Material Technology
29
1 J3022 Material Technology 1 CHAPTER 6 : PLASTIC 6.0 Plastic Plastic : An organic polymer material (with carbon and hydrogen base) with the ability to flow into a desired shape when heat and pressure are applied to it and retain the shape when they are withdrawn Polymer : A material consisting of long molecular chains or networks of low-weight elements to form a single compound Thermoplastic Thermosetting Plastic Polycarbonate Phenol formaldehyde Polysulfone Epoxy Fluorocarbon Polyester Nylon Amino Resin Acetal Phenol formaldehyde Acrylonitrile-Butadiene-Styrene Alkyds Cellulosic Polyethylene Polystyrene Polypropylene Polyvinyl Chloride Acrylic 6.1 The History of Plastic 1. Regnault (1835) a France chemical scientist introduce a chemical material called vinyl chloride monomer transformed in white powder (polyvinyl chloride - PVC) but not popular because of not enough raw materials at that moment
-
Upload
malaysia -
Category
Engineering
-
view
150 -
download
6
Transcript of Material Technology

1 J3022 Material Technology 1
CHAPTER 6 : PLASTIC
6.0 Plastic
Plastic : An organic polymer material (with carbon and hydrogen
base) with the ability to flow into a desired shape when
heat and pressure are applied to it and retain the shape
when they are withdrawn
Polymer : A material consisting of long molecular chains or
networks of low-weight elements to form a single
compound
Thermoplastic Thermosetting Plastic Polycarbonate Phenol formaldehyde
Polysulfone Epoxy
Fluorocarbon Polyester
Nylon Amino Resin
Acetal Phenol formaldehyde
Acrylonitrile-Butadiene-Styrene Alkyds
Cellulosic
Polyethylene
Polystyrene
Polypropylene
Polyvinyl Chloride
Acrylic
6.1 The History of Plastic
1. Regnault (1835)
a France chemical scientist
introduce a chemical material called vinyl chloride monomer
transformed in white powder (polyvinyl chloride - PVC)
but not popular because of not enough raw materials at that
moment

2 J3022 Material Technology 1
2. Alexander Parkes (1855)
origin from Birmingham, England
won a bronze medal at the 1862 Great International Exhibition
in London
produced a hard but flexible transparent material, which he
called Parkesine from an organic material derived from
cellulose
claimed that this new material could do anything rubber was
capable of, but at a lower price
Parkesine soon lost its luster due to the high cost of the raw
materials needed in its production
3. John Wesley Hyatt (1866)
an American, finally came upon the solution with celluloid
produced billiard balls using celluloid as a substitute for
4. Leo Hendrik Baekeland (1907)
a Belgian-born American living in New York state
developed a liquid resin that he named Bakelite
6.2 Properties of Plastic
1. The general properties :
i. light ii. processable
iii. durable iv. resist corrosion v. colour stay
vi. translucent vii. transparent
viii. good electric insulator ix. good thermal insulator x. wear resistance

3 J3022 Material Technology 1
6.3 Polimer 1. Polymer
a chemical substance made up of a lot of mer or repeating units or
molecules to form a long flexible chain
a material consisting of long molecular chains or networks of low-
weight elements to form a single compound
2. Polymerization
a process of linking the monomers together to form a polymer
a chemical reaction in which high-molecular-mass molecules are
formed from monomers
3. Monomer : a single molecule or a small molecule that may become
chemically bonded to other monomers to form a polymer.
4. Homopolymer : polymeric materials which consist of polymer
chains made up of single repeating units.
5. Copolymer : consist of polymer chains made up of two or more
chemically different repeating units which can be in different
sequences.
Linear polymer M – M – M – M
Alternating copolymer M – O – M – O – M – O
Random copolymer O – M – O – O – M – O – M
Block copolymer M – M – M – O – O – O – M
6. Amorphous (non-crystalline)
a substance having no specific space lattice, the molecules being
distributed at random
a structure not having the long range repetitive pattern of atoms
arrangement

4 J3022 Material Technology 1
6.4 Polymer Structure
It is a long linkage structure.
The chains of molecules bonded by a weak force and flexible
causes the carbon bondage to move and rotating in the chains.
Polymer exists in two structures : amorphous (non-crystalline)
and semi-crystalline.
6.4.1 Amorphous Structure (non-crystalline)
At a high temperature, the polymer became a viscous liquid
where the chains moved and glide into one another in tangled
state.
The chains arrangement are randomize and not in certain
geometry pattern.
When the temperatures are reduced, the flexibility of molecule
properties is blocked and it is similar to the glassy state.
6.4.2 Semi-Crystalline Structure
With slow cooling, the molecules will have the certain structure.
Causing the molecule to packed together and increased the
forces between them, with higher strength, rigid and brittle.
The polymer formed with 90% in crystalline chains and the
remain in amorphous state.

5 J3022 Material Technology 1
6.5 Types of Polymer Chains
There are 4 types of molecule chains by polymerization process as
shown in the figure below :
i. Linear chain polymers
a. in the form of a long molecular chains
ii. Branched chain polymers
b. the linear chain with a series of branched
iii. Cross-linked chain polymers
c. with short links which connected the closer chains together
iv. Network chain polymers
d. molecular structure in 3 dimension networks
6.6 Polymerization Processes
1. Polymerization : a chemical reaction in which high-molecular-mass
molecules are formed from monomers.
2. Two types of polymerization process :
a. Addition Polymerization
chain reaction involves the straight-forward addition of
monomers of the same kind or of different kinds
it is occurs between molecules or monomers contains carbon
bonding when temperature, pressure and certain catalyst are
given
examples :
i. Polyester are formed from ethylene polymerization
ii. Polyvinyl Chloride (PVC)

6 J3022 Material Technology 1
b. Condensation Polymerization
step reaction involves between two monomers with the
elimination of a simple by product, such as water, hydrogen
chloride, etc
it is occurs when two monomer substances react together to
produce polymer and small molecules (usually water) will be
expelled
6.7 Differences between Thermoplastic and Thermosetting
The plastic are divided into 2 large groups :
a. Thermoplastics
- group of plastics that can be softened every time they are heated
- with no curing (chemical change) takes place during the
moulding operations
- they then can be reshaped
- e.g. Polyethylene, Nylon, PVC (Polyvinyl Chloride)
b. Thermosetting plastics
- group of plastics that only can be heated and formed only once
- undergo chemical change (curing) during moulding
- can never again be softened by heating
- e.g. Epoxy, Polyesters
6.8 Thermoplastic
Thermoplastic materials belong to the linear and branched
chain polymers that are obtained by addition or condensation
polymerization of monomers.
They can be softened, hardened or resoftened repeatedly by
application of heat.
Thermoplastics are solids at room temperature , melted or
softened by heating, placed into a mold and then cooled to give
the desired shape.
7 J3022 Material Technology 1
The monomer linear chains structure of thermoplastics :
M – M – M – M – M – M
M – M – M – M – M – M
M – M – M – M – M – M M is molecule or monomer
When heated, the chains will move separately and took place to a new
position and maintain to that position after the heat and pressure
removed.
The additives of thermoplastics :
1. Filler
i. wood flour, calcium carbonate, glass fiber, asbestos,
aluminium powder, mica granules
ii. to improve the impact strength and reduce shrinkage
during moulding
2. Plasticizers
i. to make plastics softer and more flexible
ii. to improve flow properties
iii. to reduce rigidity and brittleness
3. Lubricants
i. substance that reduces friction when applied as a surface
coating to moving parts to fix the processing and
flowability
4. Colourants
i. subdivided into dyestuffs, organic and inorganic pigments
ii. pigments more able to resist the temperature and lights
5. Antioxidants
i. prevent oxidation, the polymer reacting with oxygen
ii. oxidation can cause loss of impact strength, elongation,
surface cracks and discolouration
iii. antioxidants help prevent thermal oxidation reactions
when plastics are processed at high temperatures and
light-assisted oxidation when plastics are exposed to UV
light
iv. stabilizers
8 J3022 Material Technology 1
6.8.1 Properties of Thermoplastics
can be softened and hardened repeatedly by applying the
appropriate thermal and pressure
can be attached/ jointed using heat and pressure
not liquidify but flow at appropriate pressure and heat for injection
moulding
when blowed, acts like glasses, can be shape as bottles and round
by using pressure or vacuum technique
are linear chain polymers form by a long carbon chains through
covalent bonding

9 J3022 Material Technology 1
Thermoplastic Types Properties Application
1.Polyethylene /PE
a.melting temperature : 110C - 137C b. LDPE
low in crystalline
low in density c. HDPE
high in crystalline – chains are able to pack closer together
high in strength d. translucent e. costly f. tougher in room and lower temperature
g. good flexibility upto 73C h. corrosion resistance i. good insulator properties
i. textiles ii. loudspeaker cones
iii. recording tapes iv. photographic films v. containers
vi. electrical insulators vii. chemical tubes
viii. kitchen appliances
2. Polystyrene / PS
a. melting temperature : 150C - 243C b. odourless c. relatively brittle unless modified d. rigid e. processable but tends to be brittle f. good dimensional stability g. good insulating properties h. low-mold shrinkage i. easy processed j. low cost
i. automobile interior parts ii. kitchen appliances
iii. appliances housings iv. housewares v. lens
vi. battery housings vii. radios
3. Polyvinyl Chloride / PVC
a. melting point : 204C b. less elastic and flexible c. high in strength and brittle d. good solvents resistance e. higher chlorine contents : chemical and heat resistance, tougher and harder f. good electric current resistance g. stable and moisture resistance i. heat resistance j. low in cost because cheaper and processable
i. furnitures ii. shoes
iii. electrical wire insulations iv. floor mats v. housewares
vi. pipes vii. window frames
4. Polymethyl Methacrylate / PMMA/ Perspex/ Acrylic
a. melting point : 160C b. rigid c. cannot be opaque d. transparent e. impact resistance better than glass f. good chemical resistance g. good moisture resistance h. environment resistance i. electrical resistance
i. glazing for aircrafts and boats
ii. advertising signs iii. safety shields iv. protective goggles v. lenses
vi. automotive lenses vii. wind shields
viii. laboratory appliances

10 J3022 Material Technology 1
5.Polypropylene/PP
a. melting temperature : 165C - 177C
b. heat resistance upto 120C without deformation c. strong but flexible d. good chemical, moisture and heat resistance e. low density f. strong bonding g. dimensional stability
i. kitchen appliances ii. packaging
iii. laboratory wares iv. bottles v. electrical appliance parts
vi. television cabinets vii. insulators or wiring coats
6.Polyamides / PA/ Nylon
a. melting point
- Nylon 6, 6 : 250 - 266C
- Nylon 6 : 216 - 225C b. good resistance to most common
solvents c. strong, tough and flexible d. absorb moisture acts as a plasticizer e. low in stiffness, strength and hardness f. tend to fray easily g. have little resilience to shock loads h. high in heat-deflection temperatures i. good chemical resistance j. low melt viscosity k. easy processability
i. gears ii. valves
iii. bearings iv. cams v. surgical equipments
vi. fibers for textiles vii. fishing lines
viii. climbing ropes
7.Acetals
a. excellent long-term load-carrying properties
b. dimensional stability c. high regularity d. high strength e. high heat-deflection temperature f. low friction coefficients g. good processability h. good solvent resistance i. low moisture absorption j. wear resistance k. excellent fatigue resistance l. flammable m. stiff n. creep resistance o. moisture resistance
i. water pump impellers ii. electric kettle bodies
iii. housings for domestic appliances
iv. plumbing fittings v. bearings
vi. cams vii. gears
viii. door-lock components ix. zippers x. seat belts
xi. rollers xii. valves
8.Acrylonitrile-Butadiene-Styrene / ABS
a. high dimensional stability b. remains tough c. impact resistance d. abrasive resistance e. chemical resistance f. good tensile-strength properties g. good ductility properties h. electrical resistance i. flammable
i. moulding television and radio set cabinets
ii. telephone housings iii. bags iv. crash helmets v. pipes and fittings
vi. computer housings and covers

11 J3022 Material Technology 1
9.Cellulosic / Cellulose Acetate
a. rigid, strong and tough b. low resistance of weather, thermal and
chemical c. good insulator d. excellent water absorbent e. soften in boiling water f. dangerously flammable
i. automotive accessories ii. pipes and tubes
iii. telephone sets iv. tooth brushes v. spectacle frames
vi. screwdrivers and other small tools handles
vii. toys viii. table tennis balls
ix. ball pens
10.Polycarbonates / PC
a. good impact strength b. resist to a variety of chemicals c. resist to petroleum products and
most solvents d. good heat resistance e. good dimensional stability f. good electrical insulation properties g. good optical properties h. extremely tough i. higher scratch resistance j. good creep resistance
i. helmets ii. optic lenses
iii. bulletproof window glass iv. bottles v. food processing tools
vi. electrical insulators vii. safety shields
viii. medical appliances
11.Polysulfones / PSU
a. heat and chemical resistance b. transparent c. tough d. high tensile strength e. rigid f. heat-resistance g. low tendency to creep
i. steam iron components ii. coffee mixtures
iii. hot water contennas iv. sterilize medical
instruments v. microwave containers
vi. television components vii. airplane cabin interiors
12. Fluorocarbons / Polytetrafluoroethylene (PTFE)
a. heat resistance b. chemical attack resistance c. weather and electrical resistance d. non-stickiness e. good electrical insulator f. lowest coefficient of friction
i. lining for chemical equipment
ii. non-stick coating for cooking utensils
iii. electric insulators for wires and cables
iv. bearings v. gaskets

12 J3022 Material Technology 1
6.9 Thermosetting Plastic
Thermosetting materials belong to the three-dimensional cross-
linked or network polymers.
Once they have been set and hardened, they cannot be remelted
and returned to their original state (cannot be recycled or reused)
The three-dimensional cross-linked structure :
M – M – M – M – M
׀ ׀ ׀ ׀ ׀
M – M – M – M – M
׀ ׀ ׀ ׀ ׀
M – M – M – M – M
׀ ׀ ׀ ׀ ׀
M – M – M – M – M
Stronger material and insoluble to the solvents because
impossible for the solvents to enter and breaks the chains.
6.9.1 General Properties of Thermosets
melted material when the first time heated and then settled or
preserved into hard and rigid shape at that temperature
after the first formation, no changes will happen eventhough
heat and pressure applied
usually harder, stronger and more brittle than thermoplastic

13 J3022 Material Technology 1
Thermosetting Plastic Types Properties Application
1.Phenol Formaldehyde / PF/ Phenolic
a. good electrical resistance b. heat insulating properties c. good oil and grease resistance
d. stable upto 150C e. high hardness and strength f. good heat and water resistance g. can be coloured h. low in cost
i. heat resistance upto 500F j. soluble for chemical and weak acid k. stable shape l. low moisture absorbent and
beneficial for design accuracy m. brittle but rigid
i. telephones ii. plastic components in
automotives iii. electrical insulator
components iv. laminating some types
of plywoods and particleboards
v. bottle caps vi. house appliances
vii. steerings
2.Epoxy / EP
a. good chemical resistance b. strong, firm and good stickiness to
glass and metal c. wear and impact resistance
accordingly to material and mould used
d. good mechanical and electrical properties
e. dimensional stability f. thermal resistance
i. casting materials ii. mouldings
iii. protection to electric conductor parts
iv. paint additives v. stickers
vi. lamination materials production
vii. printing works viii. tanks
ix. shafts
3.Polyester
a. heat resistance (weather) b. acid or salt solubility resistance c. strong and hard depends to material
used d. coating works through electricity
e. heating temperature less than 500F
i. plastic components in automobile
ii. helmets iii. chairs iv. fans v. house pumps
vi. fuses vii. bottle caps
4.Amino Resins (Ureas and Melamines)
a. highly rigid at the ends of the molecule
b. scratch resistance c. as polishing layer or coating d. glossy resistance e. resist liquid, gasoline, oil and other
detergents
f. thermal resistance between 60F -
180F g. hardly damage or softer h. stronger i. electrical properties
i. Urea : cover switches, buttons, electrical appliances
ii. Melamine : door knob, machine equipments and as adhesive for plywood industry and the wood particleboard as bonding
iii. Amino (Melamine and Urea) : surface coating for papers and fabrics or frames

14 J3022 Material Technology 1
5.Alkyds a. excellent electrical insulation b. good impact force resistance c. dimensional stability d. unaffected by water and most
organic solvents
i. electric and electronic components

15 J3022 Material Technology 1
6.10 The Advantages Of Plastics
1. Excellent electrical insulation properties.
2. Good insulation properties.
3. Certain plastics has good chemical resistance.
4. Good resistance to shock and vibration.
5. Transparent and translucent.
6. Easily coloured.
7. Easily assembled or jointed.
8. Repairing the self lubricating.
9. Good wear and scratch resistance.
6.11 The Disadvantages Of Plastics
1. Measurement dimension changed by humidity and high thermal
extension.
2. Low temperature duration for operation (150 - 600F).
3. Brittle at low temperature.
4. Softer and less elastic than metal.
5. Certain plastics are easily affected by ultra-violet.
6. Creeps occurs at any temperature.
7. Easily burnt.
6.12 Factors For Plastics Usages
1. Processable and assembleability compared to metals
e.g. plastic moulding production
- do not need any finishing or tidying process
2. Plastics materials are cheaper than metals
e.g. nylon replacing zinc
3. Plastic properties
e.g. insulation, self lubrication, etc
4. Plastic-metal composites can be produced to achieve better properties
e.g. plastic-metal reinforcement are good electrical conductors,
lightness and easily produced
5. Multiple functions in the same time
e.g. housing or covers, insulators and self lubricating bearing

16 J3022 Material Technology 1
6.13 Plastic Manufacturing Process
In plastic products manufacturing process, varies of machines used
depends upon the shape products and types of resins used.
Such as :
1. Injection Moulding Process
2. Extrusion Moulding Process
3. Blow Moulding Process
4. Transfer Moulding Process
5. Compression Moulding Process
6. Rotational Moulding Process
7. Thermoforming Process
9. Calendaring Process
10.Casting Process
Injection Moulding Process
1. The basic concept of injection moulding machine is a heat-softened
thermoplastic material is forced by a screw-drive cylinder into a
relatively cool mould cavity that gives the plastic the desired shape.
2. The mould usually made from tool steels or beryllium cuprum and
can be multiple cavities so that more than one component can be
injected in every cycle of process.
3. It was the fastest process and widely used.
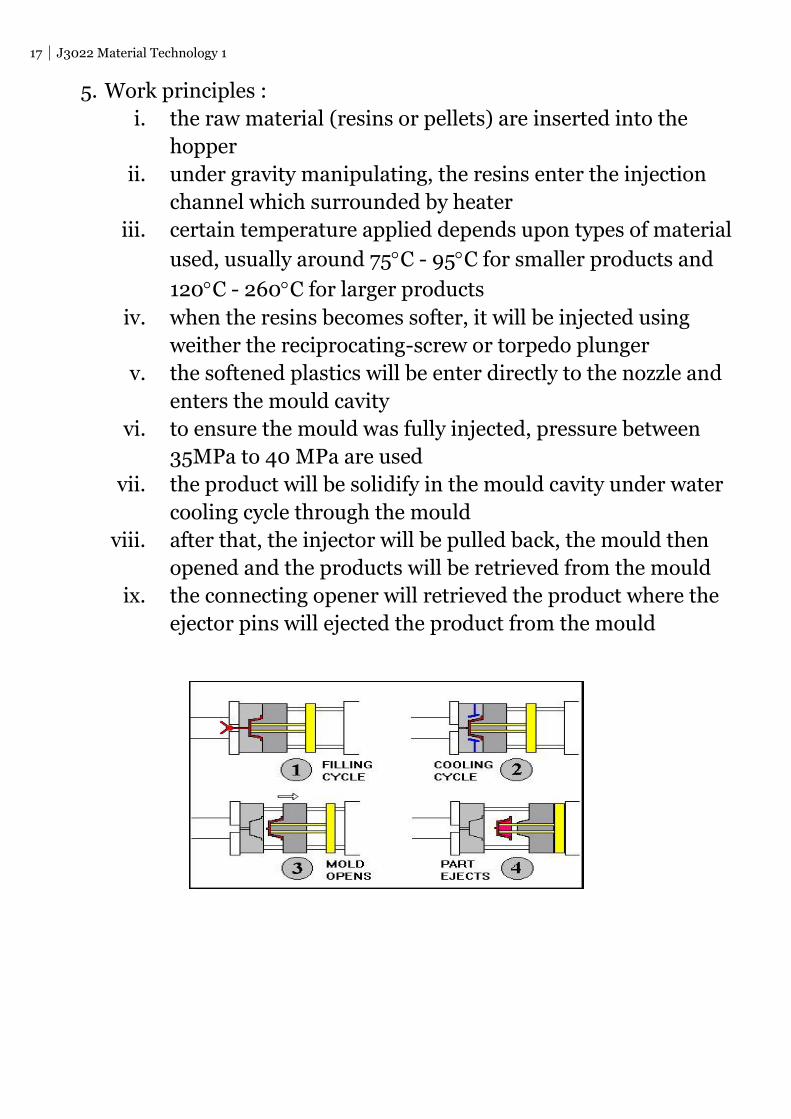
4. Figure 5 shows the typical components of injection moulding
machine.
17 J3022 Material Technology 1
5. Work principles :
i. the raw material (resins or pellets) are inserted into the
hopper
ii. under gravity manipulating, the resins enter the injection
channel which surrounded by heater
iii. certain temperature applied depends upon types of material
used, usually around 75C - 95C for smaller products and
120C - 260C for larger products
iv. when the resins becomes softer, it will be injected using
weither the reciprocating-screw or torpedo plunger
v. the softened plastics will be enter directly to the nozzle and
enters the mould cavity
vi. to ensure the mould was fully injected, pressure between
35MPa to 40 MPa are used
vii. the product will be solidify in the mould cavity under water
cooling cycle through the mould
viii. after that, the injector will be pulled back, the mould then
opened and the products will be retrieved from the mould
ix. the connecting opener will retrieved the product where the
ejector pins will ejected the product from the mould

18 J3022 Material Technology 1
6. The advantages :
i. the injector mould usage are faster than pressure mould (torpedo
plunger)
ii. mould cost are lower because of the simplicity
iii. various shape, intricate or thinner products can be produced
iv. high quality parts can be produced at a high production rate
v. the process has relatively low labour costs
vi. good surface finishes can be produced on the moulded part
vii. the process can be highly automated.
7. The disadvantages:
i. sink = caused by moulding temperature or the pressure are higher
ii. flashing = caused by unfitted mould
iii. bubble = caused by cold mould or the pressure are too low
iv. uncompleted moulding = the material did not enter the mould fully,
example : small gates
v. weld line = caused by cold mould, low moulding temperature and
time for injection are too fast
vi. not economical for small production
vii. certain mould only for certain product
viii. high cost of machine means that a large volume of parts must be
made to pay for the machine
ix. the process must be closely controlled to produce a quality
products.
Extrusion Moulding Process
1. A process that supplies a continuous stream of thermoplastic
material/ products with equally cross-section where it is directly
produced through a shaping tool or to some other subsequent
shaping process (dies) placed directly on the end of the extrusion
machine.

19 J3022 Material Technology 1
2. Work principles :
i. the pellets or resins are inserted into the hopper
ii. the material then fed into the heated cylinder by rotating screw
iii. when the material become softer, it will be forced continuously
by the rotating the screw ram
iv. the products or outcomes are formed into continuous shape
v. after the product exiting from the die, it will be cooled by air (air-
blast system), water (water-bath system) or become cold by
interact will cold roll surface where then it will be solidifies while
rolling
vi. extruded products such as pipe, rod, etc, extrude this way
because it can be curved or bended after extruded with hot water
by sinking it in it
3. The advantages :
i. continuous extrusion
ii. accurate measurement
iii. good finishing
iv. economical for mass production
4. The disadvantages :
i. the dies are easily wear out
ii. need to be closely controlled
iii. thermosetting materials are not suitable because it solidifies
quickly

20 J3022 Material Technology 1
Blow Moulding Process
1. It is suited for the manufacture of bottles and other simple hollow
shaped parts, from a preformed plastic tube.
2. It is a process producing thermoplastic products using injection or
extrusion method where the material are softened will be injected or
extruded into the mould and then blowed with air.
3. It is a cylinder or tube of heated plastic called a parison is placed
between the moulds. The mould is closed to pinch off the ends of the
cylinder and compressed air is blown in, forcing the plastic against
the walls of the mould.
4. Work principles for extrusion blow moulding method :
i. the resins or pellets are inserted into the hopper
ii. with gravity manipulating, the materials enter the injection or
extrusion chamber or cylinder which surrounded with heater
iii. when the materials become softened (plasticizers), it will be
injected or extruded using screw rotator or torpedo plunger
iv. the hot and softened material called parison
v. the materials will be flow straight to the nozzle and enter the
mould cavity
vi. top of the parison will be cutted off using a blade
vii. the air then blowed into the parison through a cavity at the top
of the mould
viii. the plastic will be cooled, then solidified in the mould under
water cooling system cycling in the channels in the mould
ix. after that the mould will opened and the product will be
retrieved
x. the connecting opener will retrieved the products using ejector
pin to eject the product out from the mould
21 J3022 Material Technology 1
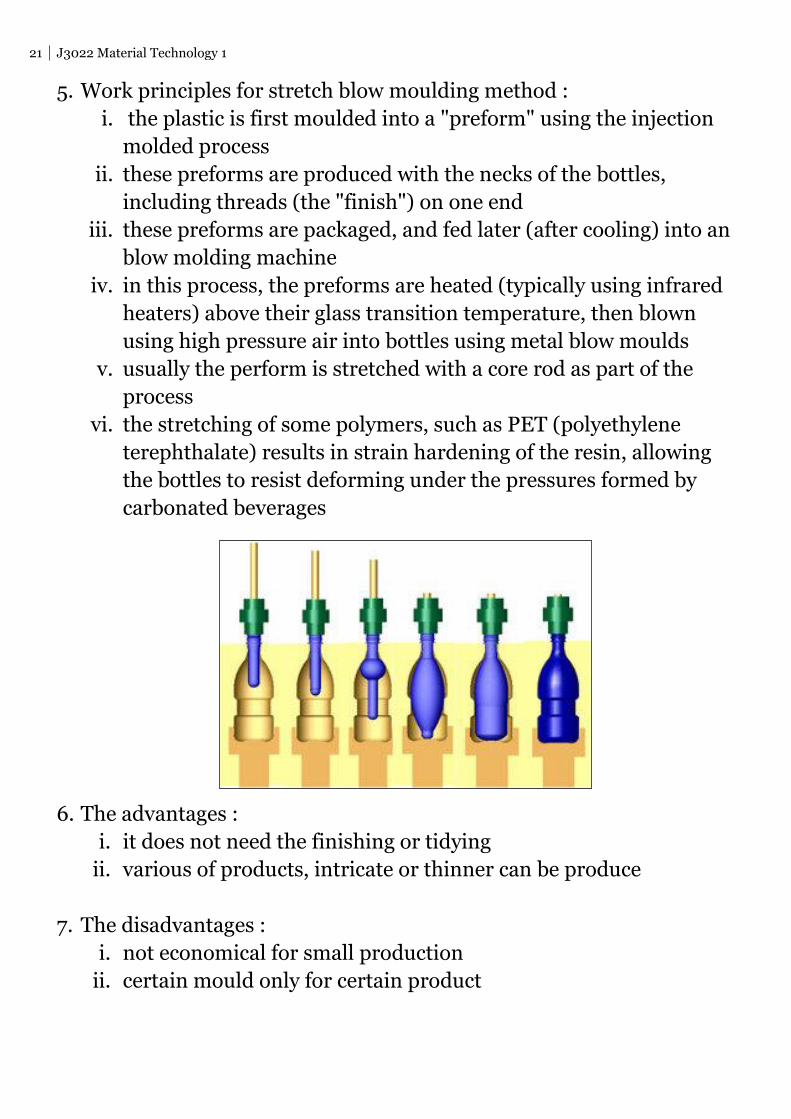
5. Work principles for stretch blow moulding method :
i. the plastic is first moulded into a "preform" using the injection
molded process
ii. these preforms are produced with the necks of the bottles,
including threads (the "finish") on one end
iii. these preforms are packaged, and fed later (after cooling) into an
blow molding machine
iv. in this process, the preforms are heated (typically using infrared
heaters) above their glass transition temperature, then blown
using high pressure air into bottles using metal blow moulds
v. usually the perform is stretched with a core rod as part of the
process
vi. the stretching of some polymers, such as PET (polyethylene
terephthalate) results in strain hardening of the resin, allowing
the bottles to resist deforming under the pressures formed by
carbonated beverages
6. The advantages :
i. it does not need the finishing or tidying
ii. various of products, intricate or thinner can be produce
7. The disadvantages :
i. not economical for small production
ii. certain mould only for certain product

22 J3022 Material Technology 1
Transfer Moulding Process
1. It is a process where the moulding compound is first softened by heat
in a transfer chamber and then is forced under high pressure into one
or more mould cavities for final curing.
2. In this process, the resin is not fed directly into the mould cavity but
into a chamber outside the mould cavities. When the mould is closed,
a plunger forces the plastic resin from the outside chamber through a
system of runners and gates into the mould cavities.
3. It is also used for moulding thermosetting plastics such as the
phenolics, ureas, melamines and alkyds.
4. The plastic material flowing process into the mould causing the heat
transferred equally and quickens the chemical reaction for cross
linking or curing.
5. Work principles :
i. the resins were placed in a chamber (preclosed mould) outside
the mould cavity forming a preformed plastic shape
ii. then heated at certain temperature where it will be plasticize
iii. when it softened, it then forced into the mould cavity (closed
mould) as hot melt plastic material by a plunger through a
system of runners and gates
iv. then let it cooled to solidified
v. after the plastic has cured, the plunger is removed and the mould
cavity then opened
vi. the parts is then ejected by ejector pin and removed the plastic
parts from the mould
6. The advantages :
i. the solidifies timing for transfer moulding are faster than
compression moulding
ii. the inserting timer are shorter because of the usage of bigger
preformed material which can be heatened quickly
iii. this process is suitable to form parts that need small metal
insertened because the plastic material entering the mould cavity
in stages without using higher pressure

23 J3022 Material Technology 1
iv. intricate shape and with variation of bigger cutting can be
produced
v. no flash is formed during moulding and the moulded part requires
less finishing
vi. many parts can be made at the same time by using a runner system
7. The disadvantages :
i. losing material in flowing channel
ii. mould cost are higher than compression moulding mould
Compression Moulding Process
1. It is a process where two parts mould combined together under one
compression and then formed a cavity accordingly to the component
shape.
2. In the process, before the combined, the resin (thermosets) may be
preheated, is loaded into a hot lower part of the mould containing
one or more cavities. The upper part of the mould is forced down on
the resin and then applied pressure and heat melts the resin and
forces the liquefied plastic into filling the cavities forming the needed
component.

24 J3022 Material Technology 1
3. Many thermosetting resins such as the phenol formaldehyde, urea
formaldehyde and melamine formaldehyde resins are formed into
solid parts by the compression moulding process.
4. The formation is prepared under certain pressure by using upper part
of the mould. This is similar to forging process for metal and facing
flashing problem where in need for trimming or cutting process.
5. Work principles :
i. the materials inserted into the mould as preformed powdered
shape because of heat and pressure
ii. the preheated material is loaded into a hot mould containing the
cavity
iii. the upper part of the mould is forced down on the plastic resin,
pressure and heat are then applied, forces the liquified plastic to
fill the cavity
iv. continued heating is required to complete the cross-linking of
the thermosetting resin
v. then the part is ejected from the mould
6. The advantages :
i. mould costs are low
ii. short flow of material reduces wear and abrasion on moulds
iii. production of large parts is more feasible
iv. more compact moulds are possible
v. expelled gases from the curing reaction (cross-linking process) are
able to escape during the moulding process

25 J3022 Material Technology 1
7. The disadvantages :
i. complicated part configurations are difficult to make with this
process
ii. inserts may be difficult to hold to close tolerances
iii. flash must be trimmed from molded parts
Rotational Moulding Process
1. It is a process to forming big hollow component in small or average
quantities where a thin metal mould consists of two separated parts
and designed to rotating in two axis which 90 to each other.
2. Work principles :
i. loading a measured quantity of polymer (usually in powder form)
into the mould
ii. the mould then heated in an oven whilst it rotates, until all the
polymer has melted and adhered to the mold wall
iii. by that homogeneous layer with similarity/ accuracy thickness
will be formed accordingly to the mould shape
iv. the material/ product are cooled while the machine rotated
before removed it from the mould by bringing the mould to the
cooling station where water are sprayed to the mould
v. the mould then brought to the last station where the product will
be removed from the mould
3. This process only limited for materials that has low melting
temperature in small quantities and protype production such as :
a) Polyethylene
b) Polypropylene
c) Polyvinyl Chloride

26 J3022 Material Technology 1
Thermoforming Process
1. It is a process when a heated plastic sheet is forced into the contours
of a mould by heat and pressure or vacuum.
2. Mechanical pressure may be used with mating dies or a vacuum may
used to pull the heated sheet into an open die. Air pressure may also
be used to force a heated sheet into an open die.
3. There are several categories of thermoforming, including vacuum
forming, pressure forming, twin-sheet forming, drape forming, free
blowing, and simple sheet bending.
4. Work principles for vacuum forming method :
i. the plastic sheet/ material was placed in between the opened
mould and the heating coils by clamping it to the moveable
clamper
ii. then the sheet was brought closer to the coils to softened it,
usually placed on top of the machine
iii. when the sheet are softened enough, the clamper with sheet back
to its place and in the same time the mould which usually placed
below the clamper moving up towards the softened sheet
iv. the air between the sheet and the mould then are gasped out or
vacuumed causing the sheet to fit tightly to the mould which the
air holes can be seen in the opened mould
v. then air are blowed to separated the forming sheet and mould and
in the same time cooled the product
vi. the mould then moved downward to its original place and the
formation that occurs from the sheet are the product that need to
be trimmed or cut off
5. The advantage :
i. low in mould cost because it can be formed using plaster,
thermosetting plastic, wood or aluminium
6. The disadvantage :
i. hollowed or opened space components cannot be produced
because of the different pressure when the forming process
occurs.

27 J3022 Material Technology 1
7. Materials that can be used :
a) Polystyrene
b) Acrylonitrile-Butadiene-Styrene (ABS)
c) Polyvinyl Chloride
d) Polypropylene
e) Polyethylene
8. Applications :
used to formed plastic sheets for certain shape such as :
- food packaging
- yogurt package
- motorcycle fairing
- vehicles bumper

28 J3022 Material Technology 1
Casting Process
1. It is a process by the use of a liquid or powder material that is shaped
without the application of significant pressure.
2. Casting is a manufacturing process by which a liquid material such as
a suspension of minerals as used in plastic is introduced into a mould,
allowed to solidify within the mould, and then ejected or broken out
to make a fabricated part.
3. For thermoplastics, liquid monomer is poured into the mould and,
with heat, allowed to polymerize in place to a solid mass.
4. For thermosets, they are poured into a heated mold wherein the
cross-linking reaction completes the conversion to a solid.
5. Casting is used for making parts of complex shape that would be
difficult or uneconomical to make by other methods, such as cutting
from solid material.
6. Encapsulation and potting are terms for casting processes in which a
unit or assembly is encased or impregnated, respectively, with a
liquid plastic which is subsequently hardened by fusion or chemical
reaction.
Calendaring Process
1. It is a process to produced sheets or films by passing the soft or half
gel thermoplastic materials through a number of pairs of heated
rollers which the heat and pressure are applied to the materials and
the rolls in combination are called calendars.
2. Usually this process applied in stages of rolling before final products
with certain thickness achieved.
3. Materials used : PVC and copolymers that contains Vinyl Chloride.
4. The thickness of products between 0.05 – 0.7mm and with width
upto 1m.

29 J3022 Material Technology 1
5. Work principles :
i. polymer powders, adhesives and other additives were mix in
normal condition
ii. stirred in closed heated mixture
iii. the softened or half gel materials from the mixture then
masticated between two heated rolls that squeeze it out into a
film or sheet
iv. the heated sheet or film then trimmed and then passes around
one or more additional rolls (calendars) before being stripped off
as a continuous film
6. The calendres contains with 3 to 4 rollers made of hardened steel,
steel covered with fiber or cast irons.
7. The calendering rollers has polished surface and the cylinders have
drilled holes to channeled heated liquid, oil or water.



![Advanced Material Technology±MT[0-33-3].pdf · Material Technology Technology. Advanced Material Technology Advanced Material Technology. 3.4-16. Advanced Material Technology. Advanced](https://static.fdocuments.us/doc/165x107/5ebad08215a94a1265211c82/advanced-material-mt0-33-3pdf-material-technology-technology-advanced-material.jpg)