Cell Growth and Division 10-1 Cell growth Biology Mr. Hines.

Bioresource Technology 212 (2016) 62–71
Contents lists available at ScienceDirect
Bioresource Technology
journal homepage: www.elsevier .com/locate /bior tech
Mathematical modeling of continuous ethanol fermentationin a membrane bioreactor by pervaporation comparedto conventional system: Genetic algorithm
http://dx.doi.org/10.1016/j.biortech.2016.04.0220960-8524/� 2016 Elsevier Ltd. All rights reserved.
⇑ Corresponding author at: Azad University of Qaemshahr, Nezami Road,Qaemshahr, Iran.
E-mail addresses: [email protected], [email protected] (M. Esfahanian).
Mehri Esfahanian a,⇑, Ali Shokuhi Rad a, Saeed Khoshhal b, Ghasem Najafpour b, Behnam Asghari b
aDepartment of Chemical Engineering, Islamic Azad University, Qaemshahr Branch, Qaemshahr, IranbDepartment of Chemical Engineering, Babol Noushirvani University of Technology, Babol, Iran
h i g h l i g h t s
� Genetic algorithm was used for modeling of CMBR and CCBR performances.� Mathematical modeling was based on Monod and Moser kinetic models.� Modeling was performed at the unsteady state condition at different retention times.� The model described the cell growth, substrate concentration and ethanol production.� The Moser kinetic model results showed good agreement with experimental data.
a r t i c l e i n f o
Article history:Received 26 February 2016Received in revised form 4 April 2016Accepted 5 April 2016Available online 7 April 2016
Keywords:Mathematical modelingGenetic algorithmEthanol fermentationCMBRKinetic models
a b s t r a c t
In this paper, genetic algorithm was used to investigate mathematical modeling of ethanol fermentationin a continuous conventional bioreactor (CCBR) and a continuous membrane bioreactor (CMBR) by etha-nol permselective polydimethylsiloxane (PDMS) membrane. A lab scale CMBR with medium glucose con-centration of 100 g L�1 and Saccharomyces cerevisiae microorganism was designed and fabricated. Atdilution rate of 0.14 h�1, maximum specific cell growth rate and productivity of 0.27 h�1 and6.49 g L�1 h�1 were respectively found in CMBR. However, at very high dilution rate, the performanceof CMBR was quite similar to conventional fermentation on account of insufficient incubation time. Inboth systems, genetic algorithm modeling of cell growth, ethanol production and glucose concentrationwere conducted based on Monod and Moser kinetic models during each retention time at unsteady con-dition. The results showed that Moser kinetic model was more satisfactory and desirable than Monodmodel.
� 2016 Elsevier Ltd. All rights reserved.
1. Introduction
Nowadays, climate changes caused by greenhouse gas emissionand environmental contamination, continuous consumption of fos-sil fuels, increasing global energy demand, evacuation of conven-tional fuel resources and uncertainties related to oil price haveled to an increasing interest in the production of renewable energysources such as biofuels (Balat and Balat, 2009; Kheyrandish et al.,2015; Limayem and Ricke, 2012). Bioethanol is vastly consideredas one of the most promising, renewable and realistic substitute
to fossil fuels such as petroleum and its production has been devel-oped by many countries (Fan et al., 2014c; Fu et al., 2016;Shinozaki and Kitamoto, 2011). As in case of China, it was pre-dicted that 10 million tons of ethanol would be utilized in 2020as fuel (Fang et al., 2010). By modified spark-ignition engines, etha-nol could be combined with petrol or burned in its pure form(Nigam and Singh, 2011). Furthermore, it is extensively used infood, plastic and chemical industries (Qureshi and Blaschek,2001). However, obtaining an economically practicable industrialprocess for ethanol production from different natural sourcesrequires that the yeast to be capable of fermenting most of the sug-ars present in broth with high ethanol yield and productivity(Sanda et al., 2011).
Because of the accumulation of ethanol as product in conven-tional ethanol fermentation process, the cell growth inhibition

M. Esfahanian et al. / Bioresource Technology 212 (2016) 62–71 63
and viability of the ethanol-producing microorganism occur andthese lead to low ethanol productivity and high wastewater dis-charge (Fan et al., 2014c; Stanley et al., 2010). Some separationtechnologies such as gas/steam stripping, extraction, adsorption,distillation and pervaporation are used for product separation(Vane, 2008). Most of them require further concentration andpurification steps, greater equipment and higher labor costs,unable to reuse microbes, lower ethanol productivity and higherenergy consumption for ethanol recovery from the broth(Nguyen et al., 2011; Stanley et al., 2010).
Membrane technology is one of the most effective and energysaving processes for ethanol production. Integration of membraneseparation with biological process in only one unit is a very attrac-tive configuration for the reactions where the continuous metabo-lites elimination is necessary to maintain high productivity(Moueddeb et al., 1996). Pervaporation, a membrane process, is aninteresting technique for ethanol separation among various typesof in situ product separation methods, (Fan et al., 2014b,c;Samanta and Ray, 2015). Pervaporation is a very simple and usefultechnique for product separation from the broth during fermenta-tion, as it reduces the ethanol inhibition. It does not require extrachemicals (Ding et al., 2011). During the integration, ethanol is pro-duced via fermentation and recovered by pervaporation simultane-ously; leading to low ethanol concentration in the broth. Therefore,the overall fermentation performances such as carbon source uti-lization rate and productivity would enhance due to the detoxifica-tion of ethanol, which is the end-product (Fu et al., 2016).
Polydimethylsiloxane (PDMS), with high selectivity for separa-tion of organic chemical compounds from water, is the mostimportant and effective polymeric membrane which has a goodchemical stability and biocompatibility (Ding et al., 2011; Huanget al., 2009; Li et al., 2004). Moreover, researches showed that itis an appropriate polymer for pervaporation separation of organicsolvents from water such as ethanol/water and butanol/water mix-tures (Li et al., 2013). Furthermore, it was evaluated to show anexcellent performance in ethanol, butanol, and furfural separation(Qin et al., 2014). Thus, it is suitable for pervaporation membranebioreactor fabrication (MBR) in which bioconversion and biologicalproduct separation occur (Huang et al., 2009).
Kinetic study and modeling may be effective for ethanolfermentation process development, since they result in productquality increase, high process control and process cost reduction(Fan et al., 2014a). Owing to simultaneous ethanol elimination bythe membrane pervaporation, ethanol inhibition can be decreasedin MBR. Therefore, in long fermentation period, high ethanol pro-ductivity could be accomplished. However, during long-term oper-ation of continuous membrane bioreactor (CMBR) in each dilutionrate, fermentation with membrane pervaporation process wasunsteady and its time profiles showed zigzag shapes (Fan et al.,2014a). Therefore, it was difficult to develop the mathematicalkinetic models for CMBR process.
In the present study, the bioethanol production enhancementalong with CMBR by pervaporation using an ethanol permselectivePDMS membrane was investigated. The CMBR performance com-pared with continuous conventional bioreactor (CCBR) at differentdilution rates. Based on the experimental results, it should be fea-sible to mathematically characterization of the CMBR and CCBRprocess. For both systems mathematical modeling using kineticmodels was implemented with regard to the pervaporation separa-tion and ethanol fermentation at unsteady state condition. In eachdilution rate, Monod and Moser kinetic parameters were specifiedby genetic algorithm. The aim of present work is mathematicalmodels development and determination of kinetic parameters todescribe the broth and permeate ethanol production, cell growthand glucose consumption in the CMBR and CCBR processes atunsteady state condition.
2. Material and methods
2.1. Microorganism and medium
Ethanol fermentation was performed by the pure stock cultureof Saccharomyces cerevisiae, originated from Persian Type CultureCollection (PTCC 24860) and supplied by Iranian Research Organi-zation of Science and Technology (IROST). According to the existingliteratures for ethanol fermentation in CMBR with high glucoseconcentration (Fan et al., 2014c; Nomura et al., 2002) and basedon some preliminary experiments conducted at different concen-trations of glucose and nitrogen sources, the feed media composi-tion included in 100 g L�1 of glucose, 3.0 g L�1 of yeast extracts and5 g L�1 of NH4Cl. In addition, potassium hydrogen phthalate 0.1 Mand sodium hydroxide 0.1 M were used as buffer solutions tomaintain the media optimum pH value of 5.2 (Esfahanian et al.,2013). The details of medium preparation were mentioned at pre-vious studies (Esfahanian et al., 2012; Najafpour, 2015).
2.2. Membrane
A membrane was used for produced ethanol concentration bypervaporation process. An asymmetric PDMS, a dense hydropho-bic/organophilic and ethanol-permselective flat sheet membranewith an effective thickness of 3–5 lm PDMS as top layer suppliedby Pervatech Company (Netherland) was used.
2.3. CMBR and CCBR processes
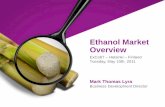
The schematic of a laboratory-scale MBR is illustrated in Fig. 1a.It could be readily assembled and disassembled between experi-ments for cleaning and sterilization. A glass column with 30 cmheight, 10 cm internal diameter (I.D) and 11 cm output diameter(O.D) was used as framework. The membrane was fixed at the bot-tom of the cell (8 cm I.D). Pervaporation process along with MBRwas used for continuous fermentation. The fermentation chambercontained 1260 mL fermentation broth on the top and a pervapora-tion cell of 50.24 cm2 effective areas at the bottom. Fig. 1b shows athree-dimensional image of the continuous fermentation–pervaporation system. A thermal jacket was used in MBR to keep the fer-mentation broth at optimum temperature of 32 �C (Esfahanianet al., 2013). The pressures of atmospheric and 3 mmHg wereapplied on the feed and permeate-side, respectively. A cold trapcontaining liquid nitrogen at �196 �C was used for condensationand collection of permeated vapor.
Under similar physicochemical and geometrical condition, theperformance of CMBR was investigated compared to conventionalfermentation. When both systems have achieved to steady stateafter 12 h of batch fermentation, the fresh media containing100 g L�1 of glucose was fed to the bioreactor of CCBR and CMBRwith flow rate of 50.4–302.4 mL h�1. Pervaporation process wascontinuously performed before steady state condition in CMBR.Steady state condition was confirmed when the cell, glucose andethanol concentrations remained constant. At the end of a station-ary phase, the flow rate of fresh feed was changed. Based on thetotal working volume of the bioreactor, the range of dilution ratevaried from 0.04 to 0.24 h�1.
2.4. Analytical methods
By using of a spectrophotometer (Unico, USA) and based on thedeveloped calibration curve, the cell concentration was evaluatedvia optical density measurement at 620 nm. Glucose concentrationwas determined by color-metric method using DNS reagent(Thomas and Chamberlin, 1974), after cell removing from 2 mL

Fig. 1. (a) Design of MBR (b) 3D image of continuous pervaporation system.
64 M. Esfahanian et al. / Bioresource Technology 212 (2016) 62–71

M. Esfahanian et al. / Bioresource Technology 212 (2016) 62–71 65
samples by centrifuge at 7000g for 7 min by a micro centrifuge(Hermle, model: Z 233 M-2 (Germany)). Additionally, ethanol con-centration was measured by a gas chromatograph (Agilent, 7890A)equipped with a flame ionization detector (FID) and the stainlesssteel packed column of 1.83 m length and 2.1 mm I.D., 80/100mesh Porapak Q (Supelco, USA). The oven temperature was120 �C fixed for 1 min. Then, it was changed to 185 �C with a rateof 40 �C min�1 and remained at this temperature for 8.5 min asthe set temperature. In addition, nitrogen with flow rate of30 mL min�1 was used as sweep gas and the detector temperaturewas fixed at 225 �C. Besides, 50 lL of 2-propanol or propionic acid(Merck, Germany) with concentration of 10% (v/v) as internal stan-dard was added into the 0.5 mL of each sample by a micropipette(Labnet, Germany).
2.5. Kinetic models and mathematical modeling
During the continuous ethanol fermentation in CMBR by perva-poration, ethanol removal from fermentation broth could decreasethe ethanol inhibition (Qureshi and Blaschek, 2001; Vane, 2005). Inorder to expand a simple valid model for the cell growth in theCMBR, the following assumptions are considered:
– Homogeneous broth in the reactor due to the perfect mixing.– No limitation in mass and heat transfer during fermentation.– The same glucose, cell and ethanol composition along with theculture.
– Models application for any feed flow rate in CMBR.– Equal concentration of glucose, cell and ethanol in the both tothose in overflow stream at steady state condition.
Basically, expressions based on differential equation terms canbe employed to describe the models of microbial kinetics forgrowth and fermentation processes. The change of fermented pro-duct rate, substrate consumption and biomass were related toethanol (P), glucose (S) and biomass (X) concentrations in usingthe suitable functional forms given by some kinetic growth ratemodels (Birol et al., 1998). Due to the concentration of preventivesubstrate, the growth rate of the microorganism can be describedby Monod equation as follows:
l ¼ lm � SKs þ S
ð1Þ
where Ks [g L�1] is the substrate inhibition constant and lm [h�1] isdefined as maximum specific cell growth rate.
Correspondingly, Moser kinetic model represents inhibition offree substrate concentration:
l ¼ lm � SnKs þ Sn
ð2Þ
where n is the degree of substrate utilization.
2.5.1. Cell growthFor any dilution rate or retention time, biomass mass balance in
CMBR could be illustrated as follows:
F0 � X0 � F � X � Fm � Xm þ rx � V ¼ dðX � VÞdt
ð3Þ
where Fm, F0 and F were permeate, input and output (overflow) vol-umetric flow rates [L h�1], respectively. Also, Xm, X0 and X were cellconcentrations at permeate, input and output streams [g L�1],respectively. Furthermore; rx, V and t were the cell production rate[g L�1 h�1], bioreactor working volume [L] and fermentation time[h] during each dilution rate.
Similarly, it was found that biomass did not permeate throughthe membrane and there was not any biomass in feed flow stream.Therefore, Eq. (3) could be defined as follows:
rx � V � F � X ¼ dðX � VÞdt
ð4Þ
By substituting Malthus law (rx = l�X) (Bailey and Ollis, 1976)and considering the constant working volume, the Eq. (4) couldbe changed to:
l � X � V � F � X ¼ V � dXdt
ð5Þ
Since the input and permeate flow rate difference was equal tooutput flow rate, Eq. (5) could be converted to:
dXdt
¼ l � X þ Fm � F0
V� X ð6Þ
2.5.2. Glucose consumptionIn every dilution rate, substrate (glucose) mass balance utiliza-
tion rate could be expressed as follows:
F0 � S0 � F � S� Fm � Sm � rs � V ¼ dðS � VÞdt
ð7Þ
where Sm, S0 and S were substrate concentrations at permeate side,input and output streams [g L�1]. Also, rs was the substrate con-sumption rate [g L�1 h�1].
The substrate did not permeate through the membrane, Sm = 0.By using the yield of biomass concentration based on substrate uti-lization (Yx/s), the Eq. (7) could be illustrated as follows:
F0 � S0 þ ðFm � F0ÞSþ l � XYx=s
V ¼ V � dSdt
ð8Þ
So:
dSdt
¼ F0ðS0 � SÞ þ Fm � SV
þ l � XYx=s
ð9Þ
2.5.3. Ethanol productionFor any dilution rate, product (ethanol) mass balance formation
in CMBR could be given by following equation:
F0 � P0 � F � P � Fm � Pm þ rP � V ¼ dðP � VÞdt
ð10Þ
where Pm, P0 and P were ethanol concentrations at permeate, inputand output streams of bioreactor [g L�1]. Also, rp was the ethanolproduction rate [g L�1 h�1].
Due to the lack of ethanol in input feed flow, P0 = 0, Eq. (10)could be reduced as follows:
�F � P � Fm � Pm þ rP � V ¼ V � dPdt
ð11Þ
By using the yield of product formation based on biomass con-centration (Yp/x), Eq. (11) could be changed as follows:
dPdt
¼ FmðP � PmÞ � F0 � PV
þ l � X � Yp=x ð12Þ
2.5.4. The obtained mathematical models for CMBR and CCBRIn any retention time of continuous fermentation, a set of differ-
ential equations consisting of Eqs. (6), (9) and (12) obtained interms of specific growth rate which were replaced by Monod andMoser growth rate (Eqs. (1) and (2)). The substrate inhibitionconstant (Ks) are defined as Ksx, Kss and Ksp for cell growth, glucoseconsumption and ethanol production, respectively.

66 M. Esfahanian et al. / Bioresource Technology 212 (2016) 62–71
By substituting Fm = 0, the set of CMBR equations could bereduced to CCBR. The obtained mathematical models for bothbioreactors are summarized in Table 1.
2.5.5. Determination of kinetic model parameters by genetic algorithmThe analysis and understanding of a physical system is often
abstracted into a mathematical form (Katare et al., 2004). Bothderived sets of equations, indicative of CMBR and CCBR bioethanolproduction performance, were composed of complex differentialequations which could not be integrated separately to obtain thecell, glucose and ethanol concentrations. Therefore, special mathe-matical approaches are required to solve the problem. Many engi-neering and chemical engineering problems are solved by usinggenetic algorithm (Shopova and Vaklieva-Bancheva, 2006). In thisstudy, an optimization procedure based on genetic algorithmapproach was employed.
Besides being able to solve a wide variety of problems such ascurve fitting by non-linear regression analysis, optimization tech-niques are getting special attentions as an efficient way to dealwith complex modeling issue. System identification method basedon genetic algorithm is one of these ways to perform this duty.Genetic algorithm, a popular optimization technique to alleviatethe problems, may involve in consequence complexity models.By stepwise initial guess increase, it searches for the final optimumparameters to minimize the roots mean square error (RMSE)between the predicted parameters and corresponding experimen-tal data. Based on the physical model, the experimental data wereestimated by model parameters and hence the resulting functionswould have minimum deviation compared to experimental data.
In this work, calculations were started by using an initial guessin the genetic algorithm. In order to describe the behavior of thesystem, the initial guess was inserted in the differential equations.The initial guess parameters were increased step by step to reducethe deviation between experimental data and model results. Thesystem of differential equations solved by fourth degreeRunge–Kutta method and its results were compared with experi-mental data. For this purpose, a program code was developed bythe Matlab software package (Version 7.14).
3. Results and discussion
3.1. Cell, ethanol and glucose concentrations
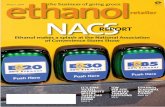
Continuous ethanol fermentation was carried out in both con-ventional and membrane bioreactors. The cell, ethanol and glucoseconcentrations during the fermentation at different retentiontimes are illustrated in Fig. 2. As it can be seen, at first dilution rateof 0.04 h�1, the cell and broth ethanol concentration of about 31.78and 40.10 g L�1 in the CMBR and 25.50 and 40.54 g L�1 in the CCBRwere respectively observed (Fig. 2a) for long term operation ofCMBR (123 h) and CCBR (140 h). Totally, the cell concentrationhad increased over 25% in CMBR compared to CCBR. Immediately
Table 1Mathematical models for CMBR and CCBR.
Bioreactors Monod
CMBR dXdt ¼ lm �S
KsxþS � X þ Fm�F0V � X
dSdt ¼ F0ðS0�SÞþFm �S
V þ lm :SKssþS � X
Yx=s
dPdt ¼ FmðP�PmÞ�F0 �P
V þ lm �SKspþS � X � Y
CCBR dXdt ¼ lm �S
KsxþS � X � F0 �XV
dSdt ¼ F0ðS0�SÞ
V þ lm �SKssþS � X
Yx=s
dPdt ¼ lm :S
KspþS � X � Yp=x � F0 :PV
after of steady state or decline stage observation, the other runcould be started. Fig. 2 shows that longer time was needed toachieve steady state in the conventional system compared toCMBR. Because of low retention time and no sufficient time for cellgrowth and ethanol production, the cell and broth ethanol concen-tration would drastically decreased by the feed flow rate incre-ment, as the cell and ethanol concentration of about 0.9 and3.9 g L�1 for CMBR and 0.7 and 4.1 g L�1 for CCBR were respectivelyobserved at high dilution rate of o.24 h�1 or low retention time of7 h. At high dilution rate, the performance of both reactors wasalmost similar to each other. Besides low retention time, it maybe attributed to the microorganisms fouling on membrane surfaceduring 300 h of CMBR fermentation. Furthermore, glucose concen-tration was decreased at first dilution rate as shown in Fig. 2b. Itwas due to the longer incubation time of microorganisms, higherethanol production and more glucose consumption. The glucoseconcentration in CMBR and CCBR were 2.5 g L�1 and 10.95 g L�1,respectively. The feed flow rate increase resulted in cell and etha-nol concentration decline as well as low glucose consumption,where the glucose concentration of about 80.10 and 83 g L�1 wererespectively observed for CMBR and CCBR at feed flow rate of302.4 mL h�1.
Fig. 2c shows the permeate ethanol concentration of CMBR. Onaccount of the cumulative ethanol concentration in the broth, theethanol concentration increased to 215.61 g L�1 at permeate side,at first dilution rate of 0.04 h�1. Moreover, ethanol concentrationreduction in the permeate side by feed flow rate enhancement orincubation time decrease can be ascribed to the lower ethanol con-centration in the broth or membrane fouling during 300 h contin-uous fermentation; where at the high dilution rate of 0.24 h�1, theethanol concentration significantly dropped to 27.17 g L�1 for thetime period from 270 h to 277 h.
3.2. Comparison of CMBR and CCBR performance
As presented in Fig. 3, the performance of CMBR and CCBR atvarious dilution rates was investigated. Fig. 3a, represents muchhigher cell concentration and glucose consumption in CMBR com-pared to conventional fermentation for each fermentation period,owing to simultaneous ethanol reduction by membrane and lowersubstrate inhibition cause to more cell growth. Moreover, due tothe cell washout and insufficient time for microorganisms’ growth,the cell production rate decreased after dilution rate of 0.14 h�1.On the other hand, the obtained data showed that ethanol concen-tration in CMBR broth was lower than that of the conventional sys-tem, attributable to the continuous ethanol extraction bypervaporation and ethanol inhibition reduction as illustrated inFig. 3b. Furthermore, during each dilution rate, in pervaporationprocess, the obtained results presented that the ethanol concentra-tion of the permeate vapor was 6–7 times higher than in the broth.
Table 2 summarizes the results of the cell, glucose and theethanol concentration in the broth and permeate side at different
Moser
dXdt ¼ lm �Sn
KsxþSn � X þ Fm�F0V � X
dSdt ¼ F0ðS0�SÞþFm �S
V þ lm �SnKssþSn � X
Yx=s
p=xdPdt ¼ FmðP�PmÞ�F0 �P
V þ lm �SnKspþSn � X � Yp=x
dXdt ¼ lm �Sn
KsxþSn � X � F0 �XV
dSdt ¼ F0ðS0�SÞ
V þ lm �SnKssþSn � X
Yx=s
dPdt ¼ lm �Sn
KspþSn � X � Yp=x � F0 �PV

(a)
(b)
(c)
0
5
10
15
20
25
30
35
40
45
0 50 100 150 200 250 300 350Etha
nol a
nd c
ell c
once
ntra
�on
(g L
-1)
Time (h)
Broth Ethanol Conc. (CMBR) Broth Ethanol Conc. (CCBR)Cell Conc. (CMBR) Cell Conc. (CCBR)
0102030405060708090
0 50 100 150 200 250 300 350
CMBR CCBR
Time (h)
Glu
cose
conc
entr
a�on
(g L
-1)
0
40
80
120
160
200
240
0 50 100 150 200 250 300 350
Etha
nol c
once
ntra
�on
(g L
-1)
Time (h)
Fig. 2. CMBR and CCBR profiles during dilution rates of 0.04–0.24 h�1, continuously(a) ethanol and cell concentration (b) glucose concentration (c) ethanol concentra-tion in permeate side of MBR.
(a)
(b)
0
0.2
0.4
0.6
0.8
1
1.2
0102030405060708090
0 0.04 0.08 0.12 0.16 0.2 0.24 0.28
Cell
prod
uc�o
n ra
te (g
L-1
h- 1
)
Cell
and
gluc
ose
conc
entr
a�on
(g L
-1)
Dilu�on rate (h-1)
Glucose Conc. (CMBR) Cell Conc. (CMBR)
Cell Conc. (CCBR) Glucose Conc. (CCBR)
Cell Prod. Rate. (CMBR) Cell Prod. Rate (CCBR)
0
25
50
75
100
125
150
175
200
225
05
101520253035404550
0 0.04 0.08 0.12 0.16 0.2 0.24 0.28
Perm
eate
eth
anol
con
cent
ra�o
n (g
L-1
)
Brot
h et
hano
l con
cent
ra�o
n (g
L-1
)
Dilu�on rate (h-1)
in broth (CMBR)In broth (CCBR)In permeate (CMBR)
Fig. 3. CMBR and CCBR profiles at dilution rates of 0.04–0.24 h�1 (a) cell andglucose concentration and cell production rate (b) broth and permeate ethanolconcentration.
M. Esfahanian et al. / Bioresource Technology 212 (2016) 62–71 67
dilution rates in both continuous fermentation systems. The brothethanol concentrations in CCBR and CMBR were in the range of4.10–40.54 g L�1 and 3.90–40.10 g L�1, respectively. Furthermore,
the ethanol concentration in permeate side of CMBR was in therange of 27.71–215.61 g L�1. As it was expected, with increasingin dilution rate, the cell concentration and ethanol productionwere decreased because of low cell retention time and further glu-cose concentration, leading to higher substrate inhibition.
Ethanol productivity is one of the most important factors forCMBR performance assessment compared to CCBR. The productiv-ity is related to the ethanol concentration and the dilution rate andis also defined as ethanol concentration divided by retention time.On the other hand, ethanol concentration could be expressed as thebroth ethanol concentration in CCBR and permeate ethanol con-centration of CMBR. The ethanol productivity in CMBR and CCBRwere in the range of 1.07–6.49 g L�1 h�1 and 0.31–1.09 g L�1 h�1,respectively as presented in Fig. 4. Up to the dilution rate of0.14 h�1, the ethanol productivity increased and then declinedbecause of cell washout. Surprisingly, maximum productivity didnot occur at the maximum ethanol concentration or at the maxi-mum conversion of substrate. Therefore, optimization could bebased on the permeate ethanol and substrate concentration,

Table 2Details of cell, ethanol and glucose concentration at dilution rates of 0.04–0.24 h�1.
Dilutionrate (h�1)
Broth concentration (g L�1) Permeate ethanolconcentration (g L�1)
Ethanol Glucose Cell
0.04 CMBR 40.10 2.50 31.78 215.61CCBR 40.54 10.95 25.50
0.09 CMBR 37.78 4.03 31.20 204.83CCBR 38.51 15.47 24.03
0.14 CMBR 29.52 16.31 26.19 168.78CCBR 30.53 26.12 20.60
0.19 CMBR 17.42 38.34 16.23 108.51CCBR 18.13 45.87 13.10
0.24 CMBR 3.90 80.10 0.90 27.17CCBR 4.10 83.00 0.70
68 M. Esfahanian et al. / Bioresource Technology 212 (2016) 62–71
productivity and other factors. Consequently, optimum dilutionrate of 0.14 h�1 was selected, based on the maximum ethanol pro-ductivity. The maximum ethanol productivity of the CMBR was6.49 g L�1 h�1, which was much higher than the maximum produc-tivity of 1.13 g L�1 h�1 in CCBR.
3.3. Kinetics and simulation by genetic algorithm
The mathematical model in this work was described to investi-gate variation of cell, substrate and product formation during con-tinuous ethanol fermentation in CMBR by pervaporation andconventional system. The proposed mathematical model wassolved by using Monod and Moser kinetic models. The geneticalgorithm determined empirical constants that may vary with fer-mentation condition at different feed flow rates. Then, the simula-tion of continuous ethanol fermentation at various retention timeswas performed. The equation sets are presented in Table 1.
At different retention times for both systems, the obtained dataof continuous fermentation experiments were used to simulatebiomass and ethanol production as well as substrate consumptionby S. cerevisiaemicroorganism. Experimental data curve fitting wastested for both kinetic models. The criterion of models validity isnormally reflected in logical constant parameters. The secondone is the good fitting of experimental data at various region of cellgrowth, formation of product, consumption of substrate at differ-ent retention times, separately. The third one is the approximation
0
1
2
3
4
5
6
7
0 0.04 0.08 0.12 0.16 0.2 0.24 0.28
Prod
uc�v
ity (g
L-1
h-1
)
Dilu�on rate (h-1)
CMBR CCBR
Fig. 4. Ethanol productivity as function of dilution rate in continuous fermentationexperiments.
of standard deviation of the residues between the calculated andexperimental data or RMSE (Birol et al., 1998). The genetic algo-rithm can be optimized the constant values using of minimumerror procedure.
As the wash out phenomenon was occurred at dilution rate of0.25 h�1 in the CCBR and 0.27 h�1 in the CMBR, the maximumspecific growth rate for both fermentation system were the samevalues (Bailey and Ollis, 1976). The constant values at differentdilution rates for both kinetic models are given in Tables 3 and 4,separately. Also, Figs. 5 and 6 compare the experimental data withMonod and Moser models in continuous ethanol fermentationwith and without pervaporation for growth kinetics, product for-mation and substrate consumption, respectively.
The kinetics of bioethanol fermentation in the CMBR by bothmodels is shown in Figs. 5a and 6a. They represent the relationshipbetween the accumulative ethanol formation and fermentationtime, including the plotted curves obtained by Monod and Mosermodels and experimental data. In addition, broth ethanol concen-tration in CMBR was less than CCBR owing to elimination of pro-duced ethanol through the membrane, reducing the ethanolinhibition on the cell growth, ethanol production improvementand low glucose concentration as illustrated in Figs. 5b and 6b.Therefore, they result in more cell growth as shown inFigs. 5c and 6c. It can be observed that the ethanol concentrationin each time period followed a reducing trend, due to the gradualdeterioration of the culture environment, which could lead to thedropping of ethanol productivity. Furthermore, ethanol productiondrastically decreased with increasing of dilution rate on account ofinadequate time for cell growth. Therefore, the ethanol concentra-tion in permeate side of CMBR reduced with dilution rate incre-ment as showed in Figs. 5d and 6d. Generally, the proposed cellgrowth, substrate consumption and ethanol formation models con-firmed these procedures as presented in Figs. 5 and 6.
Based on the Le Chatelier’s principle, the substrate consumptionwould gradually increase with reducing of product concentrationin CMBR. Consequently, it was expected that substrate inhibitionon the cell growth and ethanol formation in the CMBR to be lowerthan CCBR. Based on the genetic algorithm the results of bothmodels represented approximately lower Ksx, Ksp and Kss in CMBRcompared to CCBR, as mentioned in Tables 2 and 3.
At low dilution rate of 0.04 h�1 in CMBR, the proposed mathe-matical model by Monod calculated Ksx, Ksp and Kss of about38.850, 25.981 and 44.156 g L�1, while the values of 71.580,26.669 and 37.160 g L�1 were gain in CCBR, respectively. As illus-trated in Table 2, at dilution rate of 0.04, higher Kss of 0.14 and0.19 h�1 were calculated in CMBR compared to CCBR. This was pos-sibly due to the formation of some byproducts in the CCBR.Although genetic algorithm calculated the parameters based onthe minimum RMSE, it was possible to calculate other coefficientswith larger errors. In case of larger errors, the model could calcu-late lower Kss in the CMBR compared to CCBR. Here, all calculationswere performed based on the minimum error by genetic algorithm.Additionally, at dilution rate of 0.24 h�1, lower Ksp of 35 g L�1
obtained in CCBR than Ksp of 59.992 g L�1 in CMBR. Besides basedon the minimum error calculation, it was probably due to theinsufficient data at low retention time, or inaccuracy of the model.Furthermore, at high dilution rate, the behavior of the CMBRshifted to the CCBR as a result of low incubation time and maybemembrane fouling during 300 h long term fermentation. On theother hand, based on the set of equations (see Table 1), the RMSEand correlation coefficient of non-linear regression were in therange of 0.693–3.811 and 0.988–0.999 in CMBR, whereas the val-ues of about 1.077–4.324 and 0.991–0.995 were gained in CCBR,respectively.
The presented mathematical model based on Moser kineticresulted in lower substrate inhibition coefficients on cell growth,

Table 3Kinetic Monod model parameters for CMBR and CCBR at various dilution rates.
Parameters D (h�1) Ksx (g L�1) Ksp (g L�1) Kss (g L�1) Yx/s (g g�1) Yp/x (g g�1) R2 RMSE
CMBR 0.04 38.850 25.981 44.156 0.277 1.158 0.994 3.3010.09 8.680 8.800 0.898 0.820 1.370 0.999 0.6930.14 14.540 16.051 27.510 0.208 1.400 0.996 2.3810.19 22.289 25.702 37.697 0.224 1.269 0.988 1.7260.24 80 59.992 80 1 0.259 0.994 3.811
CMBR 0.04 71.580 26.669 37.160 0.453 0.730 0.995 3.0390.09 28.230 20.770 17.360 0.378 1.336 0.991 1.1960.14 23.230 16.240 13.145 0.350 1.310 0.991 1.0770.19 24.860 35.451 25 0.261 1.519 0.991 1.0950.24 120 35 90 2 1 0.993 4.324
Table 4Kinetic Moser model parameters for CMBR and CCBR at various dilution rates.
Parameters D (h�1) n Ksx (g L�1) Ksp (g L�1) Kss (g L�1) Yx/s (g g�1) Yp/x (g g�1) R2 RMSE
CMBR 0.04 0.570 16.390 14.100 25.685 0.113 1.547 0.995 2.0570.09 1.850 18.500 16.100 3.850 0.680 1.160 0.999 0.7280.14 1.200 24.690 18.335 1.149 0.268 1.917 0.996 2.7530.19 1.120 33.380 31.880 33.830 0.281 1.158 0.998 1.8760.24 4.6E-13 122 13.570 12.370 0.690 1.930 0.998 2.734
CMBR 0.04 0.780 41.550 25.420 27.590 0.380 1.060 0.996 2.3140.09 0.513 7.890 26.370 10.354 0.232 1.183 0.999 0.9110.14 1.255 51.830 26.910 29.060 0.348 1.171 0.999 1.2960.19 1.135 40.836 41.084 35.660 0.282 1.311 0.999 1.0860.24 0.200 99 50 70 1 1 0.998 2.950
Fig. 5. Comparison of predicted Monod model and experimental data in CMBR and CCBR for (a) ethanol formation in the broth (b) glucose consumption (c) cell growth (d)ethanol in permeate side.
M. Esfahanian et al. / Bioresource Technology 212 (2016) 62–71 69

Fig. 6. Comparison of predicted Moser model and experimental data in CMBR and CCBR for (a) ethanol formation in the broth (b) glucose consumption (c) cell growth (d)ethanol in permeate side.
70 M. Esfahanian et al. / Bioresource Technology 212 (2016) 62–71
ethanol production and substrate consumption in CMBR comparedto CCBR. Only at dilution rate of 0.09 h�1, Ksx of 18.05 g L�1
obtained in CMBR, whereas this was of about 7.890 g L�1 in CCBR;this may contributed to the calculations based on the minimumRMSE. As mentioned previously, the lower Ksx of 99 g L�1 attainedin the conventional system can be attributed to the low accuracyand data limitation at high dilution rate of 0.24 h�1. Despite thefact that the RMSE and correlation coefficient were in the rangeof 0.728–2.753 and 0.995–0.999 in CMBR, they were in the rangeof 0.911–2.950 and 0.996–0.999 in CCBR, respectively.
Regardless of the satisfactory results of both Monod and Moserkinetic models simulation, it seems that Moser kinetic modelshowed lower RSME and higher correlation coefficient than Monodone.
4. Conclusions
The genetic algorithm modeling of CMBR and CCBR perfor-mance by Monod and Moser kinetic models was proposed todescribe the cell growth, substrate concentration and ethanol pro-duction during ethanol fermentation at different retention timesand in unsteady state condition. The results were compared withthe experimental data. The models’ simulating kinetic parametersof both fermentation systems were comprehensively analyzed andcompared to each other and hence some features of kinetic behav-ior of substrate consumption, ethanol production and cell growthin continuous conventional and pervaporation processes could bebrought to light.
Acknowledgments
The authors wish to appreciate Mr. K. Alinezhad from I.O.O.CCompany for his operational and technical assistance. We alsothank Afagh and KGW Isotherm companies for their close collabo-ration and technical supply of equipment and spare parts, andthank I.F.C.O Company for the financial support.
References
Bailey, J.E., Ollis, D.F., 1976. Biochemical Engineering Fundamentals. McGraw-HillBook Company, Singapore.
Balat, M., Balat, H., 2009. Recent trends in global production and utilization of bio-ethanol fuel. Appl. Energy 86, 2273–2282.
Birol, G., Doruker, P., Kirdar, B., Önsan, Z.l., Ülgen, K., 1998. Mathematicaldescription of ethanol fermentation by immobilised Saccharomyces cerevisiae.Process Biochem. 33, 763–771.
Ding, W.W., Wu, Y.T., Tang, X.Y., Yuan, L., Xiao, Z.Y., 2011. Continuous ethanolfermentation in a closed-circulating system using an immobilized cell coupledwith PDMS membrane pervaporation. J. Chem. Technol. Biotechnol. 86, 82–87.
Esfahanian, M., Ghorbanfarahi, A., Ghoreyshi, A., Najafpour, G., Younesi, H., Ahmad,A.L., 2012. Enhanced bioethanol production in batch fermentation bypervaporation using a PDMS membrane bioreactor. Int. J. Eng. 25, 249–258.
Esfahanian, M., Nikzad, M., Najafpour, G., Ghoreyshi, A.A., 2013. Modeling andoptimization of ethanol fermentation using Saccharomyces cerevisiae: responsesurface methodology and artificial neural network. Chem. Ind. Chem. Eng. Q. 19,241–252.
Fan, S., Chen, S., Tang, X., Xiao, Z., Deng, Q., Yao, P., Sun, Z., Zhang, Y., Chen, C., 2014a.Kinetic model of continuous ethanol fermentation in closed-circulating processwith pervaporation membrane bioreactor by Saccharomyces cerevisiae.Bioresour. Technol. 177, 169–175.
Fan, S., Xiao, Z., Tang, X., Chen, C., Zhang, Y., Deng, Q., Yao, P., Li, W., 2014b.Inhibition effect of secondary metabolites accumulated in a pervaporation

M. Esfahanian et al. / Bioresource Technology 212 (2016) 62–71 71
membrane bioreactor on ethanol fermentation of Saccharomyces cerevisiae.Bioresour. Technol. 162, 8–13.
Fan, S., Xiao, Z., Zhang, Y., Tang, X., Chen, C., Li, W., Deng, Q., Yao, P., 2014c. Enhancedethanol fermentation in a pervaporation membrane bioreactor with theconvenient permeate vapor recovery. Bioresour. Technol. 155, 229–234.
Fang, X., Shen, Y., Zhao, J., Bao, X., Qu, Y., 2010. Status and prospect of lignocellulosicbioethanol production in China. Bioresour. Technol. 101, 4814–4819.
Fu, C., Cai, D., Hu, S., Miao, Q., Wang, Y., Qin, P., Wang, Z., Tan, T., 2016. Ethanolfermentation integrated with PDMS composite membrane: an effective process.Bioresour. Technol. 200, 648–657.
Huang, Y., Fu, J., Pan, Y., Huang, X., Tang, X., 2009. Pervaporation of ethanol aqueoussolution by polyphosphazene membranes: effect of pendant groups. Sep. Purif.Technol. 66, 504–509.
Katare, S., Bhan, A., Caruthers, J.M., Delgass, W.N., Venkatasubramanian, V., 2004. Ahybrid genetic algorithm for efficient parameter estimation of large kineticmodels. Comput. Chem. Eng. 28, 2569–2581.
Kheyrandish, M., Asadollahi, M.A., Jeihanipour, A., Doostmohammadi, M., Rismani-Yazdi, H., Karimi, K., 2015. Direct production of acetone–butanol–ethanol fromwaste starch by free and immobilized Clostridium acetobutylicum. Fuel 142,129–133.
Li, L., Xiao, Z., Tan, S., Pu, L., Zhang, Z., 2004. Composite PDMS membrane with highflux for the separation of organics from water by pervaporation. J. Membr. Sci.243, 177–187.
Li, S., Qin, F., Qin, P., Karim, M.N., Tan, T., 2013. Preparation of PDMS membraneusing water as solvent for pervaporation separation of butanol/water mixture.Green Chem. 15, 2180–2190.
Limayem, A., Ricke, S.C., 2012. Lignocellulosic biomass for bioethanol production:current perspectives, potential issues and future prospects. Prog. EnergyCombust. Sci. 38, 449–467.
Moueddeb, H., Sanchez, J., Bardot, C., Fick, M., 1996. Membrane bioreactor for lacticacid production. J. Membr. Sci. 114, 59–71.
Najafpour, G., 2015. Biochemical Engineering and Biotechnology, second ed.Elsevier, Amsterdam.
Nguyen, V.D., Auresenia, J., Kosuge, H., Tan, R.R., Brondial, Y., 2011. Vacuumfermentation integrated with separation process for ethanol production.Biochem. Eng. J. 55, 208–214.
Nigam, P.S., Singh, A., 2011. Production of liquid biofuels from renewable resources.Prog. Energy Combust. Sci. 37, 52–68.
Nomura, M., Bin, T., Nakao, S.-I., 2002. Selective ethanol extraction fromfermentation broth using a silicalite membrane. Sep. Purif. Technol. 27, 59–66.
Qin, F., Li, S., Qin, P., Karim, M.N., Tan, T., 2014. A PDMS membrane with highpervaporation performance for the separation of furfural and its potential inindustrial application. Green Chem. 16, 1262–1273.
Qureshi, N., Blaschek, H., 2001. ABE production from corn: a recent economicevaluation. J. Ind. Microbiol. Biotechnol. 27, 292–297.
Samanta, H.S., Ray, S.K., 2015. Separation of ethanol from water by pervaporationusing mixed matrix copolymer membranes. Sep. Purif. Technol. 146, 176–186.
Sanda, T., Hasunuma, T., Matsuda, F., Kondo, A., 2011. Repeated-batch fermentationof lignocellulosic hydrolysate to ethanol using a hybrid Saccharomyces cerevisiaestrain metabolically engineered for tolerance to acetic and formic acids.Bioresour. Technol. 102, 7917–7924.
Shinozaki, Y., Kitamoto, H.K., 2011. Ethanol production from ensiled rice straw andwhole-crop silage by the simultaneous enzymatic saccharification andfermentation process. J. Biosci. Bioeng. 111, 320–325.
Shopova, E.G., Vaklieva-Bancheva, N.G., 2006. Basic – a genetic algorithm forengineering problems solution. Comput. Chem. Eng. 30, 1293–1309.
Stanley, D., Bandara, A., Fraser, S., Chambers, P., Stanley, G.A., 2010. The ethanolstress response and ethanol tolerance of Saccharomyces cerevisiae. J. Appl.Microbiol. 109, 13–24.
Thomas, L.C., Chamberlin, G.J., 1974. Colorimetric Chemical Analytical Methods.Tintometer, England.
Vane, L.M., 2005. A review of pervaporation for product recovery from biomassfermentation processes. J. Chem. Technol. Biotechnol. 80, 603–629.
Vane, L.M., 2008. Separation technologies for the recovery and dehydration ofalcohols from fermentation broths. Biofuels Bioprod. Biorefin. 2, 553–588.