MECH70 Final Report_FOR LINKEDIN
14
STRUCTURAL ANALYSIS AND DESIGN OF A COMPOSITE SPRING Stephen Roper ([email protected]), K. Pilkey MECH 470 | Deformation Processing Department of Mechanical and Materials Engineering | Queen’s University, Kingston, Ontario, Canada Submitted Tuesday April 26 th 2016 Abstract: The Queen’s Space Engineering Team is competing in the 2016 University Rover Challenge, designing and testing a remote-operated Mars rover to complete various simulated mission tasks. In order to manoeuver over harsh terrain and complete challenges quickly and smoothly, QSET is designing a novel Loop-Wheel system that incorporates suspension directly into the outer hoop offering greater stability and vibration damping characteristics. This research project investigates the design and analysis of elliptical composite springs for use on the Loop-Wheel, specifically linking laminate microstructure to system behaviours and failure modes. The final result is a manufacturable design that includes a ten-ply layup, ellipticity ratio of 0.82 and a radius-to-thickness ratio of 65:3 to maximize energy absorption characteristics and offset failure mechanisms. The final proposed design offers a maximum deflection of 14.5mm and is made from unidirectional S-Glass/epoxy constituent materials with cross-ply lamina to help prevent microcracking, crazing, delamination, microbuckling, and fracture failure modes. Key Words: fiber reinforced polymer, composite, fiber, matrix, spring, microstructure, delamination, micro cracking, microbuckling, splitting, HyperWorks, OptiStruct, HyperMesh, HyperView. NOMENCLATURE QSET Queen’s Space Engineering Team URC University Rover Challenge ERC European Rover Challenge FRP Fiber Reinforced Polymer DOF Degrees of Freedom FE Finite Element FEA Finite Element Analysis U Material Strain Energy σ Ultimate Tensile Strength (matrix, fiber, composite). E Young’s Modulus (matrix, fiber, composite). ρ Density (matrix, fiber, composite). V Volume Fraction (matrix, fiber, void). W micro Macro energy dissipation effects. W macro 1 Macro energy dissipation effects for / < 0.8, 1, 1.25 (ellipticity ratio). W marco 2 Macro energy dissipation effects for / > 1.5 (ellipticity ratio). ILSS Interlaminar Shear Strength. ILSS r of the composite with voids relative to an equivalent void-free composite. PSHELL HyperWorks element type for plane stress condition. MAT8 HyperWorks material definition for orthotropic conditions. 1 INTRODUCTION Fiber reinforced composites are becoming an increasingly popular material for industrial, commercial and specialized applications due to their lightweight properties, high customizability and long-term durability. Designers across multiple disciplines are now leveraging FRPs to reduce mass, readily tailor mechanical properties and improve fatigue resistance in structural applications under tension, compression and shear loading. For example, fiber reinforced composites are being more extensively used in the aerospace industry for critical components and structures in flexural applications. Currently, the Boeing 777X series boasts the longest wing design to incorporate FRPs that are designed to bend during flight for maximum lift and cruising efficiency [1]. This comes with the added benefits of lightweighting and low fatigue characteristics to improve payload, range and operational costs of the aircraft. In the automotive industry composite materials are also being incorporated into suspension systems, designed for superior vibrational damping and lightweight performance. By utilizing high-strength material properties in unique configurations composite spring systems are capable of storing recoverable mechanical energy more effectively compared to conventional metallic coils [2]. This offers a lightweight, fatigue resistant spring replacement that allows for smooth movement over obstacles under repeated dynamic loading. This significance can be extended into non-conventional vehicle suspension systems for harsh terrain applications, and in this case, applied to the Queen’s Space Engineering Team (QSET) Mars rover. The Queen’s Space Engineering Team competes annually in the University Rover Challenge (URC), designing, building and testing a remote-operated vehicle to complete various mission tasks. One of the main competition challenges is terrain crossing, where the rover must maneuver over uneven landscapes and withstand natural obstacles such as steep inclines, voids, and vertical drops. To enhance vehicle performance and capability for this challenge QSET is designing and implementing a novel Loop-Wheel concept that integrates suspension directly into the outer wheel hoop, offering greater stability, superior impact resistance and improved vehicle
-
Upload
stephen-roper -
Category
Documents
-
view
140 -
download
0
Transcript of MECH70 Final Report_FOR LINKEDIN

STRUCTURAL ANALYSIS AND DESIGN OF A COMPOSITE SPRING Stephen Roper ([email protected]), K. Pilkey MECH 470 | Deformation Processing Department of Mechanical and Materials Engineering | Queen’s University, Kingston, Ontario, Canada
Submitted Tuesday April 26th 2016
Abstract: The Queen’s Space Engineering Team is competing in the 2016 University Rover Challenge, designing and testing a remote-operated Mars rover to complete various simulated mission tasks. In order to manoeuver over harsh terrain and complete challenges quickly and smoothly, QSET is designing a novel Loop-Wheel system that incorporates suspension directly into the outer hoop offering greater stability and vibration damping characteristics. This research project investigates the design and analysis of elliptical composite springs for use on the Loop-Wheel, specifically linking laminate microstructure to system behaviours and failure modes. The final result is a manufacturable design that includes a ten-ply layup, ellipticity ratio of 0.82 and a radius-to-thickness ratio of 65:3 to maximize energy absorption characteristics and offset failure mechanisms. The final proposed design offers a maximum deflection of 14.5mm and is made from unidirectional S-Glass/epoxy constituent materials with cross-ply lamina to help prevent microcracking, crazing, delamination, microbuckling, and fracture failure modes.
Key Words: fiber reinforced polymer, composite, fiber, matrix, spring, microstructure, delamination, micro cracking, microbuckling, splitting, HyperWorks, OptiStruct, HyperMesh, HyperView.
NOMENCLATURE QSET Queen’s Space Engineering Team URC University Rover Challenge ERC European Rover Challenge FRP Fiber Reinforced Polymer DOF Degrees of Freedom FE Finite Element FEA Finite Element Analysis U Material Strain Energy
σ Ultimate Tensile Strength (matrix, fiber, composite).
E Young’s Modulus (matrix, fiber, composite). ρ Density (matrix, fiber, composite). V Volume Fraction (matrix, fiber, void). Wmicro Macro energy dissipation effects.
Wmacro1 Macro energy dissipation effects for 𝑎𝑎/𝑏𝑏 < 0.8, 1, 1.25 (ellipticity ratio).
Wmarco2 Macro energy dissipation effects for 𝑎𝑎/𝑏𝑏 > 1.5 (ellipticity ratio).
ILSS Interlaminar Shear Strength.
ILSSr 𝐼𝐼𝐼𝐼𝐼𝐼𝐼𝐼 of the composite with voids relative to an equivalent void-free composite.
PSHELL HyperWorks element type for plane stress condition.
MAT8 HyperWorks material definition for orthotropic conditions.
1 INTRODUCTION Fiber reinforced composites are becoming an increasingly popular material for industrial, commercial and specialized applications due to their lightweight properties, high customizability and long-term durability. Designers across multiple disciplines are now leveraging FRPs to reduce mass,
readily tailor mechanical properties and improve fatigue resistance in structural applications under tension, compression and shear loading. For example, fiber reinforced composites are being more extensively used in the aerospace industry for critical components and structures in flexural applications. Currently, the Boeing 777X series boasts the longest wing design to incorporate FRPs that are designed to bend during flight for maximum lift and cruising efficiency [1]. This comes with the added benefits of lightweighting and low fatigue characteristics to improve payload, range and operational costs of the aircraft. In the automotive industry composite materials are also being incorporated into suspension systems, designed for superior vibrational damping and lightweight performance. By utilizing high-strength material properties in unique configurations composite spring systems are capable of storing recoverable mechanical energy more effectively compared to conventional metallic coils [2]. This offers a lightweight, fatigue resistant spring replacement that allows for smooth movement over obstacles under repeated dynamic loading. This significance can be extended into non-conventional vehicle suspension systems for harsh terrain applications, and in this case, applied to the Queen’s Space Engineering Team (QSET) Mars rover. The Queen’s Space Engineering Team competes annually in the University Rover Challenge (URC), designing, building and testing a remote-operated vehicle to complete various mission tasks. One of the main competition challenges is terrain crossing, where the rover must maneuver over uneven landscapes and withstand natural obstacles such as steep inclines, voids, and vertical drops. To enhance vehicle performance and capability for this challenge QSET is designing and implementing a novel Loop-Wheel concept that integrates suspension directly into the outer wheel hoop, offering greater stability, superior impact resistance and improved vehicle

Stephen Roper
2 Copyright © 2016 by Queen’s University
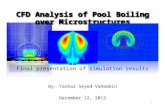
dynamics. The primary components of the Loop-Wheel design are the elliptical springs which flex and deform to dampen vibrations; this research project will investigate the use of fiber-reinforced polymer composites as these elliptical springs. See Figure 1 for the initial design concept.
Figure 1: QSET Loop-Wheel concept. Note the placement of the semi-elliptical
loop springs and how they’re joined to the structure.
The University Rover Challenge will take place at the Mars Desert Research Station in southern Utah, May 2016. QSET has also entered the European Rover Challenge for the first time which will take place in Poland, September 2016. Both events are sponsored by the Mars Society. 1.1 Literature Review Previous research studies have examined the application of composite laminates for automotive leaf springs. For example, one case study tested the suitability of glass fiber composites to replace the steel leaf spring used in an off-road vehicle (Jeep) [3]. The analysis was conducted by first reviewing spring theory to describe how energy is stored and released, referring specifically to material strain energy, given by Equation 1 [3].
U =𝜎𝜎2
𝜌𝜌𝜌𝜌 (1)
This suggests that a material with a low density and low modulus are desired when designing energy absorbing components and it’s these properties that can be readily tailored in the laminate construction. The case study suggests a parabolically tapered leaf spring geometry with a constant-width beam section made from a woven roving glass/epoxy laminate. In this application the composite spring successfully minimized mass, increased corrosion resistance and increased durability but mentioned the challenges such as sensitivity to manufacturing. A second case study continued to investigate composite leaf springs for automotive applications, but focused on the design optimization of the laminate layup. This paper highlighted the importance of designing the spring geometry and ply angles to utilize fiber strength in the principal direction instead of shear to avoid debonding and delamination failure [4]. Finite element analysis was applied to determine the ideal spring geometry and
investigated the combined effects of laminate thickness, fiber orientation and stacking sequence using manual optimization methodology. The final results from this analysis indicated the importance of ellipticity ratio on spring rate and life expectancy of the system, which showed superior fatigue behaviour than conventional coil springs [4]. 1.2 Objectives The previous research conducted in this field primarily studied the performance of semi-elliptical composite leaf springs with predetermined geometry and laminate layups. While the overall results from each case study provided recommendations on semi-elliptical spring design they did not include a holistic investigation into the microstructure, deformation characteristics and related failure modes for continuous elliptical springs. This research focuses on spring design and includes an analysis of laminate design, material properties, geometry, and failure modes, linking microstructure to characteristic system behaviours. This spring design analysis addresses three main objectives: (a) Laminate design and constituent material properties, to
develop a microstructure that achieves the desired mechanical properties while avoiding typical failure modes.
(b) Spring geometry, to propose a suitable composite spring with sufficient energy absorbing characteristics.
(c) Composite failure, to design against the onset of microcracking, microsplitting, delamination, and microbuckling in tension, compression and shear loading.
The culmination of this work is a final design recommendation considering structural geometry and FRP laminate layup (microstructure). Also suggested are applications for future work and investigation as well as brief comments on manufacturability. FE analysis was conducted using Altair HyperWorks and the OptiStruct, HyperView and HyperMesh modules. 2 DETAILED INVESTIGATION 2.1 Laminate Design and Material Properties Laminate structures are highly customizable, and offer the unique advantage to design the final material microstructure with specific mechanical properties [5]. Of particular importance to this project are how different microstructural arrangements can correspond to energy absorption and failure mechanisms in bending; in elliptical springs this includes the tension, compression and shear surfaces. By carefully designing the laminate stack and choosing appropriate constituent materials the multiphase structure can be designed to offset specific modes of failure in flexure with highly predictable in-service behaviour [5]. First, the fiber matrix layup must be considered to regulate the structural stiffness and the development of distributed micro cracks in flexure. This failure mode is typically seen in semi-

Stephen Roper
3 Copyright © 2016 by Queen’s University
elliptical springs and can be regulated intrinsically by the geometry of the material microstructure [5]. These microcracks and subsequent delamination fracture initiate to dissipate strain energy and must be considered for spring applications [5]. Next, constituent material properties must be examined for their influence on the load-deformation characteristics and impact on failure modes. Properties such as matrix/fiber Young’s modulus are known to drive changes in failure mode between cooperative fibre microbuckling to delamination splitting microbuckling [6]. Similar analysis has indicated that bending strength can be significantly affected by laminate shear strength, dependent on the interfacing bond strength and compatibility between fiber-matrix constituent materials [6]. 2.1.1 Laminate Design First, various commercially available fiber fabrics are available for laminate applications, offering may different microstructural arrangements for structural applications such as plain, twill and unidirectional weaves. Stacking angles are usually limited to 0°, 90°, and ±45° fiber orientations in composite design, and depend on the desired structural properties and recommended manufacturing practices. In composite springs, laminates typically consist of unidirectional fabrics arranged in the longitudinal (circumferential) direction. This provides preferential support during uniaxial tension and compression; however, in order to provide resistance to offset loads, such as torsion, cross-plies can be introduced [7]. This helps make the spring system more reliable in real-world multi-loading cases. Laminate thickness and fiber-matrix volume fraction are additional common design variables for controlling system mechanical properties. This is achieved by adjusting the number of plies in the system, with many spring applications using between five and ten individual lamina [3] [4] [8]. While laminate thickness controls mechanical properties fiber volume can be correlated to laminate failure mechanisms. For example, it has been shown that as volume fraction exceeds 10-20%, the composite fails through in-phase buckling at a failure stress equal to the composite shear modulus [6]. This investigation ultimately revealed the high customizability of laminated structures and their ability to achieve different mechanical properties from the same base materials. These considerations can be directly used in design the QSET Loop-Wheel, suggesting unidirectional fabric with added cross-plies to offset failure. A sample laminate is provided in Figure 2.
Figure 2: Typical laminate definitions: (a) unidirectional stack (b) 0°-90° laminate stack [8].
2.1.2 Constituent Materials While the constituent materials can be arranged to achieve different mechanical properties it is also important to understand the individual material properties and their influence on system behaviour. Of particular importance for flexural applications is the Young’s modulus of the matrix constituent material. For example, it has been found that composite springs experience a significant increase in bendability with increasing matrix modulus [6]. This is due to extended elastic deformation and the resultant higher interfacial bond strength prior to the onset of matrix spalling or microcracking. The composite Young’s modulus can also act as a sufficient predictor for the onset of specific failure mechanisms. One study showed the respective failure modes for three different composite systems using different matrix materials. The results from this study showed that an increase in the matrix Young's modulus leads to a transition from cooperative fibre microbuckling to delamination splitting microbuckling failure modes [6]; these results are summarized in Figure 3.
Figure 3: The effect of matrix Young’s modulus on failure mode: (a) low matrix modulus with cooperative microbuckling in two planes, (b) medium matrix modulus with only in-plane cooperative microbuckling and (c) high matrix modulus with delamination splitting microbuckling [6].
Referring to Figure 3 (a), the low matrix modulus results in fiber buckling parallel and perpendicular to the beam flexure due to weak bonding and low resistance to crack propagation during loading. As the matrix modulus is increased, buckling is isolated to the in-plane surface as in Figure 3 (b). Here, the increased modulus results in stronger matrix-fiber interfacial bond that more readily supports the material and prevents continued crack propagation. Lastly, the failure mode transitions to delamination splitting microbuckling in Figure 3 (c) associated with the high matrix modulus, again, a result of the correspondingly high interfacial bonding that prevents global crack propagation between ply layers. Instead, this mechanism consists of a relatively gradual accumulation of localized surface delamination followed by buckling of fibre bundles. Here, the bending strength is dominated by the composite shear strength and the fibre/matrix adhesion [6]. Overall, composite system properties can be estimated using the rule of mixtures, as shown in Equations 2, 3 and 4 [5]. These equations describe how the constituent materials combine to define the system parameters and is a sufficient mathematical model for this application.
𝜎𝜎𝑐𝑐 = 𝜎𝜎𝑓𝑓𝑉𝑉𝑓𝑓 + 𝜎𝜎𝑚𝑚𝑉𝑉𝑚𝑚 (2)
(a) (b)
(a) (b) (c)

Stephen Roper
4 Copyright © 2016 by Queen’s University
𝜌𝜌𝑐𝑐 = 𝜌𝜌𝑓𝑓𝑉𝑉𝑓𝑓 + 𝜌𝜌𝑚𝑚𝑉𝑉𝑚𝑚 (3)
𝜌𝜌𝑐𝑐 = 𝜌𝜌𝑓𝑓𝑉𝑉𝑓𝑓 + 𝜌𝜌𝑚𝑚𝑉𝑉𝑚𝑚 (4)
In designing the QSET Loop-Wheel, these material considerations highlight the importance of fiber/matrix interfacial compatibility and the system’s Young’s modulus. These results suggest the application of a medium-strength Young’s modulus composite for improved bending behaviour, while limiting the failure mode to in-plane microbuckling; this failure mode can be offset with the addition of cross-plies as previously mentioned. Also supported by previous case studies, this suggests glass fiber and epoxy matrix constituents will be suitable for the QSET spring application [3] [4]. 2.2 Spring Geometry While microstructural geometry was considered in the previous section, the macroscopic spring geometry can also be tailored to create the desired mechanical responses. These characteristics include energy absorption and release mechanisms, spring rate and resistance to permanent deformation. As with the laminate design and material properties, this geometric influence also extends to the system failure modes [3] [4]. First, composite tubes were analyzed to understand their flexural performance under compressive loads including crush behavior and deformation failure characteristics for crashworthiness applications. This study was conducted experimentally using woven glass/epoxy elliptical tubes with elliptical ratios ranging from 0.5− 2 [9]. The results indicated that for small elliptically ratios, lots of deformation was seen in earlier collapse, with crazing and cracking in the polymer matrix and elastic hinge formation [9]. The resulting load-displacement diagram is shown in Figure 4, which shows a smooth response until the initial onset of failure, and the remaining staggered deformation profile as the structure was continually strained (𝑎𝑎/𝑏𝑏 = 0.5, 0.57, 0.67). Next, load-deformation of a second group was identified (𝑎𝑎/𝑏𝑏 = 0.8, 1, 1.25), which have fewer peaks and showed no sudden gradual drop in load. Tubes in this set experienced flattening in the pre-collapse stage. At this point it was also suggested that collapse initiation was given by the ellipticity ratio and as it increases, the initial crack formation decreases [9]. Finally, a third set (𝑎𝑎/𝑏𝑏 = 1.5, 1.75, 2) was tested and showed energy absorbed in the pre-collapse was smaller than the post-collapse. Here, the top and bottom surfaces bend inward and dimple, developing fracture lines on the innermost surface of the tube wall. The basic energy dissipation mechanism during initial collapse was identified as bending about the shell generators, producing flat surfaces at top and bottom and elastic hinges and in the post-collapse phase the formation of fracture lines act as the main energy dissipation mechanism [9]. In general, the experimental results reveal that elliptical tubes exhibit larger collapse stokes and increased specific energy
dissipation in comparison to circular geometries (𝑎𝑎/𝑏𝑏 = 1). In this experiment, elliptical tubes reached a maximum stroke of 94% from the original diameter. At 𝑎𝑎/𝑏𝑏 = 0.67, the tube showed excellent structural integrity with an initial failure load of 1100N (see Figure 4). This analysis also revealed, that deviation form circular cross section results in better energy absorption capability (See Figure 5). This is a significant deviation from the initial QSET prototype, which used a circular geometry (𝑎𝑎/𝑏𝑏 = 1); the design now uses an ellipticity ratio of (𝑎𝑎/𝑏𝑏 = 0.82).
Figure 4: Composite tube under compression, linking energy dissipation mechanisms to load-displacement characteristics (𝑎𝑎/𝑏𝑏 = 0.67) [9].
Figure 5: Effect of ellipticity ratio on energy absorption characteristics [9].

Stephen Roper
5 Copyright © 2016 by Queen’s University
This research also examined the failure mechanisms during the crushing process. The observed micro energy dissipation sequence can be summarized by Equation 5 with failure mode micrographs available in Figure 6 [9].
𝑊𝑊𝑚𝑚𝑚𝑚𝑐𝑐𝑚𝑚𝑚𝑚 = 𝑊𝑊𝑚𝑚𝑐𝑐 +𝑊𝑊𝑓𝑓𝑓𝑓 +𝑊𝑊𝑏𝑏𝑓𝑓 +𝑊𝑊𝑙𝑙𝑓𝑓 (5)
𝑊𝑊𝑚𝑚𝑐𝑐 : Energy required to crack/craze the matrix and increase crack growth.*
𝑊𝑊𝑓𝑓𝑓𝑓: Energy to debond woven fabric from matrix. 𝑊𝑊𝑏𝑏𝑓𝑓 : Break and crush fibers. 𝑊𝑊𝑙𝑙𝑓𝑓: Local delamination.
* In polymer matrix systems, cracks are often initiated at locations where several fibers debond from the matrix [9].
From the experimental results, the initial energy absorbed in the system is dissipated to crack the matrix, starting at the top of the tube. As load and strain is further increased the density and extent of matrix cracks progress, leading to interfacial debonding and further leaving fibers unsupported and more compliant. In turn, this leads to fiber breaking and finally to local delamination. The contribution of these energy dissipating micro mechanisms is significantly influenced by the tube crush strain; as strain increases, so does the contribution of the micro mechanism leading to degraded properties in the crush zone [9].
Figure 6: Failure modes in composite tubes, microstructural analysis. (a) Matrix cracking; (b) Fibre debonding from the matrix, (c) Fibre breakage, (d) local delamination. Magnification of 100μm. [9].
It should also be note that micro mechanical failure by shear and microbuckling were unseen in this case study. Under the tested geometry and material properties, these alternate modes were replaced instead by extensive matrix crack propagation and interfacial debonding, leaving the fibers unsupported for microbuckling or shear failure to occur. Furthermore, the
interweaving fiber architecture prevented global buckling as well as gross delamination of tube wall sides. The cross-plies reduced interlaminar crack propagation between layers and prevented splitting along fracture lines, where interweaving fibers supported each other to carry the load [9]. Macro mechanical failure modes were also identified as energy dissipation mechanisms, and divided into two categories: with 𝑎𝑎/𝑏𝑏 < 0.8, 1, 1.25 and 𝑎𝑎/𝑏𝑏 > 1.5. These mechanisms are summarized by Equation 6 and Equation 7, respectively. In all cases, the two macro dissipation categories are functions of the ellipse ratio. For example, when 𝑎𝑎/𝑏𝑏 is sufficiently small the developed strain does not exceed that for forming an elastic hinge on the bottom surface or tube wall fracture. Instead, when 𝑎𝑎/𝑏𝑏 is large, enough strain is developed to form elastic hinges at the bottom and even fracture the outermost surface of the wall.
𝑊𝑊𝑚𝑚𝑚𝑚𝑐𝑐𝑚𝑚𝑚𝑚1 = 𝑊𝑊𝑓𝑓𝑙𝑙 +𝑊𝑊𝑐𝑐𝑓𝑓 + 𝑊𝑊𝑓𝑓 (6)
𝑊𝑊𝑓𝑓𝑙𝑙 : Energy dissipated in flexure. 𝑊𝑊𝑐𝑐𝑓𝑓: Energy dissipation in circumferential deformation. 𝑊𝑊𝑓𝑓: Energy dissipated in forming fracture lines: increases
as fracture lines increase.
𝑊𝑊𝑚𝑚𝑚𝑚𝑚𝑚𝑐𝑐𝑚𝑚2 = 𝑊𝑊𝑓𝑓𝑓𝑓 +𝑊𝑊𝑚𝑚 +𝑊𝑊𝑓𝑓ℎ +𝑊𝑊𝑓𝑓𝑙𝑙 +𝑊𝑊𝑓𝑓 + 𝑊𝑊𝑓𝑓𝑚𝑚 (7)
𝑊𝑊𝑓𝑓𝑓𝑓 : Energy dissipated in flattening deformation (negligible).
𝑊𝑊𝑚𝑚: Energy absorbed during column formation (left and right hand side of tube wall). *
𝑊𝑊𝑓𝑓ℎ: Energy dissipated during formation of elastic hinges (significant). **
𝑊𝑊𝑓𝑓𝑙𝑙 : Energy dissipated during flexure strongly influenced by ratio, and localized at the hinges.
𝑊𝑊𝑓𝑓: Energy dissipated during fracture line formation. 𝑊𝑊𝑓𝑓𝑚𝑚 : Energy associated with frictional forces induced after
the formation of fracture lines. ***
* Increases as ratio increases since structural materials are generally more efficient in tension rather than in flexure.
** Increase tube energy absorption by encouraging the formation of elastic hinges and thus mitigating more destructive alternate failure mechanisms.
*** Due to sliding of the outermost surface against each other and platens.
This analysis revealed practical consideration for the QSET design. First, a considerable increase in carrying capacity and the energy absorption capability can be achieved by introducing an elliptical cross sectional geometry compared to a circular one [9]. The specific spring characteristics can be further controlled by the ellipticity ratio, where adjustments in the major and minor dimensions can improve the level of energy absorption of the laterally compressed tubes [9]. Lastly, the characteristic failure modes and onset of semi-permanent deformation was found to
(a) (b)
(c) (d)

Stephen Roper
6 Copyright © 2016 by Queen’s University
depend on constituent material interactions and ellipticity ratio. Choosing a matrix with a large strain to failure will help avoid the onset of microcracks, and incorporating a design with a large ellipticity ratio can eliminate the appearance of elastic hinges [9]. The addition of 0/90 cross plies can further help avoid these failure modes, with intertwining fibers reducing propagation between ply layers. A second study modified the classical elliptical design to include flat contact surfaces for facilitating practical use and fixture applications (Figure 7). This investigation focused on the mechanical properties of eighteen different samples linking the critical geometric properties to load and displacement performance, and comparing physical testing and finite element results. For this analysis, a 0/90 plain weave E-glass/epoxy woven composite with 5-ply, 7-ply, and 9-ply thicknesses were used [10].
Figure 7: Modified composite spring geometry with parallel flat contact surfaces [10].
For this experiment, the load-displacement and strain distribution of thin shell springs were determined, specifically examining the effect of spring radii and thickness (22: 7 < 𝑅𝑅: 𝑡𝑡 < 87: 7). This analysis was conducted considering two loading cases; surface loading applied to the top and bottom surfaces and line-loading on the center of the flat surface. From this analysis a linear load-deflection relationships was observed for up to 2mm. Once deflection exceeded this amount the response transitioned to a weak non-linear relationship [10]. Like with the tubular springs, geometric properties were also observed to have a significant impact on the load-deflection performance of the structure. For example, as thickness increased the ultimate load of the specimen increased. Contrarily, as spring radius increased ultimate load decreased with a more sensitive response. Figure 8 shows the load-displacement curves for both loading conditions, and highlights the onset of failure (marked “cracking sound”) [10].
Figure 8: Load-displacement characteristics of the modified spring geometry. This also shows the suitability for FE analysis in design applications, up to the onset of failure which involves various complex mechanisms [10].
Figure 9: Spring thickness-to-radius of curvature compared to the ultimate load [10].
To further understand the load-carrying capacity of the springs and the effect of geometry correlation curves were plotted using normalized loading and geometrical data (Figure 9). This data suggests an appropriate way to predict ultimate load knowing the thickness, radius and stiffness characteristics. One of the most significant findings indicated that when the radius-to-thickness ratio was small (Large 𝑅𝑅 and small 𝑡𝑡), failure was not readily induced (ultimate load not easily achieved). This study revealed various practical aspects of spring performance and design, highlighting the need for large deflection analysis; when designing the QSET Loop-Wheel FE analysis was applied. One of the other significant outcomes were the correlation curves provide estimates of the ultimate load of a spring with known thickness, radius, stiffness. To obtain the desired spring characteristics and help offset failure modes a radius-to-thickness ratio of 62:5 was used in the final design. 2.3 Composite Failure Modes After developing an understanding of the interactions and influence of laminate design, material properties, and geometry on load-deformation behaviour and the onset of failure a more detailed investigation into the microstructure during flexure was desired. This analysis focuses on the failure mechanisms found

Stephen Roper
7 Copyright © 2016 by Queen’s University
throughout a structural component in flexure, specifically on the maximum tensile, compressive, and shear regions [11]. While these studies were conducted in four-point bending the can be related to deformation characteristics of an elliptical composite spring. The onset of each failure mode can be summarized by Figure 10, which shows the expected mechanisms as the laminate degrades from micro energy dissipation mechanisms (cracking, spalling).
Figure 10: Composite failure mode trends, related to interfacial strength [11].
2.3.1 Tension In elliptical composite springs maximum tension is experienced on the outer surface, stretching the constituent materials. Upon initial straining, fiber ridges appear near the surface as they bulge outward prior to matrix cracking [11]. As the fiber/matrix interface is stretched, the interface begins to breakdown as shown in Figure 11. As the spring is strained further microcracks begin to form perpendicular to the direction of stress as in Figure 12. This causes the matrix to fail in brittle fracture and further increase the flaw size and intensity [11]. As the flaw size increases cracks elongate and intersect with neighboring fibers at the surface. Local weaknesses and fiber defects can cause the matrix microcracks to propagate and split the fibers causing fiber/matrix interfacial failure (Figure 13) [11]. Other cracks can continue to propagate along the fiber/matrix interfacial bonding zones, longitudinally and transversely until they converge [11]. As fiber and matrix continue to fracture stress concentrations appear in the remaining fibers until the sequence breaks the composite as a whole.
Figure 11: Initial fiber ridging on the tensile surface of the spring [11].
Figure 12: Microcrack formation at the tensile surface of the spring [11].
Figure 13: Fiber fracture and debonding from the matrix on the tensile surface as the interface continues to degrade [11].

Stephen Roper
8 Copyright © 2016 by Queen’s University
2.3.2 Compression As an elliptical spring is compressed the inner-most surface experiences compressive forces. Like with the tensile surface, early stages of deformation involve fiber ridging and bulging at the surface (Figure 14). However, as the load is increased matrix spalling occurs, which effectively crumbles the matrix over the ridged fibers instead of transverse matrix cracking in tension (Figure 15). As the matrix spalling increases the breakdown between fiber and matrix constituents increases and presents the onset of microbuckling at the region of maximum displacement in the through thickness direction (Figure 16). This causes permanent sliding between the buckled and non-buckled plies. It is evident that microbuckling is closely related to both the interfacial tensile and interfacial shear strength; a strong interface is more likely to be able to prevent microbuckling from occurring, as with the addition of cross plies [11].
Figure 14: Initial fiber ridging on the compressive surface of the spring [11].
Figure 15: Matrix spalling and degradation on the inner compressive surface of the spring [11].
Figure 16: Microbuckling on the inner compressive surface at a region of maximum displacement (cross sectional view) [11].
2.3.3 Shear From beam theory, failure modes from shear stresses are also expected in the composite springs at the mid-plane (area of maximum shear stress) [12]. In this case, shear cracks propagate parallel to the fiber/matrix interface, along the weakest portion of the material.
Figure 17: Failure mechanism in the shear failure mode.
This analysis revealed that stronger interface can offset the shear failure mode. This can be achieved with a high density of residual matrix particles bonding to the fibers in an evenly dispersed laminate [11]. This is discussed in more detail in Section 3, next.

Stephen Roper
9 Copyright © 2016 by Queen’s University
3 MANUFACTURING Another microstructural consideration for the final spring design is the manufacturing process and resulting defects that lead to detrimental mechanical properties. The two primary considerations are: void content and fiber/fabric alignment. Voids are one of the most common manufacturing variables for fiber/epoxy laminates. While specialized techniques and procedures can be used to fabricate void-free composites, these practices are often not economically feasible [13]; this extends to the limited resources directly available to QSET. One study examined the effect of specific void content on over thirty different laminate samples made from unidirectional carbon fiber, resin matrix systems. These results found that overall, an increase in void content by 11% resulted in a reduction in interlaminar shear strength (ILSS) up to 41% [13]. There is also a direct correlation between void content and void dispersion throughout the microstructure, with low amounts apparently segregated to specific portions of the sample and larger void volume fractions resulting in a more even distribution [13]. This can affect the onset of failure, with voids located near high stress areas (neutral axis) resulting in weaker interlaminar shear strength to resist against crack propagation. The effects of voids on interlaminar shear strength can be described by Equation 8, which represents the ILSS compared to a void-free sample [13].
𝐼𝐼𝐼𝐼𝐼𝐼𝐼𝐼𝑚𝑚 = 1− �4𝑉𝑉𝑣𝑣
3.14�1−𝑉𝑉𝑓𝑓��0.5
(8)
𝐼𝐼𝐼𝐼𝐼𝐼𝐼𝐼𝑚𝑚 : 𝐼𝐼𝐼𝐼𝐼𝐼𝐼𝐼 of the composite with voids relative to an equivalent void-free composite
𝑉𝑉𝑓𝑓: Volume fraction of the fiber. 𝑉𝑉𝑣𝑣 : Volume fraction of the voids.
In general, as void content increases the ILSS decreases and makes the sample more susceptible to failure in compression. In the case of the QSET composite spring, this suggests greater sensitivity to microbuckling and delamination failure modes, compared to the fiber splitting on the tensile surface. Fiber alignment is another consideration during composite manufacture and includes fiber waviness and wrinkles. First, fiber waviness is characterized by fabrics that are not sufficiently stretched during the initial fabric layup [14]. That is, the fibers are not aligned parallel to each other or their common intended reference. Wrinkles, or out-of-plane waviness, are also common fabrication faults where the fabric is bunched against the preformed component die [14]. See Figure 22. In both cases, the reinforcing fiber phase is not completely utilized upon loading, requiring the weaker matrix to sustain the stress in these areas. As a result, matrix cracking and spalling is more likely to occur until the fibers self-align. At this point the interlaminar bond and
fiber surfaces will be damaged and result in further crack propagation until fracture of both constituent phases occurs.
Figure 18: Manufacturing induced defects: (a) fabric waviness (b) fabric kinks (out-of-plane waviness)[14].
These defects are more common in hand-layup manufacturing process such as vacuum bag molding; this is the process QSET will use to form the final composite spring. Attention to the fabric layup should be taken to avoid the in-plane and out-of-plane waviness. 4 DESIGN AND FE MODELING 4.1 Design The QSET Loop-Wheel spring design has evolved considerably from the initial concept into the proposed version from this investigation. The first prototype developed by the team utilized a circular cross section, however this was transitioned to a semi-elliptical version following research in automotive leaf spring design. The final proposed solution incorporates a continuous elliptical cross section with parallel flat platens for easy fixture to the wheel components, as suggested by previous research. The geometry uses an ellipticity ratio of 0.82 for improved energy absorbing properties and incorporates a sufficiently small radius-to-thickness ratio of 65:3 to help offset failure modes.
Figure 19: Design progression: (a) semi-elliptical spring design (b) final continuous elliptical spring with flat platens.
For this design S-Glass unidirectional fiber fabric and an epoxy matrix were selected as the constituent materials. This follows current composite spring trends and is expected to provide the system with suitable mechanical properties without being over designed. To approximate the S-Glass/epoxy plies for the FE analysis a known material was selected as shown in Table 1. The material properties for this system have been experimentally tested in a resin pre-impregnated form and are found in Table 2.
(a) (b)

Stephen Roper
10 Copyright © 2016 by Queen’s University
Table 1: S-Glass/epoxy composite form [8].
Material S2-449 17k/SP 381 unidirectional tape (E-Glass/Epoxy)
Fiber Owens Corning S2-449, no twist, no surface Matrix 3M SP 381
Table 2: Mechanical properties for high-temperature application resins [8].
Units Nominal Ply Thickness mm 0.3
𝝆𝝆 kg/m3 1910 𝑬𝑬𝟏𝟏 GPa 47.8 𝑬𝑬𝟐𝟐 GPa 12.3 𝑮𝑮𝟏𝟏𝟐𝟐 GPa 0.0998 𝝂𝝂𝟏𝟏𝟐𝟐 - 0.318 𝑿𝑿 MPa 1758 𝑿𝑿′ MPa 1185 𝒀𝒀 MPa 60 𝒀𝒀′ MPa 45 𝑺𝑺𝟏𝟏𝟐𝟐 MPa 136
4.2 FE Model 4.2.1 Model Setup A finite element model of the spring was created in HyperWorks, using PSHELL elements and the MAT8 material cards; this allowed for sufficient definition of the composite material properties. The plie orientations were applied and then stacked according to the designs specific in Table 3. These designs were based on the previous research to provide sufficient load and displacement characteristics, while introducing cross plies (90° and ±45°) to offset delamination and microbuckling failure modes. Table 3: Laminate design investigation.
Design Laminate Stack A [0, 0, 0, 0, 0, 0, 0, 0, 0, 0] B [90, 0, 0, 0, 0, 0, 0, 0, 0, 90] C [+45, -45, 0, 0, 0, 0, 0, 0,-45, +45] D [+45, -45, 90, 0, 0, 0, 0, 90,-45, +45] E [+45, -45, 0, 0, 90, 90, 0, 0,-45, +45]
These models were tested under a worst case loading condition, assuming the entire rover weight (125lbs) was placed on a single wheel. With three springs per wheel, and accounting for a safety factor of 1.5, the applied load on each spring is 280N.
Figure 20: Loading condition for FE analysis.
4.2.2 Results The results from the FE analysis indicated that Design E is the most suitable for the spring application. It showed a good balance between load and displacement characteristics while the introduction of cross-plies would help offset the failure modes seen earlier, namely delamination and microbuckling. These results are summarized in Figure 20.
Figure 21: Spring laminate design comparison.
The results from Design E can be shown in Figure 21, which show the expected deformation behaviour. Here, the load is being successfully transferred to the outer spring sections and compressing uniformly for a maximum deflection of 14.5mm.
Figure 22: Maximum displacement and deformation behaviour of Design E.
5 CONCLUSIONS After completing an analysis of composite spring geometry, constituent materials and deformation characteristics final conclusions have been drawn to propose a suitable spring design. Recommendations have also been provided for future work to expand on this analysis: 1. Failure modes that must be accounted in spring design
appear in tension, compression and shear surfaces. These are: fiber ridging, matrix microcracking and crazing, crack propagation and intensification parallel and perpendicular to the fiber-matrix interface, delamination, microbuckling, fiber-matrix splitting.
(a) Due to the appearance of voids from fabrication, the spring is expected to be more sensitive in compression.
2. Adjusting overall spring geometry has a significant effect on the energy absorbing characteristics of composite springs and is most impacted by ellipticity ratio and radius-to-thickness ratio.
0
5
10
15
20
A B C D E
Max
imum
Disp
lace
men
t [m
m]
Design
Spring Design Comparison
𝑃𝑃 =𝐹𝐹𝑎𝑎 =
2800.005 = 56,000
Nm2
C𝑜𝑜𝑜𝑜𝑜𝑜𝑡𝑡𝑜𝑜𝑎𝑎𝑜𝑜𝑜𝑜𝑜𝑜𝑜𝑜 𝑎𝑎𝑎𝑎𝑎𝑎 𝐷𝐷𝐷𝐷𝐹𝐹

Stephen Roper
11 Copyright © 2016 by Queen’s University
(a) The final design incorporates an ellipticity ratio of 0.82, allowing for improved energy absorbing characteristics compared to a circular cross section within the Loop-Wheel geometrical constraints.
(b) The final design incorporates a radius-to-thickness ratio of 65:3 to help offset delamination and microbuckling failure modes.
3. Adjusting microstructure (ply style, orientation and thickness) of the laminate affects the mechanical properties and can be designed to offset failure modes.
(a) The final design utilizes 0° fibers oriented in the longitudinal direction (circumferential) as the main support structure for the spring.
(b) The final design incorporates both 90° and ±45° cross plies to prevent crack propagation and delamination throughout the laminate.
(c) The ten layer lamina stack in the final design offers sufficient load-deflection characteristics while maintaining the desired cross-ply, and radius-to-thickness parameters. The stack is symmetric and follows Design E:
[+45, -45, 0, 0, 90, 90, 0, 0, -45, +45] (d) The maximum deflection in the system is
approximately 14.5mm, offering an adequate compressive stroke to dampen larger loads.
4. Constituent materials have an effect on the flexural characteristics of the spring, most significantly driven by the Young’s modulus of the system.
(a) S-Glass and epoxy constituent materials were chosen due to their similar strain to failures and material compatibility. This should ensure good interfacial bond strength with readily sourced and manufacturable materials. This combination also offers a medium strength Young’s modulus to balance between flexural rigidity and less severe failure modes (in-plane microbuckling against delamination microsplitting).
5. Additional work should be conducted to better understand the constituent material interfacial bond, specifically in regard to fiber coatings and surface treatments. Here, constituent materials were chosen based on their current successful application, similar properties (strain to failure), and combined Young’s modulus.
6. Additional work should be conducted to apply FE failure theory to the composite model. This could help predict the onset of individual ply failure, but is limited by its accuracy in simulating complex mechanisms. See Appendix A for an initial investigation into orthotropic failure theories.
6 REFERENCES [1] Beoing, Boeing Commercial Quartley Report, Boeing
Aero, 2006. [2] E. Mahdi, O. Alkoles, A. Hamouda, B. Sahari, R. Yonus
and G. Goudah, "Light Composite Elliptic Springs for
Vehicle Suspension.," Composite Structures, vol. 75, pp. 24-28, 2006.
[3] H. Al-Qureshi, "Automobile Leaf Springs from Composite Materials," Materials Processing Technology, vol. 118, pp. 58-61, 2001.
[4] A. R. A. Talib, A. Ali, G. Goudah, N. A. C. Lah and A. Golestaneh, "Developing a Composite Based Elliptic Spring for Automotive Applications," Materials and Design, vol. 31, pp. 475-484, 2010.
[5] G. Haritos, J. Hager, A. Amos and M. Salkind, "Mesomechanics: The Microstructure-Mechanics Connection," Solids Structures, vol. 24, no. 11, pp. 1081-1096, 1988.
[6] F. Chen, S. Bazhenov, A. Hiltner and E. Baer, "Flexural Failure Mechanisms in Unidirectional Glass Fiber-Reinforced Thermoplastics," Composites, vol. 25, no. 1, pp. 11-20, 1994.
[7] E. Madi and A. Hamouda, "An Experimental Investigation into Mechanical Behavior of Hybrid and Nonhybrid Composite Semi-Elliptical Springs," Materials and Design, vol. 52, pp. 504-513, 2013.
[8] P. Tse, S. Reid, K. Lau and W. Wong, "Large Deflections of Composite Circular Springs with Extended Flat Contact Surfaces," Composite Structures, vol. 63, pp. 253-260, 2004.
[9] Department of Defense Handbook, "Polymer Matrix Composites, Material Usage, Design and Analysis (MIL-HDBK-17-3F)," 2002.
[10] E. Mahdi, O. Alkoles, A. Hamouda and B. Sahari, "Ellipticity Ratio Effects in the Energy Absorption of Laterally Crushed Composite Tubes," Advanced Composite Materials, vol. 15, no. 1, pp. 95-113, 2006.
[11] G. Shih and L. Ebert, "Flexural Failure Mechanisms and Global Stress Plane for Unidirectional Composites Subjected to Four-Point Bending Tests," Composites, vol. 17, no. 4, pp. 309-320, 1986.
[12] S. Birger, A. Moshonov and S. Kenig, "Failure Mechanisms of Graphite-Fabric Epxoy Composites Subjected to Flexural Loading," Composites, vol. 20, no. 2, pp. 136-144, 1989.
[13] K. J. Bowles and S. Frimpong, "Void Effects on the Interlaminar Shear Strength of Unidirectional Graphite-Fiber-Reinforced Composites," Composite Materials, vol. 26, no. 10, pp. 1487-1509, 1992.
[14] J. S. Lightfoot, M. R. Wisnom and K. Potter, "Defects in Woven Preforms: Formation Mechanisms and the Effects of Laminate Design and Layup Protocol," Composites, vol. 51, no. Part A, pp. 99-107, 2013.
[15] G. Sih, A. Skudra and R. Rowlands, "Chapter II: Strength (Failure) Theories and their Experimental Correlation," in Failure Mechanics of Composites, Amsterdam, Elsevier Science Publishers, 1985, pp. 86-97.

Stephen Roper
12 Copyright © 2016 by Queen’s University
PAGE INTENTIONALLY LEFT BLANK S. ROPER, 26/04/2016

Stephen Roper
13 Copyright © 2016 by Queen’s University
APPENDIX A: COMPOSITE FAILURE THEORIES IN FE MODELING To further understand the mechanical properties of laminate structures orthotropic failure theories were studied to characterize ply deterioration. The main orthotropic yield functions to consider for future elliptical spring analysis are Maximum Strain and Tsai-Wu theories. These are readily supported by HyperWorks, along with Hill and Hoffman yield functions, and can be used to predict the failure behaviour of individual plies. The Maximum Strain theory provides suitable laminate strength predictions with respect to applied loads and stresses (in-plane and bending) and can isolate specific plies to suggest corresponding failure modes such as debonding and fiber failure. This criteria is typically used for unsymmetrical laminates and assumes a linear-elastic response where failure is predicted when strain reaches its limiting values (determined by uniaxial tensile experiments) [15]. To apply this criterion lamina elastic properties (𝜌𝜌1,𝜌𝜌2,𝜈𝜈12 ,𝐺𝐺12) are required as basic inputs as well as longitudinal, transverse, and shear strengths in tension and compression (𝑋𝑋,𝑌𝑌,𝑋𝑋′,𝑌𝑌′, 𝐼𝐼12). See Equation A1.
𝐹𝐹 = max��𝜀𝜀1𝑋𝑋�� , �𝜀𝜀2𝑌𝑌�� , �𝛾𝛾12𝑌𝑌��� (A1)
Like the Maximum Strain criteria, the Tsai-Wu theory assumes plane stress with a linear elastic lamina response and is preferred for predicting the onset of laminate failure, but not the specific mode (transverse, shear). This yield criteria is invariant under coordinate system rotation, making it superior to alternatives like the Hoffman criteria, and provides independent interactions among stress components. The same material properties used for the Maximum Strain theory are required here, however the ultimate strength values are insufficient for determining coefficients such as the stress interaction term 𝐹𝐹12 [15]. The Tsai-Wu failure theory is presented in Equation A2.
𝐹𝐹1𝜎𝜎1 + 𝐹𝐹2𝜎𝜎2 + 𝐹𝐹6𝜎𝜎6 + 𝐹𝐹11𝜎𝜎12 + 𝐹𝐹22𝜎𝜎22 …+ 2𝐹𝐹12𝜎𝜎1𝜎𝜎2 + 𝐹𝐹66𝜎𝜎62 = 1 (A2)
In HyperWorks, these failure criteria can be used to generate failure index contour plots (Equation A3), to indicate the location and magnitude of high stress regions. The output can also be adjusted to include a composite strength ratio, which indicates the safety factor distribution throughout the structure (Equation A4).
𝐹𝐹𝐼𝐼 > 1,𝐶𝐶𝑜𝑜𝐶𝐶𝐶𝐶𝑜𝑜𝑜𝑜𝑜𝑜𝑡𝑡𝑜𝑜 𝐹𝐹𝑎𝑎𝑜𝑜𝑎𝑎𝑎𝑎𝑜𝑜𝑜𝑜 (A3)
𝐼𝐼𝑅𝑅 > 1,𝐶𝐶𝑜𝑜𝐶𝐶𝐶𝐶𝑜𝑜𝑜𝑜𝑜𝑜𝑡𝑡𝑜𝑜 𝐼𝐼𝑎𝑎𝑆𝑆𝑜𝑜𝑡𝑡𝑆𝑆 𝐹𝐹𝑎𝑎𝐹𝐹𝑡𝑡𝑜𝑜𝑜𝑜 (A4) Content in Appendix A adapted from: S. Roper, “Finite Element Analysis and Design Optimization of an eBike Structure Using Carbon Fiber Composites” MECH461: Undergraduate Research Project, 2016.

Stephen Roper
14 Copyright © 2016 by Queen’s University
APPENDIX B: PROPOSED SPRING GEOMETRY