
Generational Marketing The Secret Ingredient to Maximize Marketing ROI.

Profit SuiteMAXIMIZE CONTROL & OPTIMIZATION ROIPerry Nordh, P.Eng.
19-June-2017
Honeywell Internal
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
Senior VP – Major Oil and Gas Company
1
“I was naive and thought we had a very well run and optimized
business. Some room for improvement maybe, but not huge - or
that would mean I wasn't doing my job well.
Once we dug for data, we found out that the prize was much bigger
than I thought.”
Senior Leadership Perceptions…
“The biggest mistake we’ve seen is the
assumption lot of company leaders have
that they have made such massive
investments in IT that they must have
optimization all over the place”
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
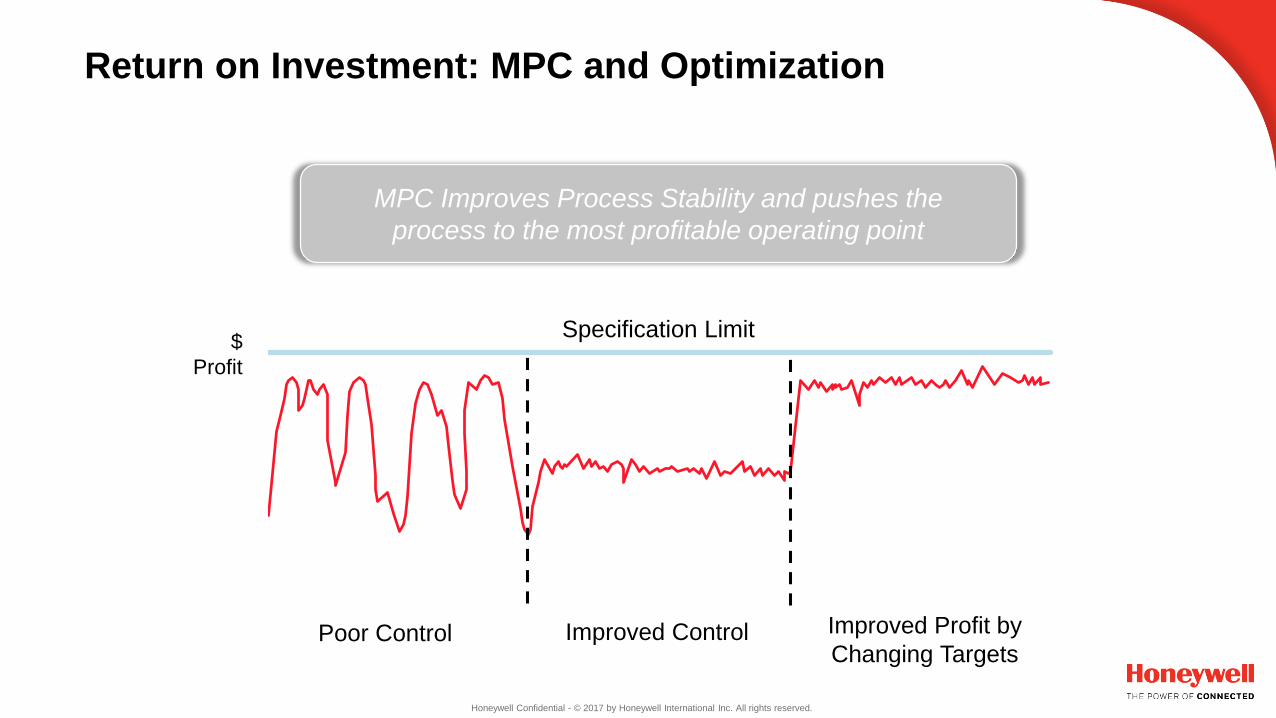
Improved Profit by
Changing TargetsImproved ControlPoor Control
$
Profit
Specification Limit
MPC Improves Process Stability and pushes the
process to the most profitable operating point
Return on Investment: MPC and Optimization
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
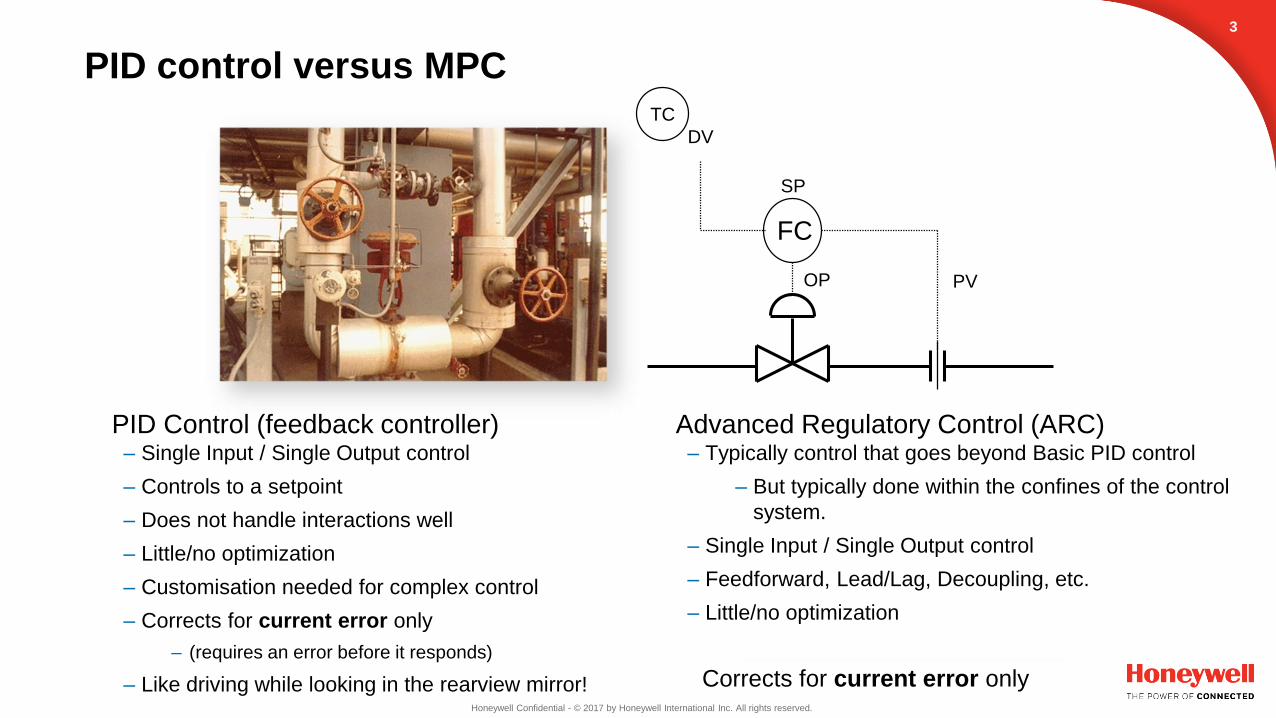
PID control versus MPC
3
FC
• PID Control (feedback controller)‒ Single Input / Single Output control
‒ Controls to a setpoint
‒ Does not handle interactions well
‒ Little/no optimization
‒ Customisation needed for complex control
‒ Corrects for current error only
‒ (requires an error before it responds)
‒ Like driving while looking in the rearview mirror!
SP
PVOP
• Advanced Regulatory Control (ARC)‒ Typically control that goes beyond Basic PID control
‒ But typically done within the confines of the control
system.
‒ Single Input / Single Output control
‒ Feedforward, Lead/Lag, Decoupling, etc.
‒ Little/no optimization
DV
Corrects for current error only
TC
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
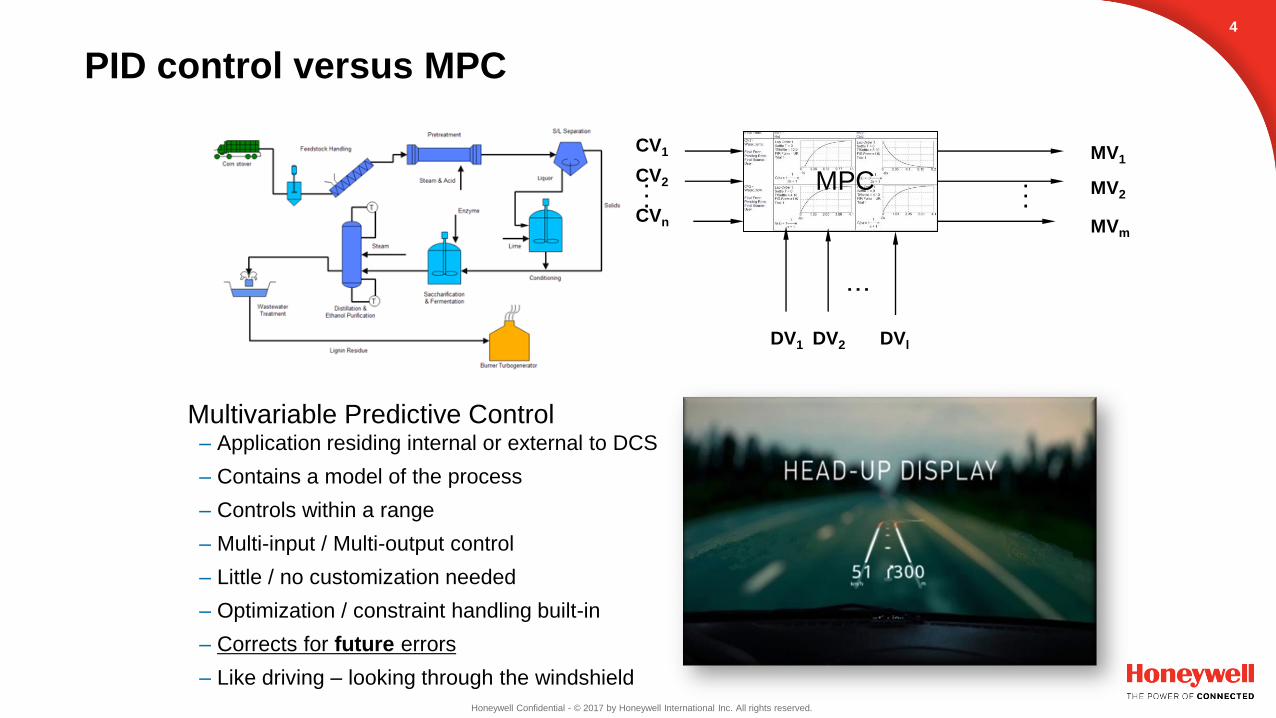
PID control versus MPC
4
• Multivariable Predictive Control‒ Application residing internal or external to DCS
‒ Contains a model of the process
‒ Controls within a range
‒ Multi-input / Multi-output control
‒ Little / no customization needed
‒ Optimization / constraint handling built-in
‒ Corrects for future errors
‒ Like driving – looking through the windshield
MPC
CV1
CV2
CVn
.
.
.
MV1
MV2
MVm
.
.
.
DV1 DV2
. . .
DVl
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
Objective: More than just Value Generation
• Even the best operator…can NOT:
- Monitor all operating envelops & change SP each minute to optimize
- Manage disturbances (i.e. rate or composition changes) proactively
• Highest level of MPC… CAN
- Manage changing economics
- Operate consistently & optimally
- Manage disturbances and reduce operator changes
- Improve stability
- …
- Capture “best” operating practice
- Stretch your existing infrastructure
5
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
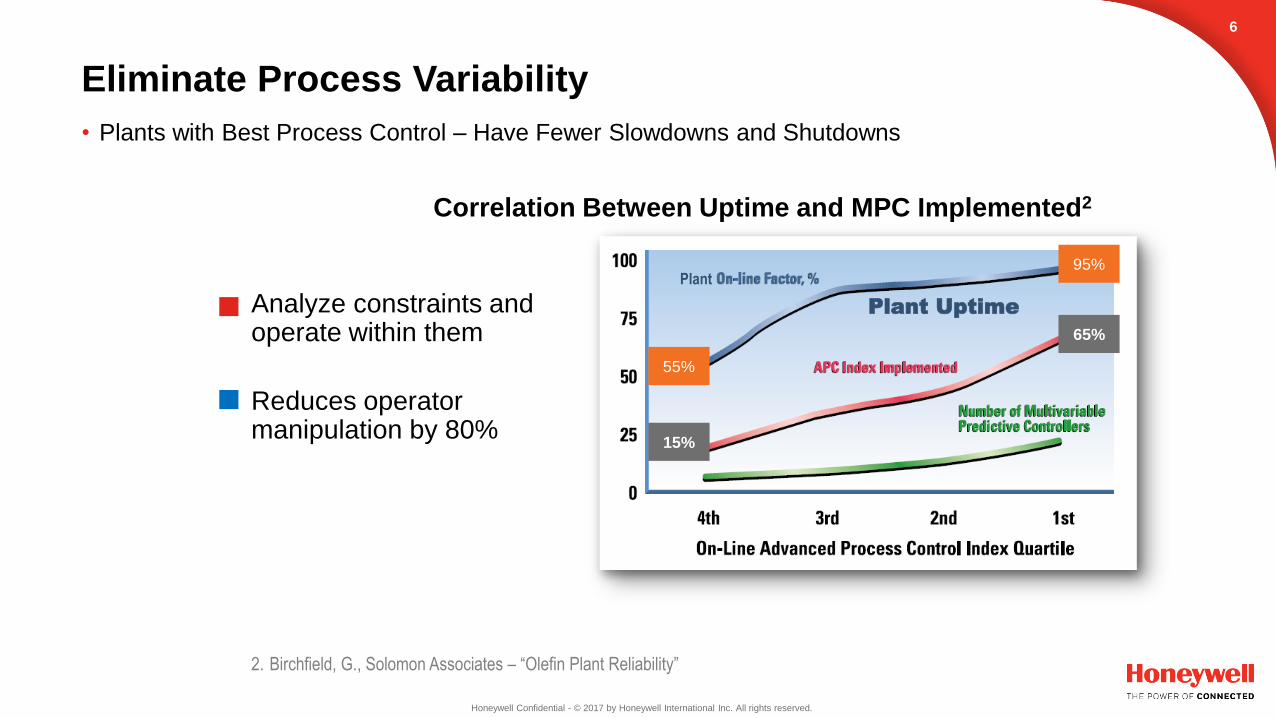
Eliminate Process Variability
• Plants with Best Process Control – Have Fewer Slowdowns and Shutdowns
6
Correlation Between Uptime and MPC Implemented2
Analyze constraints and operate within them
Reduces operator manipulation by 80%
2. Birchfield, G., Solomon Associates – “Olefin Plant Reliability”
95%
65%
55%
15%
Plant Uptime
Plant
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
Why don’t we have MPC everywhere?
7
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
Agenda
- Why don’t we have MPC everywhere?
- Addressing challenges with Profit Control and Optimization – sustaining ROI
Platforms – now with Experion Profit Controller
Design – new tools to streamline and speed projects
Adding process intelligence with UOP
- Finding more ROI with Profit Suite
Profit Optimization
Profit Opportunities
- What is Honeywell doing differently? Why?
Proactive Monitoring and Honeywell Connected Plant
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
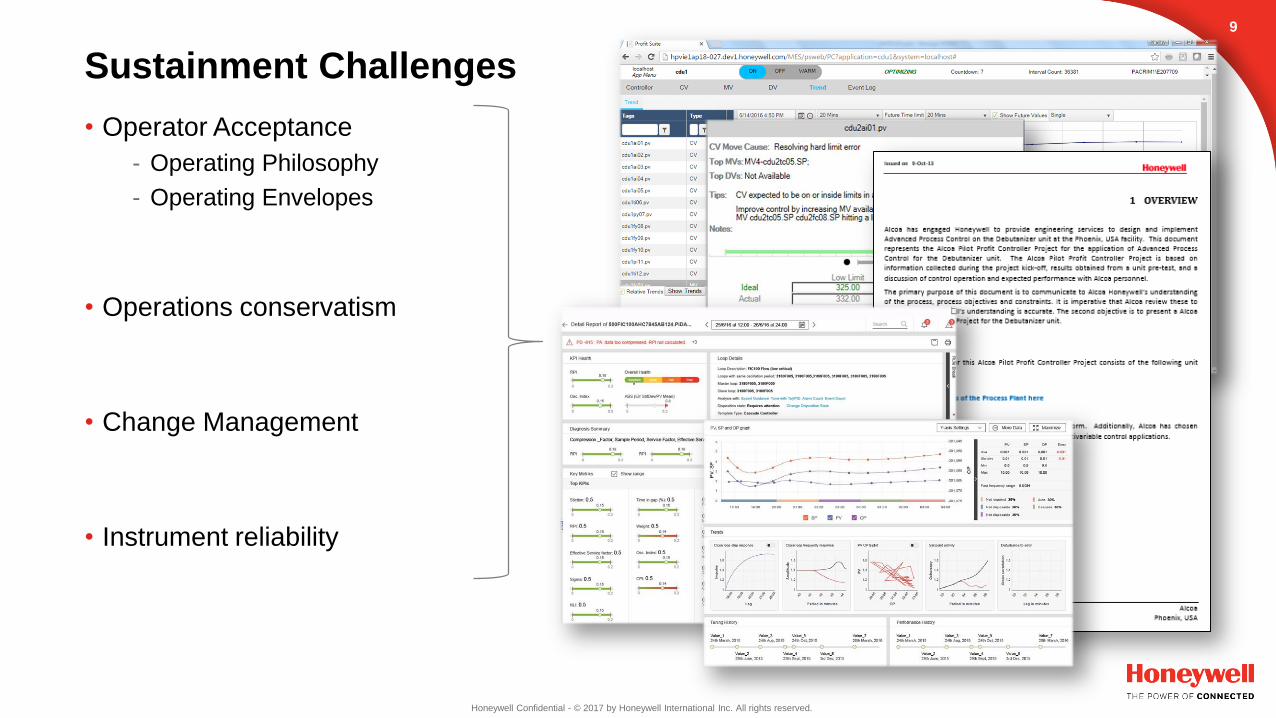
Sustainment Challenges
• Operator Acceptance
- Operating Philosophy
- Operating Envelopes
• Operations conservatism
• Change Management
• Instrument reliability
9
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
How can Honeywell technology help?
• Technology inherently addresses the Deploy / Sustain challenges
customers are facing – it lends itself to minimizing lifecycle costs.
• Technology specifically built to reduce implementation effort and lifecycle
burden of profit-generating control applications.
• Enables a lifecycle support program instead of providing a box of tools that
the user must figure out how to configure/use.
• Every development of an extended technology or new tool has a goal to
minimize the lifecycle cost.
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
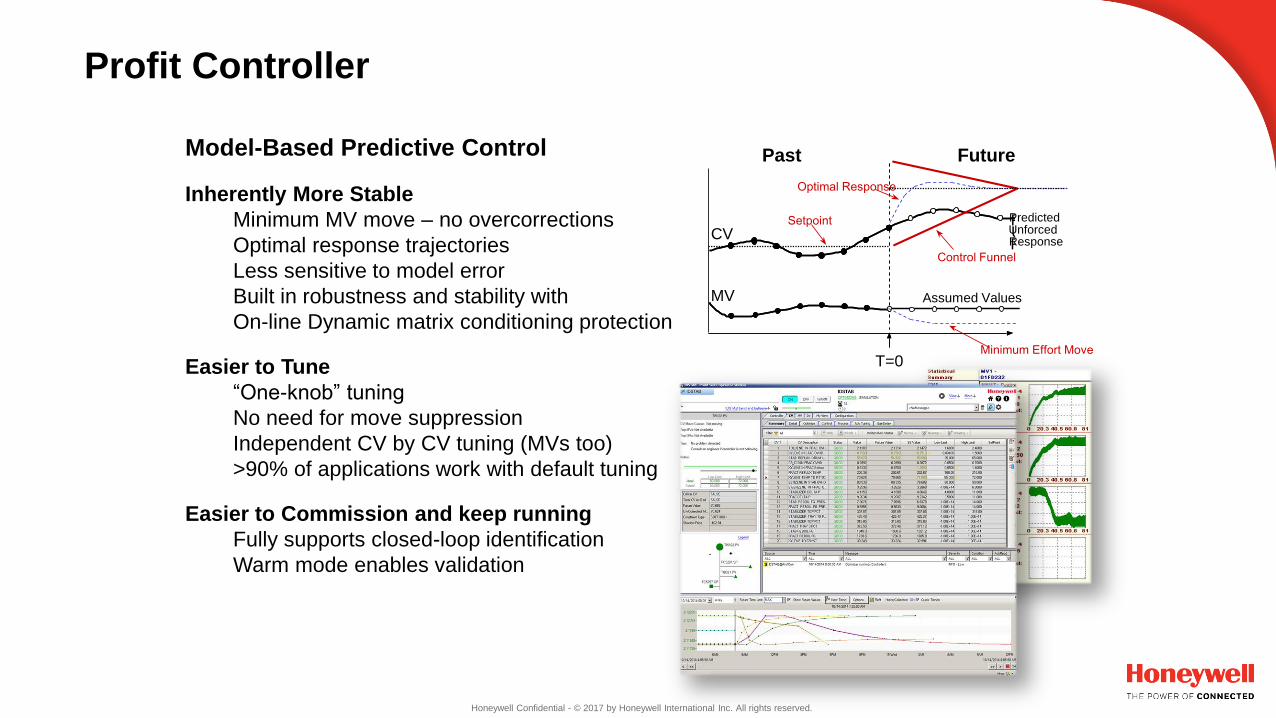
Profit Controller
Model-Based Predictive Control
Inherently More Stable
Minimum MV move – no overcorrections
Optimal response trajectories
Less sensitive to model error
Built in robustness and stability with
On-line Dynamic matrix conditioning protection
Easier to Tune
“One-knob” tuning
No need for move suppression
Independent CV by CV tuning (MVs too)
>90% of applications work with default tuning
Easier to Commission and keep running
Fully supports closed-loop identification
Warm mode enables validation
Predicted Unforced Response
Minimum Effort Move
Past Future
Assumed Values
CVPredicted Unforced Response
MV
T=0
Control Funnel
Optimal Response
Setpoint
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
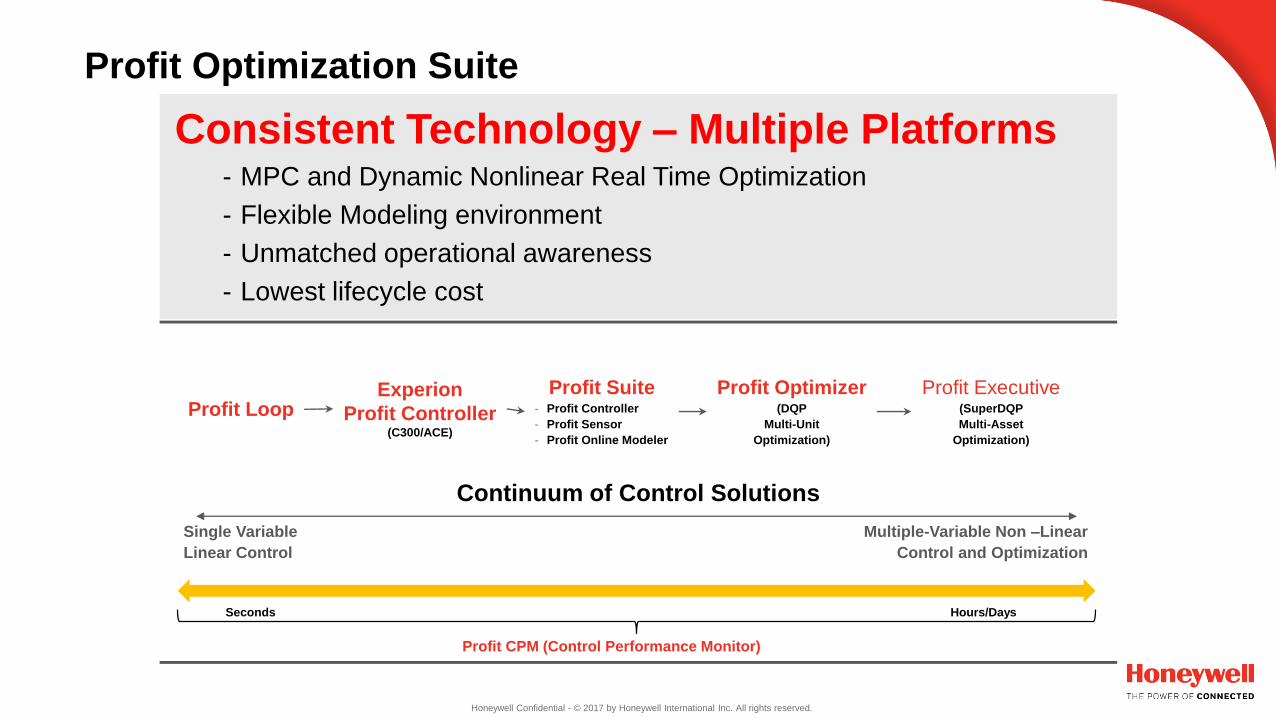
Profit Optimization Suite
Consistent Technology – Multiple Platforms - MPC and Dynamic Nonlinear Real Time Optimization
- Flexible Modeling environment
- Unmatched operational awareness
- Lowest lifecycle cost
Seconds Hours/Days
Profit LoopExperion
Profit Controller(C300/ACE)
Profit Suite- Profit Controller
- Profit Sensor
- Profit Online Modeler
Profit Optimizer(DQP
Multi-Unit
Optimization)
Profit Executive(SuperDQP
Multi-Asset
Optimization)
Continuum of Control Solutions
Single Variable
Linear Control
Multiple-Variable Non –Linear
Control and Optimization
Profit CPM (Control Performance Monitor)
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
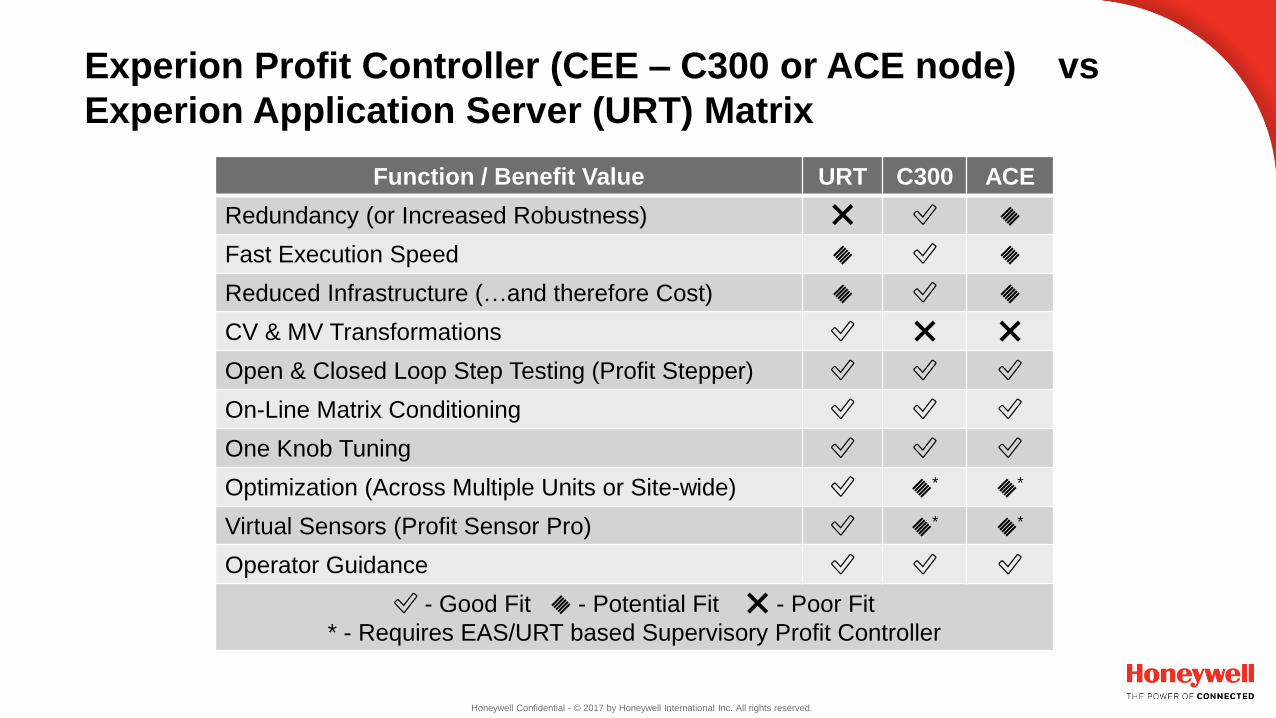
Experion Profit Controller (CEE – C300 or ACE node) vs
Experion Application Server (URT) Matrix
Function / Benefit Value URT C300 ACE
Redundancy (or Increased Robustness) ❌ ✅ 🔶
Fast Execution Speed 🔶 ✅ 🔶
Reduced Infrastructure (…and therefore Cost) 🔶 ✅ 🔶
CV & MV Transformations ✅ ❌ ❌
Open & Closed Loop Step Testing (Profit Stepper) ✅ ✅ ✅
On-Line Matrix Conditioning ✅ ✅ ✅
One Knob Tuning ✅ ✅ ✅
Optimization (Across Multiple Units or Site-wide) ✅ 🔶* 🔶*
Virtual Sensors (Profit Sensor Pro) ✅ 🔶* 🔶*
Operator Guidance ✅ ✅ ✅
✅ - Good Fit 🔶 - Potential Fit ❌ - Poor Fit
* - Requires EAS/URT based Supervisory Profit Controller
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
Profit Suite R440
14
Addressing challenges with Profit Control and Optimization – sustaining ROI
Design – new tools to streamline and speed projects
Adding process intelligence with UOP
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
Profit Suite R440 – Final Scope
• Platform & Infrastructure Compliance
- 64 bit only – follows Experion specifications including support for
Windows Server 2012, 2016, Windows 10
- Upgrading PHD to R321, UPS to R321
- Allow for custom install path
• Honeywell User Experience
- CAB Prioritized enhancements (Stepper, Profit Suite Engineering Studio: back-build)
- Profit Web Viewer
- Profit Suite Operator Station: user configurable colors
- MV Transformations
- Models from historical data in Profit Suite Engineering Studio
• Process Intelligence: UOP Synergy
- Hydroprocessing (hydrocracking) and Oleflex (C4) optimization
• Profit Optimizer Enhancements
- Phase 1 APC Vendor Agnostic parameter mapping
- Optimization engine interior point enhancements TSQP
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
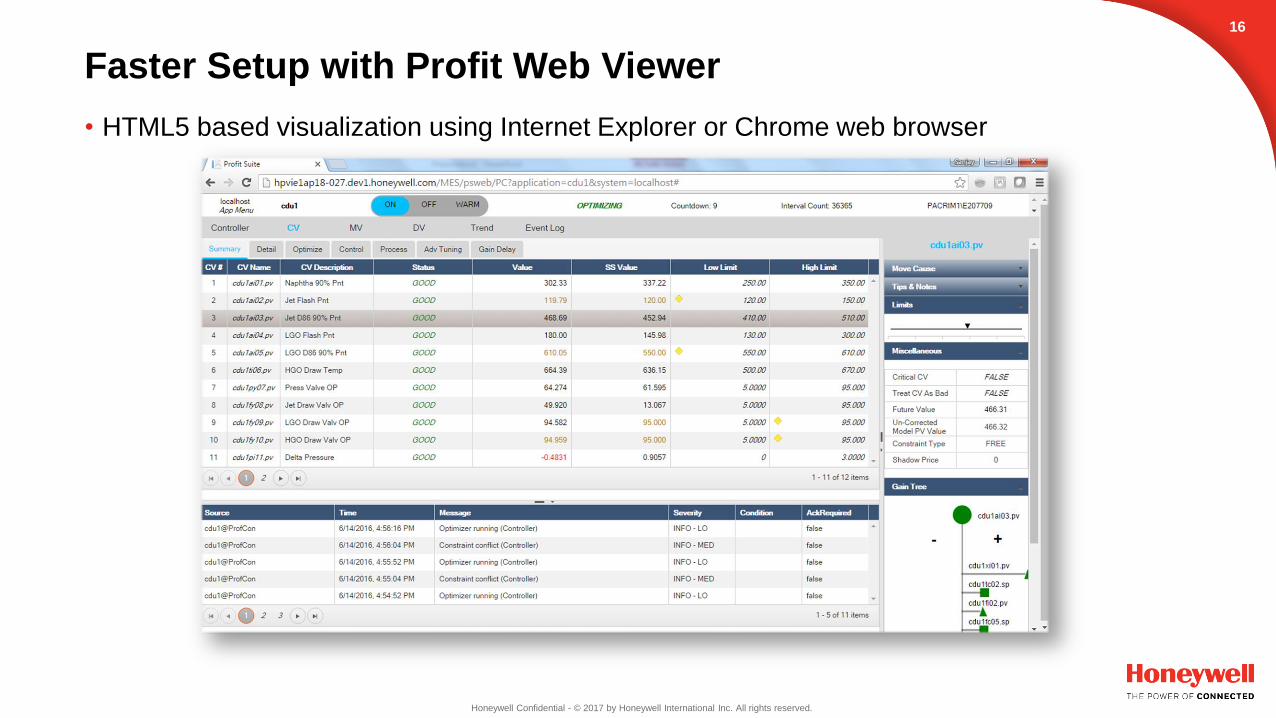
Faster Setup with Profit Web Viewer
• HTML5 based visualization using Internet Explorer or Chrome web browser
16
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
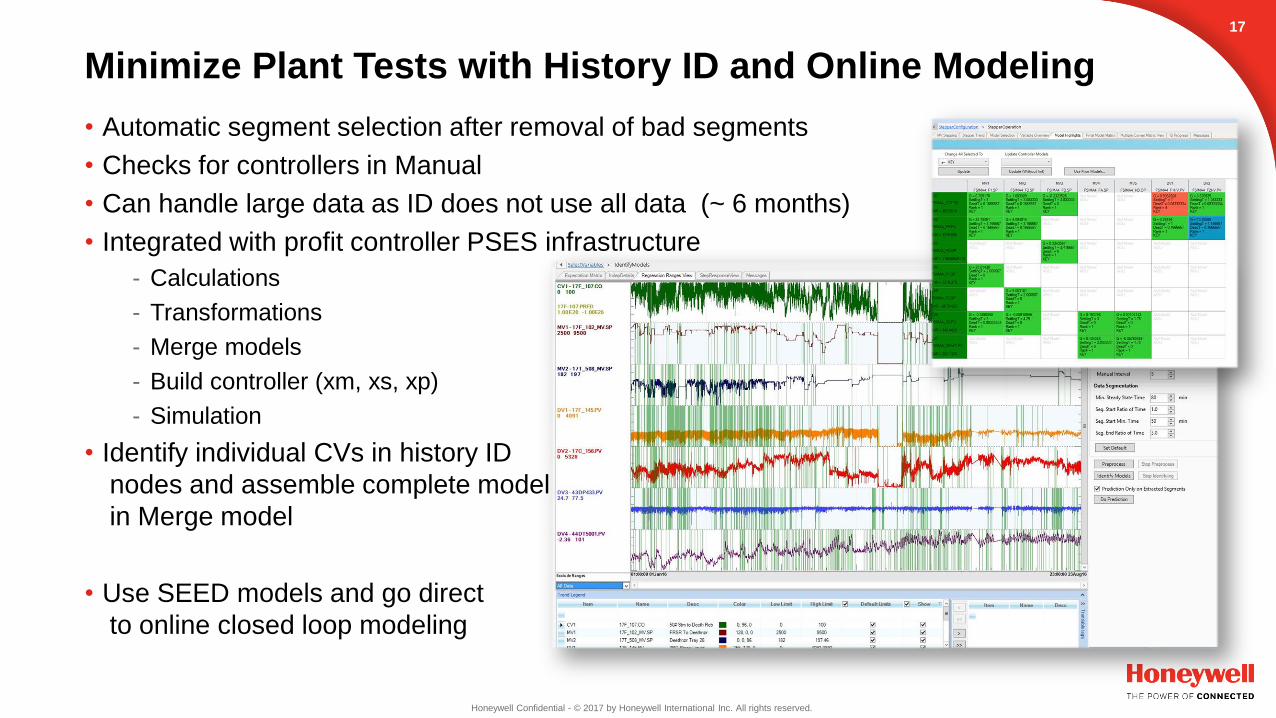
Minimize Plant Tests with History ID and Online Modeling
• Automatic segment selection after removal of bad segments
• Checks for controllers in Manual
• Can handle large data as ID does not use all data (~ 6 months)
• Integrated with profit controller PSES infrastructure
- Calculations
- Transformations
- Merge models
- Build controller (xm, xs, xp)
- Simulation
• Identify individual CVs in history ID
nodes and assemble complete model
in Merge model
• Use SEED models and go direct
to online closed loop modeling
17
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
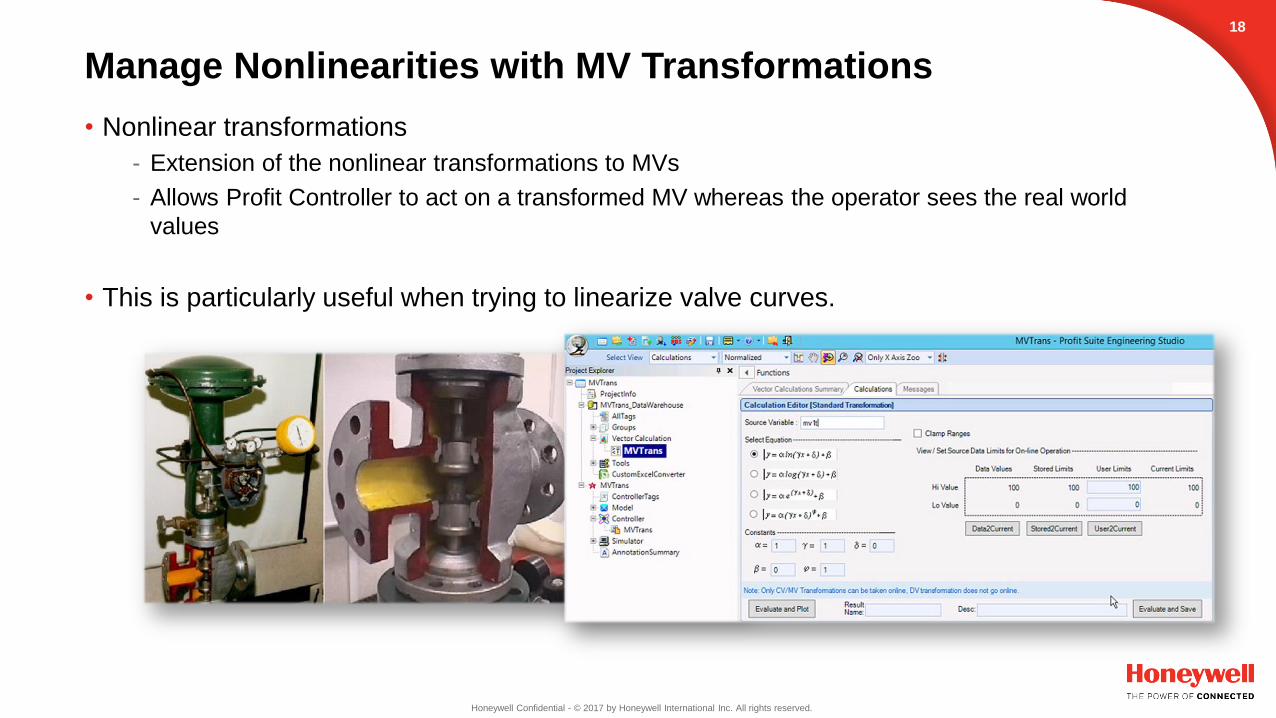
Manage Nonlinearities with MV Transformations
• Nonlinear transformations
- Extension of the nonlinear transformations to MVs
- Allows Profit Controller to act on a transformed MV whereas the operator sees the real world
values
• This is particularly useful when trying to linearize valve curves.
18
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
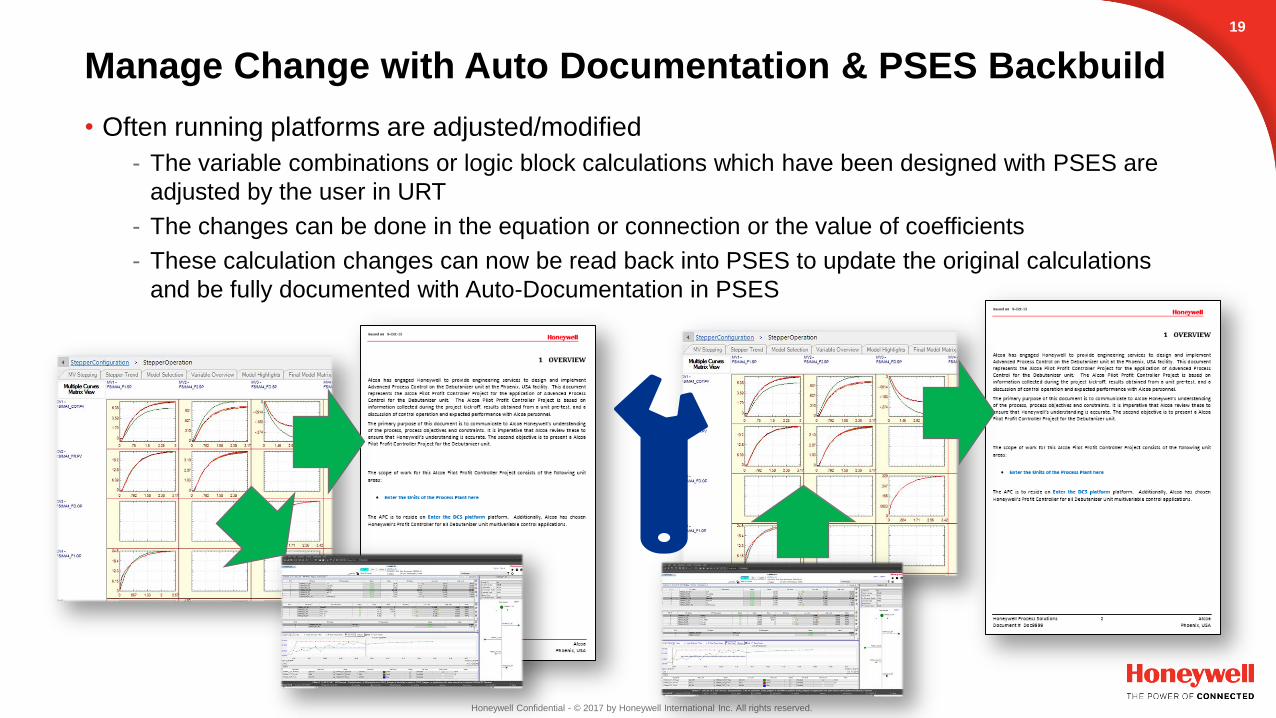
Manage Change with Auto Documentation & PSES Backbuild
• Often running platforms are adjusted/modified
- The variable combinations or logic block calculations which have been designed with PSES are
adjusted by the user in URT
- The changes can be done in the equation or connection or the value of coefficients
- These calculation changes can now be read back into PSES to update the original calculations
and be fully documented with Auto-Documentation in PSES
19
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
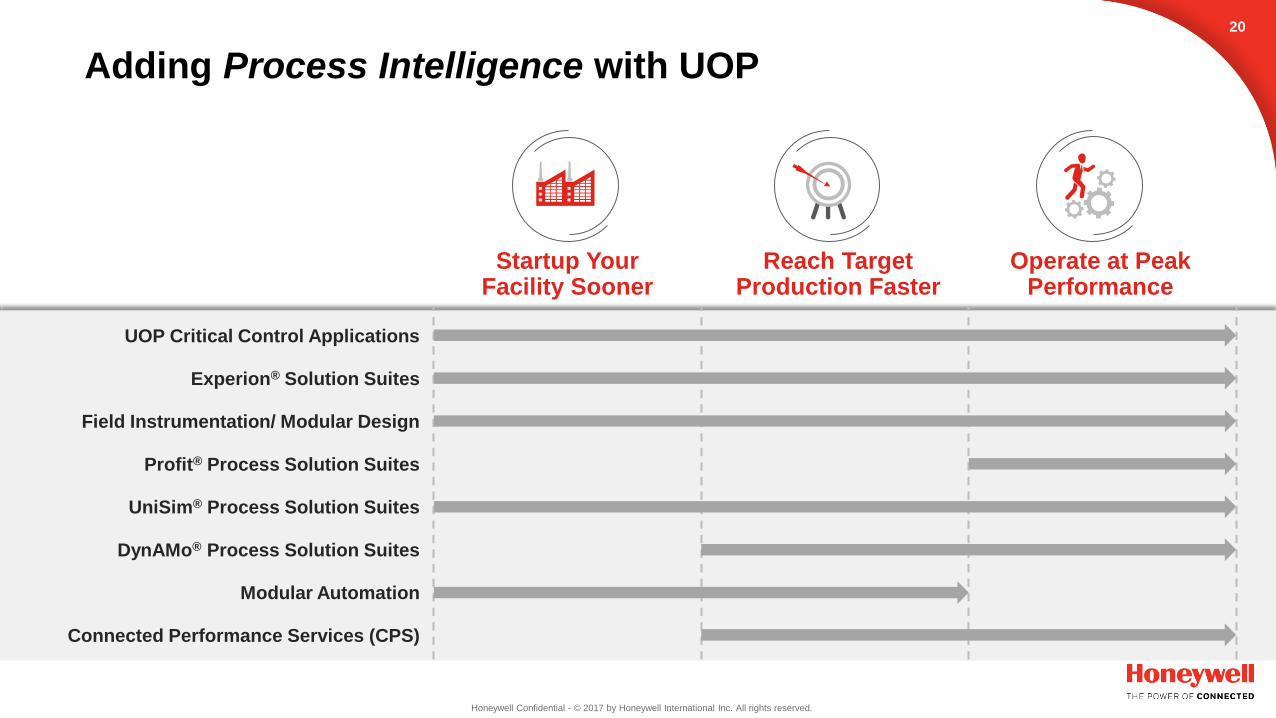
Adding Process Intelligence with UOP
Startup Your Facility Sooner
Reach Target Production Faster
Operate at Peak Performance
UOP Critical Control Applications
Experion® Solution Suites
DynAMo® Process Solution Suites
Profit® Process Solution Suites
UniSim® Process Solution Suites
Modular Automation
Connected Performance Services (CPS)
Field Instrumentation/ Modular Design
20
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
Adding Process Intelligence with UOP
21
• What is it?- Pre-packaged MPC applications for key UOP units
Best practice from HPS , Expert review and input from UOP,
UOP toolkits as appropriate
- MPC for UOP packages are currently available for:
CCR Platforming, Oleflex
• What is the Value Proposition?- Best in class knowhow from both UOP and HPS
- The inferential calculations enable better estimation of key
variables that are either:
Difficult to measure (e.g., tube wall temperature in furnaces)
Difficult to measure online(e.g., octane or aromatics content))
- Allowing the customer to push their units to their
constraints increasing throughput or yield
- Empirical model gains of the MPC for UOP models can be
kept up to date using the rigorous non-linear optimization
models from UOP CPS/Optimization Advisor
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
Profit Suite R440
22
Finding more ROI with Profit Suite
Profit Optimization
Profit Opportunities
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
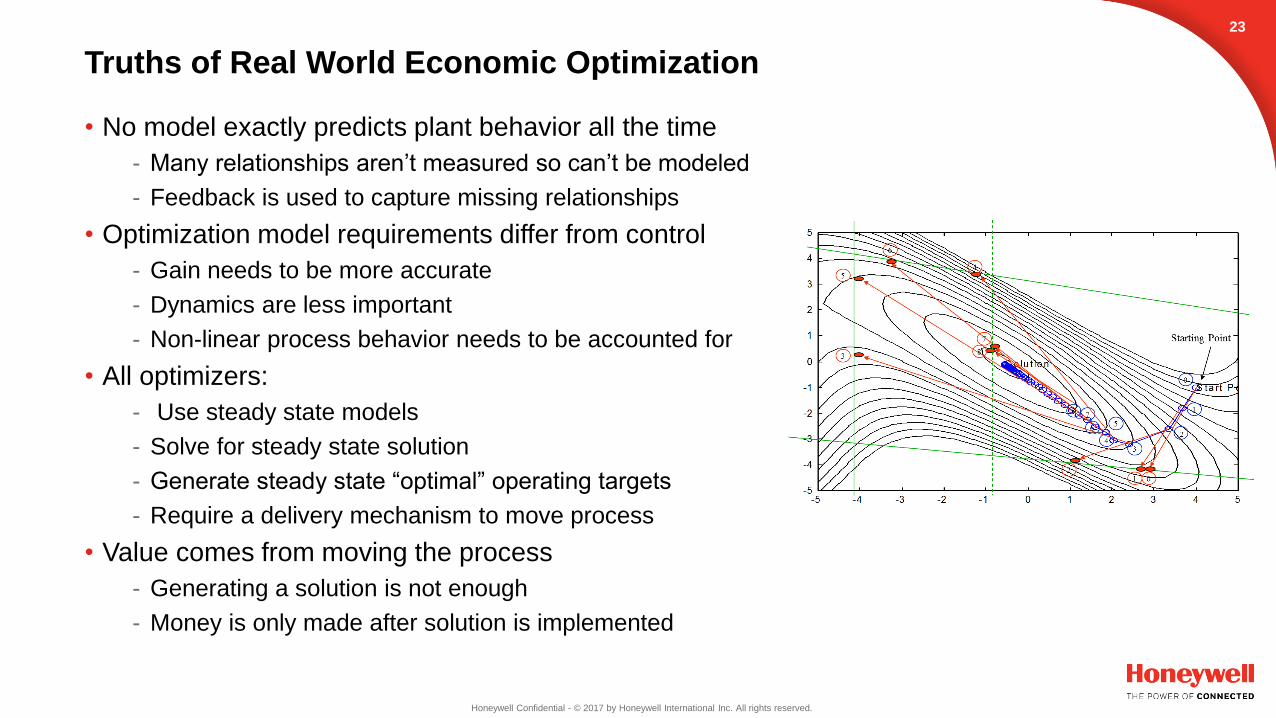
Truths of Real World Economic Optimization
• No model exactly predicts plant behavior all the time
- Many relationships aren’t measured so can’t be modeled
- Feedback is used to capture missing relationships
• Optimization model requirements differ from control
- Gain needs to be more accurate
- Dynamics are less important
- Non-linear process behavior needs to be accounted for
• All optimizers:
- Use steady state models
- Solve for steady state solution
- Generate steady state “optimal” operating targets
- Require a delivery mechanism to move process
• Value comes from moving the process
- Generating a solution is not enough
- Money is only made after solution is implemented
23
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
Introduction to Time-Sequenced Quadratic Programming (TSQP)
• Based on the dynamic QP formulation in Profit Optimizer and Profit Controller, Honeywell
has developed a patented technology that extends this to dynamic nonlinear optimization
• Status of SS RTO and its implementation challenges
- SS RTO has been in existence for more than 30 years
- Two heterogeneous solutions – MPC is dynamic, but RTO is steady state.
Two sides have never been seamlessly integrated.
- MPC executes typically once every minute, but steady state RTO cannot execute until the underlying process units all
reach a steady state.
When disturbances come in, which is when a re-optimization is needed the most, an RTO solution must however wait
for a steady state before it can perform any optimization.
• Patented Time-Sequenced Quadratic Programing (TSQP) solves this dichotomy
- It modifies the standard SQP algorithm (used in RTOs) into a TSQP algorithm;
- Nonlinear optimization is formulated within an MPC framework, which
eliminates the burden of having to wait for the steady-state, and
enables the nonlinear optimization to be executed in tandem with the MPC controller(s)
- The optimization result is implemented by the MPCs on a minute to minute basis.
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
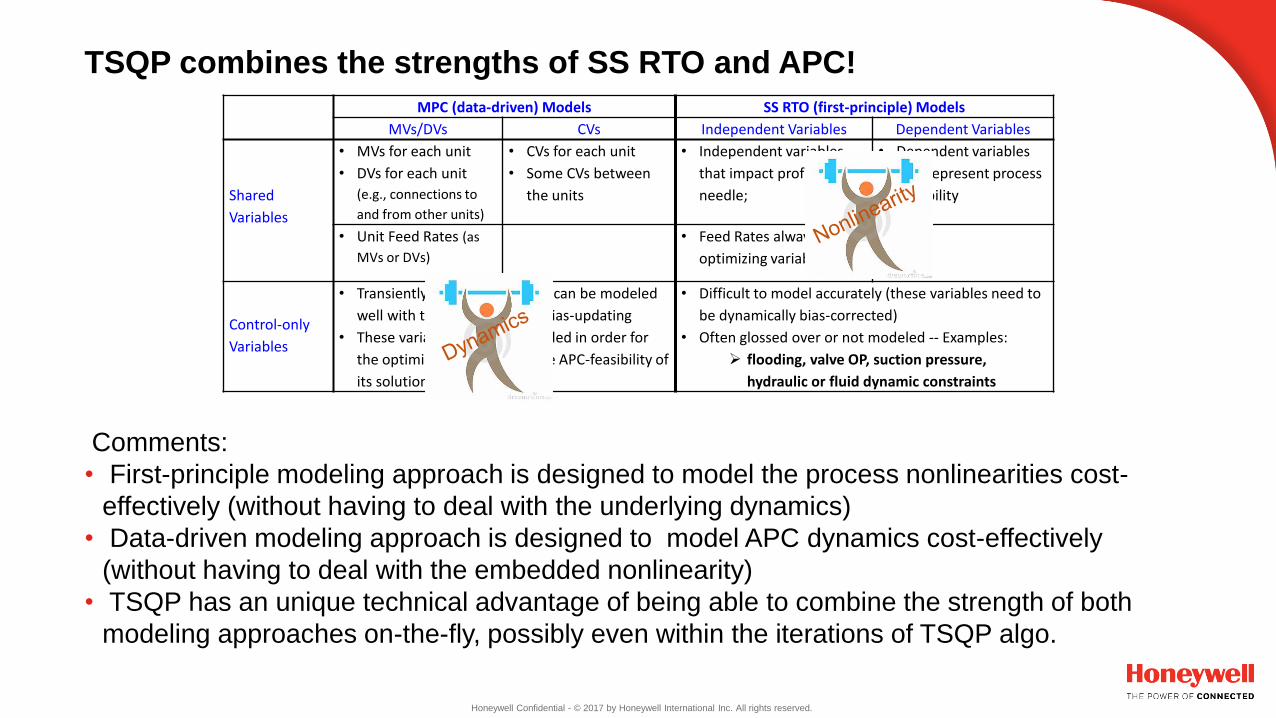
MPC (data-driven) Models SS RTO (first-principle) Models
MVs/DVs CVs Independent Variables Dependent Variables
Shared
Variables
• MVs for each unit
• DVs for each unit
(e.g., connections to
and from other units)
• CVs for each unit
• Some CVs between
the units
• Independent variables
that impact profitability
needle;
• Dependent variables
that represent process
capability
• Unit Feed Rates (as
MVs or DVs)
• Feed Rates always as
optimizing variables
Control-only
Variables
• Transiently changing variables can be modeled
well with the aid of dynamic bias-updating
• These variables must be included in order for
the optimizer to guarantee the APC-feasibility of
its solutions.
• Difficult to model accurately (these variables need to
be dynamically bias-corrected)
• Often glossed over or not modeled -- Examples:
flooding, valve OP, suction pressure,
hydraulic or fluid dynamic constraints
Comments:
• First-principle modeling approach is designed to model the process nonlinearities cost-
effectively (without having to deal with the underlying dynamics)
• Data-driven modeling approach is designed to model APC dynamics cost-effectively
(without having to deal with the embedded nonlinearity)
• TSQP has an unique technical advantage of being able to combine the strength of both
modeling approaches on-the-fly, possibly even within the iterations of TSQP algo.
TSQP combines the strengths of SS RTO and APC!
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
Pursue MORE Profit without building another unit
Webinar series to further explain:
Think Bigger: consider a larger scope and focus on the final product
quality
Keep it Real: dealing with the reality of nonlinearities and operational
challenges
Keep it Coming: Calculation and Sustainment of benefits
The Math behind the Moves: the math that makes optimization
feasible
26
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
Profit Opportunities…
27
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
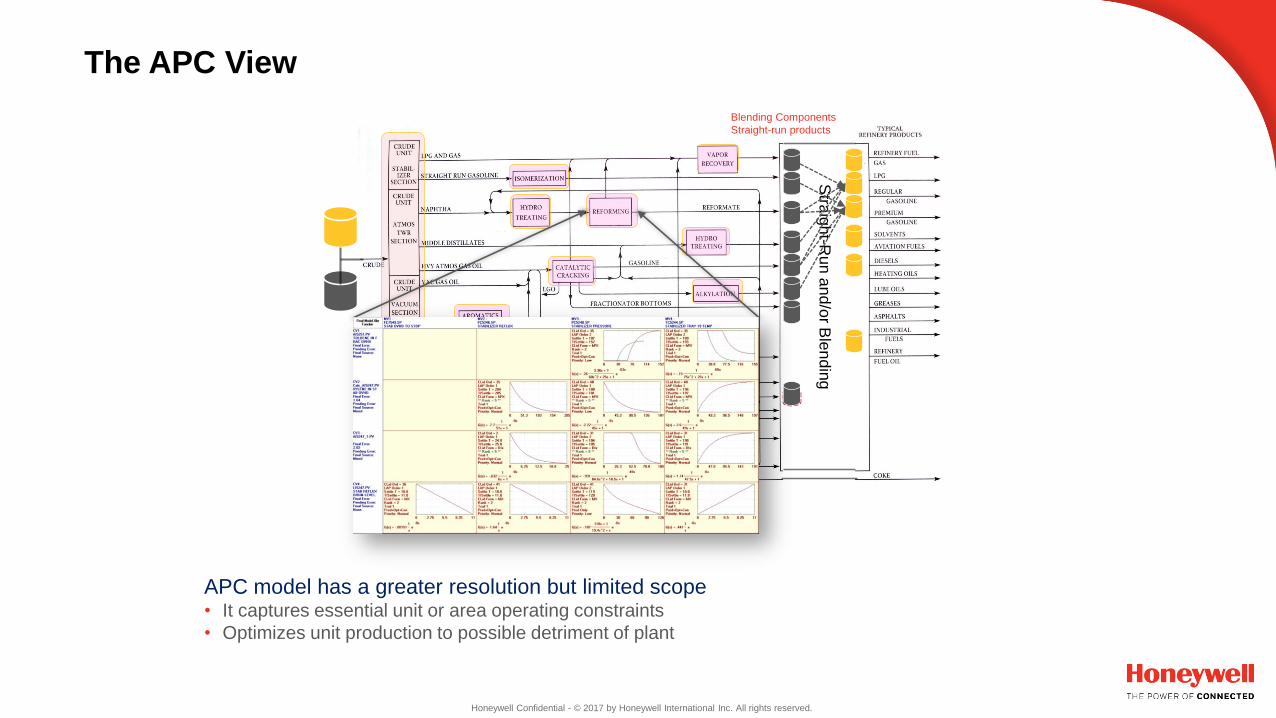
The APC View
Stra
igh
t-Run
an
d/o
r Ble
nd
ing
Blending Components
Straight-run products
APC model has a greater resolution but limited scope• It captures essential unit or area operating constraints
• Optimizes unit production to possible detriment of plant
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
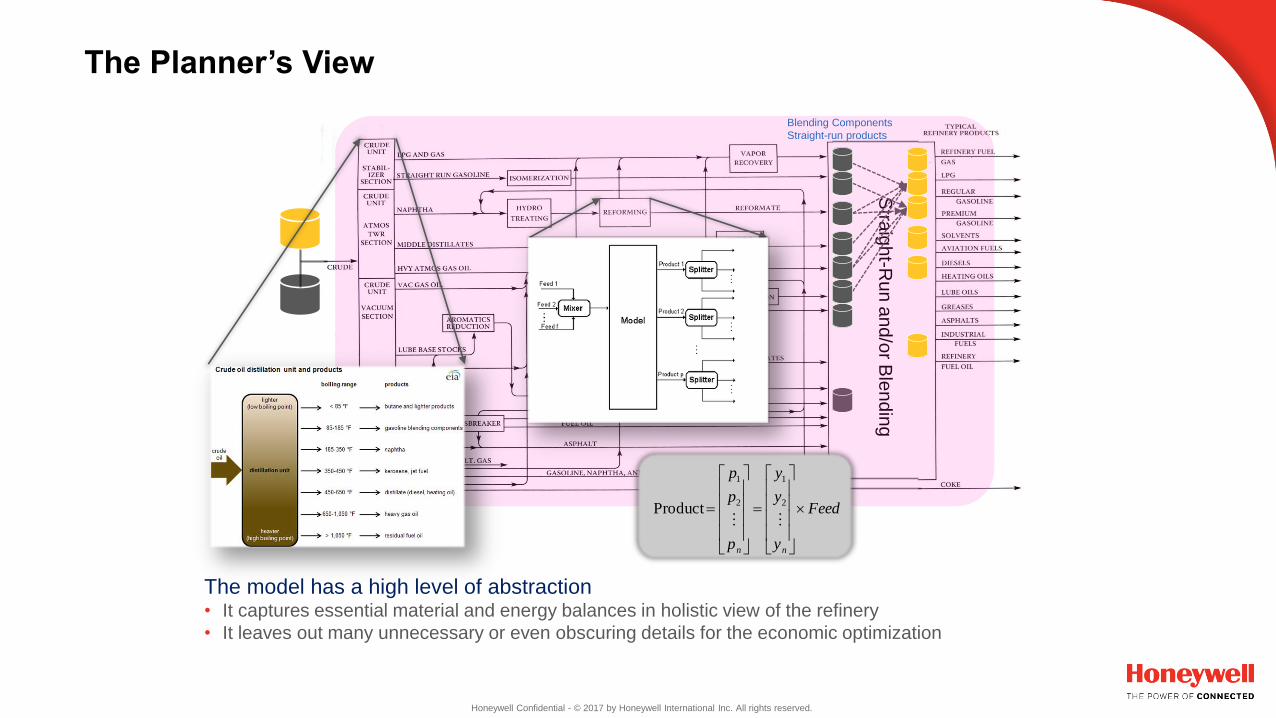
The Planner’s View
The model has a high level of abstraction• It captures essential material and energy balances in holistic view of the refinery
• It leaves out many unnecessary or even obscuring details for the economic optimization
Stra
igh
t-Ru
n a
nd
/or B
len
din
g
Blending Components
Straight-run products
Feed
y
y
y
p
p
p
nn
2
1
2
1
Product
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
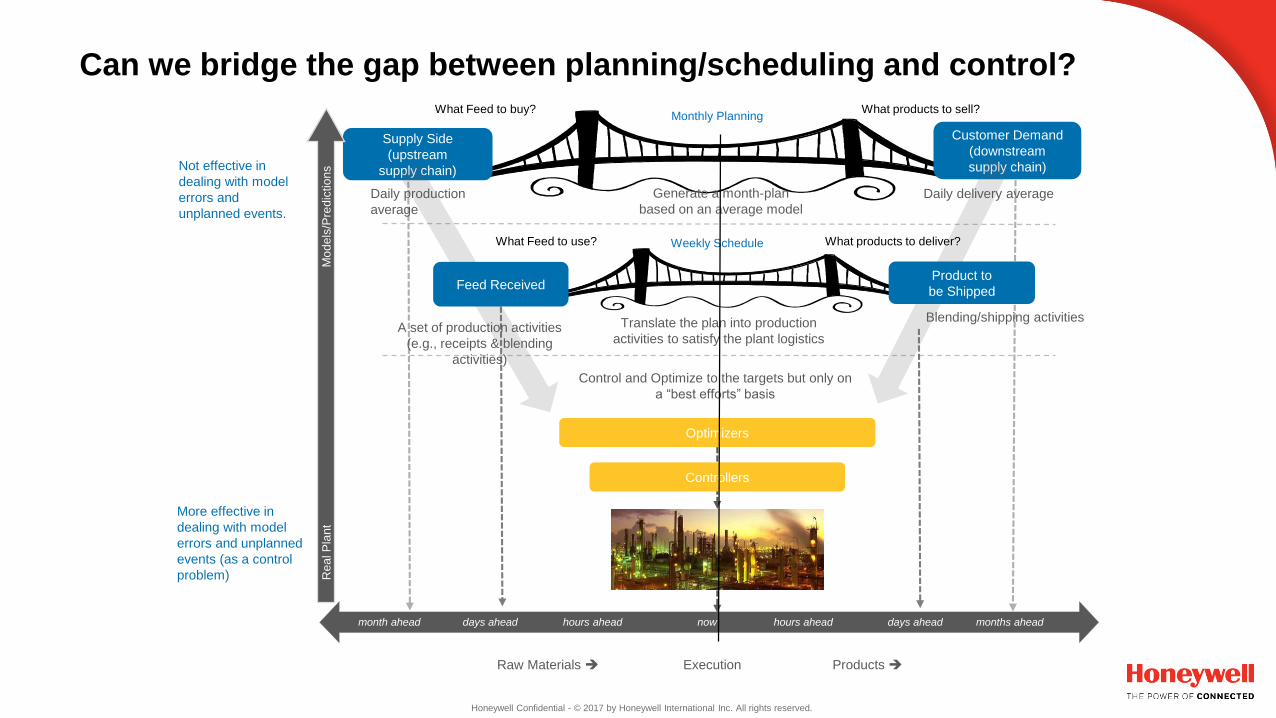
Can we bridge the gap between planning/scheduling and control?
Customer Demand
(downstream
supply chain)
Supply Side
(upstream
supply chain)
Raw Materials Execution Products
month ahead days ahead hours ahead now hours ahead days ahead months ahead
Monthly Planning
Rea
l P
lan
t
M
od
els
/Pre
dic
tio
ns
What Feed to buy? What products to sell?
Daily production
average
Daily delivery averageGenerate a month-plan
based on an average model
Product to
be ShippedFeed Received
What Feed to use? What products to deliver?
Translate the plan into production
activities to satisfy the plant logistics
Weekly Schedule
Not effective in
dealing with model
errors and
unplanned events.
More effective in
dealing with model
errors and unplanned
events (as a control
problem)
Optimizers
Control and Optimize to the targets but only on
a “best efforts” basis
Controllers
A set of production activities
(e.g., receipts & blending
activities)
Blending/shipping activities
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
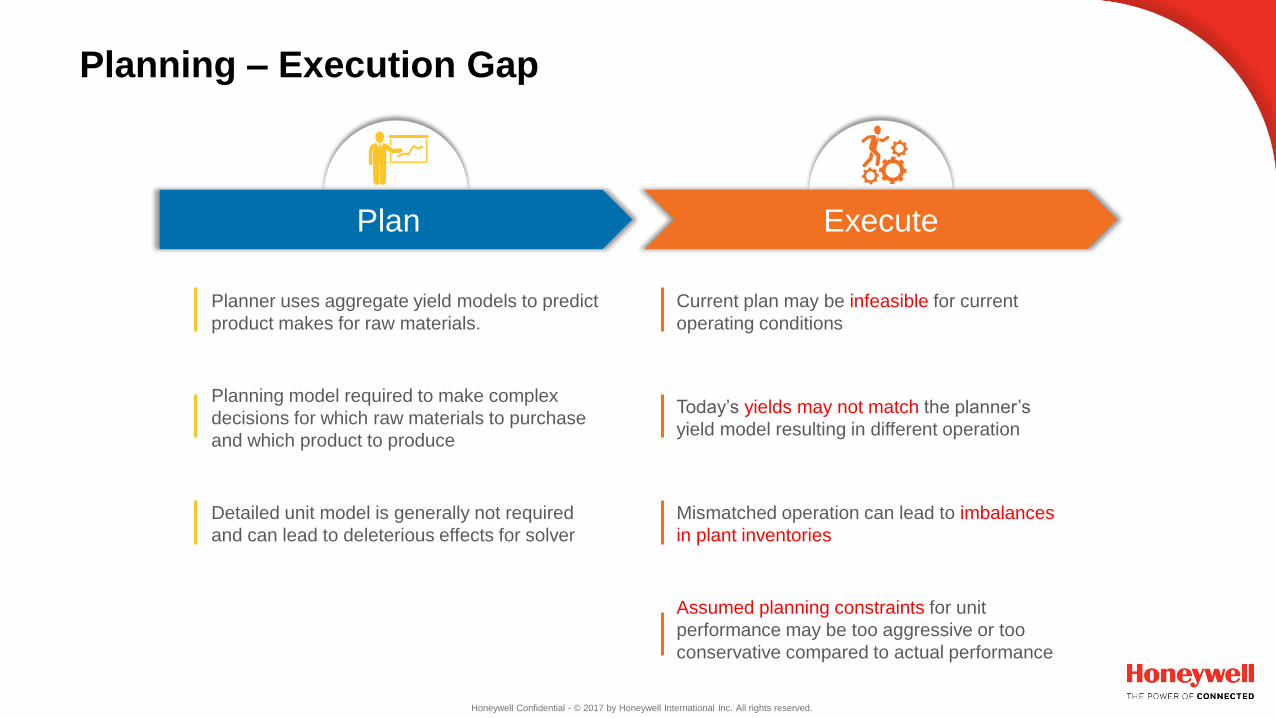
Planning – Execution Gap
Plan Execute
Planner uses aggregate yield models to predict
product makes for raw materials.
Detailed unit model is generally not required
and can lead to deleterious effects for solver
Planning model required to make complex
decisions for which raw materials to purchase
and which product to produce
Current plan may be infeasible for current
operating conditions
Mismatched operation can lead to imbalances
in plant inventories
Today’s yields may not match the planner’s
yield model resulting in different operation
Assumed planning constraints for unit
performance may be too aggressive or too
conservative compared to actual performance
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
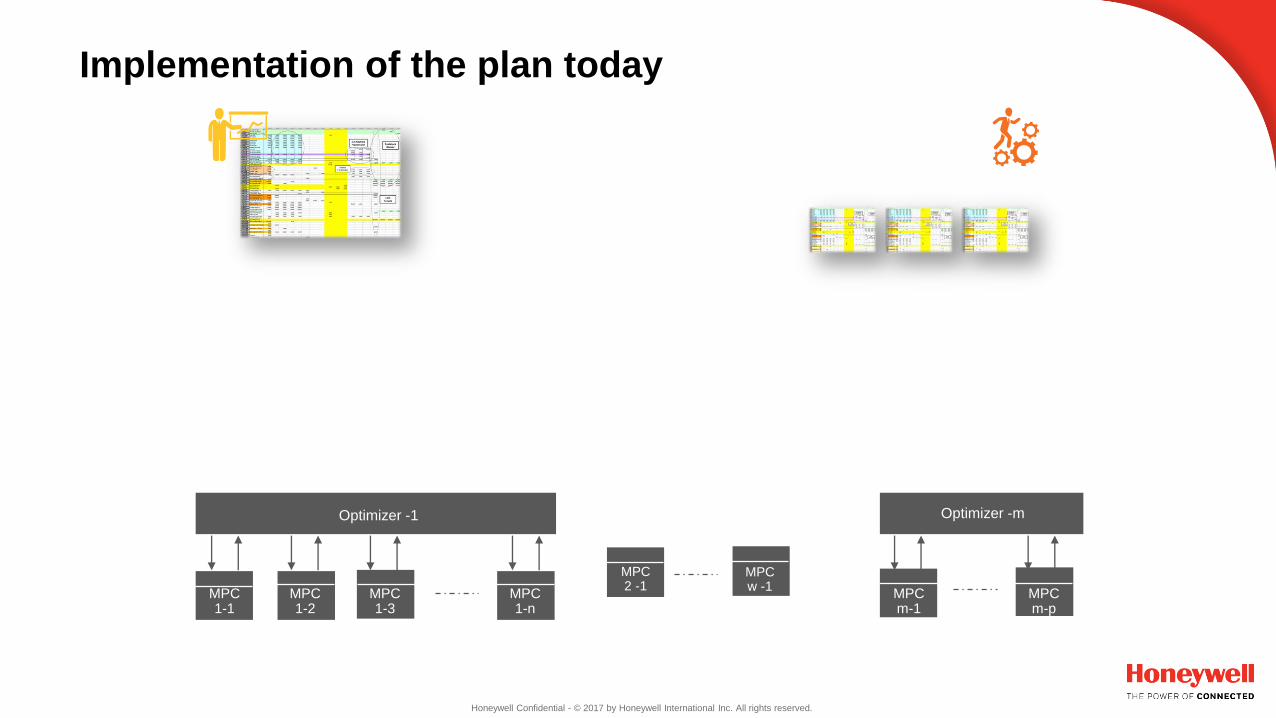
Implementation of the plan today
MPC 1-1
MPC 1-2
MPC1-3
MPC1-n
Optimizer -1
MPC2 -1
MPCw -1
MPCm-1
MPCm-p
Optimizer -m
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
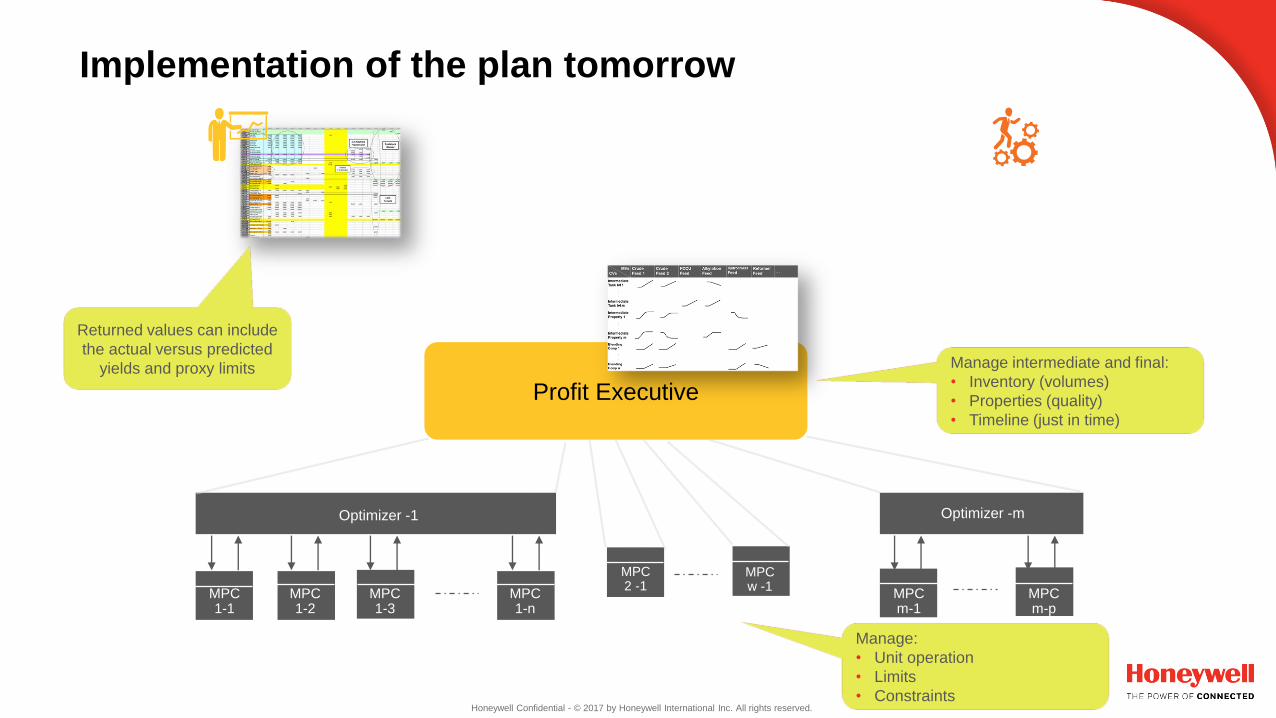
Implementation of the plan tomorrow
Profit Executive
MPC 1-1
MPC 1-2
MPC1-3
MPC1-n
Optimizer -1
MPC2 -1
MPCw -1
MPCm-1
MPCm-p
Optimizer -m
Returned values can include
the actual versus predicted
yields and proxy limits Manage intermediate and final:
• Inventory (volumes)
• Properties (quality)
• Timeline (just in time)
Manage:
• Unit operation
• Limits
• Constraints
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
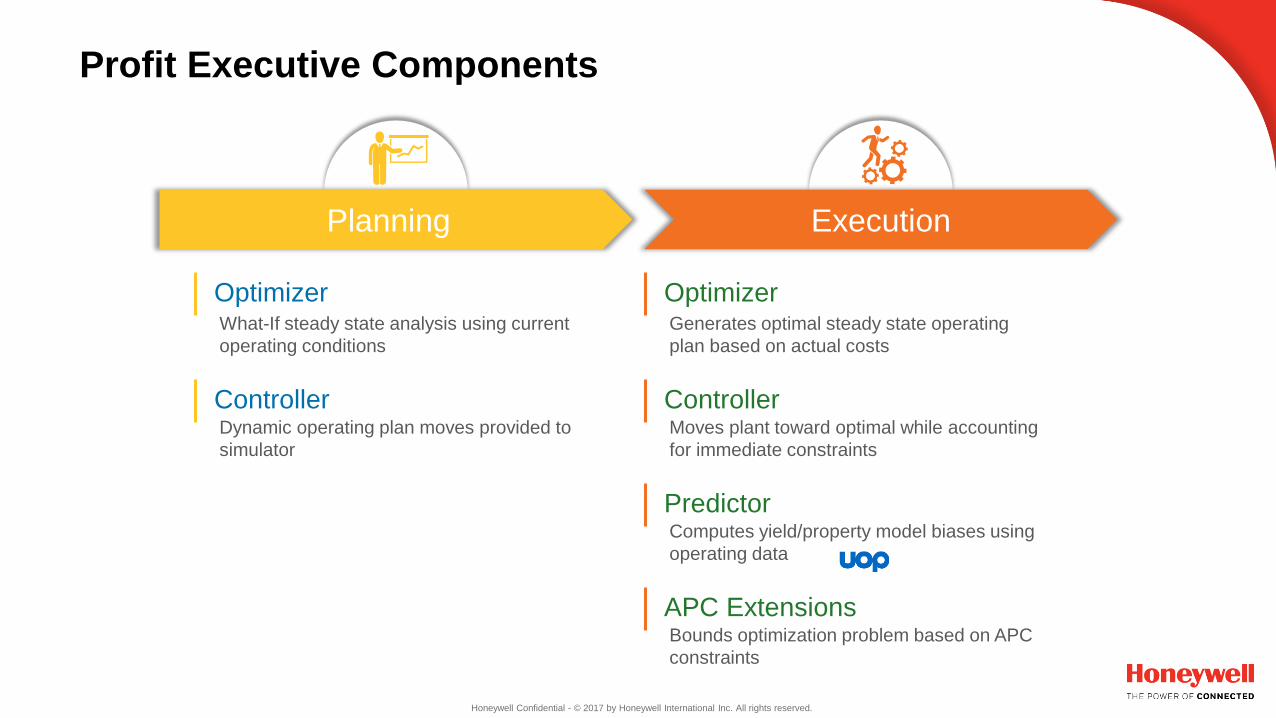
Profit Executive Components
Planning Execution
OptimizerWhat-If steady state analysis using current
operating conditions
ControllerDynamic operating plan moves provided to
simulator
OptimizerGenerates optimal steady state operating
plan based on actual costs
ControllerMoves plant toward optimal while accounting
for immediate constraints
PredictorComputes yield/property model biases using
operating data
APC ExtensionsBounds optimization problem based on APC
constraints
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
Profit Opportunities
Using real operating data, Honeywell determined that the refiner could save million of
dollars from:
• Feed cost reduction – using cheaper crudes.
• Yield improvements – optimal routing
• Better tradeoff between distillate and naphthas
• Reduce property giveaways
• Better coordination of production and blending
• Reduce overall energy and chemical usage
• Prolonging catalyst life and reduced hydrogen usage
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
1 2 3 4 5 6 7 8 9 10 11 12 130
500
1000
1500
2000Monthly Diesel Production in a More Profitable Product Mix
KB
arr
els
/Month
1 2 3 4 5 6 7 8 9 10 11 12 130
500
1000
1500
2000Historical (Acutal) Monthly Diesel Production
Month in the Study Year
KB
arr
els
/Month
Product A
Product B
Product C
Product D
Product E
Product F
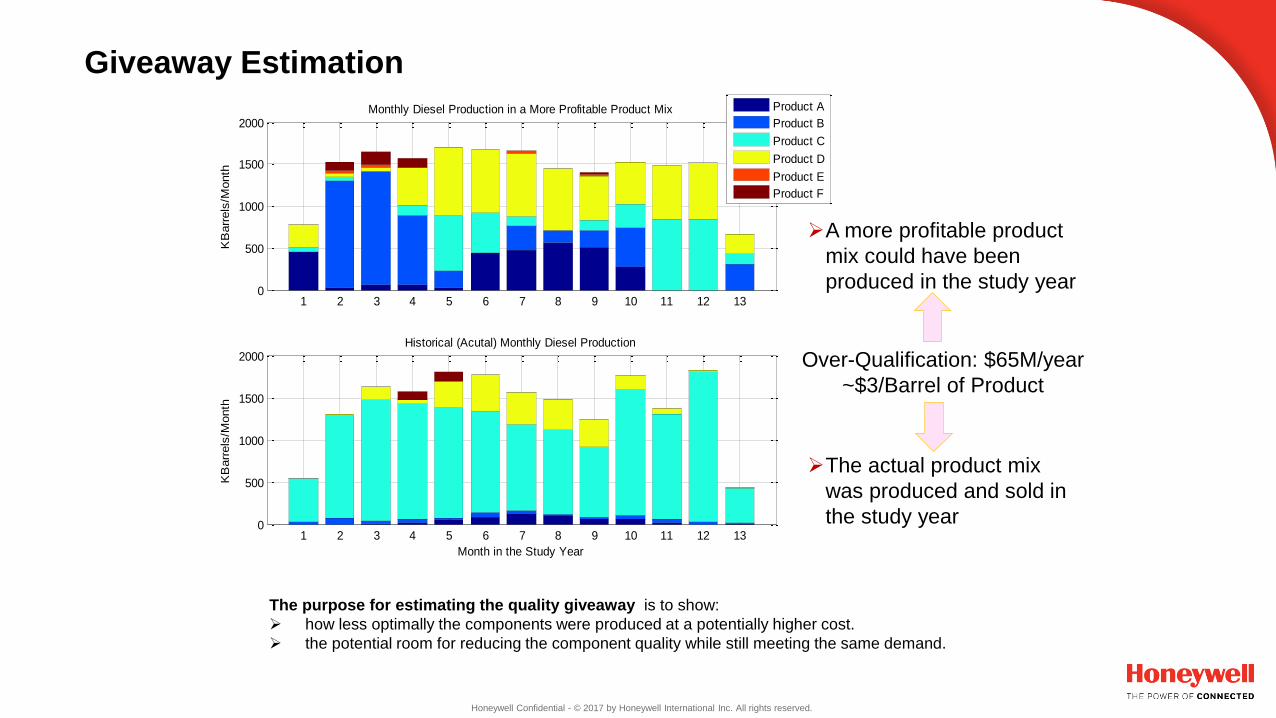
Giveaway Estimation
A more profitable product
mix could have been
produced in the study year
The actual product mix
was produced and sold in
the study year
Over-Qualification: $65M/year
~$3/Barrel of Product
The purpose for estimating the quality giveaway is to show:
how less optimally the components were produced at a potentially higher cost.
the potential room for reducing the component quality while still meeting the same demand.
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
Profit Suite Roadmap
37
What is Honeywell doing differently? Why?
Proactive Monitoring and Honeywell Connected Plant
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
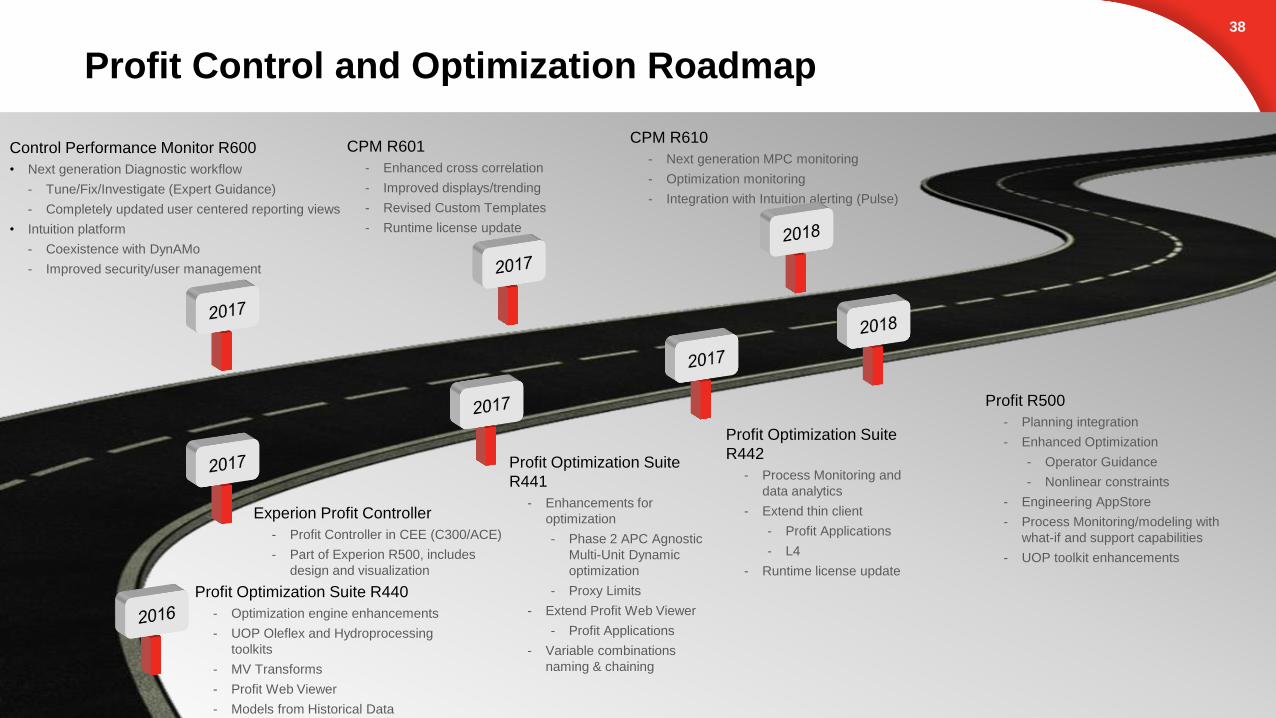
Profit Control and Optimization Roadmap
38
Control Performance Monitor R600
• Next generation Diagnostic workflow
- Tune/Fix/Investigate (Expert Guidance)
- Completely updated user centered reporting views
• Intuition platform
- Coexistence with DynAMo
- Improved security/user management
Profit Optimization Suite R440
- Optimization engine enhancements
- UOP Oleflex and Hydroprocessing
toolkits
- MV Transforms
- Profit Web Viewer
- Models from Historical Data
CPM R610
- Next generation MPC monitoring
- Optimization monitoring
- Integration with Intuition alerting (Pulse)
Profit R500
- Planning integration
- Enhanced Optimization
- Operator Guidance
- Nonlinear constraints
- Engineering AppStore
- Process Monitoring/modeling with
what-if and support capabilities
- UOP toolkit enhancements
Experion Profit Controller
- Profit Controller in CEE (C300/ACE)
- Part of Experion R500, includes
design and visualization
Profit Optimization Suite
R441
- Enhancements for
optimization
- Phase 2 APC Agnostic
Multi-Unit Dynamic
optimization
- Proxy Limits
- Extend Profit Web Viewer
- Profit Applications
- Variable combinations
naming & chaining
CPM R601
- Enhanced cross correlation
- Improved displays/trending
- Revised Custom Templates
- Runtime license update
Profit Optimization Suite
R442
- Process Monitoring and
data analytics
- Extend thin client
- Profit Applications
- L4
- Runtime license update
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
Profit Suite R500 – Proposed Scope
• Platform & Infrastructure Compliance
- OPC-UA
• Optimization Enhancements
- Operator Guidance for optimization
- Hessian updating – nonlinear constraints
- Profit Executive – Master Controller
• UOP Synergy and toolkits
- Hydroprocessing (hydrotreating) and Oleflex (C3, C3/C4) toolkits
• Engineering APP store
- Downloadable starting points for projects/calculations
• Honeywell Connected Plant: Profit Performance Monitor
- Digital Twin & Shadow Controller in the cloud
What-if analysis
Support/diagnostics
- Enhance Process modeling/monitoring/machine learning
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
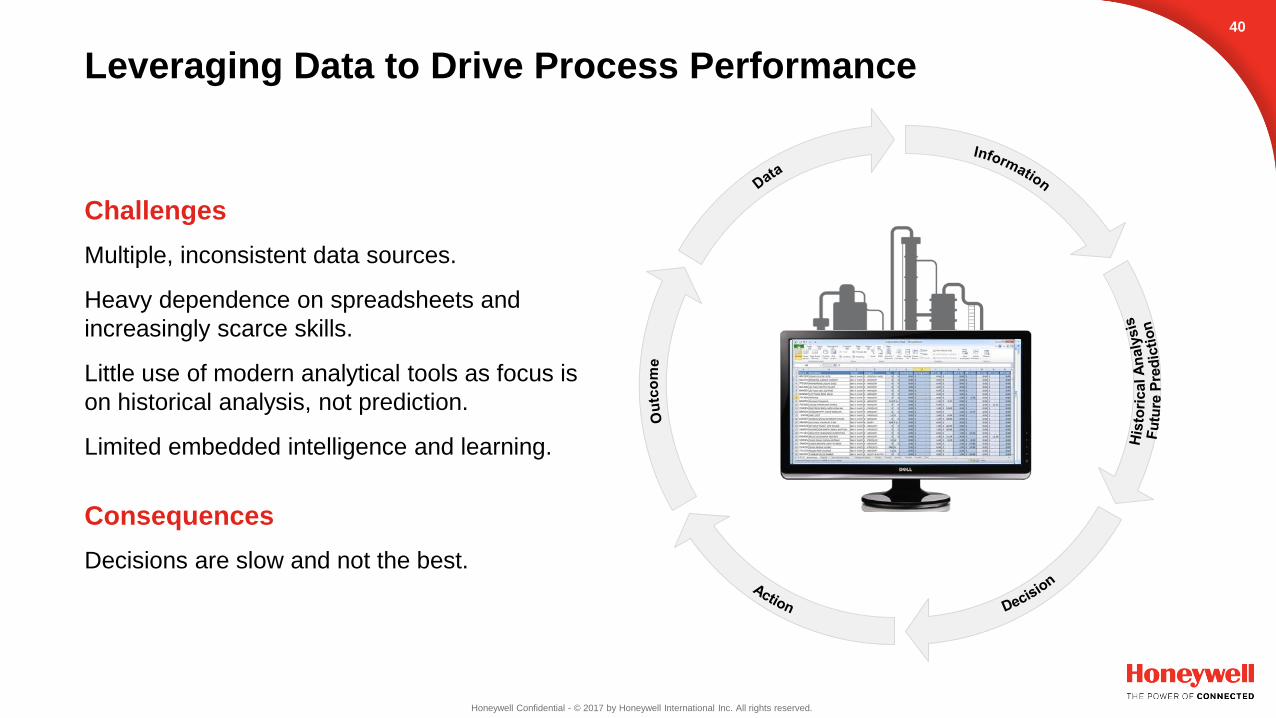
Leveraging Data to Drive Process Performance
40
Challenges
Multiple, inconsistent data sources.
Heavy dependence on spreadsheets and
increasingly scarce skills.
Little use of modern analytical tools as focus is
on historical analysis, not prediction.
Limited embedded intelligence and learning.
Consequences
Decisions are slow and not the best.
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
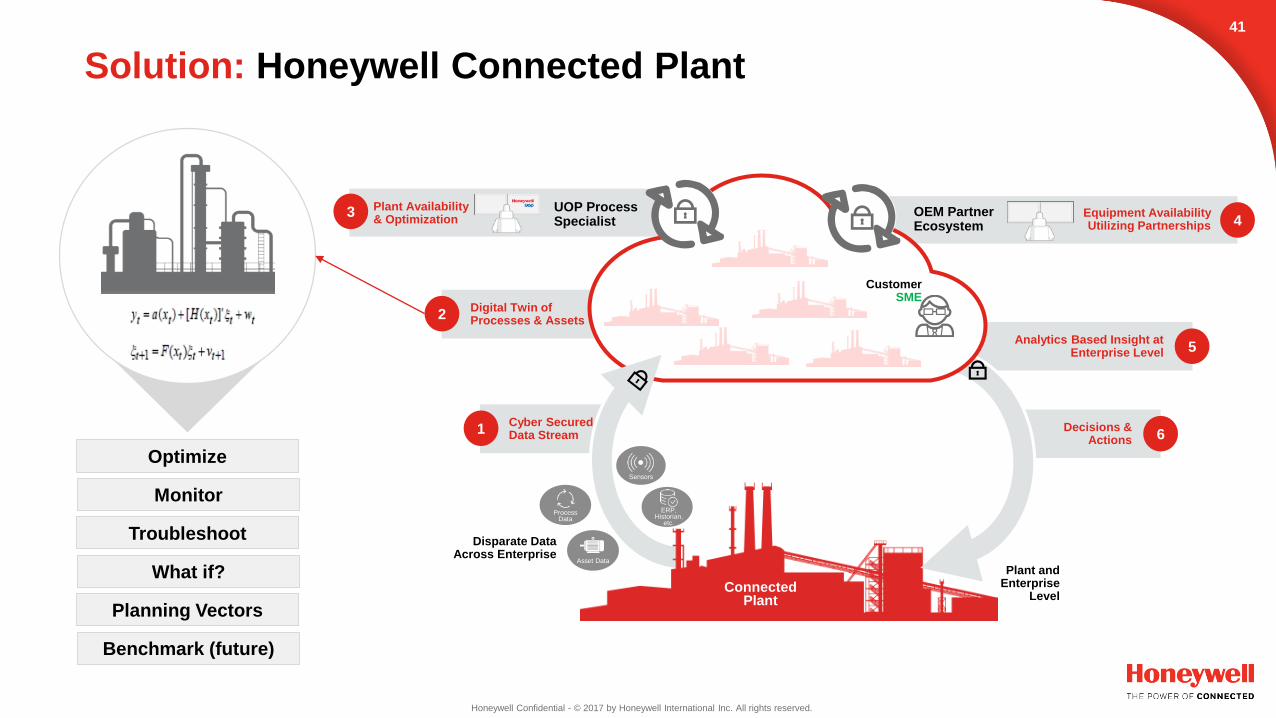
Solution: Honeywell Connected Plant
41
Decisions & Actions
Analytics Based Insight at Enterprise Level
Digital Twin ofProcesses & Assets
Cyber Secured Data Stream
Disparate Data Across Enterprise
Plant Availability & Optimization
Equipment Availability Utilizing Partnerships
1
OEM Partner Ecosystem
UOP Process Specialist
2
34
5
6
ERP,Historian,
etc.
Asset Data
Process Data
Sensors
Connected Plant
Plant and Enterprise
Level
Customer SME
Optimize
Monitor
Troubleshoot
What if?
Planning Vectors
Benchmark (future)
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
Refinery
Crude
FCCU
Honeywell | CAM Process Engineer3
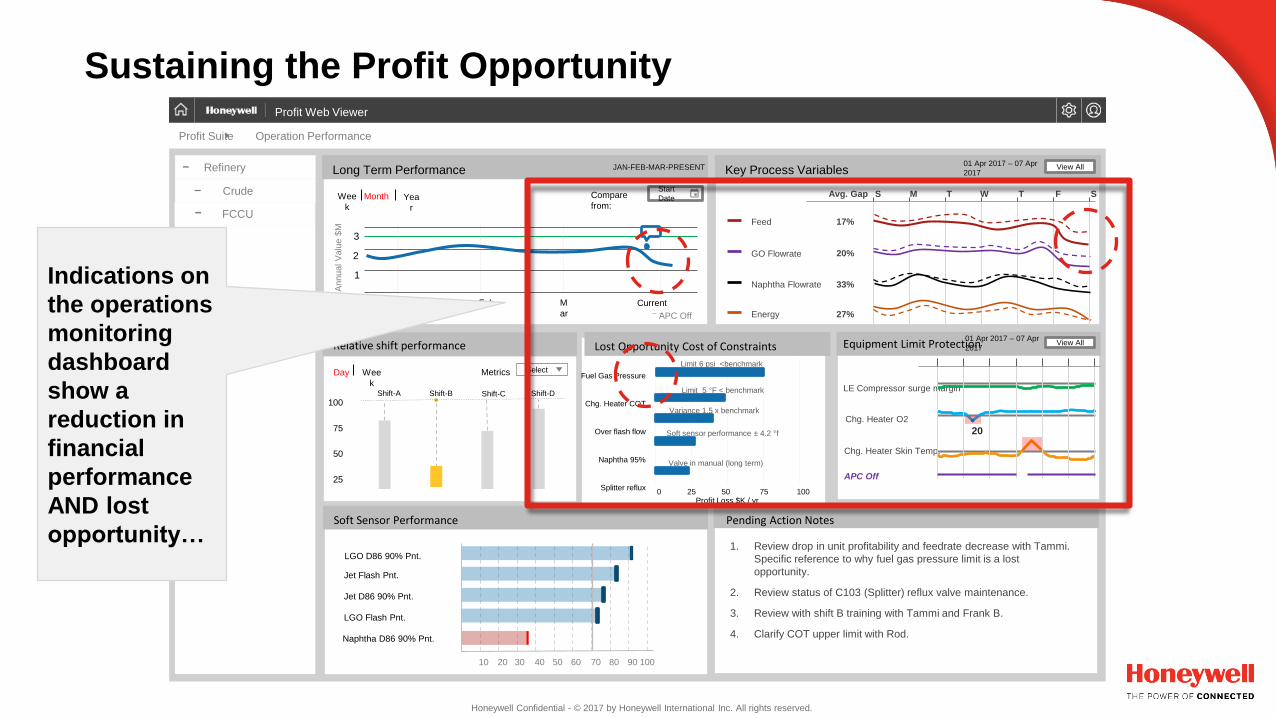
Profit Suite Operation Performance
Profit Web Viewer
Key Process Variables
Feed
View All
GO Flowrate
Naphtha Flowrate
Energy
Avg. Gap
17%
20%
33%
27%
01 Apr 2017 – 07 Apr
2017
S M T W T F S
Long Term Performance JAN-FEB-MAR-PRESENT
Compare
from:
2
1
Ja
nFeb Current
MonthWee
kYea
r
3
An
nu
al V
alu
e $
M
APC Off
M
ar
Start
Date
Equipment Limit Protection View All01 Apr 2017 – 07 Apr
2017Relative shift performance
100
75
50
25
Shift-A Shift-B Shift-C Shift-D
Metrics SelectWee
k
Day
Pending Action NotesSoft Sensor Performance
Lost Opportunity Cost of Constraints
Fuel Gas Pressure
Chg. Heater COT
Over flash flow
Naphtha 95%
Splitter reflux0 25 50 75 100
Limit 6 psi <benchmark
Limit 5 °F < benchmark
Variance 1.5 x benchmark
Soft sensor performance ± 4.2 °f
Valve in manual (long term)
10 20 30 40 50 60 70 80 90 100
Naphtha D86 90% Pnt.
Jet Flash Pnt.
Jet D86 90% Pnt.
LGO Flash Pnt.
LGO D86 90% Pnt.
APC Off
LE Compressor surge margin
Chg. Heater O2
Chg. Heater Skin Temp.
20
1. Review drop in unit profitability and feedrate decrease with Tammi.
Specific reference to why fuel gas pressure limit is a lost
opportunity.
2. Review status of C103 (Splitter) reflux valve maintenance.
3. Review with shift B training with Tammi and Frank B.
4. Clarify COT upper limit with Rod.
Profit Loss $K / yr
Indications on
the operations
monitoring
dashboard
show a
reduction in
financial
performance
AND lost
opportunity…
Sustaining the Profit Opportunity
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
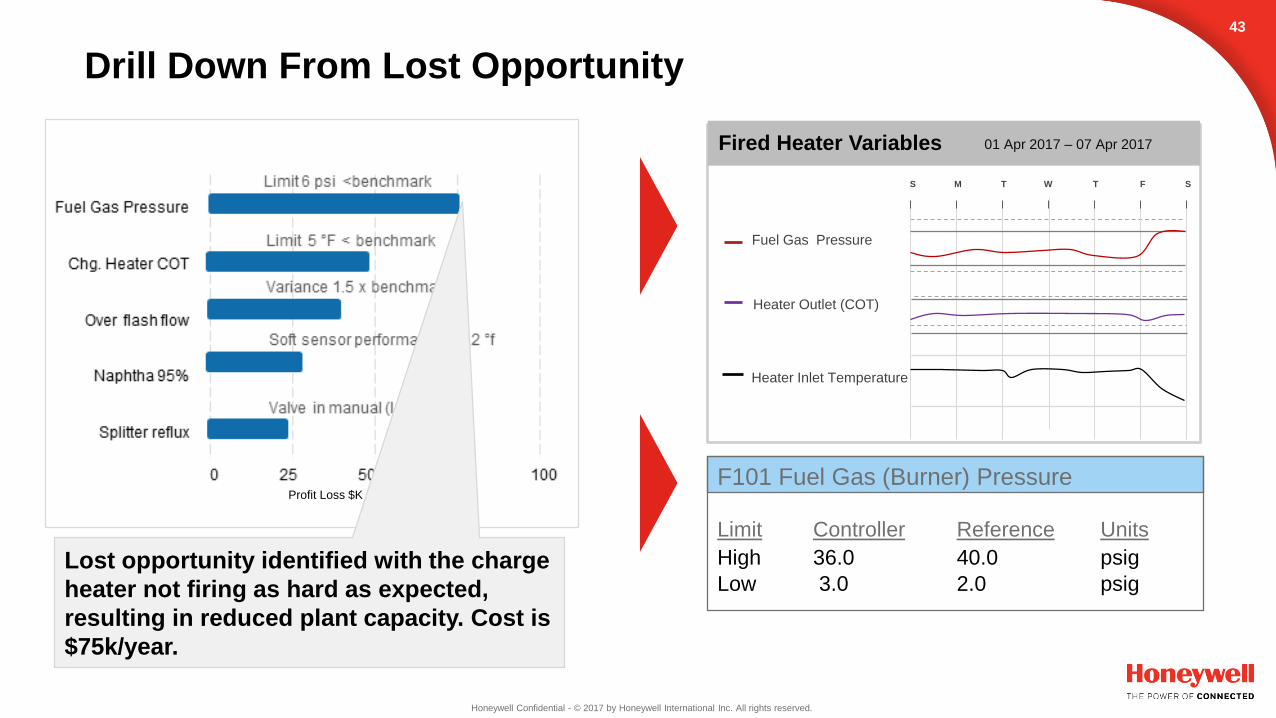
Drill Down From Lost Opportunity
43
Preheat Temp
Fired Heater Variables
Fuel Gas Pressure
Heater Outlet (COT)
01 Apr 2017 – 07 Apr 2017
S M T W T F S
Heater Inlet Temperature
F101 Fuel Gas (Burner) Pressure
Limit Controller Reference Units
High 36.0 40.0 psig
Low 3.0 2.0 psig
Profit Loss $K / yr
Lost opportunity identified with the charge
heater not firing as hard as expected,
resulting in reduced plant capacity. Cost is
$75k/year.
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
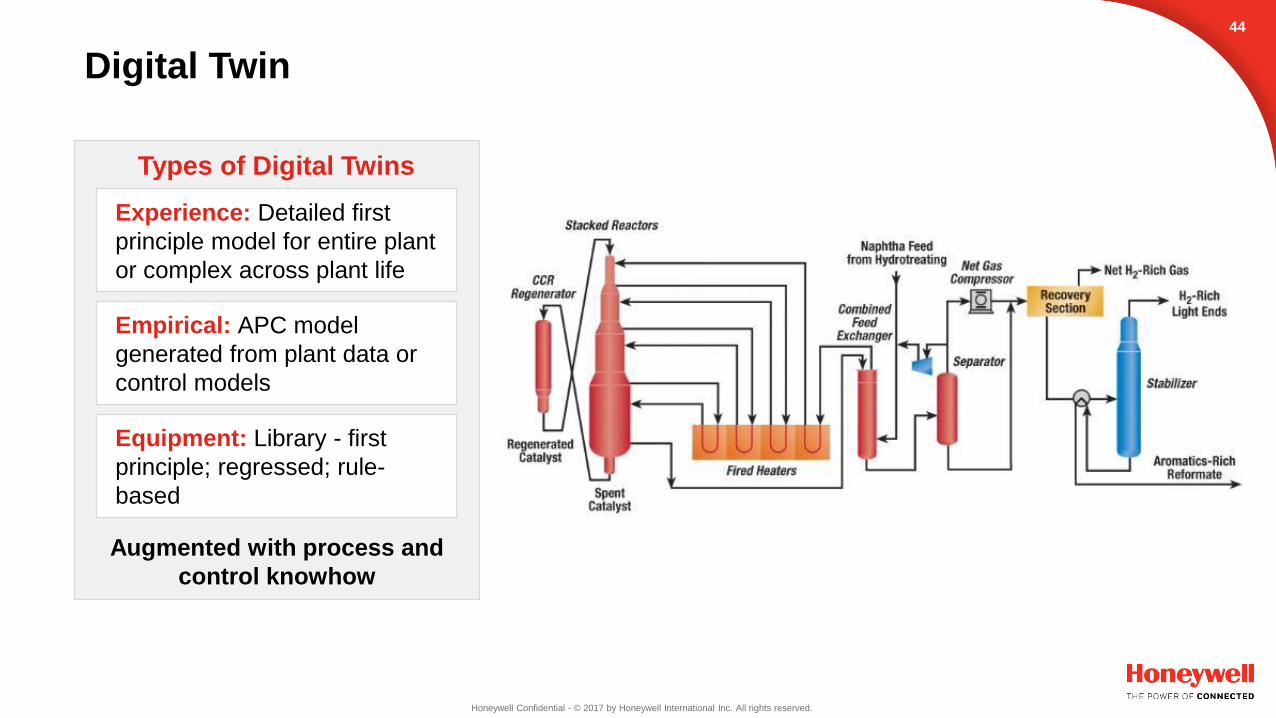
Digital Twin
44
Experience: Detailed first
principle model for entire plant
or complex across plant life
Empirical: APC model
generated from plant data or
control models
Equipment: Library - first
principle; regressed; rule-
based
Types of Digital Twins
Augmented with process and
control knowhow
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
Why Is Honeywell Different?
45
Data
Not just a “DIY”
platform and toolbox
Embedded models.
Embedded knowledge.
Results
Solve real-world
problems to deliver
improvements fast
Not just “data scientists”
keen to “have a go”
Leverages extensive
experience along with
state of the art analytics.
Analysis

Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
What is the difference between CPS and APC?
• Strategic decisions
- Open Loop
- Rigorous UOP UniSim models (first principles)
- Updates several times a day
- UOP Process Expert consultation
- Catalyst life versus throughput maximization
• Operational decisions
- Closed Loop
- UOP Toolkits (correlations from UOP rigorous models)
- Execution 10sec-5 mins (nominal ~1min)
- Respond to instantaneous changes in raw materials,
utilities, ambient, catalyst and equipment condition
CPS
APC

















