
MECHANICAL BEHAVIOR OF SISAL FABRIC -...
8
MECHANICAL BEHAVIOR OF SISAL FABRIC * a Andressa Cecília Milanese, a Maria Odila Hilário Cioffi, a Herman Jacobus Cornelis Voorwald, b Rosa Maria Bittencourt a Fatigue and Aeronautic Materials Research Group, Department of Materials and Technology b Department of Civil Engineering State University of Sao Paulo – UNESP. Av. Dr. Ariberto Pereira da Cunha, 333 CEP 12516-410 Guaratinguetá/SP-Brazil *[email protected] ABSTRACT Natural fibers as sisal have been a subject of scientists and technologists interest for the past few years related to the use as composites reinforcement. These biodegradable fibers present low specific mass and an equivalent cost value to 1/25 of carbon fiber and 1/9 of glass fiber, both woven fabric. Woven sisal fabrics specimens were submitted to heat treatment and its moisture content was observed. This work presents tensile strength of woven sisal fabric untreated and thermally treated at 60ºC for 1, 3 and 48 hours. Experimental results show a direct relation between increase treatment time and strength reduction. Keywords: sisal fabric; natural fiber; woven fabric; tensile strength; mechanical properties Introduction Natural fibers as reinforce material presents innumerable advantages, such as: low specific mass; low superficial consuming in equipment as extrusions; easy handle; biodegradability and renewable resource; insulator thermal, electric and acoustic; aesthetic aspects; non-toxic; beyond low cost [1-3]. In the automobile industry is considered to have a great potential to be applied in the internal covering area of cars, bus and trucks; in the civil construction to reinforce cement; as textile material, characterizing a market in expansion [3]. Natural fibers, classified as lignocellulosic materials, as curaua [3], coconut [4], sisal [4,5], ramie, sugarcane bagasse [6], jute and pineapple [5] have been used as reinforcement material. The raw material from renewed resources is of great interest to the research area, due to the replacement possibility of fibers originated from petrochemical derivatives, which should contribute to the environmental control. Brazil has a great production of sisal and export for the entire world, with a yearly production of 119.000 tons. Is also responsible for 56% of the worldwide production, which is approximately 204.000 tons [7]. The main producers states are Bahia - 93.5%, Paraíba - 3.5% and Rio Grande do Norte - 3%, the semiarid region [8]. Sisal fibers are extracted from Agave sisalana perrine leaves, monocotyledon originated from Mexico. A large-scale production of sisal started from 1888 being propagated tropical and subtropical regions. There are now 57 species of sisal catalogued [1,9,10]. Each leaf of sisal provides, in weight, 4% of staple fibers, 0.75% cuticle, 8% dry matter and 87.25% water [1,11,12]. The fibers are removed for mechanical process after the leaves are cut because dry fibers adhere to the pulp [9]. The microstructure of the natural fibers are constituted from cellulose fiber reinforced an amorphous matrix of the hemicellulose and lignin. These celluloses consist of microfibrils dispersed all along the length of the sisal fiber. The sisal fibers generally contain 60-80% cellulose, 5-20% lignin and 5-20% moisture [1]. Cellulose is a natural semicrystalline polysaccharide based on 1,4-β-bonded anhydroglucose units, the hemicellulose is constituent by copolymers of different monosaccharides that seldom exist in crystalline form and the lignin is constituted of phenolic-type aromatic rings [5,13].
-
Upload
truonghanh -
Category
Documents
-
view
217 -
download
0
Transcript of MECHANICAL BEHAVIOR OF SISAL FABRIC -...

MECHANICAL BEHAVIOR OF SISAL FABRIC
*aAndressa Cecília Milanese, aMaria Odila Hilário Cioffi, aHerman Jacobus Cornelis Voorwald,bRosa Maria Bittencourt
aFatigue and Aeronautic Materials Research Group, Department of Materials and TechnologybDepartment of Civil Engineering
State University of Sao Paulo – UNESP. Av. Dr. Ariberto Pereira da Cunha, 333 CEP 12516-410Guaratinguetá/SP-Brazil
ABSTRACT
Natural fibers as sisal have been a subject of scientists and technologists interest for the past few years related to the use ascomposites reinforcement. These biodegradable fibers present low specific mass and an equivalent cost value to 1/25 ofcarbon fiber and 1/9 of glass fiber, both woven fabric. Woven sisal fabrics specimens were submitted to heat treatment and itsmoisture content was observed. This work presents tensile strength of woven sisal fabric untreated and thermally treated at60ºC for 1, 3 and 48 hours. Experimental results show a direct relation between increase treatment time and strengthreduction.
Keywords: sisal fabric; natural fiber; woven fabric; tensile strength; mechanical properties
Introduction
Natural fibers as reinforce material presents innumerable advantages, such as: low specific mass; low superficial consuming inequipment as extrusions; easy handle; biodegradability and renewable resource; insulator thermal, electric and acoustic;aesthetic aspects; non-toxic; beyond low cost [1-3]. In the automobile industry is considered to have a great potential to beapplied in the internal covering area of cars, bus and trucks; in the civil construction to reinforce cement; as textile material,characterizing a market in expansion [3].
Natural fibers, classified as lignocellulosic materials, as curaua [3], coconut [4], sisal [4,5], ramie, sugarcane bagasse [6], juteand pineapple [5] have been used as reinforcement material.
The raw material from renewed resources is of great interest to the research area, due to the replacement possibility of fibersoriginated from petrochemical derivatives, which should contribute to the environmental control.
Brazil has a great production of sisal and export for the entire world, with a yearly production of 119.000 tons. Is alsoresponsible for 56% of the worldwide production, which is approximately 204.000 tons [7]. The main producers states areBahia - 93.5%, Paraíba - 3.5% and Rio Grande do Norte - 3%, the semiarid region [8].
Sisal fibers are extracted from Agave sisalana perrine leaves, monocotyledon originated from Mexico. A large-scale productionof sisal started from 1888 being propagated tropical and subtropical regions. There are now 57 species of sisal catalogued[1,9,10]. Each leaf of sisal provides, in weight, 4% of staple fibers, 0.75% cuticle, 8% dry matter and 87.25% water [1,11,12].The fibers are removed for mechanical process after the leaves are cut because dry fibers adhere to the pulp [9].
The microstructure of the natural fibers are constituted from cellulose fiber reinforced an amorphous matrix of thehemicellulose and lignin. These celluloses consist of microfibrils dispersed all along the length of the sisal fiber. The sisal fibersgenerally contain 60-80% cellulose, 5-20% lignin and 5-20% moisture [1].
Cellulose is a natural semicrystalline polysaccharide based on 1,4-β-bonded anhydroglucose units, the hemicellulose isconstituent by copolymers of different monosaccharides that seldom exist in crystalline form and the lignin is constituted ofphenolic-type aromatic rings [5,13].
The property of the fiber depends on the properties of each constituent besides their source, age [5,12]. Hemicellulose isresponsible for the biodegradation, moisture absorption and thermal degradation of the fiber as it shows lower resistance whilelignin is thermally stable but is responsible for the UV degradation [1].
Natural fibers moisture content in general is placed between 5 to 20% and due to the hydrophilic characteristic cellulosic fiber.This characteristic affects the mechanical properties of the composites because the moisture can lead to poor processabilityand porous products during processing of composites [1,5].
To modify the fiber surface structure in order to enhance the bond strength between fiber and matrix and reduce waterabsorption of sisal fiber chemical and thermal treatment are used [12].
There are many reports about sisal fibers composites, Paiva and Frollini [13] studied unmodified and modified surface sisalfibers by mercerization (alkali treatment) using NaOH 10%, esterification (succinic anhydride) and ionized air treatment onphenolic and lignophenolic matrixes. The study showed an improvement on fiber/matrix interfacial adhesion by mercerizationand esterification when compared to ionized air treatment. Mwaikambo and Ansell [14] also observed the fiber surfacetopography and crystallographic index changes [15] with mercerization treatment. However they observed yet that dependingon the NaOH concentration a reduction of fiber thermal resistance is promote.
Bismarck et al [16] reported that the sisal fibers thermal stability is not affected by dewaxing treatment while the mercerizationand methyl methacrylate grafting increases the maximum decomposition temperature by 10°C as compared to untreatedfibers. Jacob, Thomas and Varughese [10] investigated the influence of mercerization (NaOH 4%), silane and thermal (150°Cfor 8h) treatments on the tensile strength in woven sisal fabric reinforced natural rubber composites. The study shows that thehighest values are exhibited by thermally treated composites besides provide better adhesion and a stronger interface thanother chemical modifications.
The main purpose of this study is to promote the fiber surface modification to improve fiber/matrix adhesion using a thermaltreatment method and to obtain the respective tensile strength.
Commercially products of sisal are found mainly as ropes, twines, fabrics, upholstery, padding, mat making, fishing nets andfancy articles like purses, wall hangings, table mats, etc [12].
Experimental
Woven sisal fabric used in the specimens was obtained from the Northeast region of Brazil, received in form of plain weave[17] and shown in Figure 1. The characteristics of this material are given in Table 1.
Figure 1. Form of woven sisal fabric: plain weave
The sisal fabric specimens were tested in natural condition, denominated untreated and after have been submitted to thermallytreated in the oven at 60°C for 1, 3 and 48 hours. Specimens have been prepared in agreement to the ASTM D3039 [18] andindicated in Figure 2. Tabs were manufactured on the border of the specimen through impregnation of the fabric with epoxyresin.
Table 1. Characteristics of woven sisal fabric
Average Yarn distance (weft) / mm 2.00
Average Yarn distance (warp) / mm 3.50
Diameter of a sisal fiber / µm 100 - 200
Tensile tests were performed using a universal machine, Instron, model 8801. All tests were carried out at room temperature.The specimens were tested at a rate of 10 mm/min. A minimum of six specimens per test condition were tested.
Figure 2. Sisal fabric specimen
Results and Discussion
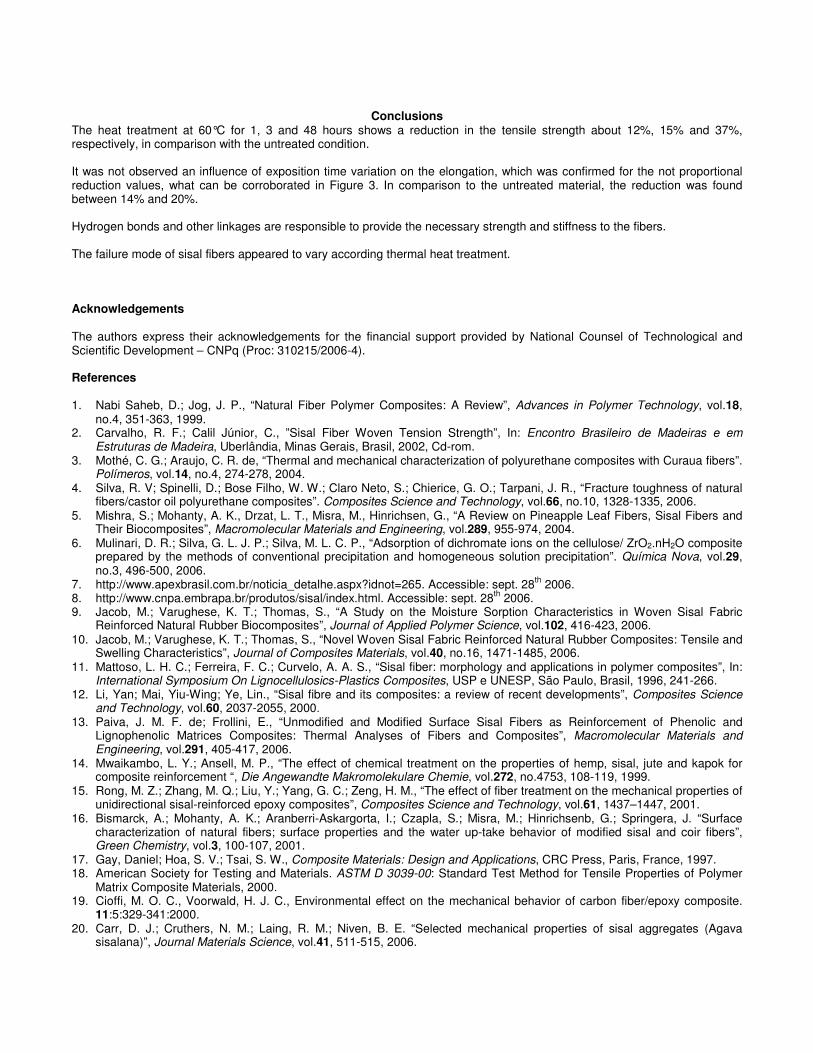
Figure 3 shows on the tensile strength and its respective elongation for all fiber sisal specimens tested, including untreatedand thermally treated fabrics.
Elongation at maximum load was calculated by the following equation (1) for εεεε:
(1)
where:
εεεε = Elongation, in percent;
L = Final length at maximum load;
LO = Original length.
We can see in Figure 3 that untreated specimens present the highest tensile strength and highest elongation in comparison tothermally treatment specimens. Tensile strength values were between 19.61 MPa to 30.58 MPa, while elongations were about6.81% to 8.56% for untreated specimens.
10
12
14
16
18
20
22
24
26
28
30
32
4 5 6 7 8 9 10
Elongation at maximum load (%)
Ten
sil
e S
tren
gth
(M
Pa)
Untreated
1 hour
3 hours
48 hours
Figure 3. Tensile tests of sisal fabric specimens: untreated and thermal treated at 60°C for 1, 3 and 48 hours
1001000
0
0
xL
LLx
L
L(%)
−=
∆=εεεε

Thermally treatment specimens, tensile strength values vary between from 16.08 MPa to 23.86 MPa, 16.83 MPa to 26.19 MPaand 13.20 MPa to 18.64 MPa for 1, 3 and 48 hours treatment, respectively. Elongation values were about 5.14% to 7.17%,5.86% to 7.24% and 5.73% to 7.29% for 1, 3 and 48 hours treatment, respectively.
Results show high precision on the tensile strength values for all condition tested considering that these values show lowdispersion, which is confirmed in Figure 3.
In tensile tests the rupture of fibers could be identified by emission of snaps. In fact, it was observed during the test somelocated rupture of one or a few amount of fibers was occurred and the load was transferred to the unbroken fibers.
From the all tensile strength, average tensile strength and the average elongation at maximum load have been calculated foreach condition.
Tensile tests data, indicated in Table 2, show that independently of time, the thermal treatment on the fibers promote areduction of tensile strength and in the elongation when compared to the untreated fibers.
Considering the influence of thermal treatment time exposure to the material, it can be seen that as longer is the exposition aslower will be the tensile strength, which can be confirmed by the standard deviation with variation coefficient in turn of 15%.
The heat treatment at 60°C for 1, 3 and 48 hours shows a reduction in the tensile strength about 12%, 15% and 37%,respectively, in comparison with the untreated condition.
It was not observed an influence of exposition time variation on the elongation, which was confirmed for the not proportionalreduction values, what can be corroborated in Figure 3. In comparison to the untreated material, the reduction was foundbetween 14% and 20%.
Table 2. Results of strength
Thermally treatedFibers
PropertiesUntreated
1 hour 3 hours 48 hours
Average elongation at maximum load / % 7.58 ± 0.59 6.14 ± 0.80 6.51 ± 0.52 6.38 ± 0.67
Average tensile strength / MPa 24.30 21.22 20.54 15.13
Standard deviation 3.41 2.84 3.18 1.98
Coefficient of variation / % 14.04 13.40 15.46 13.11
Figure 4 shows on the average tensile strength versus average reduction of moisture content with heat treatment. Tensilestrength presents reduction proportional the reduction of the water present in the fibers. The average reduction of moisturecontent with 72 hours at 60°C is about 10%, after 72 hours in the oven, the moisture content presents a reduction less than1%.
Presence of hydroxyl groups in the cellulose units in the natural fibers form hydrogenous bonds with the water and accordingto Nabi Saheb and Jog [1], hydrogen bonds and other linkages are responsible to provide the necessary strength and stiffnessto the fibers.
The reduction of moisture content was calculated by difference specific mass before and after heat treatment and was
calculated by the following equation (2) for ∆h:
(2)
where:
∆h = Variation of moisture content, in percent;
ρ = Final specific mass after heat treatment;
ρ0 = Original especific mass.
A negative value of variation indicates a reduction while a positive value indicates an increase of moisture content.
100100(%)0
0
0
xxhρ
ρρ
ρ
ρ −=
∆=∆

0
5
10
15
20
25
30
Untreated 1 hour at 60°C 3 hours at 60°C 48 hours at 60°C
Avera
ge T
en
sile S
tren
gth
(M
Pa)
0
2
4
6
8
10
12
14
16
18
20
Avera
ge R
ed
ucti
on
of
Mo
istu
re C
on
ten
t
(% w
eig
ht)
Average Tensile Strength (MPa)
Average Reduction of Moisture Content (% w eight)
24.30
21.2220.54
15.13
0.00
2.67
5.48
8.00
Figure 4. Effect of heat treatment on the tensile strength and the reduction of moisture content
The reduction on the tensile strength after 48 hours of treatment could be attributed to degradations parts of the fibers, Figures5b and 5c, identified by Scanning Electronic Microscopy (SEM) when compared with untreated fibers indicated in the Figure5a.
a) b) c)
Figure 5. SEM in the fibers: a) untreated (500x), b) degradations parts on specimens after 48 hours treatment at 60°C (500x),c) degradations parts on specimens after 48 hours treatment at 60°C (1500x).
Broken fibers ends can be seen in Figures 6a, 6c and 6e [19], untreated, treated for 3 and 48 hours, respectively. Untreatedspecimens only show a longitudinal splitting (Figure 6a) as indicated by CARR et al. [20]. Delaminations were observedbetween microfibrils of untreated fibers (Figure 6b), 1 hour treated and 3 hours treated (Figure 6d) but not observed to thetreated for 48h, which presents degradation.

a) b)
c) d)
e)
Figure 6. Failure mode on the tensile strength of sisal fibers (500x): a) longitudinal splitting of untreated microfibrils; b)delamination of untreated microfibrils; c) broken fibers ends for 3 hours treatment,
d) delamination of treated microfibrils for 3 hours; e) broken fibers ends for 48 hours treatment.
ConclusionsThe heat treatment at 60°C for 1, 3 and 48 hours shows a reduction in the tensile strength about 12%, 15% and 37%,respectively, in comparison with the untreated condition.
It was not observed an influence of exposition time variation on the elongation, which was confirmed for the not proportionalreduction values, what can be corroborated in Figure 3. In comparison to the untreated material, the reduction was foundbetween 14% and 20%.
Hydrogen bonds and other linkages are responsible to provide the necessary strength and stiffness to the fibers.
The failure mode of sisal fibers appeared to vary according thermal heat treatment.
Acknowledgements
The authors express their acknowledgements for the financial support provided by National Counsel of Technological andScientific Development – CNPq (Proc: 310215/2006-4).
References
1. Nabi Saheb, D.; Jog, J. P., “Natural Fiber Polymer Composites: A Review”, Advances in Polymer Technology, vol.18,no.4, 351-363, 1999.
2. Carvalho, R. F.; Calil Júnior, C., ”Sisal Fiber Woven Tension Strength”, In: Encontro Brasileiro de Madeiras e emEstruturas de Madeira, Uberlândia, Minas Gerais, Brasil, 2002, Cd-rom.
3. Mothé, C. G.; Araujo, C. R. de, “Thermal and mechanical characterization of polyurethane composites with Curaua fibers”.Polímeros, vol.14, no.4, 274-278, 2004.
4. Silva, R. V; Spinelli, D.; Bose Filho, W. W.; Claro Neto, S.; Chierice, G. O.; Tarpani, J. R., “Fracture toughness of naturalfibers/castor oil polyurethane composites”. Composites Science and Technology, vol.66, no.10, 1328-1335, 2006.
5. Mishra, S.; Mohanty, A. K., Drzat, L. T., Misra, M., Hinrichsen, G., “A Review on Pineapple Leaf Fibers, Sisal Fibers andTheir Biocomposites”, Macromolecular Materials and Engineering, vol.289, 955-974, 2004.
6. Mulinari, D. R.; Silva, G. L. J. P.; Silva, M. L. C. P., “Adsorption of dichromate ions on the cellulose/ ZrO2.nH2O compositeprepared by the methods of conventional precipitation and homogeneous solution precipitation”. Química Nova, vol.29,no.3, 496-500, 2006.
7. http://www.apexbrasil.com.br/noticia_detalhe.aspx?idnot=265. Accessible: sept. 28th
2006.8. http://www.cnpa.embrapa.br/produtos/sisal/index.html. Accessible: sept. 28
th 2006.
9. Jacob, M.; Varughese, K. T.; Thomas, S., “A Study on the Moisture Sorption Characteristics in Woven Sisal FabricReinforced Natural Rubber Biocomposites”, Journal of Applied Polymer Science, vol.102, 416-423, 2006.
10. Jacob, M.; Varughese, K. T.; Thomas, S., “Novel Woven Sisal Fabric Reinforced Natural Rubber Composites: Tensile andSwelling Characteristics”, Journal of Composites Materials, vol.40, no.16, 1471-1485, 2006.
11. Mattoso, L. H. C.; Ferreira, F. C.; Curvelo, A. A. S., “Sisal fiber: morphology and applications in polymer composites”, In:International Symposium On Lignocellulosics-Plastics Composites, USP e UNESP, São Paulo, Brasil, 1996, 241-266.
12. Li, Yan; Mai, Yiu-Wing; Ye, Lin., “Sisal fibre and its composites: a review of recent developments”, Composites Scienceand Technology, vol.60, 2037-2055, 2000.
13. Paiva, J. M. F. de; Frollini, E., “Unmodified and Modified Surface Sisal Fibers as Reinforcement of Phenolic andLignophenolic Matrices Composites: Thermal Analyses of Fibers and Composites”, Macromolecular Materials andEngineering, vol.291, 405-417, 2006.
14. Mwaikambo, L. Y.; Ansell, M. P., “The effect of chemical treatment on the properties of hemp, sisal, jute and kapok forcomposite reinforcement “, Die Angewandte Makromolekulare Chemie, vol.272, no.4753, 108-119, 1999.
15. Rong, M. Z.; Zhang, M. Q.; Liu, Y.; Yang, G. C.; Zeng, H. M., “The effect of fiber treatment on the mechanical properties ofunidirectional sisal-reinforced epoxy composites”, Composites Science and Technology, vol.61, 1437–1447, 2001.
16. Bismarck, A.; Mohanty, A. K.; Aranberri-Askargorta, I.; Czapla, S.; Misra, M.; Hinrichsenb, G.; Springera, J. “Surfacecharacterization of natural fibers; surface properties and the water up-take behavior of modified sisal and coir fibers”,Green Chemistry, vol.3, 100-107, 2001.
17. Gay, Daniel; Hoa, S. V.; Tsai, S. W., Composite Materials: Design and Applications, CRC Press, Paris, France, 1997.18. American Society for Testing and Materials. ASTM D 3039-00: Standard Test Method for Tensile Properties of Polymer
Matrix Composite Materials, 2000.19. Cioffi, M. O. C., Voorwald, H. J. C., Environmental effect on the mechanical behavior of carbon fiber/epoxy composite.
11:5:329-341:2000.20. Carr, D. J.; Cruthers, N. M.; Laing, R. M.; Niven, B. E. “Selected mechanical properties of sisal aggregates (Agava
sisalana)”, Journal Materials Science, vol.41, 511-515, 2006.



















