
MEMBRANE ENHANCED CHEMICAL AND BIOCHEMICAL PROCESSES€¦ · MEMBRANE ENHANCED CHEMICAL AND...
17
ROYAL SOCIETY OF CHEMISTRY SYMPOSIUM 2019 RE SOURCING OUR RESOURCES REDUCING ENVIRONMENTAL IMPACT MEMBRANE ENHANCED CHEMICAL AND BIOCHEMICAL PROCESSES Flemish Institute of Technological Research The effect of nanomodification of membrane surface on process efficiencies
Transcript of MEMBRANE ENHANCED CHEMICAL AND BIOCHEMICAL PROCESSES€¦ · MEMBRANE ENHANCED CHEMICAL AND...

ROYAL SOCIETY OF CHEMISTRY SYMPOSIUM 2019RE SOURCING OUR RESOURCESREDUCING ENVIRONMENTAL IMPACT
MEMBRANE ENHANCED CHEMICAL AND BIOCHEMICAL PROCESSES
Flemish Institute of Technological Research
The effect of nanomodification of membrane surface on process efficiencies

2
0
2
4
6
8
10
1500 1700 1900 2100
Bill
ion
s
Year
World population
NASA Goddard Institute for Space Studies - http://data.giss.nasa.gov/gistemp/graphs/
Flemish Institute of Technological Research

Since 2015 : 1284 publications and 1244 patents
0
50
100
150
200
250
300
350
400
2015 2016 2017 2018
Patents Publications
SUSTAINABLE CHEMISTRY
PROCESS INTENSIFICATION
3
Web of science 2019/05/15; Google scholar 2019/05/15Nature 532 (7600), 435-438
Oak Ridge National Laboratory. Materials for Separation Technologies: Energy and Emission Reduction Opportunities (2005).
Flemish Institute of Technological Research

SUSTAINABLE CHEMISTRY
MEMBRANE TECHNOLOGY
4
Membrane technology is today an additional tool for process chemist, offering alternative and more efficient solutions to existing challenges.
Integrated membrane reactor
Flemish Institute of Technological Research

CHEMICAL PROCESSES REQUIRING HIGH DILUTION
5
Proof of Concept: Peptide Cyclisation
Benifits
Yield: 71% 95%Conversion: 84% 100%
Product purity
Solvent use: -85%
PMI : 1700 300
Production price
SUSTAINABLE CHEMISTRY
Flemish Institute of Technological Research

SUSTAINABLE CHEMISTRY
CHEMICAL PROCESSES REQUIRING HIGH DILUTION
reaction/ separation vessel
mixer tank
membrane
V-1
V-2
solution 1
N2
gasP-1
P-2
open chain
peptide (1) in AcOH
reaction reagent in solvent
reaction reagent in solvent
separation vessel
mixer/reaction tank
solution 2
membrane
V-1
V-2
solution 1
N2
gasP-1
P-2
open chain
peptide (1) in AcOH
Head to tail cyclisation
PMI : 45%
Metathesis cyclisation
PMI : 75%
Flemish Institute of Technological Research

SUSTAINABLE CHEMISTRY
RE USE AND RECYCLE OF VALUABLE HOMOGENEOUS CATALYSTS
COOEtEtOOCCOOEtEtOOC
0.01 mol % catalyst
C13
H20
O4
240.29
C11
H16
O4
212.24
DEDAM
Acetone+
Solvent: DCM, Toluene, Acetone
Cl
ClRu
P
O
C28H45Cl2OPRu
600.6HG-I
Cl
ClRu
P
C19H35Cl2PRu
466.43
Cl
ClRu
NN
O
C31H38Cl2N2ORu
626.63
Cl
ClRu
NN
C22H28Cl2N2Ru
492.45
C54
H69
Cl2N
2PRu
949.09M2
Cl
ClRu
NN
PCy Cy
Cy
Cl
ClRu
NN
C22H28Cl2N2Ru
492.45
Cl
ORu
NN
N
N+
O-
O
C50H47ClN4O3Ru
888.46M41
Cl
ORu
NN
N
N+
O-O
C36H39ClN4O3Ru
712.25
Cl
ClRu
NN
O
O
C32H38Cl2N2O2Ru
654.63
Cl
ClRu
NN
C22H28Cl2N2Ru
492.45
Reaction :
Ru Catalyst : Pre-catalyst :
Peformance on Funmem membrane + benchmark :
Membrane Permeability Catalyst retention Product retention
Funmem®0,9 nm TiO2
Polymeric OSN
6 lm-2h-1bar-1
0.3 lm-2h-1bar-1
0.8 lm-2h-1bar-1
87 %96 %91 %
35 %60 %97 %
Flemish Institute of Technological Research

SUSTAINABLE CHEMISTRY
RE USE AND RECYCLE OF VALUABLE HOMOGENEOUS CATALYSTS
Off-line processing
V-1
Feed tank (B)
Diafiltration
tank (A)
Membrane unit
N2
gas
P1
P2
V-1
Feed tank (B)
Diafiltration
tank (A)
Membrane unit
N2
gas
P1
P2
V-2
coupling partners & base in solvent
Catalyst in solvent
At-line processing On-line processing
With all processing methods rejection of Pd species > 99 %
Reaction Pd content (ppm) Membrane Pd in product (ppm)
1 nm C8 – TiO2 67
8700 0.9 nm TiO2 7
0.9 nm C8H4F13 – TiO2 6
0.9 nm C8H4F13 – TiO2* 3
*PEPPSI catalyst , other CX-3116/01/2018
©VITO – Not for distribution

INCREASING CATALYST TON
9
Catalyst performance in (semi)continuous reaction
Tail in catalyst designed for rejection and impedes cluster formation
SUSTAINABLE CHEMISTRY
Flemish Institute of Technological Research

INCREASING CATALYST TON
10
Literature example
Yield (%) 93
Substrate –catalyst ratio 50
Pre-catalyst load (ppm) 20000
Catalyst retention (24°C) /
Av. Process permeance (Lm-2h-
1bar-1)/
Isolated product metal
contamination (ppm)/
Mass intensity (reaction) /
Mass intensity (reaction &
product isolation500
solvent 1,4-dioxane
Organometallics Not recovered
Membrane assisted
(commercial catalysts)
Yield (%) 92
Substrate –catalyst ratio 100
Pre-catalyst load (ppm) 10000
Catalyst retention (24°C) 50
Av. Process permeance (Lm-2h-
1bar-1)6
Isolated product metal
contamination (ppm)/
Mass intensity (reaction) /
Mass intensity (reaction &
product isolation780
solvent Ethanol
Organometallics(Partially)
recovered
Membrane assisted
(tailed catalysts)
Yield (%) 88
Substrate –catalyst ratio 2000
Pre-catalyst load (ppm) 500
Catalyst retention (24°C) 96
Av. Process permeance (Lm-2h-
1bar-1)1
Isolated product metal
contamination (ppm)16
Mass intensity (reaction) 51
Mass intensity (reaction &
product isolation167
solvent Ethanol
Organometallics Recovered
SUSTAINABLE CHEMISTRY
Flemish Institute of Technological Research
SUSTAINABLE CHEMISTRY
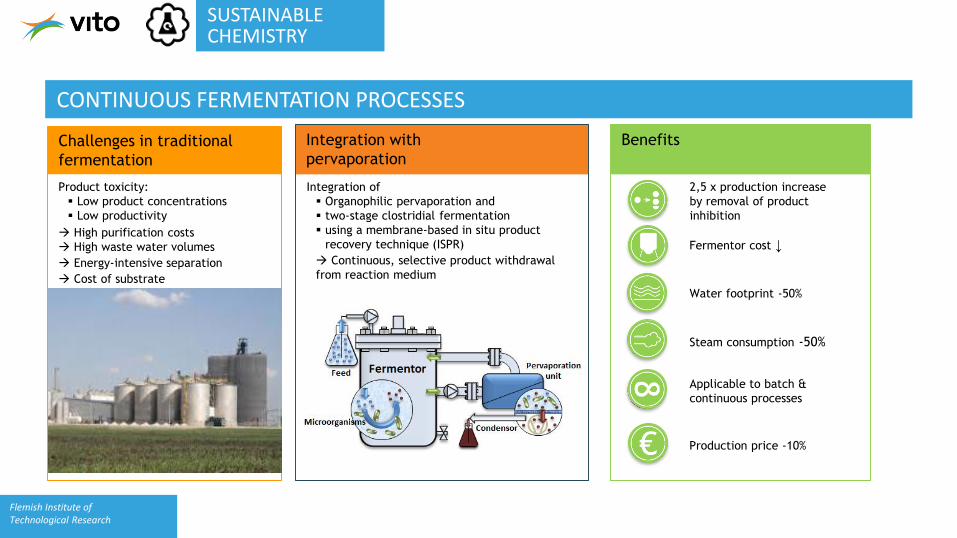
CONTINUOUS FERMENTATION PROCESSES
Challenges in traditional
fermentation
Product toxicity:
▪ Low product concentrations
▪ Low productivity
→ High purification costs
→ High waste water volumes
→ Energy-intensive separation
→ Cost of substrate
Integration with
pervaporation
Integration of
▪ Organophilic pervaporation and
▪ two-stage clostridial fermentation
▪ using a membrane-based in situ product
recovery technique (ISPR)
→ Continuous, selective product withdrawal
from reaction medium
Benefits
2,5 x production increase
by removal of product
inhibition
Fermentor cost ↓
Water footprint -50%
Steam consumption -50%
Applicable to batch &
continuous processes
Production price -10%
Flemish Institute of Technological Research
BIOCHEMISTRY
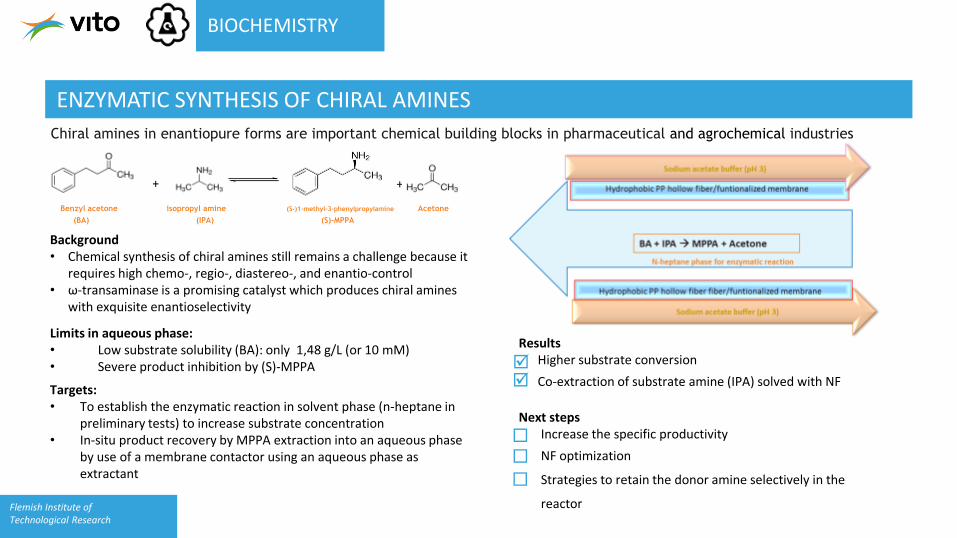
ENZYMATIC SYNTHESIS OF CHIRAL AMINES
Chiral amines in enantiopure forms are important chemical building blocks in pharmaceutical and agrochemical industries
Benzyl acetone isopropyl amine (S-)1-methyl-3-phenylpropylamine Acetone
(BA) (IPA) (S)-MPPA
+ +
Background• Chemical synthesis of chiral amines still remains a challenge because it
requires high chemo-, regio-, diastereo-, and enantio-control• ω-transaminase is a promising catalyst which produces chiral amines
with exquisite enantioselectivity
Limits in aqueous phase: • Low substrate solubility (BA): only 1,48 g/L (or 10 mM)• Severe product inhibition by (S)-MPPA
Targets: • To establish the enzymatic reaction in solvent phase (n-heptane in
preliminary tests) to increase substrate concentration• In-situ product recovery by MPPA extraction into an aqueous phase
by use of a membrane contactor using an aqueous phase as extractant
ResultsHigher substrate conversion
Co-extraction of substrate amine (IPA) solved with NF
Next stepsIncrease the specific productivity
NF optimization
Strategies to retain the donor amine selectively in the
reactor
Flemish Institute of Technological Research

SUSTAINABLECHEMISTRY
PRODUCT & RAW MATERIALS RECOVERY
▪ Product / raw materials in waste stream
▪ Inhibiting biological waste water plant
▪ End-of-pipe treatment required
▪ In-process membrane technology
product
process water
raw material
process UF RO
Lab test Pilot
batchPilot long
durationPilot
continuous
on-site
Technology
advice
TEA
feasibility
insight
1. 2. 4. 5.3. 6.
Implementation
@ 20.000m³/year
UF RO
▪ CAPEX : 453 kEUR
▪ OPEX: 46 kEUR/year
▪ Return: 437 kEUR/year
Assessment
IMPACT
Recovery/year
▪ 33.3 ton product (3 EUR/kg)
▪ 105 ton raw material
Production process water/year
▪ 14.450 m³ (1.5 EUR/m³)
No waste treatment cost
Pay back time ~1 year
Flemish Institute of Technological Research

SUSTAINABLECHEMISTRY
PRODUCT & RAW MATERIALS RECOVERY
Challenge
Rinsing water
▪ Contains high concentration of detergent
▪ External treatment → high incineration cost
IMPACT
▪ Reuse detergent stream
▪ Reuse waste water
▪ No waste incineration cost
Testing
Assessment
Industrial
implementation
Screening tubular membranes
UF
NF
PCI pilot
tests
Collaboration
with
▪ Test assistance
▪ Pilot PCI available
RO
SUCCESS
Lab testing
Tim
e-la
pse
2 y
ears
Flemish Institute of Technological Research
SUSTAINABLE CHEMISTRY
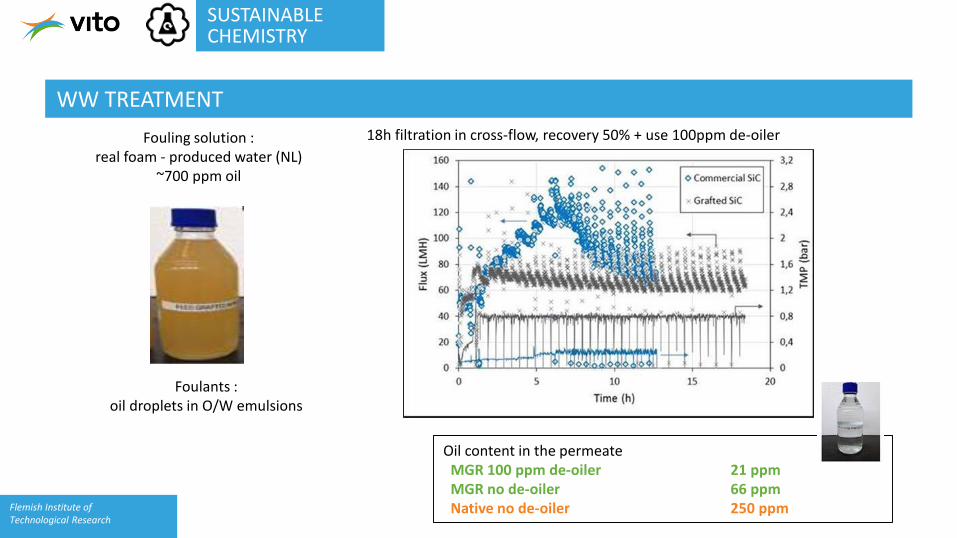
WW TREATMENT
Fouling solution : real foam - produced water (NL)
~700 ppm oil
18h filtration in cross-flow, recovery 50% + use 100ppm de-oiler
Foulants : oil droplets in O/W emulsions
Oil content in the permeateMGR 100 ppm de-oiler 21 ppmMGR no de-oiler 66 ppmNative no de-oiler 250 ppmFlemish Institute of
Technological Research

WE PROVIDE SOLUTIONSWORLDWIDE
227 SCIENTIFIC PUBLICATIONS34 NATIONALITIES
MORE THAN 400 PATENTS
24 NEW PATENTS EVERY YEAR
> €170 MILLIONTURNOVER
784 EMPLOYEES
76 FLEMISH SME’S
91 PHD’S ANDPOSTDOCS
ExpertsProjectsExperts and Projects
SUSTAINABLE ENTREPRENEURIAL INSPIRING CREATIVEFlemish Institute of Technological Research
17/05/2019
©VITO – Not for distribution 17
Marzio Monagheddu Ph.DBusiness & Relationship Development
Kreuzlingen, Switzerland
Separation and Conversion TechnologiesVITO NV | Boeretang 200 | 2400 Mol
Direct. +32 14 33 69 83 | Mobile: +32 499 77 40 29Mail: [email protected]










![Removal of Cationic Dye Methylene Blue- from Aqueous Solution …€¦ · biological treatment [5], biochemical methods [6], membrane separation [7], ion-echange [8], ultrafiltration](https://static.fdocuments.us/doc/165x107/5f0fb5827e708231d4457f63/removal-of-cationic-dye-methylene-blue-from-aqueous-solution-biological-treatment.jpg)







