MECHANICAL ANALYSIS OF RECYCLED DENIM FIBRE COMPOSITES...
8
Proceedings of the 5th International Conference on Integrity-Reliability-Failure, Porto/Portugal 24-28 July 2016 Editors J.F. Silva Gomes and S.A. Meguid Publ. INEGI/FEUP (2016) -291- PAPER REF: 6239 MECHANICAL ANALYSIS OF RECYCLED DENIM FIBRE COMPOSITES Josh Illingworth, Yu Zhang (*) , Nick Tucker School of Engineering, University of Lincoln, Lincoln, LN6 7TS, U.K. (*) Email: [email protected] ABSTRACT Cotton is one of the oldest polymer composite reinforcements. There is considerable interest in denim twill composites for artisanal materials such as knife handles and guitar scratch plates, but as yet there has been little work to quantify the mechanical performance of the materials with a view to extending the areas of application. The focus in this research is to determine whether recycled denim cotton twill coupled with current commercial manufacturing techniques can be used to make practical composite materials, offering a cheaper replacement to glass or virgin natural fibre (flax) reinforcements in semi-structural applications. A wet lay-up vacuum consolidation process with epoxy resin is used to manufacture composite laminates. Glass was shown to provide the highest tensile and flexural strength with recycled denim showing the lowest. However recycled denim showed comparable values of tensile and flexural strength to that of other fibre reinforced polymer composites. This allows denim to offer a suitable replacement to glass fibre composites in application with a lower load bearing. Recycled denim also showed a reduction in cost when material weight is compared for the price paid. Keywords: Natural fibres, recycled Denim, tensile, flexural. INTRODUCTION The first mass application of composite materials was in the manufacture of aeroplane propellers at the beginning of the last century (Caldwell and Clay, 1924), and cotton (Gossypium sp.) reinforcement was used to improve impact strength. Crop origin fibres offer a sustainable source for composite reinforcements which approach material carbon neutrality, making them a viable option to replace synthetic fibres. However natural fibres cannot directly compete with the mechanical properties of carbon fibre (Cook, 1984), but have been seen to rival the specific mechanical properties of glass fibre (Pickering, 2008; Bongarde and Shinde, 2014). Recycled denim is widely in use as fibre reinforcement for the artisanal manufacture of semi-structural articles such as knife handles and guitar scratch plates, but little has been done to examine the mechanical properties and cost of recycled denim composites. To encourage commercial uptake of this material, this paper examines the cost of recycled denim composites against their mechanical performance compared to glass and flax reinforcement. The production of fibres for composites can impact on the environment, with natural fibres providing a more environmentally friendly option to that of synthetic. One difference between the two categories of fibres is a reduced carbon footprint. As already mentioned natural fibres are in some cases carbon neutral as they take in more carbon dioxide than is used in
Transcript of MECHANICAL ANALYSIS OF RECYCLED DENIM FIBRE COMPOSITES...

Proceedings of the 5th International Conference on Integrity-Reliability-Failure, Porto/Portugal 24-28 July 2016
Editors J.F. Silva Gomes and S.A. Meguid
Publ. INEGI/FEUP (2016)
-291-
PAPER REF: 6239
MECHANICAL ANALYSIS OF RECYCLED DENIM FIBRE
COMPOSITES
Josh Illingworth, Yu Zhang(*), Nick Tucker
School of Engineering, University of Lincoln, Lincoln, LN6 7TS, U.K. (*)Email: [email protected]
ABSTRACT
Cotton is one of the oldest polymer composite reinforcements. There is considerable interest
in denim twill composites for artisanal materials such as knife handles and guitar scratch
plates, but as yet there has been little work to quantify the mechanical performance of the
materials with a view to extending the areas of application. The focus in this research is to
determine whether recycled denim cotton twill coupled with current commercial
manufacturing techniques can be used to make practical composite materials, offering a
cheaper replacement to glass or virgin natural fibre (flax) reinforcements in semi-structural
applications. A wet lay-up vacuum consolidation process with epoxy resin is used to
manufacture composite laminates. Glass was shown to provide the highest tensile and flexural
strength with recycled denim showing the lowest. However recycled denim showed
comparable values of tensile and flexural strength to that of other fibre reinforced polymer
composites. This allows denim to offer a suitable replacement to glass fibre composites in
application with a lower load bearing. Recycled denim also showed a reduction in cost when
material weight is compared for the price paid.
Keywords: Natural fibres, recycled Denim, tensile, flexural.
INTRODUCTION
The first mass application of composite materials was in the manufacture of aeroplane
propellers at the beginning of the last century (Caldwell and Clay, 1924), and cotton
(Gossypium sp.) reinforcement was used to improve impact strength. Crop origin fibres offer
a sustainable source for composite reinforcements which approach material carbon neutrality,
making them a viable option to replace synthetic fibres. However natural fibres cannot
directly compete with the mechanical properties of carbon fibre (Cook, 1984), but have been
seen to rival the specific mechanical properties of glass fibre (Pickering, 2008; Bongarde and
Shinde, 2014). Recycled denim is widely in use as fibre reinforcement for the artisanal
manufacture of semi-structural articles such as knife handles and guitar scratch plates, but
little has been done to examine the mechanical properties and cost of recycled denim
composites. To encourage commercial uptake of this material, this paper examines the cost of
recycled denim composites against their mechanical performance compared to glass and flax
reinforcement.
The production of fibres for composites can impact on the environment, with natural fibres
providing a more environmentally friendly option to that of synthetic. One difference between
the two categories of fibres is a reduced carbon footprint. As already mentioned natural fibres
are in some cases carbon neutral as they take in more carbon dioxide than is used in
Topic_D: Composite and Advanced Materials
-292-
cultivation. Natural fibres also consume less fossil energy per kg than synthetic fibres, for
example S.V. Joshi et al. found that glass fibre took 54.7 MJ/kg to produce whereas flax
(Linum usitatissimum) fibre only took 9.55 MJ/kg, and China reed (Miscanthus giganteus)
consumed less with a value of 3.64 MJ/kg. This significant reduction in energy consumption
when using natural fibres over synthetic fibres will help to reduce industrial production costs.
Using a recycled natural fibre will further reduce the impacts made to the environment, which
includes a reduction in new raw material and reduced carbon emissions when choosing
recycling over disposal (Craighill and Powell, 1996). Not only will it make the material a
more sustainable choice but it will also reduce the cost of product, as it will be purchased as a
waste product. The use of denim also provides a marketing edge that has previously been
exploited by General Motors and Volkswagen who have both offered models trimmed with
denim.
EXPERIMENTAL
Materials
The materials used inside this experiment were glass fibre (woven, 100 gsm), flax fibre (twill
woven, 100gsm) and recycled denim fibre (twill woven). The glass and flax were supplied by Easy
Composites in 10m x 1m mats, the recycled denim was sourced from charity shops and donations in
the form of jeans. The matrix used was a mix of EL2 epoxy casting resin with either a slow or fast
hardener supplied by Easy Composites.
Composite Fabrication
All composite samples were produced using a wet lay-up technique with vacuum bagging
finish. All samples were produced to possess a similar weight content of fibre, this meant flax
and glass samples contained 6 plys with denim containing 2 plys. All samples used a constant
ply orientation. Glass/epoxy samples were fabricated using a fibre to resin wt% of 50:50, with
flax/epoxy samples using a 40:60 fibre to resin mix, both glass and flax samples used a slow
hardener. When manufacturing the recycled denim composite samples a wt% of 30:70 fibre to
resin mix was used. Samples of recycled denim were produced using both slow and fast
hardeners. The epoxy resin and hardener was mixed using a ratio of 100:30, the resin
hardener mix was degassed inside a degassing chamber using an ECVP425 vacuum pump,
both provided by Easy Composites. After the fibres were laid up with resin, they were placed
into a vacuum bag set to draw 20% vacuum and left to cure for 24h. The composites were
produced into samples for tensile and flexural tests through the use of a Warco 58” foot
operated treadle shear. The samples were produced into 15mm wide strips, with the sample
length being determined by the testing machine.
Tensile/Flexural Testing
Tensile tests were carried out using an Instron 3345 single column tester using a 5kN load cell
fitted with screw action grips. All specimens were measured before testing using dial gauge
callipers to ensure the correct dimensions were entered into the software. The specimens were
then tested at a rate of 10mm/min with a fixed length of 90mm for denim A and 110mm for
the remaining materials. Flexural Tests were carried out with the same machine using a 3
point bending attachment with a 5kN load cell. The flexural specimens were tested at a rate of
20mm/min with a support span of 50mm.

Proceedings of the 5th International Conference on Integrity-Reliability-Failure
-293-
SEM Imaging
SEM imaging of each composite type was carried out using a JEOL NeoScope5000, images
were taken looking at the fracture faces directly. Samples were sputter coated in EMITECH
K550X before being placed into the SEM machine.
Tensile Testing
Fig. 1 - Maximum Tensile Strength of Fibre Reinforced Epoxy Composites
Fig. 2 - Tensile Modulus of Fibre Reinforced Epoxy Composites
0
50
100
150
200
250
300
Ma
xim
um
Te
nsi
le S
tre
ss (
MP
a)
Composite Samples
Maximum Tensile Strength of Denim, Flax and Glass Epoxy
composites
Denim A
Denim B
Flax
Glass
0
1
2
3
4
5
6
7
8
Yo
un
g's
Mo
du
lus
(GP
a)
Composite Sample
Tensile Modulus of Recycled Denim, Flax. Glass Epoxy
Composites
Denim A
Denim B
Flax
Glass

Topic_D: Composite and Advanced Materials
-294-
Flexural Testing
Fig. 3 - Maximum Flexure Stress of Fibre Reinforced Epoxy Composites
Fig. 4 - Flexural Modulus of Fibre Reinforced Epoxy Composites
0
50
100
150
200
250
Ma
xim
um
Fle
xure
Str
ess
(M
Pa
)
Composite Sample
Maximum Flexure Stress of Recycled Denim, Flax and Glass
Epoxy Composites
Denim A
Denim b
Flax
Glass
0
2
4
6
8
10
12
14
Fle
xura
l m
od
ulu
s (
GP
a)
Composite Sample
Flexural Modulus of Recycled Denim, Flax and Glass Epoxy
Composites
Denim A
Denim B
Flax
Glass
Proceedings of the 5th International Conference on Integrity-Reliability-Failure
-295-
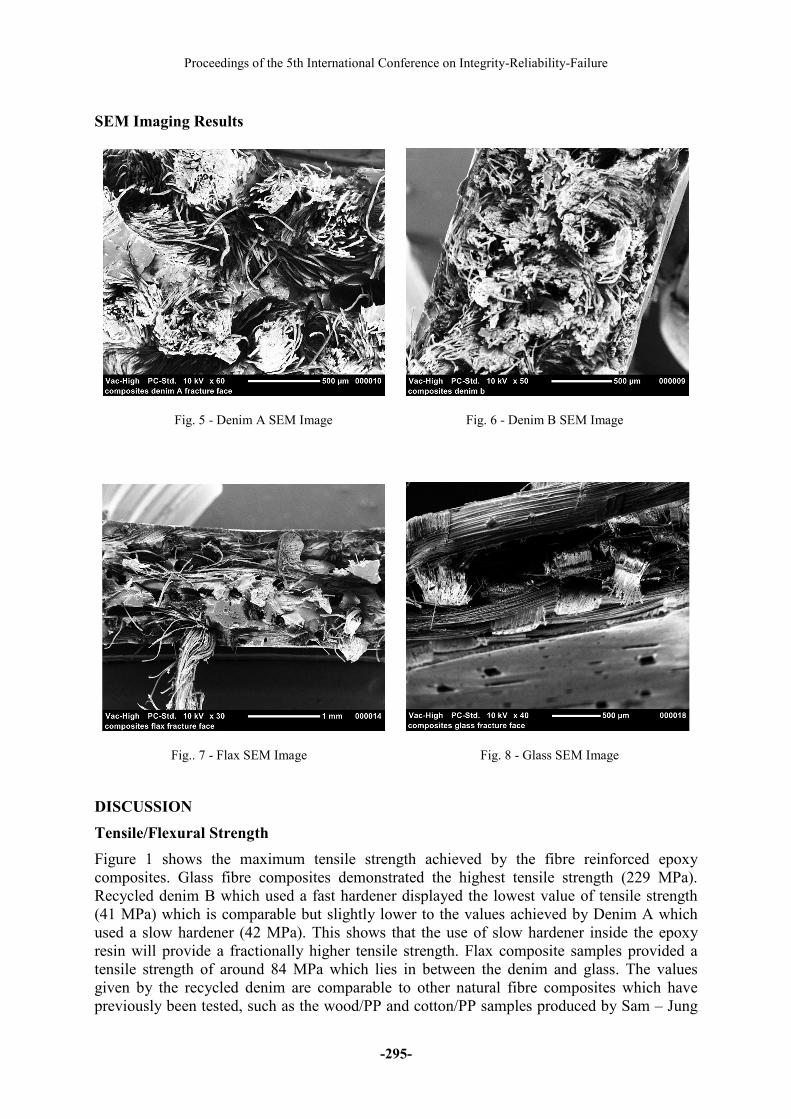
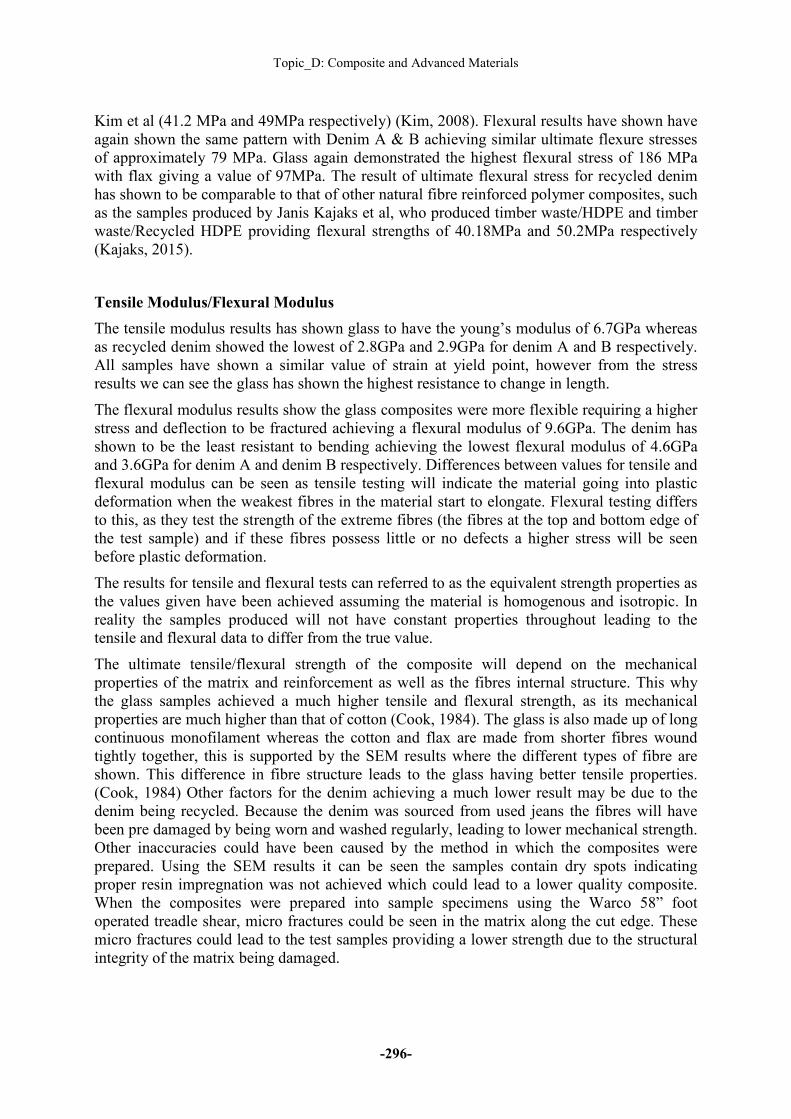
SEM Imaging Results
Fig. 5 - Denim A SEM Image Fig. 6 - Denim B SEM Image
Fig.. 7 - Flax SEM Image Fig. 8 - Glass SEM Image
DISCUSSION
Tensile/Flexural Strength
Figure 1 shows the maximum tensile strength achieved by the fibre reinforced epoxy
composites. Glass fibre composites demonstrated the highest tensile strength (229 MPa).
Recycled denim B which used a fast hardener displayed the lowest value of tensile strength
(41 MPa) which is comparable but slightly lower to the values achieved by Denim A which
used a slow hardener (42 MPa). This shows that the use of slow hardener inside the epoxy
resin will provide a fractionally higher tensile strength. Flax composite samples provided a
tensile strength of around 84 MPa which lies in between the denim and glass. The values
given by the recycled denim are comparable to other natural fibre composites which have
previously been tested, such as the wood/PP and cotton/PP samples produced by Sam – Jung
Topic_D: Composite and Advanced Materials
-296-
Kim et al (41.2 MPa and 49MPa respectively) (Kim, 2008). Flexural results have shown have
again shown the same pattern with Denim A & B achieving similar ultimate flexure stresses
of approximately 79 MPa. Glass again demonstrated the highest flexural stress of 186 MPa
with flax giving a value of 97MPa. The result of ultimate flexural stress for recycled denim
has shown to be comparable to that of other natural fibre reinforced polymer composites, such
as the samples produced by Janis Kajaks et al, who produced timber waste/HDPE and timber
waste/Recycled HDPE providing flexural strengths of 40.18MPa and 50.2MPa respectively
(Kajaks, 2015).
Tensile Modulus/Flexural Modulus
The tensile modulus results has shown glass to have the young’s modulus of 6.7GPa whereas
as recycled denim showed the lowest of 2.8GPa and 2.9GPa for denim A and B respectively.
All samples have shown a similar value of strain at yield point, however from the stress
results we can see the glass has shown the highest resistance to change in length.
The flexural modulus results show the glass composites were more flexible requiring a higher
stress and deflection to be fractured achieving a flexural modulus of 9.6GPa. The denim has
shown to be the least resistant to bending achieving the lowest flexural modulus of 4.6GPa
and 3.6GPa for denim A and denim B respectively. Differences between values for tensile and
flexural modulus can be seen as tensile testing will indicate the material going into plastic
deformation when the weakest fibres in the material start to elongate. Flexural testing differs
to this, as they test the strength of the extreme fibres (the fibres at the top and bottom edge of
the test sample) and if these fibres possess little or no defects a higher stress will be seen
before plastic deformation.
The results for tensile and flexural tests can referred to as the equivalent strength properties as
the values given have been achieved assuming the material is homogenous and isotropic. In
reality the samples produced will not have constant properties throughout leading to the
tensile and flexural data to differ from the true value.
The ultimate tensile/flexural strength of the composite will depend on the mechanical
properties of the matrix and reinforcement as well as the fibres internal structure. This why
the glass samples achieved a much higher tensile and flexural strength, as its mechanical
properties are much higher than that of cotton (Cook, 1984). The glass is also made up of long
continuous monofilament whereas the cotton and flax are made from shorter fibres wound
tightly together, this is supported by the SEM results where the different types of fibre are
shown. This difference in fibre structure leads to the glass having better tensile properties.
(Cook, 1984) Other factors for the denim achieving a much lower result may be due to the
denim being recycled. Because the denim was sourced from used jeans the fibres will have
been pre damaged by being worn and washed regularly, leading to lower mechanical strength.
Other inaccuracies could have been caused by the method in which the composites were
prepared. Using the SEM results it can be seen the samples contain dry spots indicating
proper resin impregnation was not achieved which could lead to a lower quality composite.
When the composites were prepared into sample specimens using the Warco 58” foot
operated treadle shear, micro fractures could be seen in the matrix along the cut edge. These
micro fractures could lead to the test samples providing a lower strength due to the structural
integrity of the matrix being damaged.

Proceedings of the 5th International Conference on Integrity-Reliability-Failure
-297-
Cost Analysis
The Flax and glass fiber used in this research were purchased from Easy Composites, the flax
cost £5.70 per m2 whereas the glass fibres were purchased for £2.34 per m
2. The recycled
denim used was acquired from charity shops, each pair of jeans gave approximately 1m2 of
useful material, with £5 being the approximate price. However 1m2 of denim weighs
approximately triple that of flax and glass fibers, making denim cheaper by weight. The
denim will also become cheaper when purchased in bulk like the flax and glass fibre.
CONCLUSION
The mechanical properties of recycled denim, flax and glass epoxy composites have been
cross-examined. Considering all the samples tested, recycled denim showed the lowest tensile
and flexural strength whereas glass has shown the highest. This has shown the mechanical
properties of recycled denim cannot directly compete with that of glass fibers. However
recycled denim may offer a suitable replacement to glass fibers where the application of high
bearing loads is not needed, as it still offers a competitive strength in relation to other natural
fibre reinforced polymer composites. Recycled denim has also shown to be a cheaper material
when the weight of materials bought are compared.
ACKNOWLEDGMENTS
The authors acknowledge the work done by Mr Daniel Stones on the composite samples, and
Mr Philip Staton in producing the scanning electron microscope pictures.
REFERENCES
[1]-U. S. Bongarde and V. D. Shinde, “Review on natural fiber reinforcement polymer
composites,” Int. J. Eng. Sci. Innov. Technol., vol. 3, no. 2, pp. 431–436, 2014.
[2]-FW Caldwell and NS Clay “Micarta Propellers - 1 Materials” Technical Note No. 198,
National Advisory Committee for Aeronautics, August 1924.
[3]-J. G. Cook, Handbook of Textile Fibres Vol 1: Natural Fibres; Vol. 2: Man-Made Fibres.
5th ed. Durham: Merrow Publishing Co, 1984.
[4]-K. L. Pickering, Ed., Properties and performance of natural-fibre composites. Cambridge:
Woodhead Publishing, 2008.
[5]-S.V. Joshi, L.T. Drzal, A.K. Mohanty, S. Arorac, “Are natural fiber composites
environmentally superior to glass fiber reinforced composites?,” Compos. Part A Appl. Sci.
Manuf., vol. 35, no. 3, pp. 371–376, 2004.
[6]-A. L. Craighill and J. C. Powell, “Lifecycle assessment and economic evaluation of
recycling: A case study,” Resour. Conserv. Recycl., vol. 7, pp. 75–96, 1996.

Topic_D: Composite and Advanced Materials
-298-
[7]-S-J. Kim, J-B. Moon, G-H. Kim, C-S. Ha, "Mechanical properties of
polypropylene/natural fiber composites: Comparison of wood fiber and cotton fiber," Polym
Test., Vol. 27, no. 7, pp. 801-806, 2008.
[8]-J. Kajaks, A. Zagorska, A. Mezinskis, "Some Exploitation Properties of Wood Plastics
Composites (WPC), Based on High Density Polyethylene and Timber Industry Waste,"
vol.21, no.2, pp.1-5, 2015.