
lumps, reaches a conveyor belt to the storage area.
STORAGE OF THE RAW MATERIAL
The clay in lumps falls to a conveyor belt that unloads it in the storage area. In the
side of the belt there is a sprinkler that adds water to the clay (10% approx.) to prevent
dust formation when the belt unloads the clay and provides the required moisture for the
process.
Clay is stored enough time for its ageing and maturation benefiting from physical
and mechanic actions from weather conditions (rain, ice, sun, wind...) that produce a
disaggregation of the raw material, in addition to fermentation by the action of
microorganisms (bacteria) that modify some psycho-chemical properties of the water-clay
mixture (plasticity).
Clay is then mixed with sand, that improves the energetic efficiency of the drying
stage. Sand is also stored in the storage area, by the factory.
Using loading shovels clay is picked and introduced in the two hoppers. Sand is also
introduced by loading shovels in a different hopper, next to the ones that store the clay.
Clay can also be mixed during the process with other components available in the
area, usually scraps that favour the process and save energy, stored in a different hopper
from where it is dosed.
MEMORANDUM CLAY BRICKS FACTORY 23/01/2014
7
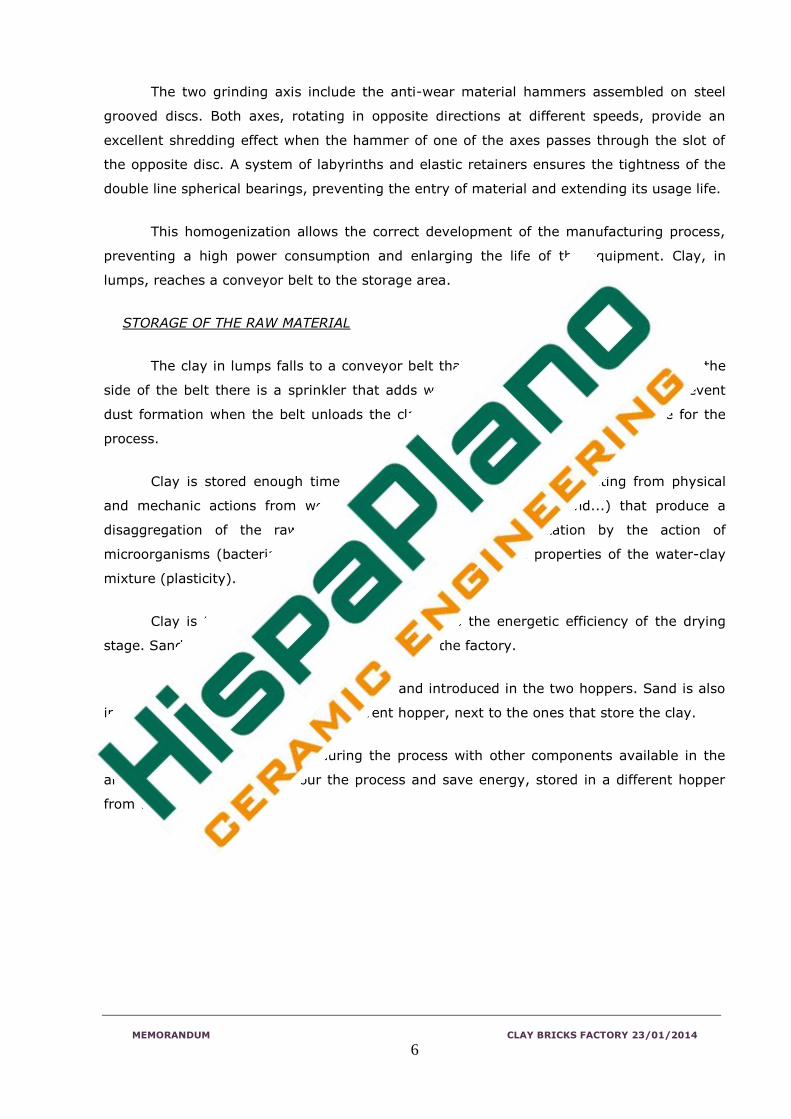
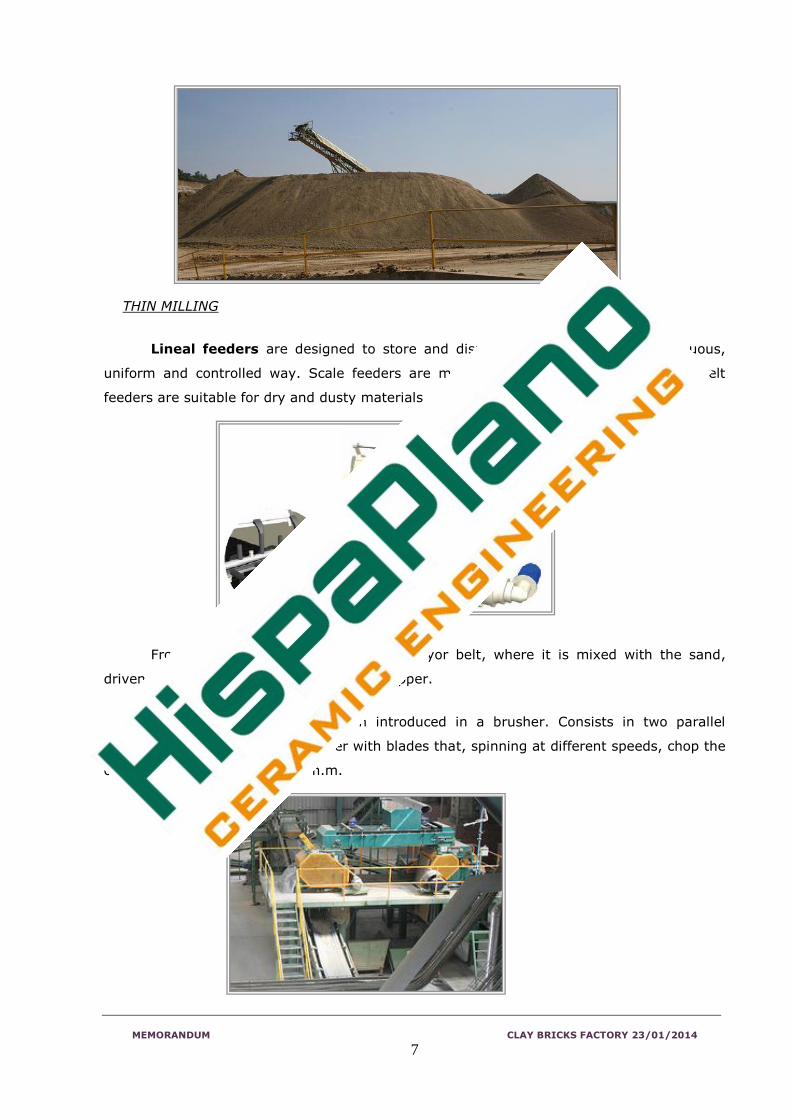
THIN MILLING
Lineal feeders are designed to store and dispense the material in a continuous,
uniform and controlled way. Scale feeders are mainly used for wet materials while belt
feeders are suitable for dry and dusty materials.
From the hopper clays falls to a conveyor belt, where it is mixed with the sand,
driven as well by a different belt from its hopper.
The clay-sand mixture is then introduced in a brusher. Consists in two parallel
cylinders, one smooth and the other with blades that, spinning at different speeds, chop the
clay to portions of less than 8 m.m.
MEMORANDUM CLAY BRICKS FACTORY 23/01/2014
8
In order to regulate the proportion of the clay-sand mixture that reaches the
brusher, automatic weighting scales are located under the belts. This way the quantity of
clay that falls from the hopper and the quantity of sand for the mixture are controlled.
Mixing clay with sand a higher grade of permeability is acieved by a bigger grain
size, helping water migration during the drying process. The result is a less process time
during this stage.
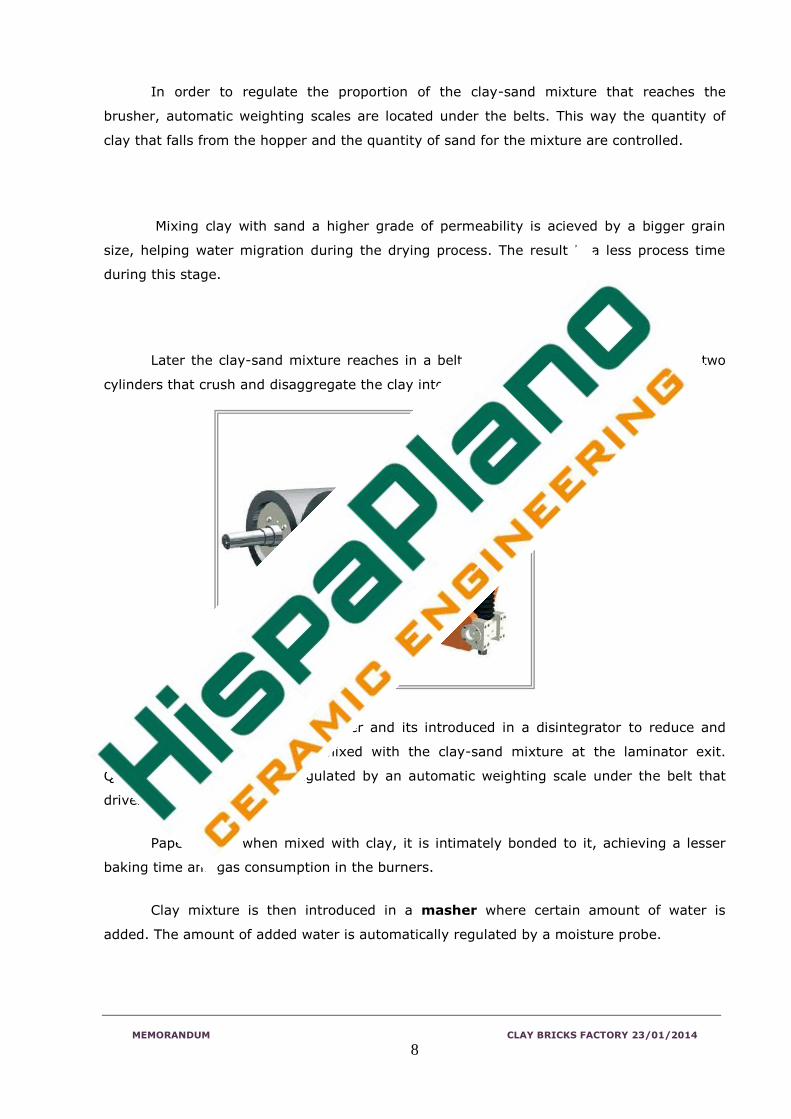
Later the clay-sand mixture reaches in a belt the laminator, which consists in two
cylinders that crush and disaggregate the clay into particles of less than 5 mm.
Paper paste leaves the hopper and its introduced in a disintegrator to reduce and
homogenize its size. Its later mixed with the clay-sand mixture at the laminator exit.
Quantity of paper paste is regulated by an automatic weighting scale under the belt that
drives it.
Paper paste, when mixed with clay, it is intimately bonded to it, achieving a lesser
baking time and gas consumption in the burners.
Clay mixture is then introduced in a masher where certain amount of water is
added. The amount of added water is automatically regulated by a moisture probe.
MEMORANDUM CLAY BRICKS FACTORY 23/01/2014
9
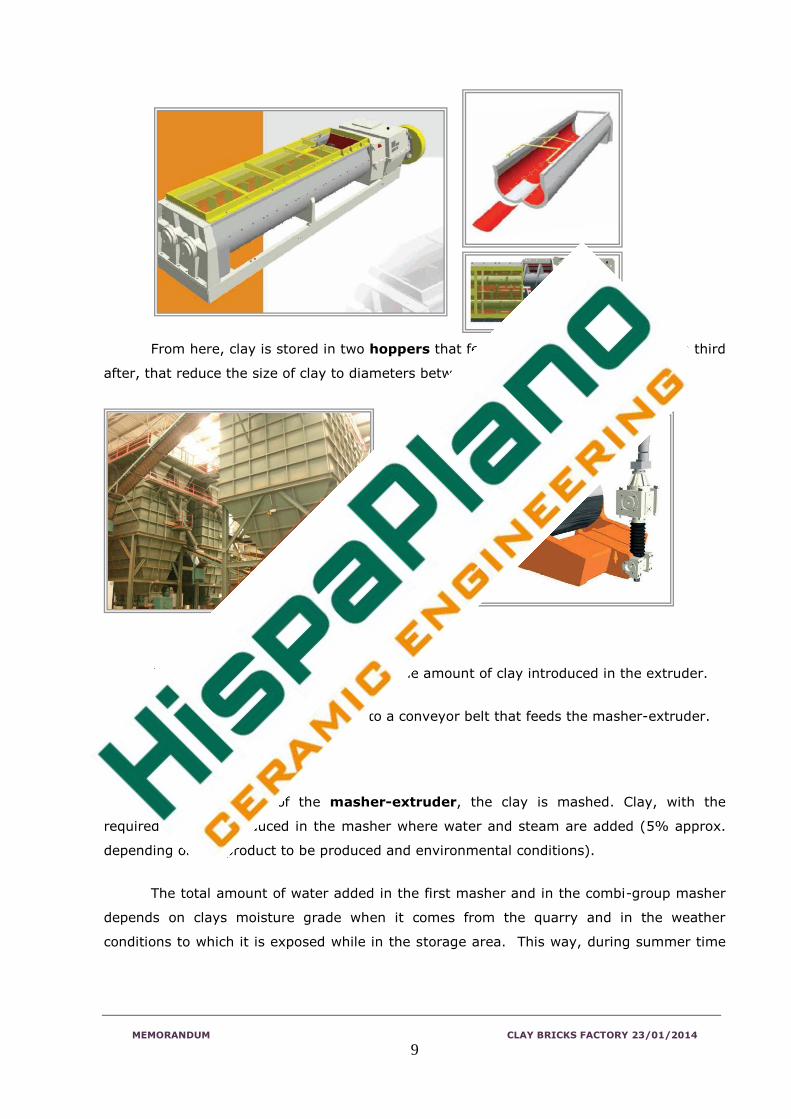
From here, clay is stored in two hoppers that feed a second laminator, and a third
after, that reduce the size of clay to diameters between 3 and 1,5 m.m.
Automatic weighting scales regulate the amount of clay introduced in the extruder.
At the laminators exit, clay falls to a conveyor belt that feeds the masher-extruder.
MASHING
In the first part of the masher-extruder, the clay is mashed. Clay, with the
required size, is introduced in the masher where water and steam are added (5% approx.
depending on the product to be produced and environmental conditions).
The total amount of water added in the first masher and in the combi-group masher
depends on clays moisture grade when it comes from the quarry and in the weather
conditions to which it is exposed while in the storage area. This way, during summer time

MEMORANDUM CLAY BRICKS FACTORY 23/01/2014
10
more water is added than during winter time. Water addition can be done either by water or
by the steam generated in the boiler.
It is about providing clay with enough plasticity to pass through the mold and
achieve the required shape without breaking . It tends to use steam first, and if necessary
water is added. The addition of steam to the mashing process is the best available
technique because saves energy during the drying process.
EXTRUDING
In the second part of the masher-extruder, material goes through the extruder,
where by a vacuum pump air is extracted from the paste and its pressed against a mold,
obtaining a bar with a characteristic form depending on the kind of product.

MEMORANDUM CLAY BRICKS FACTORY 23/01/2014
11
The amount of water and steam to add will be sufficient to mantain extrusion
pressure between 22 and 28 Kg / cm2.
The extrusion pressure should be as high as possible for mixing clay with as little
water as possible, but considering the mechanical constraints of the extruder and the mold
through which the output of the paste is produced. Very high pressures can deform the
mold or generate faults in power transmission elements of the extruder. At this stage the
intensity of current consumed by the electric engine that drives the extruder is controlled.
The water added is absorved by the surface of clay particles, creating a film more or
less uniform around them due to electrostatic forces between the surface of clay particles
and water. As water content increases, free of water molecules appear between the
particles (free of water) located in capillaries. The capillary attraction between both types of
water results in rapid increase in cohesion or bonding strength between particles up to a
maximum of consistency.
An excessive contribution of water results in an increase of the section of these
capillaries, reducing the capillar attraction between bonded and free water preceiving a
decrease in the consistency of the paste.
This continous block that exits the extruder is passed through the length cutter and
another multiwire cutter fixing the final dimensions of the product being produced at that
moment. The parts are loaded onto the shelves and introduced in the drying tunnel. Cutting
waste is driven back to the combi-group masher in a conveyor belt.
MEMORANDUM CLAY BRICKS FACTORY 23/01/2014
12
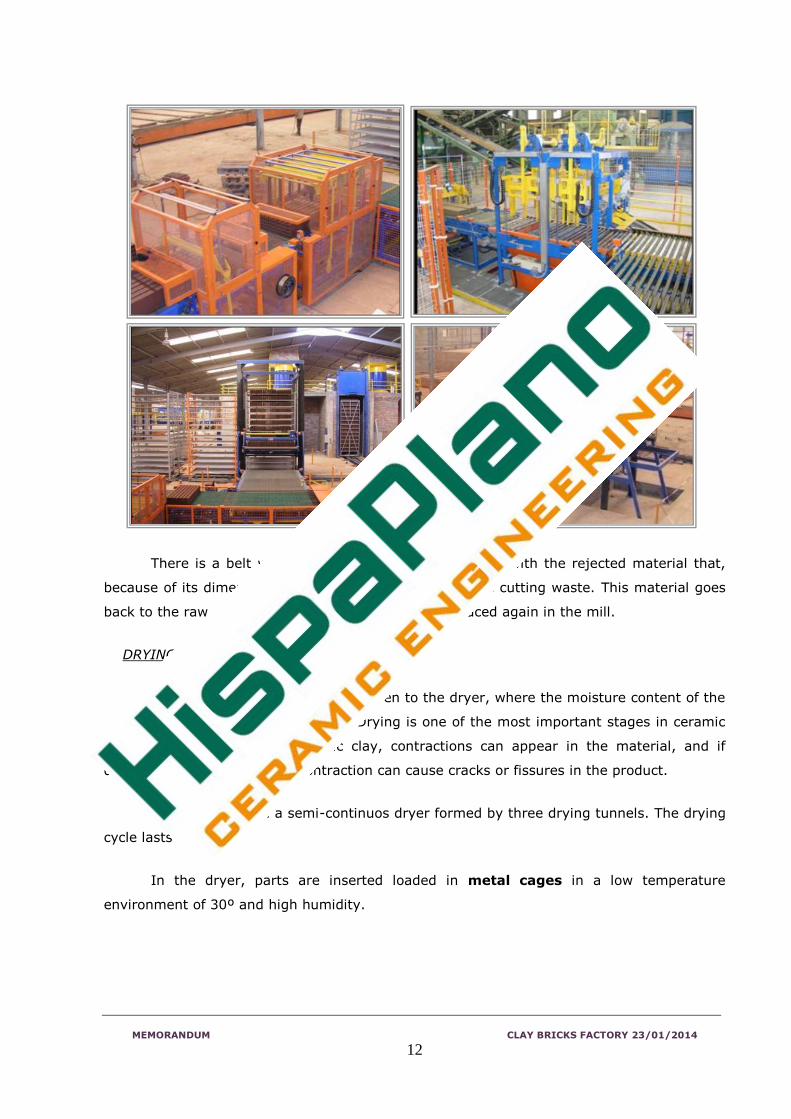
There is a belt with waste that leaves the extruder with the rejected material that,
because of its dimensions, can not be recovered with the cutting waste. This material goes
back to the raw materials storage area and it is introduced again in the mill.
DRYING STAGE
Once the piece is formed, it is driven to the dryer, where the moisture content of the
pieces is reduced to an approx. 5%. Drying is one of the most important stages in ceramic
processing. When drying a plastic clay, contractions can appear in the material, and if
drying is too fast or uneven, contraction can cause cracks or fissures in the product.
Drying is done in a semi-continuos dryer formed by three drying tunnels. The drying
cycle lasts 24 hours.
In the dryer, parts are inserted loaded in metal cages in a low temperature
environment of 30º and high humidity.
MEMORANDUM CLAY BRICKS FACTORY 23/01/2014
13
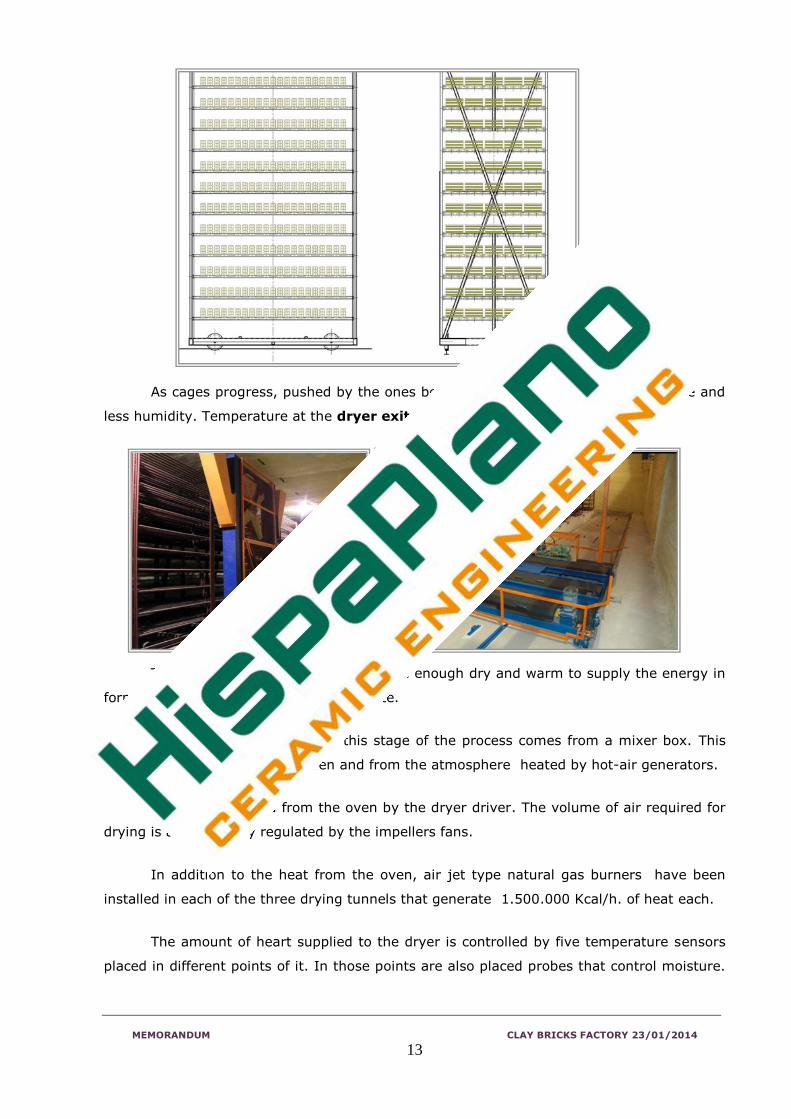
As cages progress, pushed by the ones behind, they acquire higher temperature and
less humidity. Temperature at the dryer exit is of 55ºC.
The air that enters the dryer must be enough dry and warm to supply the energy in
form of heat that water needs to evaporate.
The hot air required during this stage of the process comes from a mixer box. This
box recieves hot air from the oven and from the atmosphere heated by hot-air generators.
Hot air is removed from the oven by the dryer driver. The volume of air required for
drying is automatically regulated by the impellers fans.
In addition to the heat from the oven, air jet type natural gas burners have been
installed in each of the three drying tunnels that generate 1.500.000 Kcal/h. of heat each.
The amount of heart supplied to the dryer is controlled by five temperature sensors
placed in different points of it. In those points are also placed probes that control moisture.
MEMORANDUM CLAY BRICKS FACTORY 23/01/2014
14
Depending on the type of product, different values are set for the input and output
temperature of the dryer. Therefore, control elements at the dryer are:
Five temperature probes in five different points.
Five moisture probes in the temperature control points.
Electronic frequency inverters in the oven air extractor impellers fan.
In the initial stage of drying is where the highest levels of contraction of material
happen, therefore, it is the most delicate stage. When a certain temperature is reached
during the first stage of the drying process ensures that at the end of the dryers run the
parts are dry.
A defective drying can lead to the emergence of tensions in the material that results
in the appearance of defects, mainly shrinkage, breakage and reduced resistance.
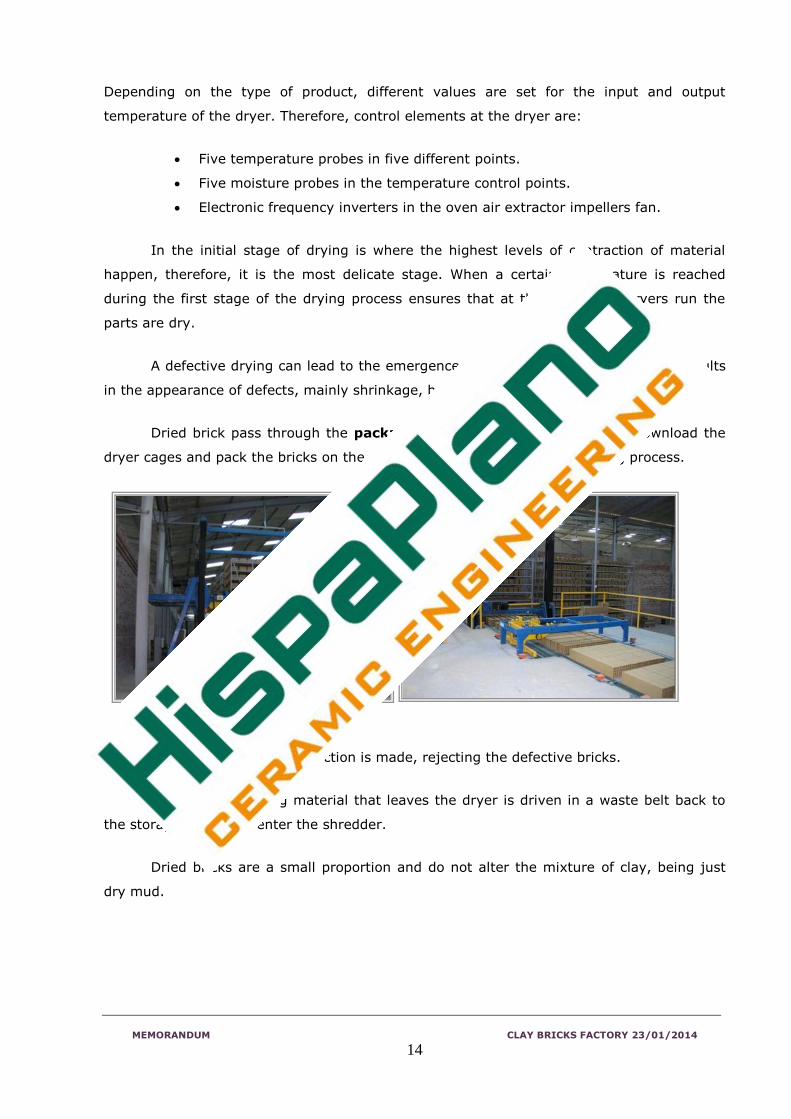
Dried brick pass through the packaging machine that automatically download the
dryer cages and pack the bricks on the wagons that takes them to the baking process.
During this process a selection is made, rejecting the defective bricks.
The non-conforming material that leaves the dryer is driven in a waste belt back to
the storage area to re-enter the shredder.
Dried bricks are a small proportion and do not alter the mixture of clay, being just
dry mud.
MEMORANDUM CLAY BRICKS FACTORY 23/01/2014
15
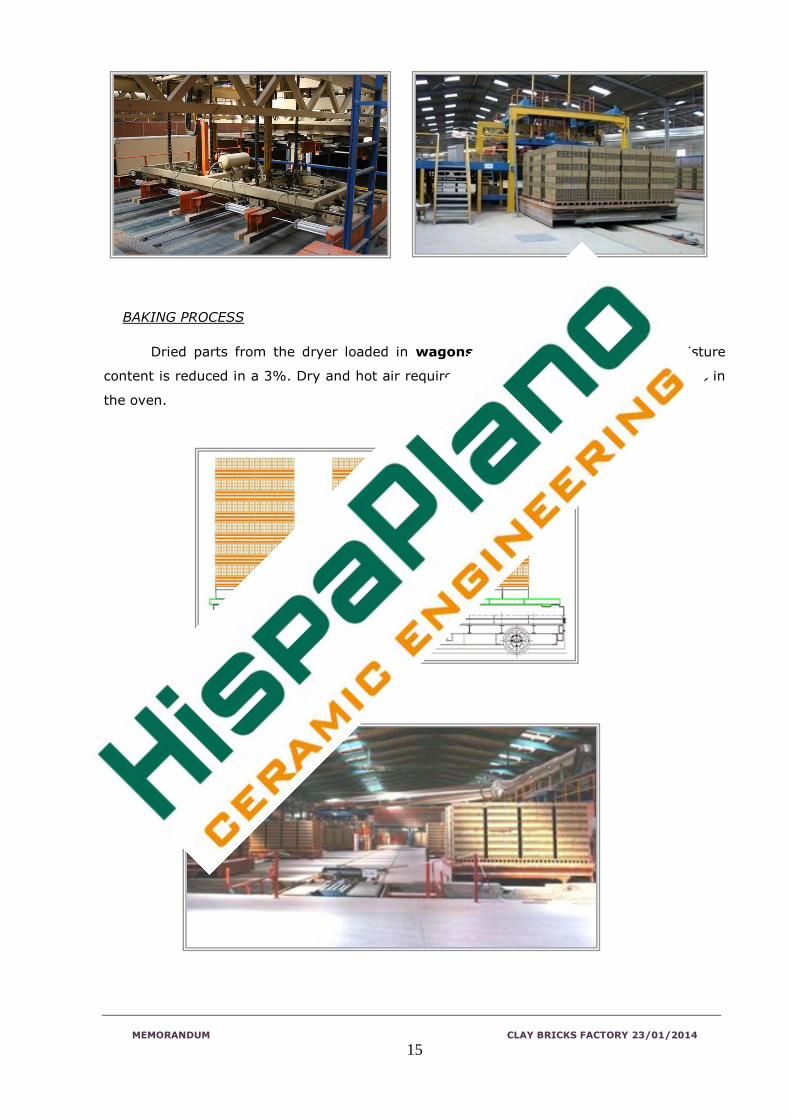
BAKING PROCESS
Dried parts from the dryer loaded in wagons enter the pre-oven where moisture
content is reduced in a 3%. Dry and hot air required comes from the cooling of the parts in
the oven.
MEMORANDUM CLAY BRICKS FACTORY 23/01/2014
16
The pre-oven is divided in two areas separated by a door. In the first half theres only
hot air recovered from the oven.
In the second half, the hot and dry air required comes from the oven and from a jet
type natural gas burner.
The recovered hot air from the oven is driven to the pre-oven through a pipe,
regulating the amount of air drawn through by an electronic inverter located in the impeller.
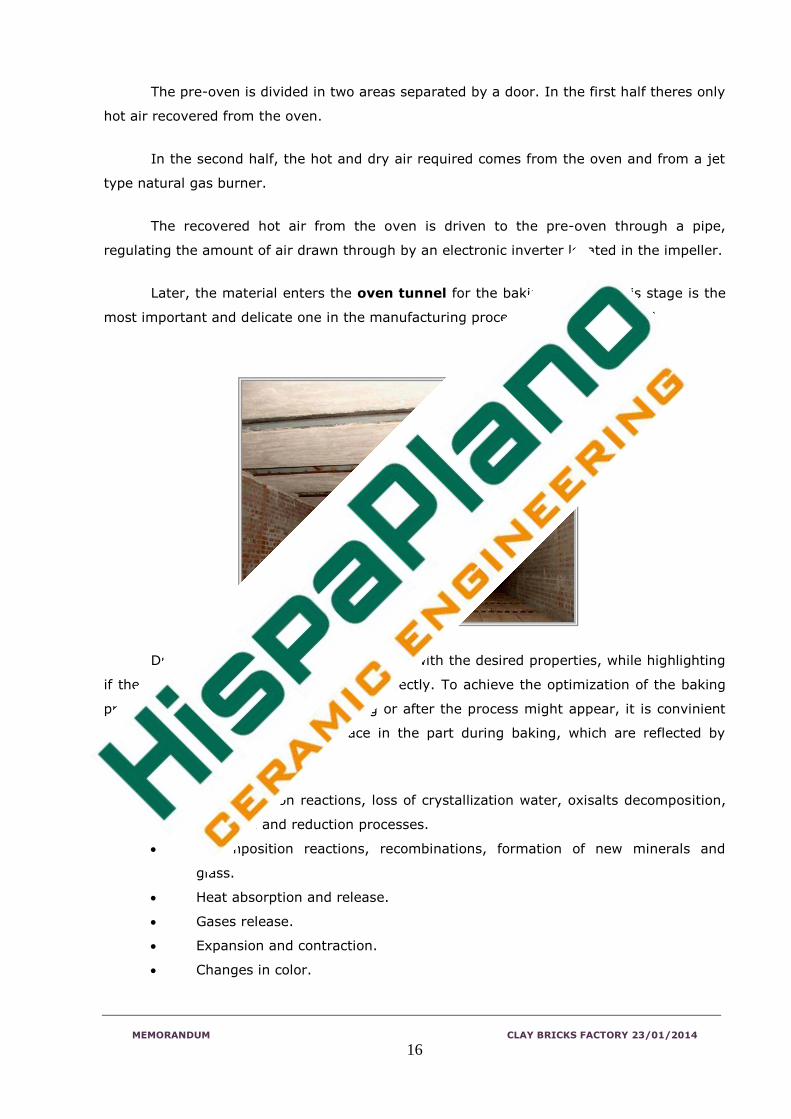
Later, the material enters the oven tunnel for the baking process. This stage is the
most important and delicate one in the manufacturing process of ceramic material.
During this stage the brick is provided with the desired properties, while highlighting
if the preceding steps have been done correctly. To achieve the optimization of the baking
process and prevent defects that during or after the process might appear, it is convinient
to know the reactions that take place in the part during baking, which are reflected by
different phenomena:
Decomposition reactions, loss of crystallization water, oxisalts decomposition,
oxidation and reduction processes.
Recomposition reactions, recombinations, formation of new minerals and
glass.
Heat absorption and release.
Gases release.
Expansion and contraction.
Changes in color.
MEMORANDUM CLAY BRICKS FACTORY 23/01/2014
17
Changes that happen when cooling: recrystallization of new mineral phases.
The oven is divided in three zones; preheating, baking and cooling.
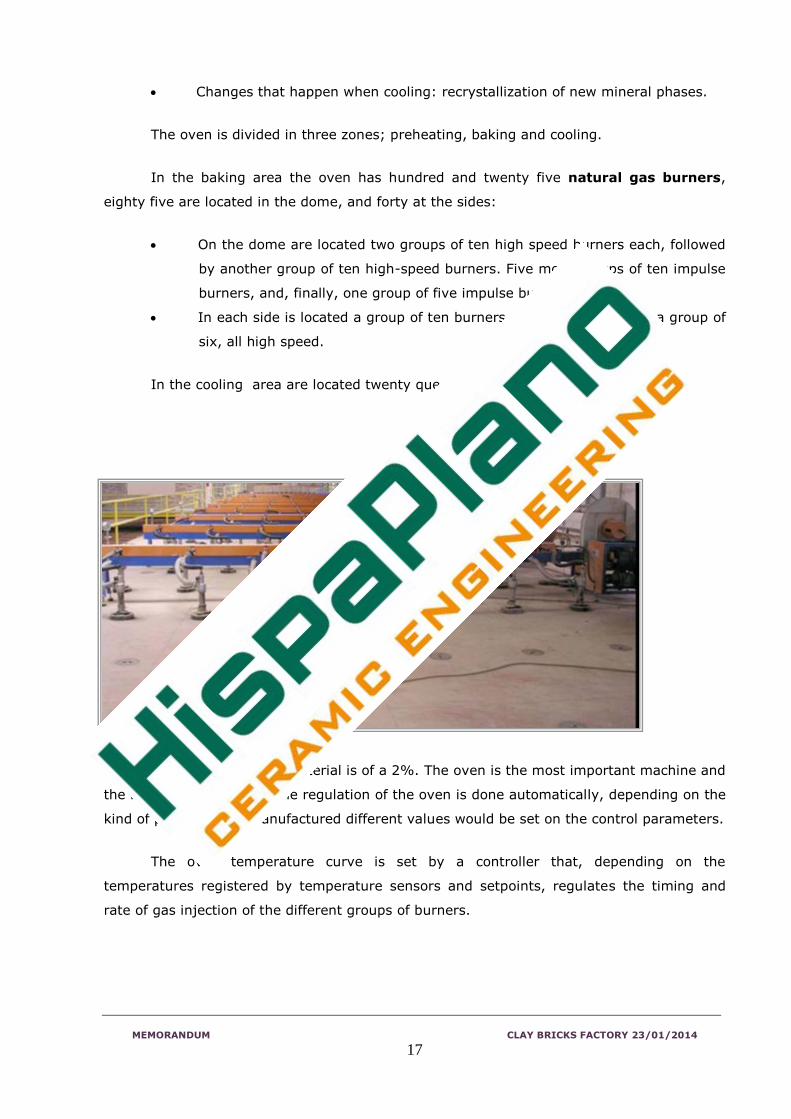
In the baking area the oven has hundred and twenty five natural gas burners,
eighty five are located in the dome, and forty at the sides:
On the dome are located two groups of ten high speed burners each, followed
by another group of ten high-speed burners. Five more groups of ten impulse
burners, and, finally, one group of five impulse burners.
In each side is located a group of ten burners, a group of four, and a group of
six, all high speed.
In the cooling area are located twenty quenching groups.
Moisture loss of the material is of a 2%. The oven is the most important machine and
the most controlled one. The regulation of the oven is done automatically, depending on the
kind of product to be manufactured different values would be set on the control parameters.
The oven temperature curve is set by a controller that, depending on the
temperatures registered by temperature sensors and setpoints, regulates the timing and
rate of gas injection of the different groups of burners.
MEMORANDUM CLAY BRICKS FACTORY 23/01/2014
18
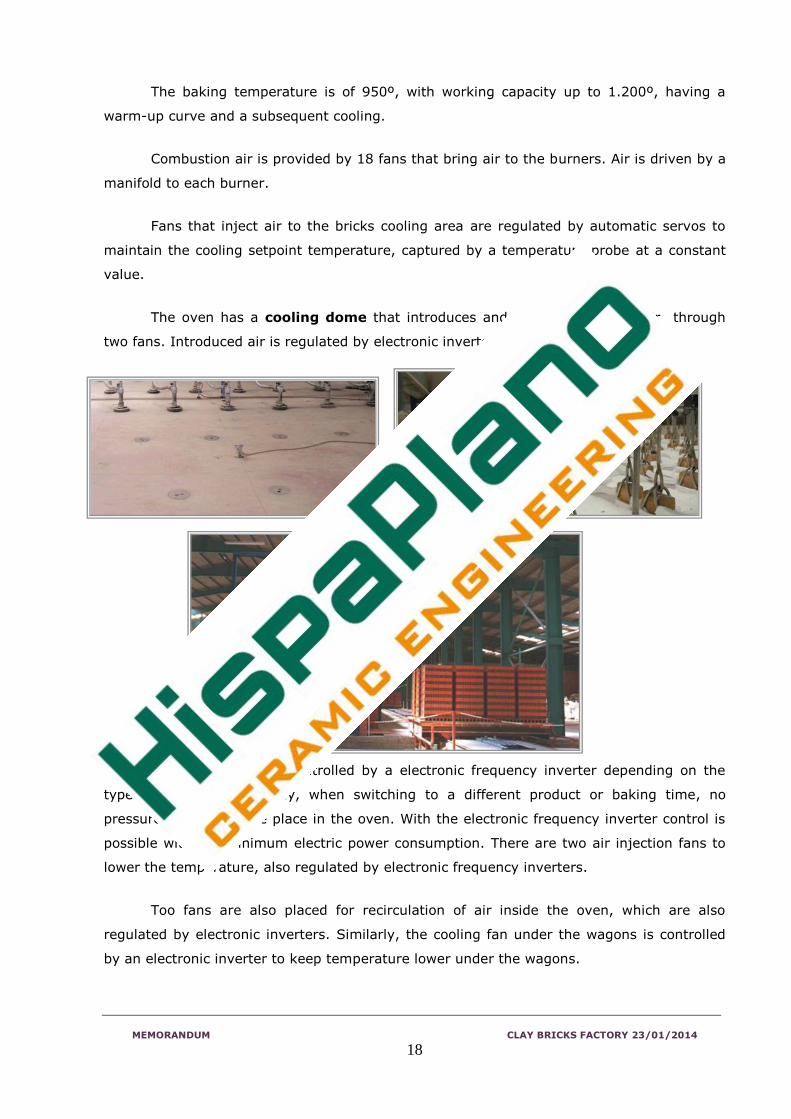
The baking temperature is of 950º, with working capacity up to 1.200º, having a
warm-up curve and a subsequent cooling.
Combustion air is provided by 18 fans that bring air to the burners. Air is driven by a
manifold to each burner.
Fans that inject air to the bricks cooling area are regulated by automatic servos to
maintain the cooling setpoint temperature, captured by a temperature probe at a constant
value.
The oven has a cooling dome that introduces and cools atmospheric air through
two fans. Introduced air is regulated by electronic inverters.
Gas exhaust fan is controlled by a electronic frequency inverter depending on the
type of material. This way, when switching to a different product or baking time, no
pressure variations take place in the oven. With the electronic frequency inverter control is
possible with the minimum electric power consumption. There are two air injection fans to
lower the temperature, also regulated by electronic frequency inverters.
Too fans are also placed for recirculation of air inside the oven, which are also
regulated by electronic inverters. Similarly, the cooling fan under the wagons is controlled
by an electronic inverter to keep temperature lower under the wagons.
MEMORANDUM CLAY BRICKS FACTORY 23/01/2014
19
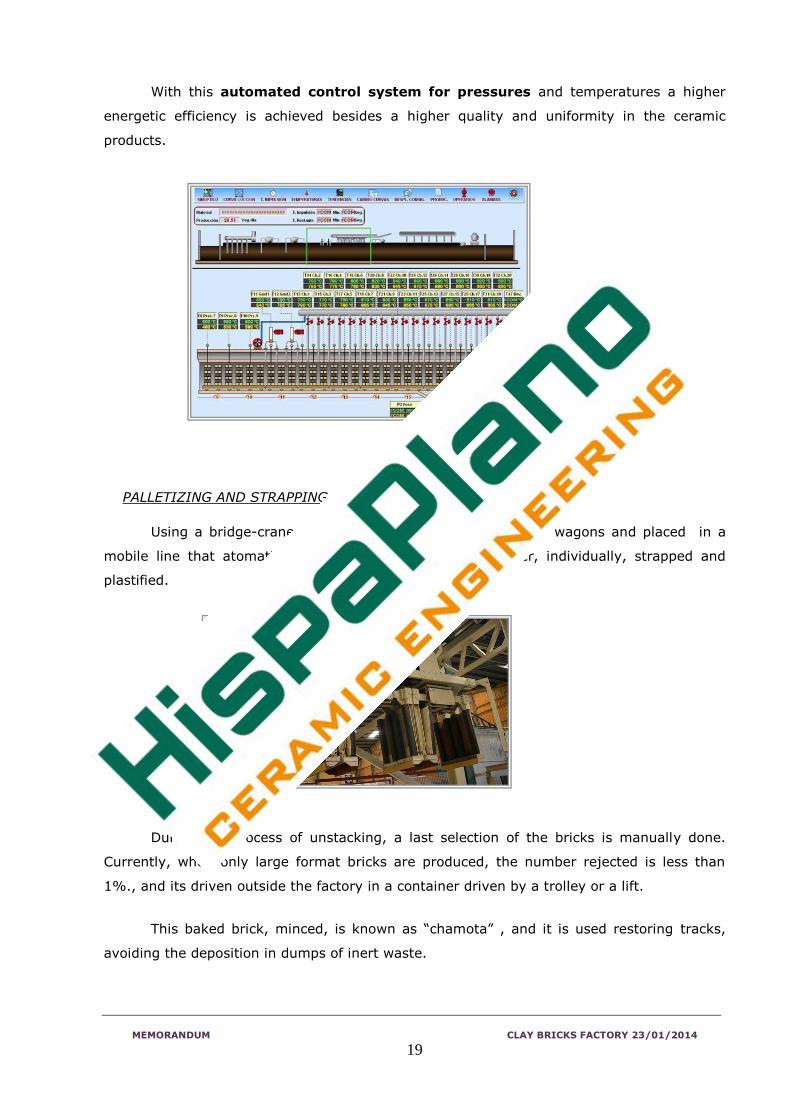
With this automated control system for pressures and temperatures a higher
energetic efficiency is achieved besides a higher quality and uniformity in the ceramic
products.
PALLETIZING AND STRAPPING
Using a bridge-crane, the material is unloaded from the wagons and placed in a
mobile line that atomatically provides the pallets to be later, individually, strapped and
plastified.
During the process of unstacking, a last selection of the bricks is manually done.
Currently, when only large format bricks are produced, the number rejected is less than
1%., and its driven outside the factory in a container driven by a trolley or a lift.
This baked brick, minced, is known as “chamota” , and it is used restoring tracks,
avoiding the deposition in dumps of inert waste.

MEMORANDUM CLAY BRICKS FACTORY 23/01/2014
20
Finally, pallets are collected by a trolley in groups of four from the exit belt and are
stored in the outside yard waiting to be loaded after being sold.
MEMORANDUM CLAY BRICKS FACTORY 23/01/2014
21
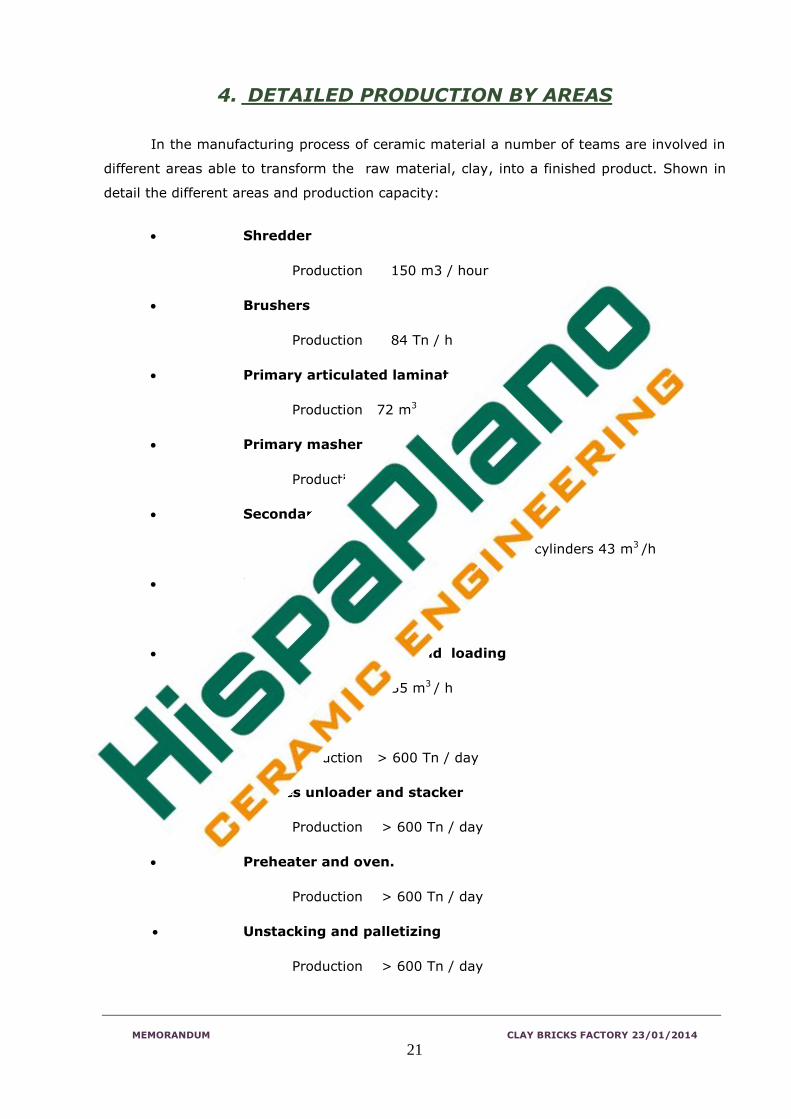
4. DETAILED PRODUCTION BY AREAS
In the manufacturing process of ceramic material a number of teams are involved in
different areas able to transform the raw material, clay, into a finished product. Shown in
detail the different areas and production capacity:
Shredder
Production 150 m3 / hour
Brushers
Production 84 Tn / h
Primary articulated laminator
Production 72 m3 / h
Primary masher
Production 60 Tn / h
Secondary articulated laminators 1 and 2
Production with 1 mm gap between cylinders 43 m3 /h
Masher-extruder
Production 35 m3 / h
Cut, Shelves transport and loading
Production 35 m3 / h
Dryer
Production > 600 Tn / day
Shelves unloader and stacker
Production > 600 Tn / day
Preheater and oven.
Production > 600 Tn / day
Unstacking and palletizing
Production > 600 Tn / day
MEMORANDUM CLAY BRICKS FACTORY 23/01/2014
22
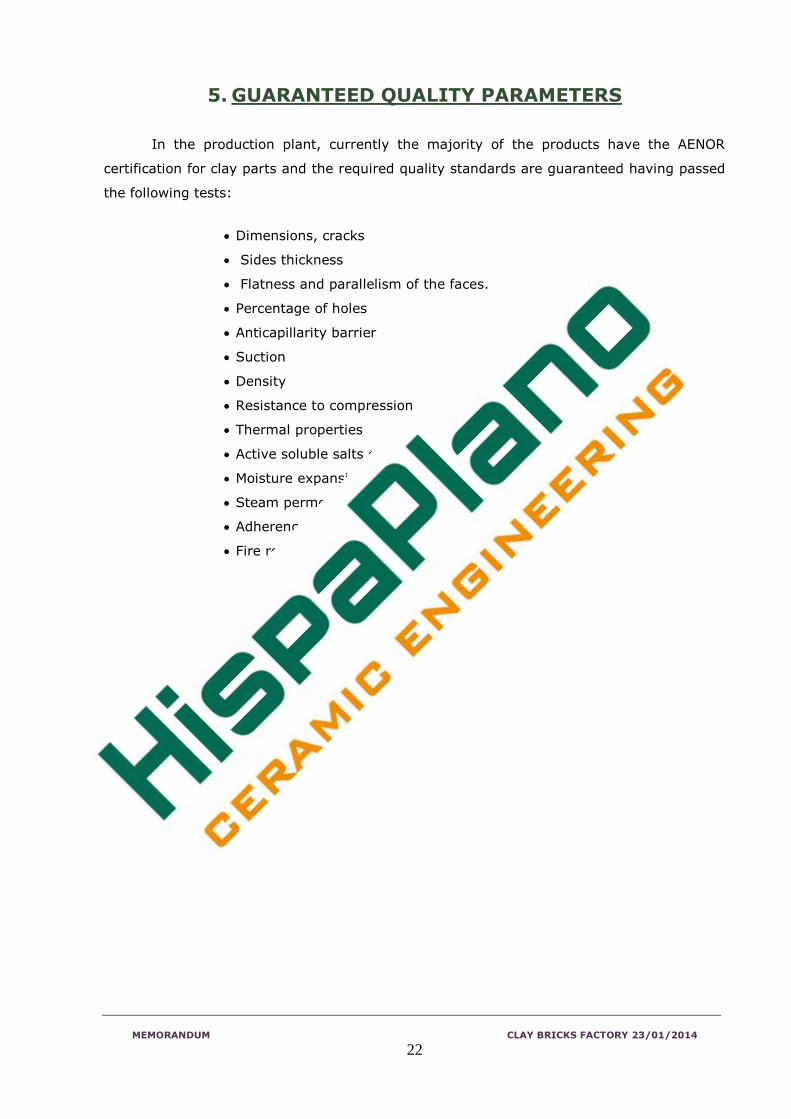
5. GUARANTEED QUALITY PARAMETERS
In the production plant, currently the majority of the products have the AENOR
certification for clay parts and the required quality standards are guaranteed having passed
the following tests:
Dimensions, cracks
Sides thickness
Flatness and parallelism of the faces.
Percentage of holes
Anticapillarity barrier
Suction
Density
Resistance to compression
Thermal properties
Active soluble salts content
Moisture expansion
Steam permeability
Adherence
Fire reaction
MEMORANDUM CLAY BRICKS FACTORY 23/01/2014
23
6. PRODUCTION AND CONSUMPTION INFORMATION
Although currently the factory is only producing the most profitable brick in Spain
which is the large format with a length of 70 cm., the same factory, with the appropiate
molds, is able to manufacture a wide range of bricks such as:
1. Wall, perforated or King-kong
2. Load building blocks with vertical drilling.
3. Double hollow or “pandereta”
4. “Termoarcilla” or Thermal Clay block
5. Divider, partitions and walls from 4 mm of thinckness
6. “Bloquelon” or mezzanines brick
7. Large format brick 70 cm. long with single, double and triple hollows,
including fittin parts and speacial parts.
8. Although not bricks, it can also produce bottle holders in different sizes.
Most of the manufactured products are certified by AENOR with product
characteristics required by UNE regulations, therefore, are products of excellent quality with
the appropiate mechanical behaviour and thermal and acoustic isolation.
In case only large format bricks in 700 x 500 x different thickness were produced,
current production capacity of the factory is of 590 tns per day, equivalent to more than
220.000 tns per year, working full time all year round.
On the attached document production volumes there could be checked out the
capacity for each brick type.
On the attached document Consumptions there could be checked out the consumption
per ton of bricks.
MEMORANDUM CLAY BRICKS FACTORY 23/01/2014
24
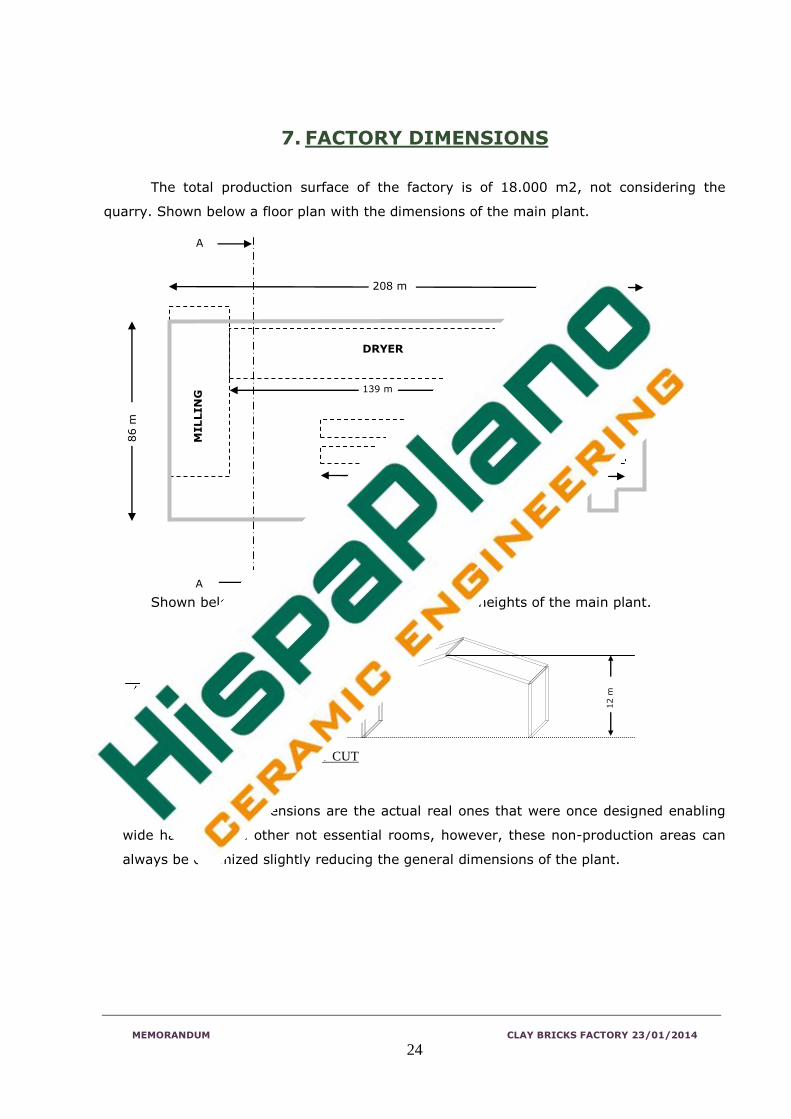
7. FACTORY DIMENSIONS
The total production surface of the factory is of 18.000 m2, not considering the
quarry. Shown below a floor plan with the dimensions of the main plant.
Shown below an elevation plan with the approx. heights of the main plant.
The reflected dimensions are the actual real ones that were once designed enabling
wide hallways and other not essential rooms, however, these non-production areas can
always be optimized slightly reducing the general dimensions of the plant.
208 m
86 m
DRYER
PRE-OVEN
OVEN
MILLIN
G
136 m
139 m
18 m
A
A
A-A CUT
7 m
12 m